
The Structure of Wheel Check Valve Influence on Air Block Phenomenon of Piezoelectric Micro-Pump

Abstract
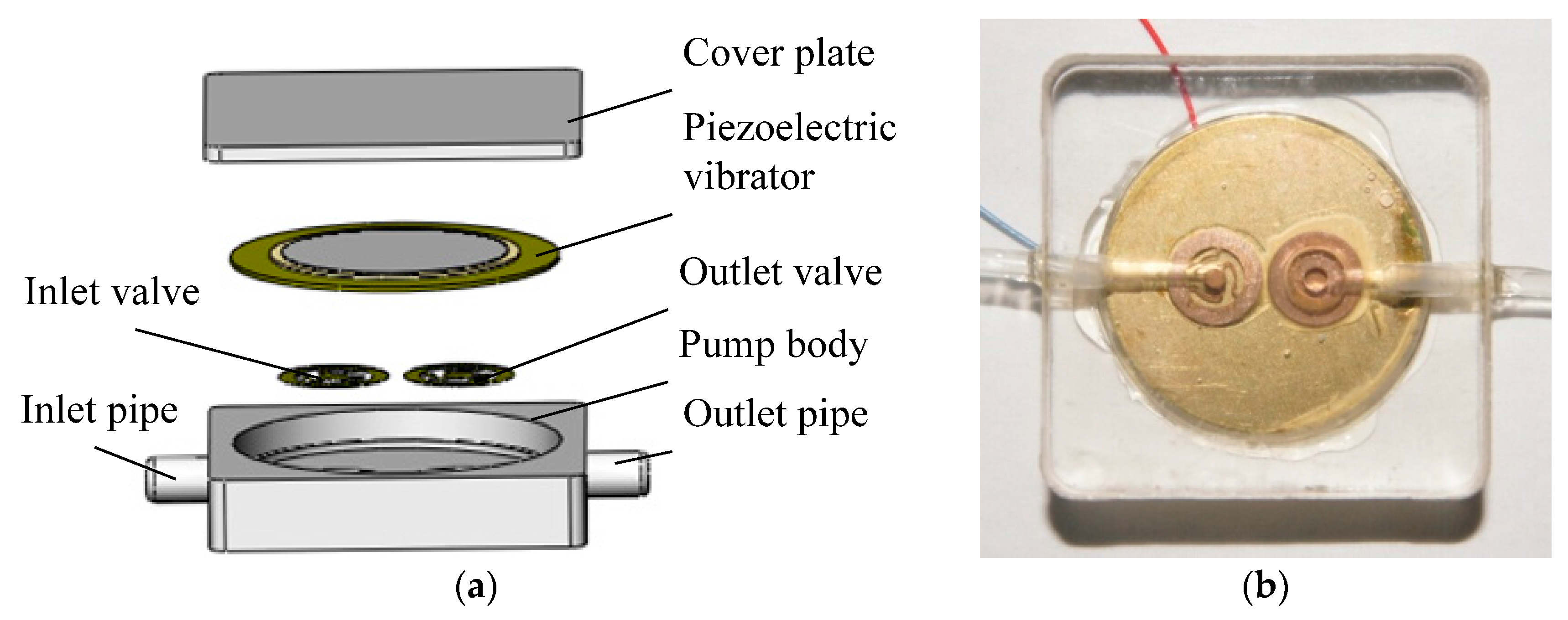
:1. Introduction
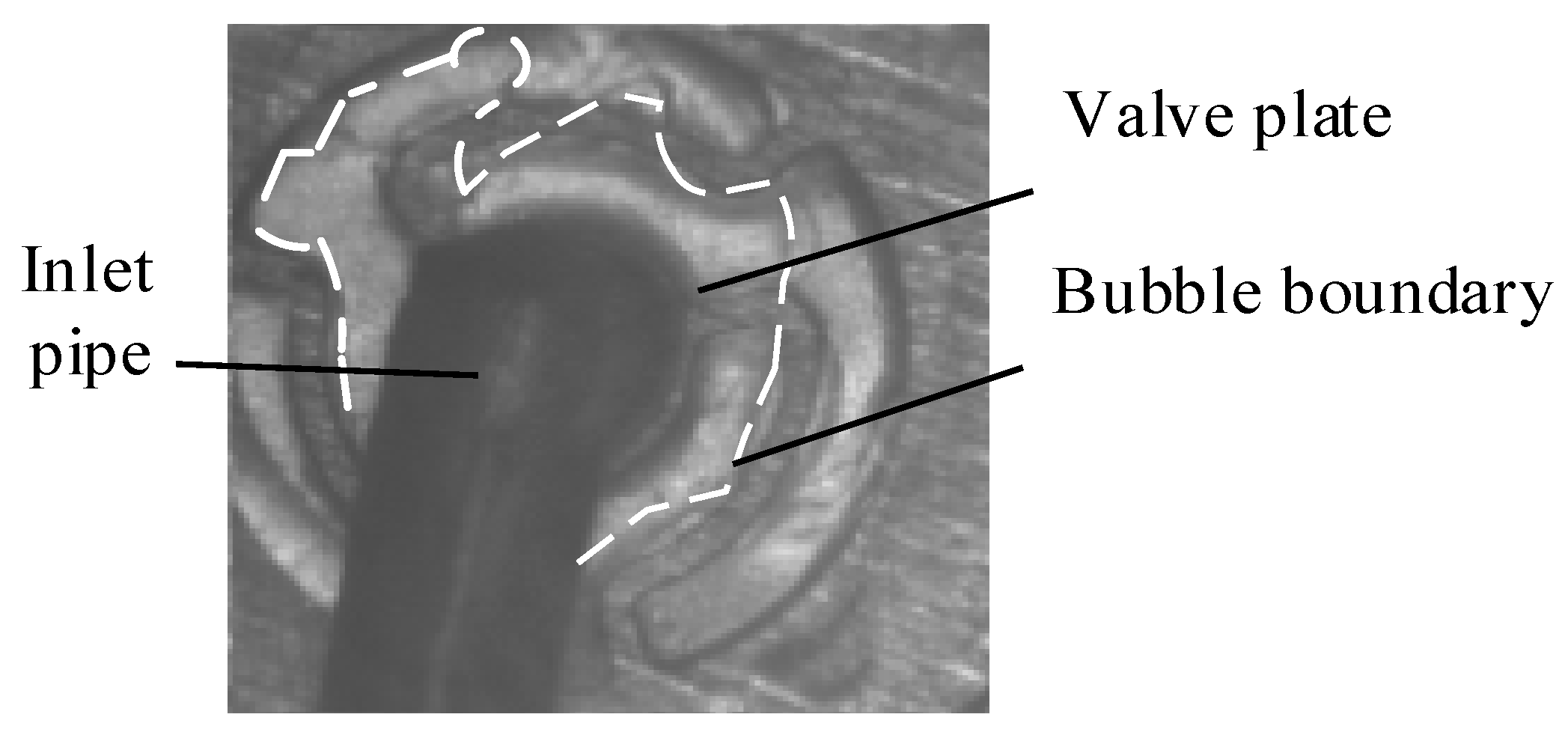
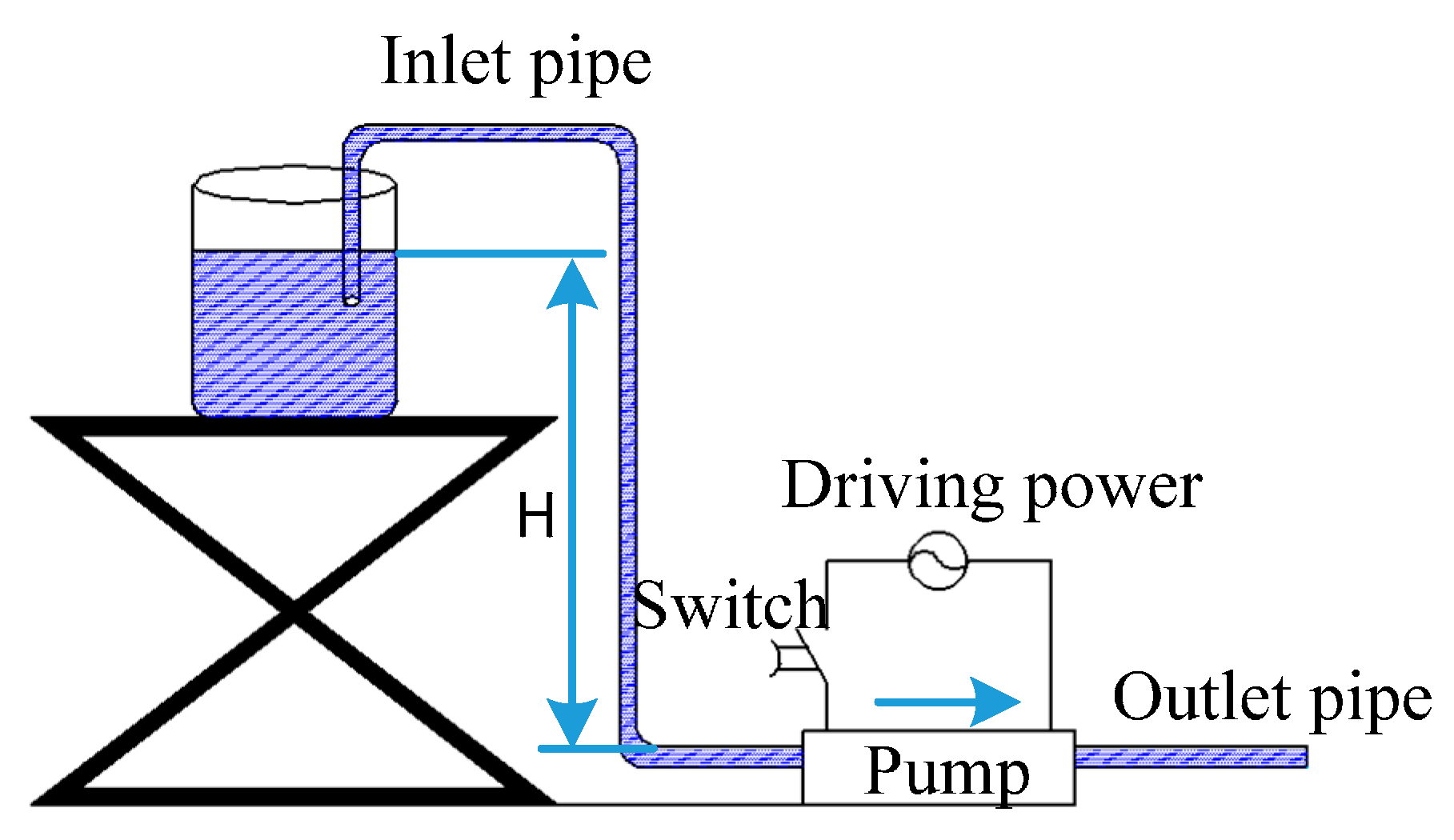
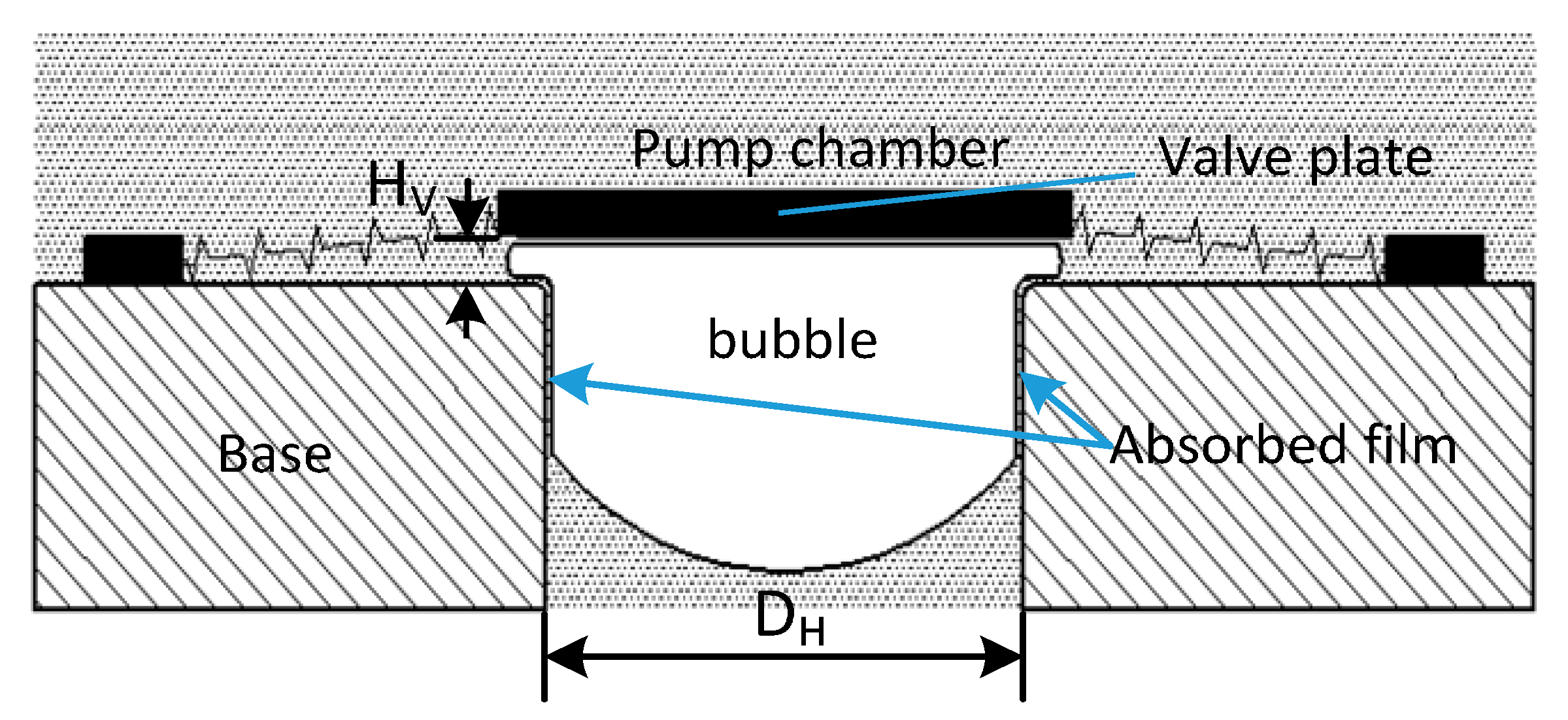
2. Air Block Phenomenon
3. Valve Structure and Bubble Flow
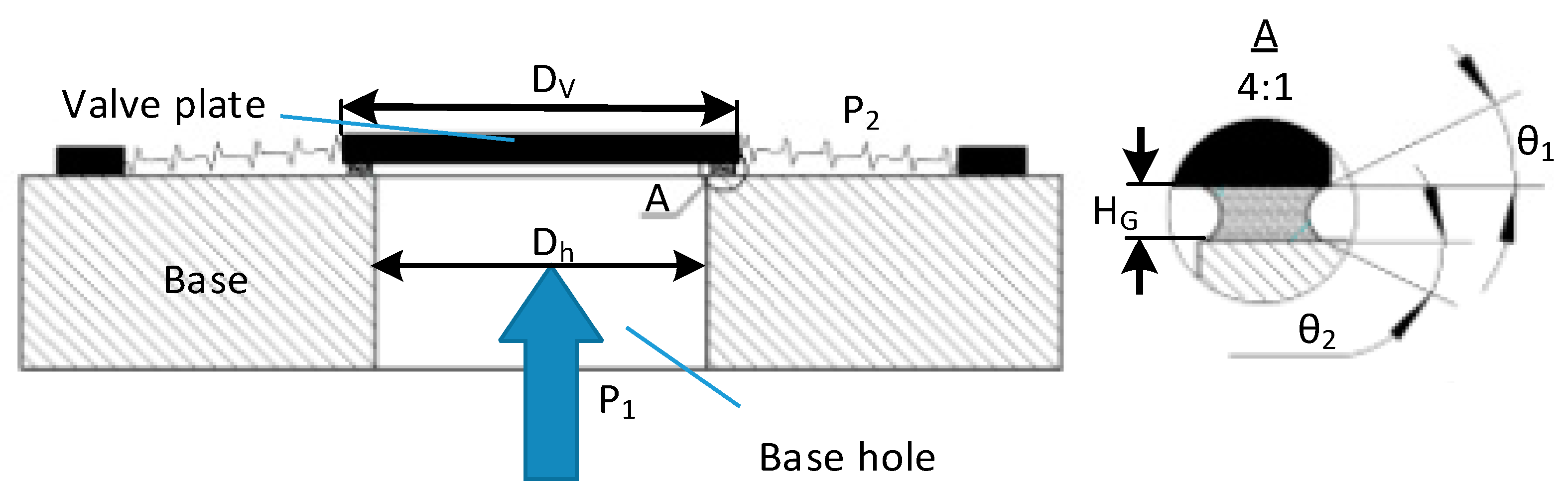
3.1. The Pressure Drop from Bubble Flow in the Valve
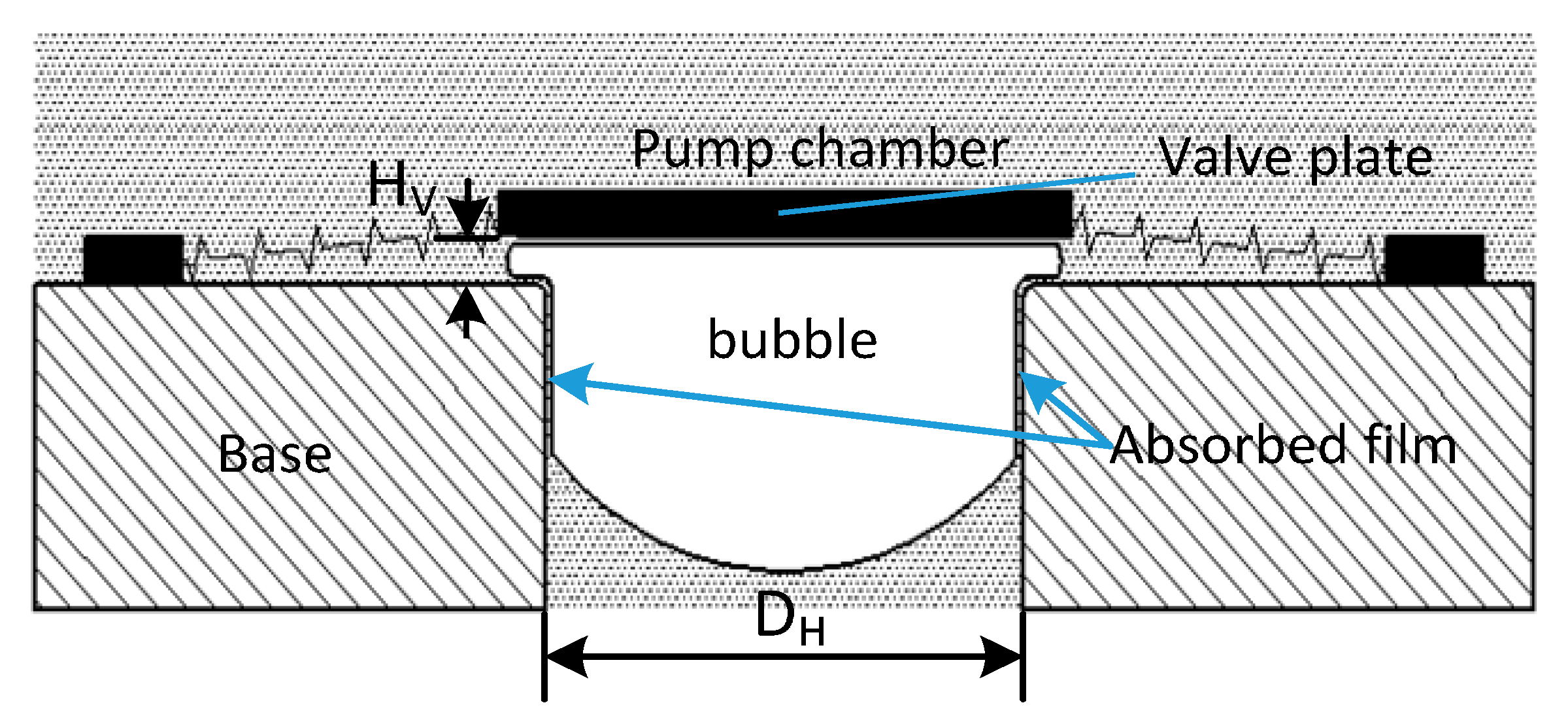
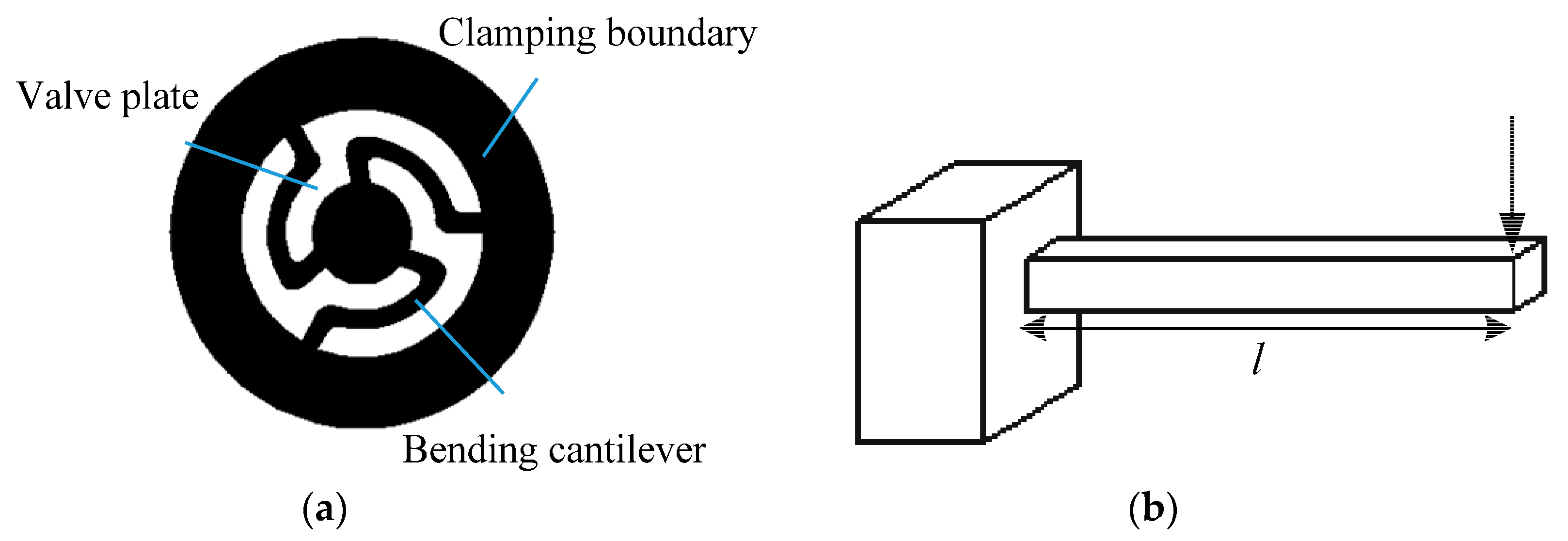
3.2. Valve Opening Height and Equivalent Stiffness
3.3. The Valve Opening Height and Diameter Ratio
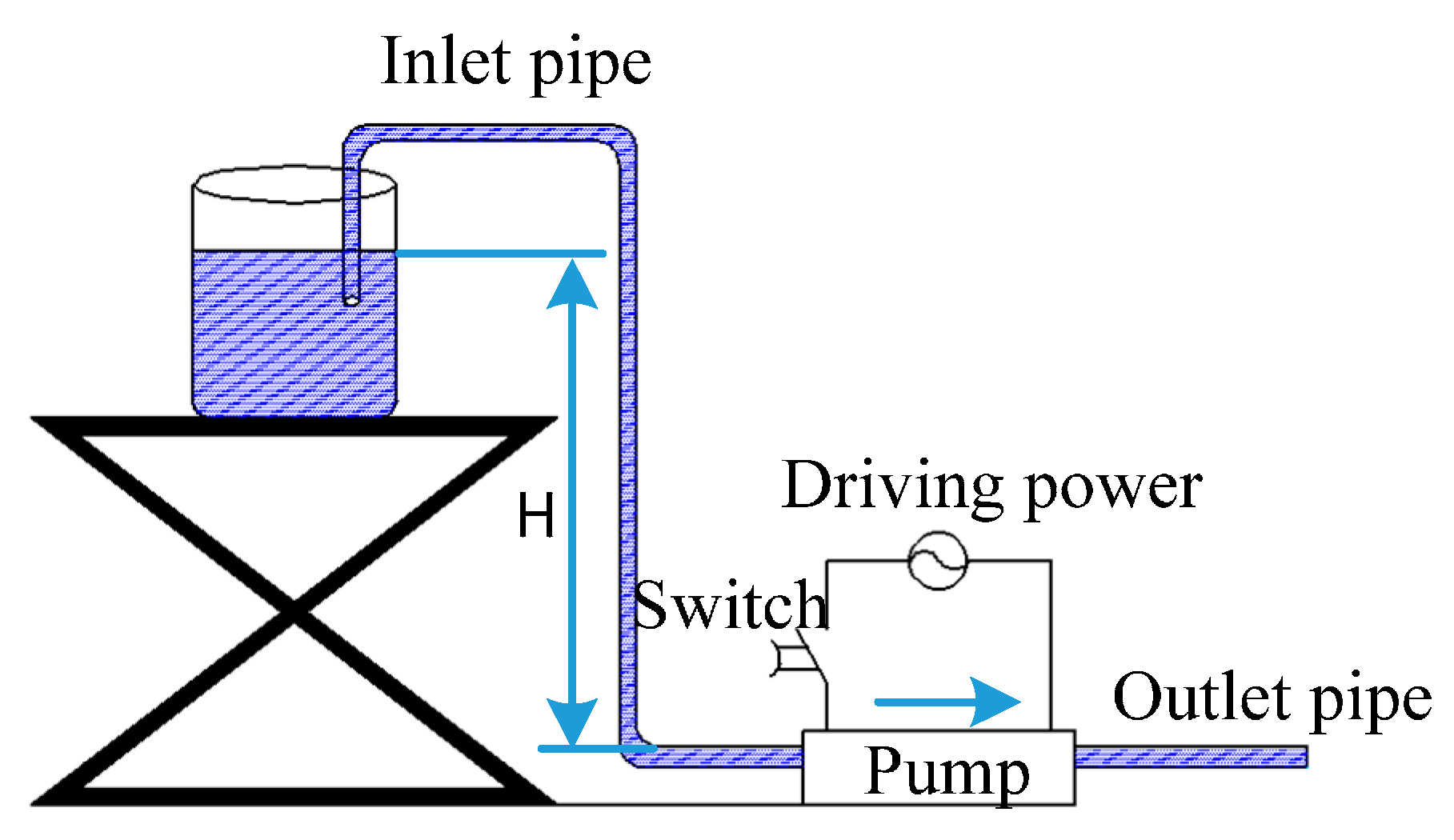
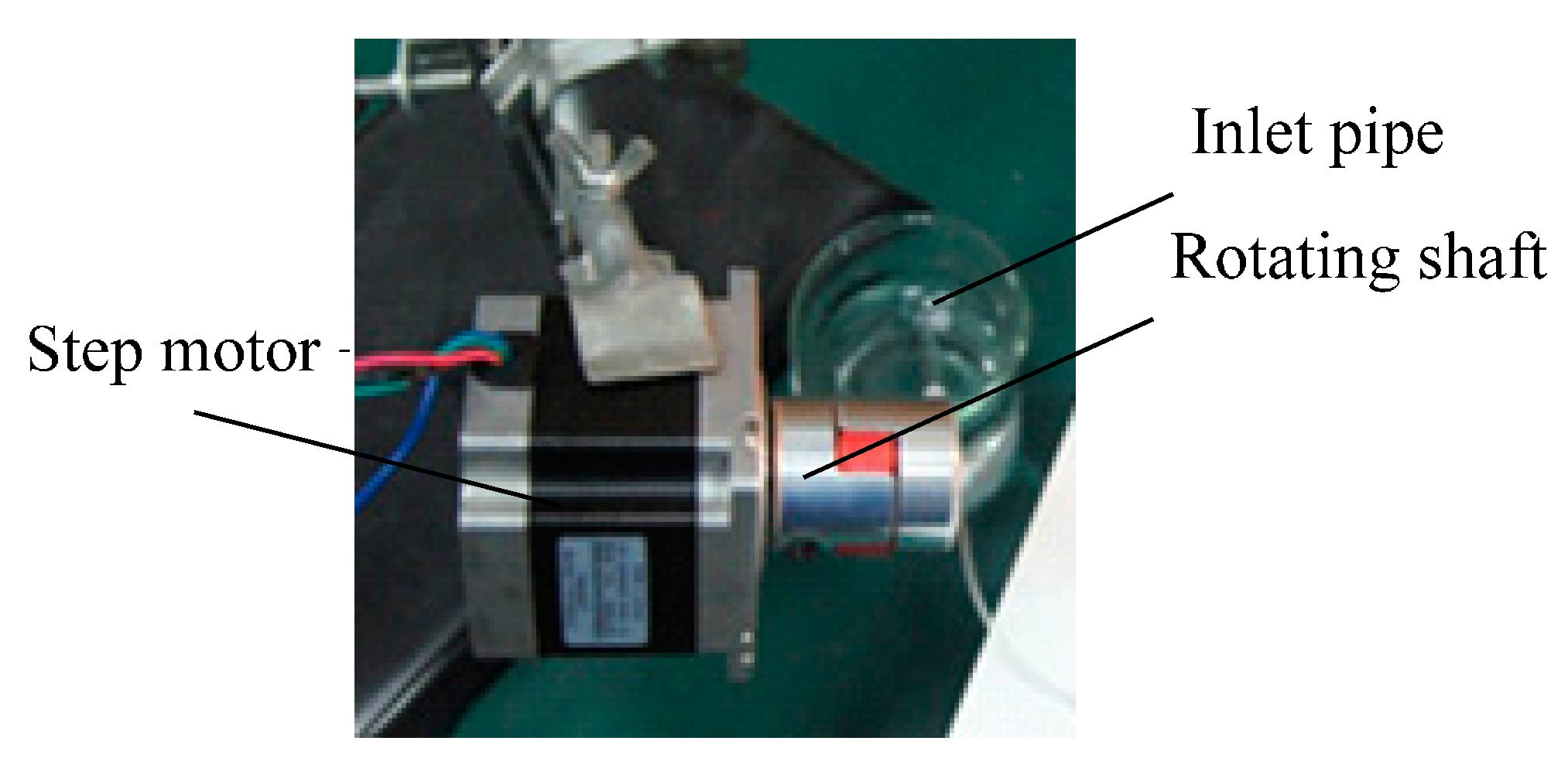
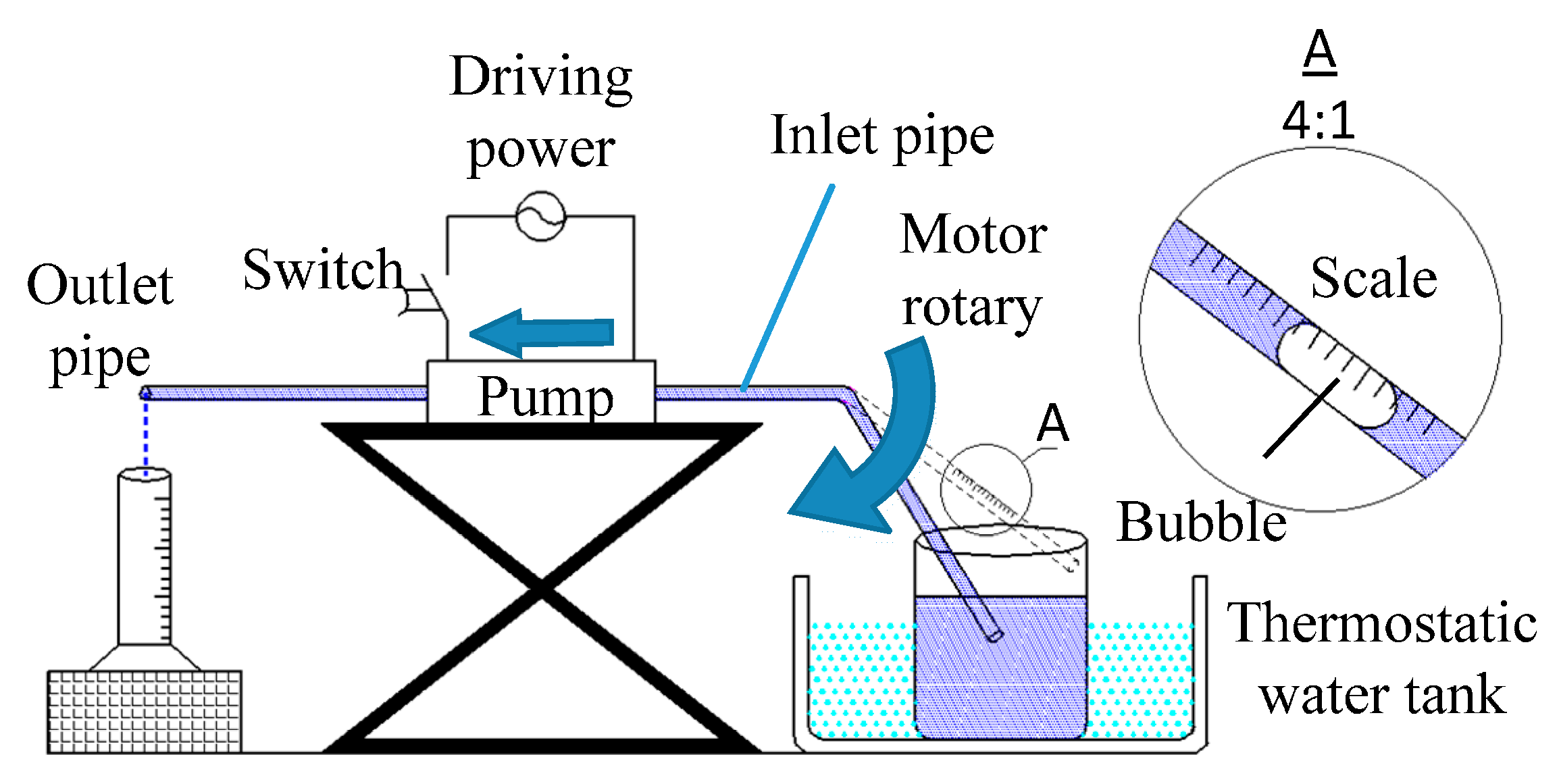
4. Experiment and Discussion

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Value and Material |
|---|---|
| Pump size | 27 mm × 27 mm × 7 mm |
| Pump Material | PMMA (Polymethylmethacrylate) |
| Base plate outer diameter of the vibrator | Φ20 mm |
| Base plate thickness of the vibrator | 0.2 mm |
| Base hole diameter Dh | Φ1 mm |
| Valve diameter Dv | Φ1.2, Φ1.4, Φ 1.6, Φ1.8, Φ2.0 mm |
| The connecting pipe material | rubber |
| The connecting pipe diameter | Φ4 mm (outer), Φ2 mm (inner) |
| Check valve structure | wheel type |
| Check valve Material | beryllium bronze |
| Check valve Thickness t | 20, 30, 40, 50, 60 μm |
| Power | 110 V, 50 Hz, square wave |
5. Conclusions
- Air block is caused by the combination of bubble, liquid and check valve.
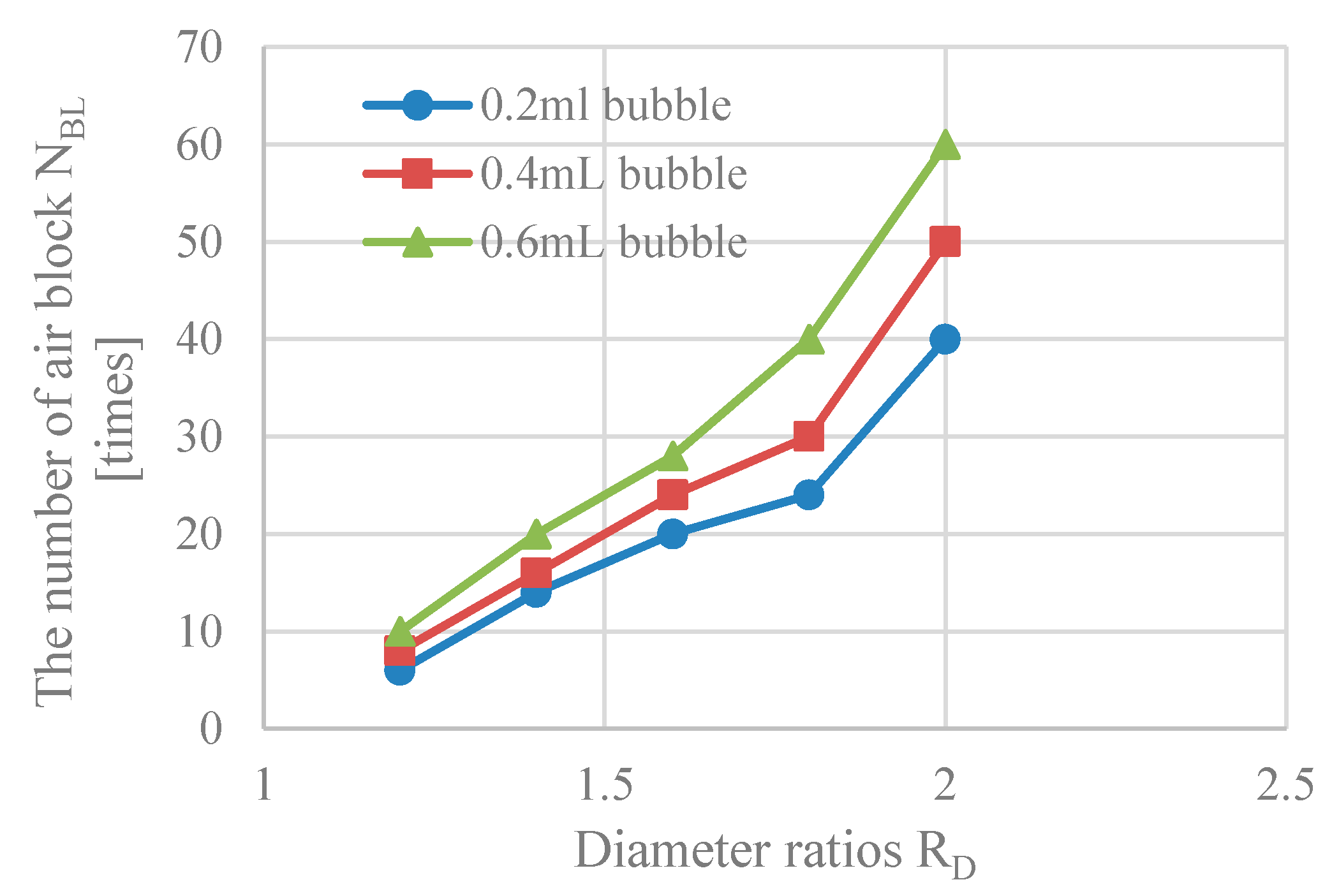
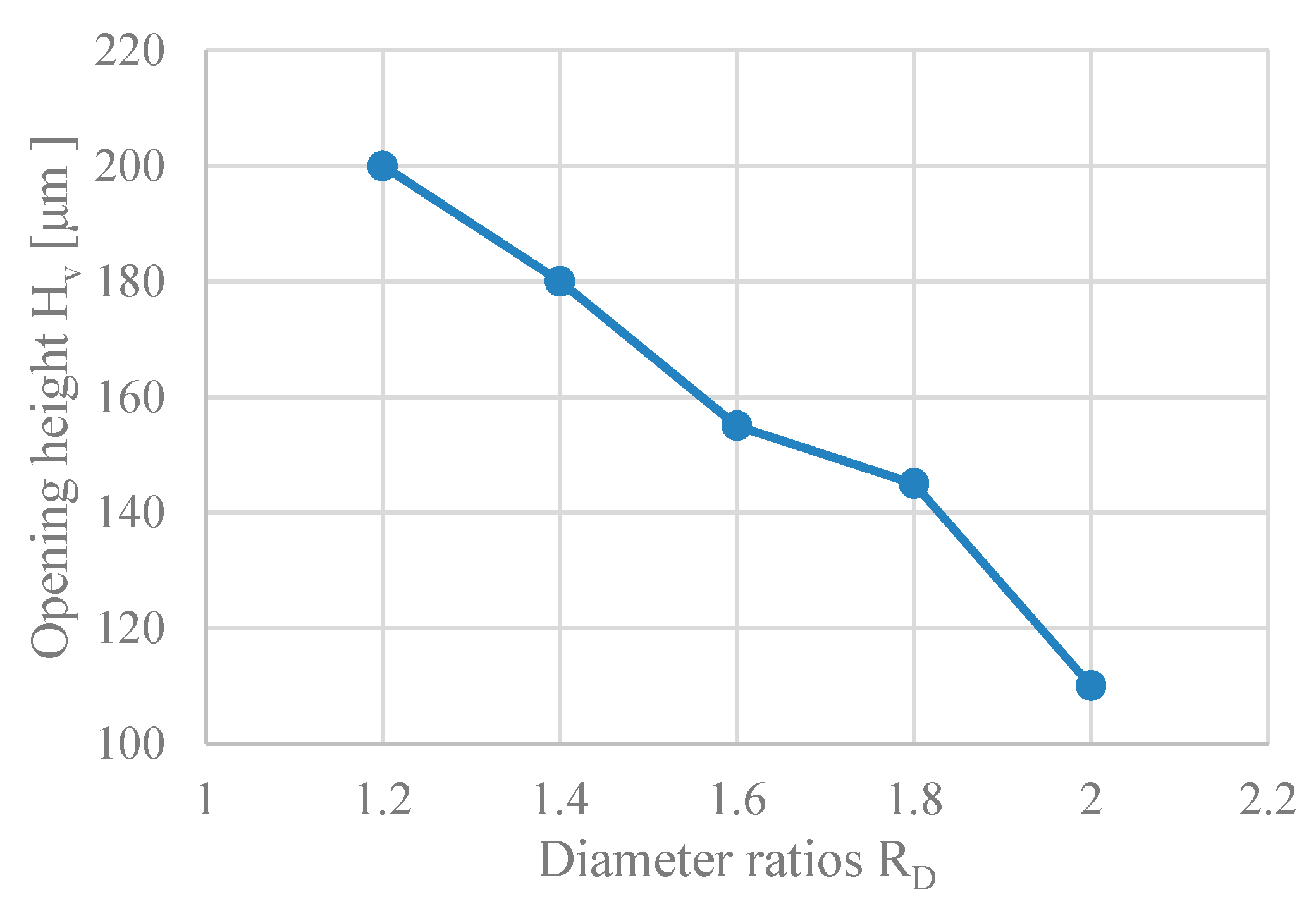
- When the valve diameter ratios RD are 1.2, 1.4, 1.6, 1.8 and 2.0, measure the valve opening height and air block probability. The experiment results show that when the diameter ratio RD = 1.2, the air block probability is the lowest.
- When the valve thicknesses are 20, 30, 40, 50 and 60 μm, measure the valve opening height and air block probability. The experiment result shows that when the thickness t = 20 μm, the air block probability is the lowest.
- Within the samples, the best combination of the valve is when the diameter ratio RD = 1.2 and thickness t = 20 μm. Under this combination, the valve opening height Hv is 252 μm, and within the given bubble volumes, the air block probability is below 2%.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Wu, Y. Dynamic Analysis and Optimal Design of Piezoelectric Pump; Jilin University: Jilin, China, 2013. [Google Scholar]
- Abhari, F.; Jaafar, H.; Yunus, N.A.M. A comprehensive study of micropumps technologies. Int. J. Electrochem. Sci. 2012, 7, 9765–9780. [Google Scholar]
- Jiang, D.; Li, S.-J.; Yang, P. Experimental study on the influence of bubbles on dynamic characteristics of valve-less micropump. J. Exp. Fluid Mech. 2010, 24, 34–38. (In Chinese) [Google Scholar]
- Woias, P. Micropumps—Past, progress and future prospects. Sens. Actuators B Chem. 2005, 105, 28–38. [Google Scholar] [CrossRef]
- Andersson, H.; van der Wijngaart, W.; Nilsson, P.; Enoksson, P.; Stemme, G. A valve-less diffuser micropump for microfluidic analytical systems. Sens. Actuators B 2001, 72, 259–265. [Google Scholar] [CrossRef]
- Linnemann, R.; Woias, P.; Senfft, C.-D.; Ditterich, J.A. A self-priming and bubble-tolerant piezoelectric silicon micro pump for liquids and gases. In Proceedings of the Micro Electro Mechanical Systems, Heidelberg, Germany, 25–29 January 1998; pp. 532–537.
- Ikuta, K.; Hasegawa, T.; Adachi, T. SMA micro pump chip to flow liquid and gases. In Proceedings of the International Conference on Shape Memory and Superelastic Technologies, Tsukuba City, Japan, 3–5 December 2007; pp. 343–350.
- Inman, W.; Domansky, K.; Serdy, J.; Owens, B.; Trumper, D.; Griffith, L.G. Design, modeling and fabrication of a constant flow pneumatic micropump. J. Micromech. Microeng. 2007, 17, 891–899. [Google Scholar] [CrossRef]
- Richter, M.; Congar, Y.; Nissen, J.; Neumayer, G.; Heinrich, K.; Wackerle, M. Development of a multi-material micropump. J. Mech. Eng. Sci. 2006, 220, 1619–1624. [Google Scholar] [CrossRef]
- Richter, M.; Linnemann, R.; Woias, P. Robust design of gas and liquid micropumps. Sens. Actuators A Phys. 1998, 68, 480–486. [Google Scholar] [CrossRef]
- Sun, X.-F.; Li, X.-X.; Yang, Z.-G.; Lin, J.-L.; Cheng, G.-M. Piezoelectric membrane pump with series connected double chambers and holistic opening valve. J. Jilin Univ. Eng. Technol. Ed. 2006, 36, 529–533. (In Chinese) [Google Scholar]
- Yamahata, C.; Lacharme, F.; Burri, Y.; Martin Gijs, A.M. A ball valve micropump in glass fabricated by powder blasting. Sens. Actuators B Chem. 2005, 110, 1–7. [Google Scholar] [CrossRef]
- Nisar, A.; Afzulpurkar, N.; Mahaisavariya, B.; Tuantranont, A. MEMS-based micropumps in drug delivery and biomedical applications. Sens. Actuators B Chem. 2008, 130, 917–942. [Google Scholar] [CrossRef]
- Nguyen, N.T.; Truong, T.Q.; Wong, K.K.; Ho, S.S.; Low, L.N. Micro check valves for integration into polymeric microfluidic devices. J. Micromech. Microeng. 2004, 14, 69–75. [Google Scholar] [CrossRef]
- Nguyen, N.T.; Truong, T.Q. A fully polymeric micropump with piezoelectric actuator. Sens. Actuators B Chem. 2004, 97, 137–143. [Google Scholar] [CrossRef]
- Truong, T.Q.; Nguyen, N.T. A polymeric piezoelectric micropump based on lamination technology. J. Micromech. Microeng. 2004, 14, 632–638. [Google Scholar] [CrossRef]
- Wong, H.; Radke, C.J.; Morris, S. The motion of long bubbles in polygonal Capillaries: Part 2: Drag, fluid pressure and fluid flow. J. Fluid Mech. 1995, 292, 95–110. [Google Scholar] [CrossRef]
- Kreutzer, M.T.; Kapteijin, F.; Moulijn, J.A. Inertial and interfacial effects on pressure drop of Taylor flow in capillaries. AIChE J. 2005, 51, 2428–2440. [Google Scholar] [CrossRef]
- Choi, C.W.; Yu, D.I.; Kim, M.H. Adiabatic two-phase flow in rectangular micro channels with different aspect ratios: Part II—Bubble behaviors and pressure drop in single bubble. Int. J. Heat Mass Transf. 2010, 53, 5242–5249. [Google Scholar] [CrossRef]
- Bretherton, F.P. The motion of long bubbles in tubes. J. Fluid Mech. 1961, 10, 166–168. [Google Scholar] [CrossRef]
- John, E.; Joseph, F.; Franzini, B. Fluid Mechanicas with Engineering Applications; Tsinghua University press: Beijing, China, 2003. [Google Scholar]
- Liu, Y. Theoretical & Experimental Study on Wheel Valve Micro-Piezoelectric Pump; Jilin University: Jilin, China, 2012. [Google Scholar]
- Wen, S.-Z.; Huang, P.; Liu, Y.; Qian, L.-M.; Tian, Y.; Liu, Y.-H. Interface Science and Technology; Tsinghua University press: Beijing, China, 2011. [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.; Liu, Y.; Shen, Y.; Wang, J.; Yang, Z. The Structure of Wheel Check Valve Influence on Air Block Phenomenon of Piezoelectric Micro-Pump. Micromachines 2015, 6, 1745-1754. https://doi.org/10.3390/mi6111452
Chen S, Liu Y, Shen Y, Wang J, Yang Z. The Structure of Wheel Check Valve Influence on Air Block Phenomenon of Piezoelectric Micro-Pump. Micromachines. 2015; 6(11):1745-1754. https://doi.org/10.3390/mi6111452
Chicago/Turabian StyleChen, Song, Yong Liu, Yanhu Shen, Jiantao Wang, and Zhigang Yang. 2015. "The Structure of Wheel Check Valve Influence on Air Block Phenomenon of Piezoelectric Micro-Pump" Micromachines 6, no. 11: 1745-1754. https://doi.org/10.3390/mi6111452