



Non-Circular Section Machining of Glass by Lathe-Type Electrochemical Discharge Machine with Force-Controlled Tool Electrode Holder †



Abstract
1. Introduction
2. Lathe-Type Electrochemical Discharge Machine
2.1. Configuration of Lathe-Type ECD Machine
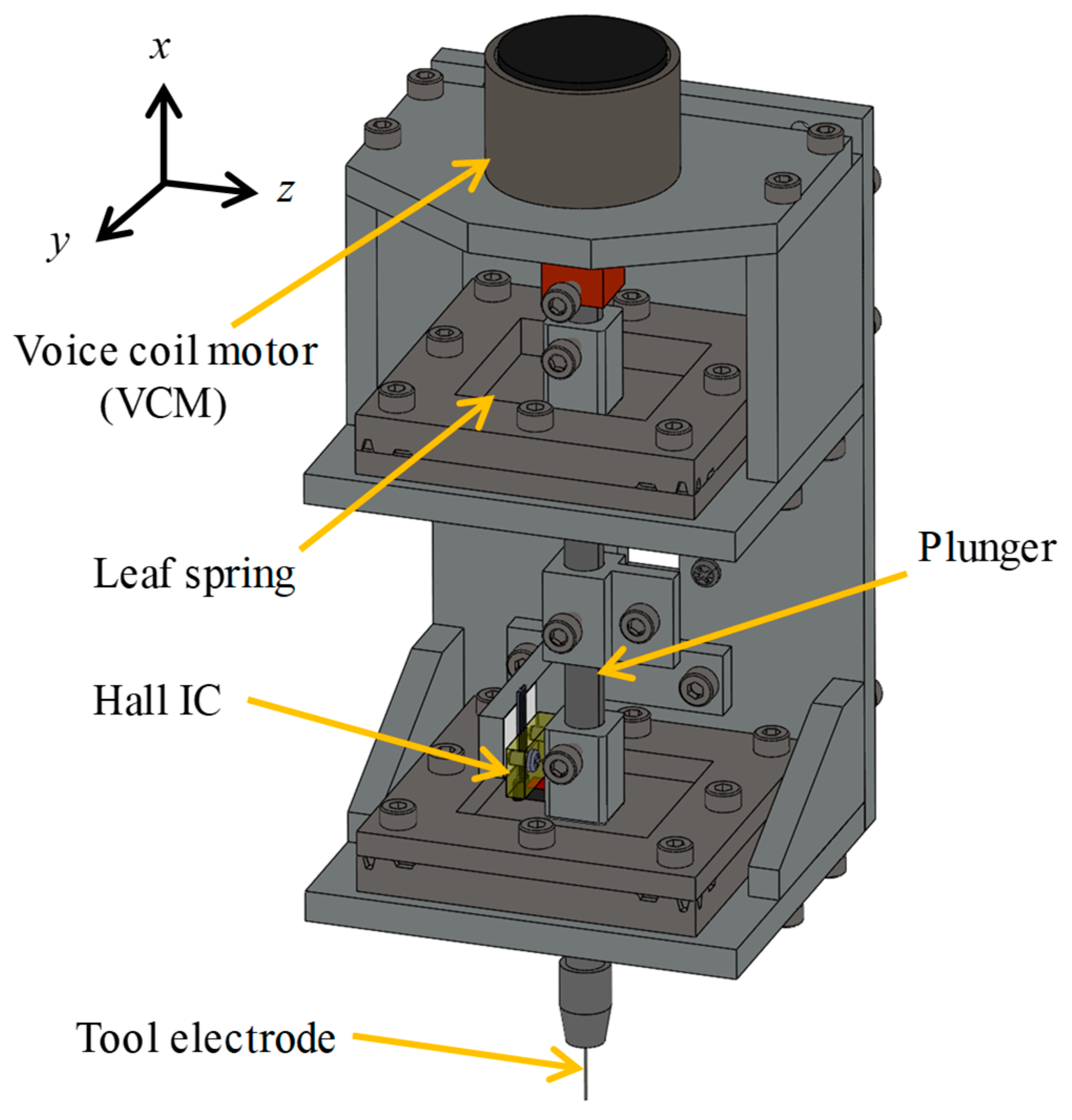
2.2. Structure of Force-Controlled Tool Electrode Holder
2.3. Feeding Mechanism and Workpiece Rotation Mechanism
2.4. Electrode Feeding and Power Supply Switching for Non-Circular Cross-Section ECDM
- At the beginning of the sequence, the Hall IC output is acquired at the equilibrium position of the plunger shown in Figure 8a. This is set as the origin for measuring the plunger shift, and the shift is calculated as the change in the Hall IC output.
- The stage is moved downward to contact the tool electrode with the workpiece.
- As shown in Figure 8b, the stage is moved slightly downward to apply a thrust force against the workpiece due to the weight of the tool electrode and the deflection of the leaf springs. The total displacement and shift are set as the start positions of ECDM.
- The tool electrode is driven with the VCM within ±5 μm of the shift at Step 3 during ECDM. When the shift exceeds ±5 μm, it is compensated for by moving the tool electrode holder with the XZ stage. The VCM moves faster than the stage; their motions do not conflict.
3. On-Machine Measurement of Shape
4. Non-Circular Cross-Section Grooving
4.1. Control and ECDM Conditions for Non-Circular Section
- At the beginning of the machining sequence, the initial position in the x-direction is set by the sequence shown in Figure 8.
- The initial contour is measured by the process described in Section 3 at some positions to calculate the alignment errors, such as the eccentricity and inclination of the workpiece.
- The initial residual areas are roughly calculated, and the residual angle is set to 360, as shown in Figure 9.
- The tip of the tool electrode is fed to the starting point of ECDM by manually moving the stage in the x- and z-directions. Then, ECDM begins.
- The contour is measured every 1 degree during one revolution of the workpiece.
- The residual areas every 1° and residual angle are calculated based on the contour measured in Step (5).
- The machining sequence is continued until the residual angle is not zero.
- ECDM is carried out during two revolutions of the workpiece. The DC voltage turns on at the angle where the residual area is not zero, and off at the angle where the residual area has reached once to zero. The tool electrode is retracted upward as a jump motion every 7° during this step.
- Return to Step (5).
4.2. Measurement of Machined Result
4.3. Shape Errors
5. Conclusions
- By comparing the designed shape with the measured one and controlling the machining voltage on/off, a square cross-section was successfully machined. By repeating the removal and measurement processes alternately, the machining accuracy was improved. Although the thermal effect on the measurement of the shift of the tool electrode was compensated for by the temperature sensor, the thermal deformation of the stage also affected the shape errors.
- In the case of machining near a corner, the machined surface is inclined, and one side of the tool electrode approaches there. The surface was unexpectedly removed due to discharges generated at points other than the tool electrode tip. The restriction of the machining range was difficult because the side surface of the tool electrode was not insulated. This caused the machining error at the corners.
- The on-machine measurement of the contour was measured by combining the tool electrode shift measured with the Hall IC embedded in the tool electrode holder with the XZ stage displacement that moves the holder. The measurement accuracy was in the order of micrometers. This is sufficient for improving the machining accuracy through the alternating process of the measurement and ECDM.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| ECDM | Electrochemical Discharge Machining |
| ECM | Electrochemical Machining |
| EDM | Electrical Discharge Machining |
| VCM | Voice Coil Motor |
| DSP | Digital Signal Processor |
References
- Fytory, M.; Giannetti, A.; Baldini, F.; Berneschi, S.; Marcucci, N.; Trono, C.; Tombelli, S. Glass-based microfluidics in biosensing and bioassays: From fabrication techniques to application to bacteria detection. Opt. Mater. 2025, 167, 117350. [Google Scholar] [CrossRef]
- Hamed, H.; Eldiasty, M.; Seyedi-Sahebari, S.M.; Abou-Ziki, J.D. Applications, materials, and fabrication of micro glass parts and devices: An overview. Mater. Today 2023, 66, 194–220. [Google Scholar] [CrossRef]
- Sugioka, K.; Cheng, Y. Femtosecond laser three-dimensional micro- and nanofabrication. Appl. Phys. Rev. 2014, 1, 041303. [Google Scholar] [CrossRef]
- Mehta, K.M.; Kumar, P.S.; Shaikh, V.A. Unconventional Machining of ceramic matrix Composites—A review. Mater. Today Proc. 2021, 46, 7661–7669. [Google Scholar] [CrossRef]
- Račiukaitis, G. Ultra-Short Pulse Lasers for Microfabrication: A Review. IEEE J. Sel. Top. Quantum Electron. 2021, 27, 1100112. [Google Scholar] [CrossRef]
- Ghasemian Fard, M.; Nag, A.; Petrů, J.; Hloch, S. Towards sustainable precision: A review of water jet meso and micromachining. Results Eng. 2025, 27, 106447. [Google Scholar] [CrossRef]
- Kanda, T.; Makino, T.; Ono, T.; Suzumori, K.; Morita, T.; Kurosawa, M.K. A micro ultrasonic motor using a micro-machined cylindrical bulk PZT transducer. Sens. Actuators A Phys. 2006, 127, 131–138. [Google Scholar] [CrossRef]
- Dadkhahipour, K.; Nguyen, T.; Wang, J. Mechanisms of channel formation on glasses by abrasive waterjet milling. Wear 2012, 292–293, 1–10. [Google Scholar] [CrossRef]
- Liu, K.; Nickolov, Z.; Oh, J.; Noh, H. KrF excimer laser micromachining of MEMS materials: Characterization and applications. J. Micromech. Microeng. 2012, 22, 015012. [Google Scholar] [CrossRef]
- Xu, X.; Lin, B.; Chen, H.; Lv, B.; Li, J.; Zhao, P.; Zhou, J.; Jia, J.; Sui, T.; Lin, J. Obstacles and bottleneck breakthroughs affecting the development of hydroxyl radicals assisted chemical mechanical polishing. J. Environ. Chem. Eng. 2025, 13, 119567. [Google Scholar] [CrossRef]
- Song, Y.; Chi, F.C.; Fang, F.; Han, H.; Wang, C. Multi-physical field coupling polishing of diamond for atomic-scale damage-free surface. Int. J. Extrem. Manuf. 2026, 8, 032004. [Google Scholar]
- Paul, L.; Hiremath, S.S. Experimental and Theoretical Investigations in ECDM Process -An Overview. Procedia Technol. 2016, 25, 1242–1249. [Google Scholar] [CrossRef]
- Oza, A.D.; Goyal, A.; Buch, V.; Kumar, M. Electrochemical discharge machining process: A review on process parameters and future scope. Mater. Today Proc. 2022, 62, 6956–6961. [Google Scholar] [CrossRef]
- Wang, C.; Sasaki, T.; Hirao, A. Micro shaft turning by electrochemical discharge machining using a sandwich cathode. Precis. Eng. 2025, 94, 344–357. [Google Scholar] [CrossRef]
- Sharma, S.K.; Milojević, S.; Sharma, L.K.; Gajević, S.; Sharma, Y.; Sharma, M.; Čukić, S.; Stojanović, B. Friction Stir Processing: An Eco-Efficient Route to High-Performance Surface Architectures in MMCs. Processes 2026, 14, 306. [Google Scholar] [CrossRef]
- Paliwal, S.; Sudhakar, R.P.; Mittal, K.K. Study of electrochemical discharge machining of glass. Mater. Today Proc. 2021, 37, 1828–1833. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, A.; Ma, T.; Zhu, Q.; Zhou, J.; Wang, B.; Ma, N.; Liu, H.; Chen, Y. Mechanism of electrochemical discharge machining on film cooling holes with thermal barrier coatings. Int. J. Adv. Manuf. Technol. 2025, 137, 717–729. [Google Scholar] [CrossRef]
- Abou Ziki, J.D.; Wüthrich, R. Effect of Machining Limiting Factors on Drilling Progress during Spark Assisted Chemical Engraving (SACE): General Trends. Ceramics 2021, 4, 618–627. [Google Scholar] [CrossRef]
- Liu, Y.; Wei, Z.; Wang, M.; Zhang, J. Experimental investigation of micro wire electrochemical discharge machining by using a rotating helical tool. J. Manuf. Process. 2017, 29, 265–271. [Google Scholar] [CrossRef]
- Ranganayakulu, J.; Srihari, P.V.; Rao, K.V. A strategy to improve performance in electrochemical discharge machining using periodic bi-directional tool rotation. Int. J. Adv. Manuf. Technol. 2022, 123, 1459–1476. [Google Scholar] [CrossRef]
- Ma, N.; Long, F.; Chen, Y.; Sun, J. Mechanistic insights and process optimization for micro-hole machining in SiC/SiC composites via electrochemical discharge: Towards surface integrity control. Compos. Part A Appl. Sci. Manuf. 2026, 200, 109380. [Google Scholar] [CrossRef]
- Tong, H.; Luo, Y.; Liu, G.; Li, Y.; Nawaz, S.A. A hybrid process of electrochemical discharge machining (ECDM) and high-speed milling (HSM) on quartz glass. Int. J. Adv. Manuf. Technol. 2025, 139, 535–547. [Google Scholar] [CrossRef]
- Tiwari, A.K.; Panda, S.S. Effect of disk-shaped tools on ECDM performance in micro-hole drilling. Precis. Eng. 2025, 94, 218–235. [Google Scholar] [CrossRef]
- Arya, R.K.; Dvivedi, A. Improving the electrochemical discharge machining (ECDM) process for deep-micro-hole drilling on glass by application of the electrolyte-air injection. Ceram. Int. 2023, 49, 8916–8935. [Google Scholar] [CrossRef]
- Shanu, A.; Dixit, P. Investigation of Debris Removal Mechanism in Ultrasonic-Assisted Electrochemical Discharge Machining. J. Electrochem. Soc. 2025, 172, 063505. [Google Scholar] [CrossRef]
- Grover, S.; Mangal, S.K.; Singh, S.; Singh, M.; Rajput, V.; Sharma, S.; Kumar, A.; Abbas, M. Experimental investigation of micro-machining of borosilicate glass using an ultrasonic assisted rotary electrochemical discharge machining (UA-RECDM) process. J. Micromech. Microeng. 2024, 34, 055003. [Google Scholar] [CrossRef]
- Wang, C.; Liu, Y.; Wang, T.; Xu, H.; Wang, K. A green and precision compound machining method for glass micro components—Ultrasonic assisted electrochemical discharge grinding with multi-hole tube electrode. CIRP J. Manuf. Sci. Technol. 2024, 52, 129–148. [Google Scholar] [CrossRef]
- Furutani, K.; Harada, K.; Tsuchiya, T. Electrochemical Discharge Machining under Thrust Force Control in Lathe-type Machine. Int. J. Electr. Mach. 2024, 29, 1–7. [Google Scholar] [CrossRef]
- Han, W.; Kunieda, M. Precision electrochemical machining of tungsten micro-rods using wire electrochemical turning method. Int. J. Adv. Manuf. Technol. 2020, 111, 295–307. [Google Scholar] [CrossRef]
- Kurafuji, H.; Suda, K. Electrical Discharge Drilling of Glass. Ann. CIRP 1968, 16, 415–419. [Google Scholar]
- Saranya, S.; Ravi Sankar, A. Fabrication of precise micro-holes on quartz substrates with improved aspect ratio using a constant velocity-feed drilling technique of an ECDM process. J. Micromech. Microeng. 2018, 28, 125009. [Google Scholar] [CrossRef]
- Nawaz, S.A.; Cao, P.; Tong, H.; Li, Y. Micro ECDM process comparison using different tool feed methods of constant gravity and spring-force. J. Phys. Conf. Ser. 2024, 2671, 012001. [Google Scholar] [CrossRef]
- Chak, S.K.; Venkateswara Rao, P. Trepanning of by electro-chemical discharge machining (ECDM) process using abrasive electrode with pulsed DC supply. Int. J. Mach. Tool. Manuf. 2007, 47, 2061–2070. [Google Scholar] [CrossRef]
- Ji, B.; Tong, H.; Han, X.; Li, Y.; Pu, Y. Energy action model of spark assisted chemical engraving (SACE) for improving surface quality of micro cavities in ZrO2 ceramics. J. Micromech. Microeng. 2020, 30, 085011. [Google Scholar] [CrossRef]
- Nawaz, S.A.; Cao, P.; Tong, H.; Li, Y. Micro ECDM scanning process with feedback control of flexible contact force. J. Manuf. Process. 2023, 94, 266–277. [Google Scholar] [CrossRef]
- Arya, R.K.; Appalanaidu, B.; Dvivedi, A. Parametric investigation on an adaptive tool feeding system for ECDM. Int. J. Interact. Des. Manuf. 2024, 18, 7011–7020. [Google Scholar] [CrossRef]
- Hirooka, D.; Furushiro, N.; Yamaguchi, T. Three-dimensional indentation test system for observing the distribution of internal mechanical properties in materials. Precis. Eng. 2024, 91, 143–154. [Google Scholar] [CrossRef]
- Liu, Y.T. Recent Development of Piezoelectric Fast Tool Servo (FTS) for Precision Machining. Int. J. Precis. Eng. Manuf. 2024, 25, 851–874. [Google Scholar] [CrossRef]
- Wang, J.; Yao, D.; Wang, R.; Gao, Z.; Liu, M.; Ye, X.; Li, X. An integrated push-to-pull micromechanical device: Design, fabrication, and in-situ experiment. Extrem. Mech. Lett. 2024, 72, 102228. [Google Scholar] [CrossRef]
- Gudlavalleti, S.; Gearing, B.P. Flexure-based Micromechanical Testing Machines. Exp. Mech. 2005, 45, 412–419. [Google Scholar] [CrossRef]
- Mizuno, T.; Hayashi, Y.; Takasaki, M.; Ishino, Y.; Yamaguchi, D. Development of Three-degree-of-freedom Zero-compliance Mechanism for Micro Force Measurement with a Cantilever. IFAC-PapersOnLine 2020, 53, 8339–8344. [Google Scholar] [CrossRef]
- Furutani, K.; Irie, T. Prototype of Force-Controlled Tool Electrode Holder for Lathe-Type Electrochemical Discharge Machine. In Proceedings of the 7th Jc-IFToMM International Symposium, Kitakyushu, Japan, 22–23 June 2024; pp. 118–123. [Google Scholar]
- Higuchi, T.; Yamaguchi, T. Study of non-circular machining. (1st report). The application of inverse transfer function compensation. J. Jpn. Soc. Precis. Eng. 1988, 54, 145–150. [Google Scholar] [CrossRef]
- Higuchi, T.; Yamaguchi, T. Development of a High Speed Non-circular Machining NC-lathe for Cutting a Piston by the Use of a New Positioning Servomechanism by Electromagnetic Force. In Proceedings of the 1990 Japan-U.S.A. Symposium on Flexible Automation, Kyoto, Japan, 9–13 July 1990; pp. 715–720. [Google Scholar]
- Yang, J.; Ai, W.; Liu, Y.; Chen, B. Kinematics model and trajectory interpolation algorithm for CNC turning of non-circular profiles. Precis. Eng. 2018, 54, 212–221. [Google Scholar] [CrossRef]
- Cao, R.; Hou, Z.; Zhao, Y.; Zhang, B. Model Free Adaptive Iterative Learning Control for Tool Feed System in Noncircular Turning. IEEE Access 2019, 7, 113712–113725. [Google Scholar] [CrossRef]
- Takasugi, K.; Morimoto, Y.; Kaneko, Y.; Suzuki, N.; Asakawa, N. Improvement of machining accuracy for 3D surface machining with CNC lathe. J. Adv. Mech. Des. Syst. Manuf. 2018, 12, 18-00034. [Google Scholar] [CrossRef]
- Arndt, T.; Schulze, V. Non-Circular-Rotary-Turning process for manufacturing parts with non-circular contours. CIRP Ann.—Manuf. Technol. 2024, 73, 61–64. [Google Scholar] [CrossRef]
- Pelic, M.; Gapinski, B.; Ptaszynski, W. Application of Piezoelectric Fast Tool Servo for Turning Non-Circular Shapes Made of 6082 Aluminum Alloy. Appl. Sci. 2021, 11, 7533. [Google Scholar] [CrossRef]
- Furutani, K. Relationship between applied voltage and current waveform in electrochemical discharge machining. Trans. Jpn. Soc. Mech. Eng. 2020, 86, 20-00197. [Google Scholar] [CrossRef]
- Tokura, H.; Kondoh, I.; Yoshikswa, M. Ceramic material processing by electrical discharge in electrolyte. J. Mater. Sci. 1989, 24, 991–998. [Google Scholar] [CrossRef]
- Zhao, Y.; Kunieda, M. Investigation on electrolyte jet machining of three-dimensional freeform surfaces. Precis. Eng. 2019, 60, 42–53. [Google Scholar] [CrossRef]
- Nawaz, S.A.; Cao, P.; Tong, H.; Li, Y. Reducing tool-tip wear in micro-ECDM scanning process with feedback control of flexible contact force. Int. J. Adv. Manuf. Technol. 2024, 131, 3527–3538. [Google Scholar] [CrossRef]
- Zhan, S.; Zhao, Y. Suppression of cathode tool wear by a forward-bias voltage in pulsed spark-assisted chemical engraving. Electrochem. Commun. 2020, 111, 106643. [Google Scholar] [CrossRef]
- Zhu, Y.; Liu, G.; Li, Y.; Tong, H. Wear mechanism and preventive method of silicon electrodes in micro ECM. Int. J. Adv. Manuf. Technol. 2024, 131, 1137–1149. [Google Scholar] [CrossRef]
- Zhang, Q.; Luo, H.; Natsu, W. Parameter Identification of Equivalent Circuit for Pulsed Electrochemical Machining Based on Experimentally Obtained Current Waveforms. Int. J. Precis. Eng. Manuf. 2024, 25, 2491–2500. [Google Scholar] [CrossRef]
- Oishi, T.; Yaguchi, M. Solubility of Sodium Tungstate in Molten Sodium Hydroxide. Electrochemistry 2018, 86, 61–65. [Google Scholar] [CrossRef]
- Mishra, D.K.; Dixit, P. Experimental investigation into tool wear behaviour of line-array tool electrode during the electrochemical discharge micromilling process. J. Manuf. Process. 2021, 72, 93–104. [Google Scholar] [CrossRef]
- Kristiani, E.; Wang, L.Y.; Liu, J.C.; Huang, C.K.; Wei, S.J.; Yang, C.T. An Intelligent Thermal Compensation System Using Edge Computing for Machine Tools. Sensors 2024, 24, 2531. [Google Scholar] [CrossRef]
- Jia, G.; Zhang, X.; Shen, Y.; Huang, N. Analysis and modeling of comprehensive thermal positioning error in closed-loop multi-axis drive systems: A study on thermal drift and thermal positioning error. Int. J. Adv. Manuf. Technol. 2025, 140, 1895–1911. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimensions of entire machine | W 370 mm × D 260 mm × H (approximately) 225 mm |
| Dimensions of force-controlled tool electrode holder | Entire: W 70 mm × D 65 mm × H 137 mm plunger: L 130 mm × D 6 mm, 30 g |
| XZ stage | ALD-6012-G0M by Chuo Precision Industrial, Tokyo, Japan, stroke: ±12.5 mm, resolution: 0.001 mm |
| Voice coil motor | MM30C06 by Shindengen Mechatronics, Hanno, Japan, voltage: 6 V, resistance: 23 Ω, rated thrust: 7.5 N/A |
| Spindle motor | PK543AW-T3.6 by Oriental Motor, Tokyo, Japan, 5-phase stepping motor, reduction ratio: 3.6 |
| Digital signal processor | sBOX by MIS, Tokyo, Japan, TMS320C6713, 225 MHz AD 16 bit 6 ch 250 kHz, DA 12 bit 8 ch 2 μs/V, digital I/O 8 ch + 8 ch |
| DC power supply | EX-750H2 by Takasago, Kawasaki, Japan, 240 V, 12.5 A, 750 W |
| Temperature sensor IC | LM35DZ by Texas Instruments, Dallas, TX, USA, 10 mV/deg. |
| Hall IC | A1324LUA-T by Allegro Microsystems, Manchester, NH, USA, sensitivity: 5000 mV/0.1 mT |
| Magnet | Samarium-cobalt (SmCo), 4 mm × 4 mm × 2 mm, 230 mT |
| Working tank | W 370 mm × D 260 mm × H 120 mm |
| Tubing pump | TP-20SA by As One, Osaka, Japan, 5–1000 mL/min |
| Directions | Coil Springs [28] | Leaf Springs | |||
|---|---|---|---|---|---|
| Spring Constant N/mm | Ratio to x-Direction | Spring Constant N/mm | Ratio to x-Direction | Ratio to Coil Springs | |
| x | 2.5 | 1.0 | 9.2 | 1.0 | 3.7 |
| y | 1.4 | 0.6 | 86.0 | 9.3 | 61.4 |
| z | 2.1 | 0.8 | 58.6 | 6.4 | 27.9 |
| Tool Electrode (cathode) | Solid cylindrical tungsten rod ϕ0.3 mm, approximate length 5 mm |
| Initial immersion depth of tool electrode | 2–3 mm |
| Anode electrode | Graphite ϕ20 mm, approximate immersion depth 20 mm |
| Workpiece | Soda-lime glass ϕ5 mm, measured average diameter 5.235 mm |
| Electrolyte | 15 wt% NaCl solution |
| Applied voltage for ECDM | 50 V |
| Rotation speed of workpiece | 3 min−1 |
| Reference thrust force | 0.05 N |
| Stage speed (x-direction) | 1.2 mm/s |
| Jump motion of tool electrode (x-direction) | Every 7°, height 0.5 mm, speed 1.2 mm/s |
| Total machining time | 530 min |
| Net removal time | Approximately 110 min |
| Straightness µm | N: 153, E: 110, S: 122, W: 112 |
| Parallelism µm | NS: 142, EW: 160 |
| Perpendicularity µm | Min. 136, Max. 273 |
| Interior angle between sides deg. | NE: 88.5, ES: 92.2, SW: 89.2, WN: 90.2 |
| Side Length between estimated corners mm | N: 3.143, E: 3.282, S. 3.067, W: 3.144 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.
Share and Cite
Furutani, K.; Irie, T. Non-Circular Section Machining of Glass by Lathe-Type Electrochemical Discharge Machine with Force-Controlled Tool Electrode Holder. Machines 2026, 14, 308. https://doi.org/10.3390/machines14030308
Furutani K, Irie T. Non-Circular Section Machining of Glass by Lathe-Type Electrochemical Discharge Machine with Force-Controlled Tool Electrode Holder. Machines. 2026; 14(3):308. https://doi.org/10.3390/machines14030308
Chicago/Turabian StyleFurutani, Katsushi, and Toshiki Irie. 2026. "Non-Circular Section Machining of Glass by Lathe-Type Electrochemical Discharge Machine with Force-Controlled Tool Electrode Holder" Machines 14, no. 3: 308. https://doi.org/10.3390/machines14030308
APA StyleFurutani, K., & Irie, T. (2026). Non-Circular Section Machining of Glass by Lathe-Type Electrochemical Discharge Machine with Force-Controlled Tool Electrode Holder. Machines, 14(3), 308. https://doi.org/10.3390/machines14030308