Abstract
After establishing a lunar settlement, developing resilient infrastructure becomes essential. Transporting prefabricated materials from Earth is costly and logistically challenging, making lunar regolith a promising in situ alternative. Its natural properties support durable, protective construction suited to harsh lunar conditions. This study examines fibre-reinforced composites using LHS-1 and EAC-1 regolith simulants, combining fibre tensile strength with a regolith matrix to improve load-bearing performance. Inspired by textile-reinforced concrete on Earth, this approach enhances tensile capacity and durability compared to unreinforced regolith. Modular components—blocks, panels, structural elements—enable scalable, efficient assembly, supporting adaptable, long-term lunar infrastructure.
1. Introduction
The Moon has long represented a focal point for scientific investigation, and recent advances in space exploration are increasingly directed towards enabling sustained human activity on the lunar surface. Realisation of long-duration operations necessitates construction methodologies that minimise dependence on terrestrially transported resources, as launch mass and logistics render conventional material supply economically and operationally unfeasible. In Situ Resource Utilisation (ISRU) is therefore positioned as a critical element in future construction strategies. Lunar regolith—a granular, unconsolidated layer reaching depths of up to 15 m—thus constitutes the most viable indigenous resource [1]. Owing to the scarcity of returned lunar material, a range of simulants has been developed to facilitate ongoing material-focused research.
Current approaches include 3D printing, geopolymer systems, and selective solar light sintering (SSLS), with promising progress particularly in regolith-based additive manufacturing [2]. Nonetheless, most studies focus on partial-regolith composites, while fully regolith-derived structures remain limited. A 2021 study at RWTH Aachen University demonstrated the feasibility of producing pure regolith composites using EAC-1A (European Astronaut Centre lunar regolith simulant, batch/type 1A), opening the field for further material development.
This work continues in that direction by producing pure lunar regolith composites via thermal sintering. Composites consist of an EAC-1 matrix reinforced with LHS-1 (Lunar Highlands Simulant, version 1) fibres, the latter manufactured at ITA using the MoonFibre spinning system, which is adaptable to space conditions [3]. The main challenges addressed concern powder homogeneity, fibre–matrix cohesion, porosity control, and post-sintering specimen release. The experimental objective was to determine whether LHS-1 fibres withstand sintering without structural degradation, supported by optical characterisation of the resulting microstructure. Successful fibre survival under these conditions represents a critical step toward fully regolith-derived composite systems for lunar construction.
2. Composite Material—Lunar Regolith Simulants
Lunar regolith is a global blanket of unconsolidated, impact-generated debris, typically 4–15 m thick depending on geological location. Its particle size ranges from sub-micron dust to multi-millimetre fragments, with characteristic values between 45 and 100 µm [1]. Samples returned during the Apollo, Luna robotic, and Chang’e-5/6 missions represent only a minute fraction of the regolith available on the Moon [4], and their scarcity restricts large-scale materials research. Consequently, lunar regolith simulants are employed to support component development and ISRU-related experimentation.
As natural regolith is heterogeneous, simulant selection must be purpose-specific. For this study, two materials were chosen: EAC-1A and LHS-1. EAC-1A, sourced from the Siebengebirge Volcanic Field (Germany), is used by ESA as a large-volume baseline simulant and is classified as a silty sand with a broad particle-size distribution [5]. LHS-1, developed by Exolith Lab (Florida), mimics highland-type regolith through a controlled blend of minerals and rock fragments [6]. This is particularly relevant as future settlement sites are expected in the lunar south-polar highlands, making highland analogues important for ISRU-oriented construction research.
Regolith Grain Size Distribution
Lunar grains exhibit angular, freshly fractured morphologies due to the absence of wind- or water-driven weathering, whereas terrestrial simulants generally possess smoother surfaces. Analyses of Apollo samples indicate mean particle sizes between 45 and 100 µm, with further refinement occurring as regolith matures under long-term exposure [1]. Accurate grain-size distribution is therefore essential, as it influences packing density and sintering behaviour. EAC-1A exhibits a wide distribution with a median diameter of ~11 µm, slightly finer than typical lunar samples yet largely within Apollo-derived boundaries [5]. LHS-1 is formulated to align more closely with highland regolith, displaying a median grain size of ~51 µm [6].
3. Composite Production System
For the production system, the baseline approach consists of regolith-derived fibre manufacturing combined with composite consolidation through thermal sintering. This procedure is retained as a constant framework across both composite production routes presented in this work.
3.1. Reinforcing Fibres
Fibres have long been employed to enhance the performance of concrete and composite materials, commonly in the form of glass or synthetic filaments, either continuous or discontinuous. Their incorporation generally improves mechanical behaviour and durability. For lunar construction concepts, basalt fibres are of particular interest, as their chemical composition closely resembles that of lunar regolith [7]. Glass and basalt fibres are both produced by melt spinning. The process involves batching, melting, and controlled fibre drawing, during which the molten material is extruded through heated bushings and attenuated into fine filaments before winding [8].
In this study, fibres were produced directly from the selected simulant LHS-1. Their behaviour within a regolith-based matrix remains largely unexplored, making their evaluation under sintering conditions a key research objective.
3.2. Thermal Sintering Process
Sintering is a widely established route for composite fabrication and is considered a feasible process for lunar infrastructure. Processing variables such as temperature, pressure, heating rate, atmosphere, and powder characteristics strongly influence densification and final material behaviour [9]. Homogeneous compaction into a green body remains essential, as interparticle neck growth during heating reduces porosity and increases strength through diffusive bonding [10]. Fibre addition may further enhance structural performance, and thermal sintering of lunar simulants—demonstrated, for example, using EAC-1A at 1100–1160 °C under vacuum—shows promising results, although the extreme dryness of actual lunar regolith may lead to in situ mechanical performance being overestimated [11].
4. Regolith Composite Manufacturing—System I: Mould Sintering Method
In a first stage, composite production was investigated through thermal sintering. This required several preliminary steps, including the selection of a suitable mould material and the fabrication of reinforcing fibres—processes which remain identical for both production routes presented in this work.
4.1. Regolith Fibre Production
LHS-1 was selected for fibre manufacturing due to its ability to form more continuous and uniform filaments compared with EAC-1. Preliminary trials showed that EAC-1 fibres exhibited irregular diameters and disintegrated during heat exposure, whereas LHS-1 maintained structural integrity. Fibre production was therefore outsourced, as temperature control in the ITA winding system was insufficient for continuous filament spinning. For each batch, ~500 g of LHS-1 simulant was melted in ceramic crucibles inside an electric furnace at 1450 °C and held for ~2 h. The molten material was then poured into a steel-covered tray and slowly cooled to produce a vitrified glass. After cooling, the solid was crushed and transferred into the heated bushings of the fibre-drawing system as illustrated in Figure 1.
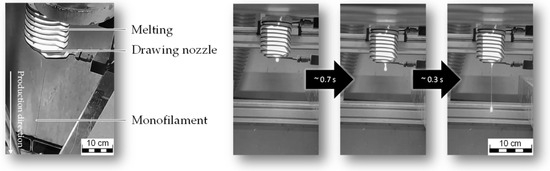
Figure 1.
Manufacturing process for lunar regolith simulant fibres.
Continuous fibres were drawn at ~1200–1250 °C, with the exact temperature determined by melt viscosity. Initial filaments were manually extracted until stable flow was achieved, after which the thread was attached to the winding unit to continue automated fibre pulling. The final output of the process was continuous LHS-1 fibres, suitable for incorporation into the regolith-based matrix. Monofilaments were selected for composite production, as preliminary trials showed that chopped fibres degraded during sintering and could not contribute effectively to reinforcement.
4.2. Mould Material Selection
Mould selection for thermal sintering plays a decisive role in composite integrity, demoulding behaviour and final microstructure. The mould serves as the containment system in which regolith powder and reinforcing fibres are positioned prior to densification; its material properties therefore directly govern packing behaviour, interfacial bonding and the quality of the resulting green body. Candidate materials were evaluated with respect to economic feasibility and availability, formability for precise cavity geometry, sufficiently low porosity to avoid powder infiltration, minimal dimensional shrinkage during heating, and thermal stability within the target sintering range of 1100–1200 °C as illustrated in Table 1.

Table 1.
Summarises the relevant properties of alumina, graphite, zirconia and UltraSetter Board. of alumina [12], graphite, zirconia [12], Schupp UltraSetter Board [13].
Alumina is inexpensive, easy to machine, and exhibits low porosity, but its ~28% shrinkage risks specimen distortion and may hinder removal after sintering. Graphite is the most economical and thermally robust option, with negligible shrinkage, though higher porosity and thermal conductivity could affect heat distribution. Zirconia offers excellent dimensional stability and can be cast into shape, but its cost and moderate porosity require verification through testing. UltraSetter Board was ultimately selected due to its favourable initial mouldability and low shrinkage, offering practical advantages during early fabrication trials. However, its porosity and demoulding behaviour remain uncertain and require further verification.
4.3. First Sintering Trials
Sintering tests indicated severe porosity and mould adhesion at 1200–1400 °C, whereas 1250 °C produced the first mechanically coherent specimen but with no surviving fibre structure. An optimised condition of 1150 °C for 30 min achieved the best balance between densification and fibre retention. Composites reinforced with LHS-1 fibres (fibre-only, through-reinforced, embedded) were subsequently manufactured, with CT analysis confirming fibre preservation and spatial alignment. A constant heating rate of 3 K·min−1 was applied to minimise thermal gradients, and mould dimensions were adjusted to account for shrinkage during sintering. The process is illustrated in Figure 2.
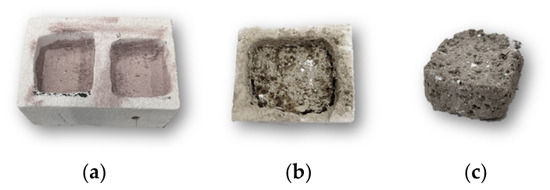
Figure 2.
Composite material before and after thermal sintering. (a) Two moulds filled with regolith powder prior to processing; the left mould contains unreinforced material, while the right mould includes a central roving as fibre reinforcement. Manual compaction was applied in both cases; (b) Composite material immediately after sintering, still inside the mould; (c) Final specimen removed from the mould following sintering.
CT imaging showed that samples sintered at 1150 °C retained visible fibres but also exhibited noticeable porosity and geometric distortion, attributed to mould behaviour and regolith grain-size heterogeneity, whereas higher temperatures favoured matrix densification at the expense of fibre survival, as shown in Figure 3.
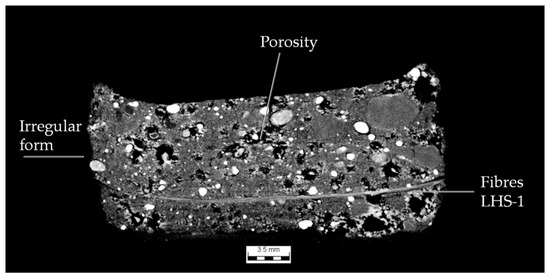
Figure 3.
CT imaging of the regolith composite specimen, showing internal regolith fibre.
5. Regolith Composite Manufacturing—System II: Optimised Production Method
Having confirmed that LHS-1 fibres remain structurally stable under sintering at 1150 °C, the subsequent phase of this work focused on refining the composite manufacturing route. The objective was to improve material homogeneity, reduce porosity, and minimise deformation observed in the initial specimens—thereby enhancing the reliability and scalability of the production process for future lunar construction applications. This section outlines the full composite manufacturing route, including LHS-1 fibre production and subsequent composite batches using an established pressing form and processing setting.
5.1. Press Mould Preparation
Beyond rigid ceramic moulds, press moulding offers a flexible approach for shaping regolith composites. High-pressure powder compaction is commonly used in ceramics and pharmaceuticals to produce components of varying geometries, particularly where large cross-sections or high aspect-ratio parts are required [14]. This method enables stable and uniform green bodies, allows controlled material testing, and, once configured, supports repeatable and scalable production—an advantage for potential lunar ISRU where energy efficiency and cost are critical.
5.2. Green Bodies Manufacturing Process
The process involves filling the mould cavity with a homogeneous powder–fibre mixture, positioning the mould within the press, applying pressure until compaction is reached, and then releasing pressure before removing the sample. After calibration, repeated pressing becomes consistent and efficient. A rectangular form was chosen for this work, as it simplifies fibre placement and provides an initial reference geometry similar to brick-like elements, while highlighting limitations of round or more complex shapes.
A three-part aluminium press form was designed from a CAD model and manufactured at ITA, Aachen. The mould consists of a bottom plate, a middle section forming the cavity, and a top plate which compresses the powder. The detachable base allows easier demoulding, while the top plate can be pushed fully through the form for sample extraction. The middle section measures 130 × 80 × 70 mm externally, with an internal cavity of 100 × 50 × 50 mm. The lower block features a slightly undersized raised insert (99.85 × 49.85 × 10 mm) for tolerance fit, resulting in a final negative geometry of 100 × 50 × 40 mm (Figure 4a). All interacting surfaces were rounded to minimise adhesion and simplify extraction of the compacted composite.
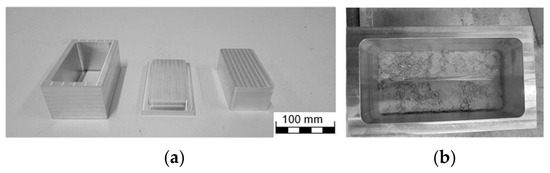
Figure 4.
(a) Press mould; and (b) internal cavity, illustrating the placement of a central roving prior to consolidation.
5.3. Composite Assembly
For the trials, the press form (100 × 50 mm cavity) was used to produce the composite specimens. EAC-1 powder was placed as the base layer, followed by positioned LHS-1 fibre strands (Figure 4b), then covered with additional simulant and levelled. The filled form was pressed at ~12 t, after which the green body was removed for further processing (Figure 5a). The first two attempts produced bodies ~5 mm thick, which cracked immediately upon demoulding, likely due to insufficient powder content or fibre-induced stress concentrations (Figure 5b). Samples A and B were then prepared using slightly more simulant, resulting in ~9 mm thick green bodies. Both retained minor cracks after pressing, though sample B incorporated two modifications: pre-pestled powder and more evenly distributed fibres. After sintering, both specimens formed stable brick-like structures with visible colour change and high porosity. Despite their defects, the results demonstrate the viability of press-formed regolith composites.
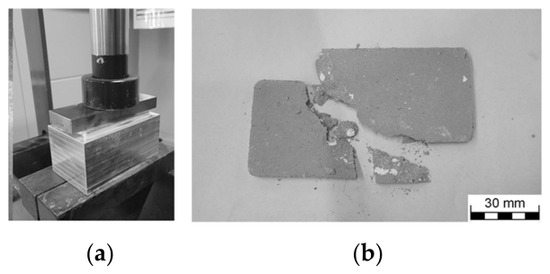
Figure 5.
(a) Press process; and (b) first attempt of the green bodies.
5.4. Heating Process—Thermal Sintering
All samples were subjected to the same sintering regime, based on prior optimisation at ITA: heating to 1150 °C at ≤3 K min−1, holding for 1–2 h, then furnace-cooling to room temperature (Figure 6a). After this treatment, the composites reached their final form and were ready for optical and mechanical assessment. Dimensional changes were also recorded. Both samples shrank during sintering, with A reducing to 98.35 × 49.31 mm and B to 97.71 × 48.69 mm, indicating slight distortion likely caused by water loss or densification effects as the matrix compacted (Figure 6b).
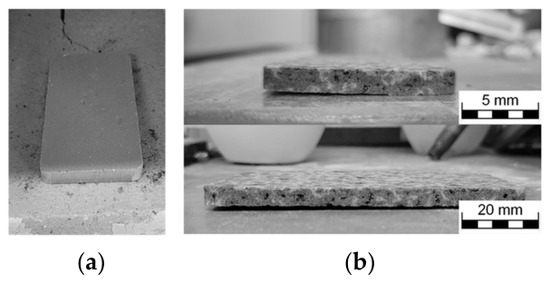
Figure 6.
(a) Bodie before sintering in the thermal chamber; and (b) bodies after the sintering, sample A and B.
6. Optical Testing—Result and Discussion
CT imaging was used to assess fibre survival and internal structure. In sample A, fibres were barely detectable, and the scan showed high porosity and inhomogeneity. This suggests fibre deterioration, most likely caused by excessive compaction pressure combined with high sintering temperature. Sample B showed no fibre visibility and a rough, highly porous structure, indicating that high pressing loads likely damaged or embedded fibres beyond detectability. However, strong variation along the sample height was detected: the upper region was more homogeneous, whereas the lower region showed large inclusions and higher porosity, likely due to uneven moisture distribution during pressing. While these defects require further investigation, overall scanning confirms that reduced pressure improves structural quality and fibre preservation as shown in Figure 7.
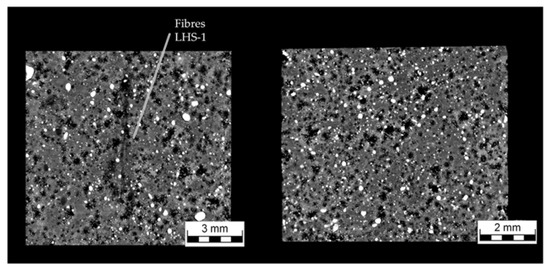
Figure 7.
CT imaging of samples A and B; left: fibre-reinforced specimen, right: unreinforced specimen. Both samples show damage resulting from the pressing stage.
7. Conclusions
This work has demonstrated the feasibility of producing fully regolith-based composites using in situ resource analogues, with EAC-1 as matrix material and LHS-1 fibres as reinforcement. Initial trials revealed significant processing challenges, particularly in mould selection and post-sintering demoulding. The transition to pre-sintering compaction in aluminium press-forms proved decisive, eliminating mould-adherence failure and enabling the formation of stable green bodies. Early brick-shaped specimens (A–B) confirmed sintering viability at 1150 °C, though porosity, inhomogeneity, and fibre invisibility raised concerns regarding processing pressure and material behaviour.
This study demonstrates a viable pathway for fully lunar-derived composite components, highlighting the potential of regolith-reinforced ceramics for ISRU-based infrastructure and scalable off-world manufacturing.
Author Contributions
K.H. conceived of the presented idea. L.C.-S., D.Y. and T.G. carried out the experiments and analysis. All authors contributed to writing the manuscript and provided critical feedback and helped shape the research, analysis, and manuscript. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by RWTH Aachen University, grant number StUpPD_458-24.
Data Availability Statement
All relevant data are available in the article.
Acknowledgments
The authors acknowledged the technical consulting and support by FibreCoat GmbH Aachen.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| ISRU | In situ resource utilisation |
| LHS-1 | Lunar Highlands Simulant, version 1 |
| EAC-1A | European Astronaut Centre lunar regolith simulant, batch/type 1A |
| SSLS | Selective solar light sintering |
| ESA | European Space Agency |
| ITA | Institut für Textiltechnik of RWTH Aachen University |
| CT | Computed Tomography |
| CAD | Computer-Aided Design |
References
- Noble, S. The Lunar Regolith. NASA. 2019. Available online: https://www.nasa.gov/wp-content/uploads/2019/04/05_1_snoble_thelunarregolith.pdf (accessed on 12 May 2025).
- Staedter, T. AI SpaceFactory Wins NASA’s 3D-Printed Extraterrestrial Habitats Challenge. IEEE Spectrum. 2019. Available online: https://spectrum.ieee.org/3d-printers-could-build-future-homes-on-mars (accessed on 12 May 2025).
- Niecke, A.; Kalapis, S. MoonFibre. 2021. Available online: https://moonfibre.de/ (accessed on 12 May 2025).
- Slabic, A.; Gruener, J.; Kovtun, R.; Rickman, D.; Sibille, L.; Oravec, H.; Edmunson, J.; Keprta, S. Lunar Regolith Simulant User’s Guide: Revision A. 2024. Available online: https://ntrs.nasa.gov/api/citations/20240011783/downloads/Lunar_Regolith_Simulant_Users_Guide_Rev_A_28OCT.pdf (accessed on 14 May 2025).
- Engelschiøn, V.; Eriksson, S.; Cowley, A.; Fateri, M.; Meurisse, A.; Kueppers, U.; Sperl, M. EAC-1A: A novel large-volume lunar regolith simulant. Sci. Rep. 2020, 10, 5473. [Google Scholar] [CrossRef] [PubMed]
- Space Resource Technology. Lunar Highlands (LHS-1) High-Fidelity Regolith Simulant. 2023. Available online: https://spaceresourcetech.com/products/lhs-1-lunar-highlands-simulant?srsltid=AfmBOorhPrhwM-ToDRnFY76Fu206nfarVWceQ1Kh0ebAcTE9VXzrOhw8 (accessed on 12 May 2025).
- Becker, T.; Lüking, A.; Meinert, T.; Panajotovic, S.; Arañó Romero, J. MoonFibre—Fibres from Lunar Regolith. 2019. Available online: https://lsic.jhuapl.edu/uploadedDocs/meetings/docs/2314-2023%2010%20LSIC%20Fall%20Meeting%20Program%20Book.pdf (accessed on 12 May 2025).
- Gardiner, G. The Making of Glass Fiber. CompositesWorld 2009, 15, 30–35. Available online: https://www.compositesworld.com/articles/the-making-of-glass-fiber (accessed on 12 May 2025).
- Hossain, S.; Bullard, J. Sintering of Lunar Regolith: A Review. Acta Astronaut. 2025, 231, 153–174. [Google Scholar] [CrossRef]
- Ou, H.; Sahli, M.; Gelin, J.; Barrière, T. Experimental analysis and finite element simulation of the co-sintering of bi-material components. Powder Technol. 2014, 268, 269–278. [Google Scholar] [CrossRef]
- Ginés-Palomares, J.; Fateri, M.; Schubert, T.; Peindray d’Ambelle, L.; Simon, S.; Gluth, G.; Günster, J.; Zocca, A. Material aspects of sintering of EAC-1A lunar regolith simulant. Sci. Rep. 2023, 268, 23053. [Google Scholar] [CrossRef]
- Kager. Festkeramik Katalog. 2026. Available online: https://www.kager.de/images/kataloge/KAGER-Industriekeramiken.pdf (accessed on 4 May 2026).
- Schupp. UltraSetter Board. 2020. Available online: https://www.schupp-ceramics.com/de/brennhilfsmittel/sinter-und-brennunterlagen-aus-polykristallinen-mullitfasern-pcw.html?file=files/content/PDF/Datenblaetter%20Produkte/DB_UltraSetter%20UV1700-10%20Rev.3_15.10.2020.pdf (accessed on 27 July 2025).
- Kintek Solution. Cylindrical Press Mold. 2025. Available online: https://kindle-tech.com/products/cylindrical-press-mold-with-scale?_gl=1*ie738r*_ga*MTcyMjU2MzQ2NC4xNzUzMjYzMjU1*_ga_Y21Q36XZ7F*czE3NTMzNjM4NDUkbzckZzAkdDE3NTMzNjM4NjQkajYwJGwxJGgxMzU5NzMwNDM1*_gcl_au*NTkyNTczMjExLjE3NTMyNjMyNTU (accessed on 27 July 2025).







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.