Quark-Type Cheese: Effect of Fat Content, Homogenization, and Heat Treatment of Cheese Milk



Abstract
1. Introduction
2. Materials and Methods
2.1. Milk Treatments and Analyses
2.2. Cheesemakings
2.3. Cheese Analyses
2.4. Statistical Analysis
3. Results and Discussion
3.1. Characteristics of Cheese Milk
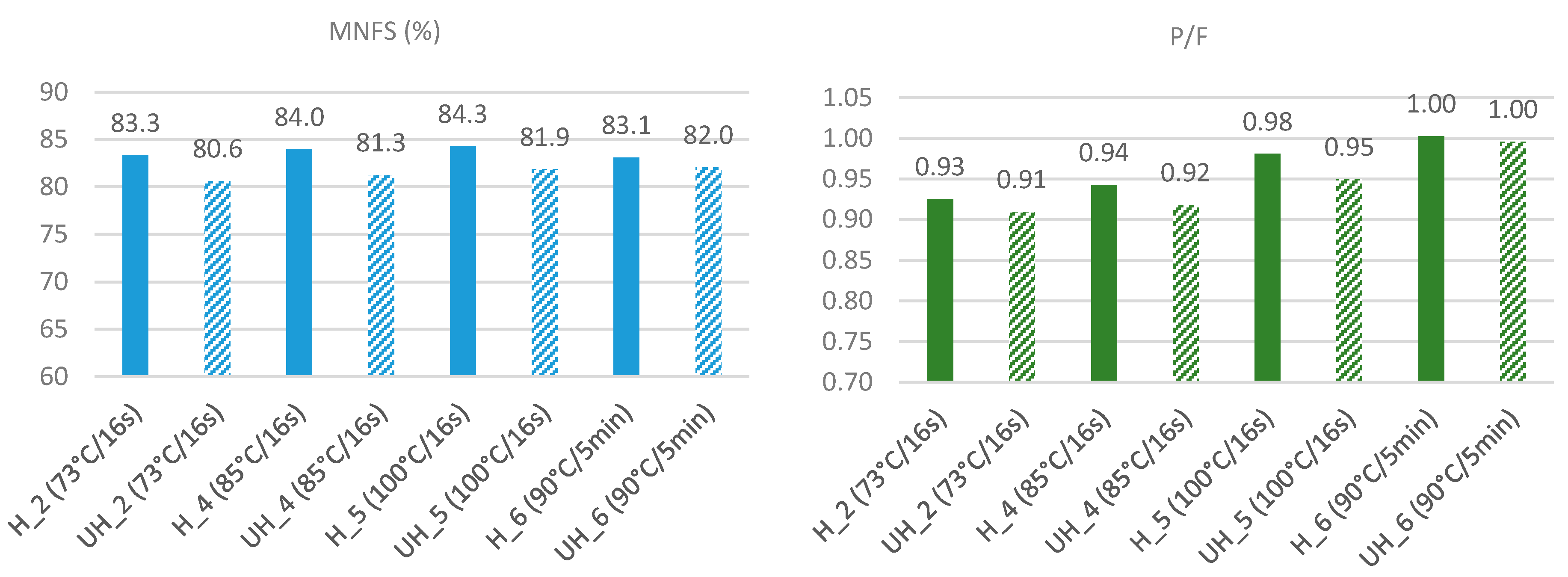
3.2. Compositional Characteristics of Cheese
3.3. Residual Sugars and Organic Acids of Cheese
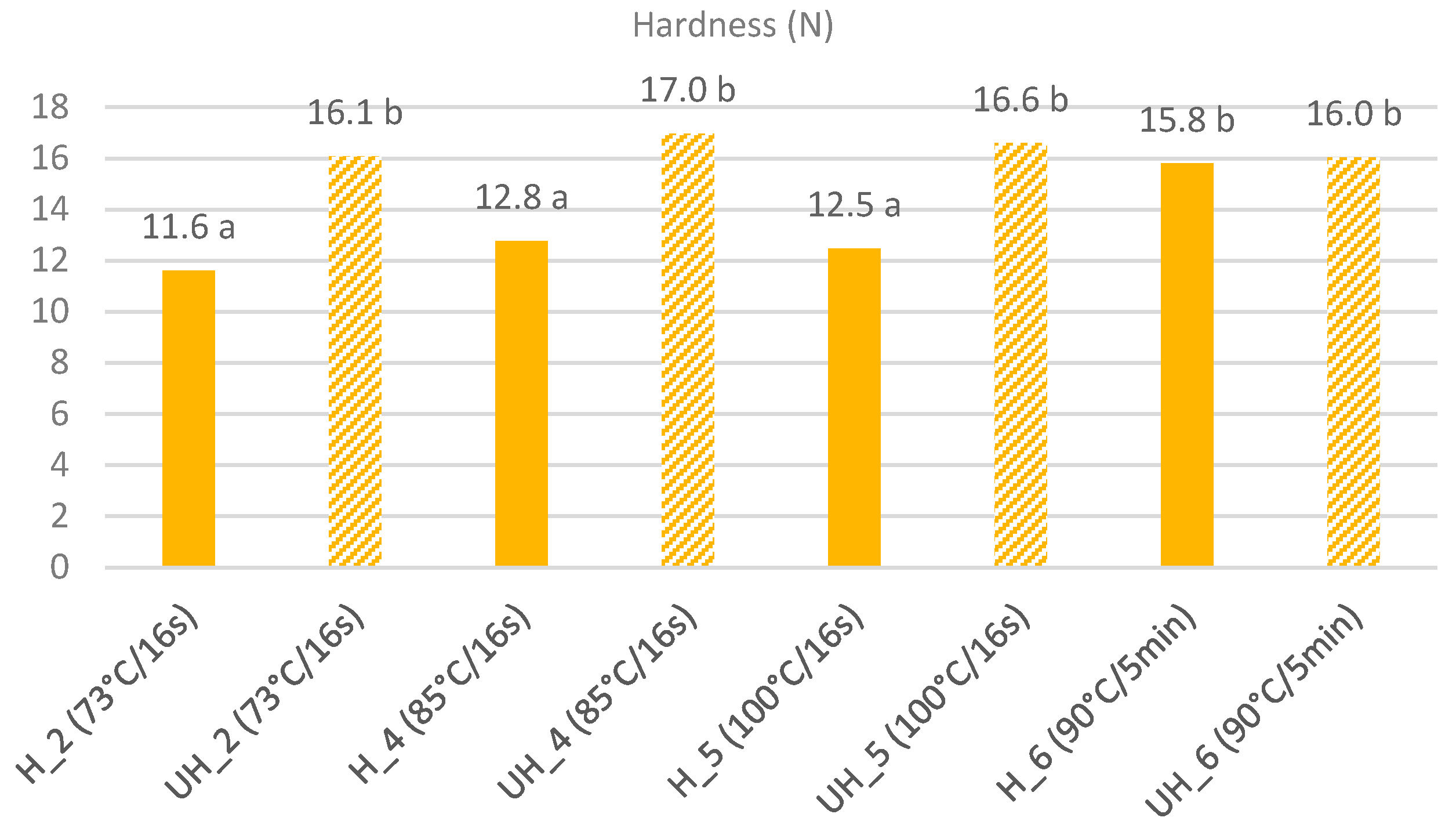
3.4. Texture Profile Analysis of Cheese
3.5. Proteolysis Indices of Cheese
3.6. Organoleptic Evaluation of Cheese
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Schulz-Collins, D.; Senge, B. Acid- and Acid/Rennet-Curd Cheeses Part A: Quark, Cream Cheese and Related Varieties Cheese: Chemistry, Physics and Microbiology; Fox, P.F., McSweeney, P.L.H., Cogan, T.M., Guinee, T.P., Eds.; Academic Press: London, UK, 2004; Volume 2, pp. 301–328. [Google Scholar]
- Farkye, N.Y. Quark, Quark-like Products, and Concentrated Yogurts. In Cheese, Chemistry, Physics & Microbiology, 4th ed.; McSweeney, P.L.H., Fox, P.F., Cotter, P.D., Everett, D.V., Eds.; Academic Press is an Imprint of Elsevier: London, UK, 2017; pp. 1103–1110. [Google Scholar]
- Codex Alimenatrius. Milk and Milk Products, 2nd ed.; World Health Organization Food and Agriculture Organization of the United Nations: Rome, Italy, 2011. [Google Scholar]
- Guinee, T.P.; McSweeney, P.L.H. Significance of Milk Fat in Cheese. In Advanced Dairy Chemistry, 3rd ed.; Fox, P.F., McSweeney, P.L.H., Eds.; Springer: New York, NY, USA, 2006; Volume 2, pp. 377–440. [Google Scholar]
- Farkye, N.Y.; Guinee, T.P. Low-Fat and Low-Sodium Cheeses. In Cheese, Chemistry, Physics & Microbiology, 4th ed.; McSweeney, P.L.H., Fox, P.F., Cotter, P.D., Everett, D.V., Eds.; Academic Press is an imprint of Elsevier: London, UK, 2017; pp. 699–714. [Google Scholar]
- Sheth, H.; Jelen, P.; Ozimek, L.; Sauer, W. Yield, sensory properties, and nutritive qualities of quarg produced from lactose-hydrolyzed and high heated milk. J. Dairy Sci. 1988, 71, 2891–2897. [Google Scholar] [CrossRef]
- Kelly, A.L.; O’Donnell, H.J. Composition, gel properties and microstructure of quarg as affected by processing parameters and milk quality. Intern. Dairy J. 1998, 8, 295–301. [Google Scholar] [CrossRef]
- Guyomarc’h, F. Formation of heat-induced protein aggregates in milk as a means to recover the whey protein fraction in cheese manufacture, and potential of heat-treating milk at alkaline pH values in order to keep its rennet coagulation properties. A Rev. Lait 2006, 86. [Google Scholar] [CrossRef]
- Kelly, A.L.; Huppertz, T.; Sheehan, J.J. Pre-treatment of cheese milk: Principles and developments. Dairy Sci. Technol. 2008, 88, 549–572. [Google Scholar] [CrossRef]
- Moatsou, G.; Zoidou, E.; Choundala, E.; Koutsaris, K.; Kopsia, O.; Thergiaki, K.; Sakkas, L. Development of reduced-fat, reduced-sodium semi-hard sheep milk cheese. Foods 2019, 8, 204. [Google Scholar] [CrossRef] [PubMed]
- Lucey, J.A.; Tamehana, M.; Singh, H.; Munro, P.A. Effect of heat treatment on the physical properties of milk gels made with both rennet and acid. Intern. Dairy J. 2001, 11, 559–565. [Google Scholar] [CrossRef]
- Vaziri, M.; Abbasi, H.; Mortazavi, A. Microstructure and physical properties of quarg cheese as affected by different heat treatments. J. Food Process. Preserv. 2010, 34, 2–14. [Google Scholar] [CrossRef]
- Frau, F.; Font de Valdez, G.; Pece, N. Effect of pasteurization temperature, starter culture, and incubation temperature on the physicochemical properties, yield, rheology, and sensory characteristics of spreadable goat cheese. J. Food Process. 2014, 1–8. [Google Scholar] [CrossRef]
- Miloradovic, Z.; Miocinovic, J.; Kljajevic, N.; Tomasevic, I.; Pudja, P. The influence of milk heat treatment on composition, texture, colour and sensory characteristics of cows’ and goats’ Quark-type cheeses. Small Rumin. Res. 2018, 169, 154–159. [Google Scholar] [CrossRef]
- Ong, L.; Dagastine, R.R.; Kentish, S.E.; Gras, S.L. The effect of milk processing on the microstructure of the milk fat globule and rennet induced gel observed using confocal laser scanning microscopy. J. Food Sci. 2010, 75, E135–E145. [Google Scholar] [CrossRef]
- Ong, L.; Dagastine, R.R.; Kentish, S.E.; Gras, S.L. Microstructure of milk gel and cheese curd observed using cryo-scanning electron microscopy and confocal microscopy. LWT-Food Sci. Technol. 2011, 44, 1291–1302. [Google Scholar] [CrossRef]
- Obeid, A.; Guyomarch, F.; Tanguy, G.; Leconte, N.; Rousseau, F.; Dolivet, A.; Leduc, A.; Wu, X.; Cauty, C.; Jan, G.; et al. The adhesion of homogenized fat globules to proteins is increased by milk heat treatment and acidic pH: Quantitative insights provided by AFM force spectroscopy. Food Res. Intern. 2020, 129, 108847. [Google Scholar] [CrossRef] [PubMed]
- Obeid, S.; Guyomarc’h, F.; Francius, G.; Guillemin, H.; Wu, X.; Pezennec, S.; Famelart, M.-H.; Cauty, C.; Gaucheron, F.; Lopez, C. The surface properties of milk fat globules govern their interactions with the caseins: Role of homogenization and pH probed by AFM force spectroscopy. Colloids Surf. B Biointerfaces 2019, 182, 110363. [Google Scholar] [CrossRef] [PubMed]
- Ningtyas, D.W.; Bhandari, B.; Bansal, N.; Prakash, S. Effect of homogenization of cheese milk and high-shear mixing of the curd during Cream cheese manufacture. Intern. J. Dairy Technol. 2018, 71, 417–431. [Google Scholar] [CrossRef]
- Kiokias, S.; Bot, A. Effect of protein denaturation on temperature cycling stability of heat-treated acidified protein-stabilised o/w emulsions. Food Hydrocoll. 2005, 19, 493–501. [Google Scholar] [CrossRef]
- Brighenti, M.; Govindasamy-Lucey, S.; Jaeggi, J.J.; Johnson, M.E.; Lucey, J.A. Effects of processing conditions on the texture and rheological properties of model acid gels and Cream cheese. J. Dairy Sci. 2018, 101, 6762–6775. [Google Scholar] [CrossRef] [PubMed]
- Coutouly, A.; Riaublanc, A.; Axelos, M.; Gaucher, I. Effect of heat treatment, final pH of acidification, and homogenization pressure on the texture properties of Cream cheese. Dairy Sci. Technol. 2014, 94, 125–144. [Google Scholar] [CrossRef]
- Brighenti, M.; Govindasamy-Lucey, S.; Lim, K.; Nelson, K.; Lucey, J.A. Characterization of the rheological, textural, and sensory properties of samples of commercial US Cream cheese with different fat contents. J. Dairy Sci. 2008, 91, 4501–4517. [Google Scholar] [CrossRef]
- Nguyen, P.T.M.; Bhandari, B.; Prakash, S. Tribological method to measure lubricating properties of dairy products. J. Food Engin. 2017, 168, 27–34. [Google Scholar] [CrossRef]
- Macdougall, P.E.; Ong, L.; Palmer, M.W.; Gras, S.L. The microstructure and textural properties of Australian Cream cheese with differing composition. Intern. Dairy J. 2019, 104548. [Google Scholar] [CrossRef]
- Moschopoulou, E.; Moatsou, G. Greek Dairy Products: Composition and Processing. In Mediterranean Food: Composition & Processing; da Cruz, R.M.S., Vieira, M.M.C., Eds.; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA; pp. 268–320.
- Katsiari, M.; Kondyli, E.; Voutsinas, L. The quality of Galotyri-type cheese made with different starter cultures. Food Control. 2009, 20, 113–118. [Google Scholar] [CrossRef]
- Kondyli, E.; Katsiari, M.; Voutsinas, L.P. Chemical and sensory characteristics of Galotyri-type cheese made using different producers. Food Control. 2008, 19, 301–307. [Google Scholar] [CrossRef]
- Kondyli, E.; Massouras, T.; Katsiari, M.C.; Voutsinas, L.P. Lipolysis and volatile compounds of Galotyri-type cheese made using different procedures. Small Rumin. Res. 2013, 113, 432–436. [Google Scholar] [CrossRef]
- Zoidou, E.; Karageorgos, D.; Massouras, T.; Anifantakis, E. The effect of probiotic lactic acid bacteria on the characteristics of Galotyri cheese. Intern. J. Clin. Nutr. Diet. 2016, 2, 114. [Google Scholar] [CrossRef][Green Version]
- Sakkas, L.; Moutafi, A.; Moschopoulou, E.; Moatsou, G. Assessment of heat treatment of various types of milk. Food Chem. 2014, 159, 293–301. [Google Scholar] [CrossRef] [PubMed]
- Kaminarides, S.; Stamou, P.; Massouras, T. Changes of organic acids, volatile aroma compounds and sensory characteristics of Halloumi cheese kept in brine. Food Chem. 2007, 100, 219–225. [Google Scholar] [CrossRef]
- International Standard ISO22662/IDF198. Milk and Milk Products-Determination of Lactose Content by High Performance Liquid Chromatography (Reference Method); International Dairy Federation: Brussels, Belgium, 2007. [Google Scholar]
- Kaminarides, S.; Anifantakis, E. Characteristics of set type yoghurt made from caprine or ovine milk and mixtures of the two. Intern. J. Food Sci. Technol. 2004, 39, 319–324. [Google Scholar]
- Gunasekaran, S.; Ak, M.M. Cheese Texture. In Cheese Rheology and Texture, 1st ed.; CRC Press LLC: Boca Raton, FL, USA, 2003; pp. 308–338. [Google Scholar]
- Moschopoulou, E.; Sakkas, L.; Zoidou, E.; Theodorou, G.; Sgouridou, E.; Kalathaki, C.; Liarakou, A.; Chatzigeorgiou, A.; Politis, I.; Moatsou, G. Effect of milk kind and storage on the biochemical textural and biofunctional characteristics of set-style yoghurt. Intern. Dairy J. 2018, 77, 47–55. [Google Scholar] [CrossRef]
- Walstra, P.; Wouters, J.T.M.; Geurts, T.J. Changes in Salts. In Dairy Science and Technology, 2nd ed.; CRC Press Taylor and Francis Group: Boca Raton, FL, USA, 2006; pp. 54–58. [Google Scholar]
- McSweeney, P.L.H.; Fox, P.F.; Coccia, F. Metabolism of Residual Lactose and of Lactate and Citrate. In Cheese, Chemistry, Physics & Microbiology, 4th ed.; McSweeney, P.L.H., Fox, P.F., Cotter, P.D., Everett, D.V., Eds.; Academic Press is an Imprint of Elsevier: London, UK, 2017; pp. 411–421. [Google Scholar]
- Zeppa, G.; Rolle, L. A study on organic acid, sugar and ketone contents in typical piedmont cheeses. Ital. J. Food Sci. 2008, 20, 127–139. [Google Scholar]
- Papadakis, E.N.; Polychroniadou, A. Application of a microwave-assisted extraction method for the extraction of organic acids from Greek cheeses and sheep milk yoghurt and subsequent analysis by ion-exclusion liquid chromatography. Intern. Dairy J. 2005, 15, 65–172. [Google Scholar] [CrossRef]
- Ozturkoglu-Budak, S.; Akal, H.C.; Türkmen, N. Use of kefir and buttermilk to produce an innovative quark cheese. J. Food Sci. Technol. 2020. [Google Scholar] [CrossRef]
- Skryplonek, K.; Dmytrów, I.; Mituniewicz-Małek, A. The use of buttermilk as a raw material for cheese production. Int. J. Dairy Technol. 2019, 72, 610–616. [Google Scholar] [CrossRef]
- Solowiej, B. Textural, rheological and melting properties of acid casein reduced-fat processed cheese analogues. Milchwiss. 2012, 67, 9–13. [Google Scholar]
- Kealy, T. Application of liquid and solid rheological technologies to the textural characterisation of semi-solid foods. Food Res. Intern. 2006, 39, 265–276. [Google Scholar] [CrossRef]
- Nega, A.; Moatsou, G. Proteolysis and related enzymatic activities in ten Greek cheese varieties. Dairy Sci. Technol. 2012, 92, 57–73. [Google Scholar] [CrossRef][Green Version]
- Mara, O.; Kelly, A.L. Contribution of milk enzymes, starter and rennet to proteolysis during storage of quarg. Intern. Dairy J. 1998, 8, 973–979. [Google Scholar] [CrossRef]
- Zamora, A.; Juan, B.; Trujillo, A.J. Compositional and biochemical changes during cold storage of starter-free fresh cheeses made from ultra-high-pressure homogenised milk. Food Chem. 2015, 176, 433–440. [Google Scholar] [CrossRef] [PubMed]
- Juan, B.; Zamora, A.; Quevedo, J.M.; Trujillo, A.-J. Proteolysis of cheese made from goat milk treated by ultra high pressure homogenization. LWT-Food Sci. Technol. 2016, 69, 17–23. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Factors | n | Fat % | Protein % | Lactose % | TS % | α-la % | β-lg % | pΗ | Acidity % |
|---|---|---|---|---|---|---|---|---|---|
| Homogenization | |||||||||
| H | 42 | 2.65 | 3.21 | 4.37 | 11.34 | 79.52 | 63.54 | 6.76 | 0.13 b |
| UH | 42 | 2.67 | 3.2 | 4.37 | 11.34 | 77.86 | 62.99 | 6.74 | 0.12 a |
| SE | 0.02 | 0.01 | 0.01 | 0.03 | 0.52 | 1.18 | 0.01 | 0.001 | |
| LSD | 0.06 | 0.03 | 0.03 | 0.1 | 1.90 | 3.37 | 0.03 | 0.003 | |
| Fat content | |||||||||
| FF | 42 | 3.30 b | 3.13 a | 4.40 b | 11.92 b | 77.88 | 63.62 | 6.69 a | 0.13 b |
| RF | 42 | 2.03 a | 3.28 b | 4.34 a | 10.76 a | 79.49 | 62.91 | 6.81 b | 0.12 a |
| SE | 0.02 | 0.01 | 0.01 | 0.03 | 0.52 | 1.18 | 0.01 | 0.001 | |
| LSD | 0.06 | 0.03 | 0.03 | 0.1 | 1.89 | 3.37 | 0.03 | 0.003 | |
| Heat treatment | |||||||||
| NHT | 12 | 2.61 a | 3.20 a | 4.33 ab | 11.25 a | 6.75 ab | 0.13 | ||
| 1 (68 °C/16 s) | 12 | 2.60 a | 3.14 a | 4.29 a | 11.13 a | 98.60 e | 99.52 e | 6.77 b | 0.12 |
| 2 (73 °C/16 s) | 12 | 2.65 a | 3.17 a | 4.33 ab | 11.26 a | 95.98 e | 99.59 e | 6.77 b | 0.13 |
| 3 (78 °C/16 s) | 12 | 2.65 a | 3.18 a | 4.34 ab | 11.28 a | 92.57 d | 90.12 d | 6.77 b | 0.13 |
| 4 (85 °C/16 s) | 12 | 2.66 a | 3.19 a | 4.35 b | 11.31 a | 84.98 c | 67.82 c | 6.75 ab | 0.12 |
| 5 (100 °C/16 s) | 12 | 2.66 a | 3.18 a | 4.35 b | 11.30 a | 74.51 b | 20.74 b | 6.74 ab | 0.13 |
| 6 (90 °C/5 min) | 12 | 2.80 b | 3.36 b | 4.59 c | 11.84 b | 25.49 a | 1.82 a | 6.70 a | 0.13 |
| SE | 0.04 | 0.02 | 0.02 | 0.07 | 0.90 | 2.01 | 0.02 | 0.002 | |
| LSD | 0.04 | 0.06 | 0.06 | 0.06 | 3.28 | 5.84 | 0.02 | 0.02 |
| Factors | n | Protein % | Moisture % | Salt % | Fat % | pH | Acidity % | Yield % | P/F |
|---|---|---|---|---|---|---|---|---|---|
| Homogenization | |||||||||
| H | 48 | 10.97 a | 74.14 b | 1.37 | 11.4 a | 4.27 | 0.58 | 0.27 b | 0.96 |
| UH | 48 | 12.18 b | 70.90 a | 1.34 | 12.94 b | 4.26 | 0.59 | 0.24 a | 0.94 |
| SE | 0.07 | 0.12 | 0.01 | 0.83 | 0.009 | 0.007 | 0.003 | ||
| LSD | 0.205 | 0.363 | 0.044 | 0.236 | 0.027 | 0.022 | 0.008 | ||
| Fat content | |||||||||
| FF | 48 | 10.31 a | 71.96 a | 1.26 a | 13.95 b | 4.28 b | 0.56 a | 0.28 b | 0.74 |
| RF | 48 | 12.84 b | 73.08 b | 1.45 b | 10.39 a | 4.24 a | 0.61 b | 0.24 a | 1.24 |
| SE | 0.07 | 0.12 | 0.01 | 0.08 | 0.009 | 0.007 | 0.003 | ||
| LSD | 0.205 | 0.363 | 0.044 | 0.236 | 0.027 | 0.022 | 0.008 | ||
| Heat treatment | |||||||||
| 2 (73 °C/16 s) | 24 | 11.84 b | 71.40 a | 1.36 | 12.92 c | 4.26 | 0.61 b | 0.23 a | 0.92 |
| 4 (85 °C/16 s) | 24 | 11.62 ab | 72.29 b | 1.35 | 12.51 b | 4.24 | 0.58 ab | 0.25 b | 0.93 |
| 5 (100 °C/16 s) | 24 | 11.36 a | 73.28 c | 1.33 | 11.79 a | 4.25 | 0.58 ab | 0.26 c | 0.96 |
| 6 (90 °C/5 min) | 24 | 11.46 a | 73.11 c | 1.38 | 11.47 a | 4.28 | 0.58 a | 0.30 d | 1.00 |
| SE | 0.10 | 0.18 | 0.02 | 0.11 | 0.01 | 0.01 | 0.004 | ||
| LSD | 0.290 | 0.063 | 0.333 | 0.039 | 0.031 | 0.012 | |||
| Storage | |||||||||
| 5 day | 48 | 11.56 | 72.51 | 1.36 | 12.17 | 4.26 | 0.57 a | 0.95 | |
| 20 day | 48 | 11.59 | 72.53 | 1.35 | 12.17 | 4.26 | 0.61 b | 0.95 | |
| SE | 0.07 | 0.12 | 0.01 | 0.08 | 0.009 | 0.007 | |||
| LSD | 0.205 | 0.363 | 0.044 | 0.236 | 0.027 | 0.022 |
| Factors | Lactose | Glucose | Galactose | Citric Acid | Lactic Acid |
|---|---|---|---|---|---|
| Homogenization | |||||
| H | 3.90 | 0.177 | 0.399 | 0.354 | 0.833 |
| UH | 4.00 | 0.197 | 0.493 | 0.357 | 0.923 |
| SE | 0.043 | 0.009 | 0.035 | 0.086 | 0.033 |
| LSD | 0.119 | 0.024 | 0.099 | 0.024 | 0.095 |
| Fat content | |||||
| FF | 3.87 a | 0.173 a | 0.365 a | 0.353 | 0.720 a |
| RF | 4.03 b | 0.200 b | 0.527 b | 0.358 | 1.036 b |
| SE | 0.043 | 0.009 | 0.035 | 0.086 | 0.032 |
| LSD | 0.119 | 0.027 | 0.099 | 0.024 | 0.095 |
| Heat treatment | |||||
| 2 (73 °C/16 s) | 3.82 a | 0.191 | 0.436 | 0.331 a | 0.859 |
| 4 (85 °C/16 s) | 3.96 a | 0.193 | 0.484 | 0.361 a,b | 0.910 |
| 5 (100 °C/16 s) | 3.86 a | 0.180 | 0.429 | 0.360 a,b | 0.884 |
| 6 (90 °C/5 min) | 4.15 b | 0.183 | 0.434 | 0.369 b | 0.859 |
| SE | 0.059 | 0.013 | 0.490 | 0.012 | 0.048 |
| LSD | 0.170 | 0.035 | 0.140 | 0.035 | 0.134 |
| Storage | |||||
| 5 day | 3.91 | 0.189 | 0.502 b | 0.331 a | 0.883 |
| 20 day | 3.98 | 0.185 | 0.389 a | 0.379 b | 0.872 |
| SE | 0.043 | 0.009 | 0.035 | 0.085 | 0.034 |
| LSD | 0.120 | 0.025 | 0.099 | 0.023 | 0.095 |
| Factors | Hardness | Adhesiveness | Springiness | Cohesiveness | Gumminess | Chewiness |
|---|---|---|---|---|---|---|
| Homogenization | ||||||
| H | 13.16 a | −64.08 b | 1.02 | 0.5 | 6.52 a | 6.70 a |
| UH | 16.41 b | −81.58 a | 1.00 | 0.51 | 8.34 b | 8.42 b |
| SE | 0.34 | 2.46 | 0.009 | 0.007 | 0.17 | 0.19 |
| LSD | 0.984 | 6.92 | 0.026 | 0.02 | 0.495 | 0.536 |
| Fat content | ||||||
| FF | 13.69 a | −68.04 b | 1.01 | 0.51 b | 7.01 a | 7.11 a |
| RF | 15.88 b | −77.62 a | 1.02 | 0.49 a | 7.84 b | 8.01 b |
| SE | 0.34 | 2.46 | 0.008 | 0.007 | 0.17 | 0.19 |
| LSD | 0.984 | 6.92 | 0.026 | 0.02 | 0.495 | 0.536 |
| Heat treatment | ||||||
| 2 (73 °C/16 s) | 13.84 a | −66.62 a | 0.99 a | 0.51 a,b | 6.95 | 6.90 a |
| 4 (85 °C/16 s) | 14.86 a,b | −78.16 b | 1.03 b | 0.51 a,b | 7.55 | 7.84 b |
| 5 (100 °C/16 s) | 14.53 a,b | −72.39 a,b | 1.01 a,b | 0.52 b | 7.57 | 7.67 b |
| 6 (90 °C/5 min) | 15.91 b | −74.15 a,b | 1.02 b | 0.48 a | 7.64 | 7.83 b |
| SE | 0.49 | 3.48 | 0.01 | 0.01 | 0.24 | 0.26 |
| LSD | 1.39 | 9.79 | 0.037 | 0.028 | 0.7 | 0.758 |
| Storage | ||||||
| 5 day | 14.64 | −74.09 | 1.01 | 0.52 | 7.48 | 7.62 |
| 20 day | 14.93 | −71.06 | 1.01 | 0.50 | 7.37 | 7.50 |
| SE | 0.34 | 2.46 | 0.009 | 0.07 | 0.17 | 0.19 |
| LSD | 0.984 | 6.92 | 0.026 | 0.02 | 0.495 | 0.536 |
| Index | %WSN | %WSN/TN | %TCAN | %TCAN/WSN | ||||
|---|---|---|---|---|---|---|---|---|
| Days | 5 | 20 | 5 | 20 | 5 | 20 | 5 | 20 |
| Full-Fat Cheese (FF) | ||||||||
| Homogenization | ||||||||
| H | 0.166 a | 0.194 a | 10.29 b | 13.11 b | 0.061 a | 0.086 a | 37.52 a | 44.04 a |
| UH | 0.180 b | 0.208 b | 9.79 a | 11.54 a | 0.086 b | 0.103 b | 48.05 b | 49.61 b |
| SE | 0.0026 | 0.0045 | 0.161 | 0.408 | 0.0021 | 0.0025 | 1.28 | 1.05 |
| LSD | 0.0079 | 0.0136 | 0.482 | 1.22 | 0.0062 | 0.0074 | 3.84 | 3.15 |
| Heat treatment | ||||||||
| 2 (73 °C/16 s) | 0.199 d | 0.224 c | 11.71 d | 13.484 c | 0.087 c | 0.109 c | 43.54 c | 48.93 b |
| 4 (85 °C/16 s) | 0.182 c | 0.209 b,c | 10.80 c | 13.147 b,c | 0.085 c | 0.105 c | 49.59 b | 50.76 b |
| 5 (100 °C/16 s) | 0.162 b | 0.192 a,b | 9.33 b | 11.671 a,b | 0.068 b | 0.090 b | 42.01 b | 46.87 b |
| 6 (90 °C/5 min) | 0.148 a | 0.180 a | 8.32 a | 10.997 a | 0.054 a | 0.074 a | 36.01 a | 40.73 a |
| SE | 0.0037 | 0.0064 | 0.228 | 0.5781 | 0.0028 | 0.0035 | 1.81 | 1.48 |
| LSD | 0.0112 | 0.0191 | 0.683 | 1.733 | 0.0090 | 0.0105 | 5.42 | 4.45 |
| Reduced-Fat Cheese (RF) | ||||||||
| Homogenization | ||||||||
| H | 0.173 a | 0.188 a | 9.52 a | 9.79 a | 0.097 b | 0.115 b | 53.91 b | 64.25 b |
| UH | 0.225 b | 0.252 b | 10.91 b | 12.89 b | 0.077 a | 0.092 a | 36.20 a | 38.60 a |
| SE | 0.0090 | 0.0037 | 0.423 | 0.227 | 0.0055 | 0.0032 | 2.18 | 1.54 |
| LSD | 0.0251 | 0.0110 | 1.272 | 0.664 | 0.0167 | 0.0098 | 6.69 | 4.67 |
| Heat treatment | ||||||||
| 2 (73 °C/16 s) | 0.219 b | 0.253 b | 11.21 b | 13.04 a | 0.095 b | 0.106 b | 36.96 a | 42.03 a |
| 4 (85 °C/16 s) | 0.204 b | 0.212 b | 10.38 b | 10.96 c | 0.098 b | 0.111 b | 49.08 b,c | 53.54 b |
| 5 (100 °C/16 s) | 0.212 b | 0.229 b | 11.12 b | 12.08 b | 0.069 a | 0.088 a | 40.06 a,b | 52.25 b |
| 6 (90 °C/5 min) | 0.150 a | 0.189 a | 8.16 a | 9.27 d | 0.085 a,b | 0.108 b | 54.11 c | 57.88 b |
| SE | 0.0133 | 0.0052 | 0.620 | 0.302 | 0.0080 | 0.0043 | 3.11 | 2.17 |
| LSD | 0.0376 | 0.0155 | 1.879 | 0.966 | 0.0240 | 0.0139 | 9.84 | 6.61 |
| Factors | Appearance 0–10 | Texture 0–40 | Flavour 0–50 | Total Score 0–100 |
|---|---|---|---|---|
| Homogenization | ||||
| H | 9.04 | 32.73 | 39.47 | 77.94 |
| UH | 8.98 | 33.08 | 38.96 | 78.37 |
| SE | 0.07 | 0.50 | 1.06 | 2.41 |
| LSD | 0.21 | 1.45 | 3.02 | 6.90 |
| Fat-content | ||||
| FF | 8.84 a | 32.78 | 38.50 | 79.60 |
| RF | 9.18 b | 33.04 | 39.93 | 76.71 |
| SE | 0.07 | 0.50 | 1.06 | 2.41 |
| LSD | 0.21 | 1.45 | 3.02 | 6.9 |
| Heat treatment | ||||
| 2 (73 °C/16 s) | 9.00 | 33.03 | 37.14 | 75.23 |
| 4 (85 °C/16 s) | 8.95 | 32.56 | 40.00 | 79.87 |
| 5 (100 °C/5 min) | 9.02 | 33.16 | 39.07 | 78.31 |
| 6 (90 °C/16 s) | 9.06 | 32.90 | 40.65 | 79.22 |
| SE | 0.10 | 0.70 | 1.46 | 3.34 |
| LSD | 0.29 | 2.01 | 4.27 | 9.50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lepesioti, S.; Zoidou, E.; Lioliou, D.; Moschopoulou, E.; Moatsou, G. Quark-Type Cheese: Effect of Fat Content, Homogenization, and Heat Treatment of Cheese Milk. Foods 2021, 10, 184. https://doi.org/10.3390/foods10010184
Lepesioti S, Zoidou E, Lioliou D, Moschopoulou E, Moatsou G. Quark-Type Cheese: Effect of Fat Content, Homogenization, and Heat Treatment of Cheese Milk. Foods. 2021; 10(1):184. https://doi.org/10.3390/foods10010184
Chicago/Turabian StyleLepesioti, Sofia, Evangelia Zoidou, Dionysia Lioliou, Ekaterini Moschopoulou, and Golfo Moatsou. 2021. "Quark-Type Cheese: Effect of Fat Content, Homogenization, and Heat Treatment of Cheese Milk" Foods 10, no. 1: 184. https://doi.org/10.3390/foods10010184
APA StyleLepesioti, S., Zoidou, E., Lioliou, D., Moschopoulou, E., & Moatsou, G. (2021). Quark-Type Cheese: Effect of Fat Content, Homogenization, and Heat Treatment of Cheese Milk. Foods, 10(1), 184. https://doi.org/10.3390/foods10010184