
Pipeline In-Line Inspection Method, Instrumentation and Data Management


 , , ,
, , ,  and
and
Abstract
1. Introduction
2. Non-Destructive Testing (NDT) for In-Line Inspection
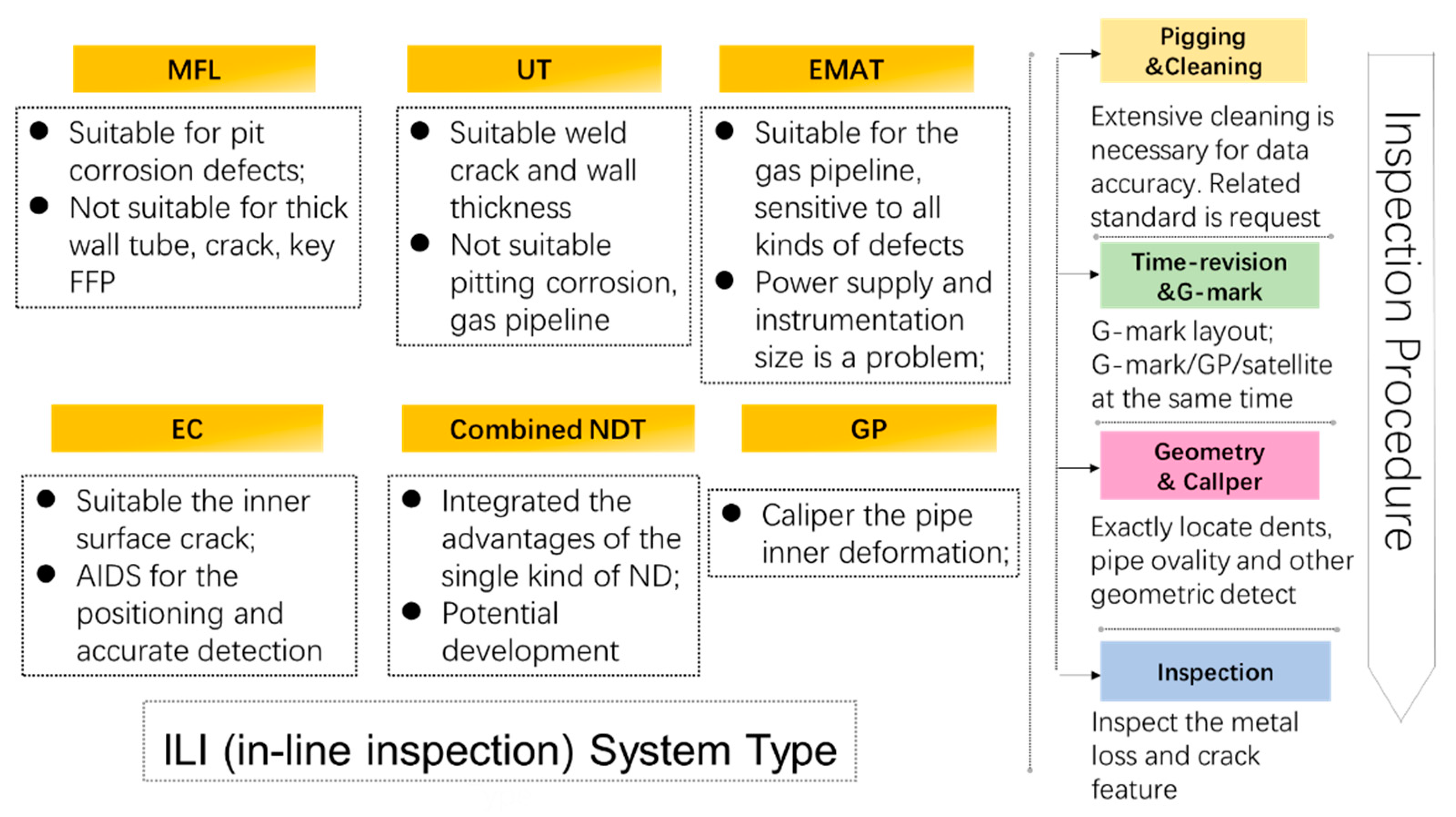
- Magnetic Flux Leakage Inspection (MFL)
- Ultrasonic Inspection (UT)
- Eddy Current (EC) Technique
- Eddy Current Pulsed Thermography (ECPT)
- Magnetic Barkhausen Noise (MBN)
- Radiography Testing (RT)
- Acoustic Emission (AE) Inspection
3. Pipeline Inspection Gauge (PIG) and Other Un-Piggable Robotic Inspection Systems
3.1. Pipeline Inspection Gauge (PIG)
3.2. Other In-Line-Inspection Systems Suitable for Un-Piggable Pipelines
4. Data Management
4.1. Defect Quantification and Classification
4.2. Pipeline Defect Growth Prediction and Condition-Based Maintenance
4.3. Integrated Data Management System and Cloud-Based Management
5. Challenges, Problems and Development Trend
- Multi-physical integration and fusion inspection are expected.
- Robotic and instrumental challenge of speed effect and robustness and adaptivity for varied environments
- Accuracy of location and sizing of defect detection, classification, and quantification
- Multiple parameter measurement and characterization, e.g., integration of inspection and structural health monitoring, e.g., defect detection and stress characterization
- Lifetime prediction, AI-assisted condition-based maintenance through intelligent data management and security
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Zakikhani, K.; Nasiri, F.; Zayed, T. A review of failure prediction models for oil and gas pipelines. J. Pipeline Syst. Eng. Pract. 2020, 11, 03119001. [Google Scholar] [CrossRef]
- Lu, H.; Behbahani, S.; Azimi, M.; Matthews, J.C.; Han, S.; Iseley, T. Trenchless construction technologies for oil and gas pipelines: State-of-the-art review. J. Constr. Eng. Manag. 2020, 146, 03120001. [Google Scholar] [CrossRef]
- Coramik, M.; Ege, Y. Discontinuity inspection in pipelines: A comparison review. Measurement 2017, 111, 359–373. [Google Scholar] [CrossRef]
- Vanaei, H.A.; Eslami, A.; Egbewande, A. A review on pipeline corrosion, in-line inspection (ILI), and corrosion growth rate models. Int. J. Press. Vessel. Pip. 2017, 149, 43–54. [Google Scholar] [CrossRef]
- Alamri, A.H. Localized Corrosion and Mitigation Approach of Steel Materials Used in Oil and Gas Pipelines—An overview. Eng. Fail. Anal. 2020, 116, 104735. [Google Scholar] [CrossRef]
- Budhe, S.; Banea, M.; Rohem, N.; Sampaio, E.; de Barros, S. Failure pressure analysis of composite repair system for wall loss defect of metallic pipelines. Compos. Struct. 2017, 176, 1013–1019. [Google Scholar] [CrossRef]
- Guo, X.; Zhang, L.; Liang, W.; Haugen, S. Risk identification of third-party damage on oil and gas pipelines through the Bayesian network. J. Loss Prev. Process Ind. 2018, 54, 163–178. [Google Scholar] [CrossRef]
- Cosham, A.; Hopkins, P. The effect of dents in pipelines—Guidance in the pipeline defect assessment manual. Int. J. Press. Vessel. Pip. 2004, 81, 127–139. [Google Scholar] [CrossRef]
- Mambetov, R.F.; Kushnarenko, V.M.; Hafizov, F.S. Causes of the field flowline weld joint rust-through damage. Pipeline Sci. Technol. 2020, 4, 98–107. [Google Scholar] [CrossRef]
- Mustapha, A.; Charles, E.; Hardie, D. Evaluation of environment-assisted cracking susceptibility of a grade X100 pipeline steel. Corros. Sci. 2012, 54, 5–9. [Google Scholar] [CrossRef]
- Yin, Y.; Yang, X.; Cui, L.; Wang, F.; Li, S. Material flow influence on the weld formation and mechanical performance in underwater friction taper plug welds for pipeline steel. Mater. Des. 2015, 88, 990–998. [Google Scholar] [CrossRef]
- Feng, Q.; Li, R.; Nie, B.; Liu, S.; Zhao, L.; Zhang, H. Literature review: Theory and application of in-line inspection technologies for oil and gas pipeline girth weld defection. Sensors 2017, 17, 50. [Google Scholar] [CrossRef]
- Wright, R.F.; Lu, P.; Devkota, J.; Lu, F.; Ziomek-Moroz, M.; Ohodnicki, P.R. Corrosion sensors for structural health monitoring of oil and natural gas infrastructure: A review. Sensors 2019, 19, 3964. [Google Scholar] [CrossRef] [PubMed]
- Vilkys, T.; Rudzinskas, V.; Prentkovskis, O.; Tretjakovas, J.; Višniakov, N.; Maruschak, P. Evaluation of failure pressure for gas pipelines with combined defects. Metals 2018, 8, 346. [Google Scholar] [CrossRef]
- Quej-Ake, L.M.; Rivera-Olvera, J.N.; Domínguez-Aguilar, Y.d.R.; Avelino-Jiménez, I.A.; Garibay-Febles, V.; Zapata-Peñasco, I. Analysis of the Physicochemical, Mechanical, and Electrochemical Parameters and Their Impact on the Internal and External SCC of Carbon Steel Pipelines. Materials 2020, 13, 5771. [Google Scholar] [CrossRef]
- Bertolini, L.; Carsana, M.; Pedeferri, P. Corrosion behaviour of steel in concrete in the presence of stray current. Corros. Sci. 2007, 49, 1056–1068. [Google Scholar] [CrossRef]
- Bonab, M.M. Effects of different parameters on initiation and propagation of stress corrosion cracks in pipeline steels: A review. Metals 2019, 9, 590. [Google Scholar] [CrossRef]
- Ghosh, G.; Rostron, P.; Garg, R.; Panday, A. Hydrogen induced cracking of pipeline and pressure vessel steels: A review. Eng. Fract. Mech. 2018, 199, 609–618. [Google Scholar] [CrossRef]
- Zhu, Q.; Cao, A.; Zaifend, W.; Song, J.; Shengli, C. Stray current corrosion in buried pipeline. Anti-Corros. Methods Mater. 2011, 58, 234–237. [Google Scholar] [CrossRef]
- Safizadeh, M.; Azizzadeh, T. Corrosion detection of internal pipeline using NDT optical inspection system. NDT E Int. 2012, 52, 144–148. [Google Scholar] [CrossRef]
- Lim, M.K.; Cao, H. Combining multiple NDT methods to improve testing effectiveness. Constr. Build. Mater. 2013, 38, 1310–1315. [Google Scholar] [CrossRef]
- Broberg, P.; Sjödahl, M.; Runnemalm, A. Comparison of NDT–methods for automatic inspection of weld defects. Int. J. Mater. Prod. Technol. 2015, 50, 1–21. [Google Scholar] [CrossRef]
- Camerini, C.; Rebello, J.M.A.; Braga, L.; Santos, R.; Chady, T.; Psuj, G.; Pereira, G. In-line inspection tool with eddy current instrumentation for fatigue crack detection. Sensors 2018, 18, 2161. [Google Scholar] [CrossRef]
- Tahan, M.; Tsoutsanis, E.; Muhammad, M.; Karim, Z.A. Performance-based health monitoring, diagnostics and prognostics for condition-based maintenance of gas turbines: A review. Appl. Energy 2017, 198, 122–144. [Google Scholar] [CrossRef]
- Ge, L.; Zhang, C.; Tian, G.; Xiao, X.; Ahmed, J.; Wei, G.; Hu, Z.; Xiang, J.; Robinson, M. Current Trends and Perspectives of detection and location for buried non-metallic pipelines. Chin. J. Mech. Eng. 2021. accepted for publication. [Google Scholar]
- Digheche, K.; Boumerzoug, Z.; Diafi, M.; Saadi, K. Influence of heat treatments on the microstructure of welded API X70 pipeline steel. Acta Metall. Slovaca 2017, 23, 72–78. [Google Scholar] [CrossRef]
- Lu, H.; Ma, X.; Huang, K.; Fu, L.; Azimi, M. Carbon dioxide transport via pipelines: A systematic review. J. Clean. Prod. 2020, 266, 121994. [Google Scholar] [CrossRef]
- Orazem, M. (Ed.) Underground Pipeline Corrosion; No. 63; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Farrag, K.; Marean, J.; Stubee, E.; Gauthier, S.; Oleksa, P. Pipeline Safety and Integrity Monitoring Technologies Assessment; Final Project Report; California Energy Commission: Sacramento, CA, USA, 2019. Available online: https://ww2.energy.ca.gov/2019publications/CEC-500-2019-053/CEC-500-2019-053.pdf (accessed on 9 July 2020).
- Wilson, J.W.; Tian, G.Y.; Barrans, S. Residual magnetic field sensing for stress measurement. Sens. Actuators A Phys. 2007, 135, 381–387. [Google Scholar] [CrossRef]
- Shukla, A.; Karki, H. Application of robotics in onshore oil and gas industry—A review Part I. Robot. Auton. Syst. 2016, 75, 490–507. [Google Scholar] [CrossRef]
- Wilson, J.W.; Tian, G.Y. 3D magnetic field sensing for magnetic flux leakage defect characterisation. Insight-Non-Destr. Test. Cond. Monit. 2006, 48, 357–359. [Google Scholar] [CrossRef]
- Li, Y.; Wilson, J.; Tian, G.Y. Experiment and simulation study of 3D magnetic field sensing for magnetic flux leakage defect characterisation. NDT E Int. 2007, 40, 179–184. [Google Scholar] [CrossRef]
- Pham, H.Q.; Tran, B.V.; Doan, D.T.; Le, V.S.; Pham, Q.N.; Kim, K.; Kim, C.; Terki, F.; Tran, Q.H. Highly Sensitive Planar Hall Magnetoresistive Sensor for Magnetic Flux Leakage Pipeline Inspection. IEEE Trans. Magn. 2018, 54, 1–5. [Google Scholar] [CrossRef]
- Liu, B.; He, L.Y.; Zhang, H.; Cao, Y.; Fernandes, H. The axial crack testing model for long distance oil-gas pipeline based on magnetic flux leakage internal inspection method. Measurement 2017, 103, 275–282. [Google Scholar] [CrossRef]
- Yang, L.; Wang, Z.; Gao, S. Pipeline magnetic flux leakage image detection algorithm based on multiscale SSD network. IEEE Trans. Ind. Inform. 2019, 16, 501–509. [Google Scholar] [CrossRef]
- Azad, A.; Kim, N. Design and optimization of an MFL coil sensor apparatus based on numerical survey. Sensors 2019, 19, 4869. [Google Scholar] [CrossRef] [PubMed]
- Azizzadeh, T.; Safizadeh, M. Estimation of the diameters, depths and separation distances of the closely-spaced pitting defects using combination of three axial MFL components. Measurement 2019, 138, 341–349. [Google Scholar] [CrossRef]
- Mukherjee, D.; Saha, S.; Mukhopadhyay, S. An adaptive channel equalization algorithm for MFL signal. NDT E Int. 2012, 45, 111–119. [Google Scholar] [CrossRef]
- D’orazio, T.; Leo, M.; Distante, A.; Guaragnella, C.; Pianese, V.; Cavaccini, G. Automatic ultrasonic inspection for internal defect detection in composite materials. NDT E Int. 2008, 41, 145–154. [Google Scholar] [CrossRef]
- Taheri, H.; Hassen, A.A. Nondestructive ultrasonic inspection of composite materials: A comparative advantage of phased array ultrasonic. Appl. Sci. 2019, 9, 1628. [Google Scholar] [CrossRef]
- Mohammadkhani, R.; Zanotti Fragonara, L.; Padiyar, M.J.; Petrunin, I.; Raposo, J.; Tsourdos, A.; Gray, I. Improving depth resolution of ultrasonic phased array imaging to inspect aerospace composite structures. Sensors 2020, 20, 559. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.; Wei, W.; Yongliang, J.; Chenghao, W.; Qingxi, Z.; Yunxuan, P. Ultrasonic digital phased array dynamic focusing system. Appl. Acoust. 2000, 19, 14–18. [Google Scholar]
- Chen, L. Application of phased array ultrasonic sectorial scanning technique in girth weld inspection of submarine pipeline. Nondestruct. Test. 2020, 42, 25–27. [Google Scholar]
- Matuda, M.; Buiochi, F.; Adamowski, J. Experimental analysis of surface detection methods for two-medium imaging with a linear ultrasonic array. Ultrasonics 2019, 94, 50–59. [Google Scholar] [CrossRef]
- McNamara, J.; di Scalea, F.L.; Fateh, M. Automatic defect classification in long-range ultrasonic rail inspection using a support vector machine-based smart system. Insight-Non-Destr. Test. Cond. Monit. 2004, 46, 331–337. [Google Scholar] [CrossRef]
- Moll, J.; Kathol, J.; Fritzen, C.P.; Moix-Bonet, M.; Rennoch, M.; Koerdt, M.; Herrmann, A.S.; Sause, M.G.R.; Bach, M. Open guided waves: Online platform for ultrasonic guided wave measurements. Struct. Health Monit. 2019, 18, 1903–1914. [Google Scholar] [CrossRef]
- Olisa, S.C.; Khan, M.A.; Starr, A. Review of Current Guided Wave Ultrasonic Testing (GWUT) Limitations and Future Directions. Sensors 2021, 21, 811. [Google Scholar] [CrossRef] [PubMed]
- Lowe, M.J.; Alleyne, D.N.; Cawley, P. Defect detection in pipes using guided waves. Ultrasonics 1998, 36, 147–154. [Google Scholar] [CrossRef]
- Khalili, P.; Cawley, P. The choice of ultrasonic inspection method for the detection of corrosion at inaccessible locations. NDT E Int. 2018, 99, 80–92. [Google Scholar] [CrossRef]
- Leinov, E.; Lowe, M.J.; Cawley, P. Ultrasonic isolation of buried pipes. J. Sound Vib. 2016, 363, 225–239. [Google Scholar] [CrossRef]
- Zuo, H.; Yang, Z.; Xu, C.; Tian, S.; Chen, X. Damage identification for plate-like structures using ultrasonic guided wave based on improved MUSIC method. Compos. Struct. 2018, 203, 164–171. [Google Scholar] [CrossRef]
- Kim, J.W.; Park, S. Magnetic flux leakage-based local damage detection and quantification for steel wire rope non-destructive evaluation. J. Intell. Mater. Syst. Struct. 2018, 29, 3396–3410. [Google Scholar] [CrossRef]
- Siqueira, M.; Gatts, C.; da Silva, R.; Rebello, J. The use of ultrasonic guided waves and wavelets analysis in pipe inspection. Ultrasonics 2004, 41, 785–797. [Google Scholar] [CrossRef]
- Wilcox, P.D. Omni-directional guided wave transducer arrays for the rapid inspection of large areas of plate structures. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2003, 50, 699–709. [Google Scholar] [CrossRef]
- Zhou, W.; Li, H.; Yuan, F.G. Fundamental understanding of wave generation and reception using d36 type piezoelectric transducers. Ultrasonics 2015, 57, 135–143. [Google Scholar] [CrossRef]
- Yu, L.; Giurgiutiu, V. Multi-mode damage detection methods with piezoelectric wafer active sensors. J. Intell. Mater. Syst. Struct. 2009, 20, 1329–1341. [Google Scholar]
- Liu, Z.; Zhao, J.; Wu, B.; Zhang, Y.; He, C. Configuration optimization of magnetostrictive transducers for longitudinal guided wave inspection in seven-wire steel strands. NDT E Int. 2010, 43, 484–492. [Google Scholar] [CrossRef]
- Hayashi, T.; Kawashima, K.; Sun, Z.; Rose, J.L. Guided Wave Propagation Mechanics across a Pipe Elbow. In Proceedings of the ASME 2003 Pressure Vessels and Piping Conference, Cleveland, OH, USA, 20–24 July 2003. [Google Scholar]
- Yeung, C.; Ng, C.T. Time-domain spectral finite element method for analysis of torsional guided waves scattering and mode conversion by cracks in pipes. Mech. Syst. Signal Process. 2019, 128, 305–317. [Google Scholar] [CrossRef]
- Brath, A.J.; Simonetti, F.; Nagy, P.B.; Instanes, G. Guided wave tomography of pipe bends. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2017, 64, 847–858. [Google Scholar] [CrossRef]
- Si, D.; Gao, B.; Guo, W.; Yan, Y.; Tian, G.; Yin, Y. Variational mode decomposition linked wavelet method for EMAT denoise with large lift-off effect. NDT E Int. 2019, 107, 102149. [Google Scholar] [CrossRef]
- Clough, M.; Fleming, M.; Dixon, S. Circumferential guided wave EMAT system for pipeline screening using shear horizontal ultrasound. NDT E Int. 2017, 86, 20–27. [Google Scholar] [CrossRef]
- Christen, R.; Bergamini, A.; Motavalli, M. Influence of steel wrapping on magneto-inductive testing of the main cables of suspension bridges. NDT E Int. 2009, 42, 22–27. [Google Scholar] [CrossRef]
- Yan, Y.; Liu, D.; Gao, B.; Tian, G.; Cai, Z. A Deep Learning-Based Ultrasonic Pattern Recognition Method for Inspecting Girth Weld Cracking of Gas Pipeline. IEEE Sens. J. 2020, 20, 7997–8006. [Google Scholar] [CrossRef]
- Herdovics, B.; Cegla, F. Long-term stability of guided wave electromagnetic acoustic transducer systems. Struct. Health Monit. 2020, 19, 3–11. [Google Scholar] [CrossRef]
- Shapoorabadi, R.J.; Konrad, A.; Sinclair, A. Improved finite element method for EMAT analysis and design. IEEE Trans. Magn. 2001, 37, 2821–2823. [Google Scholar] [CrossRef]
- Gao, H.; Lopez, B. Development of single-channel and phased array electromagnetic acoustic transducers for austenitic weld testing. Mater. Eval. 2010, 68, 821–827. [Google Scholar]
- Yalcinkaya, H.; Ozevin, D. The design and calibration of particular geometry piezoelectric acoustic emission transducer for leak detection and localization. Meas. Sci. Technol. 2013, 24, 095103. [Google Scholar] [CrossRef]
- Truong, T.C.; Lee, J.R. Thickness reconstruction of nuclear power plant pipes with flow-accelerated corrosion damage using laser ultrasonic wavenumber imaging. Struct. Health Monit. 2018, 17, 255–265. [Google Scholar] [CrossRef]
- Zhitluhina, J.; Perov, D.; Rinkevich, A.; Smorodinsky, Y.; Krning, M.; Permikin, V. Characterisation of steels with microdefects using a laser interferometry technique. Insight-Non-Destr. Test. Cond. Monit. 2007, 49, 267–271. [Google Scholar] [CrossRef]
- Wang, W.; Dalton, D.; Hua, X.; Wang, X.; Chen, Z.; Song, G. Experimental study on vibration control of a submerged pipeline model by eddy current tuned mass damper. Appl. Sci. 2017, 7, 987. [Google Scholar] [CrossRef]
- Sophian, A.; Tian, G.; Taylor, D.; Rudlin, J. Electromagnetic and eddy current NDT: A review. Insight 2001, 43, 302–306. [Google Scholar]
- Machado, M.A.; Antin, K.N.; Rosado, L.S.; Vilaça, P.; Santos, T.G. Contactless high-speed eddy current inspection of unidirectional carbon fiber reinforced polymer. Compos. Part B Eng. 2019, 168, 226–235. [Google Scholar] [CrossRef]
- Shull, P.J. Nondestructive Evaluation: Theory, Techniques, and Applications; CRC Press: Boca Raton, FL, USA, 2002. [Google Scholar]
- Yang, C.; Gao, B.; Ma, Q.; Xie, L.; Tian, G.Y.; Yin, Y. Multi-layer magnetic focusing sensor structure for pulsed remote field eddy current. IEEE Sens. J. 2018, 19, 2490–2499. [Google Scholar] [CrossRef]
- Shi, Y.; Luo, Q.; Wang, Z.; Zhang, W.; Li, Y. Dual sensing coils used for RFEC testing of joint casings in oil wells. Measurement 2019, 133, 68–76. [Google Scholar] [CrossRef]
- Fukutomi, H.; Takagi, T.; Nishikawa, M. Remote field eddy current technique applied to non-magnetic steam generator tubes. NDT E Int. 2001, 34, 17–23. [Google Scholar] [CrossRef]
- Chen, X.; Ding, T. Flexible eddy current sensor array for proximity sensing. Sens. Actuators A Phys. 2007, 135, 126–130. [Google Scholar] [CrossRef]
- Huang, H.; Sakurai, N.; Takagi, T.; Uchimoto, T. Design of an eddy-current array probe for crack sizing in steam generator tubes. NDT E Int. 2003, 36, 515–522. [Google Scholar] [CrossRef]
- He, Y.; Tian, G.; Pan, M.; Chen, D. Non-destructive testing of low-energy impact in CFRP laminates and interior defects in honeycomb sandwich using scanning pulsed eddy current. Compos. Part B Eng. 2014, 59, 196–203. [Google Scholar] [CrossRef]
- Tian, G.Y.; Sophian, A. Reduction of lift-off effects for pulsed eddy current NDT. NDT E Int. 2005, 38, 319–324. [Google Scholar] [CrossRef]
- Ona, D.I.; Tian, G.Y.; Sutthaweekul, R.; Naqvi, S.M. Design and optimisation of mutual inductance based pulsed eddy current probe. Measurement 2019, 144, 402–409. [Google Scholar] [CrossRef]
- Li, Y.; Yan, B.; Li, W.; Jing, H.; Chen, Z.; Li, D. Pulse-modulation eddy current probes for imaging of external corrosion in nonmagnetic pipes. NDT E Int. 2017, 88, 51–58. [Google Scholar] [CrossRef]
- Xie, S.; Duan, Z.; Li, J.; Tong, Z.; Tian, M.; Chen, Z. A novel magnetic force transmission eddy current array probe and its application for nondestructive testing of defects in pipeline structures. Sens. Actuators A Phys. 2020, 309, 112030. [Google Scholar] [CrossRef]
- Sun, Y.; Si, J.; Cooley, D.; Han, H.C.; Udpa, S.; Lord, W.; Qu, M.; Chen, M.; Zhao, Y. Efforts towards gaining a better understanding of the remote field eddy current phenomenon and expanding its applications. IEEE Trans. Magn. 1996, 32, 1589–1592. [Google Scholar] [CrossRef]
- Kim, D.; Udpa, L.; Udpa, S. Remote field eddy current testing for detection of stress corrosion cracks in gas transmission pipelines. Mater. Lett. 2004, 58, 2102–2104. [Google Scholar] [CrossRef]
- Wilson, J.; Tian, G.; Mukriz, I.; Almond, D. PEC thermography for imaging multiple cracks from rolling contact fatigue. NDT E Int. 2011, 44, 505–512. [Google Scholar] [CrossRef]
- He, Y.; Tian, G.Y.; Pan, M.; Chen, D.; Zhang, H. An investigation into eddy current pulsed thermography for detection of corrosion blister. Corros. Sci. 2014, 78, 1–6. [Google Scholar] [CrossRef]
- Ciampa, F.; Mahmoodi, P.; Pinto, F.; Meo, M. Recent advances in active infrared thermography for non-destructive testing of aerospace components. Sensors 2018, 18, 609. [Google Scholar] [CrossRef]
- Vrana, J.; Goldammer, M.; Baumann, J.; Rothenfusser, M.; Arnold, W. Mechanisms and models for crack detection with induction thermography. AIP Conf. Proc. 2008, 975, 475–482. [Google Scholar]
- Tranta, B.O. Thermo-inductive crack detection. Nondestruct. Test. Eval. 2007, 22, 137–153. [Google Scholar] [CrossRef]
- Tian, G.; Wilson, J.; Cheng, L.; Almond, D.P.; Kostson, E.; Weekes, B. Pulsed Eddy Current Thermography and Applications. In New Developments in Sensing Technology for Structural Health Monitoring; Springer: Berlin/Heidelberg, Germany, 2011; pp. 205–231. [Google Scholar]
- Mierczak, L.; Jiles, D.; Fantoni, G. A new method for evaluation of mechanical stress using the reciprocal amplitude of magnetic Barkhausen noise. IEEE Trans. Magn. 2010, 47, 459–465. [Google Scholar] [CrossRef]
- Jančárik, V.; Pal’a, J. Influence of lift off on Barkhausen noise parameters of construction steel. J. Electr. Eng. 2018, 69, 474–476. [Google Scholar] [CrossRef]
- Zeng, K.; Tian, G.; Liu, J.; Gao, B.; Qiu, F. Repeatability and stability study of residual magnetic field for domain wall characterization. J. Magn. Magn. Mater. 2019, 485, 391–400. [Google Scholar] [CrossRef]
- Suyama, F.M.; Delgado, M.R.; da Silva, R.D.; Centeno, T.M. Deep neural networks based approach for welded joint detection of oil pipelines in radiographic images with Double Wall Double Image exposure. NDT E Int. 2019, 105, 46–55. [Google Scholar] [CrossRef]
- Haith, M.I.; Ewert, U.; Hohendorf, S.; Bellon, C.; Deresch, A.; Huthwaite, P.; Lowe, M.J.S.; Zscherpel, U. Radiographic modelling for NDE of subsea pipelines. NDT E Int. 2017, 86, 113–122. [Google Scholar] [CrossRef]
- Malarvel, M.; Sethumadhavan, G.; Bhagi, P.C.R.; Kar, S.; Thangavel, S. An improved version of Otsu’s method for segmentation of weld defects on X-radiography images. Optik 2017, 142, 109–118. [Google Scholar] [CrossRef]
- Boaretto, N.; Centeno, T.M. Automated detection of welding defects in pipelines from radiographic images DWDI. NDT E Int. 2017, 86, 7–13. [Google Scholar] [CrossRef]
- Hou, W.; Zhang, D.; Wei, Y.; Guo, J.; Zhang, X. Review on computer aided weld defect detection from radiography images. Appl. Sci. 2020, 10, 1878. [Google Scholar] [CrossRef]
- Yazdani, S.; Yusof, R.; Riazi, A.; Karimian, A.; Hematian, A. Evaluation of pipelines in industrial radiography using image processing techniques. Adv. Sci. Eng. Med. 2014, 6, 81–85. [Google Scholar] [CrossRef]
- Grosse, C.U.; Ohtsu, M. Acoustic Emission Testing; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Quy, T.B.; Kim, J.M. Crack detection and localization in a fluid pipeline based on acoustic emission signals. Mech. Syst. Signal Process. 2021, 150, 107254. [Google Scholar] [CrossRef]
- Paton, B.; Lobanov, L.; Nedoseka, A.Y.; Nedoseka, S.; Milenin, A. On the application of AE technology in continuous monitoring of pipelines of power units operating at high temperatures. Int. J. Cond. Monit. 2018, 8, 100–105. [Google Scholar] [CrossRef]
- Wisner, B.; Mazur, K.; Perumal, V.; Baxevanakis, K.P.; An, L.; Feng, G.; Kontsos, A. Acoustic emission signal processing framework to identify fracture in aluminum alloys. Eng. Fract. Mech. 2019, 210, 367–380. [Google Scholar] [CrossRef]
- Ahn, B.; Kim, J.; Choi, B. Artificial intelligence-based machine learning considering flow and temperature of the pipeline for leak early detection using acoustic emission. Eng. Fract. Mech. 2019, 210, 381–392. [Google Scholar] [CrossRef]
- Shukla, A.; Karki, H. Application of robotics in offshore oil and gas industry—A review Part II. Robot. Auton. Syst. 2016, 75, 508–524. [Google Scholar] [CrossRef]
- Ab Rashid, M.Z.; Yakub, M.F.M.; bin Shaikh Salim, S.A.Z.; Mamat, N.; Putra, S.M.S.M.; Roslan, S.A. Modeling of the in-pipe inspection robot: A comprehensive review. Ocean Eng. 2020, 203, 107206. [Google Scholar] [CrossRef]
- Song, H.; Yang, L.; Liu, G.; Tian, G.; Ona, D.; Song, Y.; Li, S. Comparative Analysis of In-line Inspection Equipments and Technologies. IOP Conf. Ser. Mater. Sci. Eng. 2018, 382, 032021. [Google Scholar] [CrossRef]
- Sampath, S.; Chaurasiya, K.L.; Aryan, P.; Bhattacharya, B. An innovative approach towards defect detection and localization in gas pipelines using integrated in-line inspection methods. J. Nat. Gas Sci. Eng. 2021, 90, 103933. [Google Scholar] [CrossRef]
- Xie, M.; Tian, Z. A review on pipeline integrity management utilizing in-line inspection data. Eng. Fail. Anal. 2018, 92, 222–239. [Google Scholar] [CrossRef]
- Ma, Q.; Gao, B.; Tian, G.; Yang, C.; Xie, L.; Chen, K. High sensitivity flexible double square winding eddy current array for surface micro-defects inspection. Sens. Actuators A Phys. 2020, 309, 111844. [Google Scholar] [CrossRef]
- Al-Barqawi, H.; Zayed, T. Condition rating model for underground infrastructure sustainable water mains. J. Perform. Constr. Facil. 2006, 20, 126–135. [Google Scholar] [CrossRef]
- Banakhevych, Y.V. Technologies of cleaning and in-line inspection of gas mains. J. Hydrocarb. Power Eng. 2020, 7, 16–25. [Google Scholar]
- Stawicki, O.; Ahlbrink, R.; Schroeer, K. Shallow Internal Corrosion sensor technology for heavy pipe wall inspection. In Proceedings of the PPSA Seminar, Aberdeen, UK, 18 November 2009; Available online: http://www.ppsa-online.com/papers/09-Aberdeen/2009-05-Stawicki.pdf (accessed on 24 January 2012).
- Keuter, J. In-Line Inspection of Pipes Using Corrosion Resistant Alloys (CRA). In Proceedings of the PPSA Seminar, Aberdeen, UK, 19 November 2014. [Google Scholar]
- Barbian, A.; Beller, M. In-line inspection of high pressure transmission pipelines: State-of-the-art and future trends. In Proceedings of the 18th World Conference on Nondestructive Testing, Durban, South Africa, 16–20 April 2012. [Google Scholar]
- Krieg, W.; Beuker, T.; Klann, M.; Damaschke, J.; Lindner, H. A novel EMAT crack detection and coating disbondment (RoCD2) ILI technology. In Proceedings of the 2nd Pipeline Technology Conference, Hannover, Germany, 16–17 April 2007. [Google Scholar]
- I2I Pipelines. Available online: http://www.i2ipipelines.com/ (accessed on 9 April 2019).
- Denenberg, S.A.; Yanko, S.; Neil, J.G.; Todd, M.D.; Andrew, P.W.; Don, S.; Brian, M. Method and Apparatus for Measurement of Material Condition. UK Patent Application No. GB2534808A, 22 October 2014. [Google Scholar]
- Harris, C. Assessing mechanical damage using multiple data sets in inline inspection. In Proceedings of the Pigging Products and Services Association (PPSA) Seminar Papers, Aberdeen, UK, 14 November 2012. [Google Scholar]
- Shi, Y.; Zhang, C.; Li, R.; Cai, M.; Jia, G. Theory and application of magnetic flux leakage pipeline detection. Sensors 2015, 12, 31036–31055. [Google Scholar] [CrossRef] [PubMed]
- Xiaoting, G.; Yunpeng, S.; Huadong, S.; Chunfeng, X.; Haibo, Z.; Yunan, W. Design and application of magnetoelectric composite heterogeneous field multi-function sensor. In Proceedings of the 2019 14th IEEE International Conference on Electronic Measurement & Instruments (ICEMI), Changsha, China, 1–3 November 2019; pp. 880–885. [Google Scholar]
- Lindner, H. Deepwater, High-Pressure and Multidiameter Pipelines—A Challenging in-Line Inspection Project. Oil and Gas Pipelines; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015; pp. 777–784. [Google Scholar]
- Beuker, T.; Brockhaus, S.; Ahlbrink, R.; McGee, M. Addressing challenging environments–Advanced In-line inspection solutions for gas pipelines. In Proceedings of the 24th World Gas Conference, Buenos Aires, Argentina, 5–9 October 2009. [Google Scholar]
- ROSEN. Available online: https://www.rosen-group.com/ (accessed on 1 March 2018).
- Philips, B. How to ensure integrity in non-piggable pipelines. Pipeline Gas J. 2001, 228, 26–28. [Google Scholar]
- Mirzoev, S.; Mashurov, S.; Sibila, J. A Comprehensive Approach to Integrity of Non-Piggable Pipeline Based on Combined DCVG/CIPS/MTM Survey. In Proceedings of the Pipeline Technology Conference, Berlin, Germany, 8–10 June 2015. [Google Scholar]
- Fletcher, R.; Chandrasekaran, M. SmartBall™: A new approach in pipeline leak detection. In Proceedings of the International Pipeline Conference, Calgary, AB, Canada, 29 September–3 October 2008; Volume 48586. [Google Scholar]
- Ariaratnam, S.T.; Chandrasekaran, M. Development of a Free-Swimming Acoustic Tool for Liquid Pipeline Leak Detection Including Evaluation for Natural Gas Pipeline Applications. Available online: https://rosap.ntl.bts.gov/view/dot/34534 (accessed on 29 June 2020).
- Papavinasam, S. Corrosion Control in the Oil and Gas Industry; Gulf Professional Publishing: Houston, TX, USA, 2013. [Google Scholar]
- Roh, S.; Choi, H.R. Differential-drive in-pipe robot for moving inside urban gas pipelines. IEEE Trans. Robot. 2005, 21, 1–17. [Google Scholar]
- Oya, T.; Okada, T. Development of a steerable, wheel-type, in-pipe robot and its path planning. Adv. Robot. 2005, 19, 635–650. [Google Scholar] [CrossRef]
- Yukawa, T.; Suzuki, M.; Satoh, Y.; Okano, H. Design of magnetic wheels in pipe inspection robot. In Proceedings of the 2006 IEEE International Conference on Systems, Man and Cybernetics, Taipei, Taiwan, 8–11 October 2006; pp. 235–240. [Google Scholar]
- NACE. Performing Close-Interval Potential Surveys and DC Surface Potential Gradient Surveys on Buried or Submerged Metallic Pipelines; NACE SP0207; NACE Standards (NACE International): Houston, TX, USA, 2007. [Google Scholar]
- Borek, H.; Leeds, J. A Practical Comparison of Above Ground Techniques for Coating Defect Delineation. Ind. Corros. 1988, 6, 14–21. [Google Scholar]
- Nayak, A.; Pradhan, S. Design of a new in-pipe inspection robot. Procedia Eng. 2014, 97, 2081–2091. [Google Scholar] [CrossRef]
- Kakogawa, A.; Ma, S. Stiffness design of springs for a screw drive in-pipe robot to pass through curved pipes and vertical straight pipes. Adv. Robot. 2012, 26, 253–276. [Google Scholar] [CrossRef]
- Atef, A.; Zayed, T.; Hawari, A.; Khader, M.; Moselhi, O. Multi-tier method using infrared photography and GPR to detect and locate water leaks. Autom. Constr. 2016, 61, 162–170. [Google Scholar] [CrossRef]
- Cabrera, D.A.; Herrera, M.; Izquierdo, J.; Levario, S.J.O.; García, R.P. GPR-based water leak models in water distribution systems. Sensors 2013, 13, 15912–15936. [Google Scholar] [CrossRef]
- Liu, Z.; Kleiner, Y. State of the art review of inspection technologies for condition assessment of water pipes. Measurement 2013, 46, 1–15. [Google Scholar] [CrossRef]
- Beller, M.; Sabido, C.; Steinvoorte, T. Inspection of Challenging Pipelines. In Proceedings of the Pipeline Technology Conference, Berlin, Germany, 8–10 June 2015. [Google Scholar]
- Hao, T.; Rogers, C.D.F.; Metje, N.; Chapman, D.N.; Muggleton, J.M.; Foo, K.Y.; Wang, P.; Pennock, S.R.; Atkins, P.R.; Swingler, S.G.; et al. Condition assessment of the buried utility service infrastructure. Tunn. Undergr. Space Technol. 2012, 28, 331–344. [Google Scholar] [CrossRef]
- Li, L.; Tan, A.E.C.; Jhamb, K.; Rambabu, K. Buried object characterization using ultra-wideband ground penetrating radar. IEEE Trans. Microw. Theory Tech. 2012, 60, 2654–2664. [Google Scholar] [CrossRef]
- Torrione, P.A.; Throckmorton, C.S.; Collins, L.M. Performance of an adaptive feature-based processor for a wideband ground penetrating radar system. IEEE Trans. Aerosp. Electron. Syst. 2006, 42, 644–658. [Google Scholar] [CrossRef]
- Castanedo, C.I.; Sfarra, S.; Ambrosini, D.; Paoletti, D.; Bendada, A.; Maldague, X. Infrared vision for the nondestructive assessment of panel paintings. CINDE J. 2010, 31, 5–9. [Google Scholar]
- Solla, M.; Cacheda, R.A.; Nieto, X.N.; Carnero, B.C. Evaluation of historical bridges through recreation of GPR models with the FDTD algorithm. NDT E Int. 2016, 77, 19–27. [Google Scholar] [CrossRef]
- Srivani, A.; Xavior, M.A. Investigation of surface texture using image processing techniques. Procedia Eng. 2014, 97, 1943–1947. [Google Scholar] [CrossRef]
- Costello, S.; Chapman, D.; Rogers, C.; Metje, N. Underground asset location and condition assessment technologies. Tunn. Undergr. Space Technol. 2007, 22, 524–542. [Google Scholar] [CrossRef]
- Kim, Y.G.; Moon, H.S.; Park, K.J.; Lee, J.K. Generating and detecting torsional guided waves using magnetostrictive sensors of crossed coils. NDT E Int. 2011, 44, 145–151. [Google Scholar] [CrossRef]
- Al Kindi, G.; Baul, R.; Gill, K. An application of machine vision in the automated inspection of engineering surfaces. Int. J. Prod. Res. 1992, 30, 241–253. [Google Scholar] [CrossRef]
- Yu, J. Machine tool condition monitoring based on an adaptive Gaussian mixture model. J. Manuf. Sci. Eng. 2012, 134, 031004. [Google Scholar] [CrossRef]
- Raghavan, A. Guided-Wave Structural Health Monitoring. Ph.D. Thesis, University of Michigan, Ann Arbor, MI, USA, 2007. [Google Scholar]
- Lu, S.; Feng, J.; Zhang, H.; Liu, J.; Wu, Z. An estimation method of defect size from MFL image using visual transformation convolutional neural network. IEEE Trans. Ind. Inform. 2018, 15, 213–224. [Google Scholar] [CrossRef]
- Czimmermann, T.; Ciuti, G.; Milazzo, M.; Chiurazzi, M.; Roccella, S.; Oddo, C.M.; Dario, P. Visual-Based Defect Detection and Classification Approaches for Industrial Applications—A SURVEY. Sensors 2020, 20, 1459. [Google Scholar] [CrossRef]
- Moomen, A.; Ali, A.; Ramahi, O.M. Reducing sweeping frequencies in microwave NDT employing machine learning feature selection. Sensors 2016, 16, 559. [Google Scholar] [CrossRef]
- Kesharaju, M.; Nagarajah, R.; Zhang, T.; Crouch, I. Ultrasonic sensor based defect detection and characterisation of ceramics. Ultrasonics 2014, 54, 312–317. [Google Scholar] [CrossRef]
- Kim, J.; Yang, G.; Udpa, L.; Udpa, S. Classification of pulsed eddy current GMR data on aircraft structures. NDT E Int. 2010, 43, 141–144. [Google Scholar] [CrossRef]
- Tant, K.; Galetti, E.; Mulholland, A.; Curtis, A.; Gachagan, A. A transdimensional Bayesian approach to ultrasonic travel-time tomography for non-destructive testing. Inverse Probl. 2018, 34, 095002. [Google Scholar] [CrossRef]
- Chen, X.; Hou, D.; Zhao, L.; Huang, P.; Zhang, G. Study on defect classification in multi-layer structures based on Fisher linear discriminate analysis by using pulsed eddy current technique. NDT E Int. 2014, 67, 46–54. [Google Scholar] [CrossRef]
- Zajam, S.; Joshi, T.; Bhattacharya, B. Application of wavelet analysis and machine learning on vibration data from gas pipelines for structural health monitoring. Procedia Struct. Integr. 2019, 14, 712–719. [Google Scholar] [CrossRef]
- Le, D.V.K.; Chen, Z.; Wong, Y.W.; Isa, D. A complete online-SVM pipeline for case-based reasoning system: A study on pipe defect detection system. Soft Comput. 2020, 24, 16917–16933. [Google Scholar] [CrossRef]
- Layouni, M.; Hamdi, M.S.; Tahar, S. Detection and sizing of metal-loss defects in oil and gas pipelines using pattern-adapted wavelets and machine learning. Appl. Soft Comput. 2017, 52, 247–261. [Google Scholar] [CrossRef]
- Khodayari-Rostamabad, A.; Reilly, J.P.; Nikolova, N.K.; Hare, J.R.; Pasha, S. Machine learning techniques for the analysis of magnetic flux leakage images in pipeline inspection. IEEE Trans. Magn. 2009, 45, 3073–3084. [Google Scholar] [CrossRef]
- Agletdinov, E.; Pomponi, E.; Merson, D.; Vinogradov, A. A novel Bayesian approach to acoustic emission data analysis. Ultrasonics 2016, 72, 89–94. [Google Scholar] [CrossRef]
- Luo, Q.; Fang, X.; Liu, L.; Yang, C.; Sun, Y. Automated visual defect detection for flat steel surface: A survey. IEEE Trans. Instrum. Meas. 2020, 69, 626–644. [Google Scholar] [CrossRef]
- Kovács, P.; Lehner, B.; Thummerer, G.; Mayr, G.; Burgholzer, P.; Huemer, M. Deep learning approaches for thermographic imaging. J. Appl. Phys. 2020, 128, 155103. [Google Scholar] [CrossRef]
- Ruan, L.; Gao, B.; Wu, S.; Woo, W.L. DeftectNet: Joint loss structured deep adversarial network for thermography defect detecting system. Neurocomputing 2020, 417, 441–457. [Google Scholar] [CrossRef]
- Hu, B.; Gao, B.; Woo, W.L.; Ruan, L.; Jin, J.; Yang, Y.; Yu, Y. A Lightweight Spatial and Temporal Multi-Feature Fusion Network for Defect Detection. IEEE Trans. Image Process. 2020, 30, 472–486. [Google Scholar] [CrossRef]
- Li, Y.; Peng, S.; Li, Y.; Jiang, W. A review of condition-based maintenance: Its prognostic and operational aspects. Front. Eng. Manag. 2020, 7, 323–334. [Google Scholar] [CrossRef]
- Hawari, A.; Alkadour, F.; Elmasry, M.; Zayed, T. A state of the art review on condition assessment models developed for sewer pipelines. Eng. Appl. Artif. Intell. 2020, 93, 103721. [Google Scholar] [CrossRef]
- Nasser, A.; Montasir, O.; Zawawi, N.W.A.; Alsubal, S. A review on oil and gas pipelines corrosion growth rate modelling incorporating artificial intelligence approach. In Proceedings of the IOP Conference Series: Earth and Environmental Science, Proceedings of the 2nd International Conference on Civil & Environmental Engineering, Langkawi, Kedah, Malaysia, 20–21 November 2019; IOP Publishing: Bristol, UK, 2020; Volume 476, p. 012024. [Google Scholar]
- Wang, X.; Ghidaoui, M.S.; Lee, P.J. Linear model and regularization for transient wave–based pipeline-condition assessment. J. Water Resour. Plan. Manag. 2020, 146, 04020028. [Google Scholar] [CrossRef]
- Balekelayi, N.; Tesfamariam, S. External corrosion pitting depth prediction using Bayesian spectral analysis on bare oil and gas pipelines. Int. J. Press. Vessel. Pip. 2020, 188, 104224. [Google Scholar] [CrossRef]
- Kuruvila, R.; Kumaran, S.T.; Khan, M.A.; Uthayakumar, M. A brief review on the erosion-corrosion behavior of engineering materials. Corros. Rev. 2018, 36, 435–447. [Google Scholar] [CrossRef]
- Pesinis, K.; Tee, K.F. Statistical model and structural reliability analysis for onshore gas transmission pipelines. Eng. Fail. Anal. 2017, 82, 1–15. [Google Scholar] [CrossRef]
- Mazumder, R.K.; Salman, A.M.; Li, Y.; Yu, X. Reliability analysis of water distribution systems using physical probabilistic pipe failure method. J. Water Resour. Plan. Manag. 2019, 145, 04018097. [Google Scholar] [CrossRef]
- Valor, A.; Caleyo, F.; Hallen, J.M.; Velázquez, J.C. Reliability assessment of buried pipelines based on different corrosion rate models. Corros. Sci. 2013, 66, 78–87. [Google Scholar] [CrossRef]
- Heidary, R.; Gabriel, S.A.; Modarres, M.; Groth, K.M.; Vahdati, N. A review of data-driven oil and gas pipeline pitting corrosion growth models applicable for prognostic and health management. Int. J. Progn. Health Manag. 2018, 9, 1–13. [Google Scholar]
- Ji, J.; Robert, D.; Zhang, C.; Zhang, D.; Kodikara, J. Probabilistic physical modelling of corroded cast iron pipes for lifetime prediction. Struct. Saf. 2017, 64, 62–75. [Google Scholar] [CrossRef]
- Liu, W.; Wang, Z.; Liu, X.; Zeng, N.; Liu, Y.; Alsaadi, F.E. A survey of deep neural network architectures and their applications. Neurocomputing 2017, 234, 11–26. [Google Scholar] [CrossRef]
- El Abbasy, M.S.; Senouci, A.; Zayed, T.; Mirahadi, F.; Parvizsedghy, L. Artificial neural network models for predicting condition of offshore oil and gas pipelines. Autom. Constr. 2014, 45, 50–65. [Google Scholar] [CrossRef]
- Peng, S.; Zhang, Z.; Liu, E.; Liu, W.; Qiao, W. A new hybrid algorithm model for prediction of internal corrosion rate of multiphase pipeline. J. Nat. Gas Sci. Eng. 2021, 85, 103716. [Google Scholar] [CrossRef]
- Seghier, M.E.A.B.; Keshtegar, B.; Taleb-Berrouane, M.; Abbassi, R.; Trung, N.-T. Advanced intelligence frameworks for predicting maximum pitting corrosion depth in oil and gas pipelines. Process Saf. Environ. Prot. 2021, 147, 818–833. [Google Scholar] [CrossRef]
- Mazumder, R.K.; Salman, A.M.; Li, Y. Failure risk analysis of pipelines using data-driven machine learning algorithms. Struct. Saf. 2021, 89, 102047. [Google Scholar] [CrossRef]
- Ossai, C.I. Corrosion defect modelling of aged pipelines with a feed-forward multi-layer neural network for leak and burst failure estimation. Eng. Fail. Anal. 2020, 110, 104397. [Google Scholar] [CrossRef]
- Vankov, Y.; Rumyantsev, A.; Ziganshin, S.; Politova, T.; Minyazev, R.; Zagretdinov, A. Assessment of the condition of pipelines using convolutional neural networks. Energies 2020, 13, 618. [Google Scholar] [CrossRef]
- Mahmoodzadeh, Z.; Wu, K.Y.; Droguett, E.L.; Mosleh, A. Condition-Based Maintenance with Reinforcement Learning for Dry Gas Pipeline Subject to Internal Corrosion. Sensors 2020, 20, 5708. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Xia, M.; Bolati, D.; Liu, J.; Zheng, Q.; Zhang, H. An ANN-based failure pressure prediction method for buried high-strength pipes with stray current corrosion defect. Energy Sci. Eng. 2020, 8, 248–259. [Google Scholar] [CrossRef]
- Priyanka, E.; Maheswari, C.; Thangavel, S. Remote monitoring and control of LQR-PI controller parameters for an oil pipeline transport system. Proc. Inst. Mech. Eng. I J. Syst. Control. Eng. 2019, 233, 597–608. [Google Scholar] [CrossRef]
- Shen, L.; Li, J.; Wu, Y.; Tang, Z.; Wang, Y. Optimization of artificial bee colony algorithm based load balancing in smart grid cloud. In Proceedings of the 2019 IEEE Innovative Smart Grid Technologies-Asia (ISGT Asia), Chengdu, China, 21–24 May 2019; pp. 1131–1134. [Google Scholar]
- Mayilvaganan, M.; Sabitha, M. A cloud-based architecture for Big-Data analytics in smart grid: A proposal. In Proceedings of the 2013 IEEE International Conference on Computational Intelligence and Computing Research, Madurai, India, 26–28 December 2013; pp. 1–4. [Google Scholar]
- Marindra, A.M.J.; Tian, G.Y. Chipless RFID sensor tag for metal crack detection and characterization. IEEE Trans. Microw. Theory Tech. 2018, 66, 2452–2462. [Google Scholar] [CrossRef]
- Zhang, H.; Yang, R.; He, Y.; Tian, G.Y.; Xu, L.; Wu, R. Identification and characterisation of steel corrosion using passive high frequency RFID sensors. Measurement 2016, 92, 421–427. [Google Scholar] [CrossRef]
- El Kouche, A.; Hassanein, H.S. Ultrasonic non-destructive testing (NDT) using wireless sensor networks. Procedia Comput. Sci. 2012, 10, 136–143. [Google Scholar] [CrossRef]
- Meier, J.; Tsalicoglou, I.; Mennicke, R. The future of NDT with wireless sensors, AI and IoT. In Proceedings of the Proceedings 15th Asia Pacific Conference for Non-Destructive Testing, Singapore, 13–17 November 2017; pp. 1–11. [Google Scholar]
- Li, H.; Gao, B.; Miao, L.; Liu, D.; Ma, Q.; Tian, G.; Woo, W.L. Multiphysics structured eddy current and thermography defects diagnostics system in moving mode. IEEE Trans. Ind. Inform. 2020, 17, 2566–2578. [Google Scholar] [CrossRef]
- Guo, W.; Gao, B.; Tian, G.Y.; Si, D. Physic perspective fusion of electromagnetic acoustic transducer and pulsed eddy current testing in non-destructive testing system. Philos. Trans. R. Soc. A 2020, 378, 20190608. [Google Scholar] [CrossRef]
- Abney, L.J. Systems and Methods for Determining the Location of a Pig in a Pipeline. U.S. Patent US7222549B2, 29 May 2007. [Google Scholar]
- Segers, J.; Hedayatrasa, S.; Poelman, G.; van Paepegem, W.; Kersemans, M. Probing the limits of full-field linear local defect resonance identification for deep defect detection. Ultrasonics 2020, 105, 106130. [Google Scholar] [CrossRef]
- Tokognon, C.A.; Gao, B.; Tian, G.Y.; Yan, Y. Structural health monitoring framework based on Internet of Things: A survey. IEEE Internet Things J. 2017, 4, 619–635. [Google Scholar] [CrossRef]
- Priyanka, E.; Thangavel, S.; Gao, X.-Z. Review analysis on cloud computing based smart grid technology in the oil pipeline sensor network system. Pet. Res. 2021, 6, 77–90. [Google Scholar] [CrossRef]
- Zhang, J.; Tian, G.Y.; Marindra, A.M.; Sunny, A.I.; Zhao, A.B. A review of passive RFID tag antenna-based sensors and systems for structural health monitoring applications. Sensors 2017, 17, 265. [Google Scholar] [CrossRef] [PubMed]
- Wolter, B.; Gabi, Y.; Conrad, C. Nondestructive testing with 3MA—An overview of principles and applications. Appl. Sci. 2019, 9, 1068. [Google Scholar] [CrossRef]
- Dobmann, G.; Altpeter, I.; Wolter, B.; Kern, R. Industrial Applications of 3MA–Micromagnetic Multiparameter Microstructure and Stress Analysis. In Electromagnetic Nondestructive Evaluation (XI); IOS Press: Amsterdam, The Netherlands, 2008; Chapter 31; pp. 18–25. [Google Scholar]
- Rice, J.A.; Mechitov, K.; Sim, S.; Nagayama, T.; Jang, S.; Kim, R.; Spencer, B.F., Jr.; Agha, G. Flexible smart sensor framework for autonomous structural health monitoring. Smart Struct. Syst. 2010, 6, 423–438. [Google Scholar] [CrossRef]
- Dileep, G. A survey on smart grid technologies and applications. Renew. Energy 2020, 146, 2589–2625. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Defects | Location | The Reason for the Formation |
|---|---|---|
| shrinkage cavity | near-surface | the last solidified of molten metal shrinks |
| casting hot crack | internal and external surfaces | stress due to different solidification rate |
| stoma | surface or near-surface | the gas is retained when the metal solidifies |
| inclusion | surface or near-surface | impurities were added into the casting process |
| cracks | surface | the surface depression is discontinuous and elongated during rolling |
| layered | surface or near-surface | inherent defects are elongated and flattened during the rolling |
| fold | surface | excess material covering and pressing into surfaces |
| heat treatment crack | surface | uneven heating or cooling |
| coating crack | surface | residual stress release |
| Defects | Location | The Reason for the Formation |
|---|---|---|
| fatigue crack | surface | periodic stress application below the ultimate tensile strength of the material |
| stress corrosion cracking | surface or near-surface | the combined action of tensile static load and corrosive medium |
| hydrogen-induced cracking | surface | tensile or residual stress interacts with the hydrogen-rich medium |
| corrosion | surface | interaction of corrosive medium and alternating stress |
| Inspection Strategy | Merits | Limitations |
|---|---|---|
| MFL | without the need for pre-processing, easy online detection, highly automated for detecting various types of defects | relative movement between MFL probes can distort the profile of MFL signals, not good in poorly magnetized materials like stainless steel |
| EC | sensitive to multiple parameters; wider operating temperature range, suitable for small diameter pipelines inspection due to smaller sizes for probes, lightweight and convenient to be located on micro-robots, and more economical | the depth of penetration is dependent on the frequency of the AC current applied to the coil, suffers from the lift-off effect |
| UT | high penetration depth and suitable for testing all kinds of materials and their properties, thickness and external corrosion can be estimated | easily affected by dense highly attenuating muds and casing scales, not sensitive enough to small features |
| ECPT | high spatial resolution, fast detection response, and wide range detection, intuitive and reliable | affected by the surface emissivity, the infrared camera blocks the view, the internal crack detection is limited |
| MBN | high sensitivity to microstructure and stress state of materials, fast detection, and harmless to the operator | difficult to find a consistent behavior of the MBN signal, can only be pick up near the surface of the materials |
| RT | permanent images record, require no surface treatment or insulation removal, and less sensitive to external deposits | potential harm to the human body and cause environmental pollution |
| AE | applicable to dynamic detection and large region can be tested | cannot provide the condition of the static defect and it is a contact measurement method |
| PT | sensitive to opening surface cracks and not affected by workpiece geometry and defect direction | penetrant process is complex and requires cleaning operation. It can cause environmental pollution as well |
| MT | high detection sensitivity and it can intuitively display the position, shape, size, and severity of the defect | the procedure is complicated and only for surface and near-surface defects of ferromagnetic materials |
| VT | economical and easy to operate | The test results are easily affected by human factors and only for surface discontinuities |
| PIG Type | Technical Function | Image |
|---|---|---|
| GP | To collect information relating to the physical shape or geometry of pipelines |  ROGEO Untouched GP. Reprinted from ref. [110]. |
| MFL | Suitable for the pipe diameter range of 76–1422 mm and integrated for super high resolution to identify and size significant corrosion |  GE PII MagneScan SHR MFL [4] (Reproduced with permission Elsevier) |
| UT | Special configuration unites metal loss and cracks detection, available for pipeline size 20″ and above |  NDT-GLOBAL LineExplorer UCM. Reprinted from ref. [110] |
| EMAT | High reliability inspection and accurate continuous measurement of critical crack anomalies, coating disbandment |  ROSEN RoDD EMAT [119,126]. Reprinted from ref. [119] |
| EC | Integrated with deflection sensors that enable for simultaneous measurement of internal pipe profile and metal loss |  ROSEN EC [110,127]. Reprinted from ref. [110] |
| Has electromagnetic sensors embedded into the polyurethane. The array of electromagnetic sensors detects shallow internal corrosion and fatigue cracking (SICC) in dry gas or multiphase pipelines |  I2I eddy current Pioneer (Reprinted with permission from ref. [120]. Copyright 2021 I2I Pipelines.) | |
| MWM-Array technology is used for high-resolution imaging of internal corrosion, internal initiated and relative stresses can be provided |  JENTEK ILI Tool [121] (Reproduced with permission ASME Press) | |
| Integrated Function | enable multiple data acquisitions for pipeline integrity with a single run, reduces inspection costs and workload |  TDW (DEF+SMFL+MFL+LFM+EMAT). Reprinted from ref. [110] |
| Specific Function | Cathode protection current measurement ILI system which can capture data that verifies the effectiveness of Cathode Protection |  Baker Hughes CPCM ™. Reprinted from ref. [110] |
| MEC | Inspection of compound pipelines with stainless steel and carbon steel in two layers |  Shenyang Academy of Instrumentation Science MEC Tool |
| Consideration Parameters | Metal Loss Features | Crack Features | Deformation and Geometry |
|---|---|---|---|
| Gas/Liquid medium Operation pressure, High-flow velocity, Wall thickness, Pipe grade, Internal coat, Multi/Dual-diameter Cathode Protection (CP) system, Ambient | General corrosion, Pitting, Pinholes, Axial groove, Lamination, Wall thinning, Narrow axial external corrosion | Hook/seam weld crack, Hydrogen induced crack, Circumferential crack, Fatigue crack, Shrinkage crack, Lack of fusion, Crack in dents, Stress corrosion cracking (SCC) | Plain dent, Dents with metal loss, Small dents, ID expansions, Buckle/wrinkle, Bend, Bending strain Centerline mapping |
| Advice of choice | MFL | UT/EMAT | GP/EC |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, Q.; Tian, G.; Zeng, Y.; Li, R.; Song, H.; Wang, Z.; Gao, B.; Zeng, K. Pipeline In-Line Inspection Method, Instrumentation and Data Management. Sensors 2021, 21, 3862. https://doi.org/10.3390/s21113862
Ma Q, Tian G, Zeng Y, Li R, Song H, Wang Z, Gao B, Zeng K. Pipeline In-Line Inspection Method, Instrumentation and Data Management. Sensors. 2021; 21(11):3862. https://doi.org/10.3390/s21113862
Chicago/Turabian StyleMa, Qiuping, Guiyun Tian, Yanli Zeng, Rui Li, Huadong Song, Zhen Wang, Bin Gao, and Kun Zeng. 2021. "Pipeline In-Line Inspection Method, Instrumentation and Data Management" Sensors 21, no. 11: 3862. https://doi.org/10.3390/s21113862
APA StyleMa, Q., Tian, G., Zeng, Y., Li, R., Song, H., Wang, Z., Gao, B., & Zeng, K. (2021). Pipeline In-Line Inspection Method, Instrumentation and Data Management. Sensors, 21(11), 3862. https://doi.org/10.3390/s21113862