
A Novel Agricultural Machinery Intelligent Design System Based on Integrating Image Processing and Knowledge Reasoning

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
- (1)
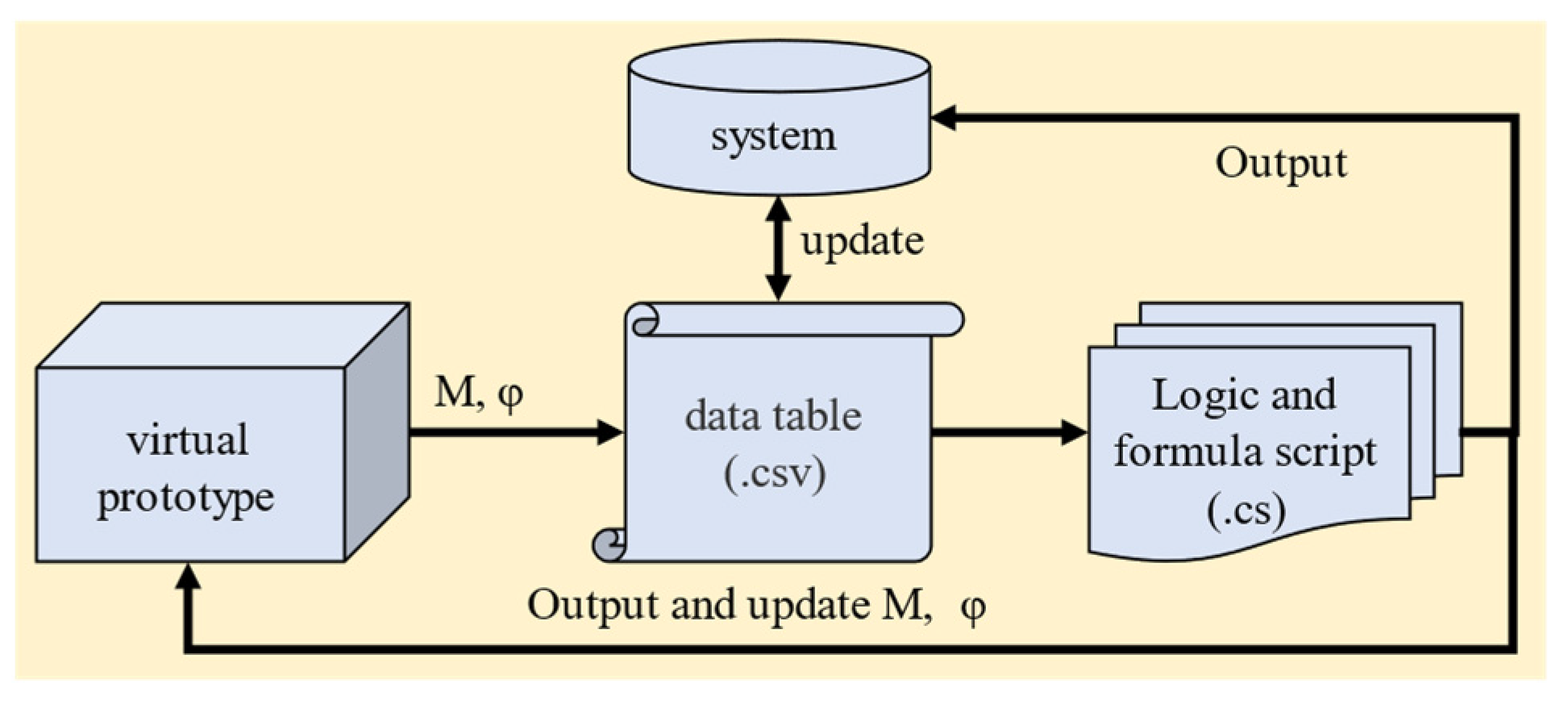
- The system uses the image-processing algorithm, with higher measurement accuracy and trigger, to measure the characteristic parameters of the 3D model of parts and reconstructs the virtual prototype with the simulation appearance, collision, and interference detection function and simulation of the physical characteristics of the 3D model according to the parametric design process of mechanical parts.
- (2)
- The system constructs a knowledge base that can be updated dynamically, infers and updates the data of assembly sequence, assembly benchmark, fit tolerance zone and product interchangeability of the virtual prototype in real-time, and carries out production tests and analyses of the test data. At the same time, the system can freely match the knowledge reasoning program of product tests according to the design requirements, and carry out data analysis flexibly, coherently, and automatically.
- (3)
- According to the assembly logic of key parts of agricultural machinery, the system simplifies the assembly behaviour, uses VR equipment to complete the virtual assembly with stronger interactions and higher immersion, and uses the knowledge base to feed back the analysis results of assembly interference data and user assembly operation specifications in real-time. This helps to improve the efficiency of assembly training of small and medium-sized enterprises.
- (4)
- Based on the virtual reality engine, this paper constructs an intelligent design system for key parts of agricultural machinery with more powerful real-time and calculated functions. Finally, the third-party software evaluation and practical production application test results show that the system is more in line with the actual production situation of small and multi-batch, and changeable production requirements of small and medium-sized enterprises. It can effectively improve the design and production efficiency and reduce the production cost.
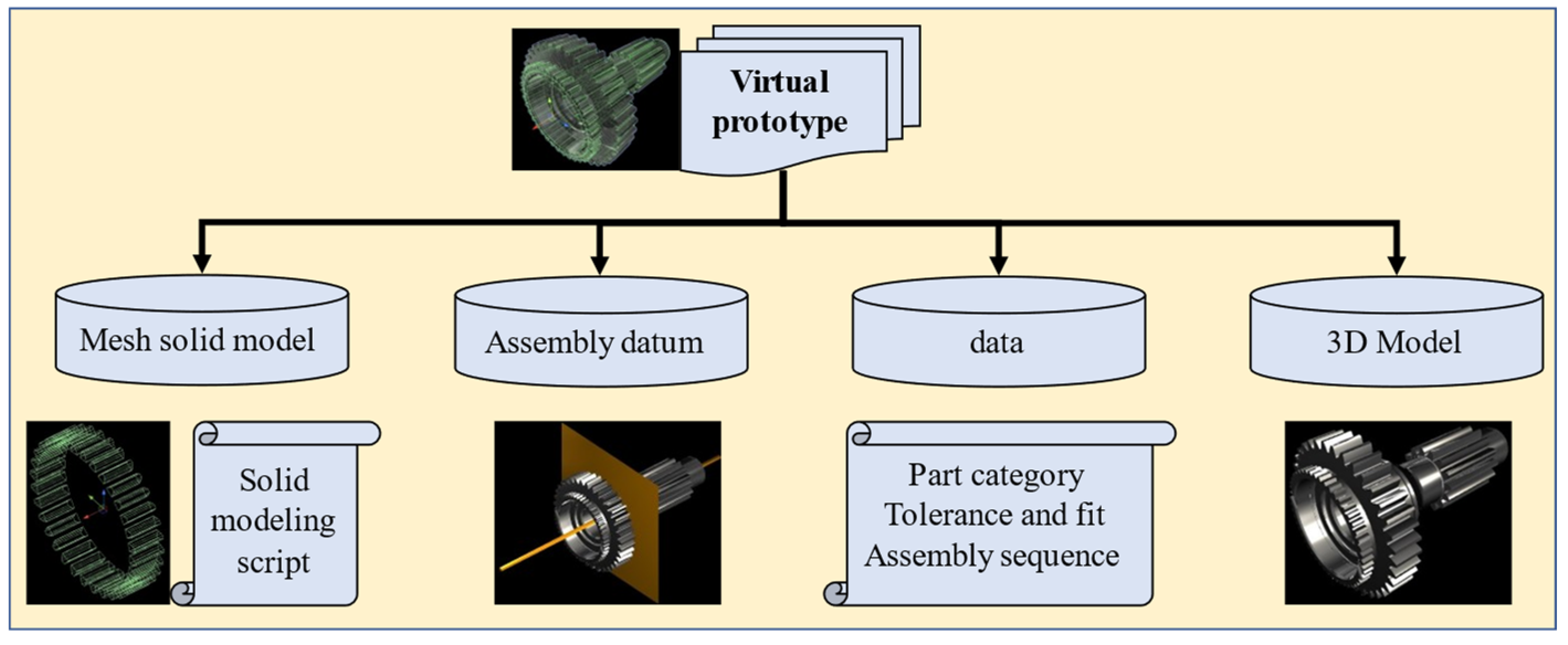
2. Constructing Virtual Prototype
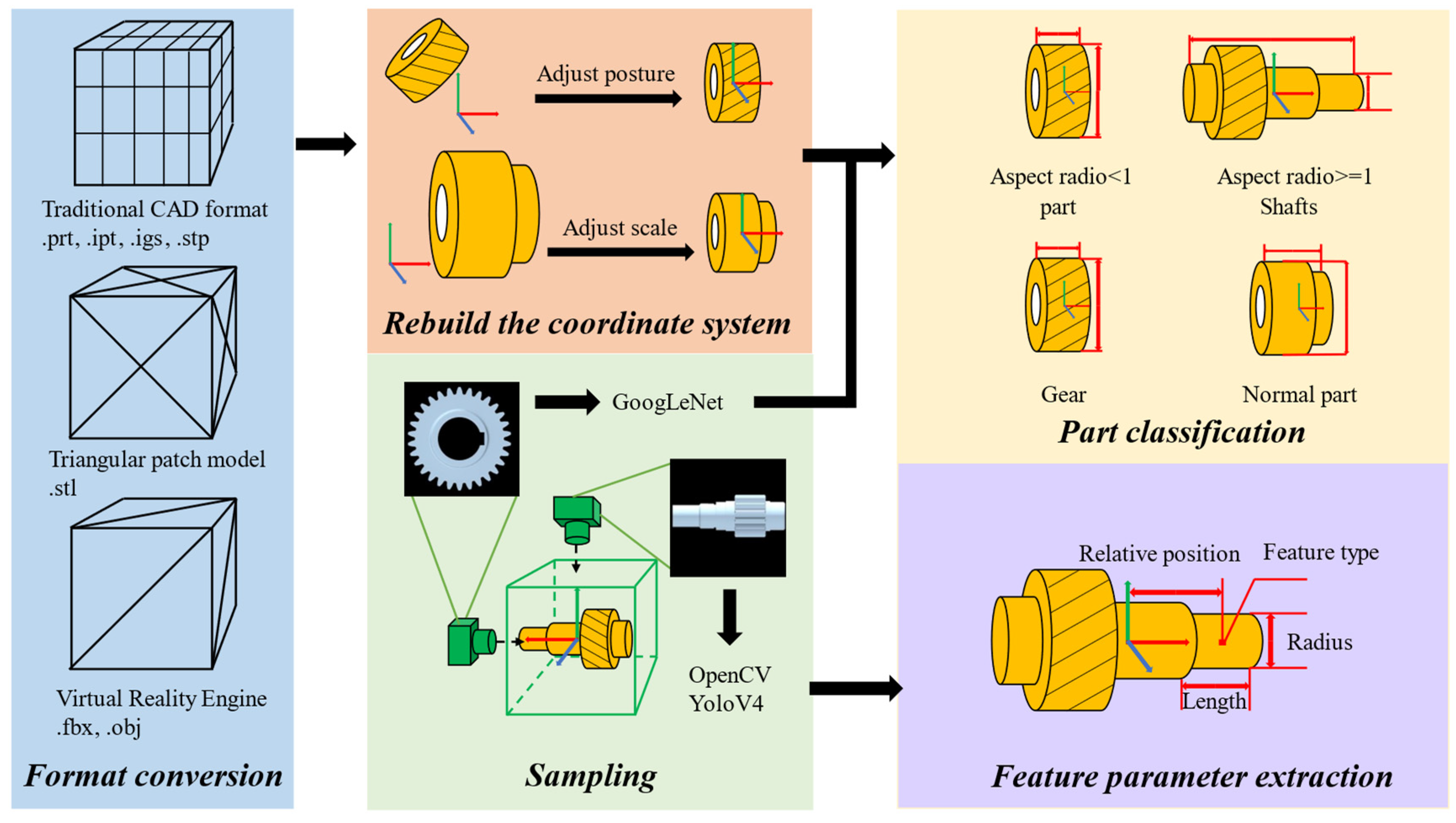
2.1. Construction of the Mesh Solid Model Layer
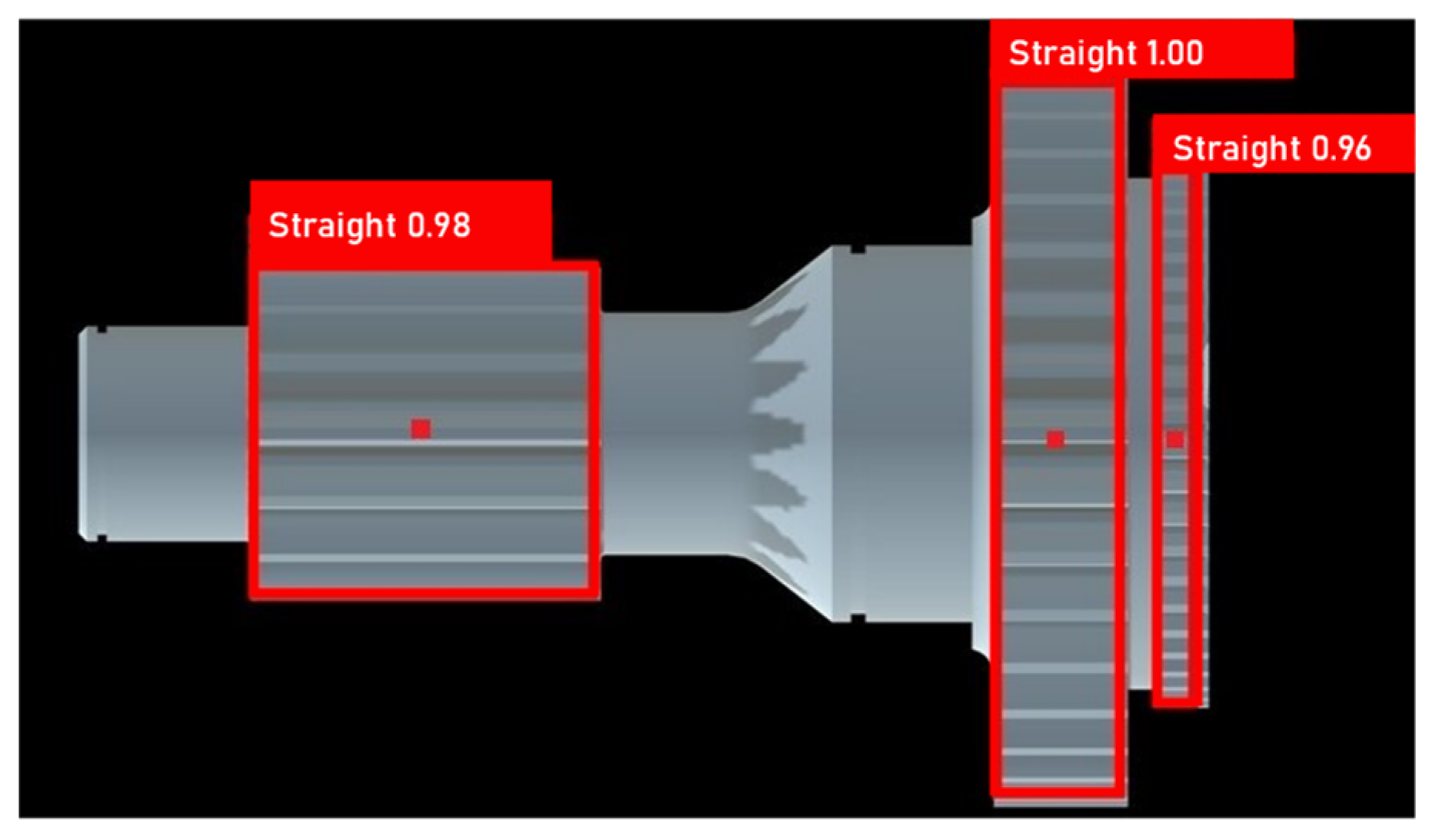
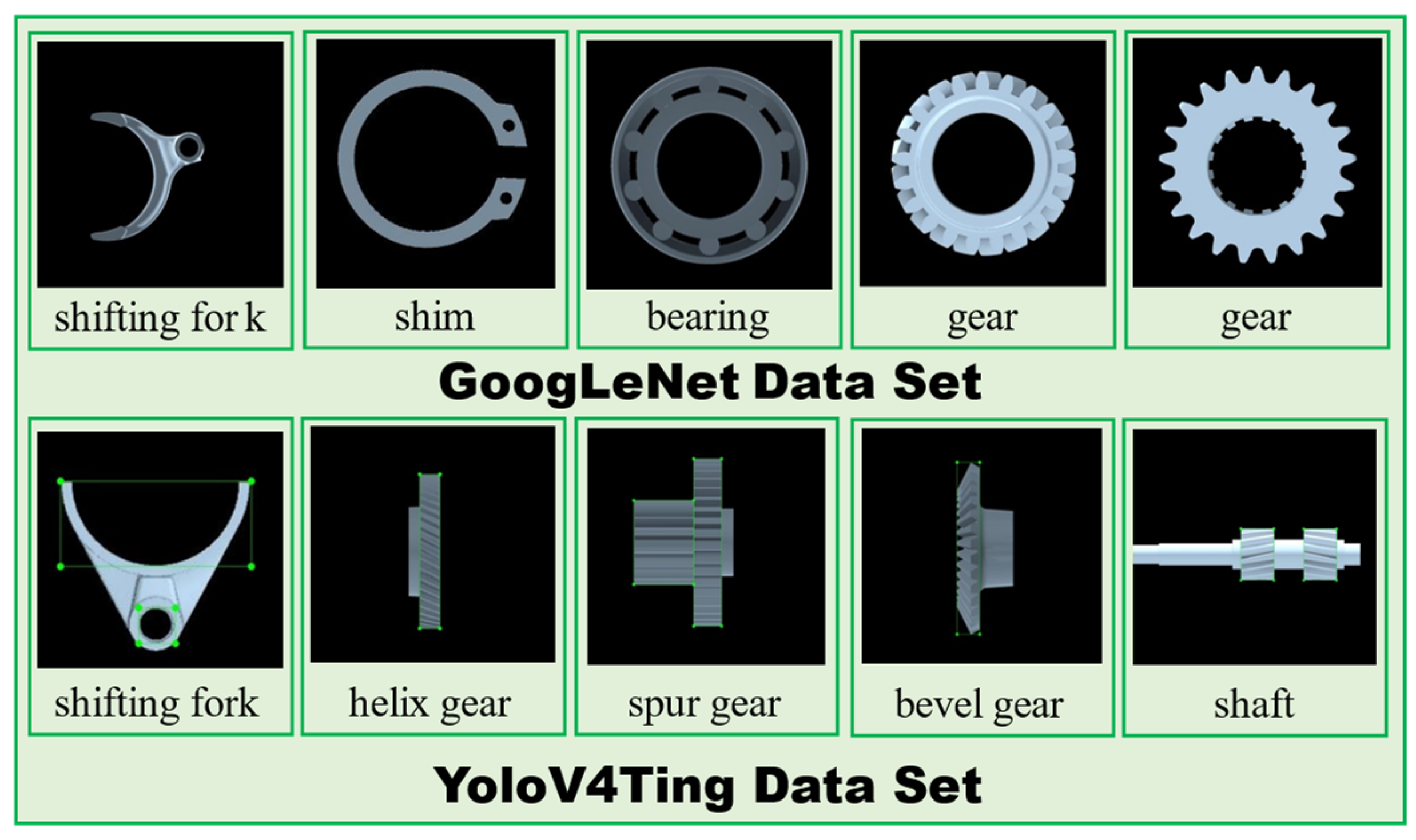
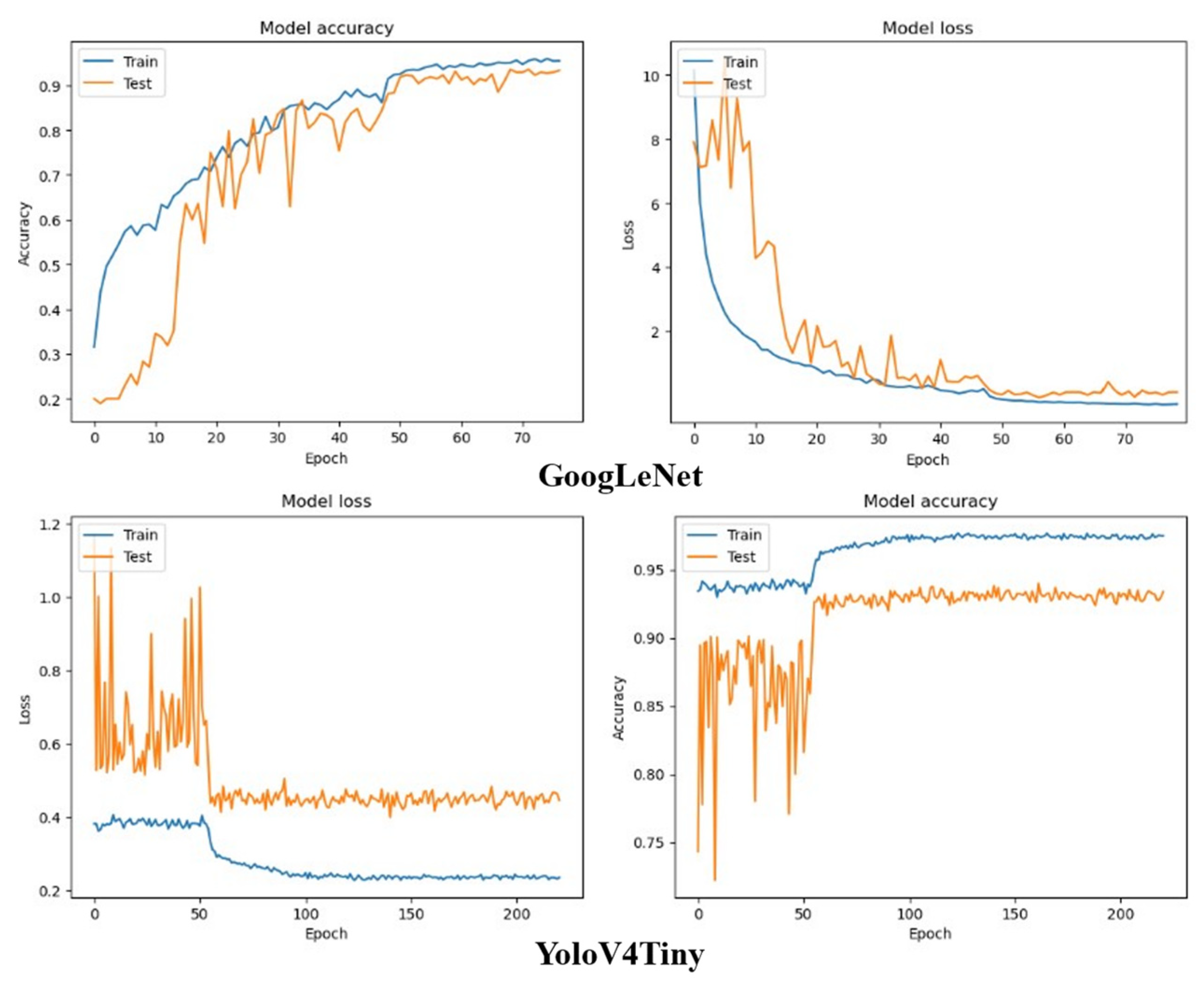
2.1.1. Training of the Feature Detection Network
2.1.2. Detection of Feature Parameters
Use of an Image Algorithm to Detect Feature Parameters
Use of a Trigger to Detect Feature Parameters
- (1)
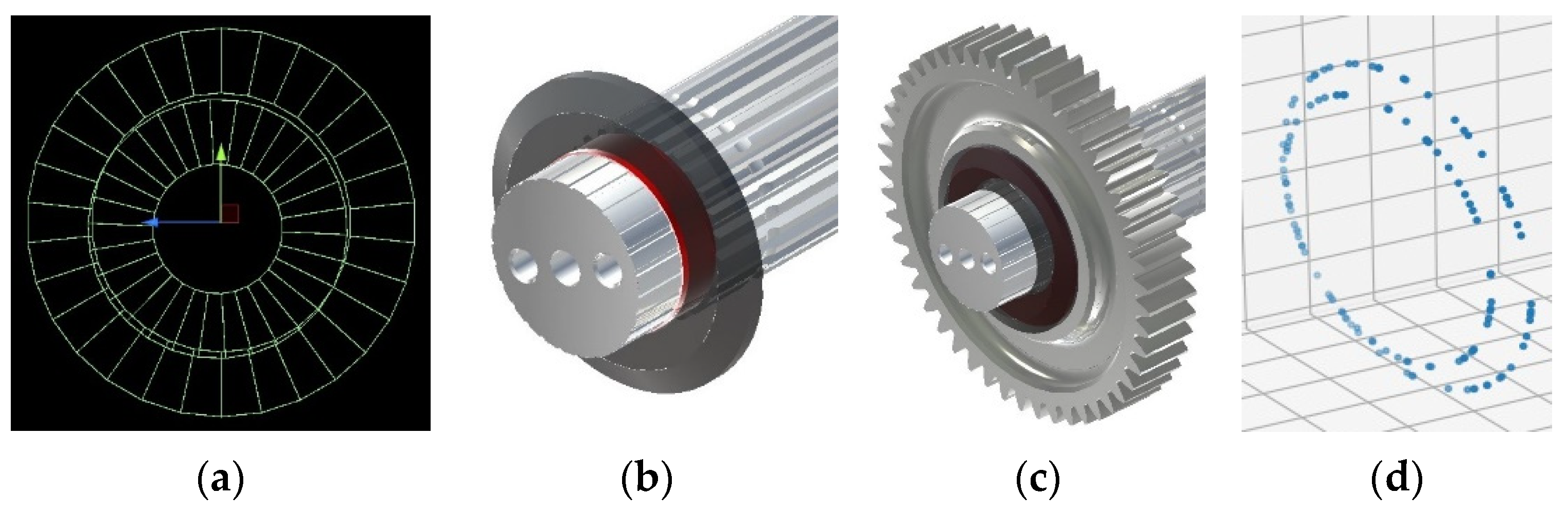
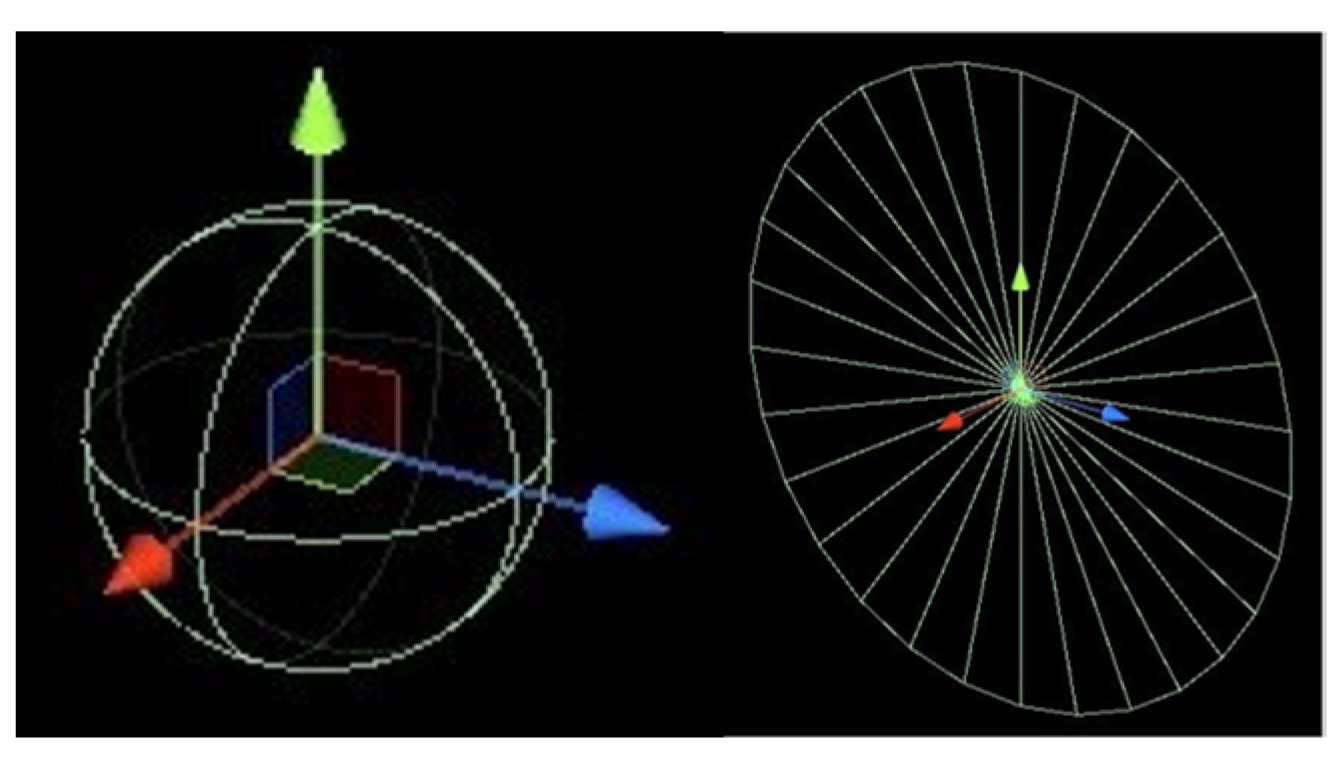
- Process of detecting the number of teeth: the system controls the detection ball to move according to the track in Figure 6a, records the trigger times, and solves the teeth.where Rj is the radius of the track of the detection ball. θr is the rotation angle of the detection ball per frame. Hj is the radius of the addendum circle. r is the radius of the detection ball; is the position of the detection ball before and after rotating for one frame. Mx(θr) is the rotation matrix about the x-axis.
- (2)
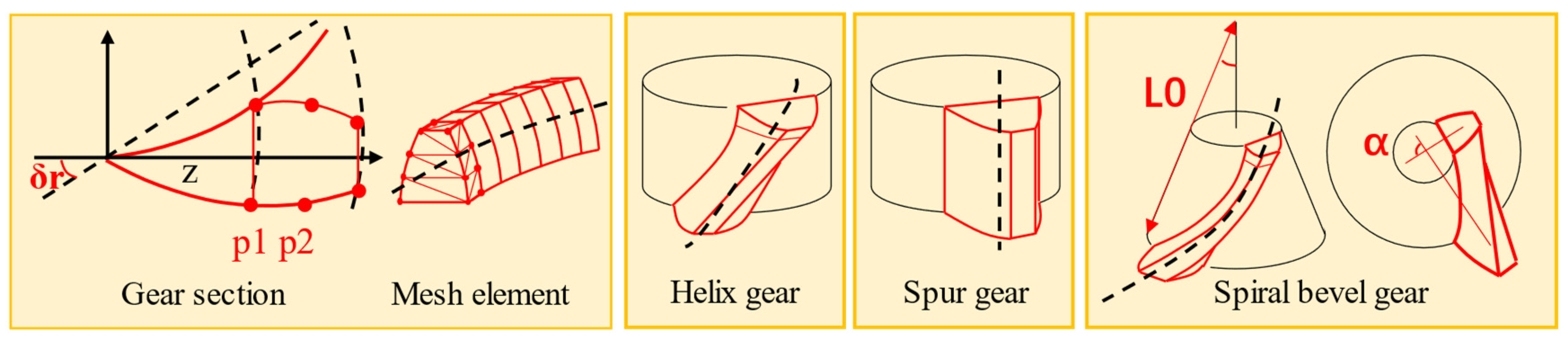
- Process of detecting the helical angle and direction of the helical gear: As shown in Figure 6b, we take the midpoint P0, P1, P2, and P3 of the adjacent trigger points in the detection ball tracks Ball1 and Ball2 on both sides and combine them into paths H1, L0, and H2. Among them, P1, P2, and P3 are obtained from the adjacent points on the left and right sides of the projection point of P0 on the ball2 track. The helix corresponding to the path without a trigger can be solved using Formula (11). β is the slope corresponding to L0, and βk is the helix angle obtained by the conversion relationship between the track radius R and the dividing circle radius Rk.
- (3)
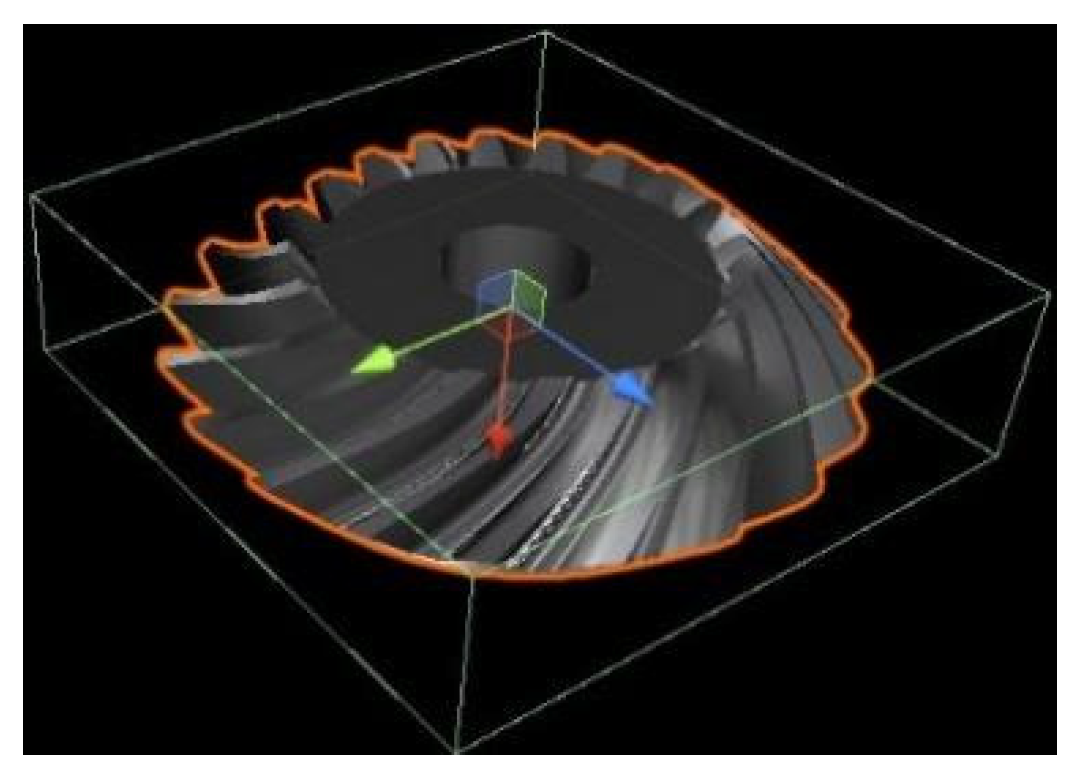
- Process of detecting spiral angle and direction of spiral bevel gear: The target detection algorithm and image-processing algorithm locate and extract the maximum and minimum radius point B and point s of the conical tooth feature contour on the image and solve the radius of the tooth top circle at the large end and small end, sub cone angle, and tooth width. According to the algorithm in (2), we solve the spiral angle (see L1 and L2 in Figure 6c,d) and direction of the large end and small end of the gear.
- (4)
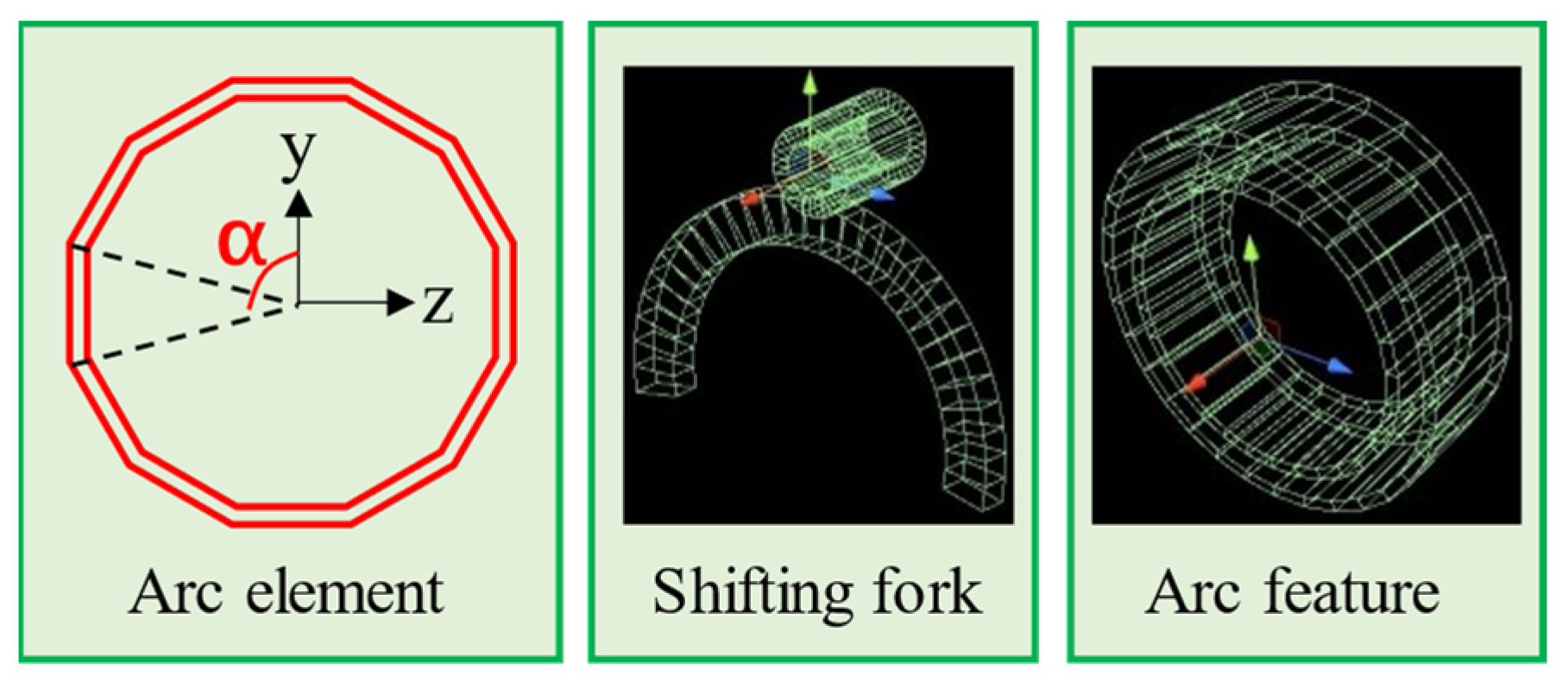
- Process of detecting the shift fork: The image-processing algorithm obtains the positions of the shift fork ring and the shift fork shaft hole from the deep-learning target detection network and obtains the fork ring attachment point P1. P2 is triggered by the movement of the detection ball along the axis of the shift fork hole, and P3 is triggered by the movement along F2 again and solves the radius and relative position of the fork ring (see Figure 7).
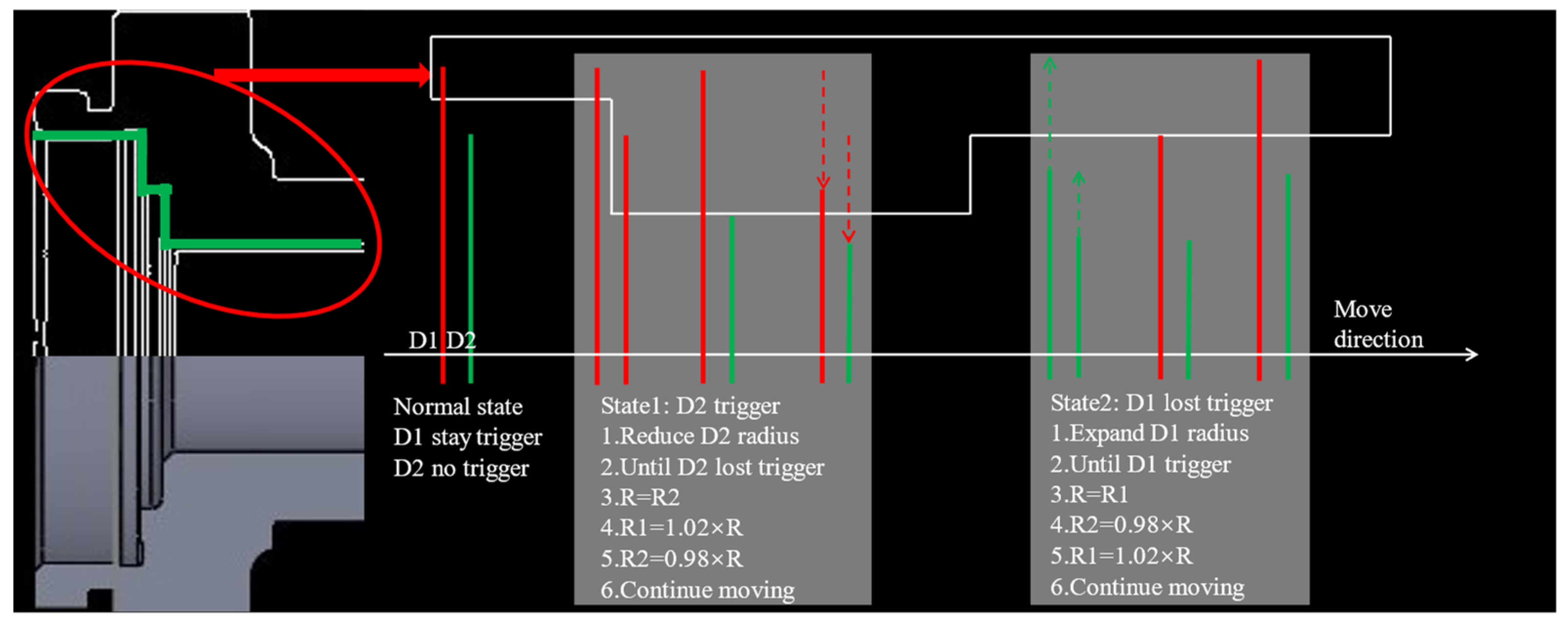
- (5)
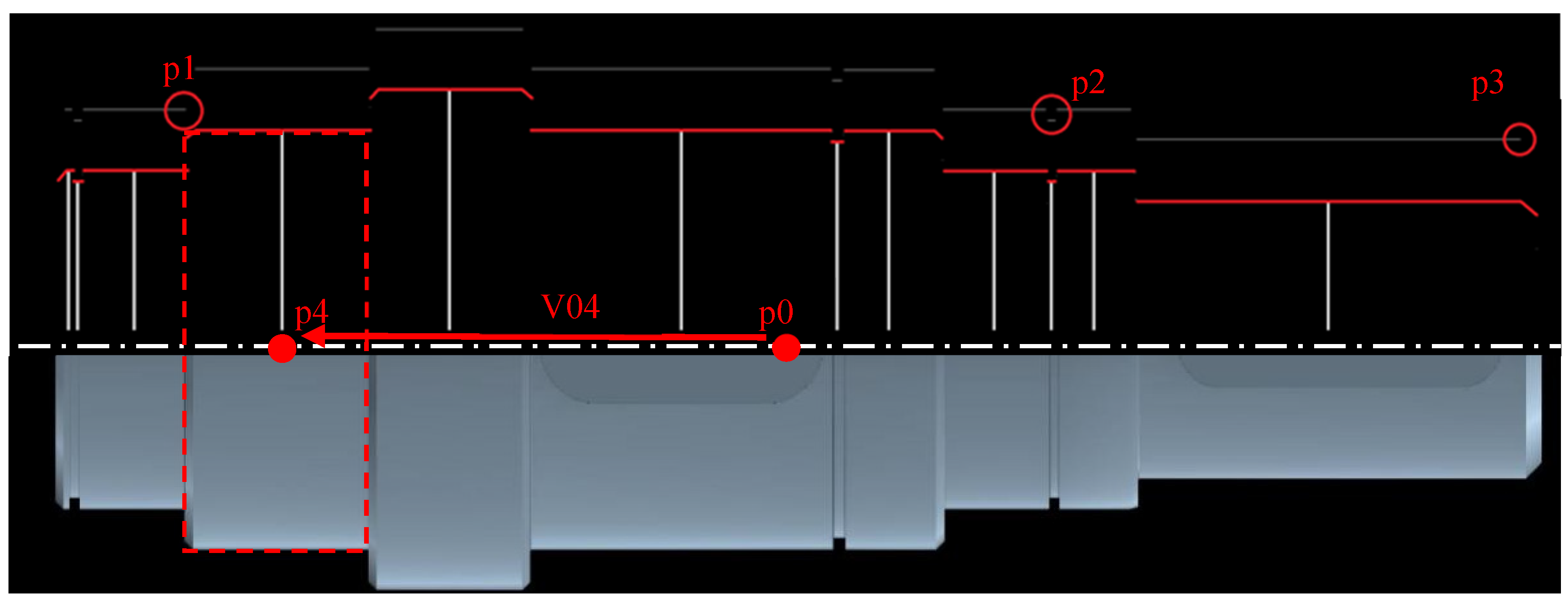
- Process of detecting inner contour feature segments: The system controls the two detection discs, D1 and D2, to move along the rotation axis direction (the direction of the white arrow in the Figure 8) from the left end face of the part. The inner diameter of the characteristic section is detected by detecting the trigger state changes of D1 and D2. The inner contour step can be summarized into two states: state1 and state2. After D1 and D2 move to the right end face, the internal spline features are determined according to the detection process of the number of teeth (Figure 6a).
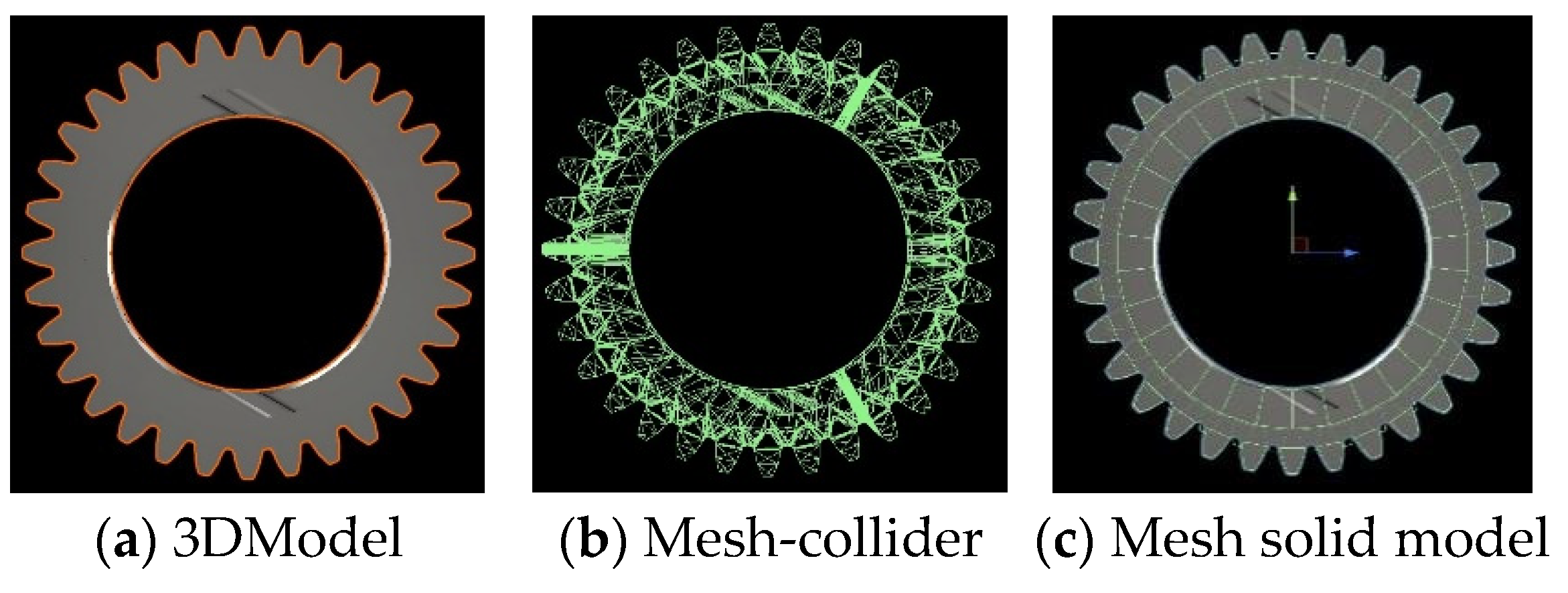
2.1.3. Mesh Solid Modelling
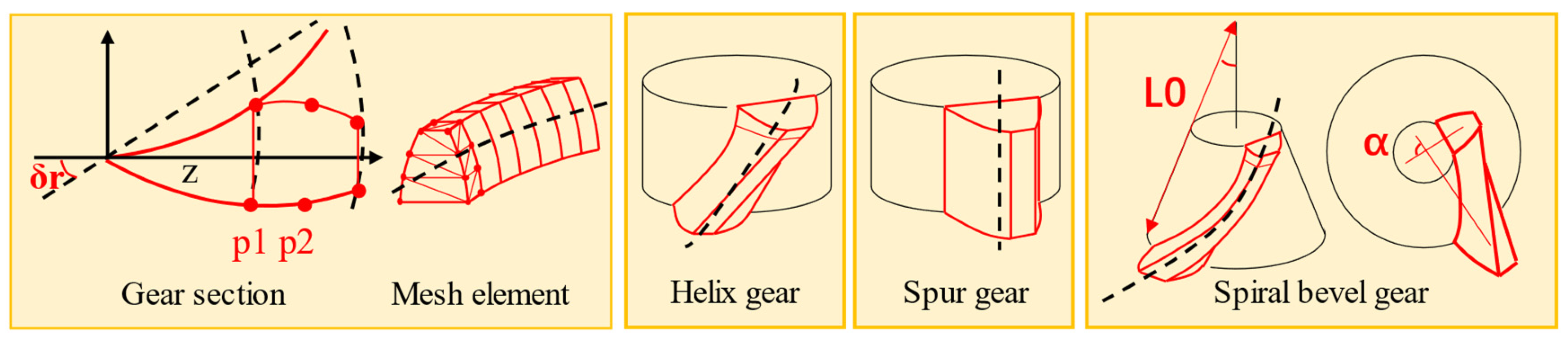
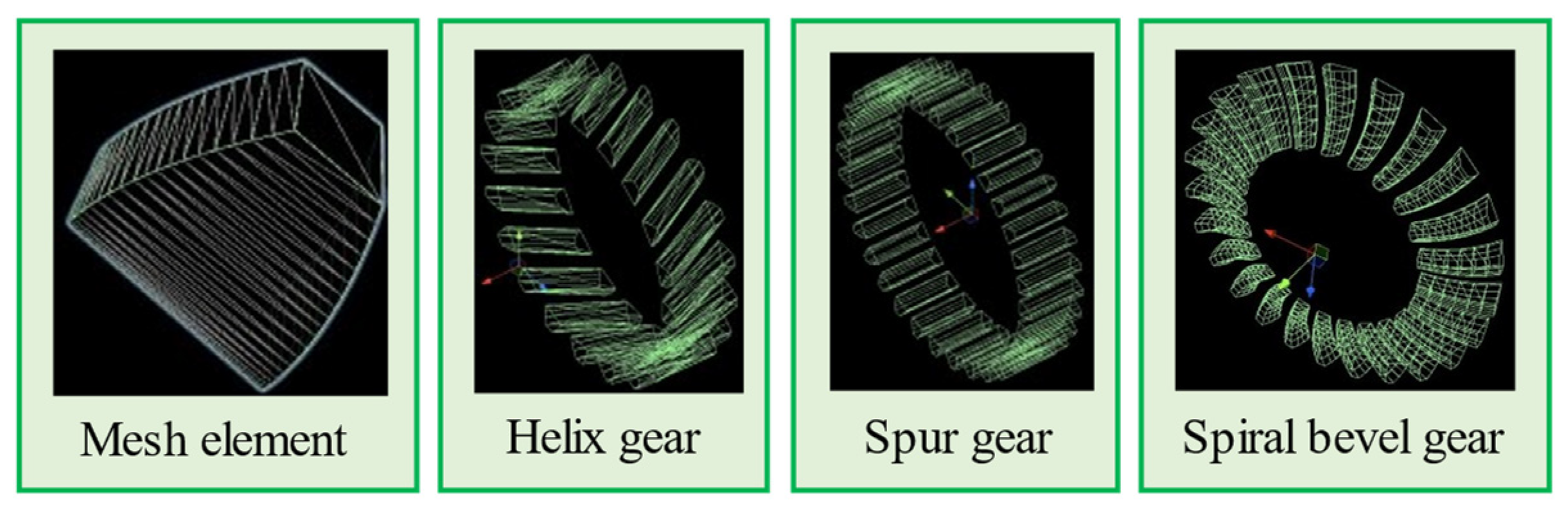
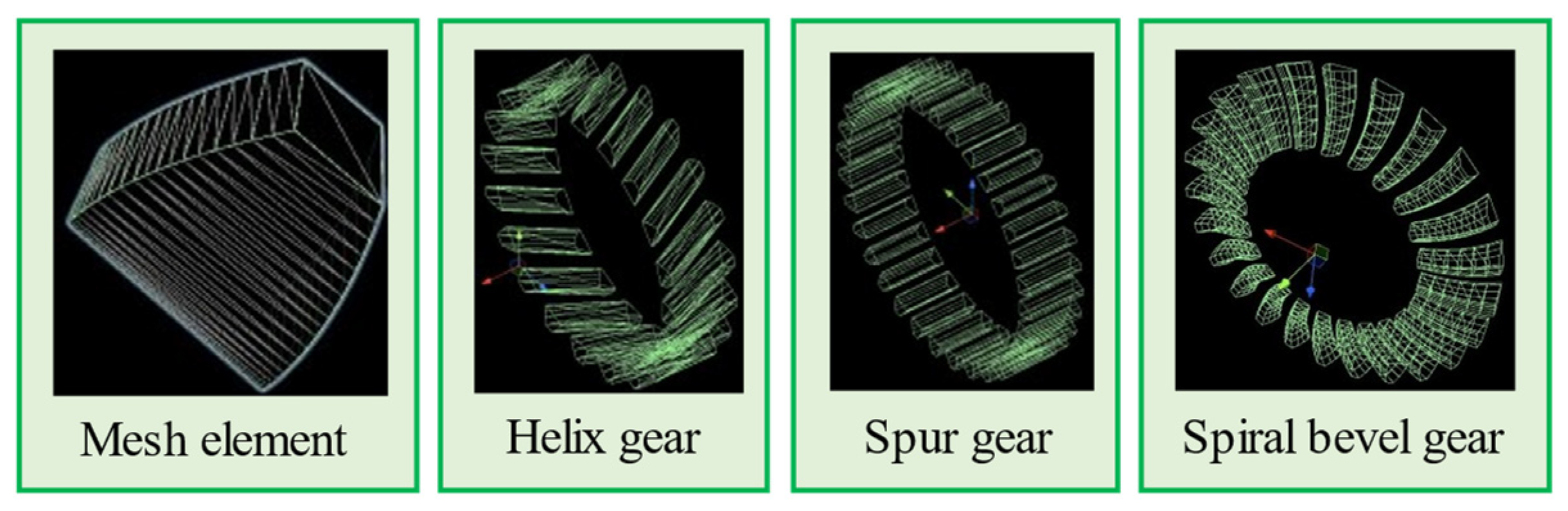
Gear Feature Mesh Solid Modelling
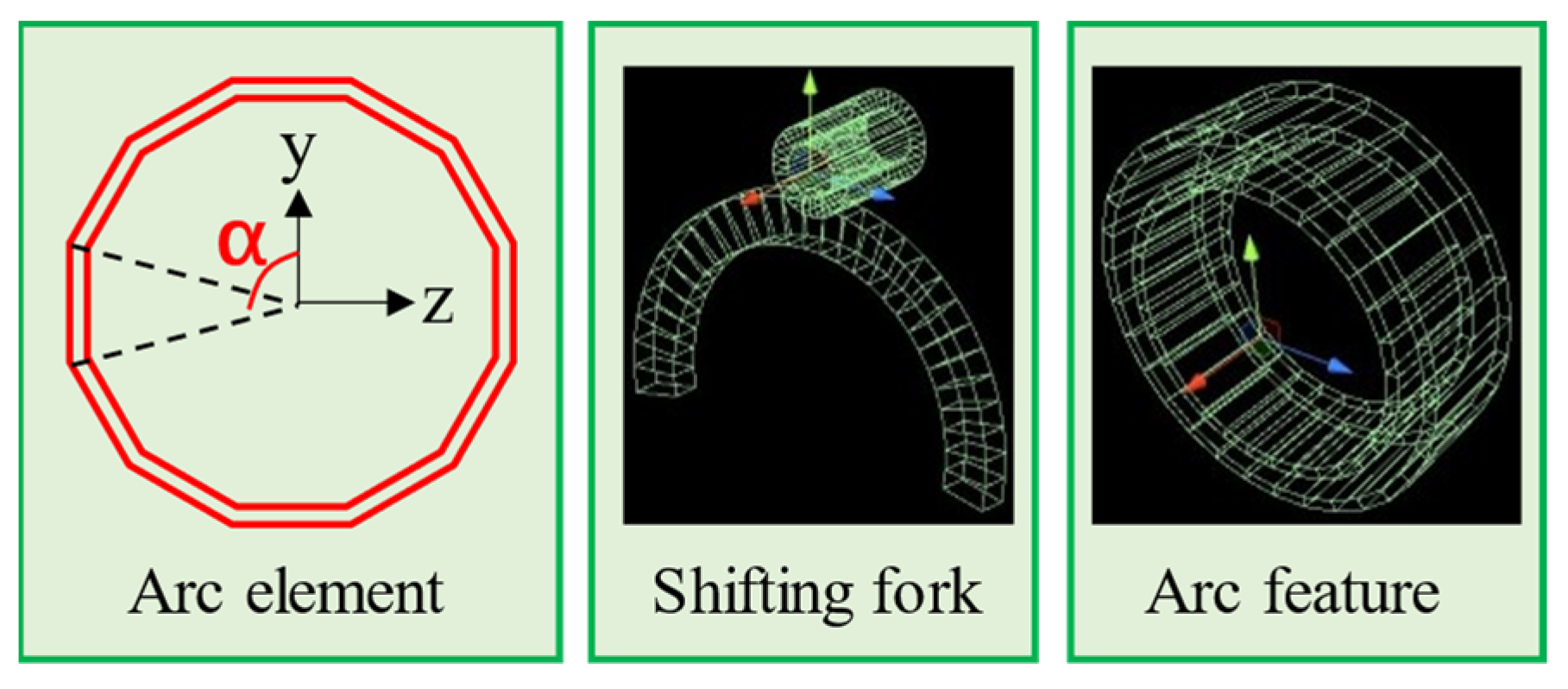
Arc Feature Mesh Solid Modelling
2.1.4. System Error Analysis
Error Analysis of the Feature Parameter Detection Process
Error Analysis of Mesh Solid Modelling
2.2. Construction of the Assembly Datum Layer
2.3. Construction of the Data Layer and 3D Model Layer
3. Construction and Application of Knowledge Base
3.1. Knowledge Base for Virtual Assembly
3.2. Knowledge Base for CAD
3.2.1. Knowledge Base of Part Basic Classification
3.2.2. Knowledge Base of Assembly Sequence and Evaluation
3.2.3. Knowledge Base of the Tolerance Fit and Interference Analysis
3.2.4. Knowledge Base of the Parts Interchangeability
3.2.5. Fault Tolerant Processing of the System
4. System Application Example
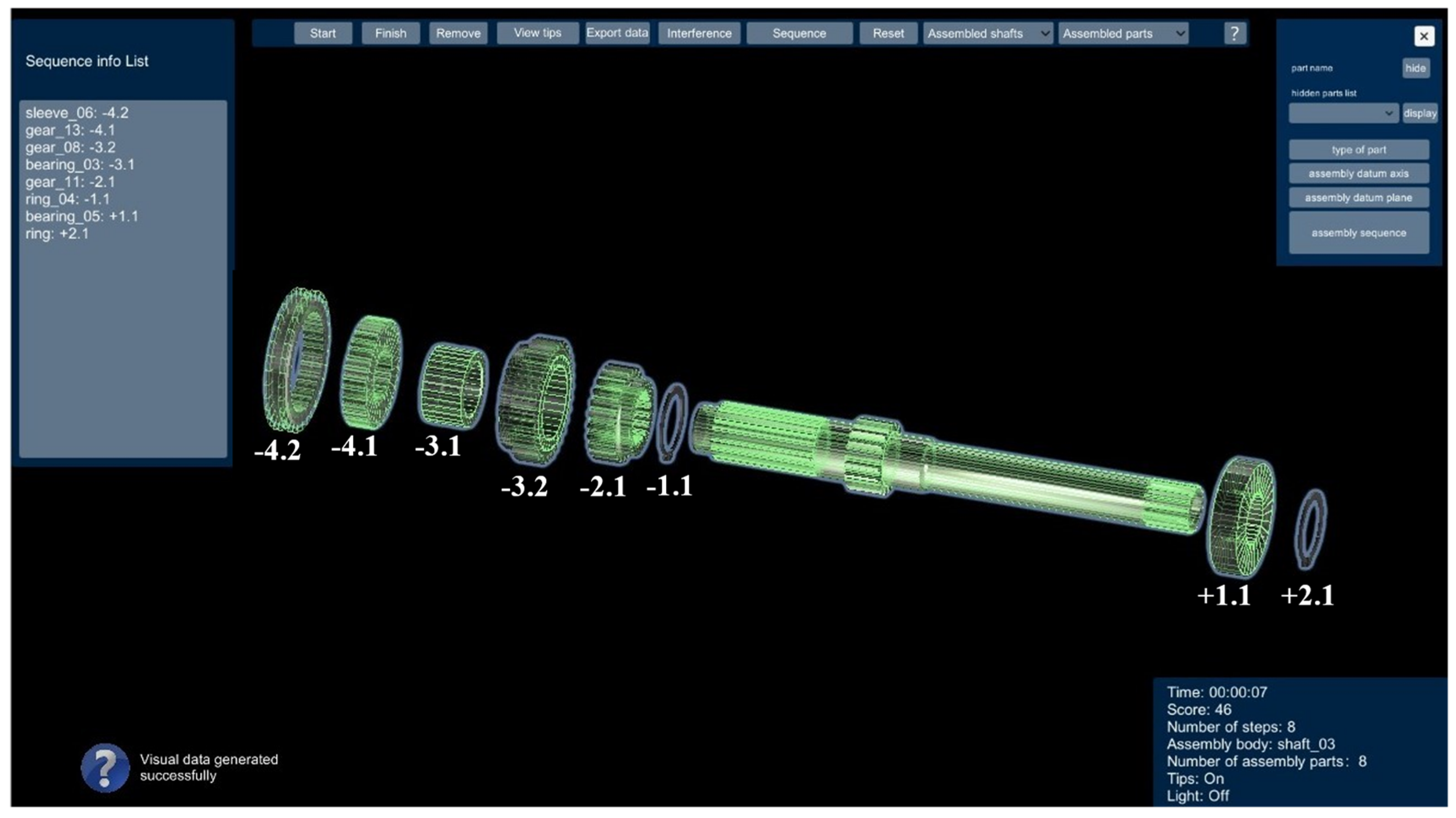
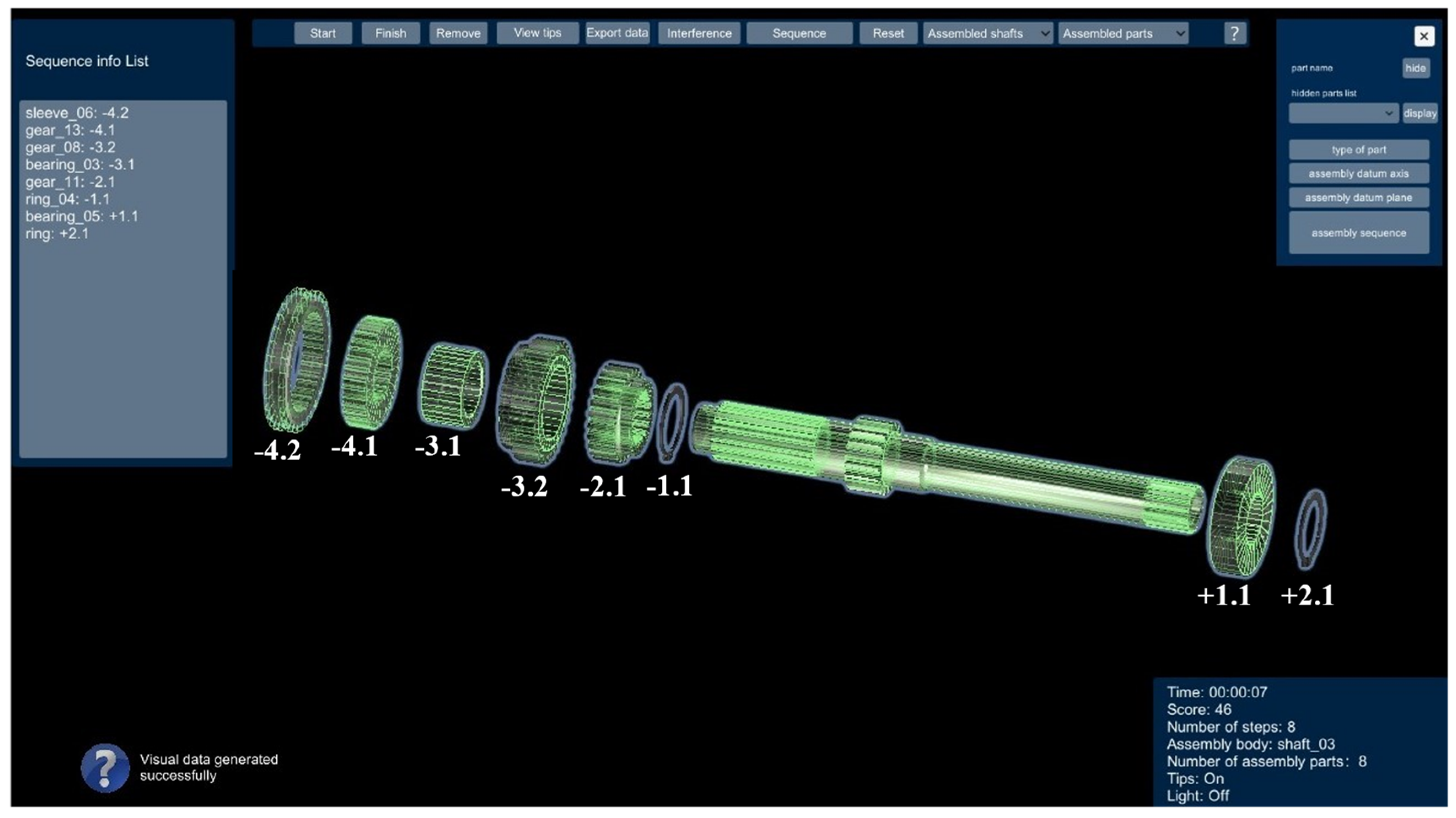
4.1. Construction of Virtual Prototype and Generation of Assembly Sequence
4.2. Generation of Assembly Interference and Matching Schemes and Incomplete Interchange Schemes
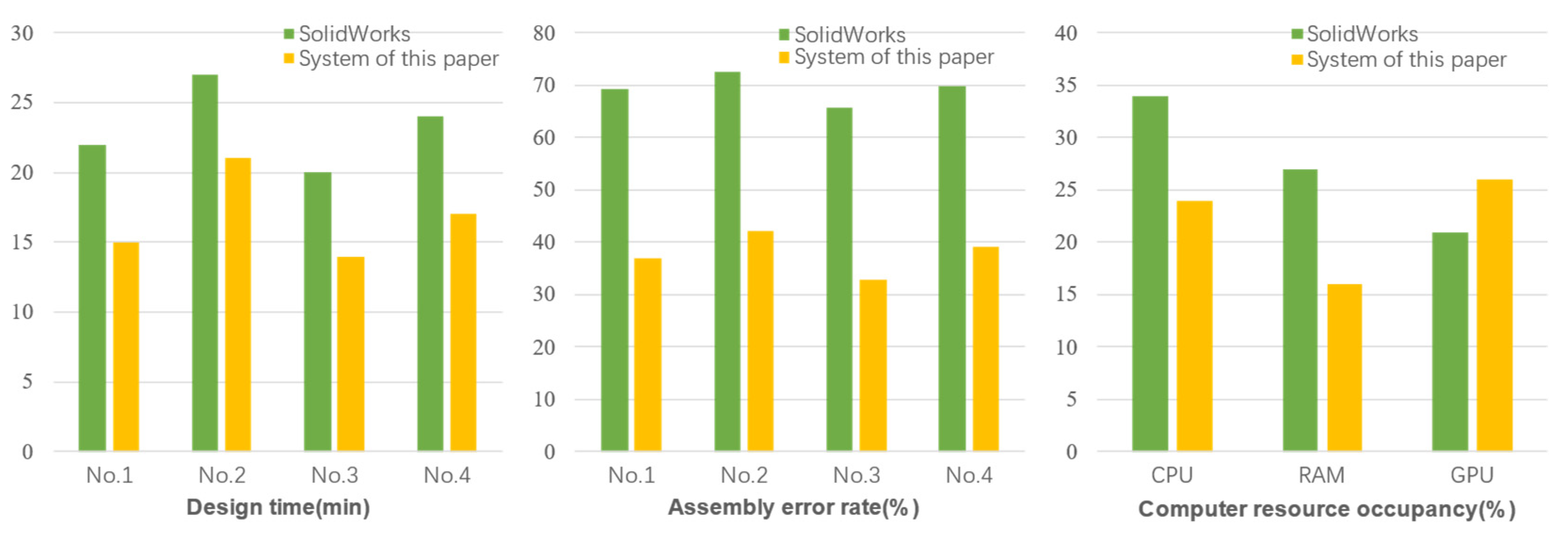
4.3. System Performance Evaluation
4.4. Conclusions
5. Summary
- (1)
- Based on the existing 3D model, this study automatically batch constructs a general virtual prototype of key parts of agricultural machinery, integrating the functions of interference detection, cooperation analysis, and physical simulation. In the early stages of design for small and medium-sized enterprises, the limited existing design data can be reused, and new parameter schemes can be obtained according to the new production process, which can significantly reduce the production cost during the early stages of reuse design. The data volume of the lifting system can also be extended to the fields of automobiles, aircraft parts, and so on.
- (2)
- The system knowledge base takes the dynamically updated tabular data as the knowledge framework for knowledge reasoning; additionally, its flexibility is much higher than the product testing function encapsulated in traditional CAD software. Through the combination of various functions of knowledge reasoning, the intelligent design process of various parts is completed. Compared with the traditional CAD software, it obtains various analysis data by calling various plug-in interfaces and then integrates them into a new design scheme, which has higher efficiency and a more coherent design process. Each plug-in of traditional CAD software needs to be purchased separately, while this system is based on a virtual reality engine to freely integrate a variety of functions with lower cost.
- (3)
- With the help of a data visualization interface, the system provides an operation interface for designers to modify the wrong mesh solid model feature parameters and screen knowledge reasoning data to improve the fault tolerance of the system. At the same time, the feature recognition network can be used to extract more useful data from CAD drawings of reuse design.
- (4)
- The system is oriented to the production application of small batch and changeable processes in small and medium-sized agricultural machinery equipment enterprises and overcomes the disadvantages of low development freedom, high cost of module function integration, and low module compatibility of large-scale intelligent design CAD systems.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yepez, P.; Alsayyed, B.; Ahmad, R. Automated maintenance plan generation based on CAD model feature recognition. Procedia CIRP 2018, 70, 35–40. [Google Scholar] [CrossRef]
- Zhang, Z.; Jaiswal, P.; Rai, R. FeatureNet: Machining feature recognition based on 3D convolution neural network. Comput. Aided Des. 2018, 101, 12–22. [Google Scholar] [CrossRef]
- Fletcher, C.; Ritchie, J.; Lim, T.; Sung, R. The development of an integrated haptic VR machining environment for the automatic generation of process plans. Comput. Ind. 2013, 64, 1045–1060. [Google Scholar] [CrossRef]
- Hu, L.; Liu, Z.; Tan, J. A VR simulation framework integrated with multisource CAE analysis data for mechanical equipment working process. Comput. Ind. 2018, 97, 85–96. [Google Scholar] [CrossRef]
- Laseinde, O.T.; Adejuyigbe, S.B. Design of plastic spur gears using virtual reality. Int. J. Comput. Aided Eng. Technol. 2014, 6, 48–61. [Google Scholar] [CrossRef]
- Rameau, J.F.; Serré, P.; Moinet, M. Clearance vs. tolerance for rigid overconstrained assemblies. Comput. Aided Des. 2018, 97, 27–40. [Google Scholar] [CrossRef] [Green Version]
- Schleich, B.; Wartzack, S. Novel approaches for the assembly simulation of rigid skin model shapes in tolerance analysis. Comput. Aided Des. 2018, 101, 1–11. [Google Scholar] [CrossRef]
- Rupp, S.; Müller, R. Worker assistance systems in the automotive prototype assembly–A case study. Procedia Manuf. 2021, 55, 350–357. [Google Scholar] [CrossRef]
- Assad, F.; Konstantinov, S.; Rushforth, E.J.; Vera, D.A.; Harrison, R. Virtual engineering in the support of sustainable assembly systems. Procedia CIRP 2021, 97, 367–372. [Google Scholar] [CrossRef]
- Abidi, M.H.; Al-Ahmari, A.; Ahmad, A.; Ameen, W.; Alkhalefah, H. Assessment of virtual reality-based manufacturing assembly training system. Int. J. Adv. Manuf. Technol. 2019, 105, 3743–3759. [Google Scholar] [CrossRef]
- Ahmed, F.; Han, S. Interoperability of product and manufacturing information using ontology. Concurr. Eng. 2015, 23, 265–278. [Google Scholar] [CrossRef]
- Wu, Z.; Liu, H.; Goh, M. Knowledge recommender system for complex product development using ontology and vector space model. Concurr. Eng. 2019, 27, 347–360. [Google Scholar] [CrossRef]
- Jaiswal, P.; Huang, J.; Rai, R. Assembly-based conceptual 3D modeling with unlabeled components using probabilistic factor graph. Comput. Aided Des. 2016, 74, 45–54. [Google Scholar] [CrossRef]
- Zhang, D.; Wang, X.; Hu, J.; Qin, H. Interactive modeling of complex geometric details based on empirical mode decomposition for multi-scale 3D shapes. Comput. Aided Des. 2017, 87, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Sun, Q.; Zhao, B.; Liu, X.; Mu, X.; Zhang, Y. Assembling deviation estimation based on the real mating status of assembly. Comput. Aided Des. 2019, 115, 244–255. [Google Scholar] [CrossRef]
- Bobenrieth, C.; Cordier, F.; Habibi, A.; Seo, H. Descriptive: Interactive 3D shape modeling from a single descriptive sketch. Comput. Aided Des. 2020, 128, 102904. [Google Scholar] [CrossRef]
- Ban, S.; Hyun, K.H. 3D computational sketch synthesis framework: Assisting design exploration through generating variations of user input sketch and interactive 3D model reconstruction. Comput. Aided Des. 2020, 120, 102789. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, J.H.; Li, L.S. Assembly sequences merging based on assembly unit partitioning. Int. J. Adv. Manuf. Technol. 2009, 45, 808–820. [Google Scholar] [CrossRef]
- Masehian, E.; Ghandi, S. ASPPR: A new assembly sequence and path planner/replanner for monotone and nonmonotone assembly planning. Comput. Aided Des. 2020, 123, 102828. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, H.; Safdar, M.; Jauhar, T.A.; Han, S. Exchange of parametric assembly models based on neutral assembly constraints. Concurr. Eng. 2019, 27, 285–294. [Google Scholar] [CrossRef]
- Li, Z.; Wang, J.; Anwar, M.S.; Zheng, Z. An efficient method for generating assembly precedence constraints on 3D models based on a block sequence structure. Comput. Aided Des. 2020, 118, 102773. [Google Scholar] [CrossRef]
- Alejandro Huerta-Torruco, V.; Hernández-Uribe, Ó.; Adriana Cárdenas-Robledo, L.; Amir Rodríguez-Olivares, N. Effectiveness of virtual reality in discrete event simulation models for manufacturing systems. Comput. Ind. Eng. 2022, 168, 108079. [Google Scholar] [CrossRef]
- Freeman, I.; Salmon, J.; Coburn, J. A bi-directional interface for improved interaction with engineering models in virtual reality design reviews. Int. J. Interact. Des. Manuf. (IJIDeM) 2018, 12, 549–560. [Google Scholar] [CrossRef]
- Liu, F.; Lu, Y.; Zhang, S. A pragmatic system to support virtual assembly for military armored vehicle integrated transmission system in the virtual environment. Wirel. Pers. Commun. 2018, 102, 1337–1354. [Google Scholar] [CrossRef]
- Zhang, Z.; Jimack, P.K.; Wang, H. MeshingNet3D: Efficient generation of adapted tetrahedral meshes for computational mechanics. Adv. Eng. Softw. 2021, 157–158, 103021. [Google Scholar] [CrossRef]
- Tian, Y.; Wang, X.; Shen, Y.; Guo, Z.; Wang, Z.; Wang, F.Y. Parallel point clouds: Hybrid point cloud generation and 3D model enhancement via virtual–real integration. Remote Sens. 2021, 13, 2868. [Google Scholar] [CrossRef]
- Li, C.; Zou, X.; Lian, G.; Lin, J.; Zhang, P.; Chen, M.; Ye, L. Construction method of classification and detection network data set of agricultural machinery virtual assembly. J. South China Agric. Univ. 2021, 42, 117–125. [Google Scholar] [CrossRef]
- Liu, L.; Shi, Z.; Pan, B.; Zhang, N.; Luo, H.; Lan, X. Multiscale deep spatial feature extraction using virtual RGB image for hyperspectral imagery classification. Remote Sens. 2020, 12, 280. [Google Scholar] [CrossRef] [Green Version]
- Feng, C.; Taguchi, Y. FasTFit: A fast T-spline fitting algorithm. Comput. Aided Des. 2017, 92, 11–21. [Google Scholar] [CrossRef]
- Li, C.J.; Xie, L.L.; Du, W.B. Curve and surface fitting based on the nonhomogeneous linear differential system. Graph. Models 2019, 103, 101026. [Google Scholar] [CrossRef]
- Li, C.; Zou, X.; Zeng, Z.; He, J.; Li, H.; Huang, Z. Mesh entity construction algorithm of spiral bevel gear based on virtual collision body. J. Syst. Simul. 2021, 33, 837–844. [Google Scholar] [CrossRef]
- Kloiber, S.; Settgast, V.; Schinko, C.; Weinzerl, M.; Fritz, J.; Schreck, T.; Preiner, R. Immersive analysis of user motion in VR applications. Vis. Comput. 2020, 36, 1937–1949. [Google Scholar] [CrossRef]
- Brookes, J.; Warburton, M.; Alghadier, M.; Mon-Williams, M.; Mushtaq, F. Studying human behavior with virtual reality: The unity experiment framework. Behav. Res. Methods 2020, 52, 455–463. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jayasekera, R.D.M.D.; Xu, X. Assembly validation in virtual reality—A demonstrative case. Int. J. Adv. Manuf. Technol. 2019, 105, 3579–3592. [Google Scholar] [CrossRef]
- Lisowski, J. Game control methods comparison when avoiding collisions with multiple objects using radar remote sensing. Remote Sens. 2020, 12, 1573. [Google Scholar] [CrossRef]
- Zhang, N.; Qi, T.; Zhao, Y. Real-time learning and recognition of assembly activities based on virtual reality demonstration. Sensors 2021, 21, 6201. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Part Type | Feature Combination Relationship |
|---|---|
| Cylindrical spur gear | Straight gear feature, Ring feature of inner hole, Internal spline feature |
| Cylindrical helical gear | Helical gear feature, Ring feature of inner hole, Internal spline feature |
| Spiral bevel gear | Spiral bevel gear feature, Ring feature of inner hole, Internal spline feature |
| Shift fork | Ring of fork ring, Ring feature of shaft hole |
| shaft | Ring feature, Straight gear feature, Spline feature, Helical gear feature |
| Meshing sleeve | Ring feature, Internal spline feature |
| axle sleeve | Ring feature, Internal spline feature |
| Bearing | Ring feature |
| Feature Type | Feature Parameter |
|---|---|
| Straight gear feature | Radius of addendum circle, Number of teeth, Tooth width |
| Helical gear feature | Radius of addendum circle, Number of teeth, Tooth width, Rotation direction, Helix angle |
| Spiral bevel gear feature | Radius of addendum circle, Number of teeth, Tooth width, Rotation direction, Helix angle, Large end modulus, Small end modulus, Cone angle |
| Ring of fork | Sector angle, Inner diameter, Outer diameter, Thickness |
| Spline feature | Radius of addendum circle, Number of teeth, Tooth width |
| Ring feature | Inner diameter, Outer diameter, Thickness |
| Deep Learning Net | Precious | Recall |
|---|---|---|
| GoogLeNet | 99.61% | 99.34% |
| YoloV4Tiny | 99.23% | 99.87% |
| Part Name | Part Feature Parameters | Theoretical Value | Detection Value | Relative Error |
|---|---|---|---|---|
| Second driven gear | Radius of addendum circle | 49 | 48.9997 | 6.12 × 10−6 |
| Tooth width | 26 | 26.0003 | 1.15 × 10−5 | |
| Centroid of feature segment | (−68.6, 0) | (−68.5998, 0) | 2.92 × 10−6 | |
| Inner arc radius | 29 | 29.0008 | 2.76 × 10−5 | |
| Inner arc thickness | 39 | 38.9998 | 5.13 × 10−6 | |
| Centroid of inner contour feature segment | (−68.6, 0) | (−68.5999, 0) | 1.46 × 10−6 | |
| Inner bore bearing of fourth driven gear | External diameter | 37 | 37.0004 | 1.08 × 10−5 |
| Internal diameter | 25 | 24.9999 | 4.00 × 10−6 | |
| Width | 30 | 30.0005 | 1.67 × 10−5 | |
| Centroid of feature segment | (6,0) | (6.0001,0) | 1.67 × 10−5 |
| Assembly Part Name | Assembly Type | Mesh Generation Accuracy of Assembly Parts | Average Frame Rate (Hz) | Mean Value of Relative Error of Mesh Solid Modelling |
|---|---|---|---|---|
| Third gear driving gear and input shaft | Fit of internal spline | 5 | 58.43 | 0.1368% |
| 10 | 55.38 | 0.1296% | ||
| Second driven gear and bearing | Shaft-bore fit | 5 | 57.96 | 0.0821% |
| 10 | 55.10 | 0.0857% | ||
| 2nd driven gear bearing and output shaft | Shaft-bore fit | 15 | 51.91 | 0.0596% |
| 20 | 48.72 | 0.0631% |
| Assembly Body Feature | Combination of Multilevel Assembly Parts | Matching Basis |
|---|---|---|
| Spline segment | Internal spline gear-Meshing sleeve Internal spline gear Snap ring | Modulus |
| Arc segment | Bearing/Shaft sleeve Bearing/Shaft sleeve-Gear Snap ring | Diameter |
| Fork slot | Mesh sleeve-Shifting fork | Diameter |
| Part Type | Installation Tools | Assembly Time | Assembly Difficulty |
|---|---|---|---|
| Driven gear | grease | d3 | e3 |
| Driving gear | grease | d3 | e3 |
| Meshing sleeve | grease, screwdriver | d4 | e4 |
| Shaft assembly subassembly | lifting arm | d5 | e5 |
| Class | IT4 (μm) | IT5 (μm) | IT6 (μm) | |
|---|---|---|---|---|
| Diameter (mm) | ||||
| φ18–φ30 | 6 | 9 | 13 | |
| φ30–φ50 | 7 | 11 | 16 | |
| φ50–φ80 | 8 | 13 | 19 | |
| Assembly Sequence Plan | Score | Optimal Scheme |
|---|---|---|
| Plan A: +1.1, +2.1, −1.1, −2.1, −3.1, −3.2, −4.1, −4.2 | 52 | |
| Plan B: −1.1, −2.1, −3.1, −3.2, −4.1, −4.2, +1.1, +2.1 | 46 | √ |
| Workshop I | Workshop II | ||||
|---|---|---|---|---|---|
| Accuracy Class | IT6 | IT7 | IT6 | IT7 | |
| Dimensional Tolerance (mm) | |||||
| φ30–φ50 | 14 | 23 | 16 | 25 | |
| φ50–φ80 | 17 | 28 | 19 | 30 | |
| φ80–φ120 | 20 | 33 | 22 | 35 | |
| Maximum allowable fit clearance | 10 | ||||
| Maximum allowable fit interference | 10 | ||||
| Part Features Name | Tolerance Zone | Basis Fit Systems | Limit Size (mm) |
|---|---|---|---|
| φ110 Case input shaft locating bearing hole | J7 | shaft-basis system of fits | D min = 109.9825 D max = 110.0175 |
| φ50 Input axle box body positioning bearing journal | h6 | hole-basis system of fits | d min = 49.984 d max = 50.000 |
| φ110 Locating bearing hole of secondary transmission axle box | J7 | shaft-basis system of fits | D min = 109.9825 D max = 110.0175 |
| φ70 Positioning bearing journal of secondary transmission axle box | h6 | hole-basis system of fits | d min = 69.981 d max = 70.000 |
| Part Number | Average Size of the Workshop 1 | Workshop 1 Average Interference/Clearance (mm) | Average Size of the Workshop 2 | Workshop 2 Average Interference/Clearance (mm) | Recommended Bearing Parameters |
|---|---|---|---|---|---|
| φ110H1 | φ109.9877 | −0.0055 | φ109.9867 | −0.0087 | 31310P0 |
| φ50S1 | φ49.9935 | 0.0021 | φ49.9936 | 0.0025 | |
| φ110H2 | φ109.9970 | −0.0053 | φ109.9864 | −0.0090 | 32014P0 |
| φ70S1 | φ69.9881 | 0.0024 | φ69.9924 | 0.0031 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, C.; Tang, Y.; Zou, X.; Zhang, P.; Lin, J.; Lian, G.; Pan, Y. A Novel Agricultural Machinery Intelligent Design System Based on Integrating Image Processing and Knowledge Reasoning. Appl. Sci. 2022, 12, 7900. https://doi.org/10.3390/app12157900
Li C, Tang Y, Zou X, Zhang P, Lin J, Lian G, Pan Y. A Novel Agricultural Machinery Intelligent Design System Based on Integrating Image Processing and Knowledge Reasoning. Applied Sciences. 2022; 12(15):7900. https://doi.org/10.3390/app12157900
Chicago/Turabian StyleLi, Cheng’en, Yunchao Tang, Xiangjun Zou, Po Zhang, Junqiang Lin, Guoping Lian, and Yaoqiang Pan. 2022. "A Novel Agricultural Machinery Intelligent Design System Based on Integrating Image Processing and Knowledge Reasoning" Applied Sciences 12, no. 15: 7900. https://doi.org/10.3390/app12157900
APA StyleLi, C., Tang, Y., Zou, X., Zhang, P., Lin, J., Lian, G., & Pan, Y. (2022). A Novel Agricultural Machinery Intelligent Design System Based on Integrating Image Processing and Knowledge Reasoning. Applied Sciences, 12(15), 7900. https://doi.org/10.3390/app12157900