Abstract
Power take-off (PTO) shafts are widely used in agricultural machinery to directly power implements with the tractor’s engine. While the operating conditions such as dirt, weather, peak loads and utilization greatly influence a PTO shaft’s lifetime, proper maintenance, especially lubrication, is necessary for an appropriate operation and maximum lifetime. Hence, this paper evaluates the potential for saving resources during maintenance by using a digital maintenance assistant. To simulate and study the cost of PTO shafts for agricultural implements, an investigation of the lubrication process of PTO shafts was carried out on several test farms. In practice, two extremes are common: Either far too much grease is used for best possible lubrication, or the PTO shaft is not lubricated at all. To simulate the annual cost of maintenance, three scenarios were calculated and compared: “Maintenance before usage” and “no maintenance” as extreme scenarios and “maintenance according to the manufacturer’s specifications” by a digital maintenance assistant as an optimum scenario. The simulation of different maintenance scenarios shows a reduction in maintenance costs of up to 93.8%, an average reduction of lubricants by 86.3% and an average labor time reduction by 81.8% for the case of “maintenance according to the manufacturer’s specifications”. The results of this work show that there is potential for major savings using a digital maintenance assistant. This development could be the first step towards the digitalization of maintenance activities on agricultural farms.
1. Introduction
1.1. State of the Knowledge
Like in all areas of the economy, digitalization and automation have huge influence on agriculture and effect constant change and technological advancement. The megatrend “digitalization” is especially accelerating developments in many areas to increase production throughout the industry [1]. Today, the power take-off (PTO) shaft is the dominant power interface between the tractor and an implement. Its task is to transmit the power of the engine to the mounted implement [2]. Among other tractor-machine interfaces, the PTO shaft is the only one that can directly transmit engine power and is thus widely used throughout the world [3]. Agricultural PTO shafts are very different from those required in construction machinery or car manufacturing [4] and are characterized by large deflection angles of up to 80°, large changes in length, quick-release end connections, overload clutches and shaft guards whose performance is controlled by industry standards and sometimes required by law; all these together lead to a special and unique design [2].
State of the art tractors and implements with electronic control units are provided with connectivity and communication interfaces, which support the digitization of farming processes. Unfortunately, some implements are purely mechanical and thereby cannot provide any digital interface. Therefore, the PTO shaft comes into focus and gives the possibility to provide application-based data on loads, utilization and working conditions for at least any kind of PTO-driven application.
As a previous evaluation shows, the maintenance of PTO shafts is done without any support from digital systems. To achieve a long lifetime for PTO shafts, they are often lubricated before each use instead of according to the intervals specified by the manufacturers. On one hand, this results in increased labor time and, on the other, in increased consumption of operating resources. The opposite of maintaining a PTO shaft before every use would be a scenario in which the PTO shaft is not maintained at all to save labor time and costs of consumables. This can be due to ignorance or a lack of time, but this scenario dramatically increases the risk of a PTO shaft failure as friction and wear are accelerated [5]. Additionally, a PTO shaft failure results in secondary costs for labor time and spare parts when a repair is required, and opportunity costs for the lost productivity [6]. To minimize the unnecessary labor, material and failure costs due to suboptimal maintenance, the PTO shaft manufacturer could usefully develop a digital maintenance assistant for time- and cost-efficient maintenance of PTO shafts. It would consist of a sensor system linked to a smartphone application to record the operating activity of the PTO shaft, enabling better planning and optimization of maintenance and repair intervals based on the specifics of the shaft. Efficiency benefits are expected as a result of reduced operating expenditure on lubricants, saved labor time, and an increased lifetime of the PTO shaft. At the same time, environmental impacts from excessive use of lubricants can be reduced. In the field of science, the digitization of PTO shafts also provokes additional research questions. By implementing sensors on agricultural PTO shafts, it will be possible to digitize all implements, including older models that are not digitally connected, and monitor the condition of an implement in general.
Scientific studies about such a detailed maintenance process are rare at this time. In some practically relevant simulations, only lump values are used to calculate machine-use and maintenance-necessity [7]. The industry and the manufacturers themselves also have no reliable data on this. For an initial contribution to closing these research gaps, a collaboration between a university research institute and a PTO shaft manufacturer was conducted.
1.2. Evaluating the Current Practical Use and Maintenance of PTO Shafts
Today, there are several different ways to determine the right intervals for maintenance of machines to minimize downtime. For example, there are systems which use predictive software related to the clutch of the tractor [8], changes in the quality of engine oils [9], or vibration analysis of the machine [10]. Equally, there are a large number of studies about the necessity of proper lubrication of agricultural tractors to ensure their proper functionality [11]. So far, however, an explicit analysis of maintenance intervals for PTO shafts has not been conducted.
Through an online survey on current requirements and problems of agricultural PTO shafts, various damage potential and performance parameters of different machines in various fields of agricultural applications were collected from farmers and contractors in southern Germany. In the survey, in which the main activity of the respondents is in the agricultural sector (89.3%), more than 80% of the respondents have already experienced defects on PTO shafts. According to the response, the damage distribution is 39% for a universal joint, 31% for the shaft guard, 19% for the telescopic sections and 9% for the coupling. The survey showed that the most frequent cause of defect for all components is wear, which is also one of the main reasons given for material failure in the literature [5]. The wear is highest for shaft guards and universal joints. Overload often occurs during power-intensive work such as tillage; it can generally be induced by load peaks and acting on the telescopic section of the PTO shaft, according to the respondents to a previous survey. When looking at machines that are particularly vulnerable to PTO shaft failures, manure tanks, self-loading forage wagons, and large balers are the most susceptible in addition to implements that have consistently high operating torque and frequently occurring load peaks, such as power mowers or power harrows.
In order to understand the maintenance mentality of machine users, another survey was performed, in which farmers and agricultural contractors were asked about digital systems to support documentation of PTO shaft maintenance. PTO maintenance does not have the same importance on the farms as general maintenance work on other machines. When asked how general maintenance work is currently documented on the farms, 56% stated that maintenance work is documented with paper and pen or digitally (Microsoft Excel, farm management system) [12]. When asked specifically about the documentation of PTO shaft maintenance, only 5% of the respondents reported documenting it at all. The mentality on farms regarding PTO maintenance then leads to this inference: 54% of the respondents know that there are specific maintenance intervals for different types of PTO shafts, but why do only 46% of them follow the specific maintenance intervals? When asked whether a digital system that reminds them of maintenance intervals and facilitates the process could be used, 62% of the respondents could imagine using such a system.
1.3. Science of Ergonomics
For a meaningful analysis of the actual state of labor time, it is essential to collect data about the labor time and put it in context with human power, work and time [13]. Due to the shift from manual work to powerful machines in the course of mechanization in the past decades, the human work today is maintaining and operating the machines used for the actual task [14]. This process was additionally expedited by the migration of the rural population into cities, which induces a more economic use of the remaining human power [15].
To obtain a labor-time-cost approach for the process of lubricating a PTO shaft, it is necessary to record the time needed for the lubrication processes of the PTO shaft. Since labor time studies of maintenance on agricultural PTO shafts are a previously unexplored field, a labor time survey of the lubrication process of agricultural PTO shafts was carried out for the first time.
2. Materials and Methods
2.1. Labor Time Analysis
To collect a variety of data to prepare for the study, a selection of agricultural operations from various locations and of a range of sizes which use several PTO shafts were investigated. Both traditional farms and contractors were selected due to the different use of the machines and due to the possibly different service mentality of the operators. Since contractors usually own specialized machinery which needs to work without failure, good maintenance and low downtime are prerequisites for a competitive business. Often, skilled workers are permanently employed to ensure that the machines are in top working order.
A total of five farms using agricultural PTO shafts were visited, all located in Germany. The maintenance process was recorded as a video with a smartphone (Apple iPhone X, 1080p HD, 60 fps; Apple Inc., Cupertino, CA, USA). The smartphone was handheld and followed the farmers during their maintenance process. The farmers were not informed about the object of the investigation to avoid any misrepresentation of the lubrication process.
PTO shafts are available with standard joints and wide-angle joints (see Figure 1). The differences in the lubrication time of these two designs are a result of the different number of grease zerks and their accessibility. While only two grease zerks need to be lubricated in the case of a standard PTO shaft, this can be four to five in the case of a wide-angle PTO shaft. For a consistent analysis, the two halves of a PTO shaft are considered separately, as a PTO shaft can have two single joints, two wide-angle joints or a combination of both. Due to this approach, the labor time for the two different joint types with their individual amount of grease zerks can be analyzed and compared [16]. According to Winkler et al. (2014) [17], the work can be divided into three working time phases: the main time, which refers to the actual work that has to be done to complete a task, the time of interruption, which refers to unplanned interruptions of the main time, and the secondary time, which refers to planned activities that are necessary to complete the task. In this model, the authors suggest that the three single phases can be subdivided into more precise steps, which would include maintenance as part of the secondary time. This implies, that maintenance itself is not subdivided any further and therefore is not yet examined in detail. To reach that goal, the maintenance time for each joint was subdivided into the four work phases of assembly, search, cleaning and lubricating to describe the labor as exactly and systematically as possible [18]. In this model, the assembly phase is not the dismantling of the entire PTO shaft, but the assembly of shaft guards on the PTO shaft halves themselves. The search phase describes the sub-step in which the user searches for the individual grease zerks on the joints. This can be done by rotating the PTO shaft or bending the joint. In the cleaning phase, the grease zerk is wiped with a cloth before the actual lubrication process to prevent superficial dirt and dust from entering the joints. The lubrication phase is the actual main phase of the lubrication process. Here, the user places the lubrication head on the grease zerk and uses the grease pump to pump the lubricant into the joint. From the collected data, an average lubrication time is calculated for a standard joint and for a wide-angle joint.
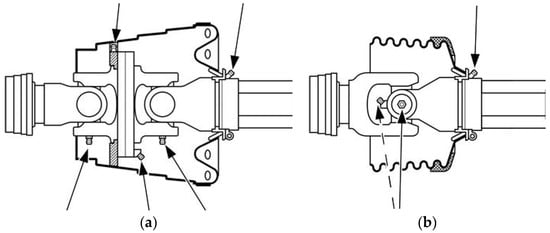
Figure 1.
Comparison of a wide-angle joint (a) and a standard joint (b) with their respective lubrication zerks.
2.2. Cost Calculation for Maintaining a PTO Shaft
To calculate the annual costs for the maintenance of a PTO shaft, three different maintenance scenarios are simulated by the authors in this paper. The first scenario assumes maintenance of the PTO shaft before every usage as an extreme scenario. This approach uses too much grease to keep the PTO shaft lubricated and to prevent the machine from failure, which is very time- and resource-consuming. The second scenario assumes maintenance is performed according to the PTO shaft manufacturer’s specifications, which in this case will be Walterscheid’s existing Service-Plus System [19]. Additionally, their newly developed digital maintenance assistant, the Walterscheid Service Assistant Application [20] is tested and evaluated. It helps to identify the precise operation time of the PTO shaft in use and maintain it as the manufacturer specifies by giving the right maintenance intervals for every specific PTO shaft type. Therefore, the PTO shaft in use is identified via the smartphone app using a QR-code printed on the PTO shaft. Information about the PTO shaft and the environment is gathered and used for calculation of the optimum maintenance intervals. The digital maintenance assistant reminds the user to maintain the PTO shaft only when maintenance is needed, shows additional information about the amount of grease input and positioning of the grease zerks, and general information about the PTO shaft to ease the identification. The third scenario assumes no maintenance at all, which does not consume any labor time or lubrication costs but leads to a dramatically increased risk of machine failure.
The costs are calculated by considering the quantity of lubricant used, the time determined for the lubrication and a possible probability of failure according to the scheme in Figure 2.
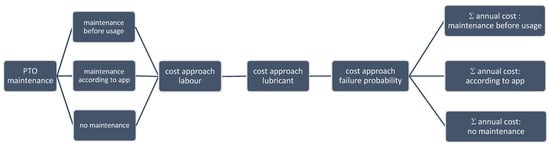
Figure 2.
Cost calculation schematic for the maintenance of a PTO shaft for three maintenance scenarios.
The quantity of lubricant which is used for the “maintenance according to the manufacturer’s specifications” is based on internal test results from Walterscheid’s test lab and various practical farm operations. The probability of failure can be assumed as a lifetime reduction of about 60 to 70% for standard joints when used intensely, and 75 to 80% for wide angle joints when maintenance is omitted.
2.3. Calculation Formula
To obtain a cost estimation for the lubricant and the working time, the authors considered it essential to determine the respective maintenance interval of the joint, the guard bearings as well as the profile tubes and the quantity of lubricant required for proper lubrication. Maintenance intervals are derived directly from the Walterscheid Service-Plus System graphic, a maintenance table provided by the PTO shaft manufacturer [19].
The annual lubricant consumption for the scenarios “maintenance before usage” (LCBU) and “maintenance according to manufacturer’s specifications” (LCMS) are derived from the following formulas:
To calculate the final annual costs of lubricants in the scenarios, the calculated quantities are then multiplied by the cost for lubricants, which is taken from a market analysis and uses the price for one kilogram of lithium saponified grease of consistency class NLGI-2 of €16.23 [21]. For the “no maintenance” scenario, no calculation of lubricant quantities is incurred, as maintenance is completely dispensed with.
The annual labor time for “maintenance before usage” (LBU)and “maintenance to manufacturer’s specifications” (LMS) is calculated from the following formulas:
The labor cost is subsequently calculated at an hourly rate of €21.00 [22].
As with the lubricant quantities, there is no approach for the labor input for maintenance in the “no maintenance” scenario since no maintenance is performed.
For the scenarios “maintenance according to manufacturer’s specifications” and “maintenance before usage”, the approach for a failure probability of the PTO shaft is omitted. Since the lifetime reduction for “no maintenance” differs for standard and wide-angle joints, the calculation formula results in different failure probabilities for the two joint types. According to the service life diagram provided by Walterscheid, a service life of 1000 h is assumed for PTO shafts [23]. Therefore, the cost of failure in the “no maintenance” (CoF) scenario can be calculated as followed:
The cost of a failure is calculated for both joints of a PTO shaft before it is added to obtain the annual cost of the PTO shaft maintenance. To simplify the calculation, an Excel tool was programmed by the authors in which the maintenance intervals of the various PTO shaft types and the respective lubricant quantities are stored. Therefore, the costs can be calculated quickly and easily using an input screen.
2.4. Practical Simulation
To be able to apply the maintenance scenarios from above in practice, different application cases are simulated by the authors. The running costs for a PTO shaft per year depends on the extent of use per year, labor costs, lubricant costs, operating conditions, and the price of a new PTO shaft. To calculate the maintenance scenarios, three different machines were chosen as examples: A large baler (Claas KGaA mbH, Harsewinkel, Germany), a feed mixer (Siloking Mayer Maschinenbau GmbH, Tittmoning, Germany), and a manure tank (Zunhammer GmbH, Traunreut, Germany). The large baler was chosen to represent machinery used intensely during a short period of the year for harvesting hay and straw. The machine load for the PTO shaft during the usage is extreme because the PTO shaft is running at high speed and joint angles while cornering can be very high. Large baler PTO shafts usually consist of one standard joint and one wide-angle joint. The feed mixer, which is used to feed dairy cattle, was chosen as it represents the opposite of the large baler: It is mostly used twice a day for short, scheduled times and with almost no joint angles used. The feed mixer PTO shafts usually consist of two standard joints. Finally, the manure tank was chosen because of its variable use of the PTO shaft, as there is almost no load during pumping manure inside but load and deflection angles can be high during the application of manure on the fields. Additionally, in the previous survey, the manure tank was identified as particularly vulnerable to PTO shaft failures. Like a large baler, on a manure tank, the PTO shaft usually consists of one standard and one wide-angle joint. For the large baler and the feed mixer, the measured labor times from the experimental farms were calculated. For the costs of the manure tank, a basic assumption was made: the average number of animals on a German dairy farm of 69.7 cows [24] was multiplied by the average amount of manure produced by the most common German cattle breeds of Frisian and Fleckvieh [18] of 25.22 cubic meters.
3. Results
3.1. Labor Time Analysis
During the experimental period in spring 2021, a total of 33 lubrication processes of PTO shafts could be recorded on five test farms. Out of the PTO shafts evaluated, 18 had two standard joints, 14 had wide-angle joints on one side and one had wide-angle joints on both sides, which leads to a total of 50 individual standard joints and 16 wide-angle joints of various PTO shaft types from different manufacturers. A further point for evaluation which was not considered for this time measurement study was the type of grease pump used by the farmer for the lubrication process. It can be assumed that there is a difference in time needed for the lubrication phase itself when using an automated grease pump instead of a manual one. Before the actual lubrication process can be started, in some cases the PTO shaft needs to be removed from the machine and put back on when the lubrication process is finished. Based on the described examination, an average time of 69 s is needed to dismantle and remount a PTO shaft with two standard joints, while for a PTO shaft with at least one wide-angle joint, 72 s are needed. On average, the time required for the complete process of lubricating a standard joint was 49 s. A maximum of 166 s and a minimum of 13 s were required. For a wide-angle joint, users required an average of 100 s, with a maximum of 204 s and a minimum of 45 s (Figure 3, Table 1). The wide-angle joint has a more complex structure with more grease zerks than the standard joint, which results in this difference in lubrication times.
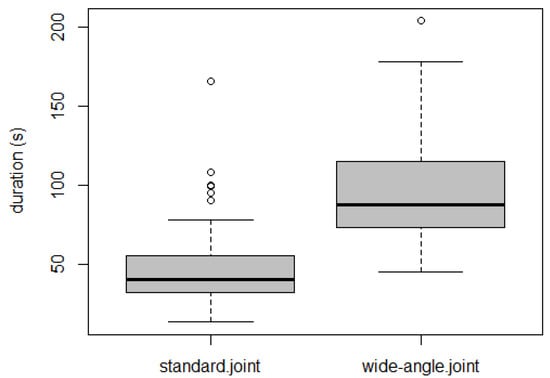
Figure 3.
Duration of complete lubrication, differentiated by joint design; n (standard joint) = 50; n (wide-angle joint) = 16; outliers presented as circles.

Table 1.
Mean, maximum and minimum of the duration of a lubrication process in seconds as well as number of PTO shaft types.
The results of the maintenance process according to work phases are shown in Figure 4. The assembly phase took up the largest proportion of time for standard joints, while for wide-angle joints it only was the second most time-consuming phase. For standard joints, the second most time-consuming phase was the search for the grease zerks followed by the actual lubrication phase. For wide-angle joints, the lubrication phase was the most time-consuming before the assembly and search phases. The cleaning phase plays only a minor role for both types of joints.
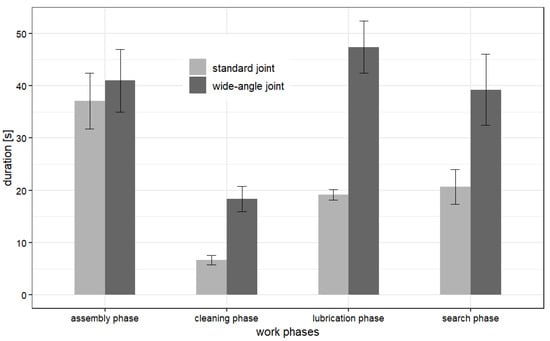
Figure 4.
Mean values of the work phases by PTO shaft type, with standard error.
The mean time for the assembly phase was 37 s with a maximum of 62 s and a minimum of 19 s for a standard joint, and a mean time of 41 s with a maximum of 47 s and a minimum of 35 s for a wide-angle joint. For the lubrication phase of a standard joint, an average time of 19 s was needed with a maximum of 36 s and a minimum of 5 s, while the lubrication of a wide-angle joint needed 47 s on average with a maximum of 91 s and a minimum of 16 s (Table 2, Figure 5). Therefore, it can also be seen that, in general, the maintenance of wide-angle joints requires more time than the maintenance of standard joints.
Table 2.
Mean, maximum and minimum duration values of the work phases in maintaining a standard or wide-angle joint of a PTO shaft.
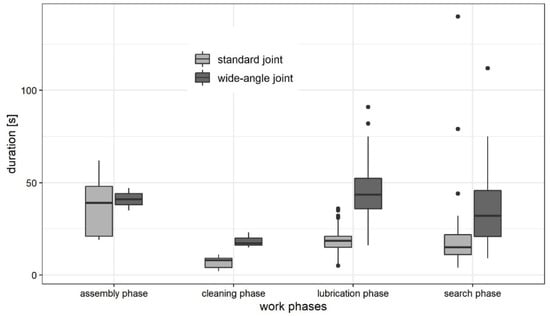
Figure 5.
Scattering of the time needed for the work phases by PTO shaft type.
3.2. Cost Calculation Practical Simulation
Using the previously described approach, the costs of the three practical scenarios were calculated. For the “maintenance according to the manufacturer’s specifications” scenario, the maintenance intervals recommended by the Walterscheid Service-Plus System were used in order to determine the amount of grease and the interval of lubrication. By using the app, the position of each grease zerk on each specific PTO shaft would be identified, as well as the right amount of grease and when to apply it, so none would be missed. For the cost calculations, a PTO shaft with one wide-angle joint and one standard joint was chosen for the large baler and the manure tank, then for the feed mixer a PTO shaft with two standard joints was chosen. The following assumptions were made to calculate the annual costs for the three maintenance scenarios (see also Table 3):
Table 3.
Assumptions for the three machines used in the practical simulation for cost calculations.
- The utilization time of the machine per year in days,
- The utilization time of the machine per year in hours,
- Acquisition costs for a new PTO shaft with appropriate joints for the machine,
- The “maintenance according to the manufacturer’s specifications” per the Walterscheid Service-Plus System (SPS) for every joint [25].
Applying the above-mentioned formula for the large baler on an average use of 30 days per year (175 h), with “maintenance before usage”, the annual grease quantities result in 2.7 kg for the wide-angle joint and 1.5 kg for the standard joint. With “maintenance according to the manufacturer’s specifications”, the wide-angle joint requires 0.39 kg per year and the standard joint 0.04 kg. The annual labor requirement for “maintenance before usage” is 0.83 h for the wide-angle joint, 0.41 h for the standard joint, and an additional 0.6 h per year for removing and assembling the PTO shaft off and onto the machine to lubricate all zerks. If the “manufacturer’s maintenance specifications” are followed, 0.21 h are required per year for lubrication and assembly of the wide-angle joint. 0.02 h are required for lubrication and assembly for the standard joint. If maintenance of the PTO shafts is carried out on all days of operation, this results in costs of €106.84 per year. These costs consist of €68.17 for lubricants and €38.68 for labor. The most favorable variant is “maintenance according to the manufacturer’s specifications” and thus compliance with all lubrication intervals. Here, annual costs of €11.83 are incurred with costs of €6.96 for lubricants and €4.87 for labor. For both scenarios, the probability of failure is not considered. If maintenance is omitted, an assumed lifetime-reduction of 80% for the wide-angle joint results in annual costs of €939.00 for the probability of failure. For the standard joint, with an assumed lifetime-reduction of 70%, costs of €148.93 are incurred (€1087.92 in total). In the calculation for the “no maintenance” scenario, only the price for a new joint and no costs for lubrication and labor are assumed. Additionally, there are secondary costs and opportunity costs such as the labor time which cannot be used productively or the time which needs to be taken to repair the broken machine. The costs for the different maintenance scenarios for the large baler are displayed in Figure 6.
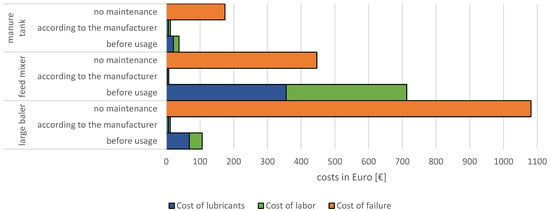
Figure 6.
Results of the total annual cost calculation for the large baler, the feed mixer, and the manure tank in Euro (€).
Regarding the feed mixer, with “maintenance before usage” 10.95 kg of grease will be used throughout the year per standard joint. Maintaining the joints as considered by the manufacturer’s specifications, every joint will be lubricated with only 0.11 kg of grease per year. The annual labor for “maintenance before usage” is 4.97 h per joint with an additional 7.0 h for assembly. Compared to this, the “maintenance according to the manufacturer’s specifications” needs 0.17 h for lubrication and assembly in total. Calculating the costs for “maintenance before usage”, a total of €711.01 is reached, consisting of €355.44 for lubricants and €355.57 for labor. Compared to this, the “maintenance according to the manufacturer’s specifications” approaches just 1% of the costs with €7.11 in total, consisting of €3.55 for lubricants and €3.56 for labor. For the feed mixer, the “no maintenance” scenario is not as costly as the “maintenance before usage” scenario with a cumulated cost of €446.52 for replacing the broken PTO shaft. This cost results from the lifetime reduction of omitted maintenance of 70%. Just as for the large baler, in the “no maintenance” scenario for the feed mixer, costs for lubrication and labor were not included, nor were any additional secondary costs applied. The results of the calculation for the feed mixer can be seen in Figure 6 as well.
Resulting from the above-mentioned assumption for the manure tank, an average German farm will produce 1757.83 m3 of manure every year, excluding the offspring, which can be brought to the fields in 126 runs using a 14 m3-manure tank. Calculating the “maintenance before usage” scenario, the wide-angle joint will be lubricated with 0.91 kg of grease per year, while the standard joint will be lubricated with 0.39 kg. When lubricating the joints “according to the manufacturer’s specifications”, only 0.37 kg of grease will be used for the wide-angle joint and 0.03 kg for the standard joint per year. The labor time will be reduced from 0.36 h for the wide-angle joint and 0.18 h for the standard joint for “maintenance before usage” to 0.25 h for a wide-angle and 0.03 h for the standard joint when “maintaining to the manufacturer’s specifications”. Additionally, 0.26 h of labor for dismantling the PTO shaft off and onto the machine for “maintenance before usage” can be reduced. For the manure tank, the cost ratio is similar to the cost ratio of the large baler: “maintenance according to the manufacturer’s specifications” is the most cost efficient with €12.22 (€6.37 for lubrication and €5.85 for labor), while “maintenance before usage” is more expensive (€21.10 for lubrication and €16.76 for labor) and the “no maintenance” scenario is the most expensive (no costs for lubrication and labor, €174.45 for replacing the broken PTO shaft, including €25.69 for the standard joint and €148.76 for the wide-angle joint; no secondary costs taken into account). The result of the calculation for the manure tank can be seen in Figure 6.
4. Discussion
4.1. Labor Time Analysis
In this work, a detailed labor time study was carried out to evaluate the maintenance process of agricultural PTO shafts. No detailed studies on this subject were found in the literature prior to this work, except approaches which use lump values to calculate machine-use and maintenance-necessity [7].
The differentiation according to the design of the joints (standard and wide-angle) of the PTO shafts was necessary since the complexity of the two designs results in widely differing maintenance efforts and therefore varied in labor time. A further distribution into the four work phases of assembly, search, cleaning and lubrication, as done by Achilles et al. (2018) [18], proved to be useful and practical. Due to an implementation of a test prior to the study, the four phases could be clearly defined and proven in advance.
Depending on the users and their maintenance mentality, the cleaning phase was often skipped on the farms and thus grease zerks were lubricated without prior cleaning. It is recommended for the lubrication of bearings that the lubrication equipment be kept clean, as dust and sand can damage the bearing surfaces [26]. There can be many reasons for not cleaning the grease zerks including a lack of knowledge about the importance of cleanliness, presumed cleanliness of the grease zerks and the aim to save time. In this context, it should be noted that the sample consists of only 35 maintenance operations. This makes it difficult to give a general statement about the temporal influence of the cleaning phase on the whole maintenance process. To give this generally valid statement for an average operation, the data set would have to be expanded to more operations over a longer period. Due to the scope of this work, a larger sample could not be realized, but this should be taken into account when a comparable study is carried out again, for example, by giving the farmer a prior instruction to specifically include the cleaning phase.
As the results show, it was useful to differentiate the lubrication process according to the type of joint. A standard joint required an average of 49 s for the whole lubrication process, while a wide-angle joint required 100 s on average.
Despite the difference in the design of the standard and wide-angle joints, some upward outliers in the time for the lubrication process of a standard joint can be seen. The usual reason for the increased lubrication time was a difficult assembly of the PTO shaft on the implement, which requires additional time of an average 70 s per lubrication. If the PTO shaft is installed with easy accessibility, the lubrication process is favored enormously. This generally shows that complete and expeditious lubrication of the PTO shaft is highly dependent on the mounting on the implement. If a PTO shaft is attached to the implement or tractor at an optimum working height and is freely accessible, a quick lubrication of the two joints on all grease zerks is possible. This is usually the case when the PTO shaft is installed above the attached drawbar, which is dependent on the manufacturer’s function and design of the tractor or implement and cannot be changed. Additionally, in some cases outliers can be seen in the search phase of the lubrication process. This leads to the presumption that the grease zerks are often hidden or difficult to access while maintaining a joint, which is the case for both standard and wide-angle joints, as Figure 4 has shown. Considering the usage of a service assistant application, the search phase could be reduced to a minimum without any outliers, as the app will visually illustrate the position of each of the grease zerks on the joints to the user. This information can be directly given, as the PTO shaft in use is exactly defined in the assistant application and the positioning is given from the manufacturer’s design of the specific PTO shaft.
Especially for wide-angle joints, the lubrication time depends on the position of the grease zerks in the joint. Modern wide-angle joints are equipped with the zerk assembled in the bearing cap as standard (Figure 7b), which favors lubrication due to improved accessibility. If this is missing or the grease zerk is centered in the cross kit (Figure 7a), the time for lubrication is considerably longer. Standard joints can also have grease zerks installed in the bearing caps. For optimum access to the zerk in the bearing cap, there is a special matching access hole in the shaft guard of the PTO shaft (Figure 8). The access hole in the shaft guard of a PTO shaft in combination with a cross kit with the zerk in the bearing cap can significantly improve the ease of maintenance [25]. By equipping PTO shafts with the zerk in the bearing cap as standard, it can be expected that maintenance procedures may be shortened in the future, making it necessary to update the labor cost calculations. In addition, this could encourage an increased willingness of farmers to properly maintain their PTO shafts. Such a structural adjustment represents an important component for increasing the lifetime of a PTO shaft through regular and proper lubrication.
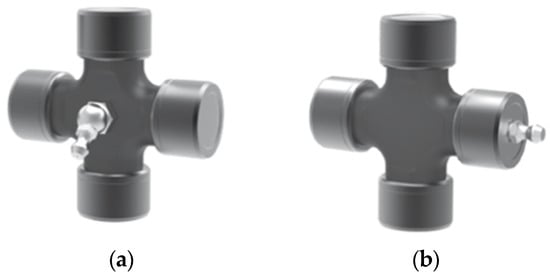
Figure 7.
Positioning of grease zerk. (a) Centered in cross kit; (b) Assembled in the bearing cap on one arm of the cross kit [27].

Figure 8.
Lubrication through an access hole in the shaft guard of the PTO shaft [own photography].
Additionally, it needs to be mentioned that the maintenance procedures for wide-angle joints were delayed due to poor user knowledge of the positions and number of grease zerks. It can be assumed that the average end user does not have enough awareness of the exact number and location of grease zerks. Reasons for this may include perceived routine, no uniform markings and too few conspicuous markings, which can be supported by a service assistant application to ensure the proper lubrication of all grease zerks.
4.2. Cost Calculation
The three cost approaches used for the maintenance of PTO shafts play a major role when considering costs over a defined period. As in other industries, labor costs and the cost for consumables are rapidly increasing in agriculture [22]. For example, lubricants have become approximately 16% more expensive over the past ten years [28], which leads to the need to optimize the lubrication process.
A different cost, which is not considered in this study, would be an approach about the possible environmental pollution due to too much lubricant applied. The grease is squeezed into the grease zerk, through the bearings of the cross kit and partly out of the bearings again, due to too generous lubrication, and therefore released into the environment later. However, it is difficult to accurately measure determine the loss of grease into the environment. For this reason, it was necessary to refrain from quantifying any environmental damage and only contemplate direct costs of lubricating a PTO shaft in this work. To measure the environmental damage monetarily and quantitatively is very difficult, wherefore a further study is carried out as a continuation of this work.
4.3. Practical Simulations
The practical simulations show real-life applications of three different machines on actual farms. Comparative figures in the literature on the utilization of different machines could not be found.
The first practical simulation is of a large baler on a contractor-owned farm, based on a survey of contractors. The scenario of maintenance before usage is close to reality, since according to the survey, the PTO shafts on the large baler are lubricated daily before use. This maintenance strategy leads to increased consumption of grease as well as unnecessary and avoidable labor time. According to Walterscheid’s Service-Plus System and the manufacturer’s specifications, maintenance intervals of 40 h are specified, which results in a significantly more cost-effective scenario. For the large baler, “maintenance according to the manufacturer’s specifications” is therefore approximately 89% cheaper than maintenance before usage and 99% cheaper than no maintenance. As can be seen in Table 4, labor time and grease input can also be reduced dramatically if maintenance is carried out as the manufacturer specifies. It can be assumed that the “no maintenance” scenario on PTO shafts on large balers is rather rare among contractors, as good maintenance and low downtime are prerequisites for a competitive company. The maintenance mentality here therefore tends towards the “maintenance before usage” scenario. It can be expected that the awareness to use correct amount of lubricant during PTO maintenance will increase over time, thus saving a significant amount of lubricant in the long run, which will also save resources.
Table 4.
Reduction of costs, labor time and grease for the large baler from the extreme scenarios to when maintenance is carried out as specified by the manufacturer.
For the second practical simulation, a feed mixer from an actual cattle farm was calculated, where the feed mixer is used twice a day for a total of approximately one hour, according to the survey. In this scenario, the “maintenance before usage” would be by far the most expensive maintenance scenario. Due to the daily use of the feed mixer, the daily maintenance would be one hundred times more expensive than the “maintenance according to the manufacturer’s specifications”. With maintenance intervals of 100 h for the standard PTO shaft and a usage time of one hour per day, maintenance would only be necessary every 100 days. The scenario of “maintenance before usage” is therefore not realistic in reality, while the “no maintenance” scenario with a lifetime reduction of 70% is questionable as well, due to the mild conditions while using the machine. The assumed lifetime reduction of about 70% for the “no maintenance” scenario might differ from case to case. If this reduction is considered as too high, the resulting longer lifetime may be seen as more economical but would still be far from optimum; the “no maintenance” scenario is still not advisable, as the risk of failure over longer periods of time remains increased. As the “maintenance before usage” is not a realistic scenario for the feed mixer, it can be assumed that the machine might be lubricated once a week instead of daily, which still results in higher costs than when lubricating as the manufacturer specifies. Therefore, once a week would suggest a maintenance interval of 7 h, while maintaining a feed mixer would be necessary just once every 100 days with the estimated usage time of one hour per day. This could still lead to annual costs of €101.30 (€50.64 for materials and €50.66 for labor). As weekly maintenance is the more realistic scenario for the feed mixer, this will be considered for the assumptions of possible cost reduction, reductions of labor time and grease reduction, as shown in Table 5.
Table 5.
Reduction of costs, labor time and grease for the feed mixer from the extreme scenarios to when maintenance is carried out as specified by the manufacturer; assumption for the feed mixer: maintenance is carried out once a week instead of daily.
The practical scenario of the manure tank is, as already mentioned, calculated to be based on the average German dairy cattle farm and its production of manure [18,24]. As the young stock is not considered, the absolute aggregation of liquid manure might be even higher than the approximated 1753.83 m³. Considering this would indicate a higher number of manure tanks brought to the fields than the estimated 126 trips, which would result in a longer running time for the PTO shaft. Additionally, the size of the manure tank is a major factor for the number of trips to the fields, as a manure tank with a larger volume would result in fewer trips to the fields. Here, a medium sized manure tank was in use on one of the experimental farms. Even though the data for the manure tank in this work can be considered as underestimated, Table 6 shows the cost reduction for “maintenance according to manufacturer’s specifications” at about 68% compared to the “maintenance before usage” scenario, while the cost reduction compared to the “no maintenance” scenario would be about 93%. Additionally, the reduction of labor time and grease input is remarkable.
Table 6.
Reduction of costs, labor time and grease for the manure tank from the extreme scenarios to when maintenance is carried out as specified by the manufacturer.
On average, from the “no maintenance” scenario to the “maintenance according to the manufacturer’s specifications” scenario, costs can be reduced by approximately 94%, as Table 7 shows. From the “maintenance before usage” scenario to the “maintenance according to the manufacturer’s specifications” scenario, costs can be reduced by 83% on average. As there are no labor time or grease input in the “no maintenance” scenario, there are no savings when comparing to “maintenance according to the manufacturer’s specifications”. If maintenance is carried out as specified by the manufacturer instead of before usage, 82% of labor time and 86% of grease can be saved. The advantage of “maintenance according to the manufacturer’s specifications” compared to the other two maintenance scenarios is therefore unquestionable and can be visualized as seen in Figure 9.
Table 7.
Average reduction of costs, labor time and grease for all three machines from the extreme scenarios to when maintenance is carried out as specified by the manufacturer; additional assumption for the feed mixer: maintenance is carried out once a week instead of daily.
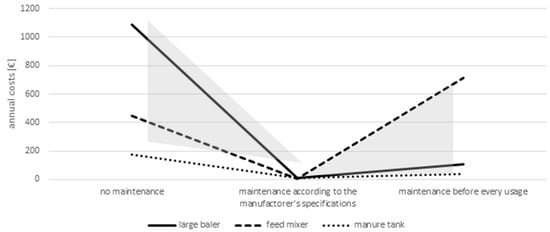
Figure 9.
Visualization of costs for the three different maintenance scenarios.
Figure 9 gives a good overview of the influence of different maintenance strategies on annual costs for different types of machines and for different use cases (daily vs. seasonal use) based on the test farm machines and the simulation model. As this is just a small data set of specific applications, it can be concluded that a big variety of farm machines and maintenance behaviours can be found in the area spanned between the lines of the graph in Figure 9 (grey areas). Even when maintenance is not performed daily but also not according to specifications, the effect on annual costs are drastic when compared to the optimal maintenance strategy.
Altogether it can be considered that the “maintenance according to the manufacturer’s specifications” scenario is the goal to be reached for proper maintenance without increased expenditure for labor or materials. To be able to achieve the optimal maintenance strategy, all relevant information on the product, lubrication and operation hours need to be available in a practical format. To reach this goal, tools such as the Walterscheid Connected Service Assistant can be a huge support for practical use, as the application can store information about the operation hours, the maintenance intervals for the specific joint, the number and location of grease zerks on the PTO shaft as well as the necessary amount of lubricant. Additionally, practical information about the PTO shaft such as the type and size of the PTO shaft, its serial number, the type of grease zerk (centered or in the bearing cap), the time until the next lubrication is necessary for each grease zerk and an overview of the lubrication history is given. Further information about the implement that the PTO shaft is powering, such as the manufacturer and model name, the usage as well as the environment (e.g., working on hard ground or in dust), can be stored for future reference.
5. Conclusions
This work shows the potential for saving resources by maintaining a PTO shaft as specified by the manufacturer supported by a digital service assistant. For this purpose, detailed work-time investigations of the lubrication process were carried out and evaluated. The digital maintenance assistant supports the user in the recording and management of all operating resources, as well as the planning and optimizing of the maintenance and repair intervals with the help of a smartphone app. By lubricating the PTO shaft as specified by the manufacturer, resources and labor time can be saved in the future, and the specified lifetime of the PTO shaft can be achieved. To reduce labor time for maintenance, it is possible through the maintenance assistant to reduce search times by displaying the position of individual grease zerks and by providing guidance how to access them. There is also potential for savings by specifying exact lubricant quantities. The potential monetary benefit of such an application is calculated in this work. To evaluate the possible reduction of cost, labor, and material input, three practical simulations were carried out using a large baler, a feed mixer, and a manure tank as examples. In these simulations, the average cost reduction given by proper lubrication intervals for labor and material is 83% compared to a scenario in which a PTO shaft is lubricated before every usage. Considering a scenario in which maintenance is omitted completely, costs can be reduced by 94% when the PTO shaft is lubricated optimally, and PTO shaft failure is avoided. Evaluating the reduction of labor time necessary for maintaining a PTO shaft before every usage, the optimum scenario saves up to 82% of labor time on average. Equally, the usage of grease can be reduced by 86% on average regarding the optimum scenario compared to the extreme.
The development of a smart PTO shaft that detects the operating activity in combination with an application that gives information about saving resources could be the first step toward the digitization of agricultural PTO shafts. Equipping PTO shafts with smart grease zerks is another possible future scenario as it is conceivable that they could measure the flow rate of a lubricant through the zerk. This could further increase the potential for resource savings and ease the lubrication process for the user. In the field of digitization, there will be many more possible applications for PTO shafts and the monitoring of maintenance work in the future.
Author Contributions
Conceptualization, M.K.; validation, F.R. and M.K.; investigation, F.H.; resources, M.K.; data curation, F.H.; writing—original draft preparation, F.R. and F.H.; writing—review and editing, F.R., M.K. and H.B.; visualization, F.R. and M.K.; supervision, H.B.; funding acquisition, M.K. and H.B. All authors have read and agreed to the published version of the manuscript.
Funding
The project SMART-PTO (281DP10A21) is supported by funds of the Federal Ministry of Food and Agriculture (BMEL) based on a decision of the Parliament of the Federal Republic of Germany via the Federal Office for Agriculture and Food (BLE) under the innovation support programme.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gandorfer, M.; Schleicher, S.; Heuser, S.; Pfeiffer, J.; Demmel, M. Landwirtschaft 4.0-Digitalisierung und ihre Herausforderungen. Publ. Und Vorträge Der Arb. Digit. Farming 2021, 9, 9–19. [Google Scholar]
- Birkmann, C.; Wieckhorst, J.; Frerichs, L. Zapfwellenantriebskonzepte für Standardtraktoren—Historie, Gegenwart, Zukunft. ATZ Offhighway 2017, 10, 78–85. [Google Scholar] [CrossRef]
- Schulz, H. Zum Stand der Zapfwelle. Agrartech. Wissensspeicher 1987, 37, 311–314. [Google Scholar]
- Hilgers, M. Gelenkwelle(n). In Getriebe und Antriebsstrangauslegung; Hilgers, M., Ed.; Springer Vieweg: Wiesbaden, Germany, 2016; pp. 45–46. ISBN 978-3-658-12758-9. [Google Scholar]
- Gagg, C.R.; Lewis, P.R. Wear as a product failure mechanism—Overview and case studies. Eng. Fail. Anal. 2007, 14, 1618–1640. [Google Scholar] [CrossRef]
- Tsimberdonis, A.I.; Murphree, E.L. Equipment Management through Operational Failure Costs. J. Constr. Eng. Manag. 1994, 120, 522–535. [Google Scholar] [CrossRef]
- Kuratorium für Technik und Bauwesen in der Landwirtschaft e.V. MaKost—Maschinenkosten und Reparaturkosten. Available online: https://www.ktbl.de/home/webanwendungen/makost (accessed on 8 June 2022).
- Da Silva, C.; Rodrigues de Sá, J.; Menegatti, R. Diagnostic of Failure in Transmission System of Agriculture Tractors Using Predictive Maintenance Based Software. AgriEngineering 2019, 1, 10. [Google Scholar] [CrossRef]
- Bekana, D.; Antoniev, A.; Zach, M.; Mareček, J. Monitoring of Agricultural Machines with Used Engine Oil Analysis. Acta Univ. Agric. Silvic. Mendelianae Brun. 2015, 63, 15–22. [Google Scholar] [CrossRef]
- Ur Rahman, M.F.; Nawazish Mehdi, S.; Firdous Nikhat, F. Integration and Optimization of Various Conditions Monitoring Method. Int. J. Adv. Res. Eng. Technol. 2019, 10, 30–40. [Google Scholar] [CrossRef]
- Bartz, W.J. Chapter 5: Tractor Lubrication. In Engine Oils and Automotive Lubrication; CRC Press: Boca Raton, FL, USA, 1993; ISBN 9780203757451. [Google Scholar]
- Regler, F.; Hausmann, F.; Krueger, M.; Bernhardt, H. Potential and improvement of maintenance efficiency of agricultural machines by a new digital maintenance assistant. In International Conference on Agricultural Engineering AgEng-LAND.TECHNIK 2022; VDI Verlag GmbH: Düsseldorf, Germany, 2022; pp. 419–428. ISBN 978-3-18092406-9. [Google Scholar]
- Schlick, C.; Bruder, R.; Luczak, H.; Abendroth, B.; Bier, L.; Biermann, H. Arbeitswissenschaft; Springer Vieweg: Berlin/Heidelberg, Germany, 2018; ISBN 978-3-662-56036-5. [Google Scholar]
- Giampietro, M.; Bukkens, S.G.F.; Pimentel, D. General Trends of Technological Changes in Agriculture. Crit. Rev. Plant Sci. 1999, 18, 261–282. [Google Scholar] [CrossRef]
- Auernhammer, H. Landwirtschaftliche Arbeitslehre: Manuskriptdruck der Vorlesung; Eigenverlag der Landtechnik Weihenstephan: Freising-Weihenstephan, Germany, 1986. [Google Scholar]
- Hammer, W. Wörterbuch der Arbeitswissenschaft: Begriffe und Definitionen, 1st ed.; Hanser: München, Germany, 1997; ISBN 3446189955. [Google Scholar]
- Winkler, B.; Frisch, J. Weiterentwicklung der Zeitgliederung für Landwirtschaftliche Arbeiten; Leibniz-Institut für Agrartechnik Potsdam-Bornim e.V. 2014. Available online: https://opus4.kobv.de/opus4-slbp/frontdoor/index/index/searchtype/series/id/6/rows/10/start/21/docId/4183 (accessed on 15 November 2022).
- Achilles, W.; Anter, J.; Belau, T.; Blankenburg, J. Faustzahlen für die Landwirtschaft: KTBL, 15th ed.; Kuratorium für Technik und Bauwesen in der Landwirtschaft e.V. (KTBL): Darmstadt, Germany, 2018; ISBN 9783945088593. [Google Scholar]
- Walterscheid Powertrain Group. Walterscheid GmbH|ServicePlus System. Available online: https://www.walterscheid.com/en/serviceplus/ (accessed on 24 May 2022).
- Walterscheid Powertrain Group. Walterscheid Connected Service Assistant—Jetzt Besser APPschmieren! Available online: https://www.walterscheid.app/ (accessed on 1 June 2022).
- BayWa AG. Kosten für ein Kilo Schmiermittel. Available online: https://www.baywa.de/de/schmierstoffe-betriebsmittel/fett/tectrol-spezial-fett-lx-2- (accessed on 29 September 2021).
- Achilles, W.; Eckel, H.; Eurich-Menden, B.; Frisch, J.; Fritzsche, S.; Funk, M.; Alfred, K.; Grebe, S.; Grimm, E.; Grube, J.; et al. Betriebsplanung Landwirtschaft 2020/21: Daten für die Betriebsplanung in der Landwirtschaft, 27th ed.; Kuratorium für Technik und Bauwesen in der Landwirtschaft e.V. (KTBL): Darmstadt, Germany, 2020; ISBN 9783945088746. [Google Scholar]
- Walterscheid Powertrain Group. Technical Manual: PTO Drive Shafts and Overload Clutches for Agricultural Machinery an Special Power Transmissions. Available online: https://www.walterscheid-group.com/wp-content/uploads/Walterscheid_Technisches_Handbuch_2019.pdf (accessed on 8 June 2022).
- Statistisches Bundesamt. Anzahl der Milchkühe je Betrieb in Deutschland in den Jahren 1995 bis 2021. Available online: https://de.statista.com/statistik/daten/studie/28755/umfrage/anzahl-der- (accessed on 16 May 2022).
- Walterscheid Powertrain Group. Ersatzteilkatalog 2020: Landwirtschaftliche Gelenkwellen und Kupplungen. Available online: https://www.walterscheid-group.com/kataloge/Walterscheid-LGW-Katalog-2020/258/index.html (accessed on 8 June 2022).
- Wittenberger, W. Chemische Betriebstechnik: Ein Hilfsbuch für Chemotechniker und die Fachkräfte des Chemiebetriebes; Dritte, völlig Neubearbeitete Auflage; Springer Vienna: Vienna, Austria, 1974; ISBN 978-3-7091-8365-6. [Google Scholar]
- Comer Industries. EN driveshaft Series: 12/13 Edition. Available online: https://www.comerindustries.com/files/catalogs/Driveshafts_standard_series_PROTETTO.pdf (accessed on 8 June 2022).
- Statistisches Bundesamt. Preise für Landwirtschaftliche Betriebsmittel: 224. Index der Einkaufspreise Landwirtschaftlicher Betriebsmittel. Available online: https://www.bmel-statistik.de/preise/allgemeine-preisstatistik (accessed on 8 June 2022).









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).