
Characterization of Processes Aimed at Maximizing the Reuse of Brewery’s Spent Grain: Novel Biocomposite Materials, High-Added-Value Molecule Extraction, Codigestion and Composting

 , , , , ,
, , , , ,  ,
,  ,
,  ,
, 

Abstract
1. Introduction
1.1. Brewery’s Spent Grain Production
1.2. Brewery’s Spent Grain Applications
2. Results and Discussion
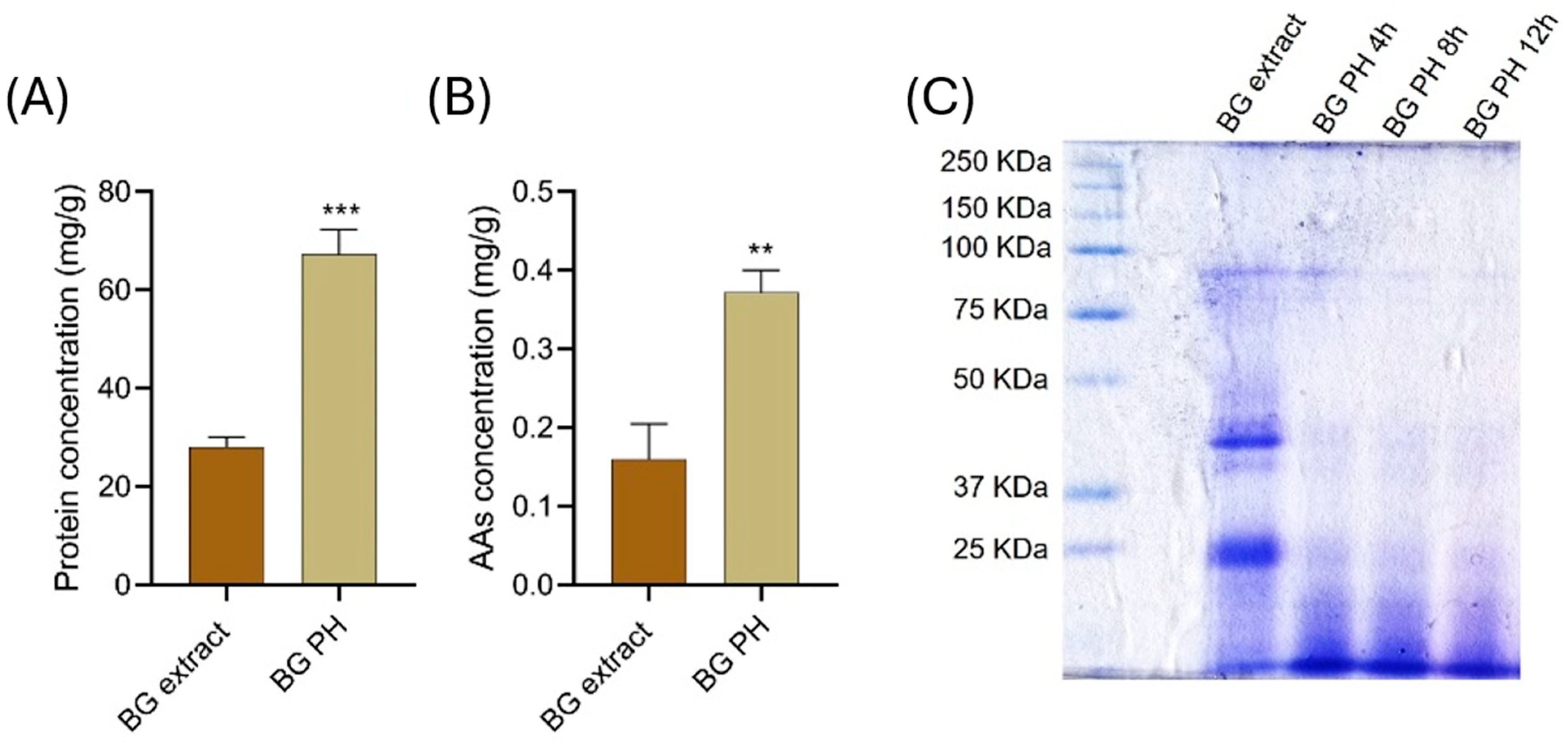
2.1. Biochemical Characterization of BSG Protein Hydrolysate
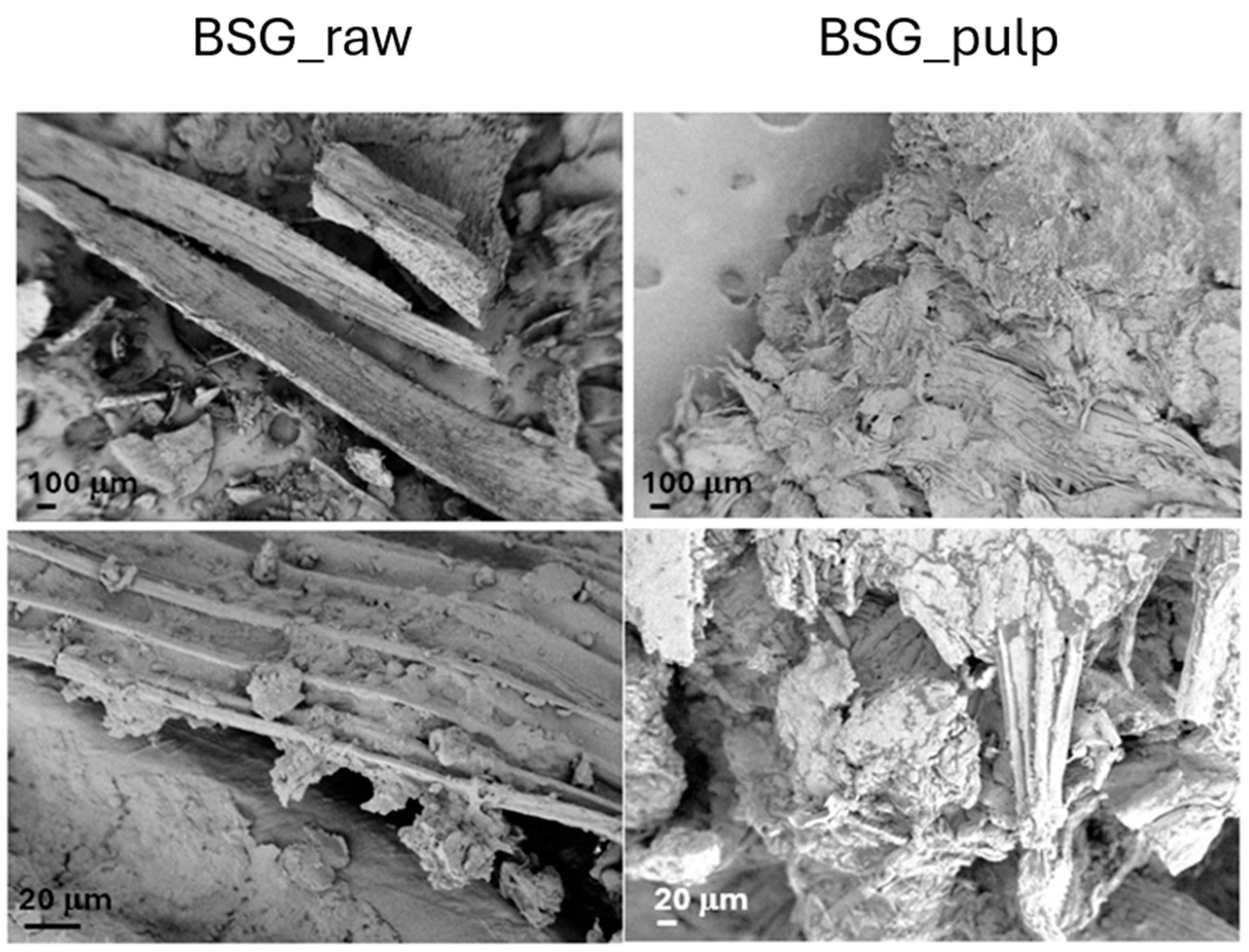
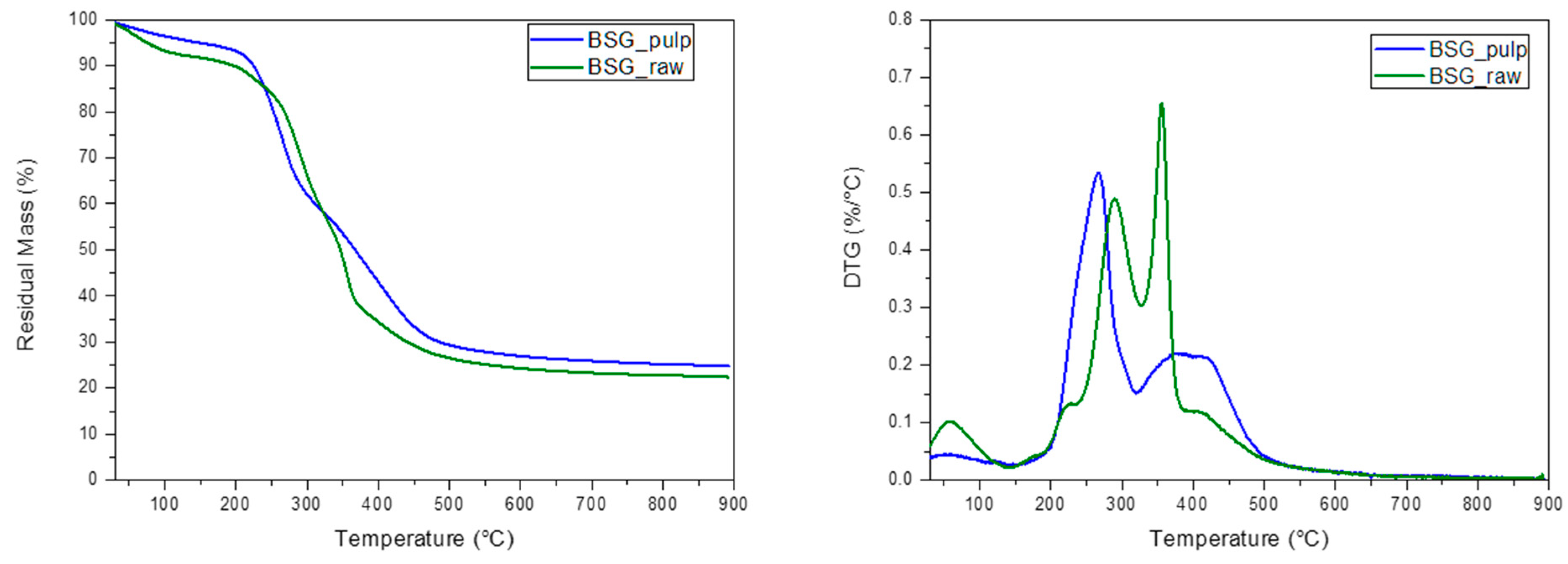
2.2. BSG Pulp After IL Treatment
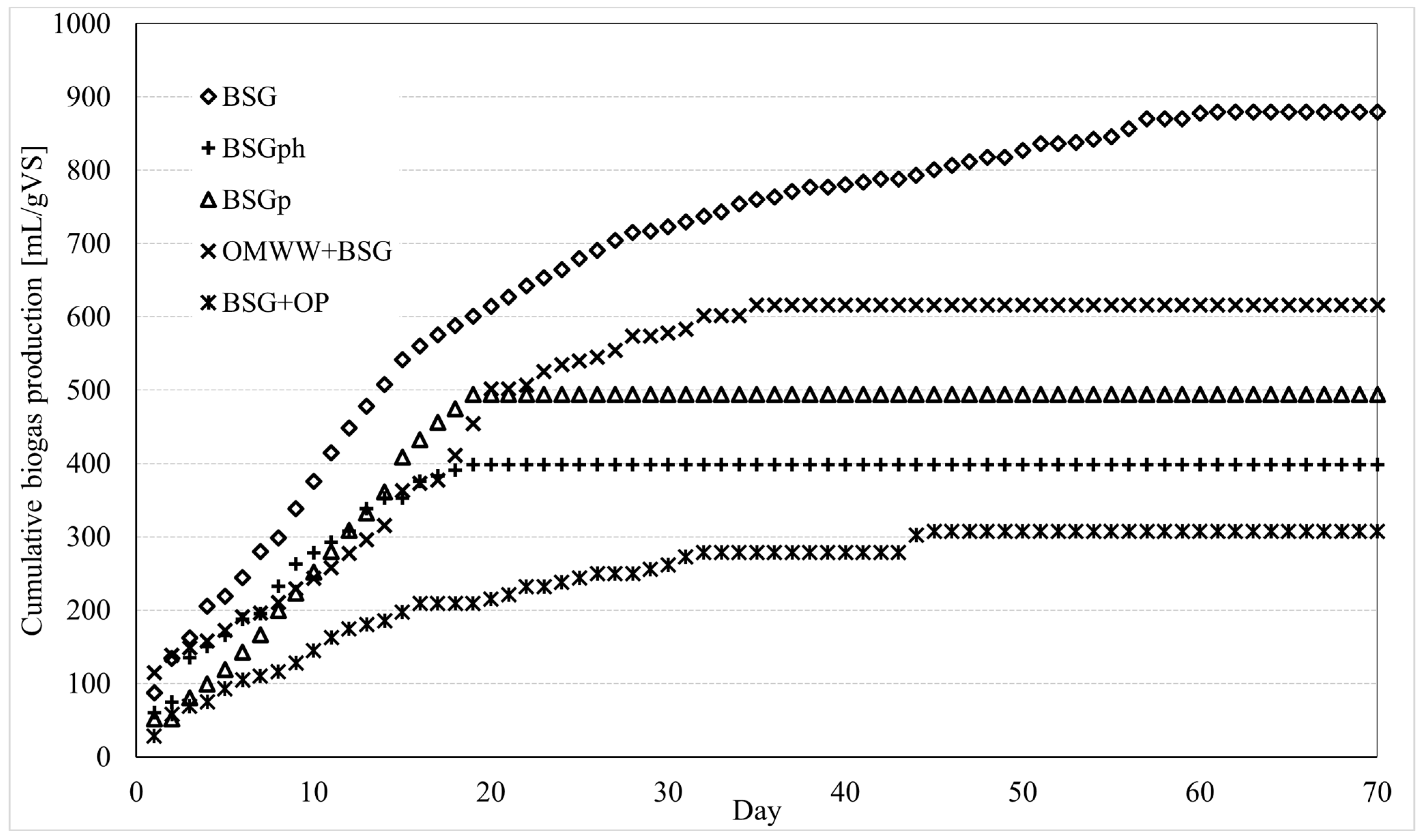
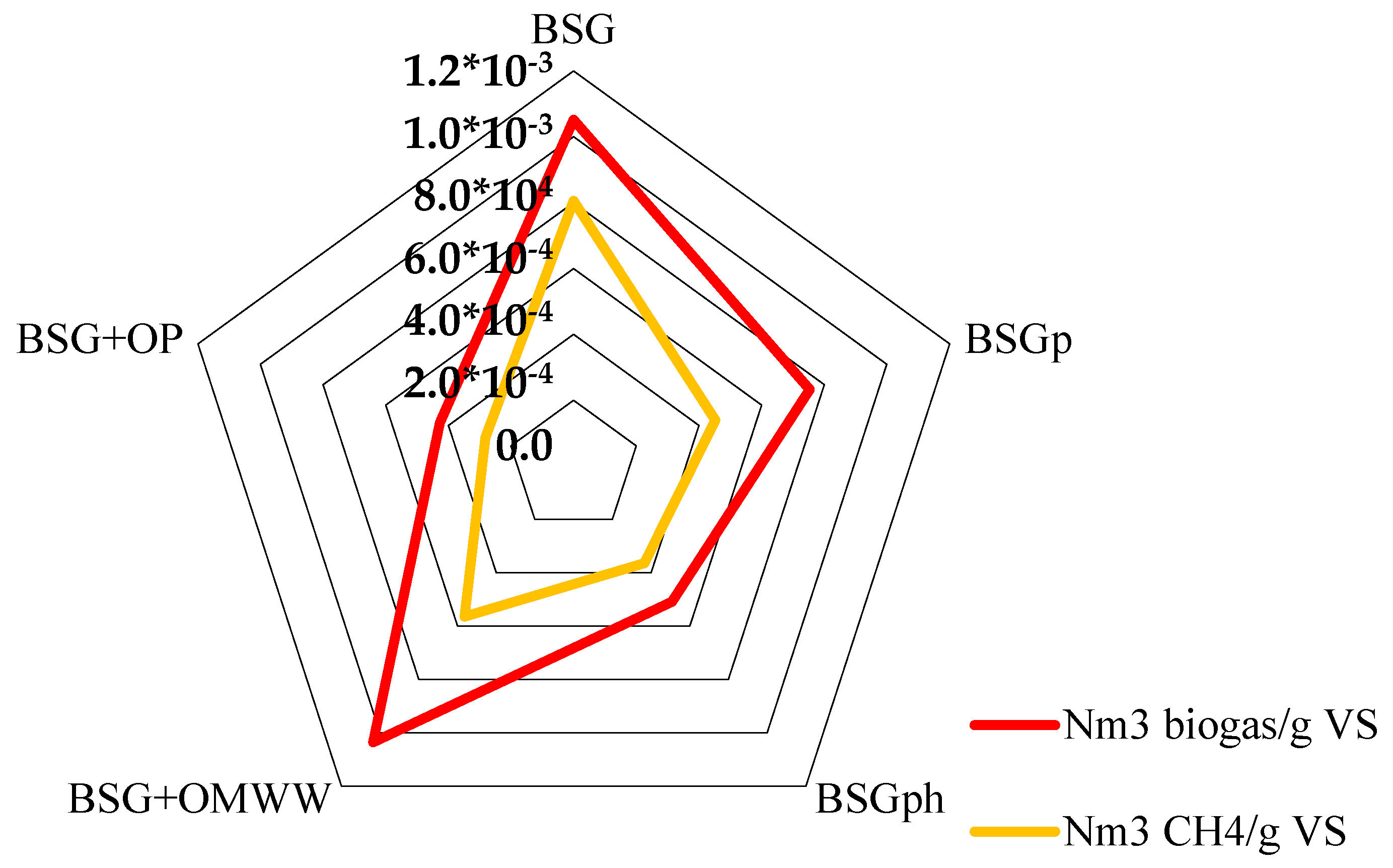
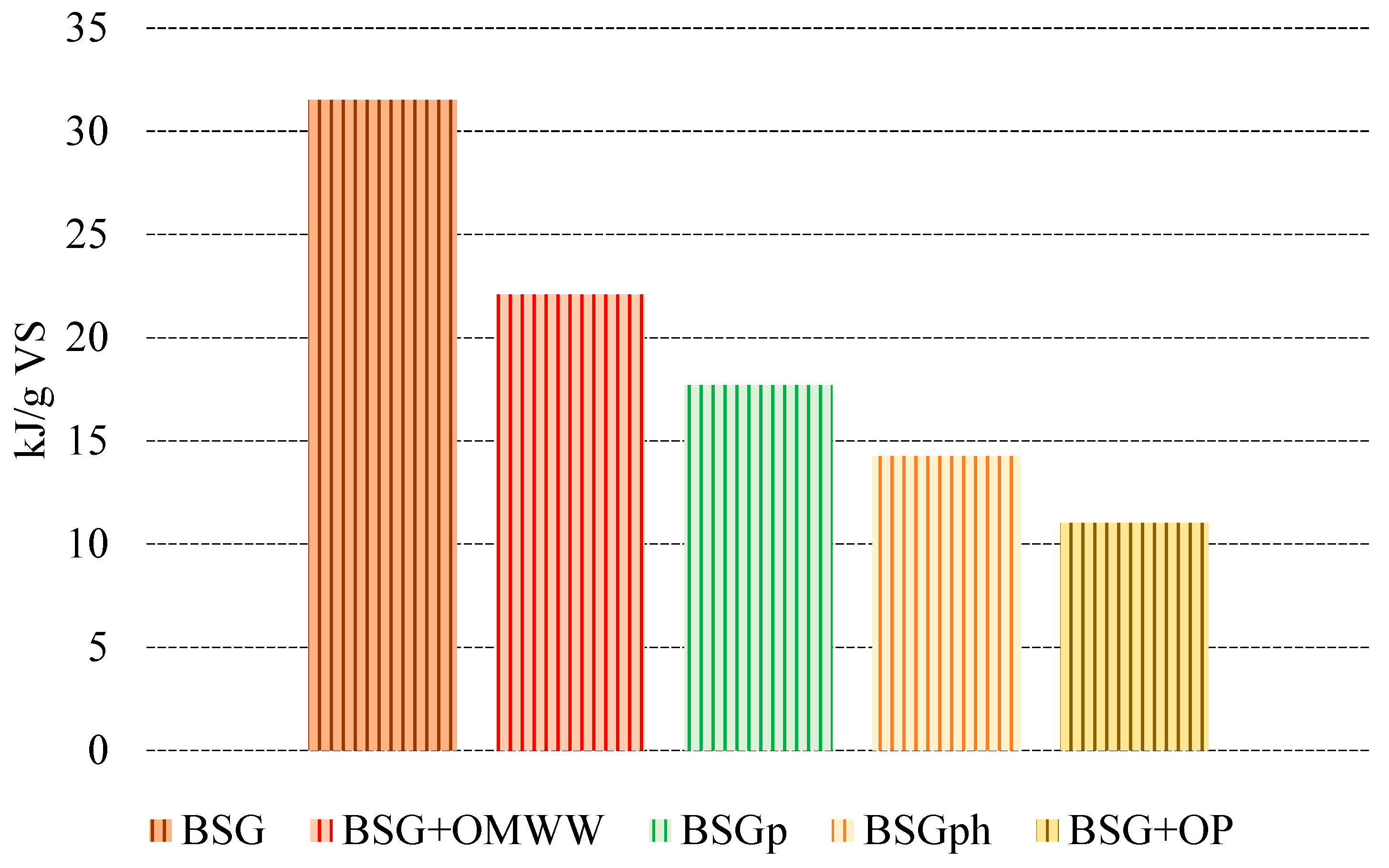
2.3. Biogas and Biomethane Production
2.4. Characterization of Brewery’s Spent Grain Compost
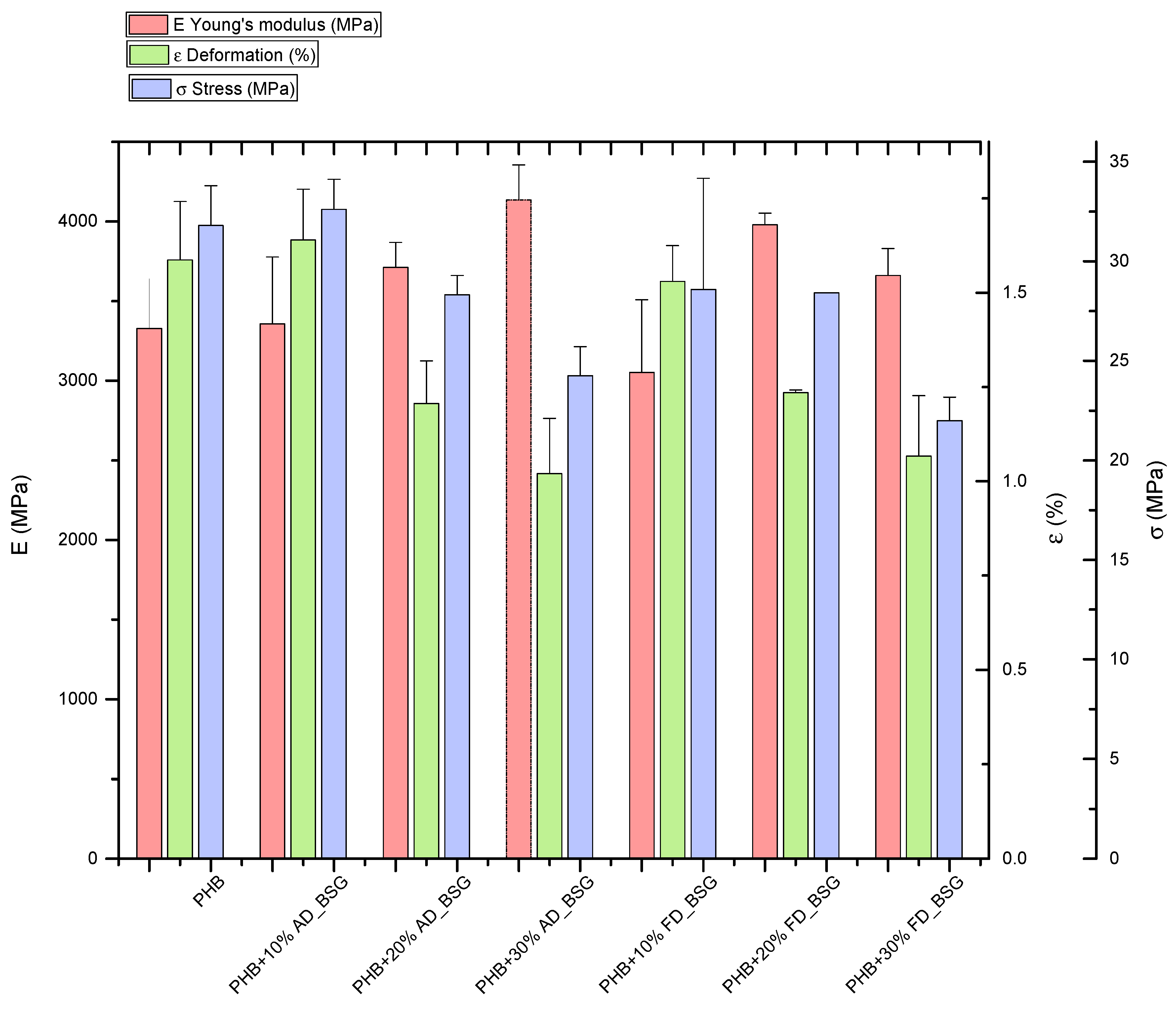
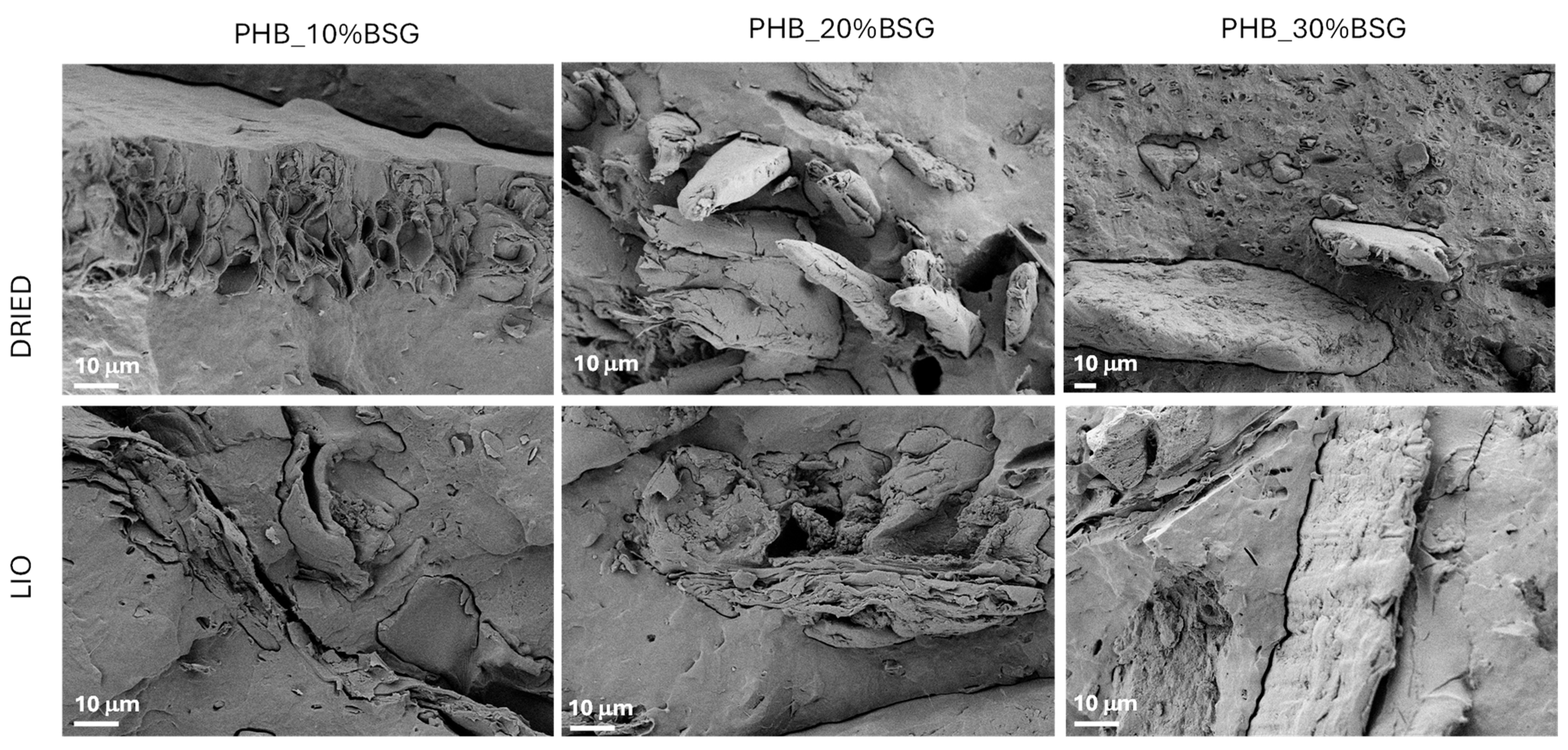
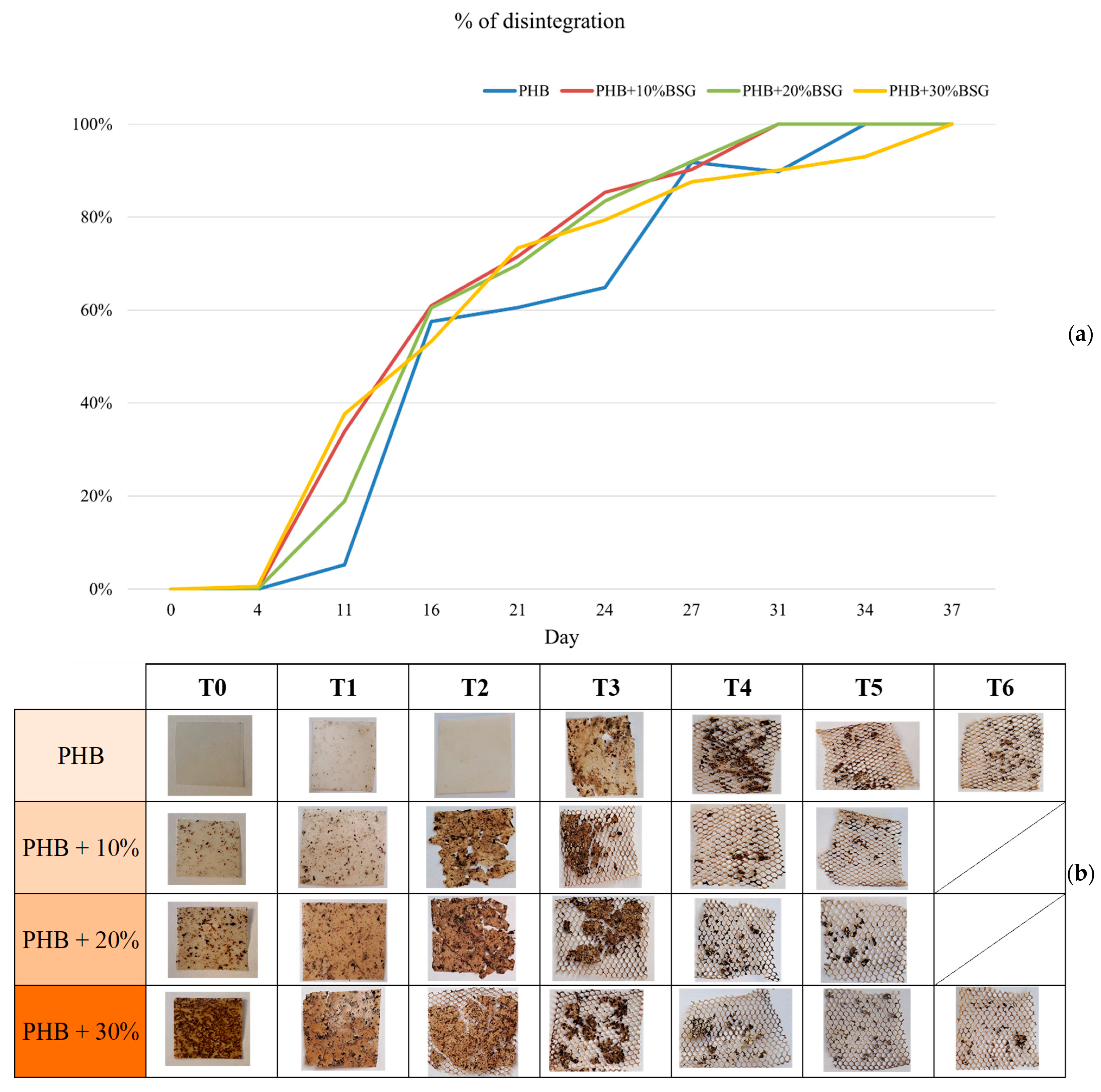
2.5. Mechanical and Morphological Characterization of PHB-BSG Composites and Their Biodegradability
3. Materials and Methods
3.1. Materials and Procedure
Moisture Content and Volatile Solids Determination
3.2. Molecule Extraction
3.2.1. Production of Protein Hydrolisates (PHs) from Brewery’s Spent Grain
Determination of Protein Content and Amino Acids Content
Evaluation of Hydrolysis Degree by SDS-PAGE and Coomassie Blue Staining
3.2.2. BSG Treatment for Cellulose Extraction
3.3. Anaerobic Digestion
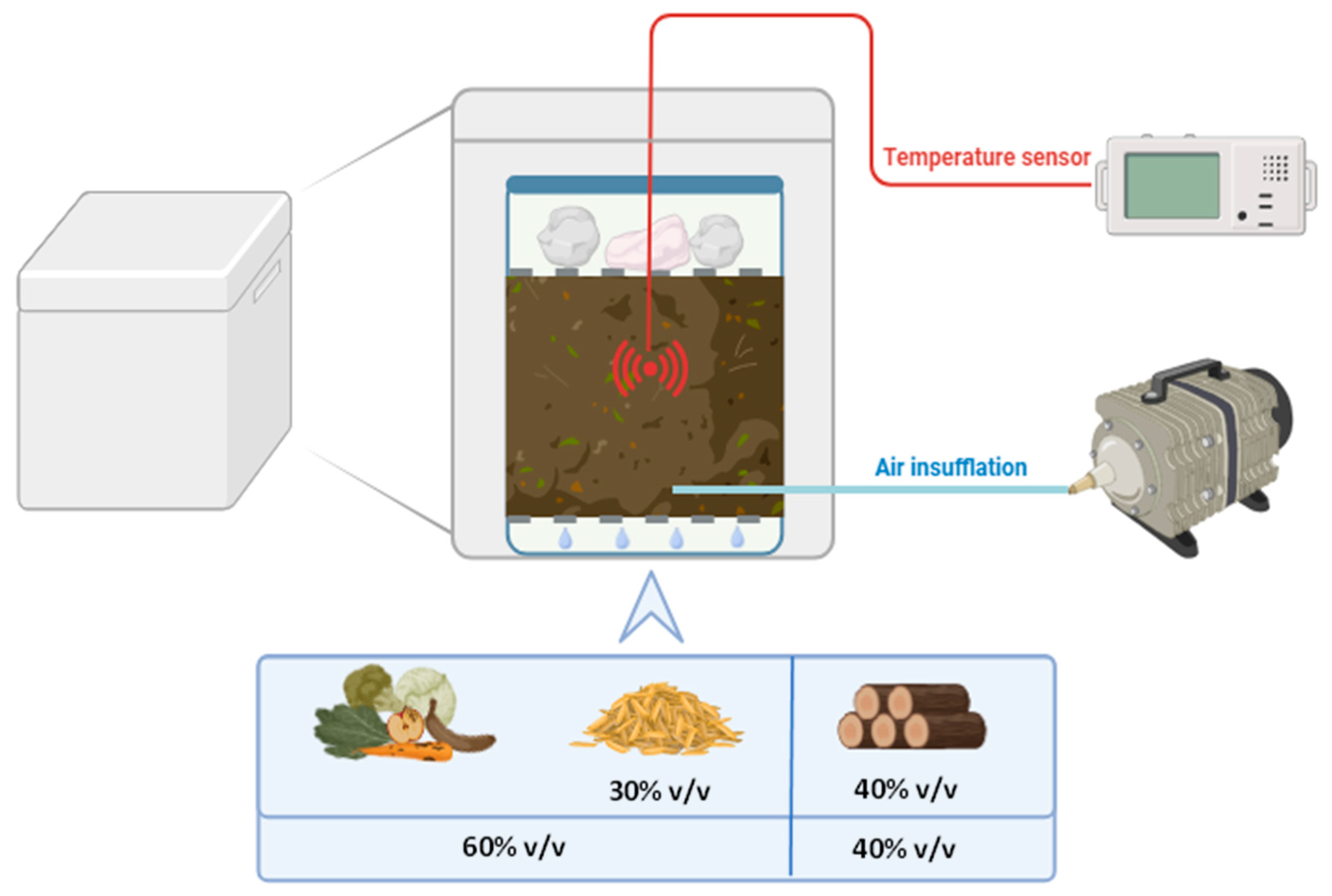
3.4. Lab-Scale Composting System
Germination Test
3.5. Biocomposites Development and Characterization
Biocomposite Disintegration Test
4. Conclusions
- -
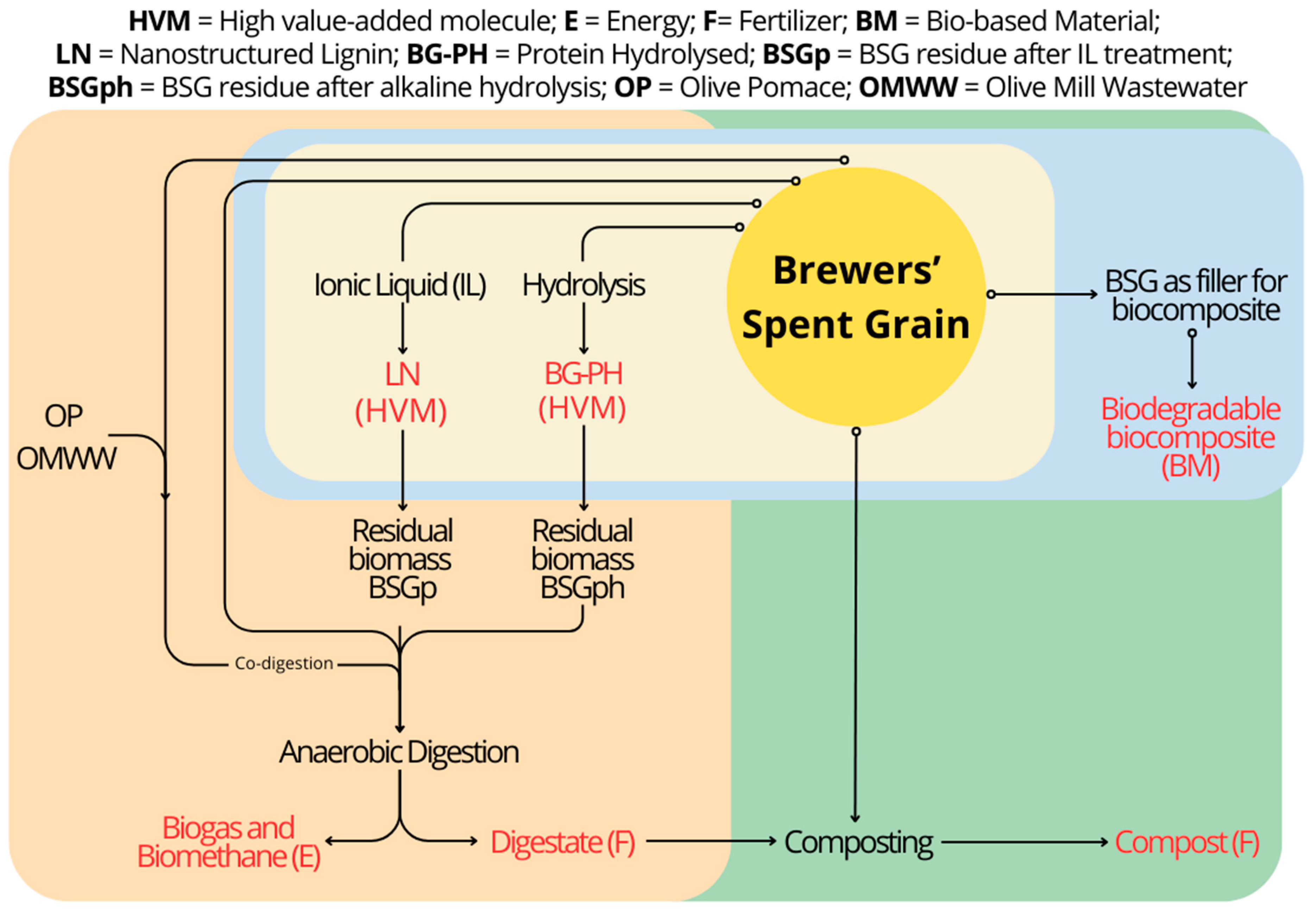
- The protein hydrolysates obtained are rich in low-molecular-weight proteins, resulting from an efficient hydrolysis process. The residual biomass from this process has potential applications as a plant biostimulant. Additionally, the residue can be anaerobically digested to produce biogas. Although the biogas yield is lower compared to raw BSG, it is important to consider that the primary process yields a high-value product with commercial potential, followed by energy generation through biogas production.
- -
- The treatment with IL improves the morphology of the biomass by removing lignin and hemicellulosic fractions. Moreover, the extracted lignin can be recovered and repurposed for various applications, adding further value to the process. The residual pulp can be used for biogas generation.
- -
- The use of BSG as a filler is a promising alternative. It is a low-cost option, particularly when oven-dried, and contributes to the development of biodegradable biocomposites. The presence of BSG as a filler increases the stiffness of the material, compared to the neat PHB, and accelerates the biodegradability of the PHB matrix used in our biocomposites.
- -
- BSG can also be used in co-digestion with recalcitrant biomass, such as OMWW, which is typically an environmental challenge due to its complex disposal requirements.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| BSG | Brewery’s Spent Grain |
| PHB | Polyhydroxybutyrate |
| AD | Anaerobic Digestion |
| HVM | High-value-added Molecule |
| E | Energy |
| F | Fertilizer |
| BM | Bio-based material |
| LN | Nanostructured Lignin |
| IL | Ionic Liquid |
| PH | Protein Hydrolysates |
| BSGp | BSG residue after ILs treatment |
| BSGph | BSG residue after alkaline hydrolysis |
| OP | Olive Pomace |
| OMWW | Olive Mill Wastewater |
| VS | Volatile Solids |
| DM | Dry Matter |
| TOC | Total Organic Carbon |
| TKN | Total Kjendahl Nitrogen |
| GI | Germination Index |
References
- Barth-Haas Group BARTHHAAS REPORT 2023/24. Available online: https://www.barthhaas.com/company/news/news-article/bh/barthhaas-report-2023-2024 (accessed on 1 December 2024).
- Kunze, W. Technology Brewing & Malting, 5th ed.; Hendel, O., Ed.; Versuchs- und Lehranstalt für Brauerei (VLB): Berlin, Germany, 2004. [Google Scholar]
- Maria, M.P.; Torres, N.H.; Nascimento, V.R.S.; Chagas, T.S.A.; Saratale, G.D.; Mulla, S.I.; Bharagava, R.N.; Cavalcanti, E.B.; Romanholo Ferreira, L.F. Current Advances in the Brewery Wastewater Treatment from Anaerobic Digestion for Biogas Production: A Systematic Review. Environ. Adv. 2023, 13, 100394. [Google Scholar] [CrossRef]
- Mussatto, S.I.; Dragone, G.; Roberto, I.C. Brewers’ Spent Grain: Generation, Characteristics and Potential Applications. J. Cereal Sci. 2006, 43, 1–14. [Google Scholar] [CrossRef]
- Cook, A.H. Barley and Malt: Biology, Biochemistry, Technology; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Reis, J.M.L.; Menezes, E.M. Barley Residue Reinforced Polymer Mortars: Fracture Mechanics Approach. Compos. Struct. 2017, 173, 53–57. [Google Scholar] [CrossRef]
- Mahmood, A.S.N.; Brammer, J.G.; Hornung, A.; Steele, A.; Poulston, S. The Intermediate Pyrolysis and Catalytic Steam Reforming of Brewers Spent Grain. J. Anal. Appl. Pyrolysis 2013, 103, 328–342. [Google Scholar] [CrossRef]
- Gebremedhn, B.; Niguse, M.; Hagos, B.; Tesfamariam, T.; Kidane, T.; Berhe, A.; Gebresilassie, L.; Gebreegziabher, L.; Gebremariam, T.; Gebremeskel, Y. Effects of Dietary Brewery Spent Grain Inclusion on Egg Laying Performance and Quality Parameters of Bovans Brown Chickens. J. Poult. Sci. 2019, 21, eRBCA-2018. [Google Scholar] [CrossRef]
- Nigam, P.S. An Overview: Recycling of Solid Barley Waste Generated as a by-Product in Distillery and Brewery. Waste Manag. 2017, 62, 255–261. [Google Scholar] [CrossRef] [PubMed]
- Waters, D.M.; Jacob, F.; Titze, J.; Arendt, E.K.; Zannini, E. Fibre, Protein and Mineral Fortification of Wheat Bread through Milled and Fermented Brewer’s Spent Grain Enrichment. Eur. Food Res. Technol. 2012, 235, 767–778. [Google Scholar] [CrossRef]
- Ajanaku, K.O.; Dawodu, F.A.; Ajanaku, C.O.; Nwinyi, O.C. Functional and Nutritional Properties of Spent Grain Enhanced Cookies. Am. J. Food Technol. 2011, 6, 763–771. [Google Scholar] [CrossRef]
- Chiş, M.S.; Pop, A.; Păucean, A.; Socaci, S.A.; Alexa, E.; Man, S.M.; Bota, M.; Muste, S. Fatty Acids, Volatile and Sensory Profile of Multigrain Biscuits Enriched with Spent Malt Rootles. Molecules 2020, 25, 442. [Google Scholar] [CrossRef]
- Munekata, P.E.S.; Franco, D.; Trindade, M.A.; Lorenzo, J.M. Characterization of Phenolic Composition in Chestnut Leaves and Beer Residue by LC-DAD-ESI-MS. LWT Food Sci. Technol. 2016, 68, 52–58. [Google Scholar] [CrossRef]
- Kitrytė, V.; Šaduikis, A.; Venskutonis, P.R. Assessment of Antioxidant Capacity of Brewer’s Spent Grain and Its Supercritical Carbon Dioxide Extract as Sources of Valuable Dietary Ingredients. J. Food Eng. 2015, 167, 18–24. [Google Scholar] [CrossRef]
- Mussatto, S.I. Brewer’s Spent Grain: A Valuable Feedstock for Industrial Applications. J. Sci. Food Agric. 2014, 94, 1264–1275. [Google Scholar] [CrossRef] [PubMed]
- Bachmann, S.A.L.; Calvete, T.; Féris, L.A. Potential Applications of Brewery Spent Grain: Critical an Overview. J. Environ. Chem. Eng. 2022, 10, 106951. [Google Scholar] [CrossRef]
- Martinkosky, L.; Barkley, J.; Sabadell, G.; Gough, H.; Davidson, S. Earthworms (Eisenia Fetida) Demonstrate Potential for Use in Soil Bioremediation by Increasing the Degradation Rates of Heavy Crude Oil Hydrocarbons. Sci. Total Environ. 2017, 580, 734–743. [Google Scholar] [CrossRef]
- Agamuthu, P.; Abioye, O.P.; Aziz, A.A. Phytoremediation of Soil Contaminated with Used Lubricating Oil Using Jatropha Curcas. J. Hazard. Mater. 2010, 179, 891–894. [Google Scholar] [CrossRef]
- Patricio, J.; Axelsson, L.; Blomé, S.; Rosado, L. Enabling Industrial Symbiosis Collaborations between SMEs from a Regional Perspective. J. Clean. Prod. 2018, 202, 1120–1130. [Google Scholar] [CrossRef]
- Mello, L.R.P.F.; Mali, S. Use of Malt Bagasse to Produce Biodegradable Baked Foams Made from Cassava Starch. Ind. Crops Prod. 2014, 55, 187–193. [Google Scholar] [CrossRef]
- Vercelheze, A.E.S.; Oliveira, A.L.M.; Rezende, M.I.; Muller, C.M.O.; Yamashita, F.; Mali, S. Physical Properties, Photo- and Bio-Degradation of Baked Foams Based on Cassava Starch, Sugarcane Bagasse Fibers and Montmorillonite. J. Polym. Environ. 2013, 21, 266–274. [Google Scholar] [CrossRef]
- Fazeli, M.; Florez, J.P.; Simão, R.A. Improvement in Adhesion of Cellulose Fibers to the Thermoplastic Starch Matrix by Plasma Treatment Modification. Compos. B Eng. 2019, 163, 207–216. [Google Scholar] [CrossRef]
- Di Mario, J.; Gambelli, A.M.; Gigliotti, G. Biomethane Production from Untreated and Treated Brewery’s Spent Grain: Feasibility of Anaerobic Digestion After Pretreatments According to Biogas Yield and Energy Efficiency. Agronomy 2024, 14, 2980. [Google Scholar] [CrossRef]
- Klempová, T.; Slaný, O.; Šišmiš, M.; Marcinčák, S.; Čertík, M. Dual Production of Polyunsaturated Fatty Acids and Beta-Carotene with Mucor Wosnessenskii by the Process of Solid-State Fermentation Using Agro-Industrial Waste. J. Biotechnol. 2020, 311, 1–11. [Google Scholar] [CrossRef] [PubMed]
- da Silva Menezes, B.; Rossi, D.M.; Ayub, M.A.Z. Screening of Filamentous Fungi to Produce Xylanase and Xylooligosaccharides in Submerged and Solid-State Cultivations on Rice Husk, Soybean Hull, and Spent Malt as Substrates. World J. Microbiol. Biotechnol. 2017, 33, 58. [Google Scholar] [CrossRef]
- Gullón, P.; González-Muñoz, M.J.; Parajó, J.C. Manufacture and Prebiotic Potential of Oligosaccharides Derived from Industrial Solid Wastes. Bioresour. Technol. 2011, 102, 6112–6119. [Google Scholar] [CrossRef] [PubMed]
- Panjičko, M.; Zupančič, G.D.; Fanedl, L.; Logar, R.M.; Tišma, M.; Zelić, B. Biogas Production from Brewery Spent Grain as a Mono-Substrate in a Two-Stage Process Composed of Solid-State Anaerobic Digestion and Granular Biomass Reactors. J. Clean. Prod. 2017, 166, 519–529. [Google Scholar] [CrossRef]
- Tolisano, C.; Luzi, F.; Regni, L.; Proietti, P.; Puglia, D.; Gigliotti, G.; Di Michele, A.; Priolo, D.; Del Buono, D. A way to valorize pomace from olive oil production: Lignin nanoparticles to biostimulate maize plants. Environ. Technol. Innov. 2023, 31, 103216. [Google Scholar] [CrossRef]
- Brandt-Talbot, A.; Gschwend, F.J.V.; Fennell, P.S.; Lammens, T.M.; Tan, B.; Weale, J.; Hallett, J.P. An economically viable ionic liquid for the fractionation of lignocellulosic biomass. Green Chem. 2017, 19, 3078–3102. [Google Scholar] [CrossRef]
- Calzoni, E.; Cesaretti, A.; Tacchi, S.; Caponi, S.; Pellegrino, R.M.; Luzi, F.; Cottone, F.; Fioretto, D.; Emiliani, C.; Di Michele, A. Covalent immobilization of proteases on polylactic acid for proteins hydrolysis and waste biomass protein content valorization. Catalysts 2021, 11, 167. [Google Scholar] [CrossRef]
- Cesaretti, A.; Montegiove, N.; Calzoni, E.; Leonardi, L.; Emiliani, C. Protein hydrolysates: From agricultural waste biomasses to high added-value products (minireview). AgroLife Sci. J. 2020, 9, 79–87. [Google Scholar]
- Neto, W.P.F.; Silvério, H.A.; Dantas, N.O.; Pasquini, D. Extraction and characterization of cellulose nanocrystals from agro-industrial residue-Soy hulls. Ind. Crops Prod. 2013, 42, 480–488. [Google Scholar] [CrossRef]
- dos Santos, D.M.; Bukzem, A.L.; Ascheri, D.P.R.; Signini, R.; de Aquino, G.L.B. Microwave-assisted carboxymethylation of cellulose extracted from brewer’s spent grain. Carbohydr. Polym. 2015, 131, 125–133. [Google Scholar] [CrossRef]
- Chen, W.H.; Kuo, P.C. Isothermal torrefaction kinetics of hemicellulose, cellulose, lignin and xylan using thermogravimetric analysis. Energy 2011, 36, 6451–6460. [Google Scholar] [CrossRef]
- Kumar, S.; Prasad, L.; Biijwan, P.P.; Yadav, A. Thermogravimetric analysis of lignocellulosic leaf-based fiber-reinforced thermosets polymer composites: An overview. Biomass Convers. Biorefinery 2024, 14, 12673–12698. [Google Scholar] [CrossRef]
- Nguyen, T.; Zavarin, E.; Barrall II, E.M. Thermal Analysis of Lignocellulosic Materials. J. Macromol. Sci. C 1981, 20, 1–65. [Google Scholar] [CrossRef]
- Siciliano, A.; Stillitano, M.A.; De Rosa, S. Biogas production from wet olive mill wastes pretreated with hydrogen peroxide in alkaline conditions. Renew. Energy 2016, 85, 903–916. [Google Scholar]
- Morozova, I.; Nikulina, N.; Oechsner, H.; Krumpel, J.; Lemmer, A. Effects of increasing nitrogen content on process stability and reactor performance in anaerobic digestion. Energies 2020, 13, 1139. [Google Scholar] [CrossRef]
- D.lgs 75/2010–Riordino e revisione della disciplina in materia di fertilizzanti, a norma dell’articolo 13 della legge 7 luglio 2009, n. 88. Available online: https://www.masaf.gov.it/flex/cm/pages/ServeBLOB.php/L/IT/IDPagina/10087 (accessed on 1 January 2025).
- Assandri, D.; Pampuro, N.; Zara, G.; Cavallo, E.; Budroni, M. Suitability of Composting Process for the Disposal and Valorization of Brewer’s Spent Grain. Agriculture 2021, 11, 2. [Google Scholar] [CrossRef]
- Assandri, D.; Pampuro, N.; Zara, G.; Bianco, A.; Cavallo, E.; Budroni, M. Co-Composting of Brewers’ Spent Grain with Animal Manures and Wheat Straw: Influence of Two Composting Strategies on Compost Quality. Agronomy 2021, 11, 1349. [Google Scholar] [CrossRef]
- Bianco, A.; Melito, S.; Garau, M.; Giannini, V.; Zara, G.; Assandri, D.; Oufensou, S.; Coronas, R.; Pampuro, N.; Budroni, M. The potential use of brewers’ spent grain-based substrates as horticultural bio-fertilizers. Front. Sustain. Food Syst. 2024, 8, 1404914. [Google Scholar] [CrossRef]
- Santos, M.; Jiménez, J.J.; Bartolomé, B.; Gómez-Cordovés, C.; del Nozal, M.J. Variability of brewer’s spent grain within a brewery. Food Chem. 2003, 80, 17–21. [Google Scholar] [CrossRef]
- Hejna, A.; Marć, M.; Kowalkowska-Zedler, D.; Pladzyk, A.; Barczewski, M. Insights into the Thermo-Mechanical Treatment of Brewers’ Spent Grain as a Potential Filler for Polymer Composites. Polymers 2021, 13, 879. [Google Scholar] [CrossRef]
- Lin, L.; Mirkin, S.; Park, H.E. Biodegradable Composite Film of Brewers’ Spent Grain and Poly(Vinyl Alcohol). Processes 2023, 11, 2400. [Google Scholar] [CrossRef]
- Hejna, A.; Barczewski, M.; Skórczewska, K.; Szulc, J.; Chmielnicki, B.; Korol, J.; Formela, K. Sustainable upcycling of brewers’ spent grain by thermo-mechanical treatment in twin-screw extruder. J. Clean. Prod. 2021, 285, 124839. [Google Scholar] [CrossRef]
- Feijoo, P.; Marín, A.; Samaniego-Aguilar, K.; Sánchez-Safont, E.; Lagarón, J.M.; Gámez-Pérez, J.; Cabedo, L. Effect of the Presence of Lignin from Woodflour on the Compostability of PHA-Based Biocomposites: Disintegration, Biodegradation and Microbial Dynamics. Polymers 2023, 15, 2481. [Google Scholar] [CrossRef] [PubMed]
- Hejna, A.; Barczewski, M.; Kosmela, P.; Mysiukiewicz, O.; Aniśko, J.; Sulima, P.; Przyborowski, J.A.; Saeb, M.R. The impact of thermomechanical and chemical treatment of waste Brewers’ spent grain and soil biodegradation of sustainable Mater-Bi-Based biocomposites. Waste Manag. 2022, 154, 260–271. [Google Scholar] [CrossRef]
- Qazanfarzadeh, Z.; Masek, A.; Chakraborty, S.; Kumaravel, V. Development of brewer’s spent grain-derived bio nanocomposites through a multiproduct biorefinery approach for food packaging. Ind. Crops Prod. 2024, 220, 119226. [Google Scholar] [CrossRef]
- Montegiove, N.; Gambelli, A.M.; Calzoni, E.; Bertoldi, A.; Puglia, D.; Zadra, C.; Emiliani, C.; Gigliotti, G. Biogas Production with Residuals Deriving from Olive Mill Wastewater and Olive Pomace Wastes: Quantification of Produced Energy, Spent Energy, and Process Efficiency. Agronomy 2024, 14, 531. [Google Scholar] [CrossRef]
- Brandford, M.M. A rapid and sensitive method for the quantification of microgram quantities of protein utilizing the principle of protein-dye binding. Anal. Biochem. 1976, 72, 248–254. [Google Scholar] [CrossRef] [PubMed]
- Friedman, M. Applications of the ninhydrin reaction for analysis of amino acids, peptides, and proteins to agricultural and biomedical sciences. J. Agric. Food Chem. 2004, 52, 385–406. [Google Scholar] [CrossRef]
- Laemmli, U.K. SDS-page Laemmli method. Nature 1970, 227, 680–685. [Google Scholar] [CrossRef]
- UNI EN 16086-2:2012; Soil Improvers and Growing Media—Determination of Plant Response—Part 2: Petri Dish Test Using Cress. UNI: Milan, Italy, 2012.
- ISO 527-2:2025; Plastics —Determination of tensile properties, Part 2: Test conditions for moulding and extrusion plastics. International Organization for Standardization: Geneva, Switzerland, 2025.
- ISO 20200:2023; Plastics—Determination of the Degree of Disintegration of Plastic Materials under Composting Conditions in a Laboratory-Scale Test. International Organization for Standardization: Geneva, Switzerland, 2023.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Biomethane [mL/gVS] | Days of Production [n°] |
|---|---|---|
| BSG | 879 ± 10 | 60 |
| BSGph | 398 ± 10 | 19 |
| BSGp | 494 ± 10 | 19 |
| BSG + OMWW | 616 ± 10 | 35 |
| BSG + OP | 308 ± 10 | 45 |
| Sample | Biogas [Nm3/g VS] | Biomethane [Nm3/g VS] |
|---|---|---|
| BSG | 1.05 × 10−3 | 0.81 × 10−3 |
| BSGph | 0.51 × 10−3 | 0.37 × 10−3 |
| BSGp | 0.75 × 10−3 | 0.46 × 10−3 |
| BSG + OMWW | 1.04 × 10−3 | 0.57 × 10−3 |
| BSG + OP | 0.43 × 10−3 | 0.28 × 10−3 |
| Parameter | Value |
|---|---|
| pH | 8.45 ± 0.07 |
| Moisture Content (%) | 70.17 ± 0.40 |
| TVS (%) | 90.80% |
| TOC (% in DW) | 32.51± 0.07 |
| TKN (% in DW) | 1.66 ± 0.08 |
| C/N | 19.01 |
| Conductibility (µS/cm) | 1833.25 ± 61.06 |
| Cu (% in DW) | 0.002 ± 0.00 |
| Zn (% in DW) | 0.0025 ± 0.00 |
| GI30 % | 104.15 |
| Parameter | BSG |
|---|---|
| Moisture (%) | 78.30 |
| VS (%) | 96.91 |
| Ash (%) | 3.09 |
| Protein (% of DM) | 24.30 |
| TOC (% of DM) | 26.66 |
| TKN (% of DM) | 3.90 |
| Lipid (% of DM) | 4.27 |
| Fibers (% of DM) | 47.71 |
| Cellulose 21.99% | |
| Fibers composition: | Hemicellulose 33.24% |
| Lignin 3.99% |
| Composition | |||||
|---|---|---|---|---|---|
| Sample Name | Inoculum | Biomass | Ratio | Weight (g) | |
| Ratio | Weight (g) | ||||
| BSG | ¾ | 1.8 g DW | Brewer’s Spent Grain | ¼ | 0.6 g DW |
| BSGph | ¾ | 1.8 g DW | Residue from PH extraction | ¼ | 0.6 g DW |
| BSGpulp | ¾ | 1.8 g DW | Residue from LN extraction | ¼ | 0.6 g DW |
| BSG + OMWW | ¾ | 1.8 g DW | Co-digestion BSG with Olive mill Wastewater | ¼ | 0.3 g DW BSG + 0.3 g DW OMWW |
| BSG + OP | ¾ | 1.8 g DW | Co-digestion BSG with Olive Pomace | ¼ | 0.3 g DW BSG + 0.3 g DW OP |
| Control | Sole inoculum 2.4 g in DW | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Di Mario, J.; Bertoldi, A.; Priolo, D.; Calzoni, E.; Gambelli, A.M.; Dominici, F.; Rallini, M.; Del Buono, D.; Puglia, D.; Emiliani, C.; et al. Characterization of Processes Aimed at Maximizing the Reuse of Brewery’s Spent Grain: Novel Biocomposite Materials, High-Added-Value Molecule Extraction, Codigestion and Composting. Recycling 2025, 10, 124. https://doi.org/10.3390/recycling10040124
Di Mario J, Bertoldi A, Priolo D, Calzoni E, Gambelli AM, Dominici F, Rallini M, Del Buono D, Puglia D, Emiliani C, et al. Characterization of Processes Aimed at Maximizing the Reuse of Brewery’s Spent Grain: Novel Biocomposite Materials, High-Added-Value Molecule Extraction, Codigestion and Composting. Recycling. 2025; 10(4):124. https://doi.org/10.3390/recycling10040124
Chicago/Turabian StyleDi Mario, Jessica, Agnese Bertoldi, Dario Priolo, Eleonora Calzoni, Alberto Maria Gambelli, Franco Dominici, Marco Rallini, Daniele Del Buono, Debora Puglia, Carla Emiliani, and et al. 2025. "Characterization of Processes Aimed at Maximizing the Reuse of Brewery’s Spent Grain: Novel Biocomposite Materials, High-Added-Value Molecule Extraction, Codigestion and Composting" Recycling 10, no. 4: 124. https://doi.org/10.3390/recycling10040124
APA StyleDi Mario, J., Bertoldi, A., Priolo, D., Calzoni, E., Gambelli, A. M., Dominici, F., Rallini, M., Del Buono, D., Puglia, D., Emiliani, C., & Gigliotti, G. (2025). Characterization of Processes Aimed at Maximizing the Reuse of Brewery’s Spent Grain: Novel Biocomposite Materials, High-Added-Value Molecule Extraction, Codigestion and Composting. Recycling, 10(4), 124. https://doi.org/10.3390/recycling10040124