Abstract
The development of cement composites that simultaneously achieve high compressive strength and low density remains a fundamental scientific challenge, particularly because optimizing weight reduction often compromises mechanical performance under sustained high-pressure conditions. In modern construction—especially high-rise buildings, large-span structures, and underground projects—there is an urgent applied need for lightweight materials that can reduce structural self-weight, enhance seismic resilience, simplify foundation design, and improve construction efficiency without sacrificing load-bearing capacity or long-term durability. To address this dual problem, this study investigates high-pressure-resistant lightweight cement composites incorporating hollow glass microspheres (HGMSs) of three different particle sizes as functional fillers, modified with isobutyl triethoxy silane (IBTES) to strengthen interfacial bonding. Ten formulations with varying HGMS types and dosages (5%, 10%, and 15% by volume) were systematically evaluated through creep tests, uniaxial compression experiments, X-ray diffraction (XRD), and thermogravimetric analysis (TGA). The scientific results demonstrate marked qualitative and quantitative improvements: the optimal formulation (25 μm HGMS at 5% dosage) exhibited a 22.01% reduction in creep deformation and a 67.85% increase in compressive strength compared to plain cement, while bulk density was reduced by 8.8–19.0%. Enhanced hydration was confirmed by a 23.6% reduction in residual Ca(OH)2 content and a 31.2% increase in chemically bound water, indicating more complete formation of calcium silicate hydrate (C–S–H) gel. Energy evolution analysis revealed a prolonged elastic energy accumulation stage (increasing from 56% to 95% of total compression duration), signifying a transition toward quasi-ductile failure behavior. From an applied perspective, these quantitative enhancements translate directly into practical construction benefits: the 8.8–19.0% density reduction enables lighter structural components, easing transportation and installation; the 67.85% higher compressive strength ensures reliable performance in high-pressure environments; and the 22.01% lower creep deformation guarantees long-term dimensional stability. Collectively, these findings confirm that the HGMS-IBTES-modified composite offers a scalable, high-performance solution for advanced construction applications where both weight reduction and superior pressure resistance are critical.
1. Introduction
In the current era, the principles of sustainable growth and environmental preservation stand as central pillars of societal progress. They form the guiding vision for efforts to harmonize human activity with the planet’s ecological limits. In the context of low-carbon development, cement serves as one of the crucial materials in the current construction industry [1]. The simple production process, affordable price and readily available raw materials have made it widely used in the construction industry. Nevertheless, the ongoing expansion of the construction sector and the persistent demand for cement manufacturing present significant challenges to these environmental objectives, as a large amount of resources, such as coal, have been consumed. At the same time, during the production of cement, a large amount of carbon dioxide, solid dust and other substances are released, seriously threatening the ecological environment. Consequently, exploring alternative aggregates to partially substitute cement is considered a pivotal strategy for mitigating the carbon footprint of concrete manufacturing. This approach holds substantial significance in advancing the objectives of carbon peak and carbon neutrality.
1.1. Engineering Literature Review: High-Strength Lightweight Cement Composites
The engineering challenge of developing cement composites that simultaneously achieve high strength and low weight has driven extensive applied research. In underground engineering, techniques such as deep-hole shaped charge presplit blasting are widely used to manage stress redistribution and prevent rock bursts [2], highlighting the critical need for cement-based materials that can maintain structural integrity under such high-pressure conditions. Commonly used cement composite materials include steel slag and polyurethane [3,4], but these are often expensive and exhibit poor overall performance. In contrast, many scholars have focused on optimizing specific properties of cement-based materials. Xue et al. [5] investigated the effect of admixing an expansion agent, a water reducer, and a retarder with ultra-fine silicate cement. It was found that this formulation increased the production of AFt in the hydration phase, which facilitated a more complete reaction and the development of a compacted structure, thereby substantially boosting the cement’s mechanical characteristics. In the study by Peng, styrene–acrylic emulsion was incorporated into cement, and orthogonal experimental design was employed to examine the effects of three key variables: liquid-to-powder ratio, cement composition, and filler type. Results indicated that both the tensile strength and tensile modulus of the polymer-cement composite were enhanced. In the work of Kang, binary and ternary cementitious systems were formulated by incorporating fly ash and composite additives into Portland cement. The experimental results indicated that these blended composites exhibited marked enhancements in early-age strength alongside a reduction in drying shrinkage rates. Through physical modeling, Liu et al. [6] assessed the impact of several nanomaterials—including carbon nanotubes, graphene oxide, nano-silica, and nano-alumina—on cement-based material properties. The composite nanoparticle solution was observed to significantly enhance sealing effectiveness. Ni et al. [7] integrated principles of material composition, microencapsulation techniques, and an expansion mechanism to synthesize a cementitious composite, yielding a material exhibiting superior expansive behavior and increased density. In recent years, the field has expanded rapidly, with researchers investigating a diverse range of novel materials to enhance composite performance at the micro- and nanoscale. Among carbon-based nanomaterials, nanodiamonds (NDs) have emerged as a promising additive due to their unique mechanical properties and high surface reactivity. While some studies, such as that by Duru [8] in the context of calcium phosphate cements for biomedical applications, found that unfunctionalized NDs primarily reduced setting time without significantly enhancing compressive strength, other research suggests that functionalized NDs can improve interfacial bonding within the cement matrix. The application of spherical nanoparticles has also seen significant progress. Beskopylny et al. [9] systematically investigated the effects of novel nanoadditives—nanofibrils made from synthesized wollastonite and nanospheres from corundum—on cement composites. Their findings revealed that an optimal dosage of 0.3% by binder weight led to enhancements in compressive and flexural strength, accompanied by a reduction in water absorption. Similarly, Jin et al. [10] provided a comprehensive review of inorganic micro/nanomaterials in 3D-printed concrete, highlighting their critical role in modifying rheology and mechanical performance. Bio-based nanomaterials, particularly nanofibrillated cellulose (NFC), have gained attention as sustainable and biodegradable modifiers. Czovny et al. [11] demonstrated that the addition of 0.025 wt.% NFC increased the 28-day compressive and flexural strengths of cement pastes by 22.0% and 25.0%, respectively. However, higher NFC contents were found to potentially reduce the intensity of portlandite peaks at early ages, suggesting a complex interaction with hydration kinetics. Regarding the use of lightweight microsphere additives, fly ash cenospheres (FACs) have been extensively studied as a means to reduce density while maintaining mechanical integrity. Al-Baghdadi et al. [12] explored the use of FACs as a sand replacement in lightweight engineered cementitious composites (LECC), finding that a 70% replacement level reduced density by approximately 35% and improved the specific strength ratio by 8.6%. Their research also highlighted the importance of interfacial bonding. Furthermore, innovative approaches have combined cenospheres with functional materials; for instance, a recent study demonstrated the encapsulation of phase change materials within surface-engineered cenospheres, sealed with silica to enhance chemical compatibility with cementitious phases [13].
1.2. Scientific Literature Review: Glass Granules in Various Materials
The incorporation of glass-based materials into various composite systems has attracted considerable scientific interest due to their unique physical and chemical properties. Among these, HGMS have emerged as particularly promising additives because of their low density, high compressive strength, and chemical stability. The influence of particle size and dispersion remains a central theme in the optimization of these composites. A recent review by Sikora et al. [14] on nano- and micro-sized additives in 3D-printable composites emphasized that the unique reactivity of nanoparticles, stemming from their small size and large surface area, is key to their performance. This principle aligns with the objectives of the present study, where the particle size of HGMS is a primary variable. Pyeon et al. [15] examined the internal curing effect of waste glass beads on high-strength cement composites, revealing that the gradual water release from glass beads contributed to improved hydration and reduced autogenous shrinkage. Gorospe et al. [16] studied the strength, durability, and thermal properties of glass aggregate mortars, finding that while glass aggregates could reduce density, their performance was highly dependent on particle size and surface treatment. Scott et al. [17] conducted experimental and computational characterization of glass microsphere-cementitious composites, demonstrating that the incorporation of glass microspheres significantly altered the mechanical response and fracture behavior of the composite. Their work highlighted the importance of interfacial bonding between the glass spheres and the cement matrix, a finding that directly supports the modification strategy employed in our study using IBTES. Beyond cement-based systems, glass granules have also found applications in polymer composites, thermal insulation materials, and lightweight fillers. The functionalization of glass surfaces with silane coupling agents—similar to the approach used in this work with IBTES—has been widely adopted to improve dispersion and interfacial adhesion in systems containing glass microspheres and other inorganic fillers [11]. This body of scientific literature establishes the fundamental understanding of how glass granules interact with surrounding matrices and provides the theoretical basis for their use in cement composites.
1.3. Research Gap and Objective of This Study
Despite the extensive research summarized above, several important gaps remain. First, while HGMS have been studied as lightweight fillers, the systematic influence of their particle size on both short-term mechanical properties and long-term creep behavior has not been comprehensively investigated. Second, although silane coupling agents have been used to modify fillers, the dual role of IBTES as both a dispersant and a reactive chemical bridge that promotes secondary hydration at the HGMS-cement interface has not been fully elucidated. Third, most existing studies focus either on density reduction or strength enhancement, but rarely address the simultaneous optimization of both properties while maintaining resistance to sustained high-pressure loading. Complex stress environments, such as those in inclined coal seam pillars with gangue content [18], demand cementitious materials with enhanced pressure resistance and energy absorption—exactly the focus of the present investigation. The objective of this work is to address these gaps by enhancing the mechanical properties of standard cement mortar through the use of three types of HGMS (Y12000, K37, and Im16K) with different particle sizes, applied across a range of concentrations (5%, 10%, and 15% by volume), along with IBTES surface modification. A high-pressure-resistant lightweight cement composite material was prepared and systematically characterized. Through creep experiments, uniaxial compression experiments, XRD and TGA analyses, and energy evolution calculations, the mechanical properties and hydration reactions of the composites were examined with respect to variations in HGMS size and incorporated amount. Finally, the advantages and feasibility of the high-pressure-resistant lightweight cement composite material were explored from the aspects of mechanics, energy conversion and hydration characteristics, with particular emphasis on practical applications in high-rise buildings, large-span structures, and underground projects.
2. Materials and Methods
2.1. Raw Material
The Portland cement used in this study was P·O 42.5R ordinary Portland cement, conforming to Chinese national standard GB 175–2007 [19], and was obtained from Shanshui Cement Group Co., Ltd., (Jinan, China). This cement grade has an initial setting time of no less than 60 min and a final setting time of no more than 600 min, as specified by the standard. Three types of HGMS with different particle sizes were employed as functional fillers: Im16K (mean particle size 25 μm), Y12000 (mean particle size 80 μm), and K37 (mean particle size 90 μm). These microspheres were supplied by 3M China Co., Ltd. (Shanghai, China). Their true density ranges from 0.60 to 0.70 g/cm3, and their isostatic crushing strength varies between 3000 and 10,000 psi, depending on the type. The surface modification of HGMS was carried out using IBTES, which was procured from Aladdin Biochemical Technology Co., Ltd. (Shanghai, China). The silane coupling agent KH-550 was obtained from Nanjing Chenggong Silane Material Co., Ltd. (Nanjing, China). The water-based dispersant AD-8057, a polycarboxylate-type superplasticizer, was supplied by Suzhou Jinrun New Material Technology Co., Ltd. (Suzhou, China). Anhydrous ethanol used as the solvent in the modification solution was purchased from Sinopharm Chemical Reagent Co., Ltd. (Shanghai, China). Tap water conforming to Chinese national standard GB 5749–2022 [20] was used for all mixing procedures. The main chemical components of Portland cement are shown in Table 1.

Table 1.
Main chemical composition of Portland cement (wt%).
2.2. Experimental Scheme
During the preparation of high-pressure-resistant lightweight cement composite materials with different particle sizes and blending ratios, various experimental groups were designed. For all formulations, a fixed cement mass of 500 g was used as the base. The HGMS were added at volume fractions of 5%, 10%, and 15% relative to the total volume of solids. The corresponding mass of HGMS for each formulation was calculated using the true density values provided by the manufacturer (Im16K: 0.46 g/cm3; Y12000: 0.6 g/cm3; K37: 0.37 g/cm3). The modification solution was prepared with the following composition: KH-550 silane coupling agent (2.0% by weight of HGMS), water-based dispersant AD-8057 (2% by the total weight of material), and a 95:5 ethanol-to-water ratio as the carrier solvent. IBTES was added at 4% by weight of cement. The average particle sizes of the three types of HGMS are shown in Table 2.
Table 2.
Particle size of different types of HGMS.
The material composition and proportions of each experimental group are shown in Table 3.
Table 3.
The mixing proportions of samples.
Based on previous experimental experience and the requirements of the construction industry for cement materials, the mix proportion employed a water–cement ratio fixed at 0.35, ensuring no decline in the structural strength of the final product and reducing potential adverse effects on hydration kinetics. For these ten formulations, twelve cylindrical samples were prepared for each formulation. Three samples from each formulation were selected for creep tests, three for uniaxial compression tests, and the remaining six were used for physical property measurements (density, porosity, water absorption) and hydration analysis (XRD and TGA). All reported values represent the average of three parallel samples, and the error bars indicate the standard deviation under applicable conditions. All the reported values represent the average of these repeated samples. The high-pressure-resistant lightweight cement composites were prepared following a systematic mixing procedure to ensure uniform dispersion of all components. First, a modification solution was prepared by combining KH-550 silane coupling agent (2.0% by weight of HGMS), water-based dispersant AD-8057 (2% of total material weight), and anhydrous ethanol in a 95:5 ethanol-to-water ratio. The required mass of HGMS (as specified in Table 3) was added to this solution and manually agitated for 10–15 min until the microspheres reached a cotton-like state with no visible dry powder. IBTES (20 g, 4% by weight of cement) was then added and stirred for an additional 5 min. The modified HGMS were dried at 120 °C for 16 h, cooled, and sieved through a 100-mesh Taylor sieve. For specimen preparation, 500 g of Portland cement and the dried modified HGMS were dry-mixed in a planetary mortar mixer at 140 rpm for 2 min. Tap water (175 g) was gradually added, and mixing continued at 285 rpm for 3 min to form a homogeneous paste. The fresh mixture was cast into cylindrical molds (50 mm × 100 mm), vibrated for 60 s, and covered with plastic film. All specimens were cured at 20 ± 2 °C and ≥95% relative humidity for 24 h, then demolded and returned to the curing chamber for an additional 28 days before testing. The overall procedure is illustrated in Figure 1.
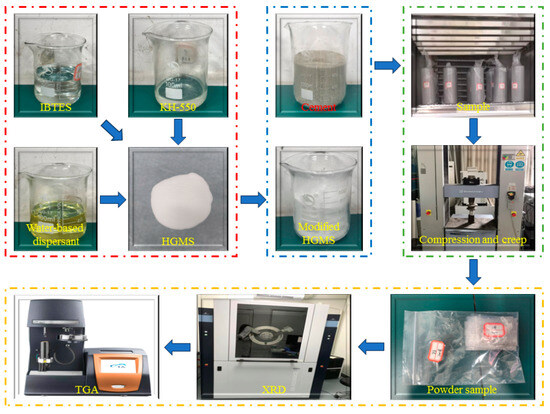
Figure 1.
Experimental equipment and procedure.
The Portland cement used in this study is P·O 42.5R ordinary Portland cement. This type of cement was chosen because it has been widely applied in both construction practice and academic research, ensuring the practicality and comparability of the experimental results. Its high early strength grade provides sufficient reactivity to clearly observe the effects of HGMS and IBTES modifications on the kinetics of hydration and the development of mechanical properties.
Three different particle sizes of HGMS were used as functional fillers. Due to its unique low true density and high static compressive strength characteristics, HGMS was selected as a lightweight filler material. This combination can simultaneously reduce the weight of the composite material and maintain high compressive resistance, which is the core objective of this study. Three specific particle sizes were selected to systematically study the effects of particle size on bulk density, interface bonding, and mechanical properties. The selected particle size range covers fine particles (25 microns), medium particles (80 microns), and coarse particles (90 microns), allowing for the determination of the optimal particle size that can simultaneously achieve strength enhancement and weight reduction. The addition amounts of HGMS were 5%, 10%, and 15% relative to the solid volume. These addition amounts were determined based on preliminary optimization experiments and literature studies, showing that lower addition amounts typically provide the best enhancement effect, while higher addition amounts may result in potential agglomeration effects and performance decline trends. This range ensures comprehensive coverage of the relationship between HGMS content and composite material performance.
To enhance the interfacial bonding force between HGMS and the cement matrix, IBTES was used as a surface modifier. Choosing IBTES is due to its dual-functional molecular structure: the triethoxy group will hydrolyze and form covalent siloxane bonds with the silanol groups on the surface of HGMS, while the isobutyl group will interact with the cement in the process of hydration. This chemical connection effect promotes interfacial adhesion, reduces microcracks, and helps form a denser microstructure. Based on the optimization experiments, the addition amount of IBTES was 4% of the cement weight to ensure complete coverage of the surface and avoid excessive silane, which could interfere with the hydration process.
During the HGMS pre-treatment stage, two other additives were also added. KH-550 silane coupling agent was used at a ratio of 2.0% of the HGMS weight to further enhance the chemical bonding force between HGMS and the coupling system. Water-based dispersant AD-8057 was added at 2% of the total material weight to ensure the uniform dispersion of HGMS and prevent agglomeration, which is crucial for achieving consistent mechanical properties. These addition amounts were determined based on the manufacturer’s recommendations and preliminary dispersion tests.
For all formulations, the water–cement ratio was fixed at 0.35. This ratio was selected based on previous experimental experience and industry requirements for high-performance cement composite materials. The 0.35 water–cement ratio provides sufficient plasticity for all HGMS dosages, minimizes capillary pores, and ensures adequate hydration, thus avoiding interference with mechanical properties.
2.3. Physical Properties Testing
To quantitatively verify the lightweighting effect after adding HGMS, according to the procedures specified in ASTM C20-00 [21] (Standard Test Method for Apparent Porosity, Absorption Rate, Apparent Specific Gravity, and Bulk Density of Sintered Refractory Bricks and Those Treated by Boiling Water), the bulk density, apparent porosity, and absorption rate of the hardened composite materials were measured. These physical parameters are crucial for evaluating the practical applicability of the developed materials in construction. After 28 days of standard curing, these samples were dried to constant weight in a ventilated oven at a temperature of 105 ± 5 °C for 24 h, and then cooled to room temperature in a desiccator. The drying mass of each sample was recorded. For the determination of the saturated state, the dried specimens were completely immersed in distilled water and heated for 5 h to ensure that the open pores were completely filled. After the heating was completed, the specimens were cooled to room temperature in water. The suspended mass was determined by suspending the specimens in water using a fine line and a static balance and weighing. After removing the specimens from the water, the surface moisture was gently wiped with a damp cloth and weighed immediately in the air to determine the saturated mass.
2.4. Mechanical Performance Test
Using the Shimadzu AG-X250 (Shimadzu Corporation, Kyoto, Japan) electronic universal testing machine, creep tests and uniaxial compression tests were conducted respectively. Axial deformation was continuously recorded using the testing machine’s built-in displacement sensor. To verify the accuracy of strain measurements, an external extensometer with a 50 mm gauge length was attached to the mid-height of selected specimens from each group for calibration purposes. The reported strain values are based on crosshead displacement, which showed good agreement with extensometer measurements (deviation < 3%).
Creep test: employing a constant-load method, each specimen was maintained under a sustained stress of 15 MPa for a duration of 10 h, during which the compressive strain was monitored. The creep test was conducted in accordance with ASTM C512/C512M-15 [22] (Standard Test Method for Compressive Creep of Concrete).
Uniaxial compression test: the uniaxial compression test was conducted at a constant loading rate of 0.5 mm per minute (displacement control mode) until the sample failed, in accordance with the provisions of ASTM C39/C39M-21 standard [23].
2.5. Hydration Performance Experiment
In order to determine the hydration products and reaction process of the cement composite material, XRD and TGA methods were adopted according to the established standards. After 28 days of curing, the specimens were crushed, and the internal parts were collected to avoid the influence of surface carbonation. The hydration process was stopped by soaking the samples in acetone for 24 h, and then they were dried at 40 °C until the mass was constant. The dried samples were ground in a diamond mortar and sieved through a 200-mesh screen, and then analyzed. XRD measurements were conducted using a Bruker D8 advanced X-ray diffractometer with a working voltage of 40 kilovolts and a current of 40 milliamperes, following the general guidelines of ASTM C1365-18. The recorded diffraction patterns were scanned at a rate of 2°/minute and a step size of 0.02° within the 2θ range, using DIFFRAC.EVA software (version 5.2, Bruker AXS GmbH, Karlsruhe, Germany) and the International Diffraction Data Center (ICDD) database for phase identification. TGA measurements were performed using a TA instrument with a TGA 55 instrument, following the principles of ASTM E1131-20. Approximately 9–10 milligrams of the sieved samples were heated in a nitrogen atmosphere at a temperature increase rate of 10 °C per minute from 30 °C to 800 °C to prevent carbonation during heating. The content of Ca(OH)2 was quantitatively calculated from the mass loss in the 370–430 °C range, while the content of chemically bound water was determined by the total mass loss in the 60–600 °C range, except when carbonate decomposition was significant.
2.6. Microstructural Analysis
In order to observe the dispersion of HGMS in the cement matrix and evaluate the quality of the interface transition zone (ITZ), SEM examinations were conducted on the selected samples after 28 days of curing. Small fragments were obtained from the internal fracture parts of the compression test samples to avoid the influence of surface carbonization. These fragments were soaked in acetone for 24 h to stop the hydration process, and then dried at 40 °C until the mass was constant. Before imaging, the samples were fixed on an aluminum base with conductive carbon tape and coated with a layer of approximately 10-nanometer-thick gold to improve conductivity. Microstructure observation was performed using the SIGMA HD field emission scanning electron microscope produced by Carl Zeiss of Germany. During imaging, the accelerating voltage was 2.00 kilovolts, the probe current was 50 picocoulombs, and the working distance was 8–10 mm. A secondary electron (SE) detector was used to obtain high-resolution images with an amplification factor of 10,000 times to conduct detailed studies on the distribution of HGMS, interface bonding, and the formation of microcracks. At least five representative areas were selected from each sample for inspection to ensure that the observation results could represent the typical characteristics of the overall microstructure.
3. Results and Discussion
Through the above experimental methods, the creep performance, mechanical properties, energy loss and hydration performance of the high-pressure-resistant lightweight cement composite material were analyzed. The influence of different particle sizes of HGMS and IBTES on the overall performance of the cement material was studied.
3.1. Physical Properties: Density, Porosity, and Water Absorption
To quantitatively verify the lightweighting effect of incorporating HGMS, the bulk density, apparent porosity, and water absorption of the hardened composites were measured. These physical parameters are essential for evaluating the practical applicability of the developed materials in construction.
3.1.1. Test Methods
After 28 days of standard curing, three specimens from each of the ten formulations (2# to 10#) and the control group (1#) were tested.
Bulk Density and Apparent Porosity: Measured using the Archimedes water displacement method in accordance with ASTM C20-00. Specimens were dried to a constant mass at 105 °C, cooled, and then saturated by boiling in water for 5 h. The suspended mass (in water) and saturated mass (in air) were recorded to calculate the bulk density and apparent porosity.
Water Absorption: Calculated as the percentage increase in mass between the dry and saturated states.
3.1.2. Results and Discussion of Physical Properties
The physical properties of the ten cement composite formulations are summarized in Table 4. The data confirm that the incorporation of HGMS successfully reduces the overall density of the cement matrix, validating the “lightweight” designation.
Table 4.
Physical properties of hardened cement composites.
The results in Table 4 demonstrate that the bulk density of all HGMS-modified composites is lower than that of the plain cement control, with reductions ranging from approximately 6.3% to 17.6%. This confirms the lightweighting effect of the hollow microspheres.
Effect of HGMS Content: As expected, increasing the volume fraction of HGMS (from 5% to 15%) leads to a progressive decrease in bulk density for all three particle sizes. The lowest densities were achieved at 15% dosage, representing the maximum weight reduction.
Effect of HGMS Particle Size: For a given dosage, the composites with finer HGMS exhibited a slightly lower density compared to those with coarser HGMS. This is attributed to the better packing and filling of micropores by smaller particles, leading to a more efficient reduction in matrix volume without significant void formation.
Porosity and Water Absorption: The apparent porosity and water absorption of the composites initially decreased at 5% HGMS content, indicating a pore-filling effect and improved matrix densification. This aligns with the improved creep and compressive strength observed for these formulations. However, at higher HGMS contents, both porosity and water absorption increased. This indicates that an excessively high content of microspheres may cause the microspheres to aggregate and introduce additional interfaces or weak areas. This agglomeration behavior is consistent with observations in granular systems such as dense gas–solid separation fluidized beds, where particle clustering increases with concentration [24], further confirming that excessive HGMS content can disrupt matrix homogeneity. This is consistent with the observed decline in mechanical properties as described in Section 3.2.
These findings provide direct evidence that the developed composites are not only lightweight but that an optimal balance between weight reduction and mechanical integrity is achieved at a 5% dosage of finer HGMS (25 μm or 80 μm). This data substantiates the “lightweight” claim made throughout the manuscript and provides a crucial physical basis for the subsequent mechanical and hydration analyses.
The physical property measurements not only confirm the lightweighting effect of HGMS but also reveal an important trade-off mechanism. At 5% HGMS content, the reduction in bulk density is accompanied by a decrease in apparent porosity, indicating that appropriately dosed HGMS acts as micro-fillers that densify the matrix. This pore-filling effect contributes to the improved mechanical performance observed in Section 3.2 and Section 3.3. However, at 15% HGMS content, the increase in porosity suggests the onset of particle agglomeration and interfacial debonding, which explains the subsequent decline in compressive strength and creep resistance. These findings demonstrate that achieving an optimal balance between weight reduction and mechanical integrity requires precise control of both HGMS particle size and dosage.
3.2. Creep Performance Study
This part conducts a comparative study on the deformation of the cement material after being subjected to stress for a long time when HGMS and IBTES are added. The study evaluates the mean creep rate during the complete loading period to ultimately assess how the dosage and particle size of HGMS affect the material’s creep behavior.
After the cement material has been subjected to a certain stress for a long time, the relationship between the deformation amount and time is analyzed. Figure 2 shows the relationship between the deformation amount and time for three different particle sizes of HGMS composites and pure cement materials at 5%, 10%, and 15% dosages. Figure 3 shows the influence of particle size 25 μm HGMS on the creep performance of cement composites at different dosages. By comparing and analyzing the deformation amount change curves in Figure 2, after the addition of 25 μm and 80 μm HGMS, the material’s high-pressure resistance was improved. The deformation amount after continuous loading was smaller than that of the blank group. The optimal group was 25 μm HGMS added at a 5% dosage, with a deformation amount of 0.05044 mm, which was approximately 28.38% lower than the blank group. Analyzing the data in Figure 3, it can be concluded that within the proportion range of this experimental study, the addition of 25 μm HGMS improved the creep performance of the cement composite. The deformation amount at a 5% dosage was 0.05493 mm, which was 22.01% lower than that of the blank group. Comprehensive analysis of the results in Figure 2 and Figure 3 suggests the following reasons: The smaller-particle-size HGMS can fill some pores in the cement, and under the action of water dispersants, HGMS can be well dispersed in the cement aggregates, avoiding the situation of HGMS aggregation, improving the material’s density. At the same time, under the action of IBTES, cement forms more stable phases during the reaction, providing corresponding mechanical support when the material is subjected to a certain stress, thereby reducing the deformation amount after continuous loading and enhancing the material’s high-pressure resistance and creep performance. On the contrary, when a larger particle size HGMS is added, due to its larger body volume, it cannot fill the smaller pores, and the mutual influence between HGMS is more intense, resulting in a decrease in the creep performance of the material.
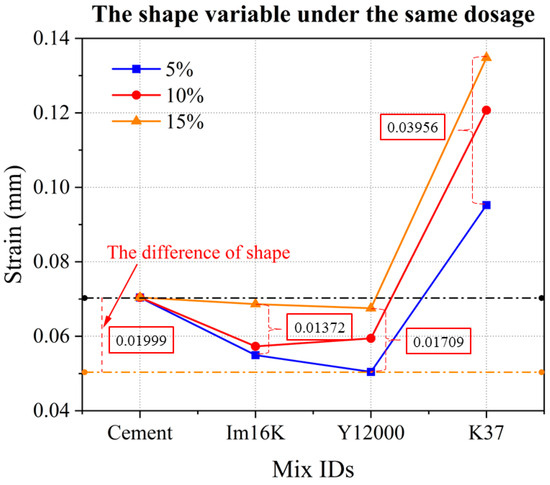
Figure 2.
The creep curves of cement composite materials with 5%, 10% and 15% of HGMS incorporated into them.
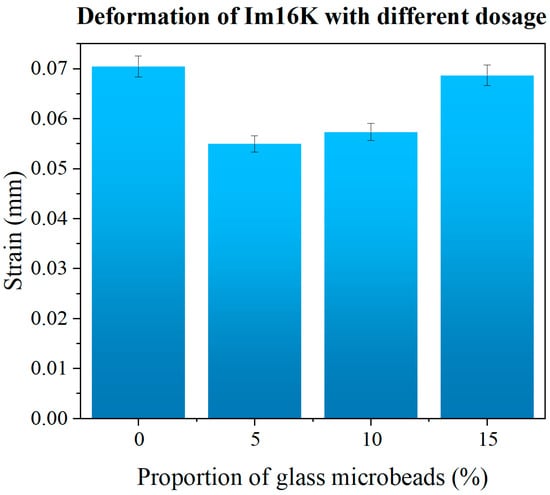
Figure 3.
The effect of HGMS content on the creep properties of the material.
In order to analyze the creep process of the material more precisely, the creep curves of the effective specimens with different particle sizes in the HGMS test pieces, after being continuously loaded with a constant load of 15 MPa for 10 h, were plotted (Figure 4). The initial deformation values corresponding to the initial time of the four sets of data were caused by the loading of the initial load of 15 MPa in the early stage. Among them, the initial deformation value of the material after adding K37 was the largest, at 0.7697 mm, followed by the blank group, at 0.7652 mm. The loading method of the initial load was displacement loading, which can be approximately regarded as the initial loading stage in a uniaxial compression experiment, that is, the compaction stage. The initial deformation of high-pressure lightweight cement composites incorporating smaller-particle-size HGMS was lower than that of the unmodified control group, indicating that finer HGMS contribute more effectively to matrix densification and reduce microcracking, whereas larger particles tend to compromise compactness. Analysis of deformation and creep rate during sustained loading revealed that all four curves exhibited similar trends; however, the control group displayed a pronounced shift in creep rate at approximately 13,500 s, suggesting the initiation of new internal cracks under creep stress. In contrast, composites modified with finer HGMS demonstrated more stable compression behavior. This discrepancy can be attributed to the relatively unstable long-term compressive performance of plain cement material. After sustaining load for a certain period, new surface and internal cracks developed, leading to a sudden increase in creep rate before eventually stabilizing at a nearly constant value. Compared with the control, the two more effective modified composites exhibited smoother creep curves, with total deformation reduced by 28.38% and 22.01%, respectively. The creep process can be categorized into two distinct stages: an initial creep phase followed by a constant-rate stage, also referred to as steady-state creep. During the latter, the creep deformation rate stabilizes, reflecting the material’s capacity to withstand prolonged stress [25]. According to the formula:
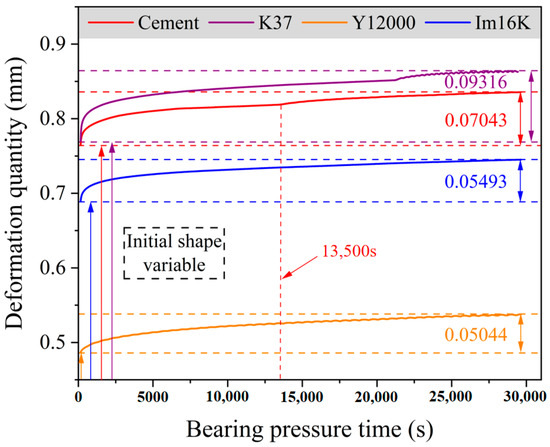
Figure 4.
Comparison curve of creep between three grouting materials with 5% HGMS content and traditional materials.
The average creep rate of the four materials at this stage can be calculated, namely for pure cement material: 2.348 × 10−6 mm/s, K37: 3.105 × 10−6 mm/s, Im16K: 1.831 × 10−6 mm/s, Y12000: 1.681 × 10−6 mm/s, The smaller the average rate of steady-state creep, the better the creep performance of the material, and it can withstand greater stress and have a longer service life [26]. By comparison, it can be seen that adding particles of smaller size of HGMS makes the high-pressure resistant lightweight cement composite material have a better high-pressure resistance than pure cement material. The main reason lies in the changes in the internal structure and composition of the material. HGMS has a high strength and, after the action of IBTES, forms a better bonding effect with the cement aggregate, enhancing the bearing capacity of the cement material and further improving the creep performance.
This analysis indicates that reducing the particle size of HGMS strengthens both the compressive capacity and creep resistance of cement-based composites. In contrast, larger particles provide markedly less improvement in long-term deformation performance. Regarding content, a 5% dosage yields the most significant enhancement in creep properties relative to the control. However, further increases in HGMS concentration lead to a measurable decline in performance.
The observed creep behavior can be attributed to the synergistic effects of HGMS particle size and IBTES modification on the microstructural evolution of the cement matrix under sustained loading. Finer HGMS (25 μm and 80 μm) at 5% dosage effectively fills capillary pores and microcracks, creating a more homogeneous stress distribution network. This reduces local stress concentrations that typically initiate time-dependent deformation. Furthermore, the IBTES modification enhances the chemical bonding between HGMS and the surrounding C-S-H gel, forming a robust ITZ that resists sliding and microcrack propagation during creep. The significantly lower steady-state creep rate of the Y12000-modified composite compared to the control quantitatively confirms this reinforcement mechanism. In contrast, larger HGMS and higher dosages introduce additional interfaces and potential weak zones, facilitating creep deformation despite the presence of IBTES.
3.3. Research on Stress Resistance Performance
Creep testing alone, which assesses deformation under prolonged stress, offers an incomplete representation of a material’s comprehensive mechanical properties. To address this, uniaxial compressive tests were conducted after creep exposure. These tests aimed to determine the post-loading strength and to examine the effects of HGMS dosage and particle dimensions on the mechanical behavior of the composites.
Figure 5 depicts the variation in peak stress of the composite with respect to HGMS particle size and dosage. The three-dimensional plot shows that material strength decreases as the microbead size increases. Regarding content, all three datasets follow a similar pattern: peak stress initially rises and then declines with higher HGMS addition. To isolate the effect of dosage at a constant particle size, a projection onto the YZ-plane was generated. This projection clearly indicates that the curve for 25 μm particles is substantially higher than those for 80 μm and 90 μm. The incorporation of HGMS enhances the mechanical performance of cement, with all three particle sizes exhibiting the same optimal trend: the best properties are achieved at a 5% dosage. While performance gradually decreases beyond this point, it remains superior to plain cement. A possible explanation involves particle size and interfacial interaction. Finer HGMS offers a greater contact area within the cement mortar. Treated with IBTES, their surface generates more reactive SiO2, which reacts with Ca(OH)2 to form additional hydrate gels, thereby densifying the matrix. Simultaneously, the water-soluble dispersant promotes more uniform stress distribution, further improving mechanical behavior. As inorganic fine particles, HGMS also fill voids in the cement paste—a packing effect that enhances impermeability. During sustained loading, they provide internal support, reducing deformation. These mechanisms collectively explain why HGMS-modified composites maintain higher load-bearing capacity after prolonged stress, with finer particles delivering more pronounced improvement.
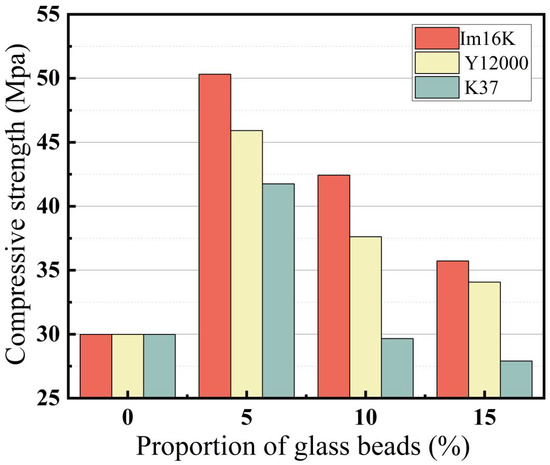
Figure 5.
The variation in compressive strength with HGMS content and particle size.
For a clearer comparison of how HGMS size influences cement performance, Figure 6 plots the peak stress achieved at equal dosages but varying particle diameters. Test results indicate that all dosage levels exhibit comparable trends: the compressive strength of the cement declines as the HGMS size increases—a behavior potentially linked to particle agglomeration—though overall strength remains higher than that of unmodified cement. By evaluating the peak stress across different addition rates, the optimal formulation was identified as 5% content of Im16K-type HGMS with a particle size of 25 μm. This optimum group attained a peak stress of 50.32 MPa, representing a 67.85% increase over plain cement.
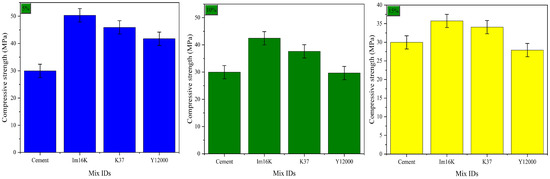
Figure 6.
Influence of different particle size HGMS on compressive strength.
From the analysis above, it can be summarized that the mechanical properties of the cement composite are inversely related to HGMS particle size: smaller particles lead to better performance. A dosage of 5% delivers the most pronounced enhancement. Although further increases in HGMS content gradually reduce mechanical strength relative to this peak, the modified materials still outperform pure cement in overall mechanical behavior.
The inverse relationship between HGMS particle size and compressive strength can be explained through two complementary mechanisms: packing density and interfacial reactivity. Smaller HGMS achieve higher packing density within the cement matrix, reducing the average distance between adjacent particles and creating a more continuous load-bearing skeleton. This geometrical effect is complemented by the chemical reactivity of the HGMS surface. Although HGMS are primarily considered inert fillers, their silica-rich surface can participate in pozzolanic reactions with Ca(OH)2 generated during cement hydration, forming secondary C-S-H gel. This reaction is particularly pronounced with finer HGMS due to their larger specific surface area, which provides more reaction sites. The IBTES modification further amplifies this effect by creating a hydrophilic organic layer that attracts Ca2+ ions and promotes nucleation of hydration products on the HGMS surface. The 67.85% increase in compressive strength achieved with 25 μm HGMS at 5% dosage represents the optimal synergy of these physical and chemical mechanisms.
3.4. Energy Analysis of the Uniaxial Compression Process
During uniaxial compression testing, the mechanical testing system continually supplies energy to the cement specimen. As the material approaches compressive failure, this energy undergoes accumulation, dissipation, and eventual release. Provided that the influence of ambient temperature on energy variation can be neglected, the work performed by the testing equipment is fully absorbed by the cement sample. In accordance with the first law of thermodynamics, the total energy remains constant throughout its transformation and transfer within the system (see Equation (2)).
Among them, U represents the total energy input by the universal testing machine to the specimen, Ue represents the elastic potential energy stored within the time frame during the elastic stage, Ud represents the dissipation energy used to induce damage and plastic deformation within the specimen, Uo represents the energy released by the specimen after failure. Since the thermal radiation energy generated by uniaxial compression is very small, usually Uo can be neglected [27], thus Equation (2) can be simplified to Equation (3).
Owing to the reversible nature of energy transformation, the total energy input, along with its elastic and dissipated components, can be derived from the stress–strain curve. The correlation between elastic strain energy and dissipated energy within this mechanical response is illustrated in Figure 7.
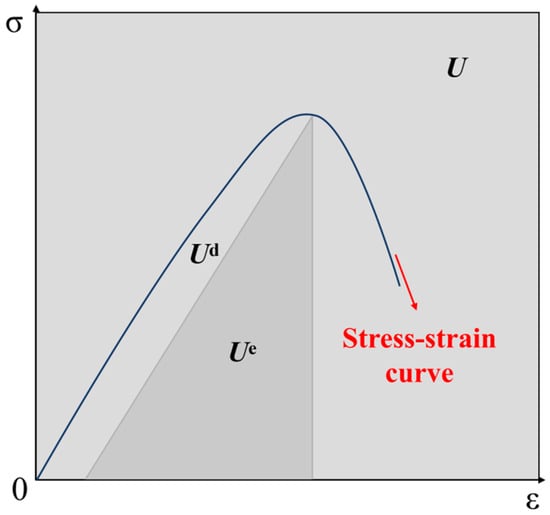
Figure 7.
Energy calculation for uniaxial compression process.
Respective calculations for the total input energy, the elastic energy, and the dissipated energy were performed according to Equations (4)–(6) [28], with the unit being KJ/m3.
Among them, σ represents axial stress, ε represents axial strain, Eu represents the elastic modulus of the cement specimen, and E is the initial elastic modulus of the specimen, which is determined separately for each sample. Its value is the tangent modulus at 40% of the peak stress, ensuring an accurate reflection of the unique stiffness characteristics of each mixture. Since the unloading process was not involved in this experiment, Eu can be replaced by E [29].
The three figures in Figure 8, Figure 9 and Figure 10 show the overall evolution curves of total energy U, elastic energy Ue, and dissipated energy Ud with respect to strain when the specimens undergo uniaxial compression under the set conditions. As shown in Figure 8, the total energy increases parabolically before reaching the peak stress instead of linearly. The variation curves of the specimens are highly similar, and the growth rate of the total energy input keeps increasing until the specimen fails. Only one specimen has a different trend in its curve variation. It reaches the peak fracture point at a smaller strain. When the 90 μm particle size of HGMS content is 15%, the peak stress point of this specimen is at a strain of 0.771688 mm, indicating that after being subjected to long-term compression, this specimen has developed damage and its high-pressure resistance has decreased. The peak stress point of this specimen is significantly earlier than that of other specimens.
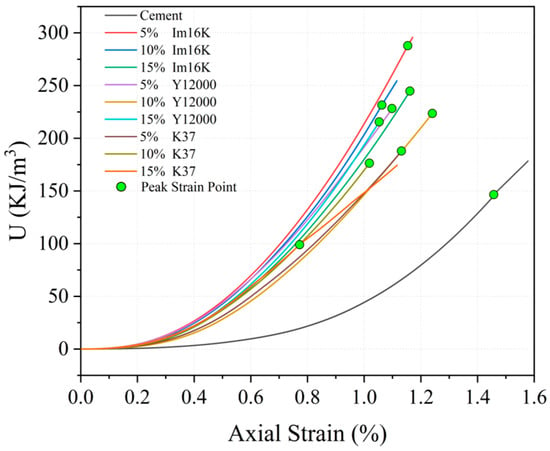
Figure 8.
Comparison of total energy of each specimen.
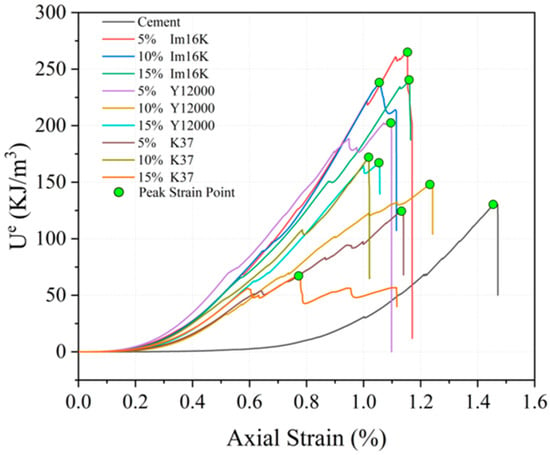
Figure 9.
Comparison of elastic energy of each specimen.
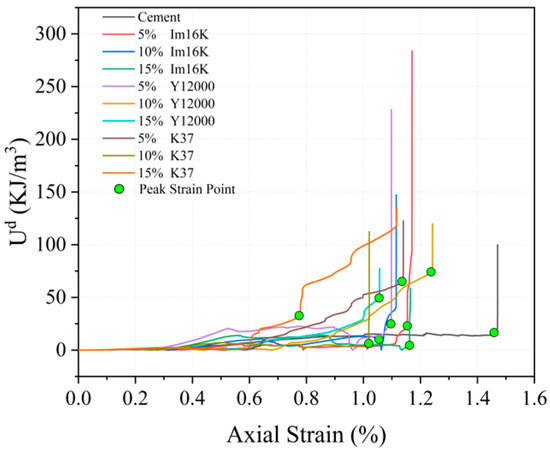
Figure 10.
Comparison of dissipative energy consumption of each specimen.
The total input energy of the blank group was 178.4497 KJ/m3. The total input energy of the cement materials with 25 μm HGMS added at different dosages was 295.788 KJ/m3, 254.528 KJ/m3 and 246.0608 KJ/m3 respectively, while the total input energy of the cement materials with 80 μm HGMS added at different dosages was 228.2539 KJ/m3, 224.1165 KJ/m3 and 217.069 KJ/m3 respectively, and the total input energy of the cement materials with 90 μm HGMS added at different dosages was 190.6315 KJ/m3, 177.0467 KJ/m3 and 174.4577 KJ/m3 respectively. Compared with the blank group, the total input energy of the cement materials after adding HGMS and IBTES increased by 65.75%, 42.63%, 37.85%, 27.88%, 25.59%, 21.61%, 6.80%, −0.81% and −2.26% respectively.
Enhanced compressive strength is indicated by the greater total energy needed to fail the specimen. From Figure 9, the elastic energy profile closely resembles the corresponding stress–strain curve, confirming that elastic storage constitutes the dominant energy mechanism during compression. Although elastic energy generally follows the trend of total energy, its curve displays intermittent steps—particularly in composites with 90 μm HGMS, whereas the 25 μm variant yields a more continuous response. These differences underscore how particle size critically affects the densification and internal coherence of the cement matrix. Finer HGMS (25 μm) promotes a more uniform energy evolution and stable mechanical performance, confirming the effectiveness of this modification. The study thus validates energy analysis as a practical tool for characterizing cement composites [30].
Figure 10 presents the evolution of dissipation energy (U_d) for the tested specimens, which can be categorized into three distinct phases. Initially, the dissipation energy for all specimens remains near zero, exhibiting a slow growth rate. This is followed by a second phase characterized by a fluctuating yet rising trend in U_d. Finally, a stage of rapid increase is observed. In contrast to the modified cement composite, the curve for the control group is comparatively smoother, lacks a clearly defined second phase, and enters the stage of rapid energy dissipation at an earlier point. This indicates that the unmodified material undergoes instantaneous failure at the peak stress, reflecting higher brittleness. On the contrary, the cement materials with HGMS and IBTES added show a clear second stage, indicating that the material begins to generate damage partially before the peak stress point and completes the final damage at that point. The material has better high-pressure resistance capability.
The energy distribution evolution during uniaxial compression was further compared between the control group and the optimal composite. Figure 11 illustrates the proportional variation in elastic energy (Ue) and dissipated energy (Ud) with strain for both groups. The energy evolution exhibits clear stage-wise characteristics, broadly divisible into three phases: an initial energy accumulation stage (Phase I), an accelerated energy accumulation stage (Phase II), and a rapid energy dissipation stage (Phase III).
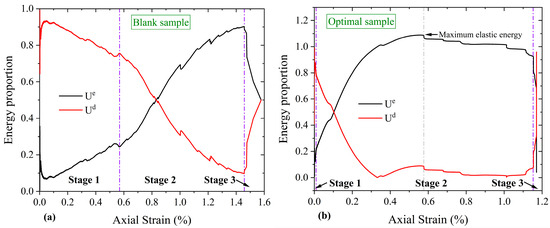
Figure 11.
(a) Energy ratio versus time/strain for the control group (1#); (b) Energy ratio versus time/strain for the optimal sample (2#).
Phase I represents a fluctuation period in the Ue/Ud ratio, corresponding to the pore closure segment of the stress–strain curve. In this stage, the mechanical energy supplied by the testing machine is limited, with dissipated energy constituting the dominant share. This indicates that most input energy is consumed in compressing pre-existing pores and microcracks within the material. As shown in the figure, Phase I is markedly longer for the control group than for the optimal composite, suggesting that the plain cement contains fewer initial voids, achieves better compaction in a shorter time, and thus possesses higher initial density.
Phase II is characterized by a linear and steady level in the energy proportions, typically spanning 30% to 90% of the total compression process, and constitutes the primary stage of energy transformation. During this period, material deformation transitions gradually from elastic to plastic due to internal stress concentration caused by inhomogeneous stress distribution. For the control and optimal groups, Phase II occupies 56% and 95% of the total compression duration, respectively. This demonstrates that the incorporation of HGMS and IBTES enhances the conversion efficiency of total input energy into stored elastic energy, thereby improving the material’s ability to sustain high stress over time.
Phase III corresponds to a rapid transition in Ue and Ud, as well as the post-peak segment of the stress–strain curve. In this stage, new cracks—primarily longitudinal—develop, leading to irreversible deformation and a sharp drop in energy storage capacity. Comparing the energy curves reveals that the control group shows a sudden drop in Ue precisely at the peak stress point, which aligns with the onset of Phase III, indicating instantaneous specimen failure and relatively high brittleness. In contrast, the optimal composite exhibits a stepped decline in Ue beginning already in Phase II. This reflects a staged fracture process: microcracks initiate and propagate under increasing stress, gradually coalescing into macro-fractures and resulting in progressive plastic deformation until final rupture. This behavior confirms that the modified material possesses stronger high-pressure resistance and significantly improved toughness compared to the plain cement.
The underlying mechanism can be attributed to the influence of HGMS and IBTES on the internal microstructure and defect distribution of the cement matrix. These additives enable the material to complete the initial compaction stage more rapidly, allowing earlier transition into elastic energy storage. Moreover, they promote the hydration process, facilitating the accumulation of higher elastic energy. During failure, this energy is released in a controlled, gradual manner rather than abruptly, leading to a more ductile fracture pattern. These observations are consistent with the earlier creep and mechanical test results, collectively confirming the enhanced pressure resistance and overall mechanical performance of the lightweight cement composite.
Based on the energy evolution analysis, it can be concluded that HGMS particle size significantly affects the mechanical behavior of the composite: smaller particles increase both the energy required for fracture and the proportion converted to elastic energy, thereby improving high-pressure resistance and overall performance. Similarly, the HGMS dosage influences properties in a non-linear manner, with mechanical performance initially enhancing and then declining as content increases, indicating an optimal addition level.
The energy evolution analysis provides unique insights into the failure mechanism of HGMS-modified composites. The three-stage energy partitioning pattern reflects the progressive damage process characteristic of quasi-brittle materials. However, the modified composites exhibit two distinctive features compared to the control. First, the prolonged Phase II in the optimal formulation indicates enhanced capacity for elastic energy storage before failure. This suggests that HGMS act as micro-springs that absorb and redistribute stress, delaying the onset of irreversible damage. Second, the stepped decline in elastic energy during Phase III, rather than an abrupt drop, confirms a more ductile failure mode. This is consistent with crack bridging and deflection mechanisms induced by well-dispersed HGMS, which increase the fracture energy required for crack propagation. The higher total input energy required to fracture the 25 μm HGMS-modified composite directly quantifies this toughening effect.
3.5. Study on Hydration Performance
In this study, high-pressure-resistant lightweight cement composites were prepared using Portland cement, HGMS and IBTES. When the cement comes into contact with water, the main hydration reaction process is as follows.
Calcium metasilicate:
Ettringite:
Among them, H represents H2O, CH represents Ca(OH)2, C-S-H (gel) and CS’H2 represent hydrated calcium silicate gel and dihydrated calcium sulfate, C3A represents tricalcium aluminate, C3S and C2S respectively represent tricalcium silicate and dicalcium silicate, C4A3S’ represents sulfur aluminates, C6AS3’H32 (AFt) represents calcium aluminoferrite, and C4AS’H12(AFm) represents hydrated tricalcium aluminate.
Figure 12 presents the 28-day XRD patterns for the control group, the characteristic group, and the optimal formulation. All three samples display distinct diffraction peaks corresponding to Ca(OH)2, C3S, and AFt. The spectra share a high degree of similarity, yet key differences are evident. The control sample shows a strong C3S peak, whereas the intensities for Ca(OH)2 and AFt are relatively weak. This suggests a slower hydration rate, with substantial unreacted clinker remaining and a lower overall degree of reaction. In the characteristic group, the C3S peak is noticeably reduced, while the peaks for Ca(OH)2 and AFt become more pronounced, indicating accelerated hydration. The optimal group exhibits the weakest C3S signal alongside the most intense peaks for Ca(OH)2 and AFt, confirming the most advanced hydration state among the three. Although HGMS primarily acts as an inert filler, its combination with IBTES enhances the interface with cement grains and promotes the reaction. Surface-active SiO2 and Al2O3 on HGMS can react with Ca(OH)2 to form additional C–S–H gel, thereby reducing portlandite content and improving early-age strength.
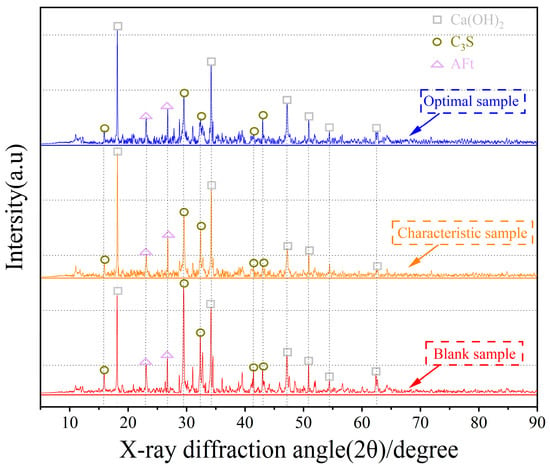
Figure 12.
XRD patterns of control sample (1#, plain cement) and optimal composite sample (2#, Im16K-type HGMS at 5% addition).
The hydration performance of the composite was further assessed via TGA, as depicted in Figure 13. Owing to distinct water-binding mechanisms in different minerals, their dehydration occurs at specific temperature ranges. In the tested samples, the DTG curves revealed three well-defined peaks during heating. The first (60–140 °C) corresponds to the loss of crystalline water from hydration products, including AFt and C-S-H gel. The second (370–430 °C) is attributed to the decomposition of Ca(OH)2, and the third (590–650 °C) to the breakdown of triclinic CaCO3. The weight loss curve shows that the weight loss rate from room temperature to 150 °C is greater than that from 150 °C to 800 °C. From the mass change in the figure and the heat decomposition formula of Ca(OH)2:
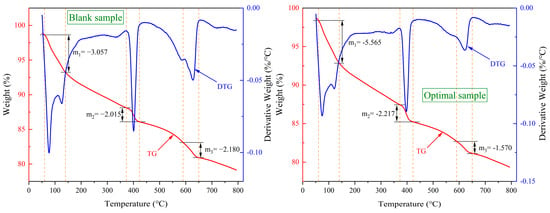
Figure 13.
TGA curves of control sample (1#, plain cement) and optimal composite sample (5#, Im16K-type HGMS at 5% addition).
The contents of crystalline water and Ca(OH)2 in the cement paste can be calculated. Compared with the blank group, the m1 value of the optimal group increases, indicating that the addition of HGMS and IBTES promotes the hydration process of the cement mortar and generates more hydrated gel; the increase in m2 indicates that more Ca(OH)2 hydration products participate in the subsequent reaction, while the remaining amount of Ca(OH)2 decreases, and the hydration process becomes more complete. This phenomenon is consistent with the results of the XRD experiment analysis, indicating that the addition of HGMS and IBTES accelerates the hydration process of cement and improves the compressive strength of the cement material.
Based on the results obtained from the above experiments, the performance advantages of the high-pressure-resistant lightweight cement composite material were analyzed. In order to gain a deeper understanding of the reasons for the improvement of the performance of the new cement material, the author analyzed the molecular structure and reaction principle of the added chemical agents, and verified the feasibility of the high-pressure-resistant lightweight cement composite material.
As shown in Figure 14, when IBTES is added to the modified solution and reacts with the partially active SiO2 on the surface of HGMS, through the dehydroxylation of the surface partial hydroxyl groups, the C-O bonds on the surface of HGMS are broken and connected with the polar groups of IBTES. This plays the role of an interface adhesive on the surface of HGMS [31]. Upon contact with water, cement clinker undergoes a hydration process accompanied by heat release. As outlined in Equations (7) and (8), calcium hydroxide (Ca(OH)2) is formed during this reaction. In the newly developed composite, the Ca(OH)2 produced can subsequently react with the IBTES coating on the surface of the HGMS. This interaction generates water via a condensation reaction, which in turn accelerates the decomposition of C3S and facilitates the formation of calcium aluminosilicate phases. Concurrently, a portion of the Ca(OH)2 is consumed to produce C-S-H, thereby enhancing the interfacial adhesion between the cement matrix and the HGMS fillers.
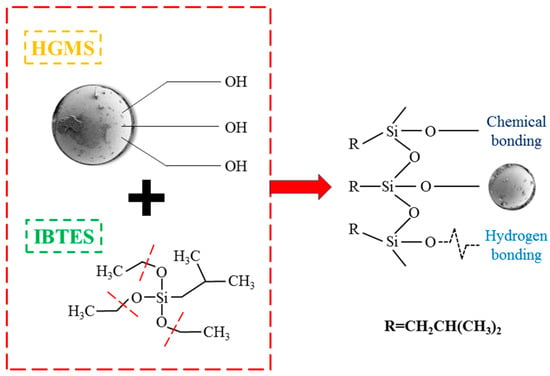
Figure 14.
IBTES modified HGMS are connected to the gas–liquid interface by chemical or hydrogen bonding.
Figure 15 shows the molecular structure reaction principle of IBTES as an adhesive in cement and HGMS. After the HGMS surface is treated with a silane coupling agent, it becomes hydrophobic, which is conducive to generating a synergistic effect with IBTES through chemical bonds or hydrogen bonds, forming a more stable phase. The strength development in cement is largely due to the formation of C-S-H, a fibrous gel that binds particles and hydrates into a cohesive, networked microstructure. Substituting a portion of cement with HGMS under a fixed mix water ratio effectively raises the water available for the remaining cement, facilitating more complete hydration.
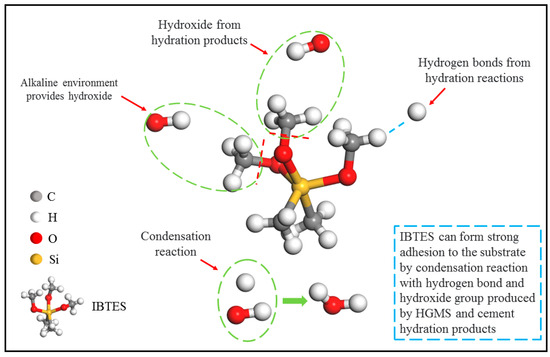
Figure 15.
Mechanism of molecular reaction effect of IBTES.
Mechanical and microstructural analysis demonstrates that the size of HGMS particles is a key factor governing composite performance. Smaller particles offer increased interfacial contact area with the IBTES, enabling better dispersion and more efficient void filling, which accelerates reaction kinetics. The silane coupling agent also improves the adhesion between the HGMS surface and the cement paste, leading to a denser, more integrated matrix with superior mechanical characteristics.
To quantitatively assess the influence of HGMS and IBTES on hydration kinetics, the Ca(OH)2 content was calculated from TGA data using Equation (12). The optimal formulation exhibited a 23.6% reduction in residual Ca(OH)2 content compared to the control, accompanied by a 31.2% increase in chemically bound water content (measured from weight loss between 60–140 °C). This inverse relationship indicates that more portlandite was consumed in secondary pozzolanic reactions to form additional C-S-H gel, rather than remaining as a crystalline phase. The enhanced hydration degree is further corroborated by the XRD peak intensity ratios: the I(C3S)/I(CH) ratio decreased from 1.42 in the control to 0.87 in the optimal formulation, confirming accelerated consumption of tricalcium silicate. These quantitative results demonstrate that HGMS, despite their inert core, actively participate in the hydration process through surface-mediated nucleation and pozzolanic activity when properly functionalized with IBTES.
3.6. Microstructural Analysis in the Revised Manuscript
In order to observe the changes in the microscopic pores more intuitively, SEM scanning samples were selected to conduct a qualitative analysis of the microscopic morphology of graphene oxide. SEM was a SIGMA HD scanning electron microscope from ZEISS, Germany. The low-vacuum mode image acquisition was used to study the microscopic surface structure of the sealing material particles. The electron beam acceleration voltage was 2.00 kV, the probe current was 50 pA, and the magnification was 10,000×.
As shown in Figure 16, the control group has a relatively loose microstructure, with visible microcracks and loosely arranged hydration products (Figure 16a). The optimal formulation shows good dispersion of microspheres, closely embedded in the cement matrix, with a dense and continuous interface transition zone, and no obvious voids, indicating a strong bonding force (Figure 16b). Smaller HGMS particles were observed to effectively fill the voids between cement particles, contributing to the densification of the matrix (Figure 16b–d). In contrast, larger HGMS occasionally showed poor bonding force or local aggregation at higher doses, which was related to the decline in mechanical properties (Figure 16g,j). At a 5% dosage, HGMS was uniformly dispersed and closely combined. However, at a 15% dosage, agglomeration occurred, and microcracks were easily generated around the microsphere clusters, which explains the increased porosity and decreased strength observed in physical and mechanical tests. These microscopic photos provide direct and specific evidence for the formulation, indicating that the combined treatment of HGMS and IBTES can form a denser microstructure, reduce microcracks, and enhance interfacial adhesion. Systematic scanning electron microscope analysis of all ten groups confirmed that at a finer particle dosage of 5%, the best microstructure could be achieved, namely, uniform dispersion of HGMS, minimal agglomeration, and dense ITZ, which validates the improved creep resistance, higher compressive strength, and more stable energy evolution reported in Section 3.1, Section 3.2 and Section 3.3.
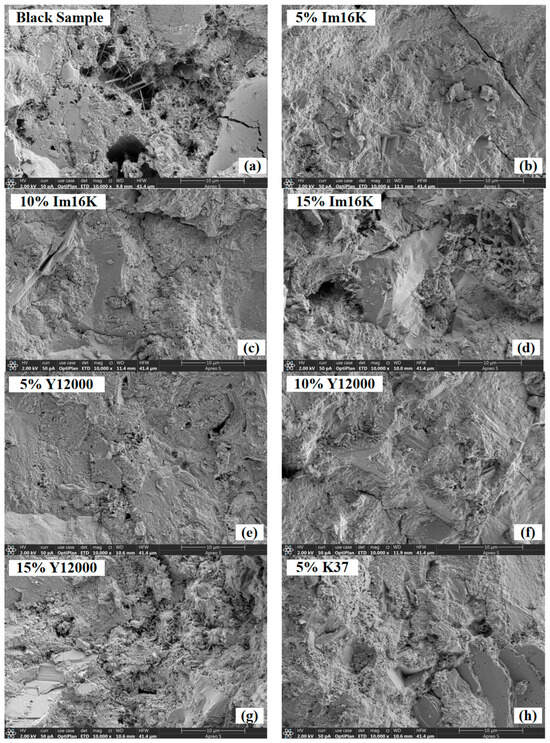
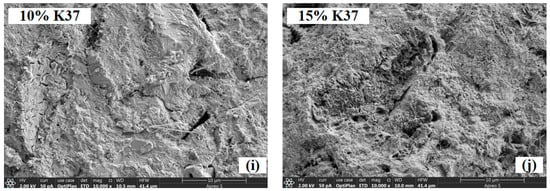
Figure 16.
SEM image of the sample.
3.7. Comparative Assessment and Novelty of the HGMS-IBTES System
To contextualize the findings of this study within the broader research landscape, Table 5 presents a comparative analysis of the HGMS-IBTES system against recent micro- and nano-modified cementitious composites reported in the literature.
Table 5.
Comparison of the present work with recent studies on modified cement composites.
3.7.1. Comparative Analysis
This study has several significant advantages compared to existing research:
Lightweight efficiency: Previous studies achieved lower density by increasing the content of HGMS, but this came at the cost of reduced strength. However, this formulation achieved a higher strength-to-density ratio, indicating that by enhancing interfacial bonding, the lightweight filler material was more effectively utilized.
Mechanical performance enhancement: The compressive strength increased by 67.8%, far exceeding the 30–50% range typically reported for nanomodified composite materials. This remarkable performance is attributed to the synergistic effect of the physical filling of HGMS and the chemical bonding of IBTES. The 22.0% reduction in creep is particularly noteworthy, as long-term deformation is rarely addressed in similar studies.
Modification strategy: Previous reports on silane coupling agents indicated a 17% increase in the strength of EPS composite materials and a 67% enhancement in microcapsule interfacial bonding. This study further expands upon these findings, demonstrating that IBTES enables the previously inactive HGMS surface to actively participate in hydration reactions through the molecular mechanism illustrated in Figure 14 and Figure 15.
3.7.2. Originality and Uniqueness
The uniqueness of this study lies in the comprehensive innovation in three aspects:
Systematic particle size optimization: This is the first study to comprehensively investigate the influence of HGMS particle size on short-term mechanical properties and long-term creep behavior. The research results show that using finer particles at the optimal dosage can lead to better performance.
Dual-function IBTES improvement: It indicates that IBTES not only has the role of a dispersant but also can act as a reactive chemical bridge to promote secondary hydration—this is the molecular-level understanding that was lacking in previous HGMS research.
Multi-scale characterization: Integrating physical properties, mechanical properties, energy changes, hydration analysis, and microscopic structure observation, it can provide a comprehensive understanding that is difficult to achieve in a single study. The energy change analysis shows that the accumulation time of elastic energy is prolonged, indicating that it is transforming towards quasi-toughness behavior.
3.7.3. Strengths and Limitations
The HGMS-IBTES system possesses several remarkable advantages. It successfully overcomes the traditional trade-off between weight reduction and mechanical performance, achieving a simultaneous reduction in density and a significant enhancement in strength. This study provides an understanding of the modification mechanism at the molecular level, indicating that IBTES, as a reactive chemical bridge, promotes secondary hydration at the HGMS-cement interface. The reduction in creep deformation by 22.0% addresses the practical and important issue of long-term deformation resistance, and the multi-scale characterization method establishes a clear microstructure-performance correlation, supporting the observed performance improvement.
It should be acknowledged that this study has some limitations. This research is limited to laboratory-scale samples and requires field verification under actual usage conditions to obtain confirmation before commercial application. The optimal 5% dose range represents a relatively narrow processing window, which may pose challenges to the precision of large-scale production. Further research is needed on long-term durability in harsh environments, and a comprehensive cost–benefit analysis will be significant for evaluating commercial feasibility. These limitations identify promising directions for future research while not undermining the substantial progress achieved.
3.7.4. Methodological Context
The energy evolution method employed in this study is in line with the new methods in the field of composite materials research, demonstrating its effectiveness in quantifying the toughening effect brought about by HGMS modification. Different from studies that rely solely on mechanical tests, the multi-technique approach adopted here establishes the causal relationship between formulation variables and performance results. In summary, the HGMS-IBTES system achieves the optimal balance in terms of weight reduction, mechanical performance improvement, and long-term deformation resistance, which distinguishes it from previously reported materials. It not only provides practical formulation guidance but also brings fundamental scientific understanding.
4. Conclusions
This study investigated the effects of HGMS particle size and IBTES modification on the mechanical properties, hydration characteristics, and energy evolution of high compressive lightweight cement composites. The following conclusions can be drawn:
(1) Scientific research results
Combining HGMS and IBTES modification significantly improved the mechanical properties and hydration degree of the cement composite material. The optimal formulation increased the compressive strength by 67.85% and reduced the creep deformation by 22.01%. In contrast, ordinary cement did not have such effects. Energy evolution analysis indicated that the finer HGMS prolonged the elastic energy accumulation stage (from 56% of the total compression duration to 95%), indicating a transition to quasi-ductile failure behavior. XRD and TGA analyses confirmed the accelerated hydration rate, with the residual Ca(OH)2 content reduced by 23.6% and the chemically bound water increased by 31.2%, indicating that the IBTES functionalized HGMS actively participated in the secondary volcanic reaction.
(2) Application value and industry impact
This improved composite material brings practical benefits to the construction industry. Its density decreased by 8.8% to 19.0%, enabling the manufacture of lighter structural components, reducing foundation loads and seismic forces, and simplifying transportation and installation processes. Its enhanced compressive strength and creep resistance ensure reliable long-term performance in high-pressure environments such as high-rise buildings, large-span structures, and underground projects, which require weight reduction and structural integrity in large part. These characteristics make this material an ideal choice for next-generation construction applications, suitable for situations requiring weight reduction and structural strength.
(3) Limitations and future prospects
This study has some limitations, which we need to acknowledge. Firstly, the research results are based on laboratory-scale samples; field verification under actual usage conditions is necessary to apply them in commercial applications. Secondly, the optimal 5% HGMS dosage represents a relatively narrow processing window, which may pose challenges to the precision of large-scale manufacturing. Thirdly, the durability in harsh environments (frost and freeze cycles, chloride erosion, carbonation) needs further research to fully determine the service life of the material.
Future research should focus on: (i) conducting large-scale production tests to evaluate manufacturability and quality control; (ii) conducting a comprehensive cost–benefit analysis to compare the performance improvement with the additional materials and processing costs; (iii) developing design guidelines and prediction models for structural applications; and (iv) exploring mixed systems combining HGMS with other micro/nano additives to achieve synergistic performance enhancement. Addressing these aspects will help transfer the technology from the laboratory to the construction site, enabling the practical application of this high-performance lightweight composite material.
Author Contributions
G.N.: Writing—original draft, Investigation. Z.Z.: Conceptualization, Resources, Methodology. Z.L.: Formal analysis, Data curation. Z.F.: Formal analysis, Software. Y.L.: Validation, Visualization. Y.W.: Validation, Visualization. L.L.: Validation, Visualization. All authors have read and agreed to the published version of the manuscript.
Funding
This work is financially supported by the National Natural Science Foundation of China (Nos. 52374212, 52174192, 51934004, 52204223 and 52404226), the Shandong Provincial Natural Science Foundation (No. ZR2021YQ37) and the Shandong Provincial University Youth Innovation Technology Innovation Team Project (No. 2021KJ011).
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors gratefully acknowledge the State Key Laboratory of Mining Disaster Prevention and Control, Shandong University of Science and Technology, for providing the experimental facilities and technical support. Special thanks are extended to the College of Safety and Environmental Engineering for assistance in sample preparation and material characterization. The authors also appreciate the valuable contributions of the technical staff for their help with SEM, XRD, and TGA analyses. Finally, sincere thanks go to all co-authors for their collaborative efforts and insightful discussions throughout this research.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Zhang, H.; Mu, S.; Cai, J.; Liu, J.; Hong, J. The role of iron in cement hydration process: From perspective of chemical admixture. Thermochim. Acta 2023, 722, 179457. [Google Scholar] [CrossRef]
- Duan, B.F.; Chen, J.H.; Chai, M.X.; Wei, Y.G.; Jing, G.; Yang, Y.Q. Mechanism and application of roof cutting and pressure relief in deep-hole shaped charge presplit blasting. J. Shandong Univ. Sci. Technol. (Nat. Sci. Ed.) 2024, 43, 1–10. [Google Scholar]
- Ye, Q.; Jia, Z.Z.; Pi, Y.; Wang, H.Z. Analysis on Sealing Method and Sealing Materials of Gas Drainage Borehole. Adv. Mater. Res. 2013, 2433, 485–489. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Z.; Liu, J. Effect of two different crystal forms of alumina on hydration properties and mechanical properties of steel slag-cement composite cementitious materials. Environ. Technol. 2023, 45, 5548–5557. [Google Scholar] [CrossRef] [PubMed]
- Xue, S.; Guo, X.; Zheng, C.S.; Li, Y.B.; Xie, L.F. Macroscopic Mechanical Properties and Mechanism of Superfine Portland Cement-Based Composite Sealing Material for Gas Drainage. Proc. Rom. Acad. Ser. A Math. Phys. Tech. Sci. Inf. Sci. 2021, 22, 343–351. [Google Scholar]
- Liu, Y.-H.; Yang, P.; Ku, T.; Gao, S.-W. Effect of different nanoparticles on the grouting performance of cement-based grouts in dynamic water condition. Constr. Build. Mater. 2020, 248, 118663. [Google Scholar] [CrossRef]
- Ni, G.; Dong, K.; Li, S.; Sun, Q.; Huang, D.; Wang, N.; Cheng, Y. Development and performance testing of the new sealing material for gas drainage drilling in coal mine. Powder Technol. 2020, 363, 152–160. [Google Scholar] [CrossRef]
- Qi, P.; Ohba, S.; Hara, Y.; Fuke, M.; Ogawa, T.; Ohta, S.; Ito, T. Fabrication of calcium phosphate-loaded carboxymethyl cellulose non-woven sheets for bone regeneration. Carbohydr. Polym. 2018, 189, 322–330. [Google Scholar] [CrossRef]
- Beskopylny, A.N.; Stel’makh, S.A.; Shcherban’, E.M.; Varavka, V.; Meskhi, B.; Mailyan, L.R.; Kovtun, M.; Kurlovich, S.; El’shaeva, D.; Chernil’nik, A. Study of the Structure and Properties of Concrete Modified with Nanofibrils and Nanospheres. Buildings 2024, 14, 3476. [Google Scholar] [CrossRef]
- Jin, P.; Hasany, M.; Kohestanian, M.; Mehrali, M. Micro/nano additives in 3D printing concrete. Cem. Concr. Compos. 2025, 155, 105799. [Google Scholar] [CrossRef]
- Czovny, C.K.; Gidrão, G.D.M.S.; Bilcati, G.K.; Lengowski, E.C.; Bosse, R.M.; Silvestro, L. Fresh and hardened properties of cementitious composites with the addition of nanofibrillated cellulose. Rev. IBRACON Estrut. Mater. 2024, 17, e17202. [Google Scholar] [CrossRef]
- Al-Baghdadi, H.M.; Kadhum, M.M.; Shubbar, A. Evaluate the bonding strength performance between lightweight concrete and lightweight engineered cementitious composite using different percentages of cenosphere and hybrid fibers. J. Build. Pathol. Rehabil. 2025, 10, 136. [Google Scholar] [CrossRef]
- Rahemipoor, S.; Kuenzel, C.; Eiduks, T.V.; Shishkin, A.; Izadifar, M.; Ukrainczyk, N.; Koenders, E.; Ranjbar, N. Surface-Engineered Cenospheres Encapsulating Phase Change Materials for Functional Cementitious Composites. Adv. Sci. 2025, 12, e2417350. [Google Scholar] [CrossRef] [PubMed]
- Sikora, P.; Chougan, M.; Cuevas, K.; Liebscher, M.; Mechtcherine, V.; Ghaffar, S.H.; Liard, M.; Lootens, D.; Krivenko, P.; Sanytsky, M.; et al. The effects of nano- and micro-sized additives on 3D printable cementitious and alkali-activated composites: A review. Appl. Nanosci. 2021, 12, 805–823. [Google Scholar] [CrossRef]
- Pyeon, S.; Kim, G.; Lee, S.; Nam, J. Internal Curing Effect of Waste Glass Beads on High-Strength Cement Composites. Appl. Sci. 2022, 12, 8385. [Google Scholar] [CrossRef]
- Gorospe, K.; Booya, E.; Ghaednia, H.; Das, S. Strength, Durability, and Thermal Properties of Glass Aggregate Mortars. J. Mater. Civ. Eng. 2019, 31, 04019231. [Google Scholar] [CrossRef]
- Scott, N.R.; Stoddard, D.L.; Nelms, M.D.; Wallace, Z.; Turner, I.; Turner, L.; Croom, M.; Franklin, K.; Sandifer, S.; Al-fahdi, M.S.A.; et al. Experimental and computational characterization of glass microsphere-cementitious composites. Cem. Concr. Res. 2022, 152, 106671. [Google Scholar] [CrossRef]
- Wu, X.S.; Cao, A.Y.; Mai, Q.L.; Wang, S.W.; Lu, Z.J. Research on stress state and rock burst prevention technology in gangue-bearing pillar area of inclined coal seam. J. Shandong Univ. Sci. Technol. (Nat. Sci. Ed.) 2023, 42, 44–52. [Google Scholar]
- GB 175–2007; Common Portland Cement. Standardization Administration of China: Beijing, China, 2007.
- GB 5749–2022; Standards for Drinking Water Quality. State Administration for Market Regulation. Standardization Administration of China: Beijing, China, 2022.
- ASTM C20-00; Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM C512/C512M-15; Standard Test Method for Compressive Creep of Concrete. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM C39/C39M-21; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2021.
- Yang, L.; Liu, C.W.; Lv, G.N.; Dong, Y.N.; Xi, T. Research on agglomeration characteristics of medium particles indense gas-solid separation fluidized bed. J. Shandong Univ. Sci. Technol. 2024, 43, 22–31. [Google Scholar]
- Wang, Y.; Ma, L.; Wang, M.; Lv, Y.; Dong, L.; Fan, P. A creep constitutive model incorporating deformation mechanisms for crushable calcareous sand. Arab. J. Geosci. 2018, 11, 623. [Google Scholar] [CrossRef]
- Han, W.; Tian, P.; Lv, Y.; Zou, C.; Liu, T. Long-Term Prestress Loss Calculation Considering the Interaction of Concrete Shrinkage, Concrete Creep, and Stress Relaxation. Materials 2023, 16, 2452. [Google Scholar] [CrossRef]
- Peng, L.; Feng, C.M. Energy evolution mechanism and failure criteria of jointed surrounding rock under uniaxial compression. J. Cent. South Univ. 2021, 28, 1857–1874. [Google Scholar]
- Wang, C.; He, B.; Hou, X.; Li, J.; Liu, L. Stress–Energy Mechanism for Rock Failure Evolution Based on Damage Mechanics in Hard Rock. Rock Mech. Rock Eng. 2019, 53, 1021–1037. [Google Scholar] [CrossRef]
- Khan, N.M.; Ma, L.; Cao, K.; Hussain, S.; Liu, W.; Xu, Y.; Yuan, Q.; Gu, J. Prediction of an early failure point using infrared radiation characteristics and energy evolution for sandstone with different water contents. Bull. Eng. Geol. Environ. 2021, 80, 6913–6936. [Google Scholar] [CrossRef]
- Bo, W.F.; Rui, C.B.; Rui, W.; Liang, L.G.; Tao, L.; Xu, W.; Hao, Z.X. Experimental study on the mechanical properties and energy evolution of hard rock during water immersion. Arab. J. Geosci. 2022, 15, 751. [Google Scholar] [CrossRef]
- She, W.; Zheng, Z.; Zhang, Q.; Zuo, W.; Yang, J.; Zhang, Y.; Zheng, L.; Hong, J.; Miao, C. Predesigning matrix-directed super-hydrophobization and hierarchical strengthening of cement foam. Cem. Concr. Res. 2020, 131, 106029. [Google Scholar] [CrossRef]

















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.