
Impact Strength of Hybrid Epoxy–Basalt Composites Modified with Mineral and Natural Fillers

 ,
,  ,
,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Methods
3. Results
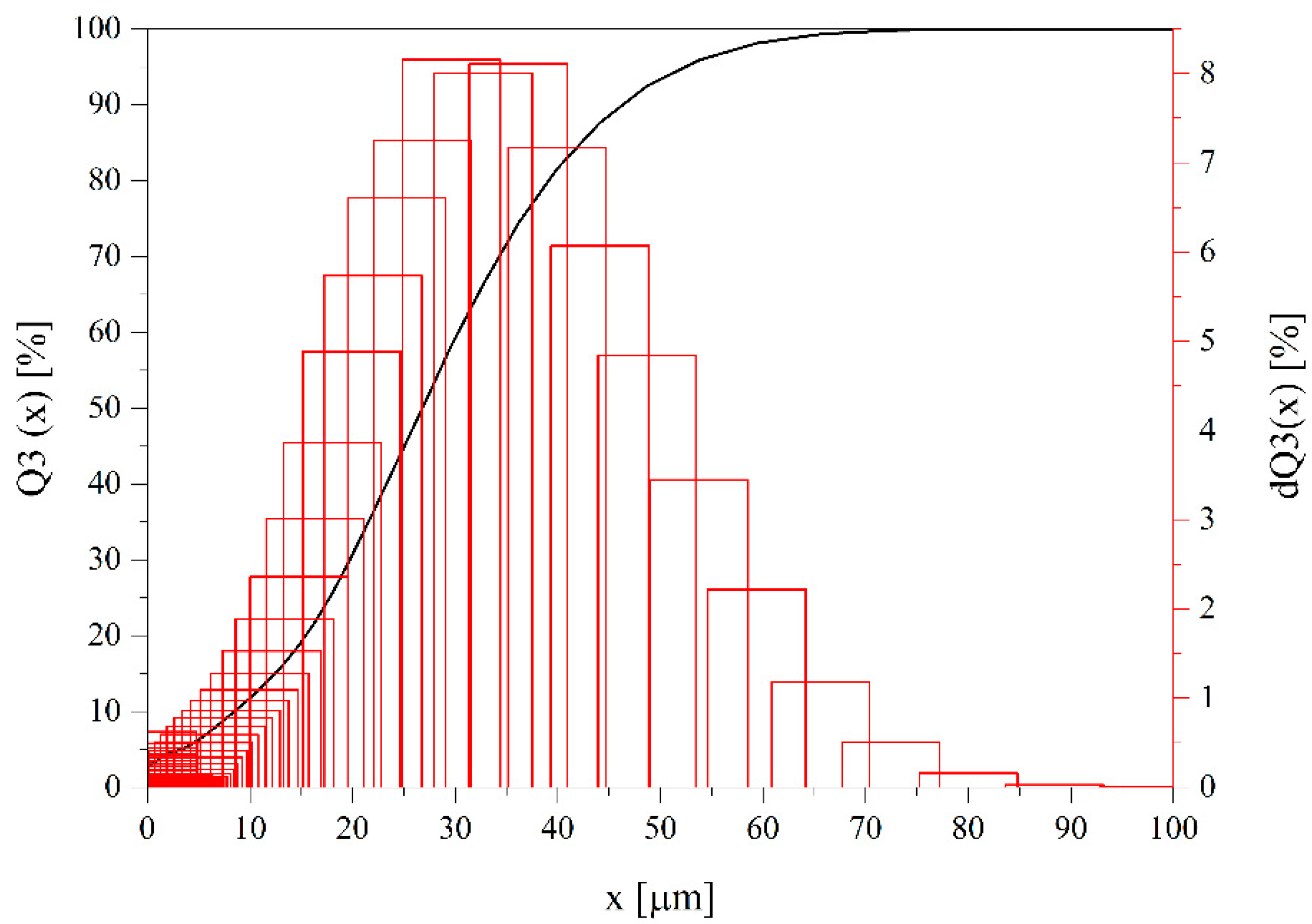
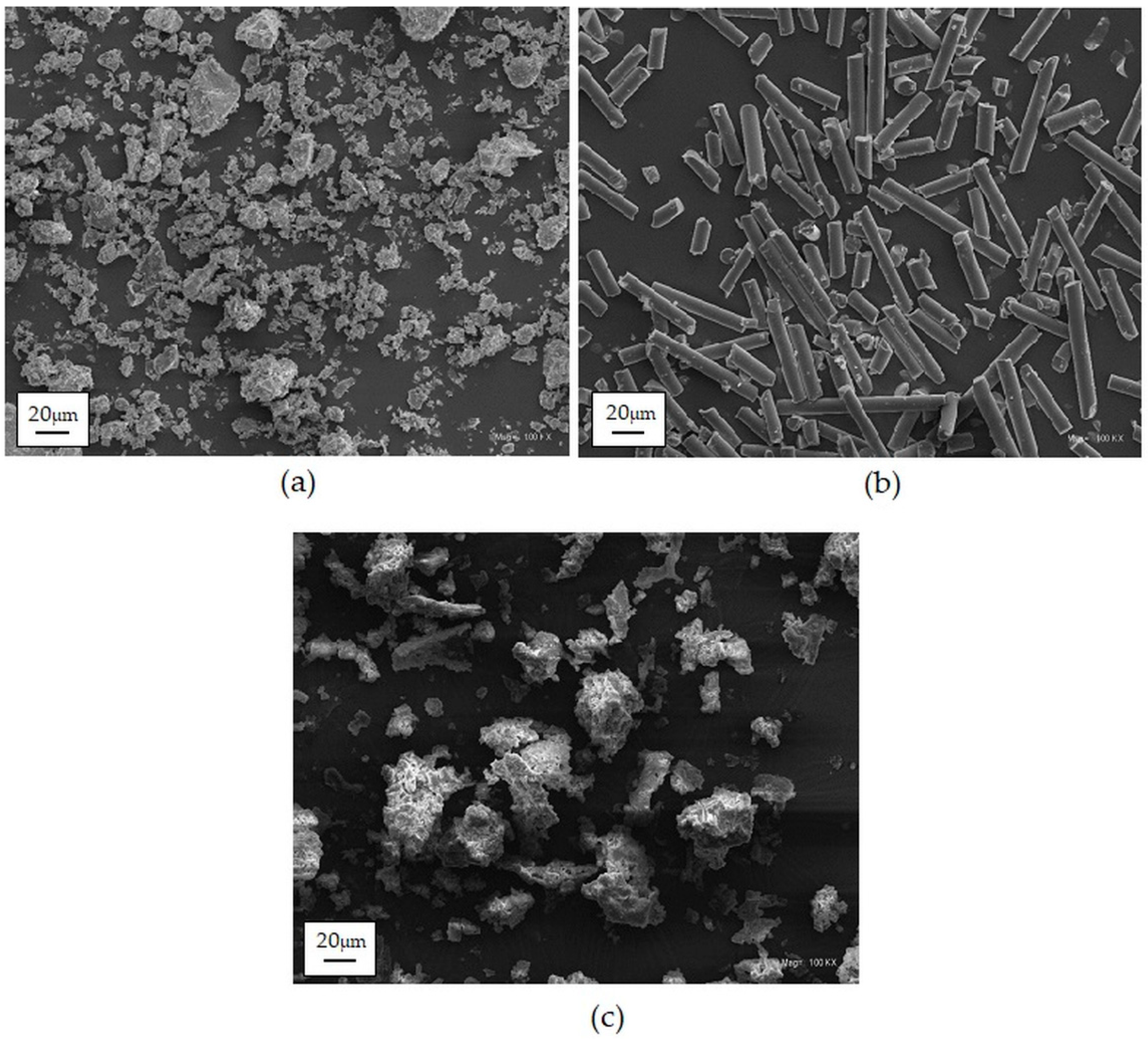
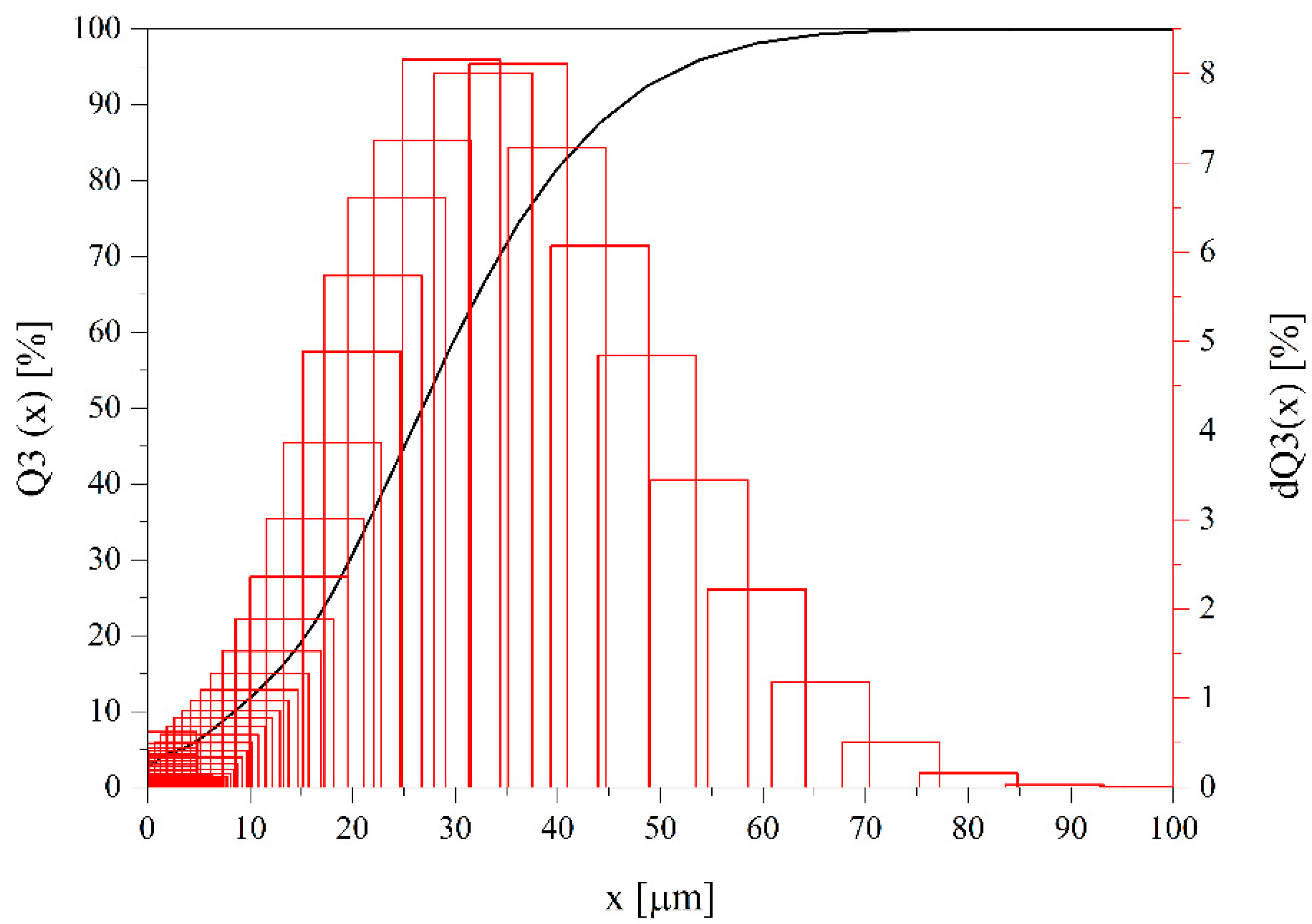
3.1. Structure of the Fillers
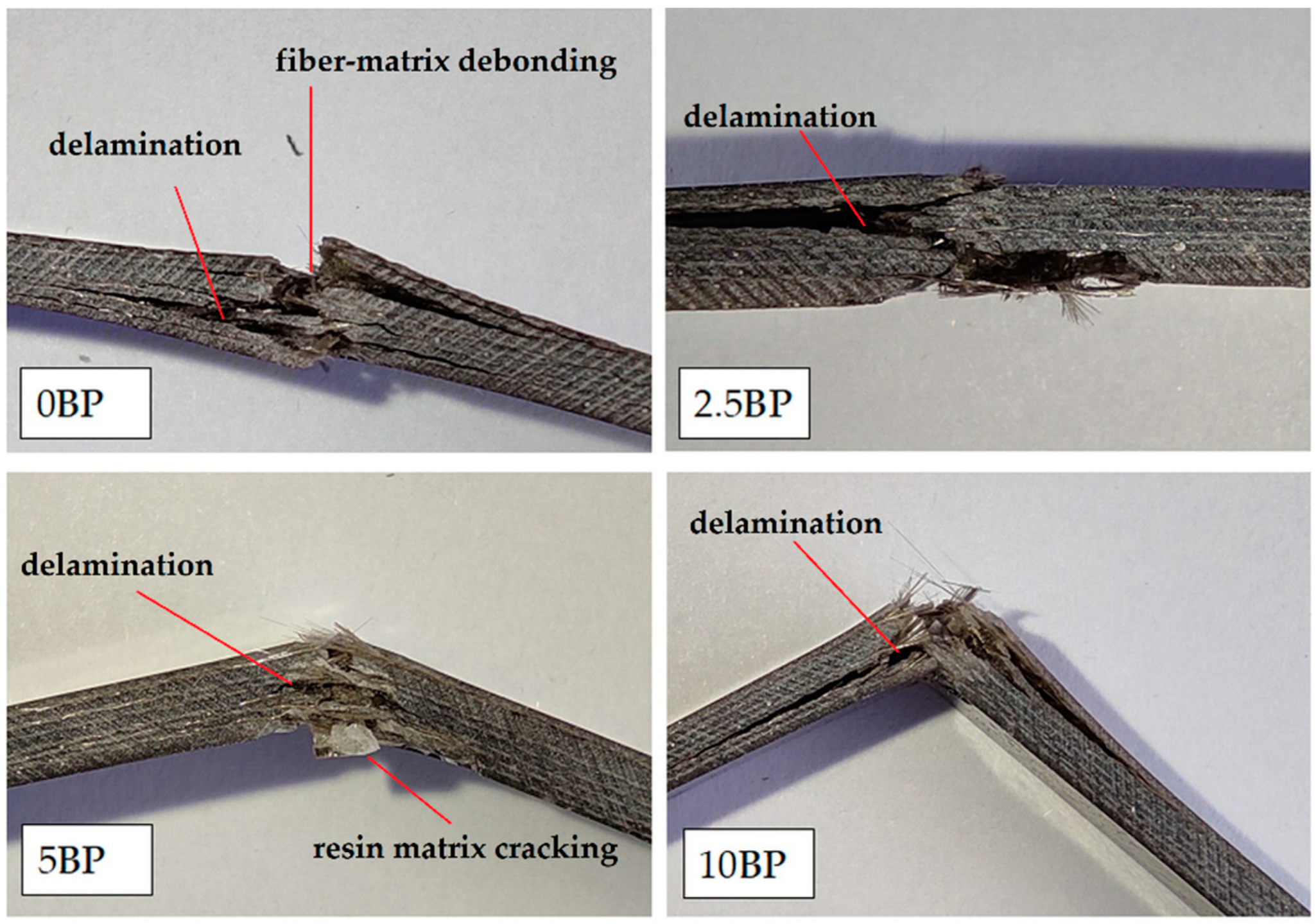
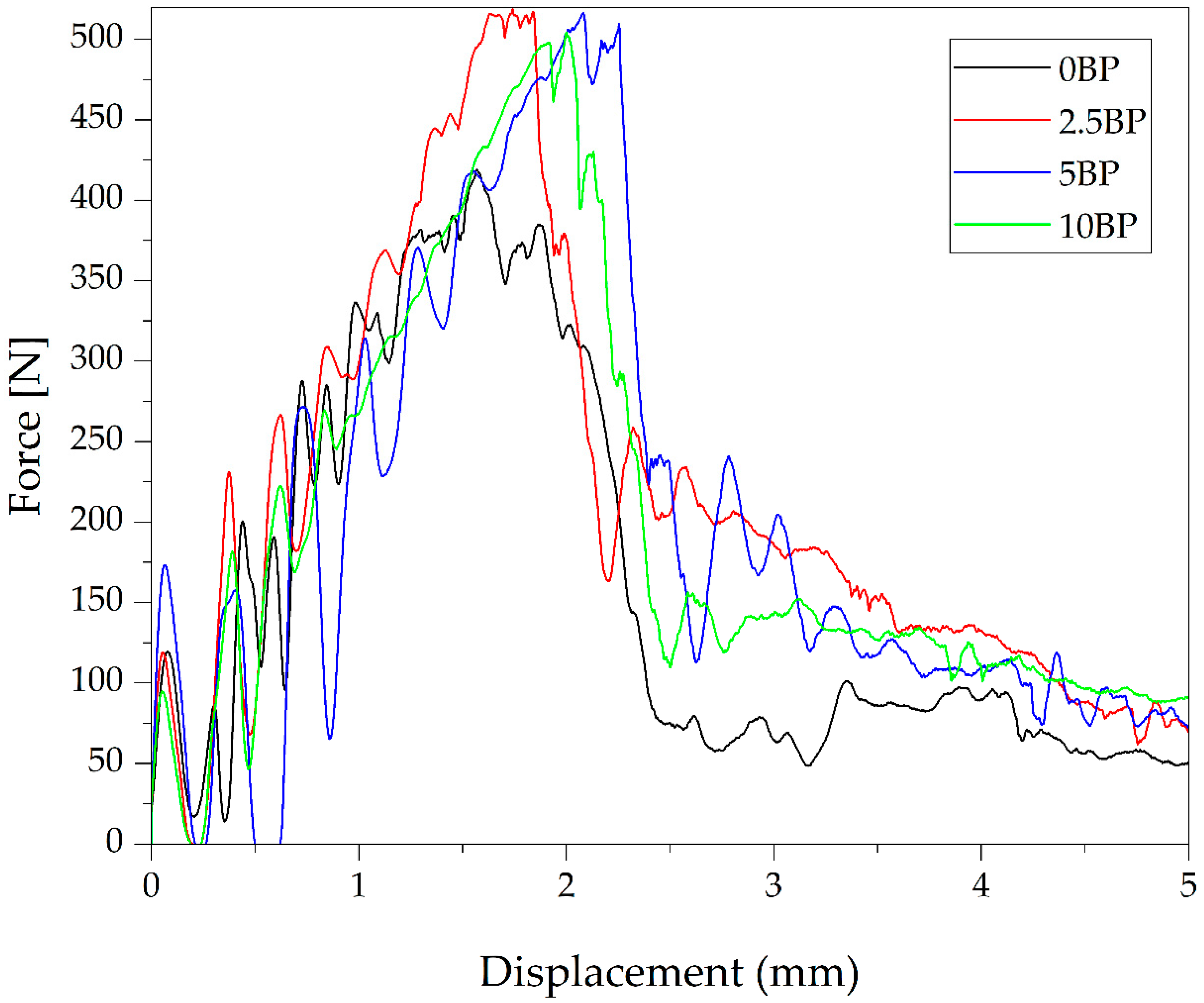
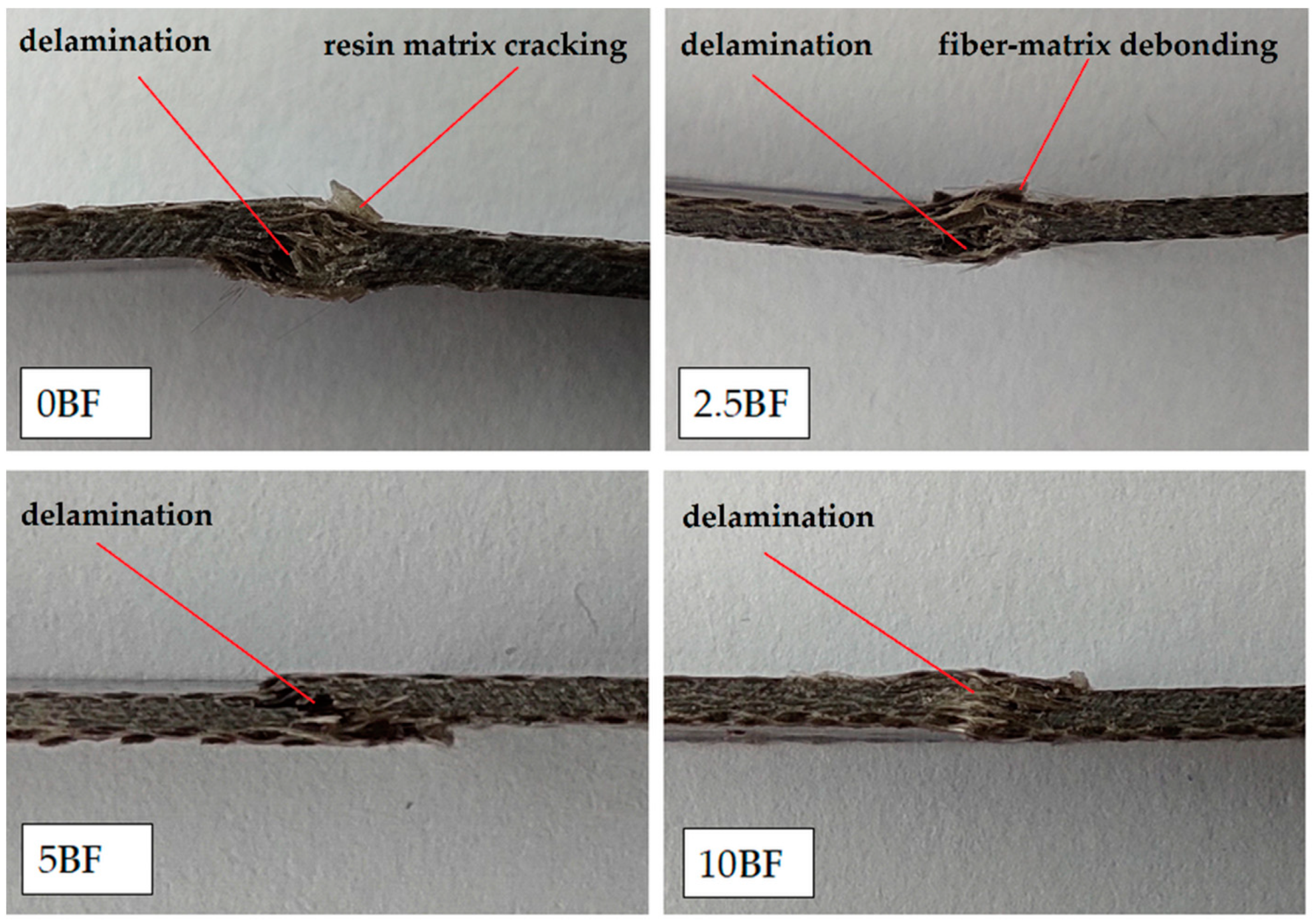
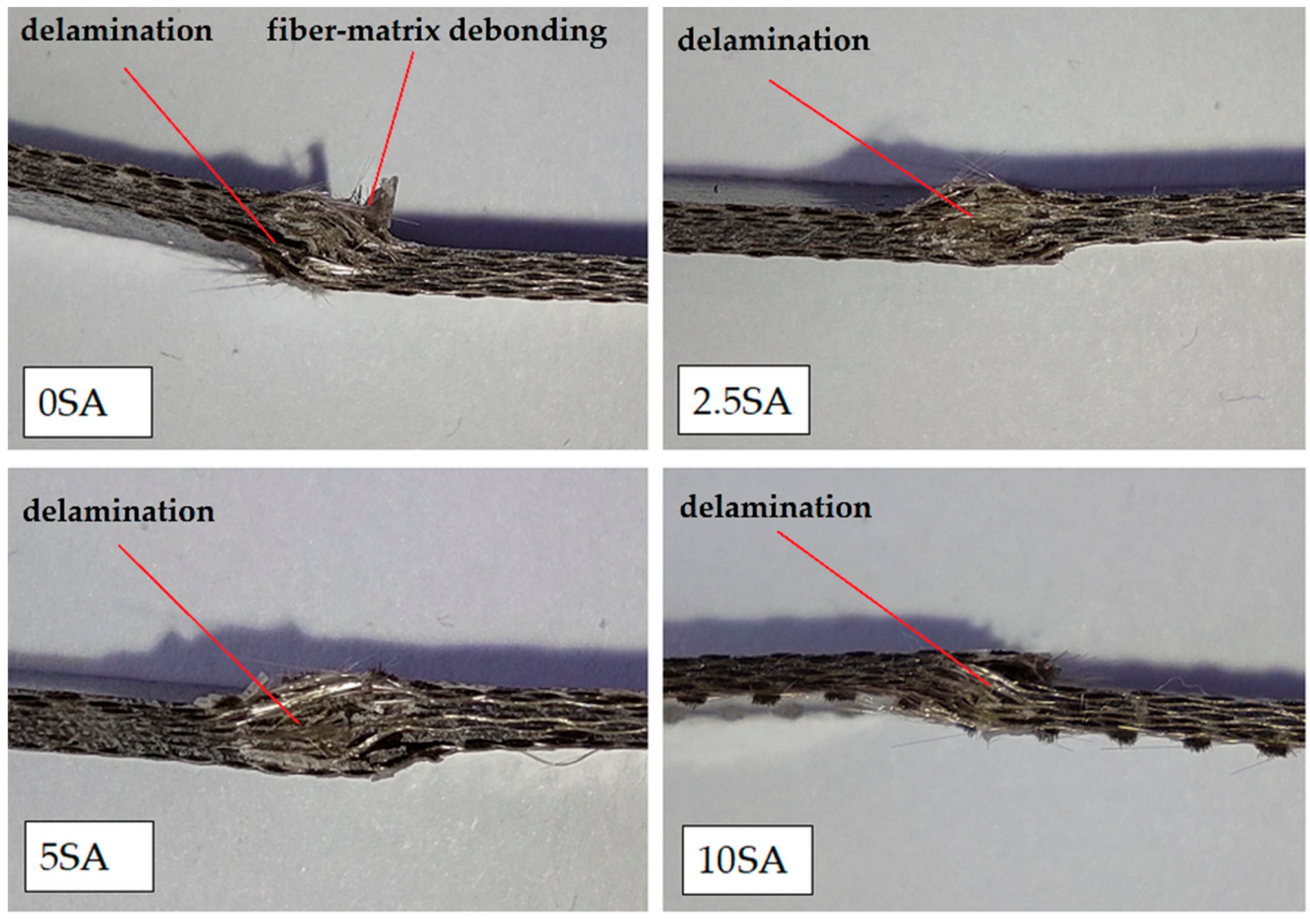
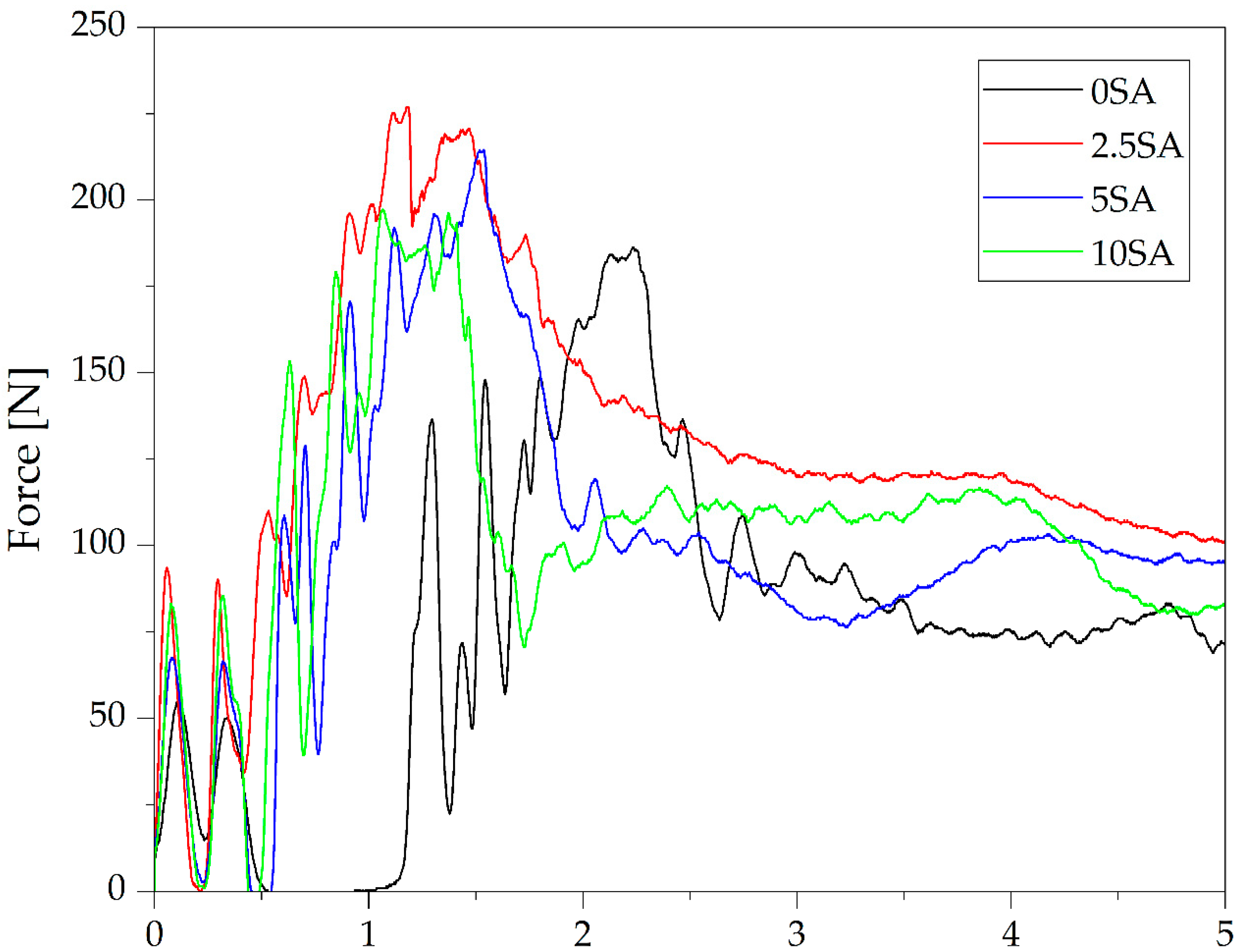
3.2. Impact Strength
3.3. Barcol Hardness
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ye, Y.-Y.; Liang, S.-D.; Feng, P.; Zeng, J.-J. Recyclable LRS FRP composites for engineering structures: Current status and future opportunities. Compos. Part B Eng. 2021, 212, 108689. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Misra, M.; Mohanty, A.K. Polycarbonate biocomposites reinforced with a hybrid filler system of recycled carbon fiber and biocarbon: Preparation and thermomechanical characterization. J. Appl. Polym. Sci. 2018, 135, 46449. [Google Scholar] [CrossRef]
- Barczewski, M.; Mysiukiewicz, O.; Szulc, J.; Kloziński, A. Poly(lactic acid) green composites filled with linseed cake as an agricultural waste filler. Influence of oil content within the filler on the rheological behavior. J. Appl. Polym. Sci. 2019, 136, 47651. [Google Scholar] [CrossRef]
- Aisyah, H.A.; Paridah, M.T.; Sapuan, S.M.; Ilyas, R.A.; Khalina, A.; Nurazzi, N.M.; Lee, S.H.; Lee, C.H. A Comprehensive Review on Advanced Sustainable Woven Natural Fibre Polymer Composites. Polymers 2021, 13, 471. [Google Scholar] [CrossRef]
- Shivamurthy, B.; Anandhan, S.; Bhat, K.U.; Thimmappa, B.H.S. Structure-property relationship of glass fabric/MWCNT/epoxy multi-layered laminates. Compos. Commun. 2020, 22, 100460. [Google Scholar] [CrossRef]
- Oliwa, R.; Oleksy, M.; Czech-Polak, J.; Płocińska, M.; Krauze, S.; Kowalski, M. Powder-epoxy resin/glass fabric composites with reduced flammability. J. Fire Sci. 2019, 37, 155–175. [Google Scholar] [CrossRef]
- Matykiewicz, D. Hybrid Epoxy Composites with Both Powder and Fiber Filler: A Review of Mechanical and Thermomechanical Properties. Materials 2020, 13, 1802. [Google Scholar] [CrossRef] [Green Version]
- Khandelwal, S.; Rhee, K.Y. Recent advances in basalt-fiber-reinforced composites: Tailoring the fiber-matrix interface. Compos. Part B Eng. 2020, 192, 108011. [Google Scholar] [CrossRef]
- Ricciardi, M.R.; Papa, I.; Impero, F.; Langella, A.; Lopresto, V.; Antonucci, V. Low-temperature effect on the impact and flexural behaviour of basalt composite laminates. Compos. Struct. 2020, 249, 112607. [Google Scholar] [CrossRef]
- Mun, S.Y.; Ha, J.; Lee, S.; Ju, Y.; Lim, H.M.; Lee, D. Prediction of enhanced interfacial bonding strength for basalt fiber/epoxy composites by micromechanical and thermomechanical analyses. Compos. Part A Appl. Sci. Manuf. 2021, 142, 106208. [Google Scholar] [CrossRef]
- Prasath, K.A.; Amuthakkannan, P.; Arumugaprabu, V.; Manikandan, V. Low velocity impact and compression after impact damage responses on flax/basalt fiber hybrid composites. Mater. Res. Express 2019, 6, 115308. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Sarasini, F.; Tirilló, J.; Calabrese, L. Salt-fog spray aging of jute-basalt reinforced hybrid structures: Flexural and low velocity impact response. Compos. Part B Eng. 2017, 116, 99–112. [Google Scholar] [CrossRef]
- Russo, P.; Simeoli, G.; Cimino, F.; Papa, I.; Ricciardi, M.R.; Lopresto, V. Impact Damage Behavior of Vinyl Ester-, Epoxy-, and Nylon 6-Based Basalt Fiber Composites. J. Mater. Eng. Perform. 2019, 28, 3256–3266. [Google Scholar] [CrossRef]
- Dorigato, A.; Pegoretti, A. Fatigue resistance of basalt fibers-reinforced laminates. J. Compos. Mater. 2012, 46, 1773–1785. [Google Scholar] [CrossRef]
- Jamali, N.; Khosravi, H.; Rezvani, A.; Tohidlou, E. Mechanical Properties of Multiscale Graphene Oxide/Basalt Fiber/Epoxy Composites. Fibers Polym. 2019, 20, 138–146. [Google Scholar] [CrossRef]
- Arshad, M.N.; Mohit, H.; Sanjay, M.R.; Siengchin, S.; Khan, A.; Alotaibi, M.M.; Asiri, A.M.; Rub, M.A. Effect of coir fiber and TiC nanoparticles on basalt fiber reinforced epoxy hybrid composites: Physico–mechanical characteristics. Cellulose 2021, 28, 3451–3471. [Google Scholar] [CrossRef]
- Toorchi, D.; Tohidlou, E.; Khosravi, H. Enhanced flexural and tribological properties of basalt fiber-epoxy composite using nano-zirconia/graphene oxide hybrid system. J. Ind. Text. 2020. [Google Scholar] [CrossRef]
- Rassokhin, D.; Starokadomsky, D.; Ishchenko, A.; Tkachenko, O.; Reshetnyk, M.; Kokhtych, L. Determining the strength and thermal-, chemical resistance of the epoxy polymer composite filled with basalt micronano fiber in the amount of 15–80% by weight. East.-Eur. J. Enterp. Technol. 2020, 2, 48–55. [Google Scholar] [CrossRef]
- Ricciardi, M.R.; Papa, I.; Coppola, G.; Lopresto, V.; Sansone, L.; Antonucci, V. Effect of Plasma Treatment on the Impact Behavior of Epoxy/Basalt Fiber-Reinforced Composites: A Preliminary Study. Polymers 2021, 13, 1293. [Google Scholar] [CrossRef]
- Demirci, İ.; Avcı, A.; Demirci, M.T. Investigation of nano-hybridization effects on low velocity impact behaviors of basalt fiber reinforced composites. J. Compos. Mater. 2021, 55, 401–414. [Google Scholar] [CrossRef]
- Matykiewicz, D.; Barczewski, M.; Knapski, D.; Skórczewska, K. Hybrid effects of basalt fibers and basalt powder on thermomechanical properties of epoxy composites. Compos. Part B Eng. 2017, 125, 157–164. [Google Scholar] [CrossRef]
- Matykiewicz, D.; Barczewski, M. On the impact of flax fibers as an internal layer on the properties of basalt-epoxy composites modified with silanized basalt powder. Compos. Commun. 2020, 20, 100360. [Google Scholar] [CrossRef]
- Stefani, P.M.; Cyras, V.; Tejeira Barchi, A.; Vazquez, A. Mechanical properties and thermal stability of rice husk ash filled epoxy foams. J. Appl. Polym. Sci. 2006, 99, 2957–2965. [Google Scholar] [CrossRef]
- Xu, Y.; Li, J.; Shen, R.; Wang, Z.; Hu, P.; Wang, Q. Experimental study on the synergistic flame retardant effect of bio-based magnesium phytate and rice husk ash on epoxy resins. J. Therm. Anal. Calorim. 2021, 146, 153–164. [Google Scholar] [CrossRef]
- Tokobaro, P.E.A.; Larocca, N.M.; Backes, E.H.; Pessan, L.A. Effects of mineral fillers addition and preparation method on the morphology and electrical conductivity of epoxy/multiwalled carbon nanotube nanocomposites. Polym. Eng. Sci. 2021, 61, 538–550. [Google Scholar] [CrossRef]
- Paleckiene, R.; Sviklas, A.M.; Šlinkšiene, R.; Štreimikis, V. Complex fertilizers produced from the sunflower husk ash. Polish J. Environ. Stud. 2010, 19, 973–979. [Google Scholar]
- Drobot, N.F.; Noskova, O.A.; Baranchikov, A.E.; Khoroshilov, A.V.; Fomichev, S.V.; Krenev, V.A. Application of magnetic separation for modifying the composition of basalt raw materials. Theor. Found. Chem. Eng. 2017, 51, 775–780. [Google Scholar] [CrossRef]
- Jamshaid, H.; Mishra, R. A green material from rock: Basalt fiber—A review. J. Text. Inst. 2016, 107, 923–937. [Google Scholar] [CrossRef]
- Kang, T.J.; Kim, C. Energy-absorption mechanisms in Kevlar multiaxial warp-knit fabric composites under impact loading. Compos. Sci. Technol. 2000, 60, 773–784. [Google Scholar] [CrossRef]
- Richardson, M.O.W.; Wisheart, M.J. Review of low-velocity impact properties of composite materials. Compos. Part A Appl. Sci. Manuf. 1996, 27, 1123–1131. [Google Scholar] [CrossRef]
- Raajeshkrishna, C.R.; Chandramohan, P.; Babatunde Obadele, A. Friction and thermo mechanical characterization of nano basalt reinforced epoxy composites. Int. J. Polym. Anal. Charact. 2021, 26, 425–439. [Google Scholar] [CrossRef]
- Kazemi, M.E.; Shanmugam, L.; Li, Z.; Ma, R.; Yang, L.; Yang, J. Low-velocity impact behaviors of a fully thermoplastic composite laminate fabricated with an innovative acrylic resin. Compos. Struct. 2020, 250, 112604. [Google Scholar] [CrossRef]
- Khosravi, H.; Eslami-Farsani, R. On the mechanical characterizations of unidirectional basalt fiber/epoxy laminated composites with 3-glycidoxypropyltrimethoxysilane functionalized multi-walled carbon nanotubes–enhanced matrix. J. Reinf. Plast. Compos. 2016, 35, 421–434. [Google Scholar] [CrossRef]
- Daramola, O.O.; Adediran, A.A.; Adegun, M.H.; Sadiku, E.R.; Olayanju, T.M.A. Olayanju effect of guinea corn husk ash on the mechanical properties and wear behaviour of epoxy matrix composites. Int. J. Civ. Eng. Technol. 2018, 9, 1207–1216. Available online: http://www.iaeme.com/ijciet/issues.asp (accessed on 30 June 2021).
- Vivek, S.; Kanthavel, K. Effect of bagasse ash filled epoxy composites reinforced with hybrid plant fibres for mechanical and thermal properties. Compos. Part B Eng. 2019, 160, 170–176. [Google Scholar] [CrossRef]
- Naidu, A.L.; Kona, S. Experimental Study of The Mechanical Properties of Banana Fiber and Groundnut Shell Ash Reinforced Epoxy Hybrid Composite. Int. J. Eng. 2018, 31, 659–665. [Google Scholar]
- Webo, W.; Masu, L.; Maringa, M. The Impact Toughness and Hardness of Treated and Untreated Sisal Fibre-Epoxy Resin Composites. Adv. Mater. Sci. Eng. 2018, 2018, 8234106. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| [%] | Basalt Powder | Basalt Microfiber |
|---|---|---|
| SiO2 | 49.5 | 41–55 |
| Al2O3 | 15 | 10–20 |
| CaO | 9.6 | 6–13 |
| FeO | 8.7 | 7–18 |
| Fe2O3 | 3.7 | |
| MgO | 6.8 | 1–15 |
| Na2O | 2.9 | 2–7.5 |
| TiO2 | - | 0.5–3 |
| K2O | 1.2 | - |
| P2O5 | 0.4 | - |
| MnO | 0.2 | - |
| Mn | 0.15 | - |
| Zn | 0.0105 | - |
| Cu | 0.0087 | - |
| Co | 0.0048 | - |
| B | 0.005 | - |
| Mo | 0.00015 | - |
| Sample | Impact Strength [kJ/m2] | Maximum Force [N] |
|---|---|---|
| epoxy matrix | 13.5 ± 2.4 | 160.2 ± 2.1 |
| 0 BP | 34.4 ± 2.9 | 419.1 ± 8.1 |
| 2.5 BP | 46.7 ± 2.1 | 517.7 ± 6.2 |
| 5 BP | 47.3 ± 2.0 | 524.1 ± 9.3 |
| 10 BP | 49.4 ± 1.8 | 497.7 ± 8.8 |
| epoxy matrix | 8.2 ± 1.5 | 120.1 ± 1.7 |
| 0 BF | 55.2 ± 1.9 | 216.5 ± 6.1 |
| 2.5 BF | 45.9 ± 1.7 | 233.7 ± 4.2 |
| 5 BF | 49.4 ± 2.1 | 230.5 ± 3.8 |
| 10 BF | 59.3 ± 1.8 | 226.4 ± 5.9 |
| epoxy matrix | 4.3 ± 1.8 | 98.1 ± 2.5 |
| 0 SA | 59.7 ± 2.2 | 188.1 ± 2.4 |
| 2.5 SA | 61.2 ± 2.4 | 230.8 ± 2.2 |
| 5 SA | 60.2 ± 1.9 | 215.6 ± 2.1 |
| 10 SA | 60.1 ± 2.1 | 201.1 ± 2.7 |
| Sample | Barcol Hardness |
|---|---|
| epoxy matrix | 45.0 ± 1.1 |
| 0 BP | 48.4 ± 1.9 |
| 2.5 BP | 51.7 ± 1.1 |
| 5 BP | 50.3 ± 1.2 |
| 10 BP | 52.4 ± 1.6 |
| epoxy matrix | 41.5 ± 1.4 |
| 0 BF | 47.2 ± 1.2 |
| 2.5 BF | 49.9 ± 1.1 |
| 5 BF | 50.4 ± 1.2 |
| 10 BF | 53.3 ± 1.3 |
| epoxy matrix | 40.1 ± 1.2 |
| 0 SA | 42.7 ± 1.2 |
| 2.5 SA | 44.2 ± 1.4 |
| 5 SA | 45.2 ± 1.1 |
| 10 SA | 47.1 ± 1.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matykiewicz, D.; Barczewski, M.; Mousa, M.S.; Sanjay, M.R.; Siengchin, S. Impact Strength of Hybrid Epoxy–Basalt Composites Modified with Mineral and Natural Fillers. ChemEngineering 2021, 5, 56. https://doi.org/10.3390/chemengineering5030056
Matykiewicz D, Barczewski M, Mousa MS, Sanjay MR, Siengchin S. Impact Strength of Hybrid Epoxy–Basalt Composites Modified with Mineral and Natural Fillers. ChemEngineering. 2021; 5(3):56. https://doi.org/10.3390/chemengineering5030056
Chicago/Turabian StyleMatykiewicz, Danuta, Mateusz Barczewski, Marwan Suleiman Mousa, Mavinkere Rangappa Sanjay, and Suchart Siengchin. 2021. "Impact Strength of Hybrid Epoxy–Basalt Composites Modified with Mineral and Natural Fillers" ChemEngineering 5, no. 3: 56. https://doi.org/10.3390/chemengineering5030056
APA StyleMatykiewicz, D., Barczewski, M., Mousa, M. S., Sanjay, M. R., & Siengchin, S. (2021). Impact Strength of Hybrid Epoxy–Basalt Composites Modified with Mineral and Natural Fillers. ChemEngineering, 5(3), 56. https://doi.org/10.3390/chemengineering5030056