Abstract
Punching shear failure in reinforced concrete RC slabs is one of the most significant and detrimental failure modes due to its sudden nature and its dependence on a complex interaction between concrete strength, the reinforcement, and the loading conditions. In recent years, there has been increasing interest in utilizing sustainable cementitious materials and steel fibers as a way of enhancing structural performance and improving the durability of concrete. The study aims to assess the structural behavior of RC slabs utilizing a partial cement substitution with limestone powder (LP) and granulated blast-furnace slag (GBFS), with the addition of steel fibers. Twelve RC slabs were examined under uniform concentric loading to analyze cracking behavior, load–deflection relationship, stiffness variation, and ultimate punching shear strength. The results demonstrated that using limestone powder (LP) had a significant impact on the crack distribution pattern and resulted in a slight reduction in initial stiffness, with the load-bearing capacity decreasing to approximately 55.8% of the control mixture at high replacement ratios. Due to a slower hydraulic reaction than with other mixtures, increasing additional granulated blast-furnace slag resulted in a decrease in crack resistance and relative deformation. With a load-bearing capacity of approximately 92.9% of the control mixture, a tertiary mixture of limestone powder and granulated blast-furnace slag (GBFS) demonstrated a better balance in structural behavior, leading to improved crack control while maintaining a sufficient level of load-bearing capacity. The steel fibers also significantly contributed to enhanced post-cracking behavior by decreasing crack width and improving the stress redistribution mechanism within the RC slab. This led to increased punching shear resistance and enhanced energy absorption, with the ultimate load increased to 119 kN compared to the control mixture. Overall, the findings show that combining sustainable cementitious materials with steel fibers can effectively improve punching shear performance and enhance the efficiency and durability of reinforced concrete.
1. Introduction
Incorporating focus on long-term viability into architecture is fundamental to a more sustainable environment and healthier [1]. The numerous ways sustainability principles may be incorporated into engineering practice lie in the selection of materials. Conventional construction materials have limited availability and significantly enhance a project’s carbon footprint. This indicates that their transportation, manufacturing, installation, and disposal have significant environmental effects and require intensive utilization of dwindling natural resources and fossil fuels [2]. Blast-furnace slag, created from the method of generating crude iron of the blast-furnace (BF) utilizing limestone (LP), coke, and iron ore, is moreover separated and converted to granulated slag by air and water based on the cooling approach. The production of blast-furnace slag (BFS) depends on an iron-production procedure, and 300 kg of BFS is created per 1 ton of molten steel generated. Granulated slag by water accounts for about 70–80% of the created BFS; the rest is air-cooled slag. BFS has a chemical composition corresponding to that of conventional construction materials, including cement and natural aggregate, and its stability allows for recycling into different forms, consisting of cement substitution, admixture, aggregate, and bricks [3,4,5,6]. Steel fibers lead to minimizing the tensile stress transmission potential through crack faces. The principal advantage of non-continuous fibers in concrete is delaying and withstanding crack propagation [7,8]. Introducing steel fibers to concrete may improve load-bearing capacity and tensile strength. Also, the fibers may improve post-cracking behavior by means of enhancing stress transmission via fiber-bonding of cracked elements [9].
In recent years, there has been a growing interest in the use and management of industrial waste in various fields of structural engineering, due to its potential to enhance sustainability and reduce the environmental impacts associated with traditional construction practices [10,11,12,13,14,15,16,17,18,19,20,21]. In this context, significant research efforts have focused on developing modified concrete mixtures incorporating alternative and reinforcing materials, such as limestone powder, granulated blast-furnace slag, and steel fibers. These materials are widely utilized to enhance the mechanical performance and durability of concrete, while simultaneously reducing the environmental impact of traditional cement-based construction. Researchers have conducted studies, such as Sarah Al-Qutaif et al. (2025) [22], which indicated the assessment of fiber-reinforced polymer concrete (FGPC) utilizing geopolymer cementitious materials, including ground blast-furnace slag (GGBS) and fly ash (FA) with alkaline accelerators and varied types of fibers. The results demonstrated that the mechanical performance is significantly determined by the type and ratio of the cementitious material and the curing conditions. Mixtures based on fly ash demonstrated reduced early strength under environmental curing conditions, whereas mixes consisting of GGBS attained better compressive strength improvement as a result of enhanced geopolymer structure development and accelerated polymerization reactions. In addition, Bilal Kamal Mohammed & Bayan Salim Al-Numan (2024) [23], who found that the efficiency of the normal- and high-strength concrete incorporating limestone powder (LP) affects mechanical characteristics. Furthermore, long-term viable flat plates composed of such concretes were examined with respect to the punching strength. High- and normal-strength concretes using different limestone (LP) substitution proportions of 0% to 5% and 15% to 20% via weight were constructed. The hardened and fresh properties of the mixes were analyzed at different stages. Through this approach, the empirical behavior of the reinforced concrete flat plate slabs composed of LP exposed to the punching shear failure was examined. It was established that integrating LP enhances the slab punching strength in an analogous way to that observed in unsustainable slabs when utilizing normal or alternatively high-strength concrete. Likewise, Majed Ali Saleh et al. (2024) [24] proposed an original method by admixing Portland limestone cement to pre-positioned aggregate SFRC to establish long-term viable concrete that reduces CO2 release and cement production energy application. This approach includes injecting a self-flowing grout after pre-mixing and pre-positioning aggregates and steel fibers in the concrete mold. In this work, the mechanical characteristics of an original long-term viable concrete that used steel fiber and PLC are examined. Additionally, Yashovardhan Sharma et al. (2024) [25] studied integrating ground granulated blast-furnace slag and limestone powder in the role of a portion of substitutes for Portland cement in UHPC to enhance sustainability. They examined eight fiber-reinforced UHPC mixes, containing a water-to-cementitious materials (w/cm) proportion of 0.15. Four mixes of the UHPC, with 25% substituted with ground granulated blast-furnace slag, were the cement, and additional limestone powder was included in the role of an ore filler, for a portion substitution of the cement by up to 20%. In the residual four mixes, cement was substituted with only LP up to 20%. Similarly, Vikram J. Patel et al. (2024) [26] analyzed the impact of ground granulated blast-furnace slag, in integration with chemical additives, on M40-grade dual concrete mixes. The work aimed to enhance the strength properties at different phases of the concrete curing. The findings demonstrated that ground granulated blast-furnace slag-integrated concretes (substituting from 60% to 65%, and 70% of the cement) had higher compressive strength after extended curing. Furthermore, Hisham Hafez et al. (2024) [27] validated that the Utilization of LC3 in the role of a cementitious material and the incorporation of steel fibers reduces the ecological effect of one-way slabs with 10%, notwithstanding the minimal augmentation in the concrete cover of the SFRC slabs for carbonation strength objectives. Moreover, Yong-Jun Lee et al. (2021) [28] conducted work analyzing the impact of ground granulated blast-furnace slag (GGBFS) on the structural behavior of prefabricated concrete beams, assessing the flexural, bonding performance, and shear through utilizing the substitution ratio of the GGBFS as a variable. On the other hand, Rajib K. Majhi et al. (2020) [29] presented experimental results of many concrete mixes, including one control mix, in their study. The empirical results concluded that the aforementioned durability facets demonstrated higher efficiency with the integration of high-volume GGBFS with lime. In the same way, the water absorption and volume of voids of (NAC/RAC) were reduced using the integration of high-volume ground granulated blast-furnace slag (60%) along with 7% lime. Also, Ahmed M. Abdel-Rahman et al. (2018) [30] observed that slabs with a 1.5% steel fiber ratio resulted in high failure load capacity. Results demonstrated that using steel fiber only in a portion of the slab, equal to the slab thickness from the column face, was sufficient to achieve the optimal improvement in both ductility behavior and failure load. Although the limestone powder was not the primary parameter in prior studies (Anis A. Mohammad et al., 2018) [31], its integration within cementitious mixes had been shown to affect concrete performance through filler effect and nucleation mechanisms positively. In contrast, Ryno van Leeuwen (2016) [32] performed a contrastive analytical study of the impact of adding limestone powder LP on the mechanical and environmental properties of concrete, involving CO2 emissions, density, porosity, workability, shrinkage, and compressive strength. The findings indicated that increasing the proportion of limestone effectively decreased CO2 emissions, with a 10% substitution of cement decreasing emissions by 8–9%. The addition also enhanced the distribution and workability and decreased shrinkage and porosity. Conversely, a decrease in compressive strength was noted with increasing substitution percentage, while the performance of the concrete and mortar was not substantially impacted by the limestone particle size in this study.
Despite significant progress in the work of reinforced concrete consisting of steel fiber and cementitious additives, most studies have focused on assessing the impacts of these elements separately rather than analyzing their combined interaction within sustainable, multi-component concrete systems. Furthermore, a systematic knowledge of the punching shear behavior of RC slabs is still limited, particularly concerning the mechanisms of the development of the shear cone under the effect of cementitious composites and the formation and propagation of pre-failure cracks. Moreover, there is still a significant gap in the literature concerning the influence of the combination of alternative cementitious materials (such as blast-furnace slag and limestone powder) with steel fibers and how this affects the failure pattern and the transition in shear behavior from brittle failure to a more ductile, progressive behavior, which requires a deeper understanding of the basic mechanisms controlling this behavior. Therefore, the purpose of this study is to evaluate the impact of steel fiber-reinforced, multi-component, sustainable cementitious systems on the punching shear resistance of reinforced concrete slabs. The study specifically investigates crack development mechanisms, the load–deflection behavior, and the load-on-cracking to ultimate load ratio (Pcr/Pu), to analyze the failure mechanism and establish the impact of the interaction between the mix components on the overall structural performance.
2. Materials and Experimental Work
The experimental work was conducted at the Laboratory in the Engineering College, University of Basra. The test program focuses on studying the punching shear behavior of RC slabs incorporating sustainable materials. Twelve RC slabs were prepared and tested. RC slabs had dimensions of 800 mm width, 800 mm height, and 80 mm thickness. RC slab was used in all the casting of all samples.
2.1. Materials
Locally available materials were utilized, involving cement, natural sand, natural gravel, water, superplasticizer, steel reinforcement, limestone powder (LP), steel fiber (SF) and granulated blast-furnace slag (GBFS). Optimal ratios must be selected based on the mix proportion. RC slab blends were applied by selecting a mixing ratio, appropriate materials, and high-quality monitoring.
2.1.1. Cement
Ordinary Portland cement (Mabroka) was utilized and made in Iraq. The chemical and physical characteristics were validated at the same laboratory, and are illustrated in Table 1 and Table 2.

Table 1.
Chemical composition and main components of cement.
Table 2.
Physical characteristics of cement.
2.1.2. Aggregates
Local fine aggregate (sand), and crushed coarse aggregates were supplied from the AlZubair region, which is located in southern Iraq. The physical characteristics of fine and coarse aggregates are tabulated in Table 3 and were examined in accordance with ASTM C 128 [36].
Table 3.
Physical characteristics of aggregate.
2.1.3. Limestone Powder (LP)
Ground limestone was utilized, named “Al-Gubra”—the portion size of LP in accordance with EFNARC (2005) [37]. Specific percentages of limestone (10%, 20%, and 30% of the total cement weight) were used in this work.
The particle size distribution (PSD) of limestone powder (LP) typically ranges from 1 to 50 μm, reflecting a relatively fine material with a narrow gradation. This corresponds to its Blaine fineness of 315 m2/kg, indicating a medium specific surface area and effective filler properties.
2.1.4. Water
Ordinary tap water from Basrah city was utilized for both mixing and curing.
2.1.5. Granulated Blast-Furnace Slag (GBFS)
GBFS is an extremely cementitious by-product of iron isolation in a blast furnace, and is an appropriate replacement for cement, SF, and FA in UHPC. It is plentiful in the alumina and silica stages [38]. The percentages used in this work were 30%, 35%, 45%, and 55% of the total cement weight.
Granulated blast-furnace slag (GBFS) exhibits a relatively wide particle size distribution, typically ranging from approximately 2 to 80 μm, reflecting a widely graded material with relatively coarse particles. The granulated blast-furnace slag utilized in this work has a Blaine fineness of 440 m2/kg, demonstrating a relatively high specific surface area that improves its inherent hydraulic reactivity. Compared to limestone powder (LP), these differences in particle size distribution and fineness contribute to enhanced particle packing density and a finer microstructure, thus enhancing the overall performance of the blended cement systems.
2.1.6. Steel Fiber (FS)
Steel fibers are established as an unconventional mass reinforcement. They are presently utilized globally to enhance structural concrete elements due to their capacity to improve control of crack propagation and concrete mechanical properties [39].
2.1.7. Superplasticizer
The superplasticizer utilized was extremely effective in the manufacturing of flowable concrete, and being a significant water-decreasing factor to improve the ultimate strength of the concrete during the 28 days. In this study, the specific superplasticizer employed was Silica Viscocrete-180GS in accordance with ASTM C494 [40]. It was used at a dosage range of (0.5–1.75) L/100 kg of binder, according to the manufacturer’s specifications. In the present study, a dosage of 1.0 L per 100 kg of binder was adopted.
2.1.8. Steel Reinforcement
A deformed bar with a diameter of 10 mm was utilized for longitudinal reinforcement. Three samples of the 10 mm bar were tested for tension. The test results demonstrated that the deformed bars met the requirements of ASTM A615/A615M-04b [41]. The characteristics of the reinforcing bars are listed in Table 4.
Table 4.
Characteristics of reinforcing bar.
2.2. RC Slab Specimens
The experimental program conducted in this study included twelve slab samples. All slabs were dimensionally identical, with a plane area of 800 mm × 800 mm and a total thickness of 80 mm, as shown in Figure 1 and Figure 2. A steel reinforcement mesh, consisting of 10 mm diameter reinforcing bars spaced 100 mm in both directions, was carefully placed within properly prepared formwork.
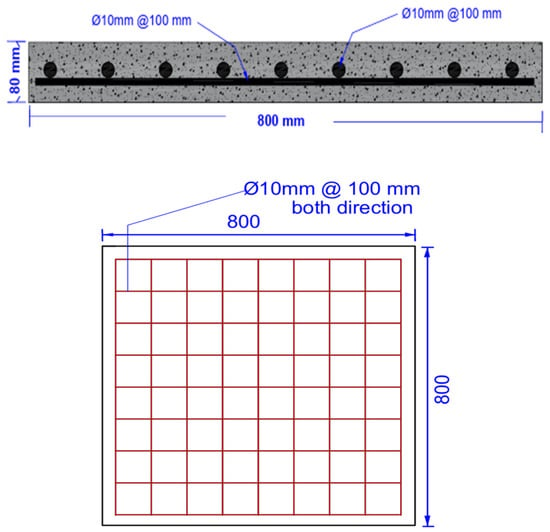
Figure 1.
Reinforced slab details (mm).
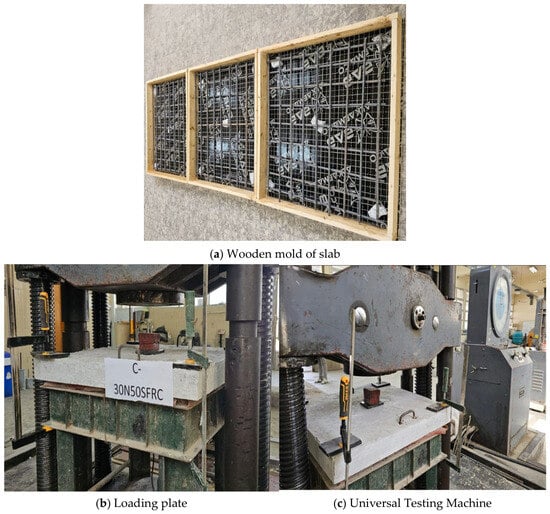
Figure 2.
Work process.
All samples were cast as single-layer slabs using the designated concrete mix, except for samples 11 and 12, which were cast as two-layer composite slabs. In specimen 11, the bottom layer was 40 mm thick normal concrete (N-C), while the top layer was 40 mm thick fiber-reinforced concrete (FRC-C). Similarly, specimen 12 was cast using the same material composition but with different layer thicknesses, comprising a 30 mm thick normal concrete layer at the bottom and a 50 mm thick fiber-reinforced concrete (FRC-C) layer at the top.
To ensure adequate bonding between the two layers, the surface of the first layer was deliberately roughened before the second layer was poured. After a seven-day curing period for the first layer, the top layer was poured.
To ensure uniform load transfer and stable boundary conditions during testing, the loading and support conditions were carefully designed. An 80 × 80 mm rigid steel column was placed in the center of the RC slab specimen to transfer the applied load centrally. Steel support plates measuring 30 × 10 mm were utilized to support the slabs along their edges, simulating simple support conditions. To reduce stress concentration and enable uniform reaction force distribution throughout the testing process, a circular steel bar with a diameter of 20 mm was positioned beneath the support plates. All specimens were tested under a static load that increased monotonically until failure.
2.3. Mixing, Casting, and Curing of the Samples
Twelve RC slab samples and six standard (100 × 100 × 100) mm cubes are cast and cured under laboratory conditions after the molds and cubes are oiled. Reinforcement mesh is positioned correctly for each sample, and protective cover is checked, with the components prepared and weighed for mixing. After mixing, the concrete is vibrated to ensure the molds are filled, and the concrete penetrates between the bars. The samples are then covered with polyethylene for 24 h. The wetted burlap sacks are positioned over them to sustain moisture for 7 days, after which the samples are set aside until testing. The same methods are conducted on the cubes. The steps of the process of sampling are illustrated in Figure 3.

Figure 3.
Casting and curing process.
2.4. Concrete Mix Proportion
Concrete mixing includes determining the proportions of cement, natural sand, natural gravel, water, superplasticizer, steel reinforcement, limestone powder (LP), steel fiber (SF), and granulated blast-furnace slag (GBFS) based on the design requirements. The materials are prepared and weighed based on the specified proportions, then mixed to obtain a uniform mix. The mix ratios utilized in this experiment are demonstrated in Table 5.
Table 5.
Design concrete mixtures and their components.
To ensure clarity in presenting the experimental program, a standardized coding system was adopted for the concrete mixture specimens, expressing the type and proportions of admixtures, aggregate type, and steel fiber content. (C) denotes the control mixture, while (SN) refers to normal concrete mixtures without steel fibers, and (FRC) refers to concrete mixtures containing steel fiber reinforcement. The symbol (L) represents limestone powder, and (S) denotes ground granulated blast-furnace slag (GBFS), while (Vf) represents the volumetric percentage of steel fibers (%). Each symbol represents the composition of the concrete mixes, which facilitates the interpretation of the results and their correlation with the study variables. Table 6 presents the designation of the concrete mixtures used in this study.
Table 6.
Definition of the concrete mixtures.
For example, the concrete mixture designated as (SN-45S10L) represents a normal concrete mix without steel fibers, incorporating 45% granulated blast-furnace slag (GBFS) and 10% limestone powder.
3. Results and Discussion
3.1. Compressive Strength
The compressive strength results for all RC slab samples are illustrated in Table 7, as illustrated in Figure 4. The control specimen (N-C) obtained a compressive strength of 38.3 MPa and was employed as a reference value for assessing the impact of utilizing sustainable cementitious materials and steel fibers.
Table 7.
Ultimate and cracking loads of tested specimens.
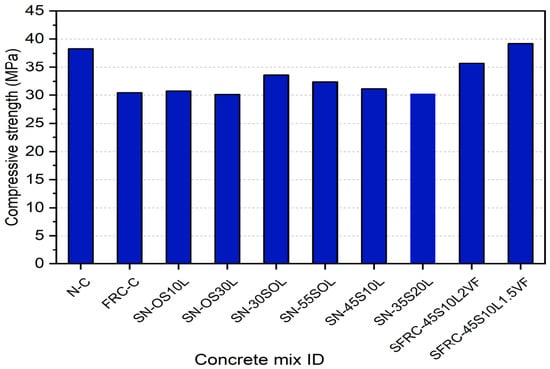
Figure 4.
Compressive strength of concrete mixtures with sustainable cementitious material and steel fibers.
Generally, substituting a partial amount of the cement with replacement cementitious binders, including granulated blast-furnace slag (GBFS) and limestone powder (LP), leads to a reduction in the compressive strength compared with the reference specimen. The compressive strength values for these samples ranged from 30.1 MPa to 33.6 MPa, indicating reductions of 12.3% to 21.4%. This is mainly caused by dilution, which decreases the cement content, and by the slower reaction of the pozzolanic slag in early-stage concrete.
The samples consisting of sustainable cementitious materials, SN-30SOL and SN-55SOL, were validated to relatively improve performance, obtaining the compressive strengths of 33.6 MPa and 32.4 MPa, respectively. This reflects that moderate substitution ratios can sustain acceptable mechanical performance despite decreasing cement consumption.
The inclusion of steel fibers caused a significant enhancement in the compressive strength. SFRC-45S10L2VF and SFRC-45S10L1.5VF obtained compressive strengths of 35.7 MPa and 39.2 MPa, respectively. The specimen consisting of 1.5% steel fiber outperformed the compressive strength of the control sample by approximately 2.3%. This improvement is caused by the ability of steel fibers to bridge microcracks and enhance stress distribution within the concrete, as a result improving mechanical performance and delaying crack propagation. It was also revealed that the evolution of microcracks was associated with the variation in the compressive strength. This is consistent with the behavior reported in prior studies on fiber-reinforced concrete (FRC) [42], where the 1.5% fiber content retarded the formation and propagation of cracks due to enhanced internal cohesion and improved crack-bonding mechanism.
On the other hand, the distribution of weaknesses and the creation of internal voids accelerated the development of microcracks and their early bonding when the fiber content was increased to 2%. This led to a more brittle failure pattern, which is consistent with the impact of decreased workability and deterioration of compaction quality in high-fiber mixtures [43]. The behavior was also indicated in the overall structural response, including ultimate load and deformation capacity, where no proportional enhancement was observed at higher fiber content.
In general, the findings demonstrate that the use of sustainable cementitious materials can result in a moderate decrease in compressive strength; the inclusion of steel fibers can offset this reduction and indeed enhance the mechanical performance of the concrete.
3.2. Relationship Between Compressive Strength and Punching Shear Behavior
Compressive strength directly affects the punching shear strength of reinforced concrete RC slabs, as increased compressive strength enhances the concrete’s capability to withstand diagonal compressive stresses about the slab interface. In this work, the utilization of sustainable cementitious materials, such as granulated blast-furnace slag (GBFS) and limestone powder (LP), led to a moderate decrease in compressive strength, varying from 12% to 21%, in comparison with the control sample, due to the softening impact and slower reaction of the granulated blast-furnace slag (GBFS).
Notwithstanding this decrease, punching shear strength was not impacted to the same extent, owing to the addition of steel fibers (SF), which enhanced the concrete’s post-cracking behavior by improving shear force transmission and limiting crack propagation through diagonal cracks.
The SFRC-45S10L1.5VF specimen indicated the highest compressive strength (39.2 MPa) among the examined samples and also exhibited the optimal structural performance, due to the combination of adequate compressive strength and the reinforcement effect of the steel fibers. The steel fibers in the specimens, which had a reduced compressive strength in comparison with the control specimen, compensated for some of the inadequacy by enhancing energy absorption capacity and toughness.
In general, the results demonstrate that compressive strength remains an important factor in punching shear behavior. Nevertheless, reinforcing the concrete with steel fibers delays punching shear failure and enhances crack control, thus mitigating the impact of the reduction in compressive strength owing to the utilization of sustainable cementitious materials.
3.3. Mechanism of Punching Shear Enhancement in Fiber-Reinforced Sustainable Concrete Slabs
The enhanced punching shear strength of sustainable fiber-reinforced concrete slabs is a result of a combination of mechanical mechanisms, including enhanced stress transmission and crack control within the concrete. In conventional RC slabs, punching shear failure takes place due to the formation of diagonal cracks around the slab zone, thereby propagating rapidly as a result of the low tensile strength of the concrete, causing sudden failure and brittleness.
The addition of steel fibers refines this mechanism by performing as crack-bonding elements. This enhances shear stress transmission by improving aggregate interlocking and increasing tensile strength across the crack surfaces. Also, the fibers increase energy absorption capacity and the concrete’s toughness, delaying the formation of the punching shear cone and slowing crack propagation, hence allowing the RC slab to resist higher loads before failure.
In contrast, the utilization of sustainable cementitious binders, including limestone powder (LP) and granulated blast-furnace slag (GBFS), contributes to improving the density and microstructure of the cement matrix in later ages, hence reinforcing shear transmission mechanisms in the slab.
Overall, the reasons for the enhanced punching shear strength may be summarized in three primary mechanisms:
- Crack bonding by steel fibers.
- Increased ductility and enhanced stress redistribution.
- Improved shear transmission through oblique cracks owing to aggregate interference and the impact of the fibers.
These mechanisms, taken together, enhance the ultimate punching shear capacity of the FRC slab and delay punching shear failure.
3.4. Ultimate Load Capacity of Reinforced Concrete Slabs
The ultimate load of the examined RC slabs is illustrated in Table 7. The results demonstrated that partial substitution of cement with limestone powder (LP) (10–30%) led to a decrease in the ultimate punching shear load of 25.7–44.2% in comparison with the control sample, resulting from the mitigating impact of decreasing the effective cement content.
Likewise, the utilization of granulated blast-furnace slag (GBFS) at a replacement of 30% to 55% reduced the ultimate load by approximately 9.7% in comparison with the control sample, attributed to the lower rate of hydration reaction in the early stages and its effect on the microstructure development of the concrete.
When compared to other mixes, the mixture containing 45% granulated blast-furnace slag and 10% limestone powder performed superiorly, which is attributed to the fact that the increased granulated blast-furnace slag content improves the hydration process and enhances the pozzolanic reaction. This leads to the formation of a greater and more uniform calcium silicate hydrate (C–S–H) gel, which is the stage that is responsible for concrete’s strength and microstructure [44]. The moderate limestone powder also contributed to providing more nucleation sites and enhanced filler impact, accelerating the deposition of hydration products. In cementitious systems including limestone and additional cementitious materials, this has been clearly established [45]. This enhances density and decreases total porosity, which has a positive impact on the general structural behavior.
Increasing the percentage of limestone powder to higher levels may result in a dilution impact due to a decrease in the cementitious active material content, which restricts the development of strength and negatively affects microstructure cohesion [45]. As a result, increasing the limestone powder percentage to 30% leads to a relative deterioration in performance compared to 10%.
Accordingly, the superior performance of a mixture incorporating a high percentage of granulated blast-furnace slag and a moderate percentage of limestone powder is attributed to a balance between the positive physical impact of the limestone (LP) and the chemical enhancement resulting from the pozzolanic reaction of the GBFS, while reducing the dilution effect at high replacement ratios. This is consistent with the current understanding of multi-component concrete mix design.
In contrast, the incorporation of steel fibers at a volumetric ratio of 1.5–2% resulted in a significant improvement in the structural behavior of the RC slabs by improving stress transfer and decreasing crack propagation through inclined shear cracks, caused by the crack-binding mechanism supplied by the fibers.
Also, the fibers lead to improved energy absorption capacity and ductility of the RC slabs, which delays the formation of the critical punching shear surface about the RC slab region, resulting in a more gradual failure.
Overall, the results demonstrate that whereas the utilization of sustainable cementitious binders may decrease the ultimate load of the RC slabs, supporting concrete with steel fibers can offset this impact and enhance structural performance. Moreover, the results validate that punching shear strength depends not only on compressive strength but also on the behavior of the concrete after cracking, and crack control mechanisms.
3.5. Crack Pattern and Failure Mode
Table 7 presents the first cracking load (Pcr), ultimate punching load (Pu), and the corresponding Pcr/Pu ratio for all tested slabs. The initiation of the first macroscopic crack was precisely determined across all samples, with its onset load and spatial propagation marked instantaneously. This cracking phenomenon followed a consistent trajectory in all examined reinforced concrete RC slabs, beginning at the central loading region and extending toward the edges, and all samples failed in punching shear patterns, as documented in Figure 5. Such mechanical behavior indicates a structural shift from a homogeneous elastic response to a state of localized tensile stress concentration and redistribution, determined by the punching shear mechanism.
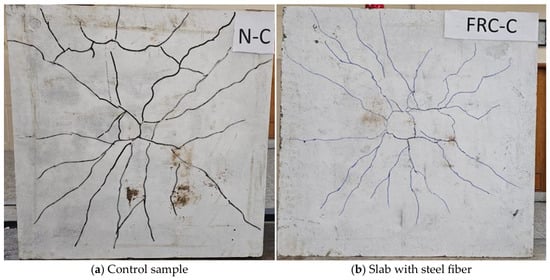
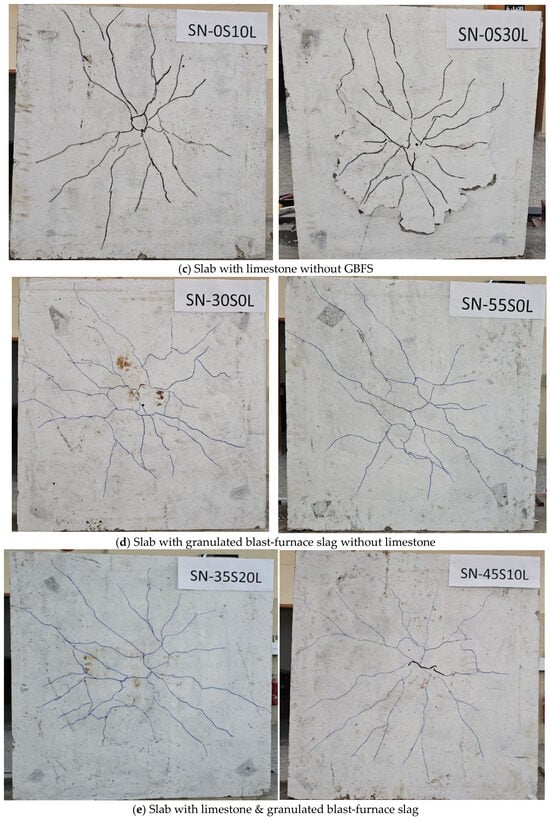
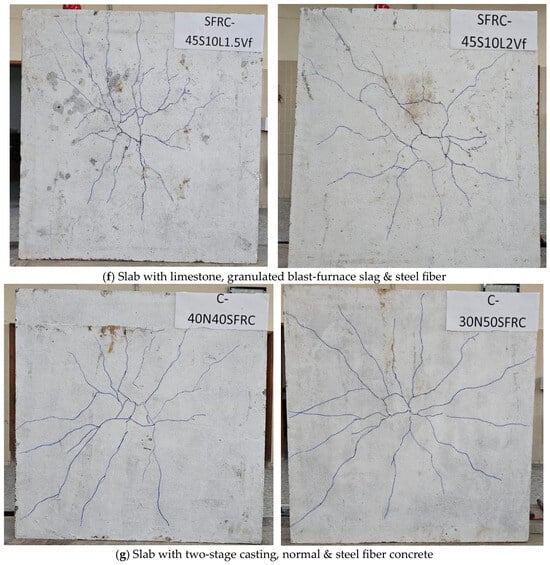
Figure 5.
Crack and failure pattern of slabs.
The normal concrete (NC) sample exhibited a rapid progression from radial punching cracking to diagonal shear fractures along the critical perimeter. When the shear resistance of the compression support mechanism is exhausted, crack widths dilate rapidly, resulting in a distinct shear cone formation and abrupt brittle failure, as evidenced by the crack morphology in Figure 5. This failure mode underscores the limited post-cracking stress redistribution capacity inherent in the NC matrix.
In contrast to the NC sample, the LP specimen demonstrated a reduced (Pcr/Pu) ratio, which indicates a slight reduction in early-age cracking resistance. This behavior is mainly linked to the cement dilution impact, which appeared to outweigh the micro-filling contribution in these specific mixtures. Despite this reduction, the fundamental punching failure mechanism remained the same, as confirmed by the crack patterns presented in Figure 5c. On the other hand, the use of GBFS improved the binder’s performance, effectively delaying the first crack and increasing the (Pcr/Pu) ratio. Such behavior reflects an enhanced stability during the shear mechanism development, which is consistent with the cracking patterns illustrated in Figure 5d.
The inclusion of steel fibers induced a significant change in the response of SFRC, where fibers bridged the cracks and redistributed stress concentrations. This resulted in a notable increase in energy absorption capacity and improved ductility, characterized by a controlled and incremental shear cone development, as illustrated by the cracking maps in Figure 5g.
These findings indicate that the (Pcr/Pu) ratio effectively captured the distinct variations among the investigated mixtures regarding crack initiation resistance. The observation in Figure 5a–g clearly supports the quantitative trends presented in Table 7.
Qualitatively, comparing the cracking patterns of the various groups, the control mixture indicated the fewest cracks with a comparatively higher visible crack width, reflecting stress concentration and a more brittle and abrupt failure behavior. In contrast, the addition of limestone powder (LP) and granulated blast-furnace slag (GBS) led to a relative increase in the number of cracks with a corresponding reduction in their visible width, as observed photographically. This demonstrates a delay in the development of critical cracks and an enhancement in stress distribution within the concrete matrix. Steel fiber-reinforced mixtures exhibit the highest density of microcracks with relatively smaller visible widths, indicating that crack bridging effectively prevents their propagation and transforms the failure pattern into a more gradual, flexible one.
3.6. Load–Deflection Relationship
The findings in Figure 6 indicate that substituting cement for limestone powder (LP) alters the initial stiffness and the nature of crack formation, which has an impact on the structural response. SN-0S10L shows a 30.4% decrease in ultimate load in comparison to the control mix, with an initial stiffness of 13.7 kN/mm2 and a ductility index similar to the control mix, demonstrating a relative preservation of stress transmission efficiency despite the onset of internal structural weakness. In contrast, SN-0S30L exhibits a higher reduction in ultimate load of 43.5% compared to the control mix, along with a 13.3% increase in final deflection and a higher ductility index. This shows that less stiff and more deformable behavior is attributed to reduced hydration product formation and accelerated crack development. Overall, the figure indicates that the LP effect extends beyond decreasing ultimate strength to reshaping the stiffness–ductility balance within the concrete matrix compared to the control mix.
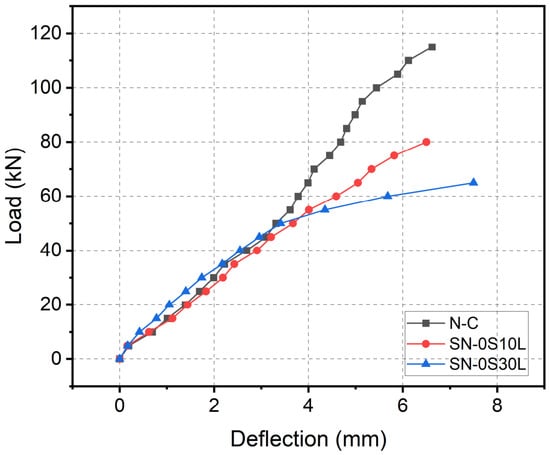
Figure 6.
Load–deflection response (effect of LP without GBFS).
The impact of granulated blast-furnace slag (GBFS), as illustrated in Figure 7, indicates a relative enhancement in structural behavior that is attributed to the pozzolanic reaction and an increase in the density of the concrete matrix in comparison to the control mixture. SN-55S0L exhibits a slight decrease in ultimate load of 8.7% with an initial stiffness of 12.56 kN/mm2, while the absorption energy increased by 9.8%, showing an enhanced ability of the matrix to redistribute stresses and an increase in ductility. With an initial stiffness of 16.03 kN/mm2, SN-30S0L indicates a 26.1% reduction in ultimate load when compared to the control mix. However, its absorption energy decreased by 7.7%, demonstrating less effective energy absorption behavior despite a comparatively maintained stiffness. Overall, the figure reflects that, depending on the substitution ratio, the inclusion of granulated blast-furnace slag not only affects the ultimate strength but also reshapes the relationship between stiffness and absorption energy in comparison to the control mixture.
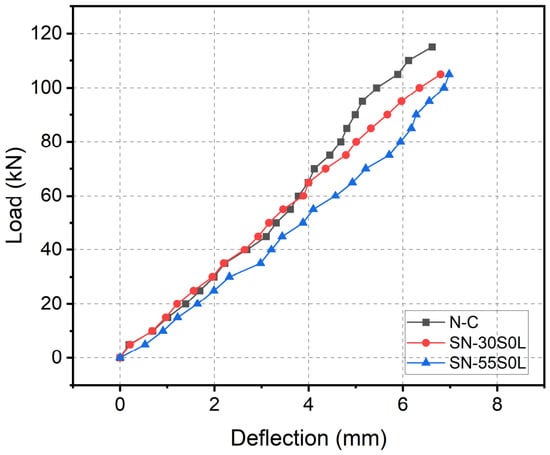
Figure 7.
Load–deflection response (effect of GBFS without limestone).
As for the effects of hybrid mixtures (Figure 8), the structural behavior was clearly affected by the interaction between granulated blast-furnace slag and limestone powder when compared to the control mixture. With a ductility index increasing to approximately 6.04 and an increase in initial stiffness to 20.66 kN/mm2, the mix incorporating 10% of limestone powder shows a significant enhancement in absorption energy, indicating high efficiency in stress redistribution and delaying crack development. Although a relatively acceptable absorption energy was still present, increasing the LP ratio to 20% led to a significant reduction in the ultimate load when compared to the control mix, with a reduction in initial stiffness to 10.92 kN/mm2 and a decrease in the ductility index to approximately 3.22. This shows that when the replacement ratio increases, the matrix’s ability to resist cracking gradually deteriorates. Overall, the figure demonstrates that the balance between granulated blast-furnace slag and limestone powder directly impacts structural performance. When compared to the control mix, lower limestone powder ratios achieve enhanced stiffness and ductility, whereas increasing LP ratios gradually reduced structural efficiency.
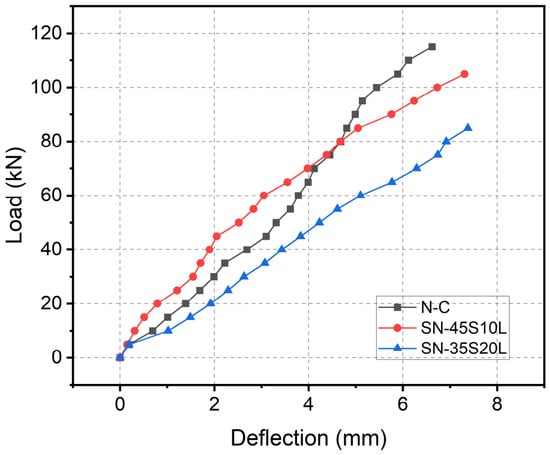
Figure 8.
Load–deflection response (Combined GBFS and limestone effect).
The effect of steel fibers (Figure 9) indicates a clear enhancement in post-cracking performance compared to the FRC-C mix, due to the activation of the crack-bridging mechanism and the enhancement of stress redistribution capacity. The SFRC-45S10L2VF mixture exhibits an increase in the ultimate load to 119 kN, along with an increase in the ductility index to approximately 5.97 and an absorption energy of approximately 640 kN·mm2, compared to the FRC-C mix. Despite a slight increase in the ultimate deflection, this reflects a clear enhancement in post-cracking performance. On the other hand, the SFRC-45S10L1.5VF mixture exhibits similar behavior with an ultimate load of 105 kN, a ductility of approximately 5.22, and an absorption energy of approximately 610 kN·mm2. However, its performance was relatively lower than that of a 2% fiber mix, showing an optimal fiber ratio that achieves the best balance between ductility and stiffness. Overall, the figure shows that the inclusion of steel fibers not only impacts the ultimate strength but also significantly improves post-cracking behavior compared to the FRC-C mix by increasing crack bonding efficiency and enhancing energy absorption.
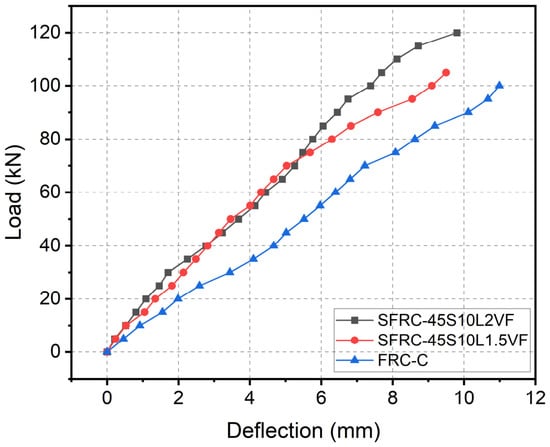
Figure 9.
Load–deflection response (effect of steel fibers and hybrid modification).
Figure 10 illustrates that the distribution of steel fibers within the thickness of the RC slab affects structural behavior. It shows that the positioning of fibers in the tension region is crucial for improving stress transfer mechanisms after cracking. Compared to a 40% distribution, a mixture with a 50% fiber distribution indicates a significant enhancement in initial stiffness (23.81 kN/mm2), a ductility index of approximately 6.39, and an increase in ultimate load to 95 kN; despite the absorption energy being adequate, a 40% fiber dispersion led to a significant reduction in stiffness (10.04 kN/mm2) and a ductility index of approximately 2.74. This demonstrates that a lower fiber concentration in the tensile region weakens the post-cracking response and reduces the effectiveness of crack bonding. Overall, the findings confirm that the effectiveness of steel fibers depends not only on their percentage but also on their distribution within the cross-section. Better structural performance in terms of stiffness, ductility, and stress redistribution efficiency results from a higher concentration in the tensile region.
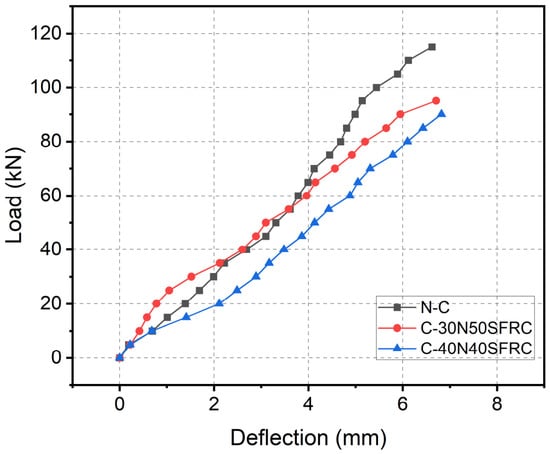
Figure 10.
Load–deflection response (two-stage casting configuration).
3.7. Discussion of Material Influence
The disparity in the structural performance of the examined RC slabs may be related to modifications in the microstructure of the concrete matrix, particularly in the quality of the interfacial transition zone (ITZ), crack-control mechanisms, and matrix densification.
Limestone powder (LP) leads to enhanced cement matrix density and particle compaction via its filler impact, leading to a limited enhancement in microstructure. However, high substitution ratios may decrease the efficient cement content and adversely impact mechanical characteristics.
Conversely, granulated blast-furnace slag (GBFS) leads to enhancing the concrete microstructure via its pozzolanic and hydraulic reactions. This results in increased matrix density and enhanced quality of the interfacial transition region between the aggregate and cement paste, thereby improving crack propagation resistance and stress distribution. The steel fibers contribute significantly to enhancing structural performance through crack-bridging mechanisms. They limit crack width and propagation, increasing the concrete’s load-carrying capacity after cracking, which improves ductility, provides greater resistance to progressive cracking, and higher energy absorption capacity.
Despite these enhancements, punching shear failure existed as the primary failure pattern in all reinforced concrete slabs, exhibiting that the utilization of sustainable cementitious materials and steel fibers enhances crack development, load-bearing capacity, and ductility without modifying the fundamental failure mechanism of the reinforced concrete slabs.
3.8. Comparison Between Experimental and ACI Predictions
The experimental punching shear capacities of the tested reinforced concrete slabs were compared with theoretical predictions calculated in accordance with the provisions of ACI 318-19, (Section 22.6.5.2) [46]. The code-based punching shear strength was estimated using the conventional equation for slabs without shear reinforcement, considering the critical perimeter located at a distance of d/2 from the column face. In this study, the column dimensions were 80 × 80 mm. The calculations were performed using the following equations, as specified in Section 22.6.5.2 of ACI 318-19, where the stress corresponding to the nominal two-way shear strength provided by the concrete (vc) was taken as the minimum value of the following three expressions:
where:
vc: stress corresponding to nominal two-way shear strength provided by concrete, MPa.
Then we find the nominal shear strength provided by concrete by using the following equation:
where:
Vc: nominal shear strength provided by concrete (kN).
bo: perimeter of critical section for two-way shear in slabs, mm.
d: distance from extreme compression fiber to centroid of longitudinal tension reinforcement, mm.
The results obtained from the theoretical calculations based on the ACI code are presented in Table 8.
Table 8.
Comparison of the ultimate load between the experimental and the values calculated according to the ACI 318-19 code for the specimen.
As presented in Table 8, a comparison between the experimental and ACI-predicted punching shear capacities revealed that the code consistently underestimates the actual strength of all tested slabs, with Pu/Vc ratios ranging from 1.04 to 1.80. For the control specimens, namely N-C and FRC-C, the ratios reached 1.65 and 1.58, respectively, indicating that even conventional and fiber-reinforced concretes exceed ACI predictions. Among the slag- and limestone-based mixes, SN-OS10L and SN-OS30L exhibited lower performance, with Pu/Vc values of 1.36 and 1.04, respectively, suggesting that higher limestone content without sufficient reactive components may reduce punching resistance. In contrast, mixes incorporating GBFS, such as SN-30SOL and SN-55SOL, showed improved performance with ratios of 1.59 and 1.62, highlighting the beneficial role of slag in enhancing the microstructure.
Furthermore, the combined use of GBFS and limestone powder, as observed in SN-45S10L and SN-35S20L, resulted in Pu/Vc ratios of 1.70 and 1.34, respectively, demonstrating that optimized proportions can significantly improve structural performance. The highest punching shear capacity was recorded for SFRC-45S10L2VF (Pu/Vc = 1.80), followed by SFRC-45S10L1.5VF (Pu/Vc = 1.48), confirming the significant contribution of steel fibers through crack-bridging mechanisms and enhanced ductility. On the other hand, the composite specimens C-40N40SFRC and C-30N50SFRC achieved moderate improvements, with Pu/Vc values of 1.42 and 1.48, respectively, which may be attributed to interface effects between layers.
Overall, the findings demonstrate that the ACI 318 provisions do not account for the beneficial effects of supplementary cementitious materials such as GBFS and limestone powder, resulting in conservative predictions. This highlights the need for modified design approaches when dealing with advanced concrete systems.
4. Conclusions
Based on the experimental investigation of reinforced concrete slabs incorporating sustainable cementitious blends and discrete steel fibers, the following conclusions may be drawn:
- The control specimen obtained the compressive strength of 38.3 MPa and was used as a benchmark value to assess the structural performance and mechanical properties of the sustainable concrete specimens in the examined RC slabs.
- Partial substitution of cement with limestone powder (LP) led to a significant reduction in both the final punching shear capacity and compressive strength, specifically at high substitution ratios. This is attributed to the diminishing impact and limited cementitious performance of limestone powder (LP).
- RC mixtures containing granulated blast-furnace slag (GBFS) demonstrated comparatively improved mechanical performance in comparison with mixes incorporating only limestone powder (LP). This is owing to the granulated blast-furnace slag’s inherent hydraulic characteristic, which enhances stress distribution and cementitious matrix density within the concrete.
- Sustainable cementitious mixtures with moderate substitution ratios exhibited satisfactory structural performance, validating the possibility of decreasing cement consumption without significantly impacting the structural capacity of the RC slabs.
- The addition of discrete steel fibers resulted in a marked enhancement in the structural performance of the RC slabs by limiting crack propagation and improving crack control in the critical punching shear area.
- The fiber-reinforced slabs demonstrated an increased Pcr/Pu ratio, along with enhanced ductility and energy absorption capacity, showing that the fibers led to delaying stiffness degradation and enhancing post-cracking behavior.
- The combined impact of sustainable cementitious materials with fiber reinforcement enhanced crack-bonding mechanisms and stress redistribution, causing more consistent load-deflection behavior and improving the deformation capacity before the punching failure.
- Even though all samples ultimately failed owing to punching shear failure, the results show that shear strength is determined not only by compressive strength but is also affected by crack control mechanisms, tensile behavior, and post-cracking stress transfer.
- From an engineering approach, the results demonstrated that incorporating sustainable cementitious materials and steel fibers provides an effective approach for formulating more sustainable RC slabs with enhanced structural performance and decreased cement consumption.
- The findings indicated that the addition of steel fiber (SFRC) achieved the greatest enhancement in structural performance. The ultimate load increased to 119 kN, the absorption energy increased to approximately 640 kN·mm2, and the ductility index increased significantly to approximately 5.97. This reflects that the effectiveness of the crack-bonding mechanism enhances ultimate failure resistance.
- Comparing the practical ultimate load results with the values calculated according to the ACI 318-19 code shows that the practical values generally indicated higher strength than the theoretical values, with the increase in ultimate load ranging from approximately 4% to 80%, depending on the RC slab specimens. The results also demonstrated that the practical ultimate loads (63 to 119 kN) were higher than the values calculated according to the code (60.83 to 69.42 kN). This verifies that the code adopts a conservative method for estimating punching shear strength to ensure safety. This difference is attributed to enhanced concrete properties, the impact of admixtures and fibers, and actual construction conditions compared to theoretical assumptions.
Author Contributions
A.S.K.: conceptualization, writing, and editing. A.Z.H.: method development and editing. M.S.Z. and K.Z.N.: conceptualization, method development, writing, and editing. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors on request.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Altomonte, S.; Rutherford, P.; Wilson, R. Mapping the way forward: Education for sustainability in architecture and urban design. Corp. Soc. Responsib. Environ. Manag. 2014, 21, 143–154. [Google Scholar] [CrossRef]
- Zavadskas, E.K.; Šaparauskas, J.; Antucheviciene, J. Sustainability in construction engineering. Sustainability 2018, 10, 2236. [Google Scholar] [CrossRef]
- Majhi, R.K.; Nayak, A.N. Bond, durability and microstructural characteristics of ground granulated blast furnace slag based recycled aggregate concrete. Constr. Build. Mater. 2019, 212, 578–595. [Google Scholar] [CrossRef]
- DePree, P.J.; Ferry, C.T. Mitigation of expansive electric arc furnace slag in brownfield redevelopment. In GeoCongress 2008: Geosustainability and Geohazard Mitigation; American Society of Civil Engineers: Reston, VA, USA, 2008; pp. 271–278. [Google Scholar] [CrossRef]
- Lee, Y.-J.; Kim, H.-G.; Kim, M.-J.; Kim, D.-H.; Kim, D.-S.; Kim, K.-H. Bond performance of reinforced concrete beams with electric arc furnace slag aggregates. Constr. Build. Mater. 2020, 244, 118366. [Google Scholar] [CrossRef]
- Gencel, O.; Munir, M.J.; Kazmi, S.M.S.; Sutcu, M.; Erdogmus, E.; Velasco, P.M.; Quesada, D.E. Recycling industrial slags in production of fired clay bricks for sustainable manufacturing. Ceram. Int. 2021, 47, 30425–30438. [Google Scholar] [CrossRef]
- Nanni, A. Fatigue behaviour of steel fiber reinforced concrete. Cem. Concr. Compos. 1991, 13, 239–245. [Google Scholar] [CrossRef]
- Eik, M.; Puttonen, J.; Herrmann, H. An orthotropic material model for steel fibre reinforced concrete based on the orientation distribution of fibres. Compos. Struct. 2015, 121, 324–336. [Google Scholar] [CrossRef]
- Islam, M.S.; Alam, S. Principal component and multiple regression analysis for steel fiber reinforced concrete (SFRC) beams. Int. J. Concr. Struct. Mater. 2013, 7, 303–317. [Google Scholar] [CrossRef]
- Rahman, M.; Ismail, A.E.; Ramli, M.F.; Rashid, A.H.A.; Khan, T.; Ahmed, O.S.; Sebaey, T.A. Review of Predictions of Tensile and Flexural Properties of Fiber-Reinforced Composites Using Machine Learning Models. J. Compos. Sci. 2026, 10, 212. [Google Scholar] [CrossRef]
- Mechakra, H.; Kheddache, L.; Safi, B.; Pribulova, A.; Futas, P.; Chahour, K.; Alkadri, M.F.; Grabowska, B. Modeling the Mechanical Bending Behavior of Steel Fiber-Reinforced Self-Compacting Mortars: Analysis of Fiber Distribution Effect. J. Compos. Sci. 2026, 10, 168. [Google Scholar] [CrossRef]
- Alabdulhady, M.Y.; Naser, K.Z.; Mahdi, M.S.; Moustafa, A. Comprehensive evaluation of sustainable Self-Compacting concrete (SCC) with High-Density Polyvinyl Chloride (HDPVC) recycled pipes as partial coarse aggregate replacement. Ain Shams Eng. J. 2025, 16, 103788. [Google Scholar] [CrossRef]
- Reiser, P.; Becker, C.; Baumann, A.; Motsch-Eichmann, N.; Hausmann, J. Investigation of the Cyclic Behavior of Unidirectional rCFRP with Focus on the Characterization of the Residual Strength Behavior. J. Compos. Sci. 2026, 10, 148. [Google Scholar] [CrossRef]
- Cefis, N.; Rosso, R.; Astori, P.; Airoldi, A.; Fedele, R. Ballistic Impact Tests on Fiber Metal Laminates: Experiments and Modeling. J. Compos. Sci. 2026, 10, 147. [Google Scholar] [CrossRef]
- Al Tekreeti, M.; Bahadori-Jahromi, A.; Room, S.; Tariq, Z. Optimized Machine Learning Models for Predicting Compressive, Tensile, and Flexural Strengths of Multi-Fiber Recycled Aggregate Concrete. J. Compos. Sci. 2026, 10, 144. [Google Scholar] [CrossRef]
- Naser, K.Z.; Almayah, A.A.; Abbas, A.M. Shear strength and behavior of eco-friendly RC corbels. Results Eng. 2025, 25, 104101. [Google Scholar] [CrossRef]
- Amata, C.; Panizzi, S.; Farinini, E.; Pavese, M.; Lavagna, L. Functionalized carbon material in cement-based composites, a multivariate approach. J. Compos. Sci. 2026, 10, 141. [Google Scholar] [CrossRef]
- Miroshnichenko, D.; Purys, V.; Kariev, A.; Lebedev, V.; Shestopalov, O.; Kulinich, S.; Lavrova, I.; Miroshnychenko, M.; Bogoyavlenska, O.; Masikevych, Y.; et al. Combined Carbon-Based Materials Modification of Polyamide Waste Agglomerate for Designing Sustainable Polymer Composites with Enhanced Performance. J. Compos. Sci. 2026, 10, 135. [Google Scholar] [CrossRef]
- Redondo-Mosquera, J.; Esparza-Cervantes, F.; Altamiranda-Ramos, J.E.; Castillo-Suárez, L.; Abellán-García, J. Direct Tensile Behavior of High Recycled-Glass Ultra-High-Performance Concrete Reinforced with Recycled Polyethylene and Commercial Fibers. J. Compos. Sci. 2026, 10, 117. [Google Scholar] [CrossRef]
- Al-Hussein, A.; Majeed, F.H.; Naser, K.Z. Tension Lap Splices in Recycled-Aggregate Concrete Strengthened with Steel–Polyolefin Fibers. Fibers 2024, 12, 60. [Google Scholar] [CrossRef]
- Wang, H.; Zhou, H.; Hao, D.; Zhang, Y.; Tian, T. Effect of Surface Roughness and Skin–Core Structure of Dry-Jet Wet-Spun T800G Carbon Fiber on the Impact Resistance of Carbon Fiber-Reinforced Composites. J. Compos. Sci. 2026, 10, 44. [Google Scholar] [CrossRef]
- Al-Qutaifi, S.; Rashid, R.M.; Kawoosh, A.S. Cost-Effective Perspective of Fiber-Reinforced Geopolymer Concrete Under Different Curing Regimes. Constr. Mater. 2025, 5, 81. [Google Scholar] [CrossRef]
- Mohammed, B.K.; Al-Numan, B.S. Effectiveness of limestone powder as a partial replacement of cement on the punching shear behavior of normal-and high-strength concrete flat slabs. Sustainability 2024, 16, 2151. [Google Scholar] [CrossRef]
- Saleh, M.A.; Su, Z.; Zhang, J. Novel sustainable steel fiber reinforced preplaced aggregate concrete incorporating Portland limestone cement. Sci. Rep. 2024, 14, 10937. [Google Scholar] [CrossRef]
- Sharma, Y.; Yeluri, M.; Allena, S.; Owusu-Danquah, J. Incorporating limestone powder and ground granulated blast furnace slag in ultra-high performance concrete to enhance sustainability. Int. J. Concr. Struct. Mater. 2024, 18, 79. [Google Scholar] [CrossRef]
- Patel, V.J.; Juremalani, J.; Kumavat, H.R. Incorporation of high volume ground granulated slag from blast furnaces in pavement quality concrete. Eng. Technol. Appl. Sci. Res. 2024, 14, 14888–14893. [Google Scholar] [CrossRef]
- Hafez, H.; Malchiodi, B.; Tošić, N.; Drewniok, M.; Purnell, P.; de la Fuente, A. Decarbonization potential of steel fibre-reinforced limestone calcined clay cement concrete one-way slabs. Constr. Build. Mater. 2024, 435, 136847. [Google Scholar] [CrossRef]
- Lee, Y.-J.; Kim, H.-G.; Kim, K.-H. Effect of ground granulated blast furnace slag replacement ratio on structural performance of precast concrete beams. Materials 2021, 14, 7159. [Google Scholar] [CrossRef]
- Majhi, R.K.; Nayak, A.N.; Mukharjee, B.B. Characterization of lime activated recycled aggregate concrete with high-volume ground granulated blast furnace slag. Constr. Build. Mater. 2020, 259, 119882. [Google Scholar] [CrossRef]
- Abdel-Rahman, A.M.; Hassan, N.Z.; Soliman, A.M. Punching shear behavior of reinforced concrete slabs using steel fibers in the mix. HBRC J. 2018, 14, 272–281. [Google Scholar] [CrossRef]
- Mohammad Ali, A.A.; Saleh, I.S.; Kawoosh, A.S. Structural behavior of axially loaded shear walls with openings. Int. J. Civ. Eng. Technol. (IJCIET) 2018, 9, 578–596. [Google Scholar]
- Van Leeuwen, R. The Effects of Limestone Powder Particle Size on the Mechanical Properties and the Life Cycle Assessment of Concrete. Ph.D. Thesis, Texas State University, San Marcos, TX, USA, 2016. Available online: https://digital.library.txstate.edu/handle/10877/6964 (accessed on 9 May 2026).
- ASTMC349; Standard Test Method for Compressive Strength of Hydraulic-Cement Mortars (Using Portions of Priss Broken in Flexure). ASTM International: West Conshohocken, PA, USA, 2018; pp. 1–4. [CrossRef]
- ASTM C191; Standard Test Methods for Time of Setting of Hydraulic Cement by Vicat Needle. ASTM International: West Conshohocken, PA, USA, 2021; pp. 1–8. [CrossRef]
- ASTM C204; Standard Test Methods for Fineness of Hydraulic Cement by Air—Permeability. ASTM International: West Conshohocken, PA, USA, 2019; pp. 1–11. [CrossRef]
- ASTMC128-01; Standard Test Method for Density, Relative Density (Specific Gravity), and Absorption. ASTM International: West Conshohocken, PA, USA, 2001.
- EFNARC. The European Guidelines for Self-Compacting Concrete Specification, Production and Use; European Federation of Producers and Applicators of Specialist Products for Structures: Farnham, UK, 2005. [Google Scholar]
- Xu, G.; Tian, Q.; Miao, J.; Liu, J. Early-age hydration and mechanical properties of high volume slag and fly ash concrete at different curing temperatures. Constr. Build. Mater. 2017, 149, 367–377. [Google Scholar] [CrossRef]
- ACI Committee 544. State-of-the-art on fiber reinforced concrete. In ACI Manual of Concrete Practice; American Concrete Institute: Farmington Hills, MI, USA, 1988. [Google Scholar]
- ASTM C494; Standard Specification for Chemical Admixtures for Concrete. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM A615/A615M-04b; Standard Specification for Deformed and Plain Carbon Steel Bars for Concrete Reinforcement. ASTM International: West Conshohocken, PA, USA, 2004; pp. 1–6.
- Bentur, A.; Mindess, S. Fibre Reinforced Cementitious Composites; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete, 5th ed.; Pearson Education: London, UK, 2011. [Google Scholar]
- Mehta, P.K.; Monteiro, P.J.M. Concrete: Microstructure, Properties, and Materials, 4th ed.; McGraw-Hill Education: Columbus, OH, USA, 2014; Available online: https://www.accessengineeringlibrary.com/content/book/9780071797870 (accessed on 9 May 2026).
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- ACI 318-19; Building Code Requirements for Structural Concrete and Commentary. American Concrete Institute: Farmington Hills, MI, USA, 2019.












Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.