1. Introduction
Single-screw extrusion is a widespread and well-established processing technique in plastic industry [
1,
2,
3]. Nevertheless, the process is subject to changing requirements. In addition to using well defined and uniform virgin granules, the processing of recycled, irregularly shaped regrind becomes more and more important [
4,
5,
6]. This results in different conveying characteristics of the extruder.
With regard to the utilized barrel, single-screw extruders are divided into smooth and grooved set-ups. A smooth barrel extruder exhibits a backpressure-dependent throughput. In contrast to this, an extruder with a grooved solid conveying zone allows for a throughput which is independent of the backpressure, at least as long as the backpressure does not exceed a certain threshold value [
7].
The conveying of plastic materials in a grooved solid conveying zone can be divided into two main cases [
8]. In the first case, there is a mass flow in the grooves additionally to the usual mass flow in the screw channel. In the second case, the grooves are filled with the material but without an additional conveying in the grooves [
8]. Nevertheless, the plastic filled grooves lead to a different conveying behavior, since the friction between the conveyed material to the barrel wall is modified.
There is a further subdivision of the first case into 1.(a) and 1.(b) and of the second case into 2.(a) and 2.(b) depending on the geometrical relation between the groove depth, the granule diameter and the screw channel depth [
8,
9]. The case 1.(a) is supposed to take place if the groove depth is smaller than the granule diameter and if the screw channel depth is
smaller than two times the granule diameter. The case 1.(b) is assumed to take place if the groove depth is smaller than granule diameter and if the screw channel depth is
larger than two times the granule diameter. The case 2.(a) and the case 2.(b) are supposed to apply if the groove depth and the screw channel depth are larger, respectively significantly larger than the granule diameter [
8,
9]. The case 2.(a) thus applies for small granules, whereas the case 2.(b) is typically assumed for materials with very small granule size such as powder or grit. A schematic illustration of the four solid conveying cases can be found for instance in [
8].
The case 1.(a) assumes a material conveying in the grooves since the moving screw flight forces a mass transport. There, the axial conveying velocity in the screw channel is expected to be equivalent to the axial conveying velocity in the grooves. This is analogous to the so-called nut–screw conveying described in [
10]. The case 1.(b) also assumes a material conveying in the grooves forced by the moving screw flight. Nevertheless, a different conveying velocity is expected between the material in the grooves and the material layer in the lower screw channel region due to a slip plane formation [
11]. It should be mentioned that the usual textbook assumption [
8], which states that there is no solid conveying in grooves for the cases 2.(a) and 2.(b) is a simplification. It was shown that whether conveying in the grooves takes place not only depends on the geometrical relations but also on the processed material itself respectively its inner friction [
11].
As described above, the geometrical relation between the groove depth, the granule diameter and the screw channel depth play an important role in the mass transport of a grooved solid conveying zone. Approaches to calculate the mass throughput
as a function of the screw speed
n in a grooved barrel extruder are primarily derived from historically preceding works on smooth barrel extruders [
12,
13,
14]. Many works are based on the following linear approach, which comprises the bulk density
of the plastic granule, the extruder’s free cross-sectional area
that is available for mass transport, the axial conveying velocity
of the granule as well as the filling degree
f of the screw channel:
At low screw speeds, the filling degree can be assumed to be equal to one, since there is enough time for complete filling of the screw channel. Furthermore, effects such as a vortex formation in the hopper, which result in a partially filled screw channel [
15,
16,
17,
18,
19], can be omitted at low screw speeds. However, if a certain threshold screw speed is exceeded, a non-linear, respectively, degressive throughput behavior is observed [
20,
21,
22,
23]. This non-linearity can then be taken into account by a screw speed-dependent filling degree which is smaller than one.
The free cross-sectional area can be subdivided into the free cross-sectional area of the screw channel
and into the free cross-sectional area of the grooves
. With regard to this further division, Equation (1) can be written as:
The free cross-sectional area of the screw channel can be calculated with:
where
is the outer screw diameter,
is the core diameter of the screw,
is the width of the flight perpendicular to the helix direction,
is the helix angle of the screw,
is the screw channel depth and
is the number of screw flights in the cross-sectional area.
The free cross-sectional area of the grooves can be calculated using:
with
being the width of the groove perpendicular to the groove direction,
being the groove angle,
being the number of grooves and
being the groove depth. The throughput calculations are always referred to the plane perpendicular to the extrusion direction at the end of the feed opening. For axial grooves that possess a groove angle of 90°, the sin
term equals to one and thus disappears. If the solid conveying angle
and the circumferential screw speed
are known, the axial conveying velocity can be calculated [
10] via:
Assuming a nut–screw conveying simplifies the calculation considerably because this allows for equating the solid conveying angle with the groove angle [
10]. Thereby, a rather elaborate calculation of the solid conveying angle which is based on the acting pressure and friction forces at the granule bed can be avoided.
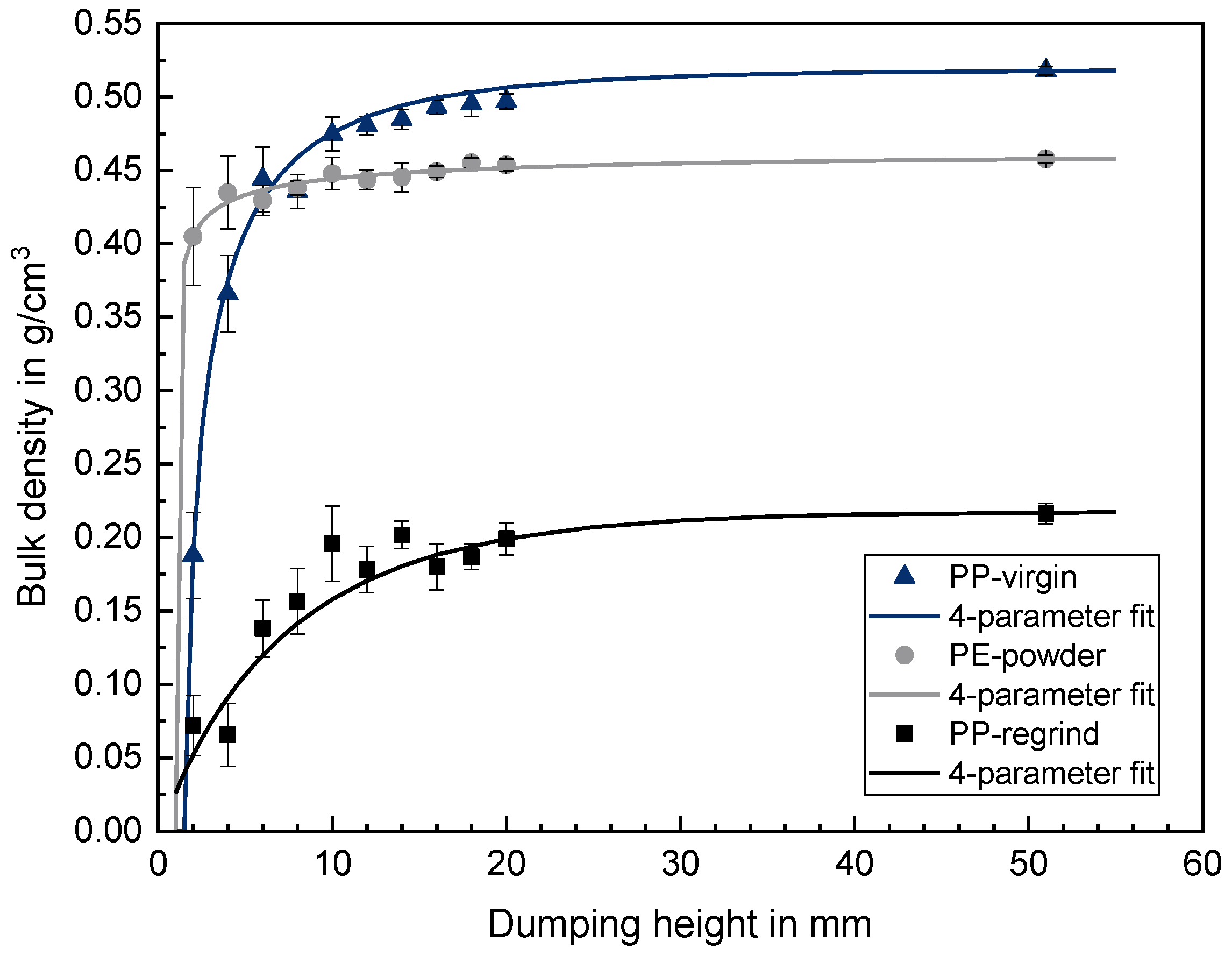
Due to wall effects, the bulk density of the plastic material is lower near the solid wall compared to the bulk density in the middle of a large solid bed. Thus, the actual bulk density in the extruder is lower compared to bulk density, which is usually determined at a high dumping height. To account for this phenomenon, it is possible to measure the bulk density as a function of the dumping height
. Subsequently, these values can be fitted using Equation (6) [
10]. This allows us to calculate the bulk density for different dumping heights. In Equation (6),
is the maximum bulk density at a high dumping height and
is the threshold dumping height, whereby for values of
, the bulk density is equal to zero. Both variables
A and
B are dimensionless fit parameters. It should be mentioned that this approach neglects any pressure-induced compaction of the solid bed. In [
24,
25,
26], a description can be found for how to additionally account for a pressure and temperature dependency by measuring the materials’ compressibility.
Utilizing these bulk density values from static measurements in order to calculate the extruder’s throughput is proper for the low screw speed range. However, it can be error-prone to a certain extent at high screw speeds due to loosening effects of the solid bed [
10].
As can be seen in
Figure 1, a grooved solid conveying zone can be divided into three different regions, each exhibiting a different dumping height and thus a different bulk density. The mass throughput in the screw channel
can be calculated by:
whereas the mass throughput in the grooves
can be calculated via:
BZ and BS are dimensionless values which resemble the proportion of non-grooved barrel and the proportion of the screw flight in the cross-section area, respectively. is the bulk density between the screw and the inner barrel diameter, is the bulk density between the screw and a groove and is the bulk density between the screw flight and the groove. The latter means that the dumping height is equal to the groove depth.
When a nut–screw conveying is assumed, the overall mass throughput is the sum of both the throughput in the screw channel and the throughput in the grooves:
In [
27], the suitability of the linear throughput approach was examined for a grooved extruder set-up together with numerical simulations using the discrete element method (DEM). It was shown that the assumption of pressure-independent throughput is appropriate. Furthermore, it was found that the classification into the four different solid conveying cases is justified [
27]. However, it is suggested that the classification should further contain the screw clearance, since the particles in the grooves will not be driven by the screw flight if the screw clearance is larger than the protrusion of the granule [
27]. Moreover, it was found that the assumption of block flow is an oversimplification in certain cases [
27].
Regarding the influence of particle shape on the solid conveying behavior, it was found that a small spherical granule exhibits a later onset of non-linear throughput compared to larger lenticular and cylindrical granules [
28]. Furthermore, [
28] shows that the throughput of a helically and an axially grooved barrel converge at high screw speeds. In [
29], long cylindrical granules are compared to virgin spherical granules. Despite exhibiting a lower bulk density in measurements, the long cylindrical granule results in a higher throughput compared to the virgin spherical granule. This is explained by a forced orientation of the long cylindrical granule in the extruder, which results in a higher bulk density in the screw channel and thus a higher throughput for the long cylinders [
29].
A similar effect is purposely exploited in [
30,
31] to achieve a higher bulk density for regrind. To enable a complete convergence of the specific throughput of virgin granules and regrind, a new solid conveying compression zone is examined there both experimentally and simulatively via DEM. To account for the irregular plate-like shape of the regrind, the DEM was conducted by utilizing superquadrics instead of spheres [
30,
31].
The concept of a circular economy [
32] becomes more and more important due to an increasing environmental awareness among the population. This is accompanied by an increasing amount of processing recycled regrind in industry. However, there is still a severe lack of investigations that deal with the solid conveying characteristics of plastic regrind, especially in grooved single-screw extruders at high screw speed.
Thus, the aim of this work is to examine and compare the conveying characteristics of three distinctly different material shapes thoroughly. The investigated polyolefins are an irregularly plate-shaped regrind polypropylene (PP), a uniform virgin PP and a powdery polyethylene (PE). All materials are processed with a smooth and a helically as well as an axially grooved solid conveying zone at screw speeds up to 1350 rpm. To investigate whether a well-established analytical approach is also suitable for regrind, the experimentally determined throughput is compared to these analytical predictions. Furthermore, the solid conveying is optically observed by using transparent poly(methyl methacrylate) (PMMA) barrels. The new findings of this work can thus be utilized in the future as a starting point to improve the extruder’s machine and process design, particularly when processing plastic regrind.
3. Results
The mass throughput is always predicted by using Equations (7)–(9). This includes the throughput in the screw channel according to Equation (7) and the throughput in the grooves according to Equation (8). Since a nut–screw conveying is assumed, the solid conveying angle is supposed to be equivalent to the groove angle, which is 41.19° for the helically grooved case and 90° for the axially grooved case. This is purposely created at this point without a further discrimination into the four different solid conveying cases. A detailed discussion hereto is found in the proceeding work. The three different bulk densities (
,
and
) for each material are given in
Table 1 and the free cross-sectional area of the screw channel and of the grooves are given in
Section 2.2.
The results of the analytical calculation are subsequently always depicted as dashed lines. Calculating the throughput when utilizing the smooth barrel is omitted because the governing friction coefficients were not determined. Examining the specific throughput, which is the throughput per screw rotation (calculated via /n), makes it easier to evaluate the start of non-linear throughput behavior as well as to compare the values of different material shapes among each other.
3.1. Virgin PP Granule—Results of the Measured, Calculated and Observed Solid Conveying
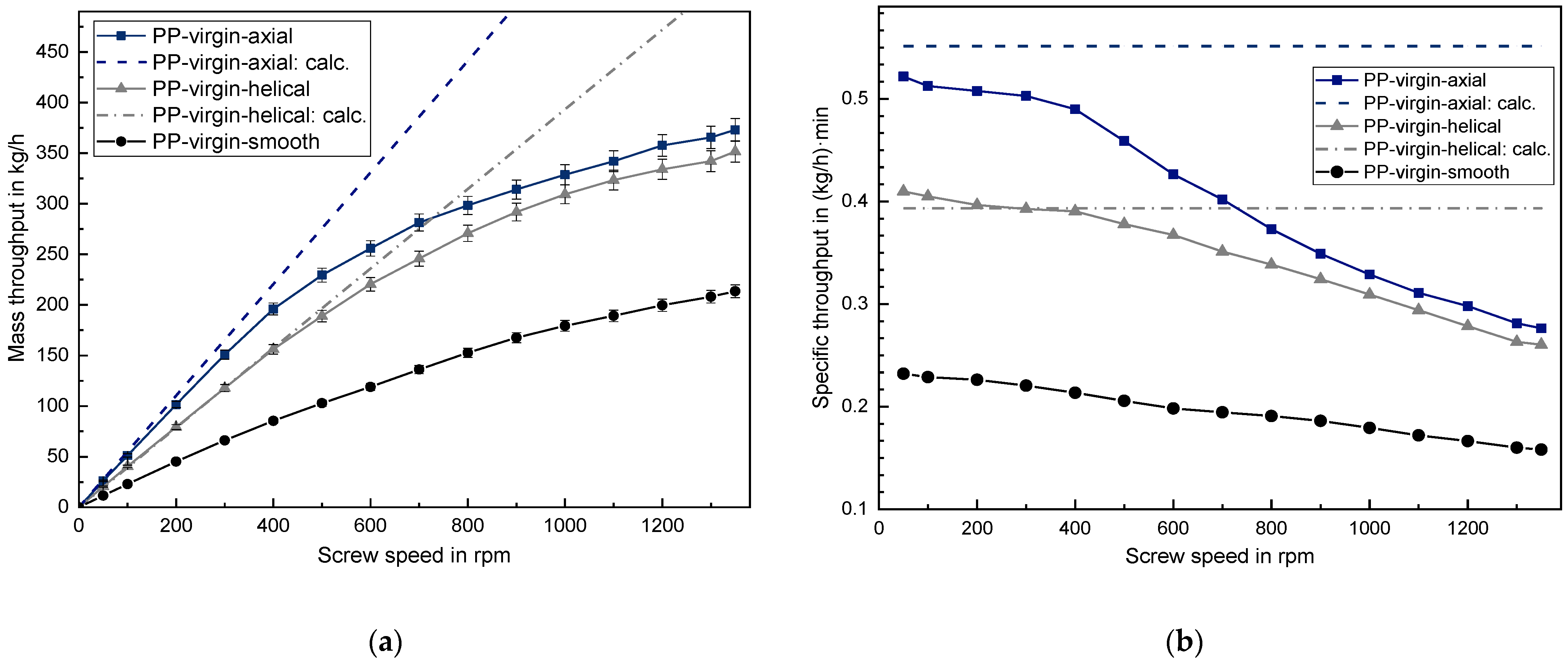
The results of the mass throughput determination when using the virgin PP granule are shown in
Figure 7. The three series of experiments exhibit a linear throughput behavior at low screw speeds. This is followed by a pronounced degressive behavior when exceeding approximately 300 rpm. At low screw speeds, the axially grooved barrel results in a specific throughput of around 0.51 (kg/h) min and the helically grooved barrel in around 0.40 (kg/h) min. This can be attributed to the higher axial conveying velocity when using the axially grooved solid conveying zone. Nevertheless, the axial grooves lead to a steep decline in throughput when exceeding 300 rpm. Thus, a slow converge of throughput between the axial and the helical grooves can be observed by increasing screw speed.
Regarding the prediction quality of the analytical approach, the calculated throughput perfectly matches with the measured throughput when utilizing the helically grooved barrel. The mean relative deviation between the calculated and the measured values is approximately 2% at 50–300 rpm in this case. This finding underlines the importance of taking the bulk density as a function of the dumping height into account in order to obtain appropriate throughput predictions.
Contrary to this, the calculation overestimates the throughput in the axially grooved case with a mean relative deviation of approximately 7% at 50–300 rpm. This behavior can be explained by taking the results of an optical observation into account.
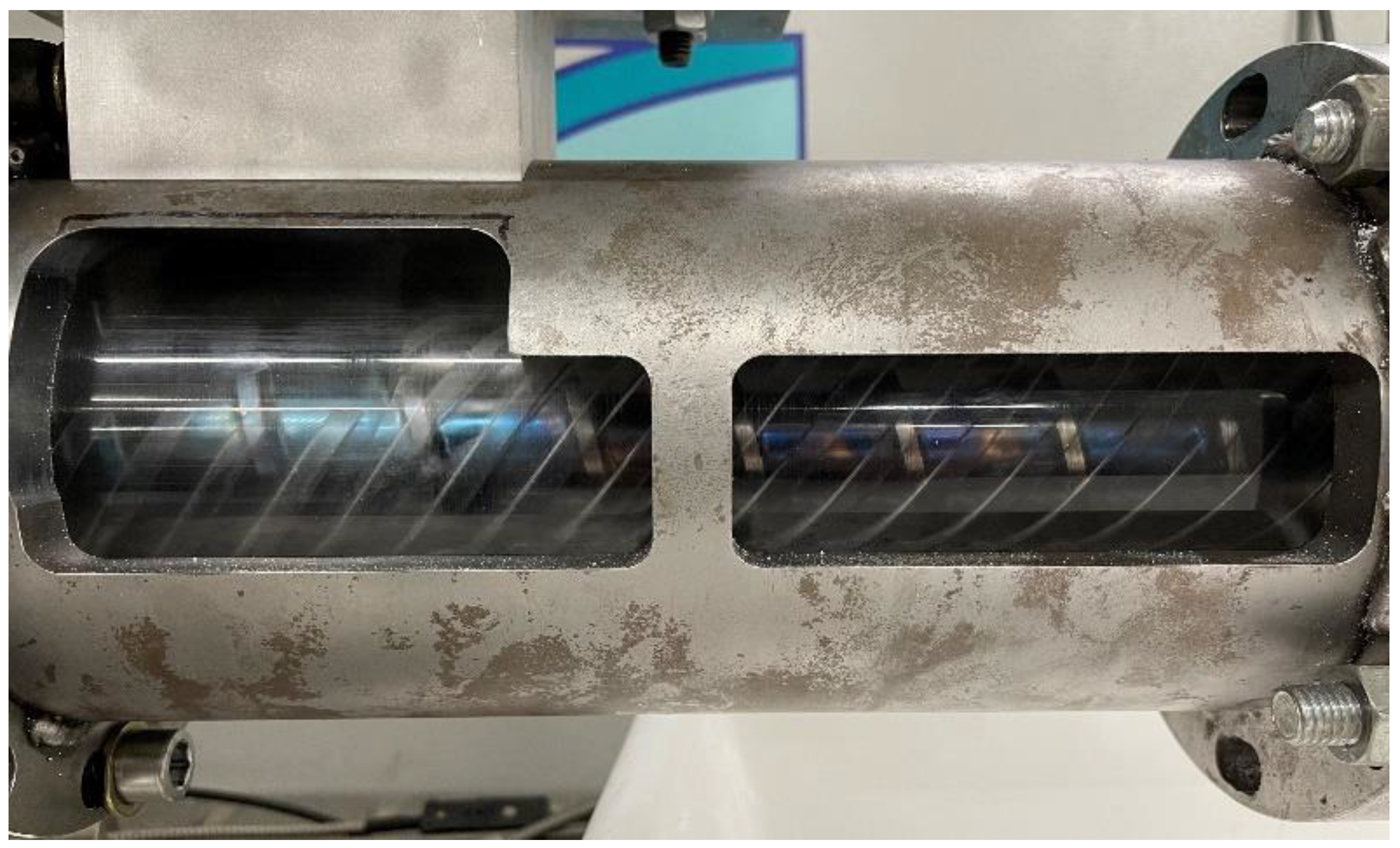
Figure 8a shows a picture of processing the virgin PP with a helically grooved PMMA barrel.
Figure 8b depicts the virgin PP in an axially grooved PMMA barrel. In both cases, the screw speed was successively increased from 10 to 100 rpm at maximum in order to avoid frictional wear of the PMMA barrels. It is observed that in the helically grooved case the virgin PP granule perfectly satisfies the assumptions of a nut–screw conveying. The rotating screw flight forces a solid conveying in the grooves due to the protrusion of the virgin PP out of the grooves. Furthermore, a perfect block flow is observed both in the grooves and in the fully filled screw channel. Thereby, the solid conveying angle is equivalent to the groove angle for the entire solid bed.
In contrast, for the axially grooved barrel, it is observed that the assumptions of a nut–screw conveying are not fulfilled. This results in a certain deviation between the predicted and the measured throughput. Both the assumption of block flow and the assumption that the solid conveying angle in the screw channel is equivalent to the groove angle do not hold in this case. A relative movement between individual PP particles in the screw channel is observed, particularly in the vicinity of the screw flight. This deviation from block flow is caused by the friction of the PP granule to the rotating screw flight. This results furthermore in a deviation from the supposed 90° solid conveying angle. Thus, the real solid conveying angle in the screw channel is somewhat lower. Furthermore, it should be mentioned that an adequate block flow is only observed in the axially grooved barrel at the lowest screw speed of 10 rpm. The relative movement between individual PP granules in the screw channel became more pronounced with increasing screw speed. This eventually lead to the case that PP granules which were entrapped in the axial grooves could escape the grooves. Thus, even a mass exchange between the axial grooves and the screw channel was observed for the virgin PP granule by increasing screw speed.
3.2. Regrind PP Flakes—Results of the Measured, Calculated and Observed Solid Conveying
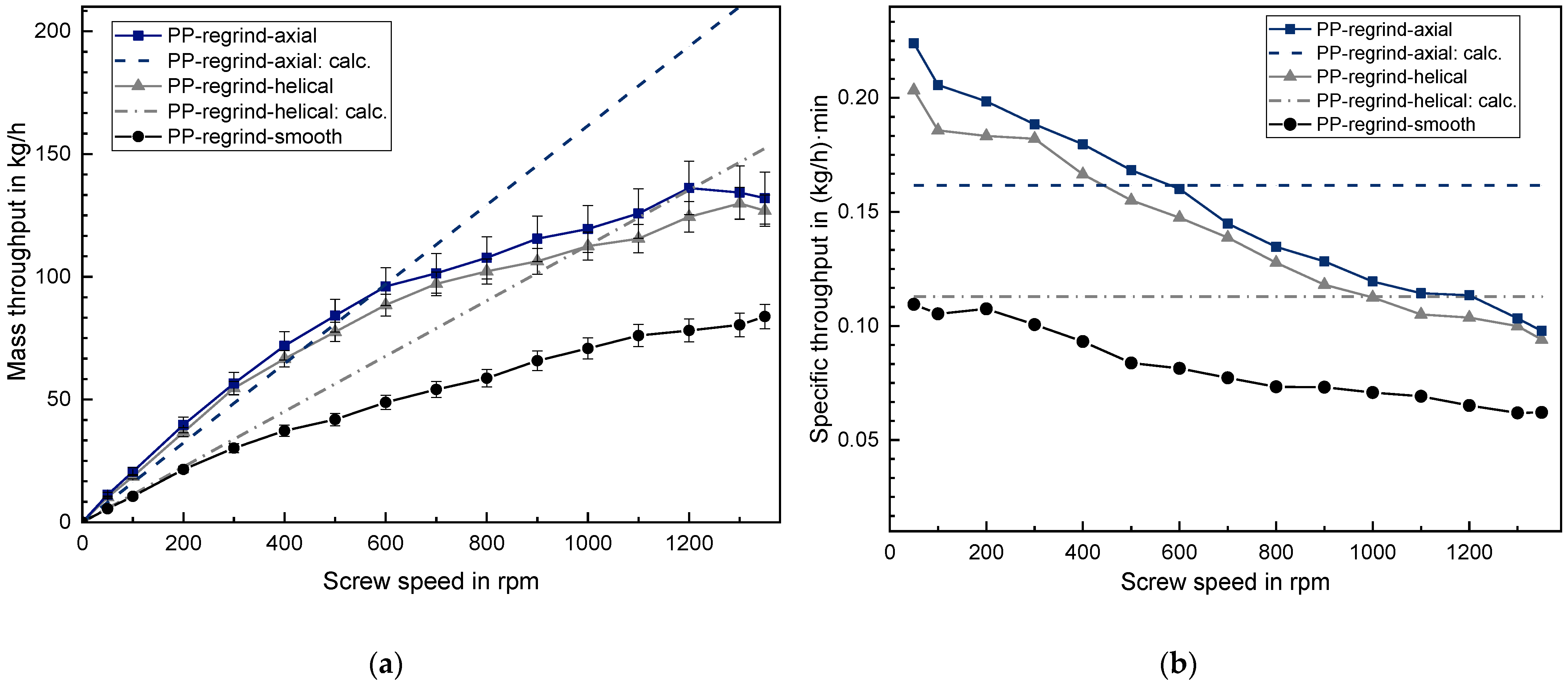
The results of measuring the mass throughput for the regrind PP can be found in
Figure 9. In contrast to the virgin PP, the regrind PP already exhibits a decreasing specific throughput at low screw speeds, especially for both grooved solid conveying zones. The specific throughput is highest for the axially grooved barrel with values slightly above 0.20 (kg/h) min, followed by the helically grooved barrel with values around 0.18 (kg/h) min regarding the low screw speed range of 50–300 rpm. There, the smooth barrel also exhibits a low specific throughput of around 0.11 (kg/h) min.
Moreover, the throughput for both grooved barrels is already very similar at low screw speeds when processing the regrind PP. This is accompanied by a relatively high deviation between independent series of experiments which is approximately 4–7%. This is accompanied by large error bars in
Figure 9a. The high deviation between different series of experiments is primarily caused by the irregular regrind shape and its broad size distribution. This results in an inhomogeneous and non-constant bulk density and thus a fluctuating mass throughput, which is contrary to the steady respectively constant bulk density when using virgin PP.
The quality of throughput prediction for both grooved systems is very poor for the regrind PP, even in the helically grooved case. The calculation significantly underestimates the measured values with a mean relative deviation of 67% for the helically grooved barrel and a mean relative deviation of 26% for the axially grooved barrel, even at the low screw range between 50 and 300 rpm.
This large deviation is expected to be primarily caused by the circumstance that the regrind’s bulk density in the extruder is probably considerably higher than the measured bulk density, which is used for the calculations due to a compression effect as well as an orientation effect. On the one hand, [
31,
35] revealed that regrind exhibits a substantially higher compressibility than virgin granules. This means that the bulk density of regrind increases faster when applying a certain pressure, in particular in the low-pressure regime [
35]. On the other hand, a resembling effect was observed in [
29] for long cylindrical granules due to a forced orientation in the extruder, which leads to a higher bulk density and thus a higher mass throughput than expected. A similar orientation behavior is conceivable for the utilized plate-shaped regrind that displays a large aspect ratio as well.
An optical investigation of the solid conveying behavior of the regrind PP was unfortunately not possible. Processing the regrind in a smooth PMMA barrel lead to a melting of the regrind even at a very low screw speed of 10 rpm. This melting lead to damage of the barrel’s inner surface and a significant deterioration of the optical transparency. This is because the plate-shaped regrind exhibited a very high heat generation due to plastic–plastic friction, which could not be removed fast enough due to the low thermal conductivity of the PMMA barrel. Since using a grooved barrel leads to even higher friction, the axially and helically grooved PMMA barrel were not used for processing the regrind in order to avoid damage to these barrels.
3.3. Powdery PE Particles—Results of the Measured, Calculated and Observed Solid Conveying
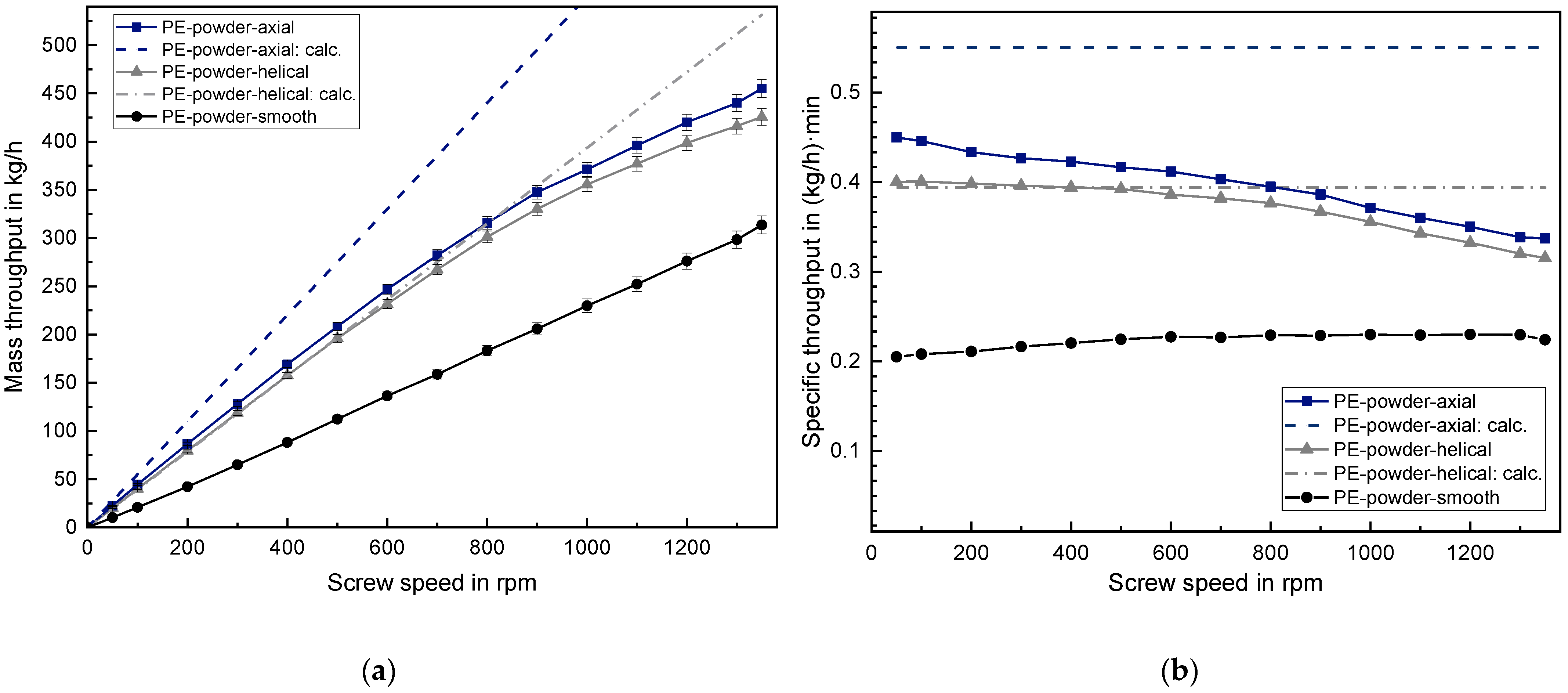
The results of measuring the mass throughput for the powdery PE are depicted in
Figure 10. The respective measurements show a very low deviation between independent series of experiments in each case, which results in small error bars. The specific throughput at low screw speeds between 50 and 300 rpm is around 0.43 (kg/h) min for the axially grooved barrel, around 0.40 (kg/h) min for the helically grooved barrel and approximately 0.21 (kg/h) min for the smooth barrel.
In contrast to the previous results of virgin PP and regrind PP, the powdery PE exhibits a linear throughput behavior even at high screw speeds. Utilizing the helically grooved barrel results in a linear throughput up to 700 rpm. The throughput behavior for the smooth barrel even remains linear until the maximum screw speed of 1350 rpm. Thus, the powdery PE exhibits a beneficial trickling behavior out of the hopper opening into the screw channel, which ensures a fully filled screw channel even at high screw speeds.
The fully filled screw channel is also verified optically up to 1000 rpm by means of the smooth PMMA barrel. Higher screw speeds were omitted in this case to avoid too high frictional wear at the PMMA barrel’s inner surface. This observation for the powdery PE is in good accordance with previous observations in [
28], which showed a similar advantageous behavior when processing a small and spherical polyamide (PA) granule.
Regarding the quantitative values, the throughput of the powdery PE is already quite close in the low screw speed range for both the axially and the helically grooved barrel. Furthermore, the calculation precisely predicts the throughput up to 700 rpm for the helically grooved barrel. As opposed to this, the calculation considerably overestimates the throughput for the axially grooved barrel.
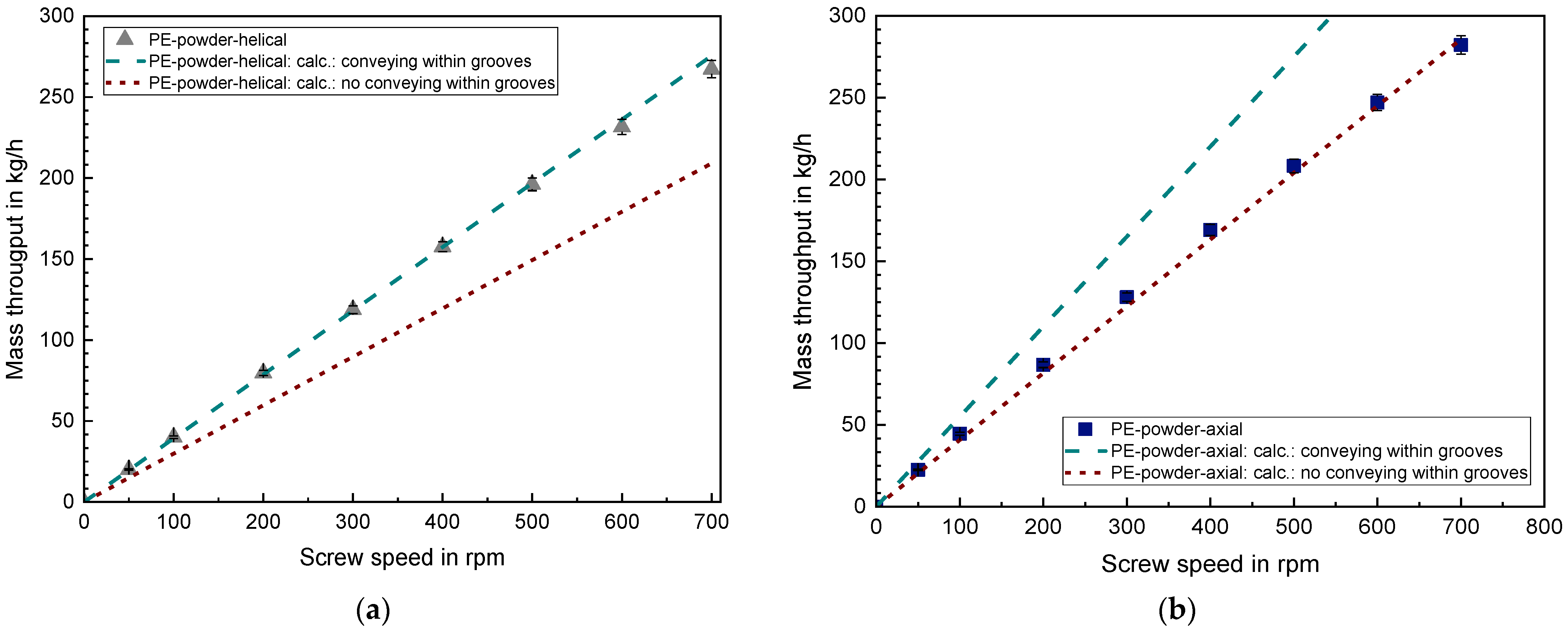
In order to account for this observation, the throughput is predicted for both systems, once using a calculation that assumes an additional mass transport in the grooves (see Equations (7)–(9)) and once using a calculation that only considers a mass transport in the screw channel (see Equation (7)).
Figure 11a shows that assuming a nut–screw conveying and hence an additional mass transport in the grooves is necessary to obtain a proper throughput prediction for the helically grooved barrel. Otherwise, the calculation vastly underestimates the measured values. As can be seen in
Figure 11b, this behavior is the other way around for the axially grooved barrel. There, the calculation that considers an additional conveying in the grooves overestimates the measured throughput. Contrary, the calculation that neglects additional conveying in the grooves is in good accordance with the measured values. Nevertheless, by means of using an axially grooved PMMA barrel, the latter observation is proven to be coincidentally caused by a superposition of two opposing effects.
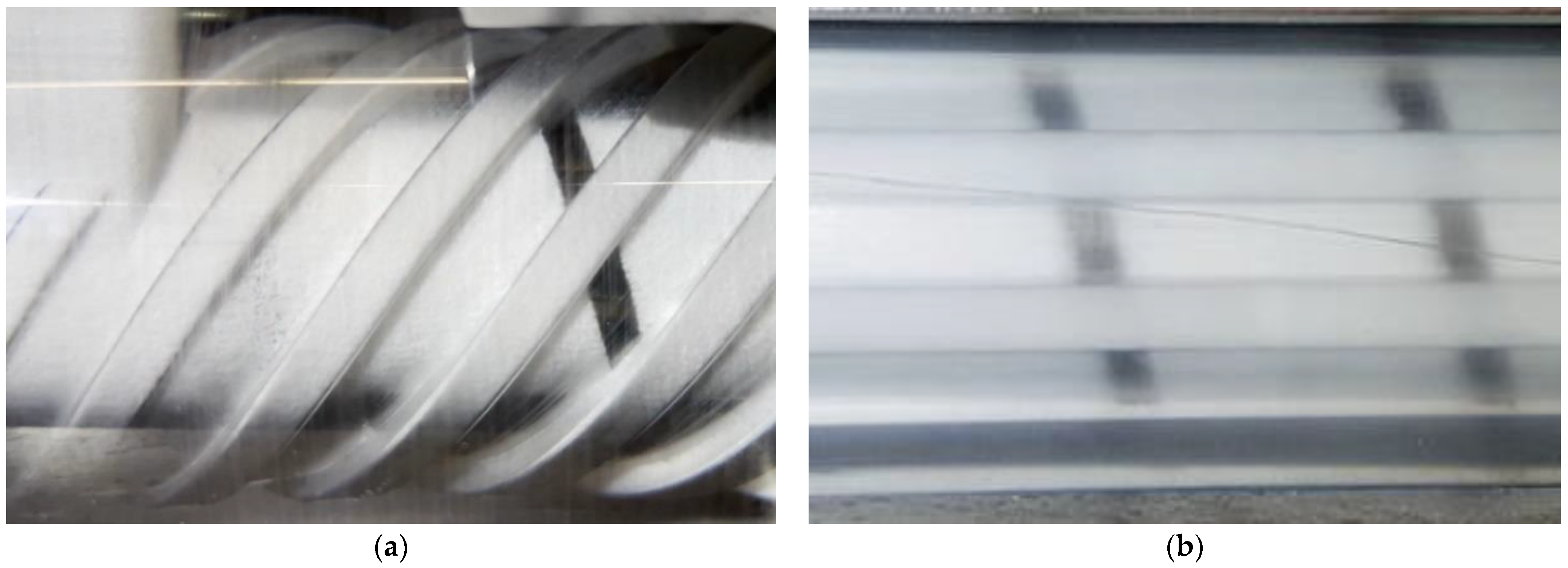
Pictures of processing the powdery PE in a helically and an axially grooved PMMA barrel are shown in
Figure 12a,b, respectively. For the helically grooved PMMA barrel, a proper nut–screw conveying is observed. Specifically, the powdery PE exhibits a quasi-ideal block flow. Furthermore, a mass conveying in the grooves is observed, whereby both the powder in the grooves and in the screw channel exhibit a solid conveying angle that is equal to the groove angle. This explains the good agreement between the measured and the calculated throughput in this case.
Another important finding is that the general assumption that there is no mass conveying in the grooves for the solid conveying case 2.(b) [
8] is an inappropriate simplification. This result confirms a previous work [
11], which declared that conveying in grooves depends not only on the geometrical relations but also on the processed material itself. Thus, the inner friction of the used PE powder is so high that a frictionally engaged conveying takes place in the grooves. The reason for this frictionally engaged conveying is thus different to the forced interlocking conveying (solid conveying case 1.(a)), which was observed for the virgin PP granule in this work.
Compared to the preceding observation, the powdery PE does not fully satisfy a nut–screw conveying for the axially grooved barrel. There, the solid conveying angle in the screw channel is lower than the 90° groove angle. Nevertheless, it is revealed that there is a mass conveying in the grooves but with a slower conveying velocity than the powder in the screw channel. This dragging behind of the powder in the grooves is accompanied by a slip plane formation, and hence, the block flow assumption is not accurate in this case.
3.4. Results of the Entire Extruder Set-Up Compared to the Mere Solid Conveying Zone
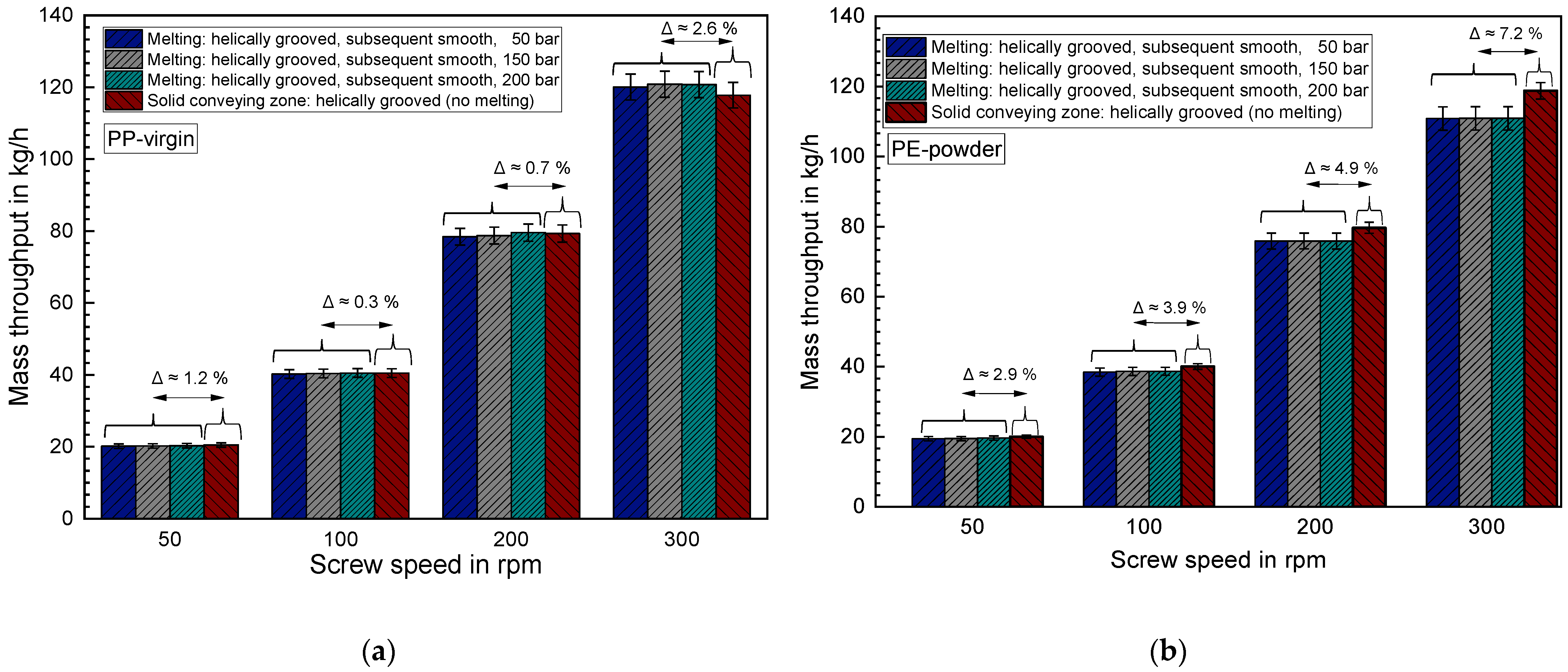
The throughput results of using an entire extruder set-up with a helically grooved solid conveying zone and additionally a melting and metering zone with a smooth barrel are shown in
Figure 13a for the virgin PP and in
Figure 13b for the powdery PE. For both materials, an increasing throttle die pressure does not lead to a reduction in throughput due to the backpressure-independent behavior of these grooved extruder set-ups.
For the virgin PP, the throughput of the mere helically grooved solid conveying zone is nearly identical to the throughput of the entire extruder set-up. There, the maximum relative deviation amounts to 2.6% at a screw speed of 300 rpm, which can be attributed to a small uncertainty of measurement.
In the case of powdery PE, the values of the mere solid conveying zone exhibit a somewhat higher deviation to the values of the entire extruder set-up. The relative deviation is between 2.9 and 7.2%. Hence, the previously shown throughput results of using a mere grooved solid conveying zone can be transferred very well to entire extruder set-ups. It should be kept in mind that this does not apply for smooth barrel systems.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}