
Long-Term Embrittlement of Ancient Copper and Silver Alloys


Abstract
1. Introduction
2. Corrosion and Embrittlement of Old World Copper Alloy Objects
2.1. Production and Processing
2.2. General Corrosion
2.3. Alloying Element Influences on Corrosion
2.3.1. Arsenical Copper Alloys (Cu-As)
2.3.2. Brass Alloys (Cu-Zn)
2.3.3. Bronze Alloys (Cu-Sn)
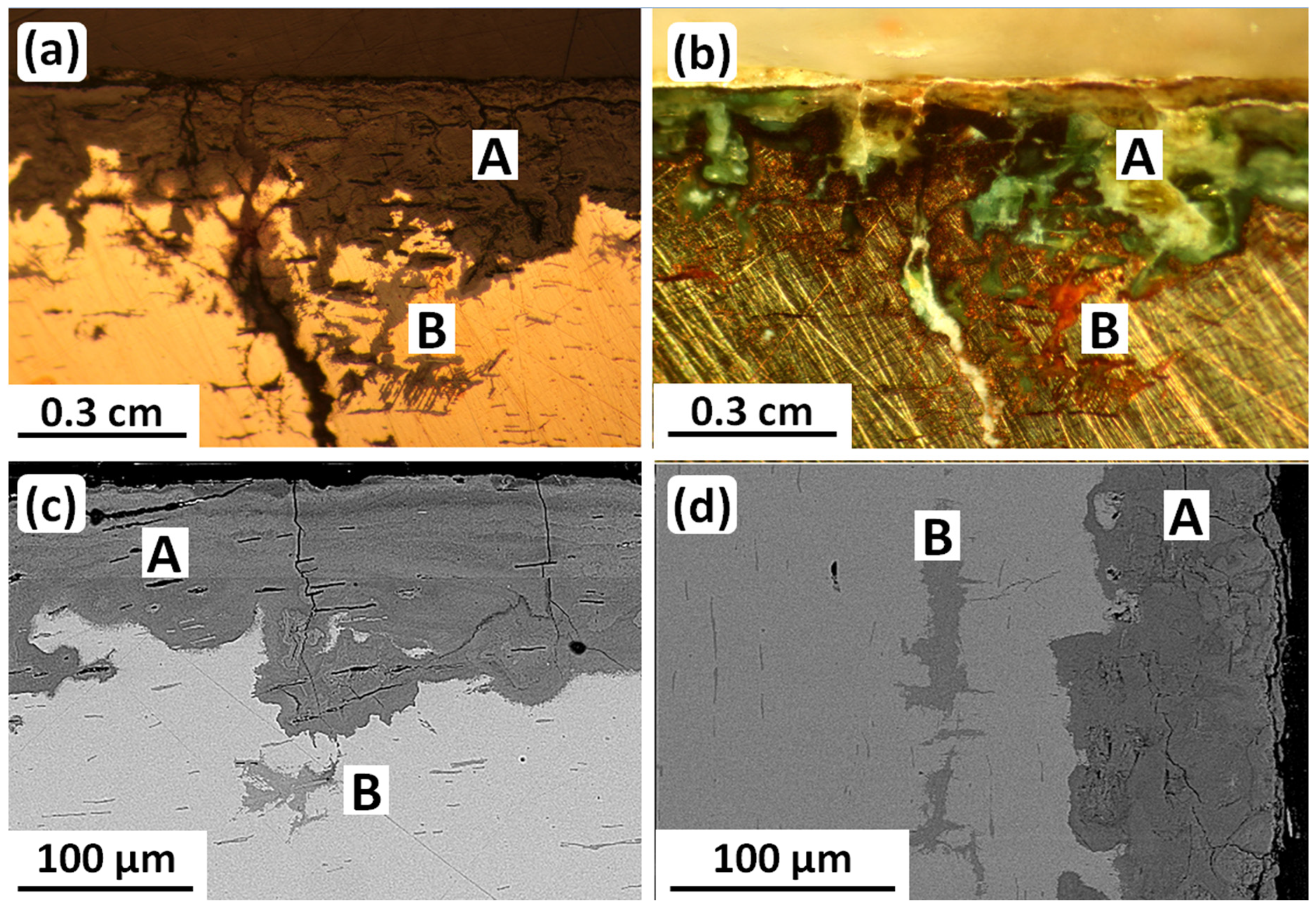
- An external layer with variable thickness on the same object and on different objects. This layer consists of powdery minerals that include basic copper carbonates, malachite, and azurite, together with some soil minerals or contamination materials.
- An internal layer below the original surface. This layer is tin-rich relative to the bulk metal, compact, and green/blue/grey in color, and may retain evidence of the original alloy’s microstructure and inclusions (secondary phase particles).
- An external layer with variable thickness on the same object and on different objects. This layer consists of powdery minerals that include basic copper chlorides.
- A thick red layer of copper oxide that contains the original surface, although this is not visibly detectable.
- An internal corrosion layer below the original surface that is tin-rich relative to the bulk metal. In some cases, all of the bulk metal has been transformed to corrosion products.
2.4. General Corrosion
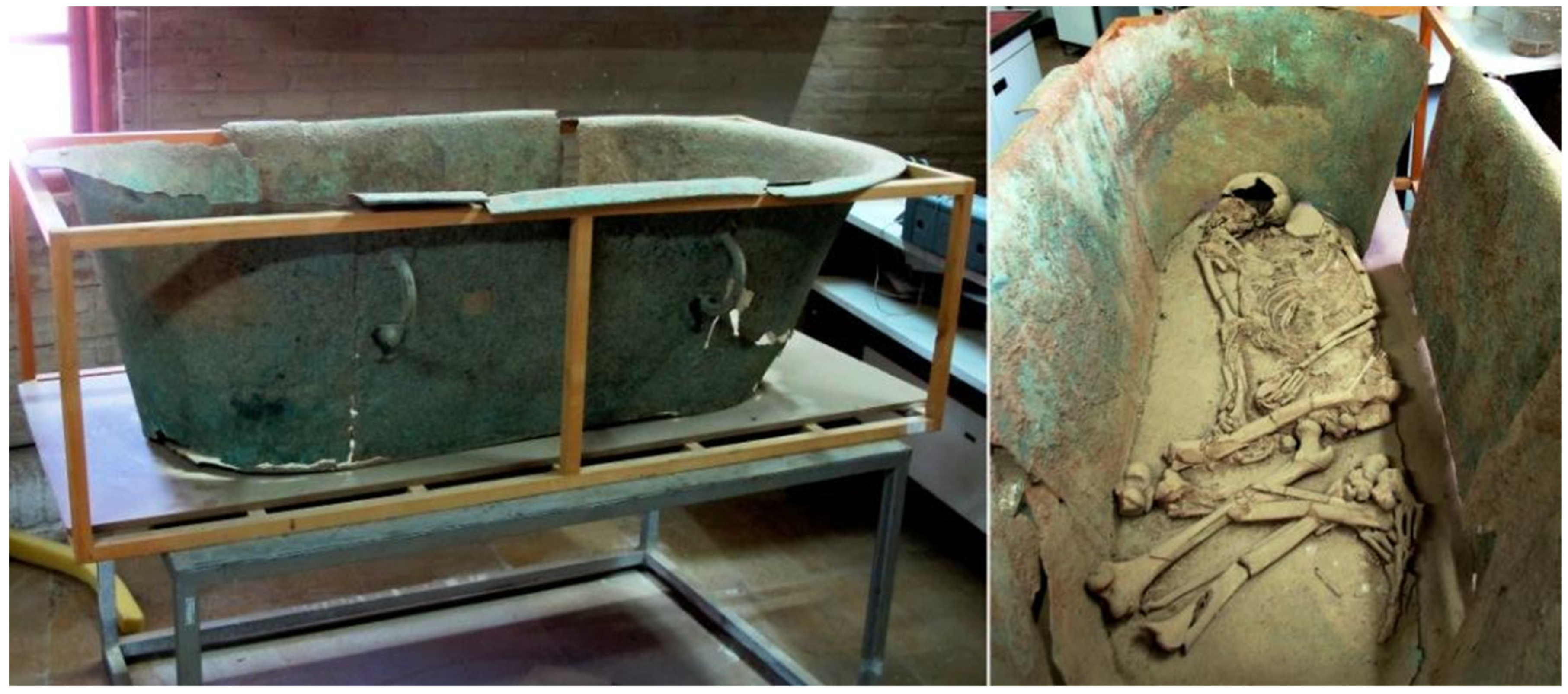
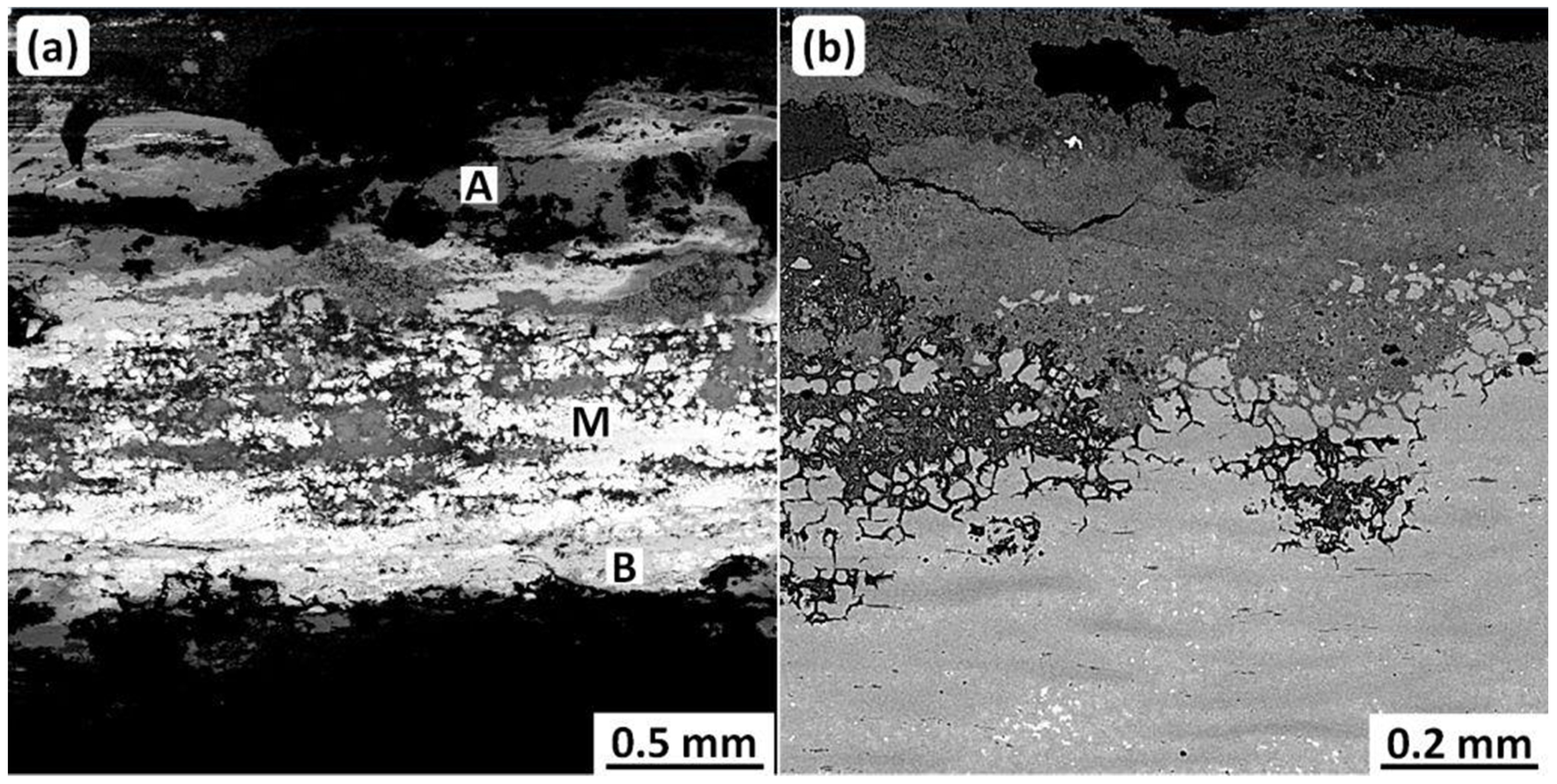
2.4.1. Tin Bronze Luristan Coffin, 6th–10th Centuries BC
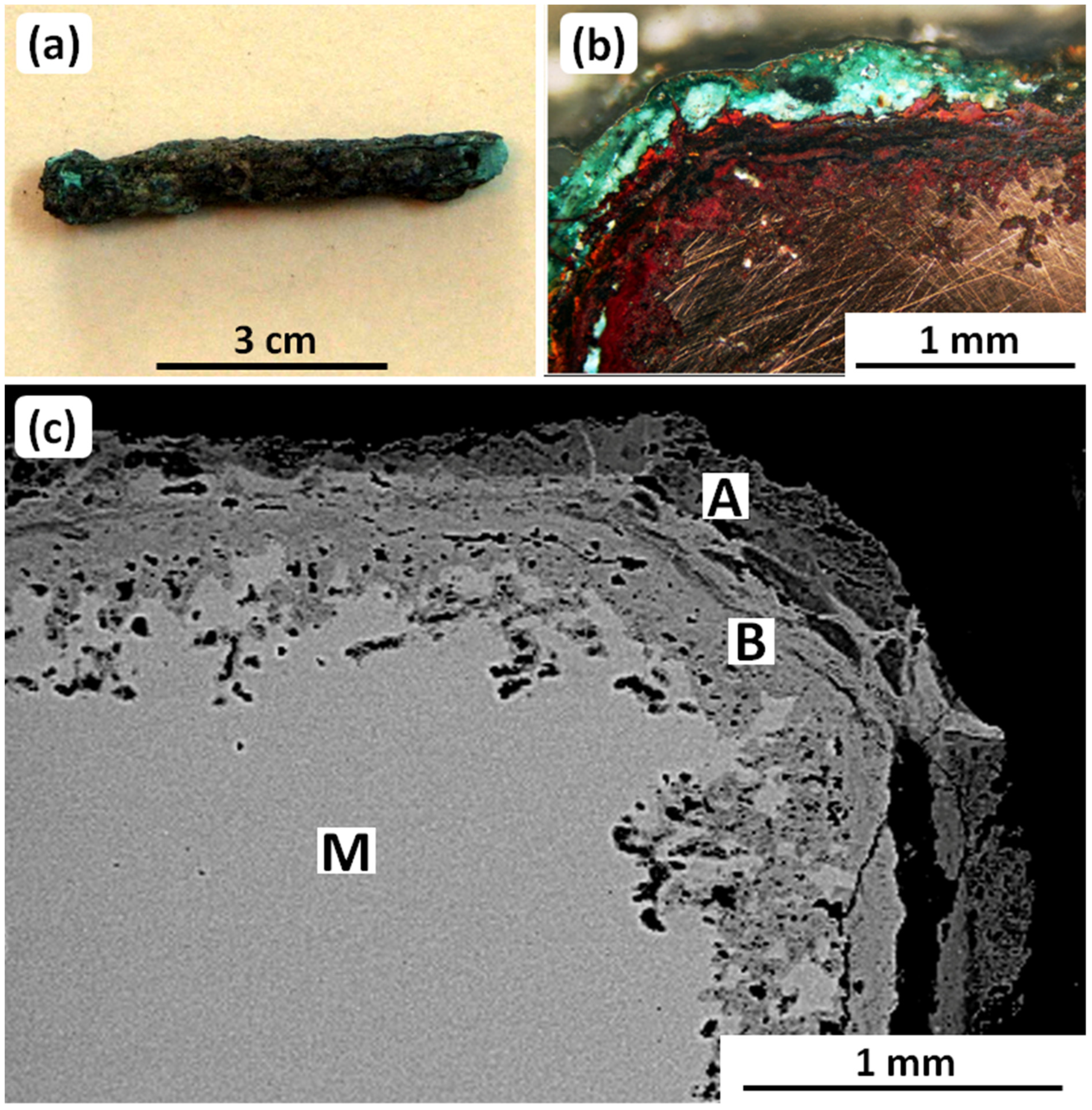
2.4.2. Copper Object (Rod) from Southwestern Iran, ca. 14th Century BC
2.4.3. A Bronze Age Low-Arsenic Copper Dagger, 3rd Millennium BC
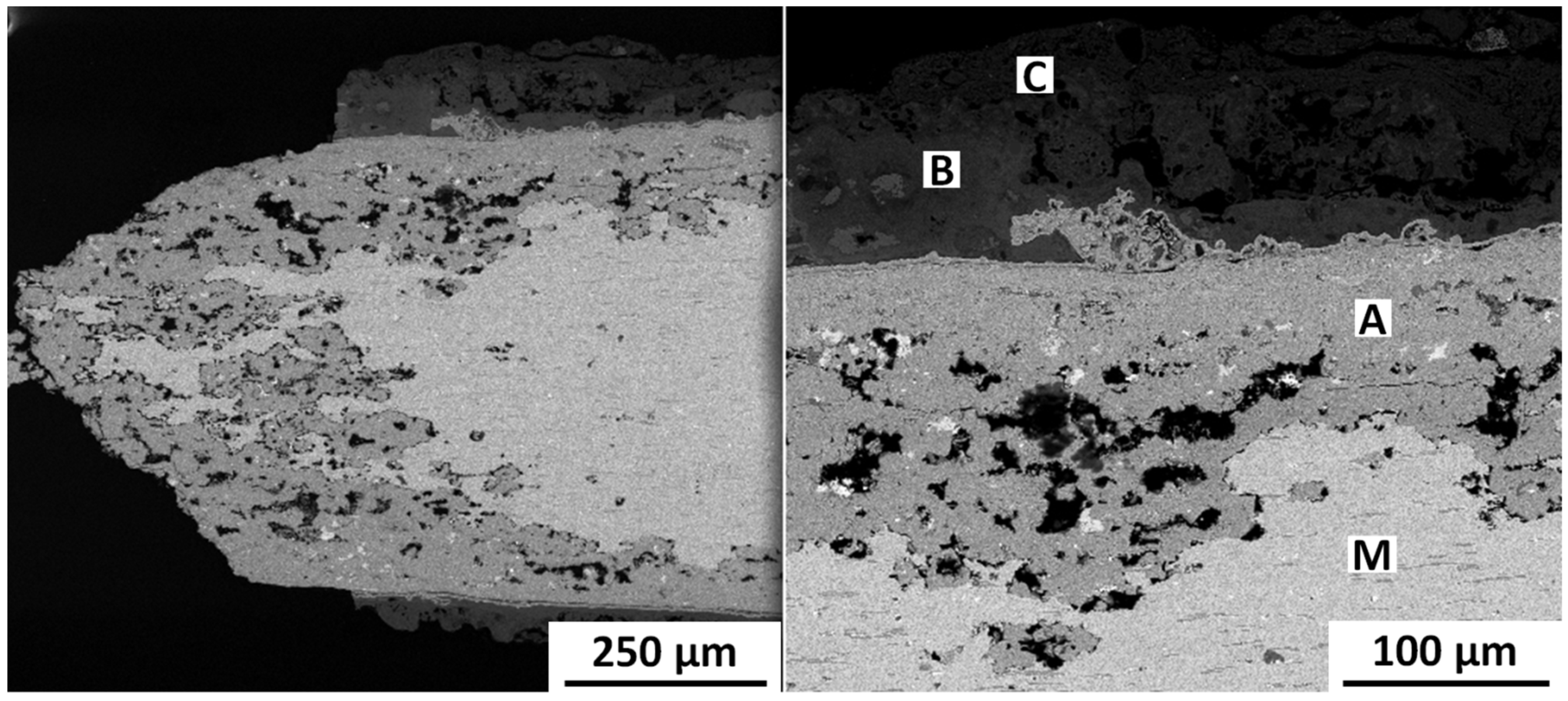
2.4.4. Tin Bronze Vessel from Luristan, 7th–8th Century BC
2.5. Selective Corrosion: Stress Corrosion Cracking (SCC)
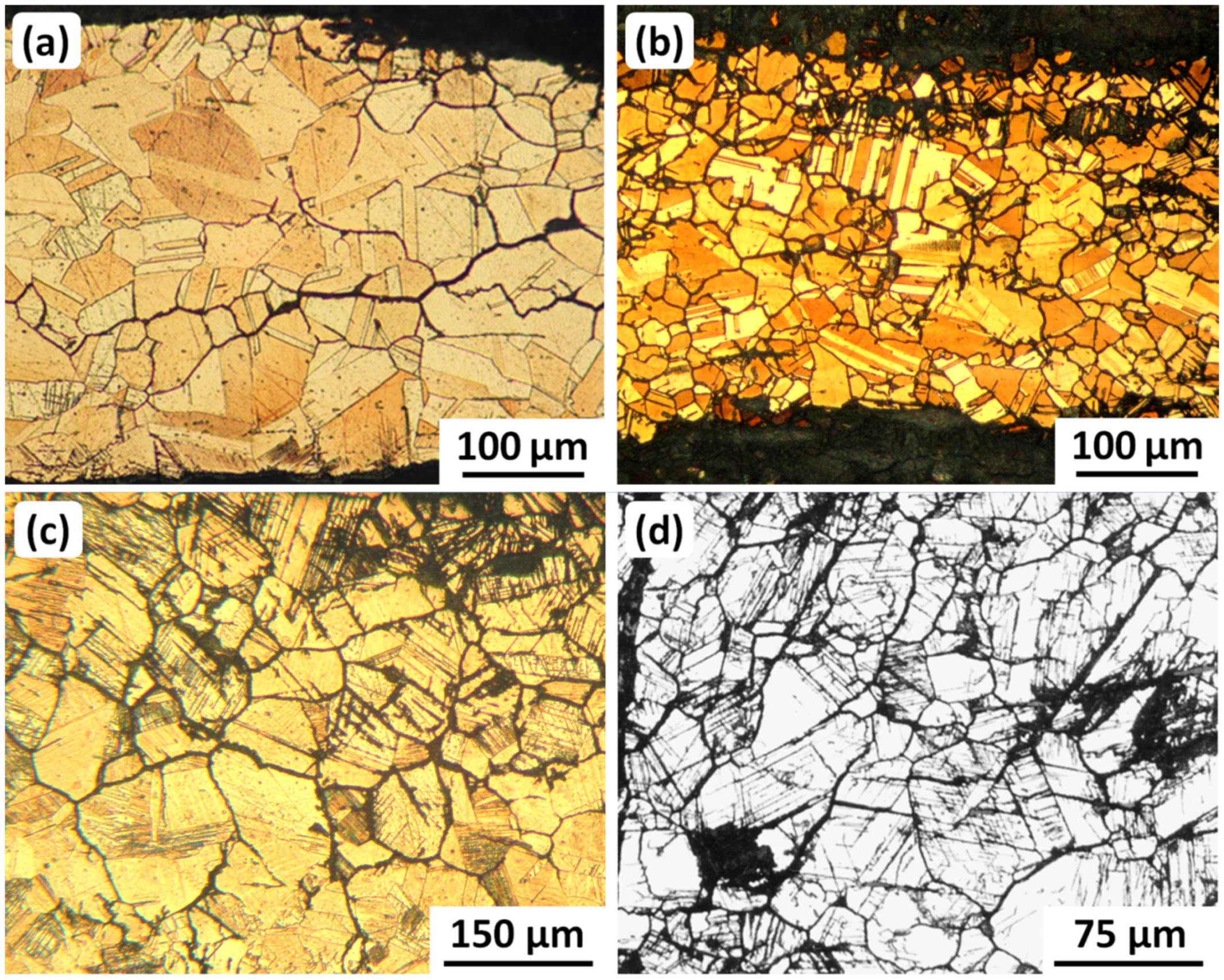
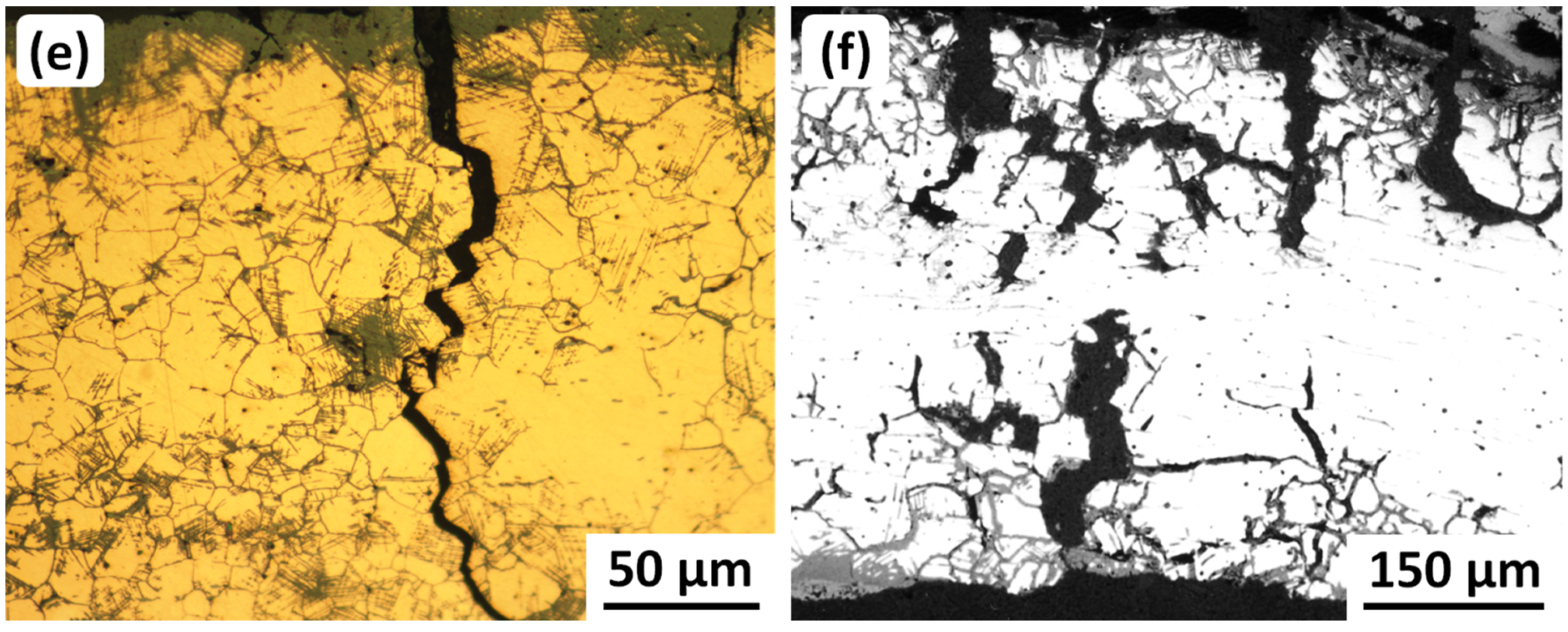
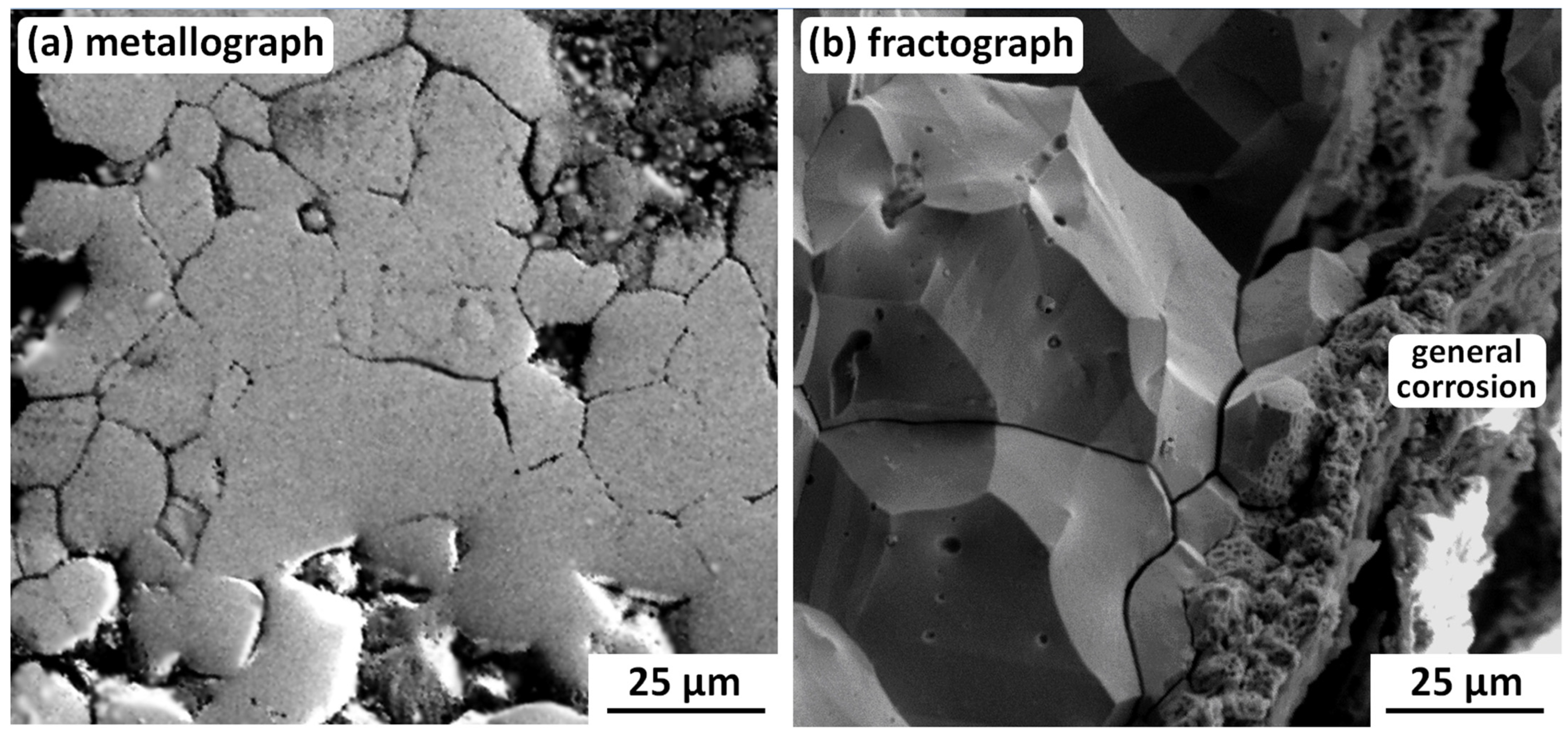
2.5.1. Metallography of Ancient Bronze SCC
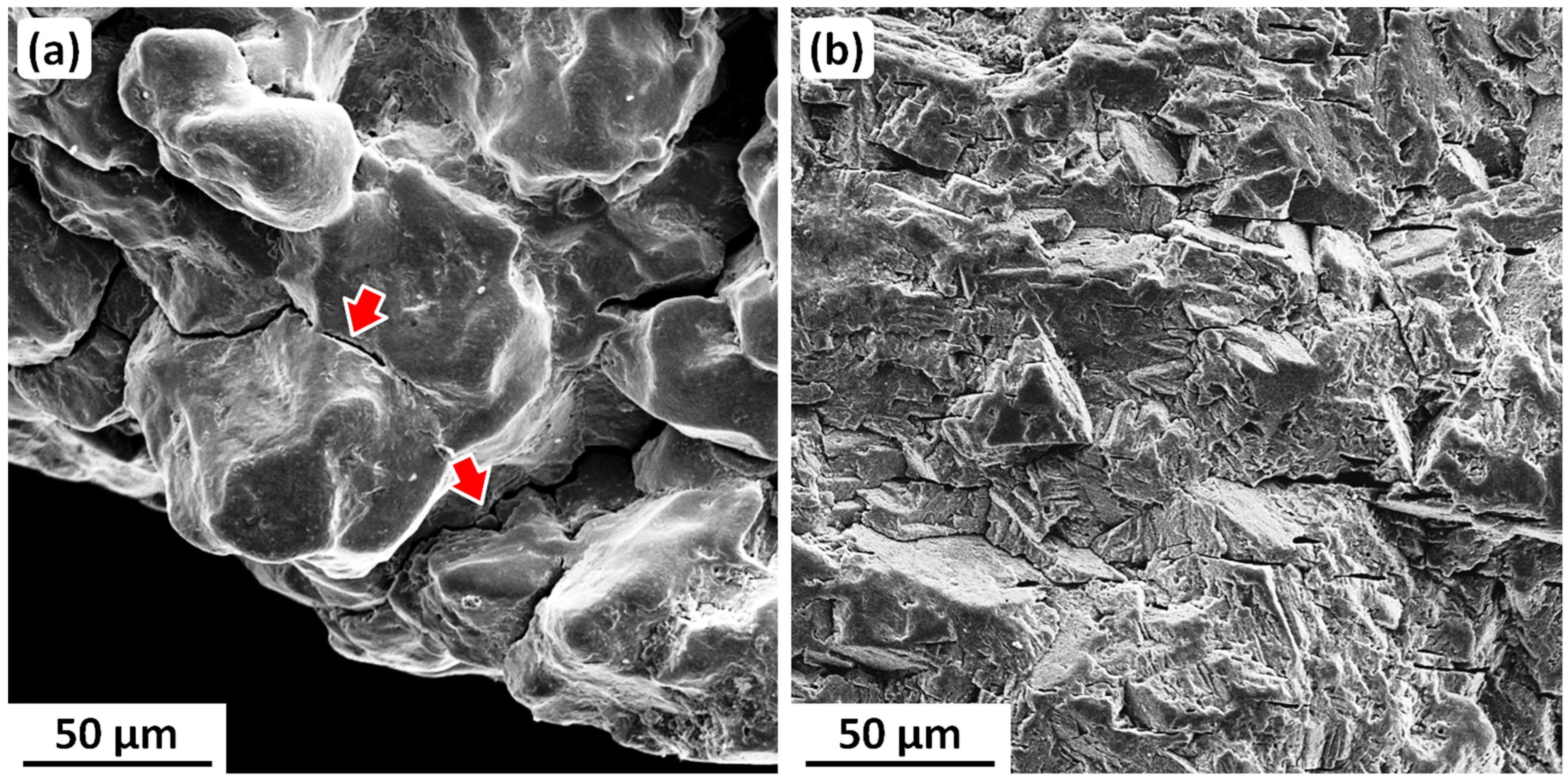
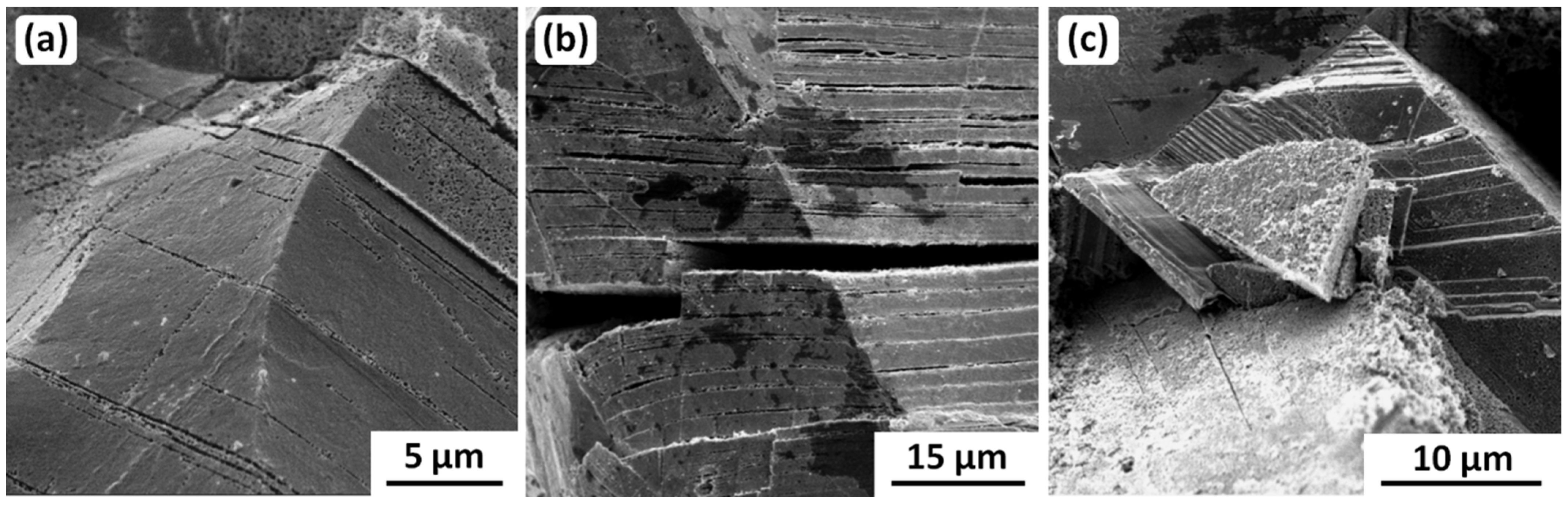
2.5.2. Fractography of Ancient Bronze SCC
3. Corrosion and Embrittlement of Old World High-Silver Objects
3.1. Production and Processing
3.2. General Corrosion
3.3. Selective Corrosion: Stress Corrosion Cracking (SCC)
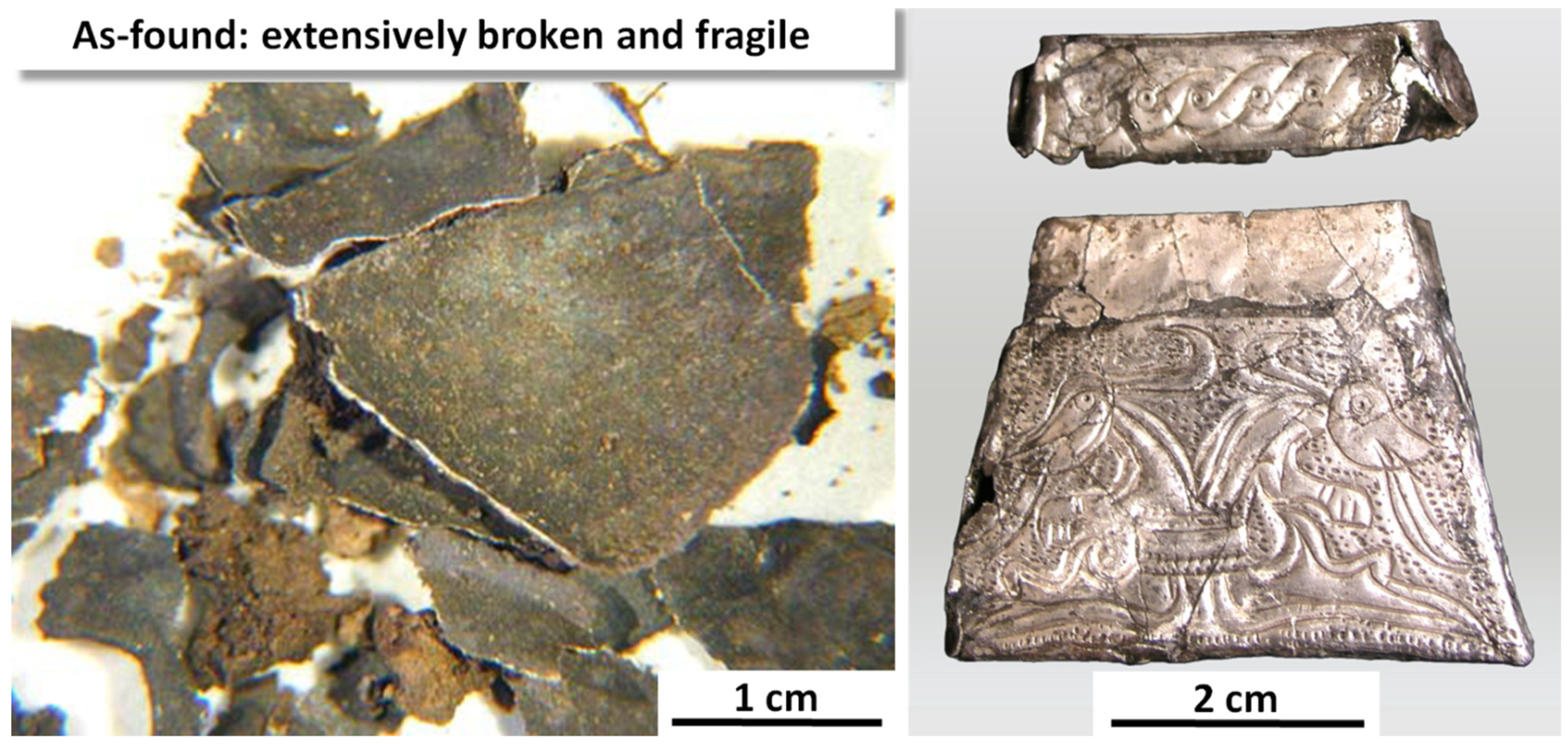
3.3.1. Romanesque Kaptorga (Amulet and Relic Container), AD 10th Century
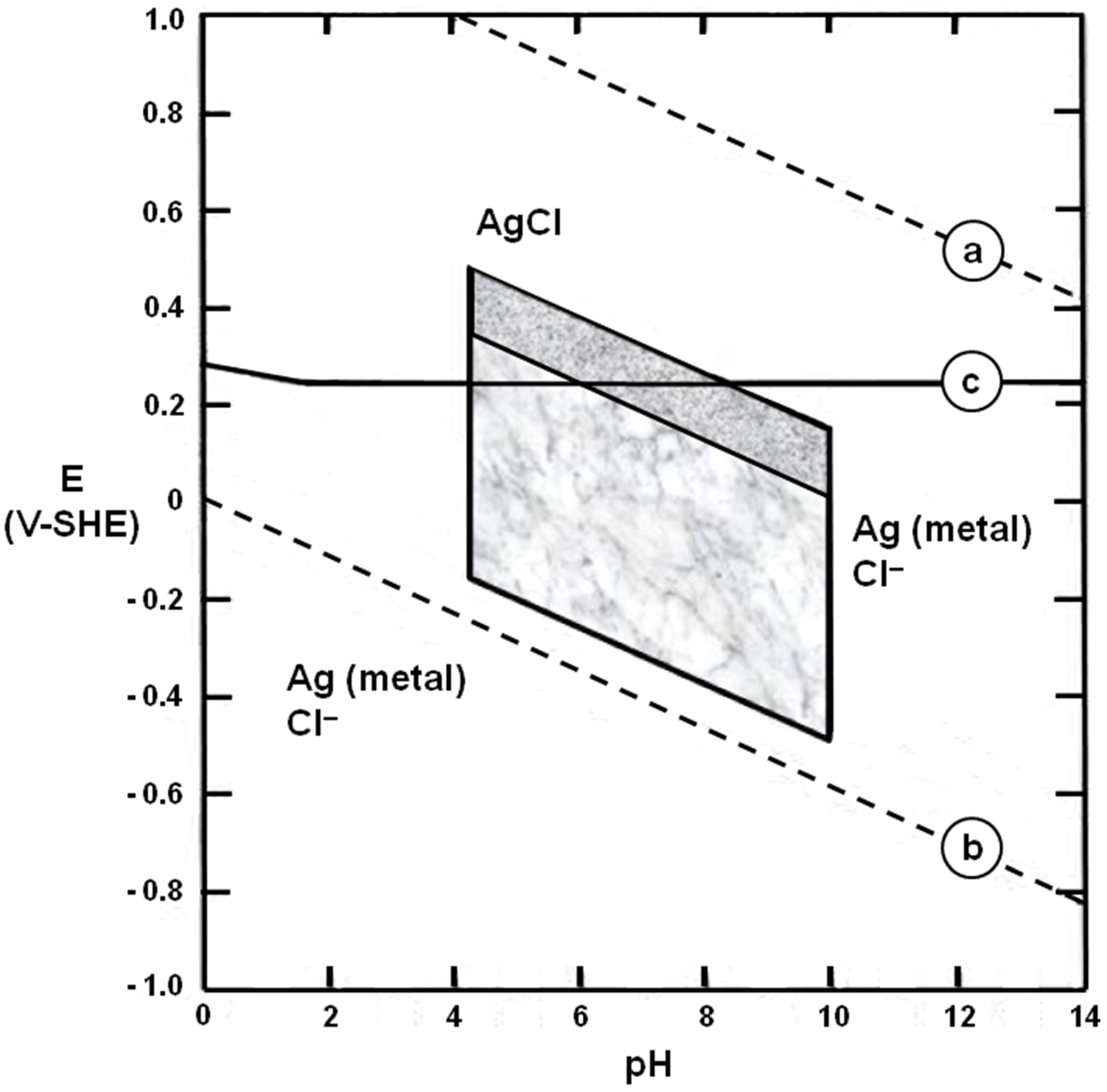
- Line (a) is the oxygen line above which water is thermodynamically unstable with respect to the generation of oxygen gas.
- Line (b) is the hydrogen line below which water is thermodynamically unstable with respect to the generation of hydrogen gas.
- Between lines (a) and (b), water is thermodynamically stable.
- Line (c) separates stability regions for silver chloride (AgCl) and metallic silver, Ag (metal).
- The upper shaded region represents conditions easily achieved in stagnant waters in a near-surface archaeological environment.
- The lower shaded region indicates other conditions possible in the biosphere.
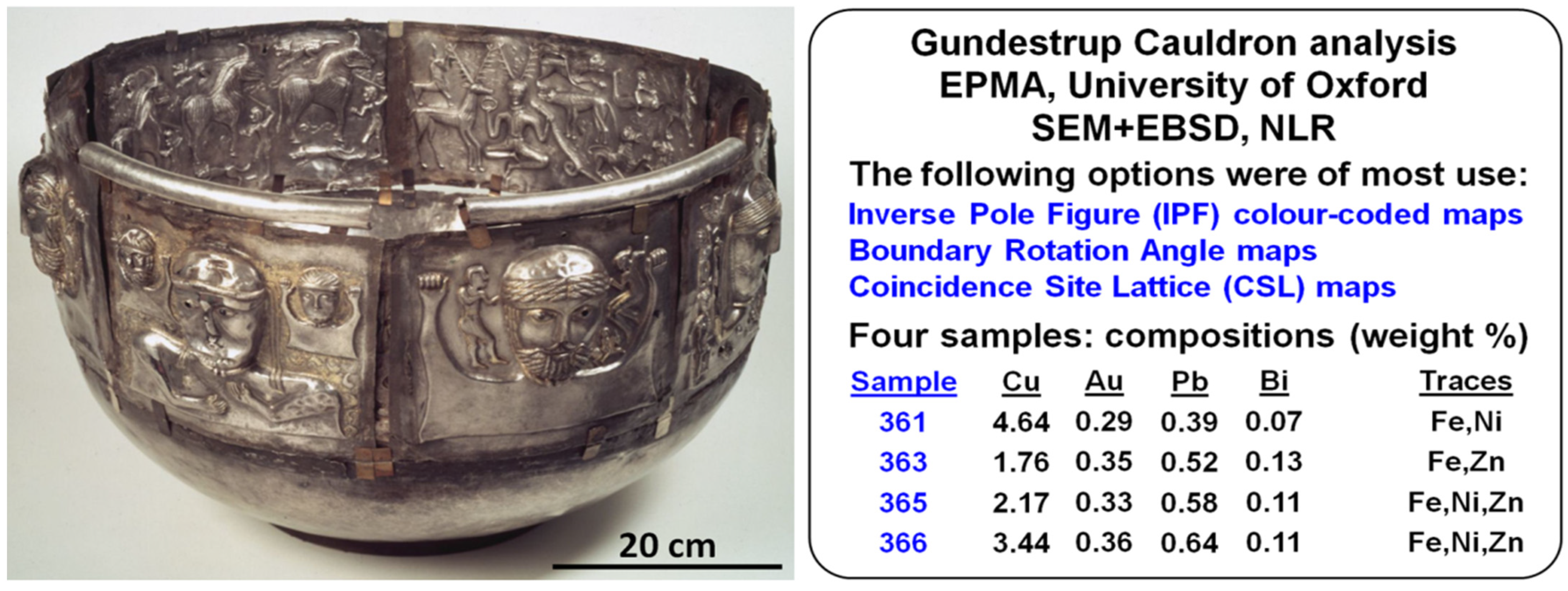
3.3.2. Gundestrup Cauldron, 1st–2nd Century BC
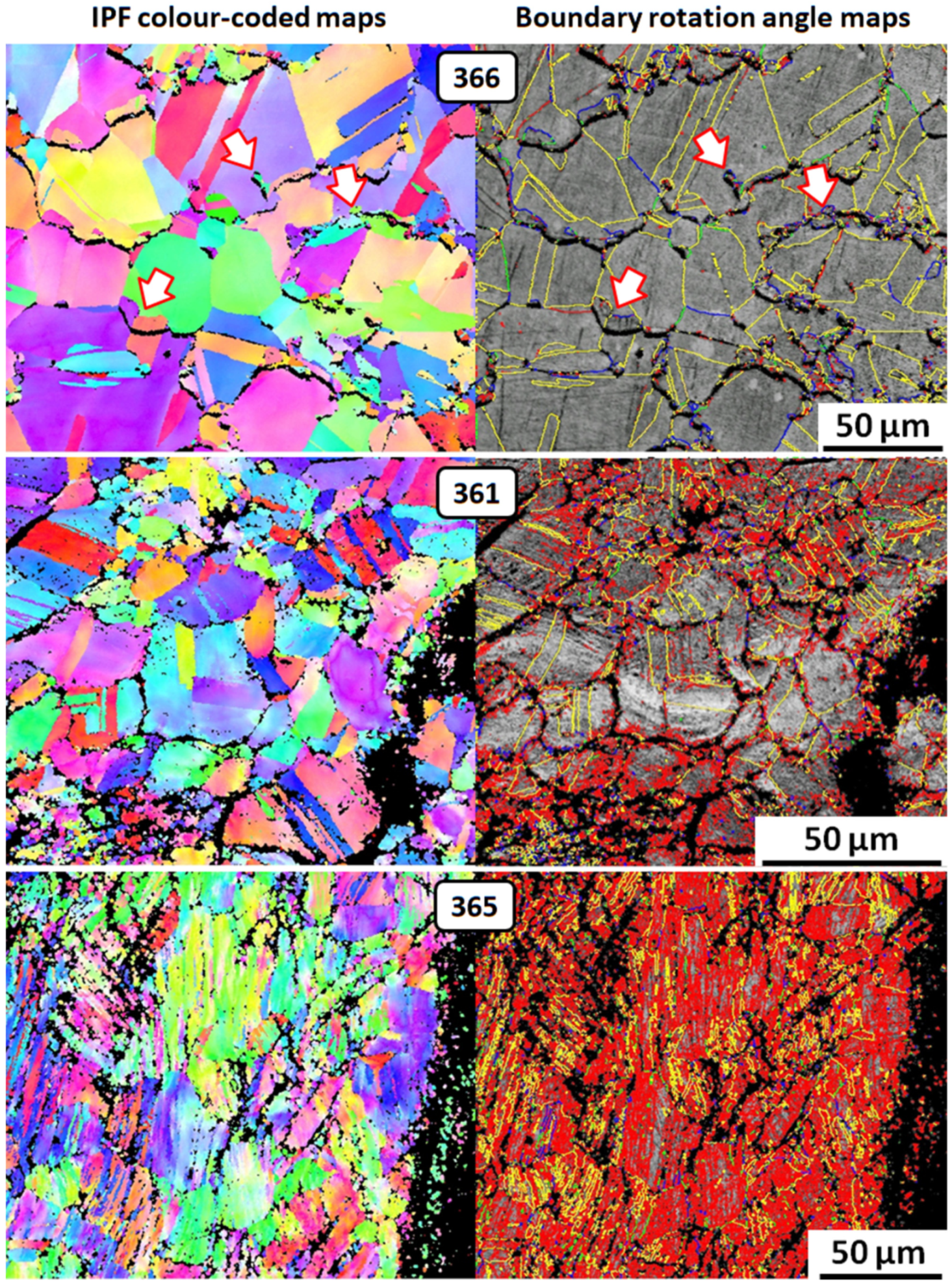
- Sample 366: Annealed microstructure, shown by solid color equiaxed grains and annealing twins (seen as yellow parallel lines) on the boundary rotation angle map; discontinuous precipitation of copper at grain boundaries (arrows point to examples).
- Sample 361: Retained cold work shown by (i) color shifts in grains and annealing twins; (ii) dislocations (red) mainly near grain boundaries and deformation twins (narrow-spaced irregular yellow lines) on the boundary rotation angle map. The internal black areas represent intergranular corrosion, which was preferentially associated with retained cold work.
- Sample 365: Extensive retained cold work shown by (i) elongated grains with more color shifts; (ii) widespread dislocations and numerous deformation twins on the boundary rotation angle map. The internal black areas are mixtures of intergranular and transgranular corrosion, which appears predominant in this sample.
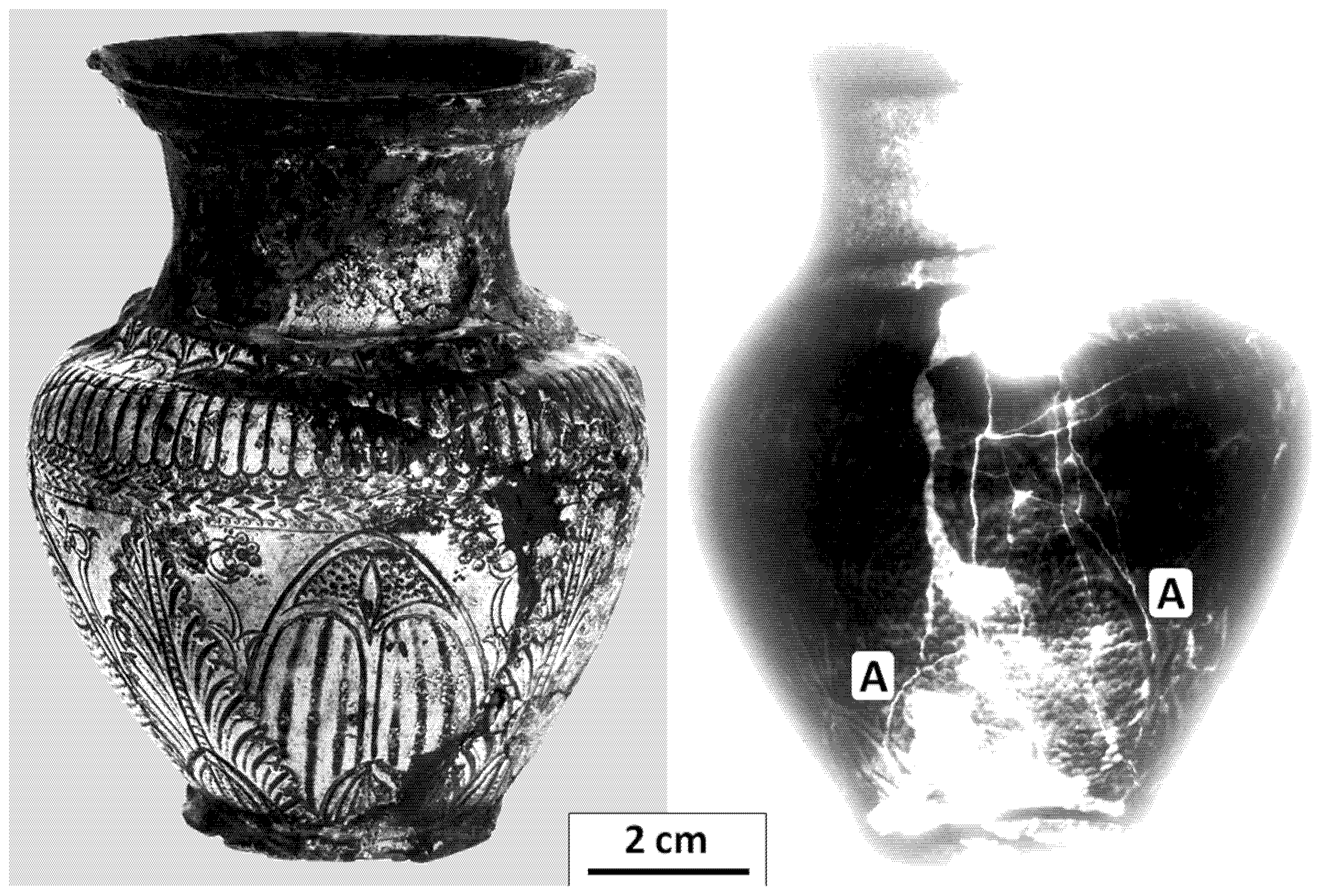
3.3.3. Egyptian Vase, 2nd–3rd Century BC
- Copper-rich segregation bands, which were the remains of coring during the alloy solidification. The bands suggest many cycles of cold working and annealing during fabrication of the Vase. They varied in width from about 2–25 µm. N.B.: Coring occurs even in very dilute silver alloys [75].
- Equiaxed grains 20–200 µm in diameter and occasional annealing twins.
- Local regions of high plastic deformation characterized by slip lines but also by some deformation twins.
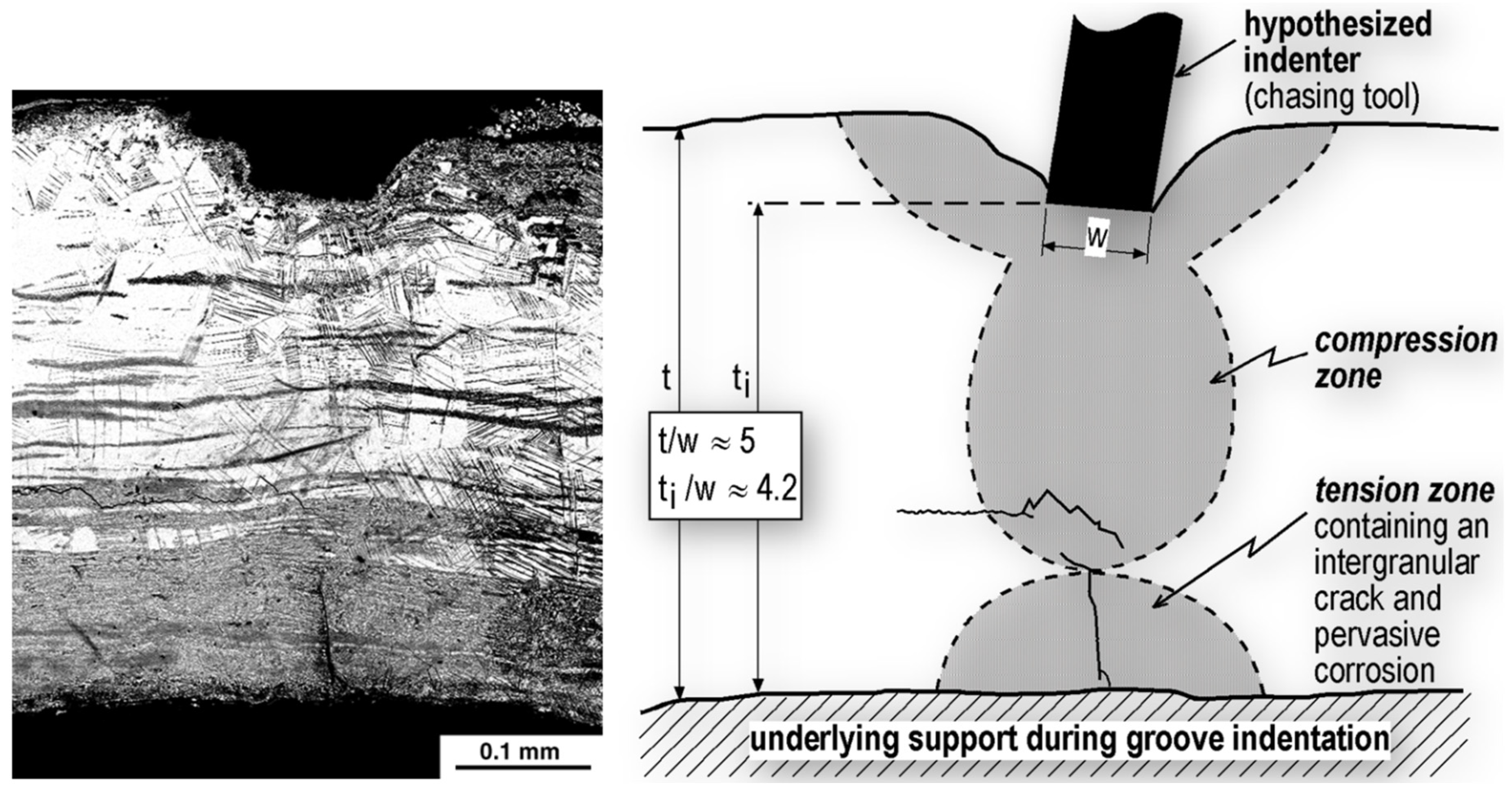
- Surface-connected cracks: Mainly wide intergranular cracks, some narrow along slip lines, and twin boundaries. The significance of the crack widths is discussed below.
- Internal cracks: Mainly along segregation bands and only partly intergranular or crystallographic.
- General corrosion on the original external surfaces.Internal corrosion mainly along slip lines but also along twin boundaries and some segregation bands. This corrosion must have been caused by penetration of burial environment moisture along surface-connected slip lines, twin boundaries, and intergranular cracks; and also by access to internal cracks.
3.4. Microstructural Embrittlement
3.4.1. Roman Kantharos, 1st Century BC–AD 100
3.4.2. Egyptian Vase, 2nd–3rd Century BC
3.5. The Role(s) of Discontinuous Precipitation of Copper
- Copper precipitation and embrittlement: The significance of discontinuous precipitation of copper for the embrittlement of ancient silver is limited. Discontinuous precipitation may facilitate the process of intergranular corrosion-induced embrittlement, but is not the primary cause. Nor is it responsible for transgranular corrosion-induced embrittlement and microstructurally induced embrittlement, which is most probably due to atomic solute segregation of lead to grain boundaries. A possible alternative to lead is bismuth [81], but it is noteworthy that while lead was present in the Vase and Kantharos, bismuth was not detected. This means that if bismuth were present, it would be in much smaller amounts than lead, and therefore less likely to cause or even contribute to embrittlement.
- Copper precipitation and authenticity: It has been proposed that the precipitate widths and its detailed morphology could be used to date and hence authenticate ancient silver objects [83,84]. The dating possibility is invalid, as demonstrated by metallography of the annealed sample 366 from the Cauldron and the extrapolated Arrhenius-type reaction kinetics of copper precipitation at ambient temperatures [85]. However, in combination with information on provenance and stylistic aspects, the presence of discontinuous precipitation in a silver object may be regarded as additional evidence of antiquity.
4. Diagnostic Techniques and Analysis Methods
4.1. Further Identification and Provenance
- Isotope analysis: The greatest use of this method has been the determination of lead isotope ratios in ore deposits, mines, slag heaps, and ancient metal objects. This activity was initiated in the 1970s, and has been extensively reviewed by two long-term experts [86]. Initially, the focus was on bronze age lead and silver, e.g., [59,87]. However, the method was soon extended to copper alloys [88]. Since these early results, there has been considerable debate about lead isotope analysis, but improvements in the methodology over the last decades have made it more reliable [89]. More recently, a project to determine whether the provenance of ancient bronzes might be obtained from copper and tin isotope analyses has shown some promise [90]. Notwithstanding these developments, provenance determination from isotope analyses remains a complex and challenging diagnostic technique [91], but the results can have major implications for understanding the use, recycling, and circulation of metals in ancient times [92].
- Chemical element analysis: ICP-OES and ICP-MS are suitable for accurate and precise multi-element measurements down to trace element levels (ppm range) for metals, alloys, and corrosion products, requiring only small solid samples (0.5–2 g). Disadvantages are the high costs of the equipment and hence the availability. Less-discriminating bulk analyses are commonly done with small SEM samples, using EDX/EDS (energy-dispersive) or WDX/WDS (wavelength-dispersive) equipment, preferably calibrated with standards for optimum accuracy and precision. In practice, EDX/EDS is most commonly used, yet another possibility is EPMA. This is fundamentally the same as using an SEM with EDX/EDS or WDX/WDS, but EPMA is specialized for higher-accuracy quantitative analysis rather than sample imaging. However, the general availability of EPMA equipment is much less than that of SEMs. Finally, a very useful ‘in-the-field’ semi-quantitative and non-destructive method is provided by portable (handheld) XRF equipment, including portable micro-XRF.
4.2. Manufacturing and Craftsmanship
- Metallography: As Table 6 shows, metallography is a versatile and powerful technique for investigating metallic archaeological objects. Optical metallography is very useful up to about X1500 magnification, especially for the examination of etched samples. Careful selection of polishing and etching procedures can reveal much about the microstructures [93]. The capabilities of metallography have been greatly extended by the advent of commercial SEMs in the mid-to-late 1960s. These cover the range of X10–X20,000 for conventional SEMs, and up to about X40,000 for field-emission gun microscopes (FE-SEMs). Moreover, SEMs can be used with EDX/EDS and WDX/WDS equipment to provide local chemical analyses of the bulk metal, alloy phases, segregation bands, precipitates, and inclusions, as can be seen above. Another important capability added to SEMs is EBSD, e.g., see the Gundestrup Cauldron sample images in Figure 14. These are some of the first, if not the first, EBSD images to be published for an ancient metallic artifact [74]. A guide to metallographic preparation for EBSD analysis has also been published [94,95].
4.3. Damage Assessment
- Visual and X-ray inspections: Visual inspection with unaided eyes, a hand lens (X1–X10), and a stereobinocular (X10 ≈ X50), with (color) photographs taken as required. The purpose is to assess the object’s basic condition (nominally intact or restored; any missing pieces and large cracks). X-ray inspection is complementary to visual inspection and also enables detecting ‘hidden damage’, e.g., internal cracks, as seen in the Egyptian vase in Figure 15. Access to traditional X-ray equipment can be a problem, let alone access to a computerized tomography (CT) scanner, should that be considered advantageous or even necessary.
- Metallography: Optical and SEM metallography are well-suited to assessing the extent and types of corrosion damage, especially when SEMs are used with EDX/EDS and WDX/WDS to detect the elements present in the corrosion layers.
- Chemical phase analysis: XRD is useful for analysis of the chemical nature of corrosion products, e.g., as described by Oudbashi et al. [40].
- Fractography: Fracture surface analysis is a minor or non-existent consideration for most archaeometallurgical studies [52]. However, it is a useful adjunct to metallography, notably for damage assessment. This is because detailed fractography can improve restoration and conservation procedures by identifying the extent and sources of damage. Visual inspection, including macrophotographs, should be done before proceeding to SEM fractography. Furthermore, it can be most helpful to break open embrittled samples to reveal details unobscured by long-term corrosion products; examples are given in Figure 9, Figure 11b, and Figure 17. Sometimes, it is possible to combine SEM fractography with EDS/EDX analysis of fracture surface details, e.g., segregation bands and inclusions, although accuracy will often be limited owing to the lack of smooth and ideally orientated surfaces with respect to the primary electron beam.
5. Restoration and Conservation of Corroded and Embrittled Artifacts
5.1. Bronzes and Other Copper-Based Alloys
- Initial cleaning: Patina preservation by extended washing in water or a sodium sesquicarbonate solution; careful mechanical cleaning and rinsing in water; or immersing in e.g., a citric acid solution inhibited with thiourea until encrustations are removed. There are other possible chemical solutions [22,23,102].
- Bronze Disease: Applicable when artifacts are contaminated by chlorides. The treatments may be chemical or electrochemical. However, care is needed in the choice of chemicals and in using electrochemical techniques, which may be too aggressive if the corrosion layers are thin. The currently favored method(s) are treatment with an ethanol solution of benzotriazole (BTA), either in an ambient air environment or under vacuum, followed by drying with acetone or a water-miscible alcohol.
- Repairs: These may be desired for display purposes. Acrylic-containing adhesives are favored, since they are removable, like acrylic coatings [23].
- Coatings: Use a clear acrylic lacquer or microcrystalline wax. Suitable lacquers are Paraloid B72 or Acryloid B48. These are removable if and when required; also see the Khan Cup restoration described in the next subsection on high-silver alloys.
5.2. High-Silver Alloys
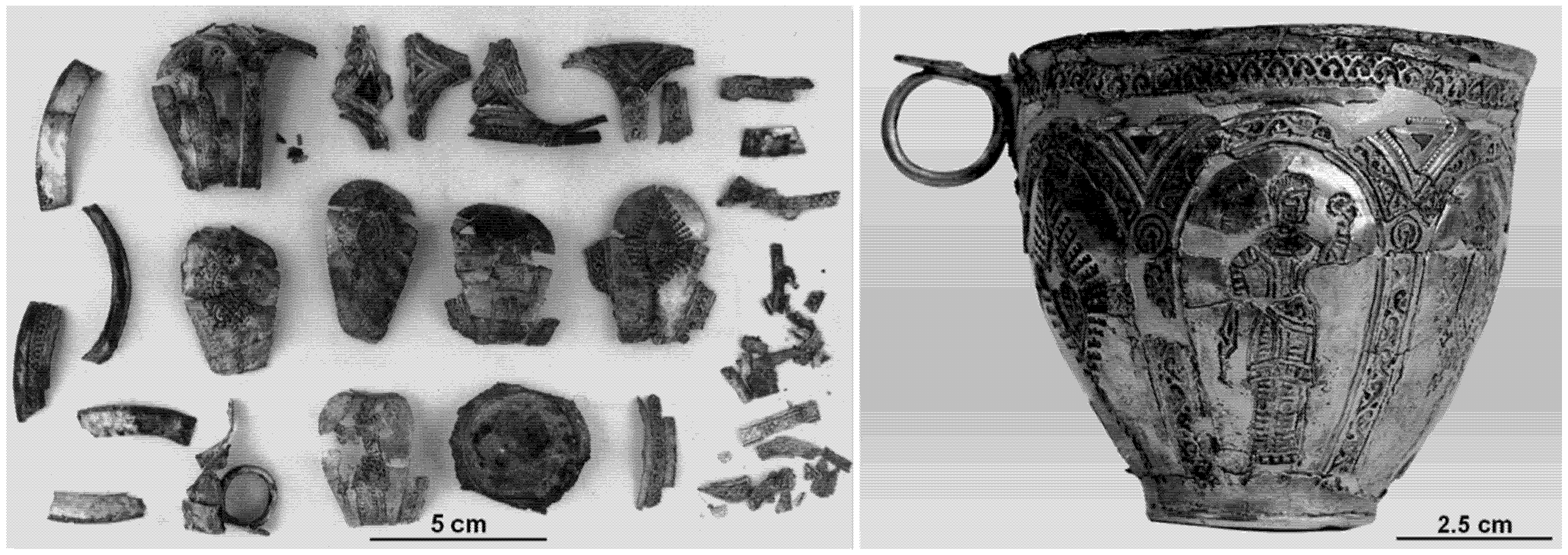
- Previously crudely glued fragments (154 in total) were disassembled, the corrosion removed by silver polish, rinsed in distilled water, and dried in acetone.
- Strongly deformed fragments were supported by a rubber backing and partially or wholly reshaped by applying light pressure with burnishing tools (steel or hard wood).
- External fixation: Partial assembly by fixing fragments with strips of adhesive tape; full assembly required joining under stress using wooden clamps and fixation with glass silk impregnated by Mecosan (an adhesive removable with acetone).
- Internal joining during partial and full assembly using glass silk and Mecosan or a cyanoacrylate (Super Glue).
- After full assembly, the external fixation was removed using acetone.
- Exposed internal glass silk (covering gaps in the full assembly) was pigmented using silver powder mixed with Paraloid B72, a clear non-yellowing lacquer and removable with acetone and toluene.
- Final coating of the restored Cup with Paraloid B72 dissolved in toluene.
5.3. Coatings for Preservation and Conservation
6. Summary
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Smith, C.S. A History of Metallography: The Development of Ideas on the Structure of Metals before 1890; University of Chicago Press: Chicago, IL, USA, 1960. [Google Scholar]
- Three thousand years of copper alloys: From the Bronze Age to the Industrial Revolution. In Application of Science in Examination of Works of Art; Young, W.J., Ed.; Boston Museum of Fine Arts: Boston, MA, USA, 1965; pp. 59–67. [Google Scholar]
- Scott, D.A. Metallography and Microstructure of Ancient and Historic Metals; The Getty Conservation Institute, The J. Paul Getty Trust in Association with Archetype Books: Los Angeles, CA, USA, 1991. [Google Scholar]
- Scott, D.A.; Podany, J.; Considine, B.B. (Eds.) Ancient & Historic Metals, Conservation and Scientific Research; The J. Paul Getty Museum and the Getty Conservation Institute, The J. Paul Getty Trust: Los Angeles, CA, USA, 1994. [Google Scholar]
- Scott, D.A.; Meyers, P. (Eds.) Archaeometry of Pre-Columbian Sites and Artifacts; The Getty Conservation Institute, The J. Paul Getty Trust: Los Angeles, CA, USA, 1994. [Google Scholar]
- Bailey, J.; Crossley, D.; Ponting, M. Metals and Metalworking: A Research Framework for Archaeometallurgy; Occasional Publication No.6; The Historical Metallurgy Society Ltd.: London, UK, 2008. [Google Scholar]
- Archaeometallurgy: Guidelines for Best Practice; Historic England: Swindon, UK, 2015.
- Roberts, B.W.; Thornton, C.P.; Pigott, V.C. Development of metallurgy in Eurasia. Antiquity 2009, 83, 1012–1022. [Google Scholar] [CrossRef]
- Killick, D. From ores to metals. In Archaeometallurgy in Global Perspective-Methods and Syntheses; Roberts, B.W., Thornton, C.P., Eds.; Springer: New York, MY, USA, 2014; pp. 11–45. [Google Scholar]
- Thornton, C.P. The emergence of complex netallurgy on the Iranian Plateau: Escaping the Levantine paradigm. J. World Prehist. 2009, 22, 301–327. [Google Scholar] [CrossRef]
- Radivojević, M.; Rehren, T.; Pernicka, E.; Šljivar, D.; Brauns, M.; Borić, D. On the origins of extractive metallurgy: New evidence from Europe. J. Archaeol. Sci. 2010, 37, 2775–2787. [Google Scholar] [CrossRef]
- Lechtman, H.; Klein, S. The production of copper-arsenic alloys (arsenic bronze) by cosmelting: Modern experiment, ancient practice. J. Archaeol. Sci. 1999, 26, 497–526. [Google Scholar] [CrossRef]
- Rehren, T.; Boscher, L.; Pernicka, E. Large scale smelting of speiss and arsenical copper at Early Bronze Age Arisman, Iran. J.Archaeol. Sci. 2012, 39, 1717–1727. [Google Scholar] [CrossRef]
- Müller, R.; Rehren, T.; Rovira, S. Almizaraque and the early copper metallurgy of southeast Spain: New data. Madr. Mitt. 2004, 45, 33–56. [Google Scholar]
- Tylecote, R.F. A History of Metallurgy, 2nd ed.; Maney Publishing: London, UK, 2002. [Google Scholar]
- Erb-Satullo, N.L.; Gilmour, B.J.J.; Khakhutaishvili, N. Crucible technologies in the Late Bronze Early Iron Age South Caucasus: Copper processing, tin bronze production, and the possibility of local tin ores. J. Archaeol. Sci. 2015, 61, 260–276. [Google Scholar] [CrossRef]
- Oudbashi, O.; Hasanpour, A. Bronze alloy production during the Iron Age of Luristan: A multianalytical study on recently discovered bronze objects. Archaeol. Anthropol. Sci. 2018, 10, 1443–1458. [Google Scholar] [CrossRef]
- Merkel, S.W. Calamine of the Bergamasque Alps as a possible source of zinc for Roman brass: Theoretical considerations and preliminary results. Period. Mineral. 2021, 90, 27–39. [Google Scholar]
- Chase, W.T. Chinese bronzes: Casting, finishing, patination and corrosion. In Ancient and Historic Metals: Conservation and Scientific Research; Scott, D.A., Podany, J., Considine, B.B., Eds.; Getty Conservation Institute: Los Angeles, CA, USA, 1994; pp. 85–118. [Google Scholar]
- Angelini, E.; Rosalbino, F.; Grassini, S.; Ingo, G.M.; De Caro, T. Simulation of corrosion processes of buried archaeological bronze artefacts. In Corrosion of Metallic Heritage Artefacts: Investigation, Conservation and Prediction for Long-Term Behaviour; Dillmann, P., Béranger, G., Piccardo, P., Matthiesen, H., Eds.; European Federation of Corrosion Publication 48; Woodhead Publishing: Cambridge, UK, 2007; pp. 203–218. [Google Scholar]
- Scott, D.A. Copper and Bronze in Art: Corrosion, Colorants and Conservation; Getty Conservation Institute: Los Angeles, CA, USA, 2002. [Google Scholar]
- Selwyn, L.S. Corrosion of metal artifacts in buried environments. In ASM Handbook, Volume 13C, Corrosion: Environments and Industries; ASM International: Materials Park, OH, USA, 2006; pp. 306–322. [Google Scholar]
- Selwyn LS: Metals and Corrosion: A Handbook for the Conservation Professional; Canadian Conservation Institute: Ottawa, ON, Canada, 2004.
- Scott, D.A. Bronze disease, a review of some chemical problems and the role of relative humidity. J. Am. Inst. Conserv. 1990, 29, 193–206. [Google Scholar] [CrossRef]
- North, N.A.; MacLeod, I.D. Corrosion of metals. In Conservation of Marine Archaeological Objects; Pearson, C., Ed.; Butterworths: London, UK, 1987; pp. 63–98. [Google Scholar]
- McNeil, M.B.; Little, B.J. Corrosion mechanisms for copper and silver objects in near-surface environments. J. Am. Inst. Conserv. 1992, 31, 355–366. [Google Scholar] [CrossRef]
- Ingo, G.M.; Riccucci, C.; Guida, G.; Pascucci, M.; Giuliani, C.; Messina, E.; Fierro, G.; Di Carlo, G. Micro-chemical investigation of corrosion products naturally grown on archaeological Cu-based artefacts retrieved from the Mediterranean sea. Appl. Surf. Sci. 2019, 470, 695–706. [Google Scholar] [CrossRef]
- Selwyn, L.S.; Roberge, P.R. Corrosion of metal artifacts displayed in outdoor environments. In ASM Handbook Volume 13C, Corrosion: Environments and Industries; ASM International: Materials Park, OH, USA, 2006; pp. 289–305. [Google Scholar]
- Constantinides, I.; Adriaens, A.; Adams, F. Surface characterization of artificial corrosion layers on copper alloy reference materials. Appl. Surf. Sci. 2002, 189, 90–101. [Google Scholar] [CrossRef]
- Meeks, N. Surface characterization of tinned bronze, high-tin bronze, tinned iron and arsenical bronze. In Metal Plating and Patination: Cultural, Technical and Historical Developments; Butterworth-Heinemann Ltd.: Oxford, UK, 1993; pp. 247–275. [Google Scholar]
- Mödlinger, M.; Sabatini, B. A Re-evaluation of inverse segregation in prehistoric As-Cu objects. J. Archaeol. Sci. 2016, 74, 60–74. [Google Scholar] [CrossRef]
- Cerrato, R.; Casal, A.; Mateo, M.P.; Nicolas, G. Dealloying evidence on corroded brass by laser-induced breakdown spectroscopy mapping and depth profiling measurements. Spectrochim. Acta A 2017, 130, 1–6. [Google Scholar] [CrossRef]
- Fernandes, R.; van Os, B.J.H.; Huisman, H.D.J. The use of hand-held XRF for investigating the composition and corrosion of Roman copper-alloyed artefacts. Herit. Sci. 2013, 1, 30. [Google Scholar] [CrossRef]
- Ahmed, Z. Principles of Corrosion Engineering and Corrosion Control; Elsevier: Amsterdam, The Netherlands, 2006. [Google Scholar]
- Weisser, T.S. The de-alloying of copper alloys. Stud. Conserv. 1975, 20, 207–2014. [Google Scholar] [CrossRef]
- Barrena, M.I.; Gómez de Salazar, J.M.; Soria, A. Corrosion of brass archaeological blinker: Characterisation of natural degradation process. Mater. Lett. 2008, 62, 3944–3946. [Google Scholar] [CrossRef]
- Martens, W.; Frost, R.; Williams, P. Raman and infrared spectroscopic study of the basic copper chloride minerals—Implications for the study of the copper and brass vorrosion and bronze disease. Neues Jahrb. Miner. Abh. 2003, 178, 197–215. [Google Scholar] [CrossRef]
- Robbiola, L.; Blengino, J.M.; Fiaud, C. Morphology and mechanisms of formation of natural patinas on archaeological Cu-Sn alloys. Corros. Sci. 1998, 40, 2083–2111. [Google Scholar] [CrossRef]
- Piccardo, P.; Mille, B.; Robbiola, L. Tin and copper oxides in corroded archaeological bronzes. In Corrosion of Metallic Heritage Artefacts: Investigation, Conservation and Prediction for Long-Term Behaviour; Dillmann, P., Béranger, G., Piccardo, P., Matthiesen, H., Eds.; European Federation of Corrosion Publication 48; Woodhead Publishing: Cambridge, UK, 2007; pp. 239–262. [Google Scholar]
- Oudbashi, O.; Hasanpour, A.; Davami, P. Investigation on corrosion stratigraphy and morphology in some Iron Age bronze vessels by OM, XRD and SEM–EDS methods. Appl. Phys. A 2016, 122, 262. [Google Scholar] [CrossRef]
- Robbiola, L.; Portier, R. A global Approach to the authentication of ancient bronzes based on the characterization of the alloy-patina-environment system. J. Cult. Herit. 2006, 7, 1–12. [Google Scholar] [CrossRef]
- Robbiola, L.; Fiaud, C.; Harch, A. Characterization of passive layers of bronze patinas (Cu-Sn Alloys) in relation with tin content of the alloy. In Modifications of Passive Films, Proceedings of the European Symposium Paris, Paris, France, 15–17 February 1993, 12th ed.; Marcus, P., Baroux, B., Keddam, M., Eds.; European Federation of Corrosion Publication; The Institute of Materials: London, UK, 1994; pp. 150–154. [Google Scholar]
- Robbiola, L.; Fiaud, C. Corrosion structures of long-term burial Cu-Sn alloys: Influence of the selective dissolution of copper. Editions de la Revue de Métallurgie 1993, 6, 157–162. [Google Scholar]
- Robbiola, L.; Fiaud, C.; Pennec, S. New model of outdoor bronze corrosion and its implications for conservation. In Proceedings of the ICOM Committee for Conservation Tenth Triennial Meeting, Washington, DC, USA, 22–27 August 1993; pp. 796–802. [Google Scholar]
- Chiavari, C.; Rahmouni, K.; Takenouti, H.; Joiret, S.; Vermaut, P.; Robbiola, L. Composition and electrochemical properties of natural patinas of outdoor bronze monuments. Electrochim. Acta 2007, 52, 7760–7769. [Google Scholar] [CrossRef]
- Oudbashi, O. Multianalytical study of corrosion layers in some archaeological copper alloy artefacts. Surf. Interface Anal. 2015, 47, 1133–1147. [Google Scholar] [CrossRef]
- Taube, M.; Davenport, A.; King, A.; Chase, W. Selective dissolution in copper-tin alloys: Formation of corrosion-resistant patina on ancient Chinese bronze mirrors. MRS Proc. 1996, 432, 283–288. [Google Scholar] [CrossRef]
- Mabille, I.; Bertrand, A.; Sutter, E.M.M.; Fiaud, C. Mechanism of dissolution of a Cu–13Sn alloy in low aggressive conditions. Corros. Sci. 2003, 45, 855–866. [Google Scholar] [CrossRef]
- Oudbashi, O.; Hessari, M.; Hasanpour, A.; Shishegar, A. A multianalytical approach for the study on manufacturing process in ancient bronze coffin from Luristan, Western Iran. Mater. Perform. Charact. 2017, 6, 209–223. [Google Scholar] [CrossRef]
- Scott, D.A. A review of copper chlorides and related salts in bronze corrosion and as painting pigments. Stud. Conserv. 2000, 45, 39–53. [Google Scholar]
- Oudbashi, O. A methodological approach to estimate soil corrosivity for archaeological copper alloy artefacts. Herit. Sci. 2018, 6, 2. [Google Scholar] [CrossRef]
- Wanhill, R.J.H.; Oudbashi, O. Chapter 12-1B: Fractography of ancient metallic artifacts: Archaeometallurgical fracture analysis and restoration and conservation aspects. In ASM Handbook Volume 12, Fractography; ASM International: Materials Park, Novelty, OH, USA, to be published in 2022.
- Hansen, S.; Helwing, B. Die Anfänge der Silbermetallurgie in Eurasien (The beginnings of silver metallurgy in Eurasia). In Von Baden Bis Troia: Ressourcennutzung, Metallurgie und Wissenstransfer (From Baden to Troy: Use of Resources, Metallurgy and Knowledge); Bartleheim, M., Horesj, B., Krauss, R., Eds.; Verlag Marie Leidorf GmbH: Rahden, Germany, 2016; pp. 41–58. [Google Scholar]
- Craddock, P. Production of silver across the ancient world. ISIJ Int. 2014, 54, 1085–1092. [Google Scholar] [CrossRef]
- Conophagos, C.E. Chapter 12 in Le Laurion Antique et la Technique Grecque de la Production del’ Argent (Ancient Laurium and the Greek Technique of Silver Production); Ekdotike Hellados: Athens, Greece, 1980; pp. 305–330. [Google Scholar]
- Nezafati, N.; Pernicka, E. Early silver production in Iran. Iran. Archaeol. 2012, 3, 38–45. [Google Scholar]
- Gowland, W. Silver in Roman and earlier times: I. Pre-historic and proto-historic times. Archaeologia 1918, 69, 121–160. [Google Scholar] [CrossRef]
- Gale, N.H.; Stos-Gale, Z.A. Ancient Egyptian silver. J. Egypt. Archaeol. 1981, 67, 103–115. [Google Scholar] [CrossRef]
- Gale, N.H.; Stos-Gale, Z.A. Lead and silver in the ancient Aegean. Sci. Am. 1981, 244, 142–152. [Google Scholar] [CrossRef]
- Tylecote, R.F. The Prehistory of Metallurgy in the British Isles; The Institute of Metals: London, UK, 1986; pp. 3–4, 54–61. [Google Scholar]
- Raub, C.J. The metallurgy of gold and silver in prehistoric times. In Prehistoric Gold in Europe: Mines, Metallurgy and Manufacture; Morteani, G., Northover, J.P., Eds.; Kluwer Academic Publishers: Dordrecht, The Netherlands, 1995; pp. 243–259. [Google Scholar]
- Tylecote, R.F. The Early History of Metallurgy in Europe; Longman: London, UK, 1987; pp. 69–80, 138–140, 280–290. [Google Scholar]
- McKerrell, H.; Stevenson, R.B.K. Some analyses of Anglo-Saxon and associated Oriental silver coinage. In Methods of Chemical and Metallurgical Investigation of Ancient Coinage; Hall, E.T., Metcalf, D.M., Eds.; Royal Numismatic Society: London, UK, 1972; pp. 195–209. [Google Scholar]
- Organ, R.M. The current status of the treatment of corroded metal artifacts. In NBS Special Publication 479, Corrosion and Metal Artifacts—A Dialogue between Conservators and Archaeologists and Corrosion Scientists; Brown, B.F., Burnett, H.C., Chase, W.T., Goodway, M., Kruger, J., Pourbaix, M., Eds.; U.S. Department of Commerce/National Bureau of Standards: Washington, DC, USA, 1977; pp. 107–142. [Google Scholar]
- Scott, D.A. Technical study of a ceremonial Sican tumi figurine. Archaeometry 1996, 38, 305–311. [Google Scholar] [CrossRef]
- Werner, A.E. Two problems in the conservation of antiquities: Corroded lead and brittle silver. In Application of Science in Examination of Works of Art; Young, W.J., Ed.; Boston Museum of Fine Arts: Boston, MA, USA, 1965; pp. 96–104. [Google Scholar]
- Ravich, I.G. Annealing of brittle archaeological silver: Microstructural and technological study. In Proceedings of the 10th triennial Meeting of the International Council of Museums Committee for Conservation, Washington, DC, USA, 22–27 August 1993; pp. 792–795, Preprints of the Seminar. [Google Scholar]
- Wanhill, R.J.H.; Steijaert, J.P.H.M.; Leenheer, R.; Koens, J.F.W. Damage assessment and preservation of an Egyptian silver vase (300–200 BC). Archaeometry 1998, 40, 123–137. [Google Scholar] [CrossRef]
- Vaníčková, J.; Dĕd, J.; Bartuška, P.; Lejček, P. Intergranular failure of Roman silver artefacts. Mater. Sci. Forum 2007, 567–568, 213–216. [Google Scholar] [CrossRef]
- Vaníčková, J.; Dĕd, J.; Bartuška, P.; Drahokoupil, J.; Čerňanský, M.; Lejček, P. Analysis of grain boundaries in an embrittled ancient silver necklace, Surf. Interface Anal. 2008, 40, 454–457. [Google Scholar] [CrossRef]
- Wanhill, R.J.H.; Hattenberg, T.; Northover, J.P. ESBD of corrosion, deformation and precipitation in the Gundestrup Cauldron. In Ligas Metálicas: Investigação e Conservação (Metallic Alloys: Research and Conservation); Ferreira, A.C., Homem, P.M., Eds.; Faculdade de Letras da Universidade do Porto (Faculty of Letters, University of Porto): Porto, Portugal, 2008; pp. 46–61. [Google Scholar]
- Wanhill, R.J.H. Stress corrosion cracking in ancient silver. Stud. Conserv. 2013, 58, 41–49. [Google Scholar] [CrossRef]
- Garrels, R.M.; Christ, C.L. Solutions, Minerals, and Equilibria; Harper and Row: New York, NY, USA, 1965; pp. 379–383. [Google Scholar]
- Wanhill, R.J.H.; Hattenberg, T.; Northover, J.P. Electron Back Scatter Diffraction (ESBD of Corrosion, Deformation and Precipitation in the Gundestrup Cauldron; National Aerospace Laboratory NLR Report NLR-TP-2003-490; National Aerospace Laboratory: Amsterdam, The Netherlands, 2003. [Google Scholar] [CrossRef]
- Elam, C.F. An investigation of the microstructures of fifteen silver Greek coins (500–300 BC) and some forgeries. J. Inst. Met. 1931, 45, 57–69. [Google Scholar]
- Johnson, W.; Mellor, P.B. Plasticity for Mechanical Engineers; D. Van Nostrand Company, Ltd.: London, UK, 1962; pp. 333–334. [Google Scholar]
- Wanhill, R.J.H. Lecture Course on Metallurgy, Embrittlement and Conservation of Ancient Silver: Update 2018; National Aerospace Laboratory: Amsterdam, The Netherlands, 2018. [Google Scholar] [CrossRef]
- Wanhill, R.J.H. Embrittlement of ancient silver. J. Fail. Anal. Prev. 2005, 5, 41–54. [Google Scholar] [CrossRef]
- Sisco, A.G.; Smith, C.S. Lazarus Ercker’s Treatise on Ores and Assaying; University of Chicago Press: Chicago, IL, USA, 1951; pp. 80–81, 191–198. [Google Scholar]
- Thompson, F.C.; Chatterjee, A.K. The age-embrittlement of silver coins. Stud. Conserv. 1954, 1, 115–126. [Google Scholar]
- Smith, C.S. The interpretation of microstructures of metallic artifacts. In Application of Science in Examination of Works of Art; Young, W.J., Ed.; Boston Museum of Fine Arts: Boston, MA, USA, 1965; pp. 20–52. [Google Scholar]
- Schweizer, F.; Meyers, P. Authenticity of ancient silver objects: A new approach. MASCA J. 1978, 1, 9–10. [Google Scholar]
- Schweizer, F.; Meyers, P. A new approach to the authenticity of ancient silver objects: The discontinuous precipitation of cop-per from a silver-copper alloy. In Proceedings of the 18th International Symposium on Archaeometry and Archaeological Prospection, Bonn, Germany, 14–17 March 1978; Rheinland-Verlag GmbH: Cologne, Germany, 1979; pp. 287–298. [Google Scholar]
- Wanhill, R.J.H. Archaeological Silver Embrittlement: A Metallurgical Inquiry; National Aerospace Laboratory NLR Report; NLR-TP-2002-224; National Aerospace Laboratory: Amsterdam, The Netherlands, 2002. [Google Scholar] [CrossRef]
- Wanhill, R.J.H. Significance of discontinuous precipitation of copper in ancient silver. Metallogr. Microstruct. Anal. 2012, 1, 261–268. [Google Scholar] [CrossRef][Green Version]
- Stos-Gale, Z.A.; Gale, N.H. Metal provenancing using isotopes and the Oxford archaeological lead isotope database (OXALID). Archaeol. Anthropol. Sci. 2009, 1, 195–213. [Google Scholar] [CrossRef]
- Stos-Gale, Z.A.; Gale, N.H. The sources of Mycenean silver and lead. J. Field Archaeol. 1982, 9, 467–485. [Google Scholar]
- Gale, N.H.; Stos-Gale, Z.A. Bronze Age copper sources in the Mediterranean: A new approach. Science 1982, 216, 11–19. [Google Scholar] [CrossRef]
- Weeks, L.; Keall, E.; Pashley, V.; Evans, J.; Stock, S. Lead isotope analyses of Bronze Age copper-base artefacts from al-Midamman, Yemen: Towards the identification of an indigenous metal production and exchange system in the southern Red Sea region. Archaeometry 2009, 51, 576–597. [Google Scholar] [CrossRef]
- Balliana, E.; Aramendia, M.; Resano, M.; Barbante, C.; Vanhaecke, F. Copper and tin isotopic analysis of ancient bronzes for archaeological investigation: Development and validation of a suitable analytical methodology. Anal. Bianal. Chem. 2013, 405, 2973–2986. [Google Scholar] [CrossRef]
- Radivojević, M.; Roberts, B.W.; Pernicka, E.; Stos-Gale, Z.; Martinón-Torres, M.; Rehren, T.; Bray, P.; Brandherm, D.; Ling, J.; Mei, J.; et al. The provenance, use, and circulation of metals in the European Bronze Age: The state of debate. J. Archaeol. Res. 2019, 27, 131–185. [Google Scholar] [CrossRef]
- Rademakers, F.W.; Rehren, T.; Pernicka, E. Copper for the Pharaoh: Identifying multiple metal sources for Ramesses’ work-shops from bronze and crucible remains. J. Archaeol. Sci. 2017, 80, 50–73. [Google Scholar] [CrossRef]
- Vander Voort, G.F. Metallography: Principles and Practice; ASM International: Materials Park, OH, USA, 1999. [Google Scholar]
- Vander Voort, G.F. Metallographic specimen preparation for Electron Backscattered Diffraction, Part I. Pract. Metallogr. 2011, 48, 454–473. [Google Scholar] [CrossRef]
- Vander Voort, G.F. Metallographic specimen preparation for Electron Backscattered Diffraction, Part II. Pract. Metallogr. 2011, 48, 527–543. [Google Scholar] [CrossRef]
- Gasteiger, S.; Eggert, G. How to compare reduction methods for corroded silver finds. In Metal 2001, Proceedings of the International Conference on Metals Conservation, Santiago, Chile, 2–6 April 2001; McLeod, I.D., Theile, J.M., Degrigny, C., Eds.; Western Australian Museum: Fremantle, Australia, 2004; pp. 320–324. [Google Scholar]
- Děd, J.; Šilhová, A. Korozní poškození stříbrných předmětů z archeologických nálezů (Corrosion damage of silver objects from archaeological findings). In Sborník Konference Konzervátorů a Restaurátorů Plzeň (Proceedings of Conservators and Restorers Pilsen); Technical Museum of Brno: Brno, Czech Republic, 2005; pp. 44–48. [Google Scholar]
- Profantová, N.; Šilhová, A. K problematice kaptorg v Čechách. Na základě detailního studia hrobu 22 z Klecan II (The problems of kaptorgas in the Czech Republic. On the basis of detailed study of grave 22 from Klecany II). Památky Archeol. 2010, 101, 283–310. [Google Scholar]
- Stawinoga, G. Die Tasse des Khans: Die Restaurierung einer mittelalterlichen Silbertasse (The Khan Cup: The restoration of a mediaeval silver cup). Arb. für Restaur. 1997, 30, 137–142. [Google Scholar]
- Turner-Walker, G. A Practical Guide to the Care and Conservation of Metals; Headquarters Administration of Cultural Heritage, Council for Cultural Affairs: Taichung, Taiwan, 2008. [Google Scholar]
- Fink, C.G.; Polushkin, E.P. Microscopic Study of Ancient Bronze and Copper; Technical Publication No. 693-E; American Institute of Mining and Metallurgical Engineers: New York, NY, USA, 1936. [Google Scholar]
- Hamilton, D.L. Methods of Conserving Archaeological Material from Underwater Sites; Center for Maritime Archaeology and Conservation, Texas A&M University: College Station, TX, USA, 1999. [Google Scholar]
- Oudbashi, O.; Shekofteh, A.; Makhzani, S.; Siapoosh, M. Conservation of metal collection in Ebn-e Sina Museum, Hamedan, Iran: From intervening to preventive approaches. In YOCOCU 2014, Professionals’ Experiences in Cultural Heritage Conservation in America, Europe, and Asia; Macchia, E., Prestileo, F., Cagno, S., Khalilli, F., Eds.; Cambridge Scholars Publishing: Newcastle upon Tyne, UK, 2016; pp. 189–201. [Google Scholar]
- Papapelekanos, A. The critical RH for the appearance of “Bronze Disease” in chloride contaminated copper and copper alloy artefacts. E-Conserv. Mag. 2010, 13, 43–52. [Google Scholar]
- Costa, V. The deterioration of silver alloys and some aspects of their conservation. Stud. Conserv. 2001, 46 (Suppl. 1), 18–34. [Google Scholar] [CrossRef]
- Rodgers, B.A. The Archaeologist’s Manual for Conservation; Kluwer Academic/Plenum Publishers: Dordrecht, The Netherlands, 2004. [Google Scholar]
- Watkinson, D. Preservation of metallic cultural heritage. In Shrier’s Corrosion, 1st ed.; Elsevier Science: Amsterdam, The Netherlands, 2009; Volume 4, Section 4.43; pp. 3307–3340. [Google Scholar]
- Humphrey, B.J. The application of parylene conformal coating technology to archival and artifact conservation. Stud. Conserv. 1984, 29, 117–123. [Google Scholar]
- SCS Parylene Deposition Equipment. 2002. Available online: www.scscoatings.com (accessed on 15 June 2021).
- Wolfram, J.; Brüggerhoff, S.; Eggert, G. Better than Paraloid B-72? Testing Poligen® waxes as coatings for metal objects. In Metal 2010, Proceedings of the Interim Meeting of the ICOM-CC Metal Working Group, Charleston, SC, USA, 11–15 October 2010; Mardikian, P., Chemello, C., Watters, C., Hull, P., Eds.; International Council of Museums: Paris, France, 2011; pp. 167–177. [Google Scholar]
- Paterakis, A.B.; Lafuente, D.; Cano, E. The corrosive influence of acetic acid emissions on bronze and the efficacy of two protective coatings. In Metal 2010, Proceedings of the Interim Meeting of the ICOM-CC Metal Working Group, Charleston, SC, USA, 11–15 October 2010; Mardikian, P., Chemello, C., Watters, C., Hull, P., Eds.; International Council of Museums: Paris, France, 2011; pp. 178–184. [Google Scholar]
- Elia, E.; Dowsett, M.; Adriaens, A. On the use of alcoholic carboxylic acid solutions for the deposition of protective coatings on copper. In Metal 2010, Proceedings of the Interim Meeting of the ICOM-CC Metal Working Group, Charleston, SC, USA, 11–15 October 2010; Mardikian, P., Chemello, C., Watters, C., Hull, P., Eds.; International Council of Museums: Paris, France, 2011; pp. 193–200. [Google Scholar]
- Casaletto, M.P.; Cirrincione, C.; Privitera, A.; Basilissi, V. A sustainable approach to the conservation of bronze artworks by smart nanostructured coatings. In Metal 2016, Proceedings of the Interim Meeting of the ICOM-CC Metal Working Group, New Delhi, India, 26–30 September 2016; Menon, R., Chemello, C., Pandya, A., Eds.; International Council of Museums: Paris, France, 2016; pp. 144–152. [Google Scholar]
- Aufray, M.; Esvan, J.; Balbo, A.; Grassi, V.; Monticelli, C.; Zanotto, F.; Benetti, F.; Sperotto, W.; Tedesco, E.; Bernardi, E.; et al. Protection of outdoor bronzes with eco-friendly and non-hazardous coatings based on silane and fluoropolymers: Results from the B-IMPACT project. In Metal 2019, Proceedings of the Interim Meeting of the ICOM-CC Metal Working Group, Neuchatel, Switzerland, 2–6 September 2019; Chemello, C., Brambilla, L., Joseph, E., Eds.; International Council of Museums: Paris, France, 2019; pp. 222–231. [Google Scholar]
- Wanhill, R.J.H. Case histories of ancient silver embrittlement. J. Fail. Anal. Prev. 2011, 11, 178–185. [Google Scholar] [CrossRef][Green Version]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Zn | As | Sn | Pb | O | Al | Cl | S | Zn | |
|---|---|---|---|---|---|---|---|---|---|---|
| M | 90.66 | 0.90 | 2.68 | 5.74 | 0.01 | - | - | - | - | 0.90 |
| A | 63.05 | - | - | 0.69 | - | 16.46 | 0.54 | 19.25 | - | - |
| B | 67.96 | - | - | 15.09 | 0.59 | 16.19 | - | 0.08 | 0.09 | - |
| Cu | Sn | O | Cl | Mg | Si | Al | Ca | K | |
|---|---|---|---|---|---|---|---|---|---|
| M | 99.77 | 0.23 | - | - | - | - | - | - | - |
| A | 54.59 | - | 30.77 | 9.26 | 0.56 | 4.02 | 0.34 | 0.38 | 0.09 |
| B | 85.78 | - | 13.66 | 0.56 | - | - | - | - | - |
| O | Mg | Al | Si | P | S | Cl | K | Fe | Ni | Cu | Zn | As | Sn | Sb | Pb | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Matrix (M) | - | - | - | - | 0.05 | 0.58 | 0.14 | - | 0.32 | 0.30 | 93.75 | 0.94 | 1.19 | 0.28 | 0.52 | 1.92 |
| A | 18.91 | - | - | - | - | 1.08 | 0.13 | - | 0.20 | 0.50 | 75.87 | 1.21 | 0.63 | 0.18 | 0.28 | 1.01 |
| B | 54.31 | - | - | 15.39 | 0.06 | - | 0.12 | - | 0.41 | 0.39 | 25.90 | 0.85 | 0.59 | 0.52 | 0.64 | 0.81 |
| C | 60.46 | 3.28 | 6.73 | 16.88 | 0.13 | 0.11 | 0.13 | 1.02 | 3.46 | 0.82 | 5.28 | 1.10 | 0.33 | - | - | 0.26 |
| Cu | Sn | Pb | As | Zn | Ni | Fe | Cl | O | S | P | Si | Ca | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Matrix | 84.88 | 13.36 | 1.16 | 0.22 | 0.02 | 0.01 | 0.01 | - | - | 0.15 | 0.20 | - | - |
| A | 10.77 | 42.02 | 0.43 | 0.05 | - | - | - | 0.04 | 42.98 | - | 1.20 | 1.69 | 0.81 |
| B | 54.82 | 19.74 | 0.78 | - | - | - | - | 1.31 | 22.76 | - | 0.59 | - | - |
| Figure | Artifact: Location: BC Date | Composition (wt.%) | Remarks |
|---|---|---|---|
| Figure 8a | Vessel: Marlik: 10th–14th Century | Cu-8.71Sn-0.02As-0.12Zn | Intergranular cracking |
| Figure 8b | Vessel: Deh Dumen: 20th–25th Century | Cu-7.69Sn-0.23As-0.12Zn | Intergranular cracking and some attack along twin boundaries |
| Figure 8c | Vessel: Deh Dumen: 20th–25th Century | Cu-8.41Sn-0.11As-0.12Zn-0.11Pb | Intergranular cracking and attack along slip lines and twin boundaries: large intergranular crack in (e) |
| Figure 8d | Vessel: Luristan: 7th–8th Century | Cu-18.2Sn-0.06As | |
| Figure 8e | Button: Baba Jilan: 8th Century | Cu-8.41Sn-0.42As-0.09Zn-0.31Pb | |
| Figure 8f | Vessel: Luristan: 7th–8th Century | Cu-9.5Sn-0.33As | Large intergranular cracks |
| Archaeological and Archaeometallurgical Questions | Diagnostic Techniques |
|---|---|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oudbashi, O.; Wanhill, R. Long-Term Embrittlement of Ancient Copper and Silver Alloys. Heritage 2021, 4, 2287-2319. https://doi.org/10.3390/heritage4030130
Oudbashi O, Wanhill R. Long-Term Embrittlement of Ancient Copper and Silver Alloys. Heritage. 2021; 4(3):2287-2319. https://doi.org/10.3390/heritage4030130
Chicago/Turabian StyleOudbashi, Omid, and Russell Wanhill. 2021. "Long-Term Embrittlement of Ancient Copper and Silver Alloys" Heritage 4, no. 3: 2287-2319. https://doi.org/10.3390/heritage4030130
APA StyleOudbashi, O., & Wanhill, R. (2021). Long-Term Embrittlement of Ancient Copper and Silver Alloys. Heritage, 4(3), 2287-2319. https://doi.org/10.3390/heritage4030130