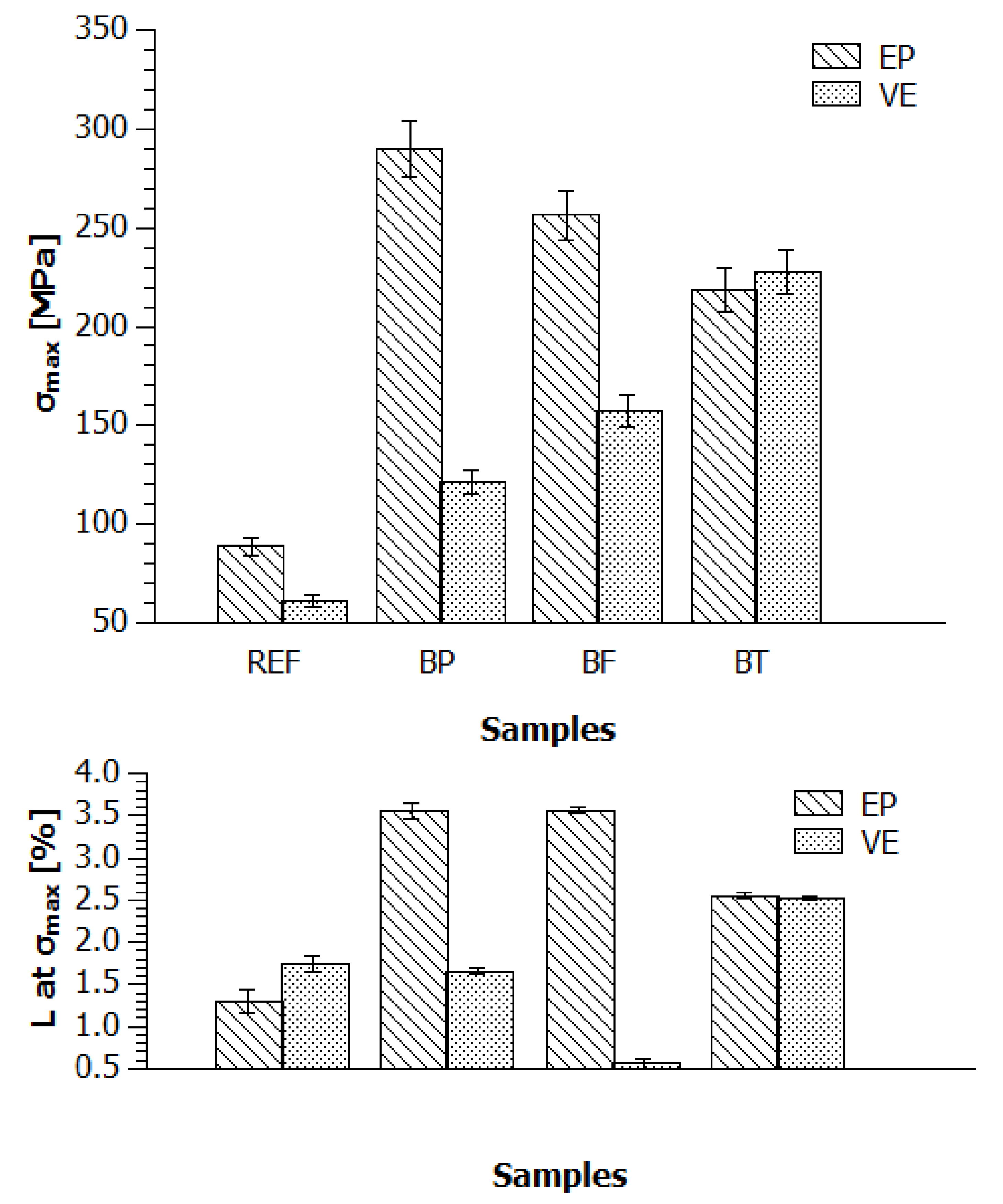
4.1.1. Static Tensile Strength
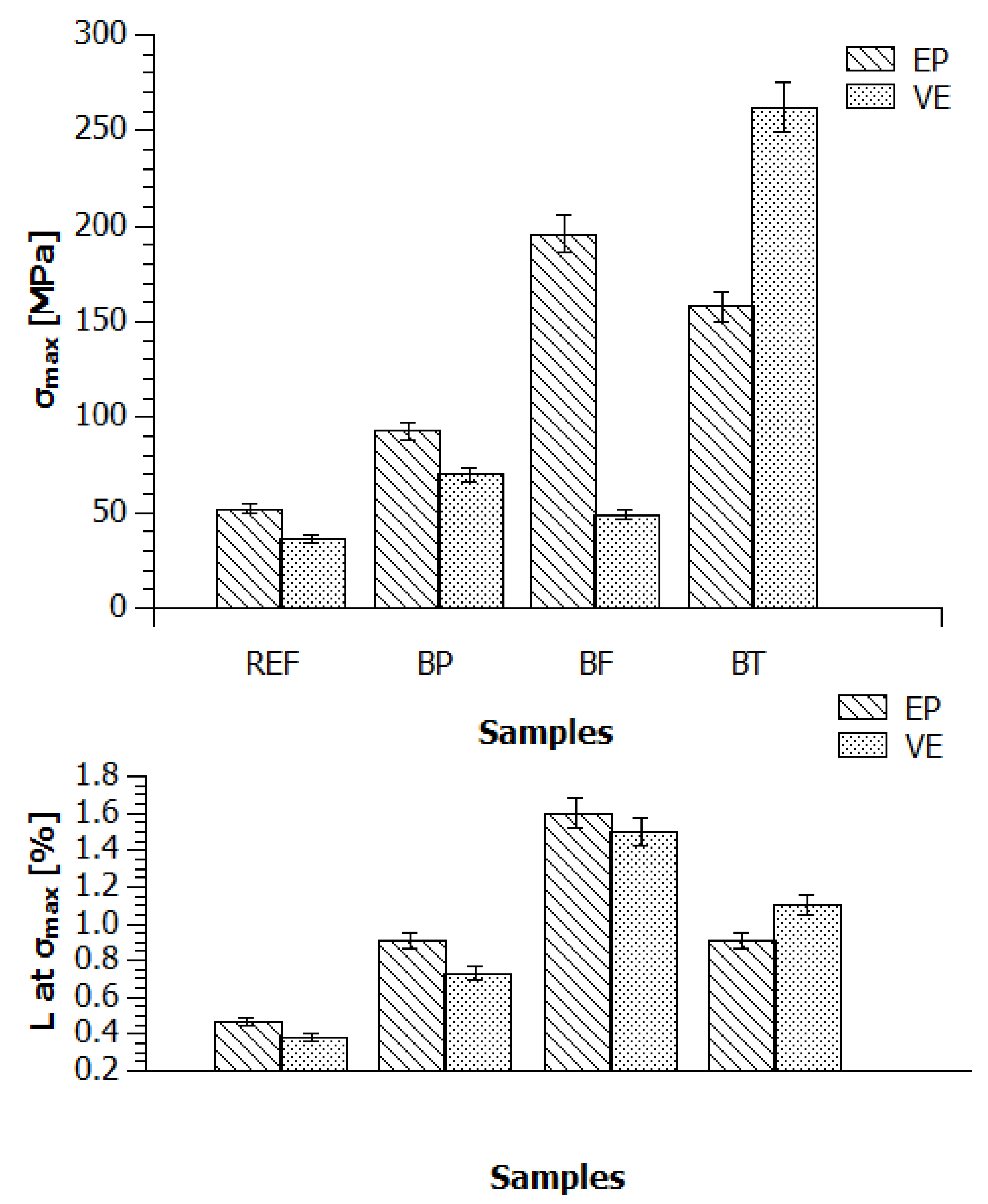
Figure 3 shows the relation between σ
max and the corresponding elongation at the maximum stress point (L at σ
max) for the epoxy (EP) and vinylester (VE) composites reinforced with basalt powder (BP), basalt fibre (BF) and basalt textile (BT) for measurements taken at 25 °C.
While stretching a polymeric material, even at room temperature, local temperature spikes by even 20 °C may occur due to some molecular processes of reorganisation and reorientation of the structure. An effect of that may be, for example, mechanical twinning of lattice crystals. The smaller the inclusion particles in the polymeric alloy, the higher the diversity of the samples turns out to be, since smaller particles have a tendency to lump into larger aggregates. Nevertheless, adding such fillers into the highly crystalline matrix results in a lower maximum stress point. It is concluded that despite keeping a constant ratio of unstretched chains to stretched chains in the test, limiting segment motions by introducing reinforcement during the so-called “necking” phenomenon not only reduces the elongation degree, but also flattens the maximum stresses.
The maximum tensile force for the materials based on epoxy resin, as tested at a temperature of 25 °C, was 435 MPa in the case of the reference fittings (
Figure 3). The lowest value was recorded for the modifications with basalt powder and fibre, which may be a consequence of weak adhesion of fibre to resin and hence cause easier tensile deformation.
The maximum tensile force in the case of vinylester samples was 235 MPa for the composition modified with basalt fibre (BF). The modification of VE resin with textile did not lead to a drastic improvement of σmax. In this case, the least favourable addition was basalt powder which reduced the maximum tensile force by 45% in the EP matrix and by 38% in the VE matrix. The best tensile strength at 25 °C among the materials studied here was observed for the epoxy resin modified with basalt textile, yet the σmax values of the reference materials (REF) had not been surpassed. As expected, the tensile deformation values at the σmax point were decreasing (for both types of polymeric materials) with an increasing influence on the filling orientation in the matrix. Therefore, the greater the influence on the additive/filler orientation in some resin layer, the lesser the elongation of the composite material. Unfortunately, this trend was not reflected in the σmax values.
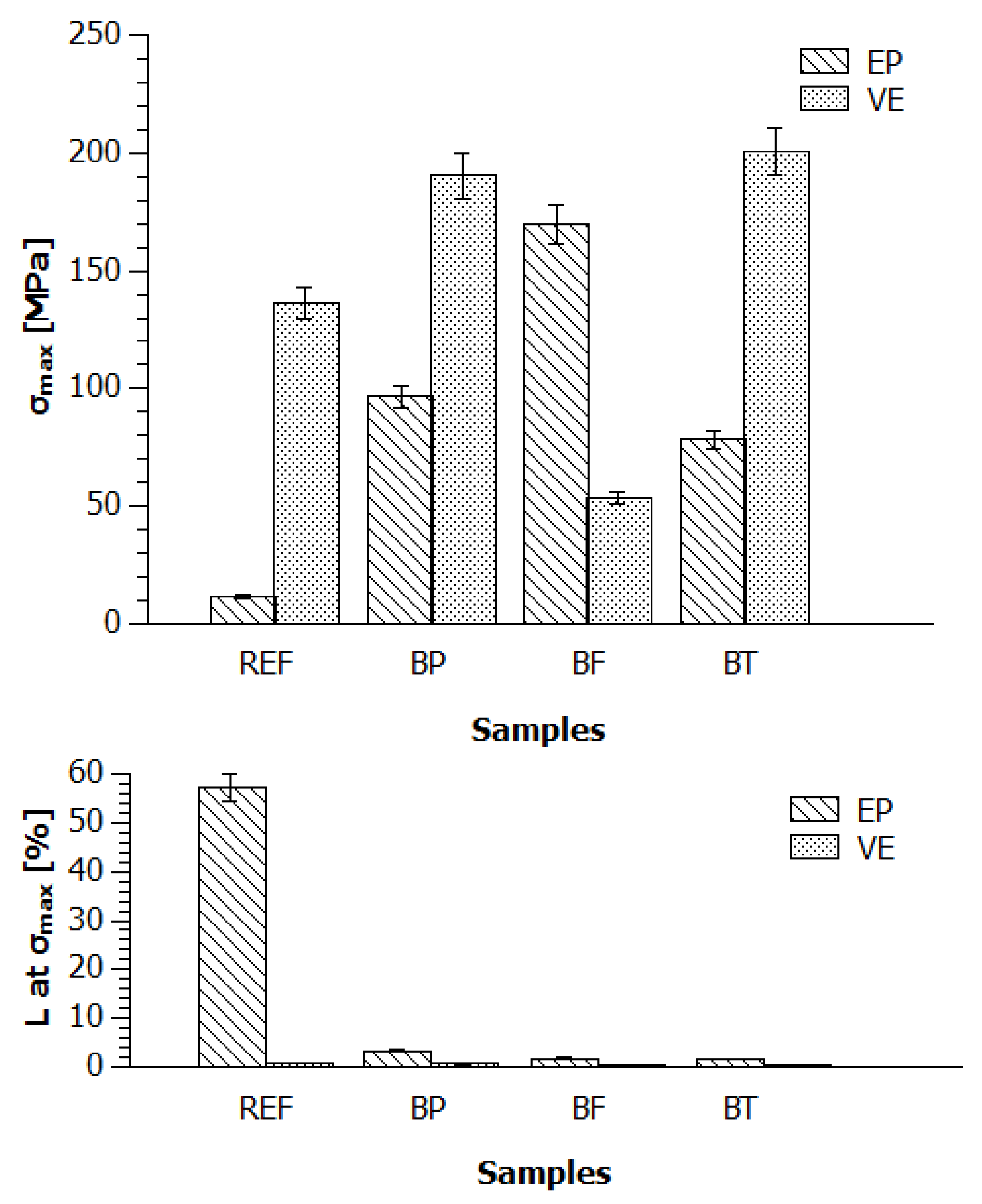
Resin compositions were also tested at temperatures −20 °C and 80 °C. The results of static tensile strength tests at −20 °C reveal that the maximum tensile force (290 MPa) was reached for composition EP/BP (
Figure 4). It had been expected that at temperatures below 0 °C the mechanical strength would depend mostly on the strength of the reinforcement itself. Here, the physical and chemical properties of the polymeric matrix and its affinity to the reinforcement played the main role. In both cases, any reinforcement improved the strength properties of the composite with respect to the reference sample. However, only in composite VE, an increase in σ
max was observed—VE < VE/BP < VE/BF < VE/BT. In contrast, the EP compositions exhibited the opposite tendency—EP < EP/BP > EP/BF > EP > BT. Worth noticing is the fact that both EP and VE compositions had practically similar σ
max values at 20 °C. The elongation of the materials at negative temperatures could have been affected by the affinity of the filling to the matrix, which might have been different in different sample points depending on the varying degree of the additive distribution within the polymer volume. This argument finds confirmation in very similar results for the BT-strengthened compositions at negative temperatures.
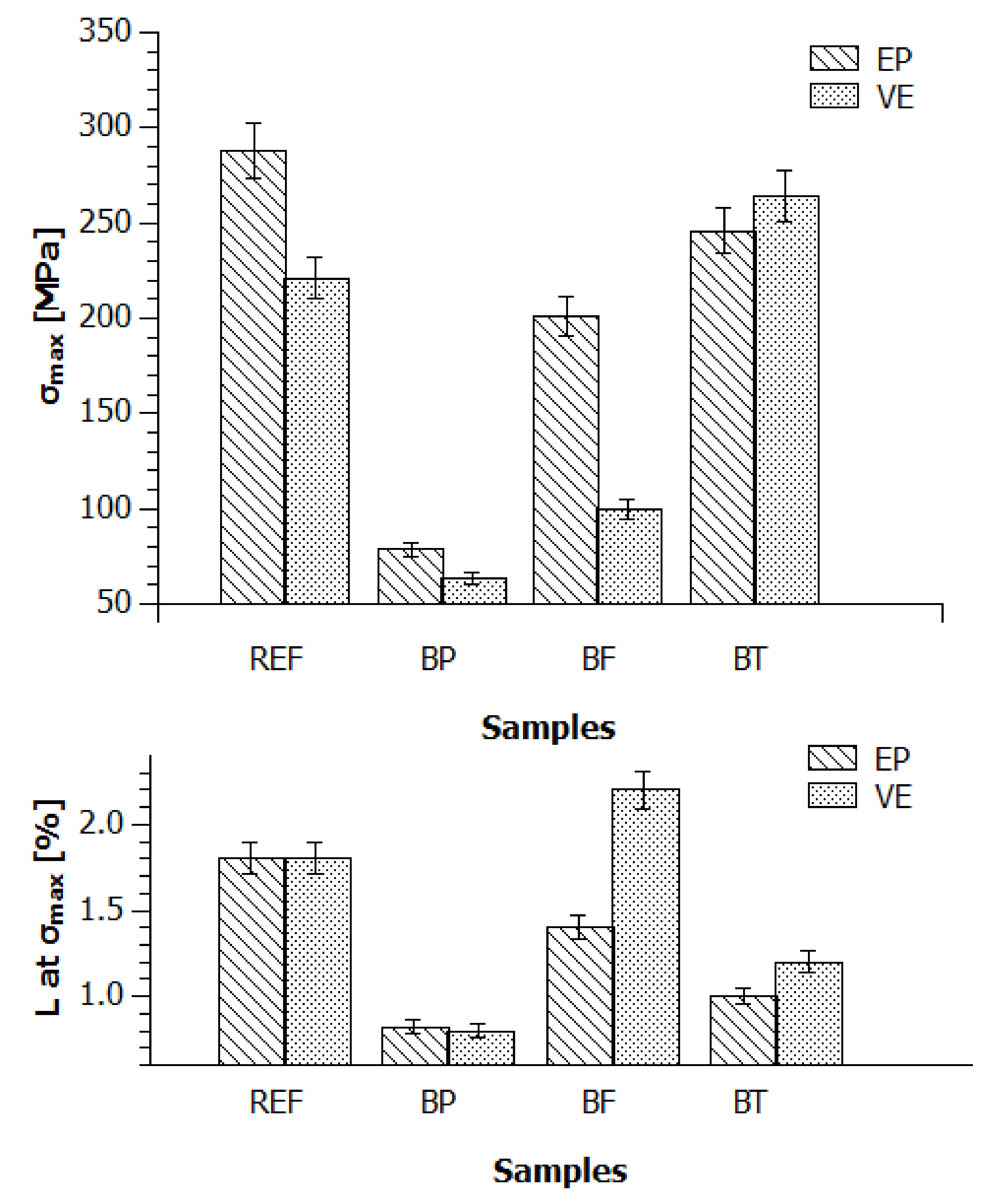
The results presented in
Figure 5 confirm high strength parameters of vinylester resin (VE) modified with basalt textile (BT). At a temperature of 80 °C the composites with both epoxy and vinylester resin exhibited a highly elastic or viscoelastic state with clearly dominant viscous properties. This is important since the elasticity moduli for plastics and polymeric materials in the highly elastic state are typically a few orders of magnitude lower than in the forced-elasticity state.
Samples EP/BF, VE/BP and VE/BT were the only samples that preserved their mechanical properties at a higher temperature, which confirms a huge role of matching the reinforcement with a proper matrix. The maximum strength of sample EP/BF of around 180 MPa corresponds to a high elastic state, which may prevent these composites from applications in building constructions exposed to high ambient temperatures. In turn, vinylester materials had better properties at a high temperature. Despite maintaining good strength parameters, the elongation at the σmax point underwent quite a dramatic change. The EP and VE composites became quite stiff and resistant to tensile deformation, which may suggest extra cross-linking of the system at an elevated temperature and an increase in the composition stiffness.
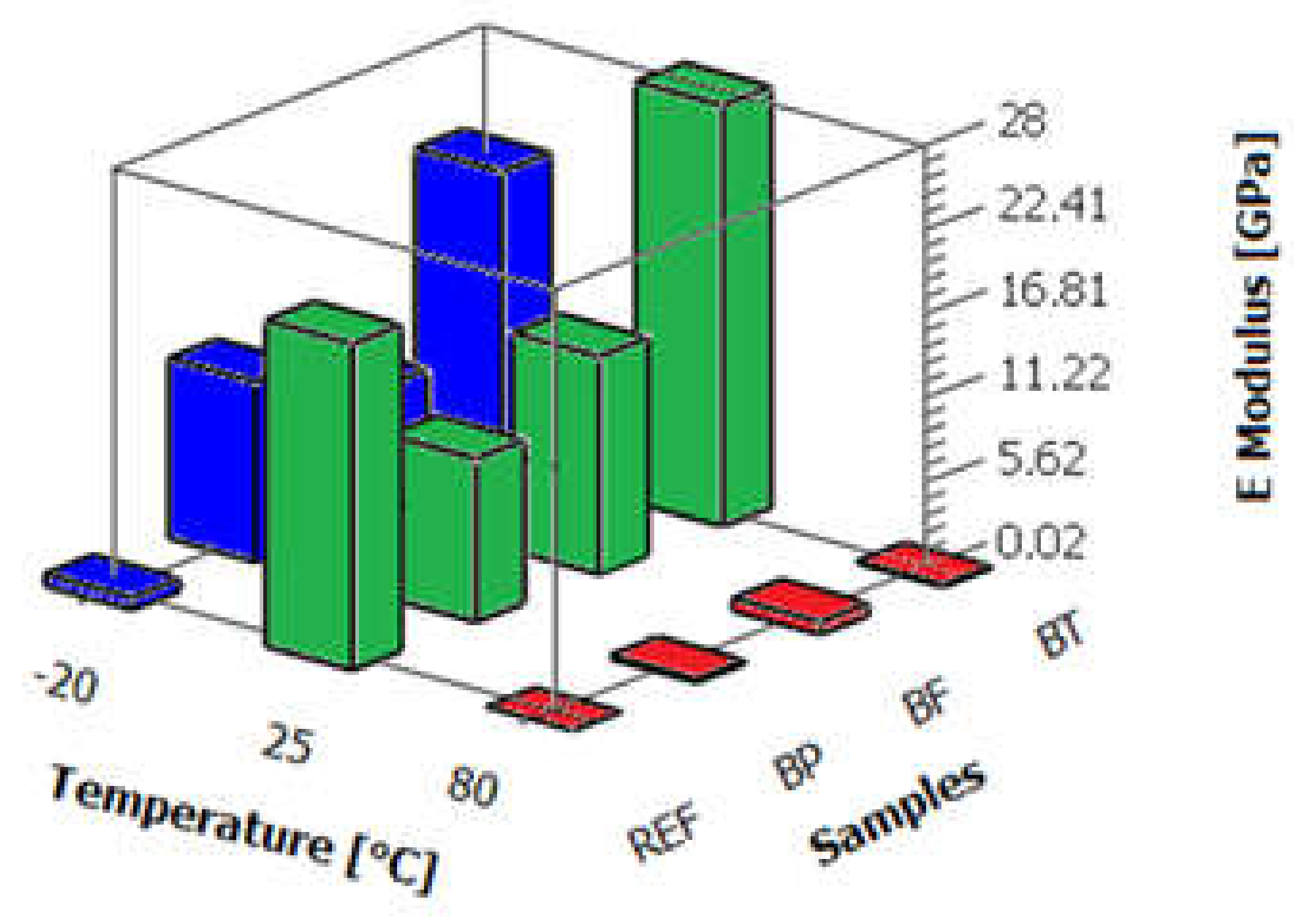
Young’s E modulus (
Figure 6) for individual compositions based on epoxy resin reinforcement in the form of basalt fibre—chopped or in the form of textile—at a temperature of 25 °C exceeded multiple times the moduli of the reference samples and those strengthened with basalt powder. The highest modulus was observed for the materials modified with basal textile (~21 GPa). This result suggests that the fibres situated within the resin were very well dampened (fibres supersaturated with resin) and gave the material properties of construction plastics. It should be noted, however, that the elasticity modulus is measured in the initial stage when the sample is still subject to elastic interactions. Reinforcement with fibre oriented both orthotropically in plane and isotropically in space can give an effect of substantial improvement of the mechanical resistance to tension, but this effect is only temporary within the range of weak tensile forces exerted on the composite. This may come as a result of better adhesion of powder to resin or a good strength of the powder itself at that temperature.
The moduli recorded at −20 °C did not exceed 5 GPa in any of the samples tested. At low temperatures, the differences between the results were negligible. In turn, at an elevated temperature, surprisingly, only the EP/BF sample preserved its strength parameters. One may conclude that at a short elongation samples EP and EP/BP, especially in the temperature range 25–80 °C, are particularly prone to deformation in contrast to the fibre-enriched samples.
In the case of Young’s moduli for the vinylester resin-based materials, one may notice that the highest values reached in the experiment were almost three times higher than those observed for the epoxy compositions; the highest value was obtained for the textile-modified (VE/BT) fittings and was 88 MPa at 25 °C.
The distribution trend of the moduli for these materials was very similar to that seen for the epoxy samples. What is worth noticing, though, is the fact that the materials reinforced with powder did not differ from the reference samples in terms of the ratio of the critical stress difference to the corresponding deformations (
Figure 7 and
Figure 8). What the samples had in common was their similar behaviour pattern within the range of weak forces.
In the case of the series marked in blue in
Figure 9, the highest module of ~36 GPa was measured for the VE/BF fitting. The experiment produced atypical results in the case of the other materials, for which the low modulus values may correspond to, among other things, errors of measurements associated with sample contraction or slip in the apparatus clamps. The addition of basalt powder (VE/BP) led to a slight increase in modulus E.
In turn, for samples VE/BF it is possible to see a decrease in the elasticity modulus value only at 25 °C, which again may be connected to weak fibre-to-resin adhesion. In general, all samples containing chopped fibres (BF) may yield barely reproducible results, highly dependent on the method and degree of their homogenisation in the resin. The results show that the composites produced by casting, regardless of the anchorage type, exhibit unstable properties at higher temperatures. Some samples, especially the epoxy ones, reach a highly elastic state at 80 °C. However, in contrast to what was expected, this is not an effect of incomplete material cross-linking, but an intrinsic property of resins (including epoxy resins), which undergo quite rapid plasticisation at an elevated temperature (up to 100 °C).
4.1.2. Static Bending Strength
In
Figure 10, a relation is presented of σ
max and the corresponding elongation (L at σ
max) in the bending strength test for the composites EP and VE reinforced with basalt powder (BP), basalt fibre (BF) and basalt textile (BT) for measurements at 25 °C.
The results indicate, as in
Section 4.1.1, that at room temperature reinforcing with basalt powder has a negative effect on the resistance to static bending. Meanwhile, basalt textile provided the resins with the highest σ
max value among all the samples that had been reinforced. Both unfortunate and surprising, the result of the reference sample was not outperformed. The amount of fillers (more than 10%) might have been too high and led to a reduction in strength properties since they did not propagate the stresses acting upon them and merely constituted foreign inclusions. The best properties were observed for the materials containing basalt textile. In this case, there were no considerable differences between the epoxy and vinylester resins. Nevertheless, samples VE/BT and EP/BT did not exhibit the greatest elongation degree at σ
max. The σ
max results at 25 °C are in line with literature reports for materials strengthened with chopped fibre and powder fillers [
16,
17,
18,
19,
20]. In theoretical considerations described in the literature, the worst strength properties have been seen for composites containing chopped or ground fibre and fibre mats providing the reinforced plastics with both spatial and in-plane isotropy [
21,
22,
23,
24,
25].
Similarly to the analysis presented for the vinylester compositions at room temperature, decreasing the sample temperature to below 0 °C allowed us not only to preserve the strength properties of the textile-reinforced compositions, but also to slightly improve them, while the error bar values were at a comparable level (
Figure 11). Thus, using two in-plane orthotropic textile layers made it possible to preserve the mechanical properties under relatively rigorous measurement conditions. Such an effect was not observed in the case of the powder (BP) or chopped fibre (BF) fillings. This study proved that as far as epoxy resins are concerned the properties of the composites are determined mainly by the filling, and in the case of the vinylester resins, the opposite, by the matrix constituting the dominant composition part.
Raising the ambient temperature to 80 °C during a static bending test trial gave the materials highly elastic properties, with entropic elasticity becoming a dominant feature. Such an elasticity type is associated with much greater deformations exceeding even 100%. The curves showing the relation between the stress and deformation of the material had a non-linear character. The dominant role was mainly played by effects connected to entropic elasticity and viscoelasticity.
The strength results (
Figure 12) from the bending tests of epoxy samples (EP) and vinylester samples (VE) at a higher temperature were different. Clearly, the filler type affected the mechanical properties of the epoxy resins, whereas it did not lead to any substantial changes in the case of the vinylester compositions. It is possible to assume that at high temperatures in both matrix types the spatially isotropic filling can definitely be applied as long as the load exerted on the material acts at an elevated temperature.
In the case of the bending strength of the vinylester (VE) composites, one may notice that the filler additives did not have a substantial influence on the strength properties. It is argued here that the application of an additive in the form of fibre, mat or basalt powder does not have a strong impact on the composite strength at an elevated temperature.
The results shown in
Figure 13 indicate that the epoxy composites had high Young’s E modulus values at 25 °C. Noticeable is the fact that the composites with unoriented chopped fibres and the composites with powder exhibited very similar modulus values, which was not reflected in the mechanical strength. In the case of the composites with chopped fibre, the filling is oriented parallel, transversely and at an angle α with respect to the load axis. It is worth mentioning that during the bending tests, on one side the material shrank in the direction surface of the cross-section centre, while it slightly stretched on the other side from the centre of the cross section outwards. When the orientation of fibres is perpendicular to the load axis, there is a phenomenon of polymer matrix overload between the transverse fibres. Therefore, in this case, the deformation of the whole composite occurs at the expense of the resin present between the transverse fibres. As a result, the fibres oriented transversely to the force acting upon the sample play a role of foreign inclusions that do not propagate stresses and the composite with a dominant fraction of such fibres is characterised by a lower strength, sometimes even lower than the strength of the reference resin. Such a situation is visible in
Figure 10, where the strength of the epoxy composites with chopped fibre and powder turns out to be lower than that of the reference sample. The best properties were observed for the samples containing basalt textile, for which E was 22 GPa.
It should be noticed that in reinforcement with orthotropic textiles the folding of the surface layers depends mostly on the weave type, its density and area density. The basalt textile used in this experiment was a roving type textile with a twill weave, which substantially reduced its surface folding. As a result, under a load parallel to the warp and in the weave nodes, where fibres are oriented transversely, both fibre straightening and tilting in opposite directions could have taken place up to an extent.
Freezing the resin compositions down to a temperature of −20 °C (
Figure 13) gave the materials a glassy-brittle physical state where the dominant quality was elasticity, also known as energetic elasticity, given the nature of the molecular processes involved. That is why the curves being monitored during the measurements followed Hooke’s law with a linear relation between specific components of the stress–strain tensor. In the cases observed, an additional reinforcement of the epoxy materials with powder, textile and chopped fibre gave the compositions very high stiffness and the stress increased fast with respect to the material deformation. The mechanical strength doubled as a result of basalt powder application in comparison to the reference sample. The use of a system of fibres oriented isotropically in space allowed us to obtain the highest average values of the fracture stress and thus the bending strength as well. However, as the average values of the fracture stress increased, the standard deviations increased too.
In the tests under a temperature of 80 °C (
Figure 13), the highest values of the bending modulus were reached by the materials filled with basalt fibre. However, the results dispersion was very high, which may have been caused by, as mentioned before, the difficulty to obtain reproducible fittings. As can be seen in the figure below, material EP/BT had definitely worse properties in comparison to its performance at room and negative temperatures. What is interesting, Young’s modulus was negligible for the reference materials.
The bending modulus of the modified vinylester resin is presented in
Figure 14. Similar to the epoxy resin, at a temperature of 25 °C, the highest value of 18 GPa was observed for the fittings with an addition of basalt textile. A negligible bending modulus was recorded for materials VE/BF. Moreover, a decrease in the modulus was seen for the basalt powder-modified resin.
Filling the vinylester resin with basalt powder particles did not influence the maximum stress value as compared to the reference sample. Nevertheless, the moduli in the initial measurement stage, where the fitting was subjected to elastic deformation forces, were different by about 5000 MPa.
However, reinforcing with basalt mats may not be an efficient solution in elements performing under high temperatures, which is due to a large volume of the vinylester resin between border layers (fabrics). Such a portion of vinylester resin chemically hardened at high temperatures may lose some of the unreacted components, which, while volatilizing, create microcracks/micropores in the composite structure, which then become sample deformation and damage hotbeds in a fitting under a heavy load. The worst situation at high temperatures, though, was observed for the composites reinforced with the non-axially oriented fibres. An increase in the composite temperature leads to a decrease in its viscosity by more intense motions of some polymer chains. Such motions may cause small but quite significant shifts of the reinforcing fibres with respect to the acting load.
Figure 14 presents also the bending modulus for the vinylester composites in the case of measurements taken at 80 °C. The modulus is the highest—16 GPa—for the fittings modified with basalt powder, which is a very high value taking into account the fact that for the best epoxy (EP/BF) sample the modulus was 750 MPa.
Fibre orientation perpendicular to the force and fibre elasticity growth at an elevated temperature could have been among the main causes of the worst measurement results. Chopped fibres under a high temperature might have acted as not only a physical obstacle hindering the deformation of the material, but also as a heat conductor within the sample, leading to its partial degradation and micro-damage to the material structure.
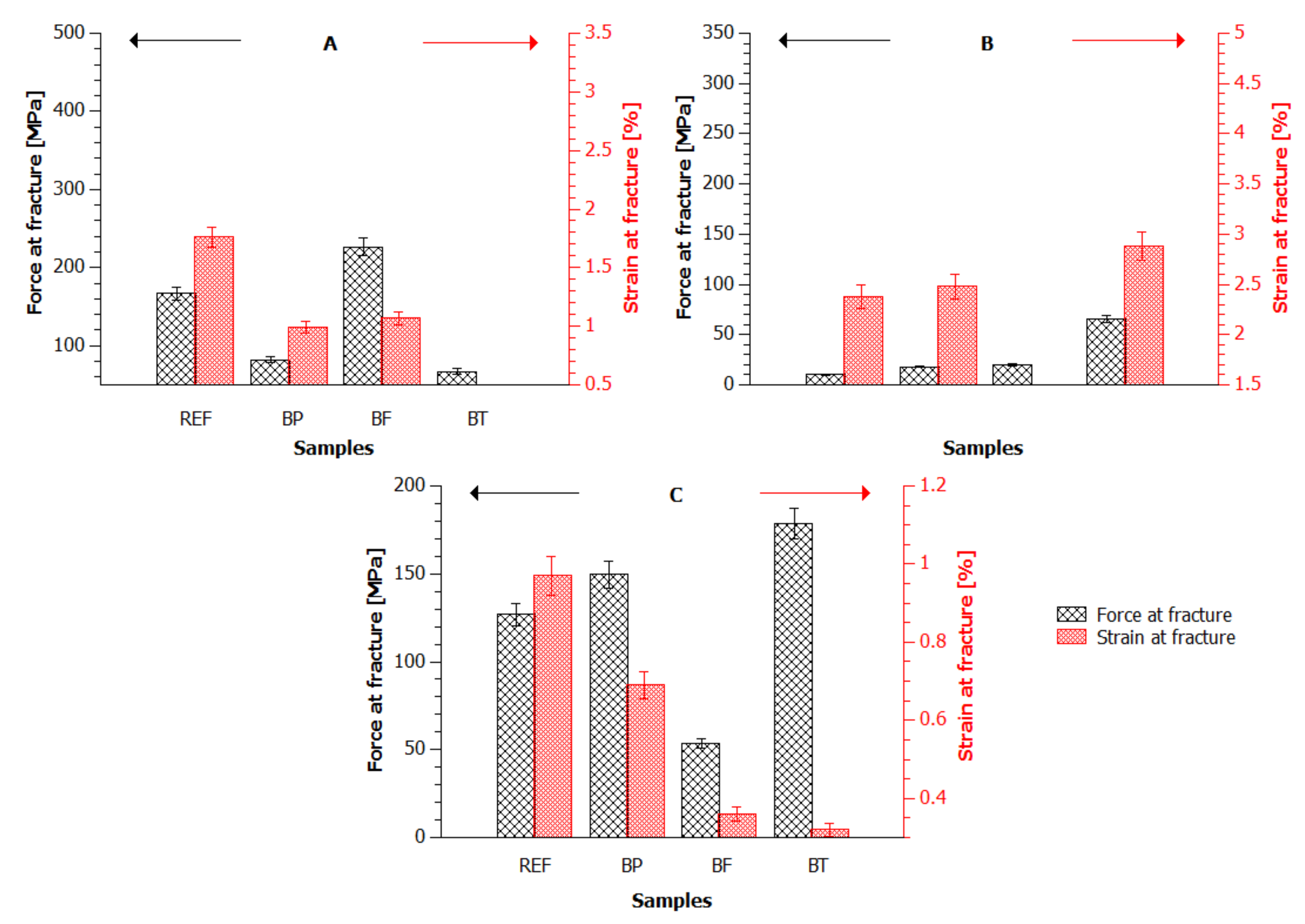
4.1.3. Toughness Tests via Charpy Method
Toughness tests were carried out at 25 °C; five trials per composite type. The trials were conducted in order to check if upon impact there is visually unnoticeable structure delamination weakening the construction and de facto constituting places where further damage may develop, e.g., under moist conditions and subsequent freezing spells at negative temperatures. That is why it is becoming essential to produce composites of high impact resistance and early detection of such damage is important for safe exploitation of building constructions. Every sample experienced fracture upon impact. The failure phenomenon was dependent not only on the impact energy, but also the impactor shape. The speed of the shock wave propagation in the construction material played an important role in the process.
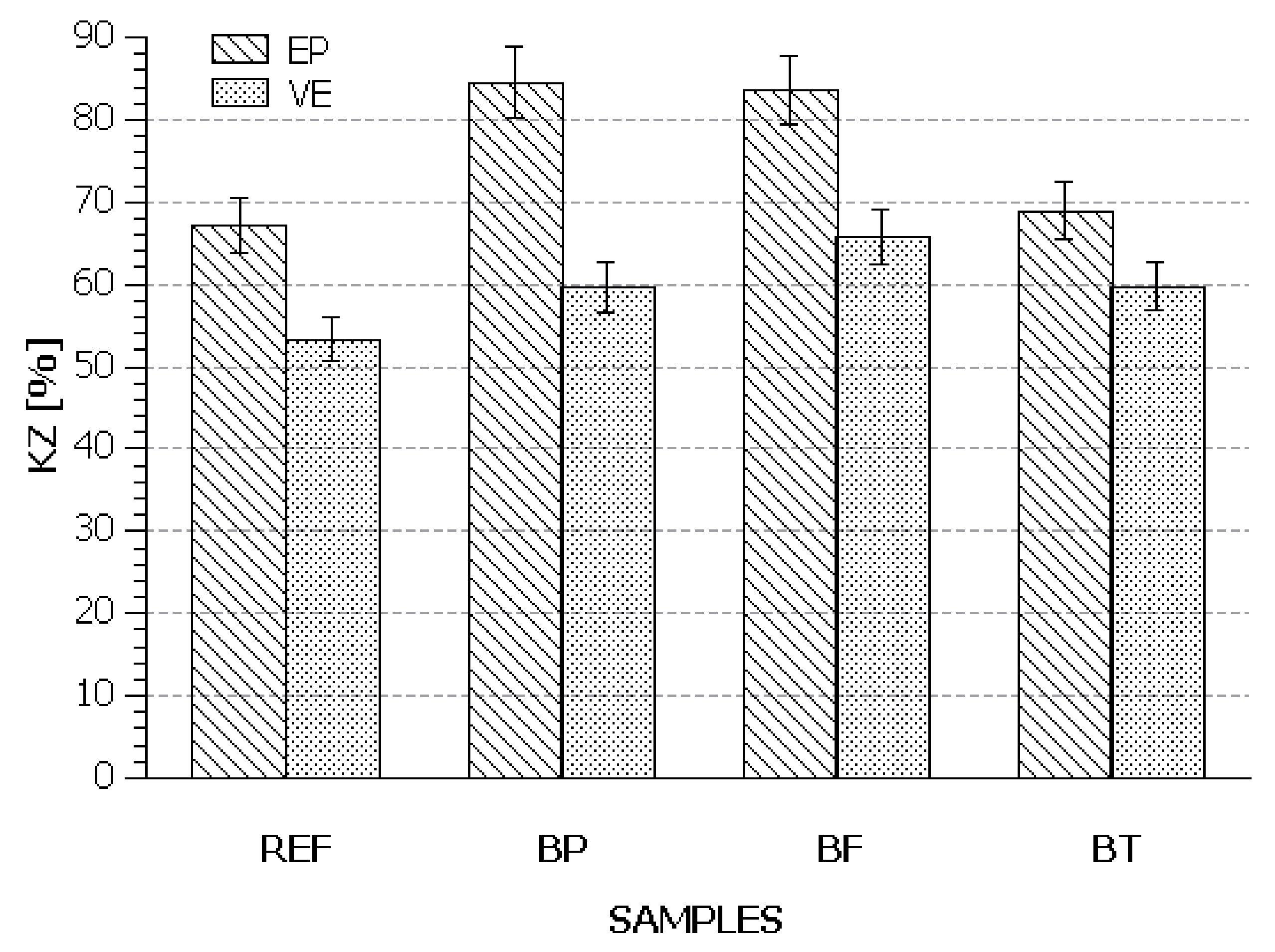
The work needed to tear apart a construction composite depends on the length of fibres, as at the sample fracture time the fibres come out of the sample instead of breaking. Conclusions based on
Figure 15 are that the composites modified with fabric (EP/BT and VE/BT) were characterised by the lowest relative toughness values. This suggests that the energy at the fracture moment was a sum of the energy used for the matrix–fibre separation, which meant the destruction of the interface adhesion, the energy used for overcoming friction and pulling the separated fibres out of the matrix and also the energy needed for the crack propagation across the polymeric matrix itself. It is deduced that if the fibres had undergone stretching, the impact energy would have been much greater because the energy used for fibre tensile deformation during impact trials typically exceeds the other energy components.
The highest values of relative toughness were recorded for the chopped fibre-modified composites. However, worth underlining is the fact that in order to achieve much better impact strength of chopped fibre-reinforced composites, one would need to use fibre with a length equal to the so-called critical length of fibre with poor adhesion to the polymeric matrix.
When analysing the results obtained for the resin composites strengthened with chopped fibre (EP/BF and VE/BF), it should be highlighted that impact-induced fracture for such composites was dependent mostly on the content of the fibres, their resistance to tensile deformation, the polymer–fibre interactions and the ductility of the resins. The fracture of the composites containing chopped fibres proceeded in relation to two factors: delamination and fracture of long fibres. The observations and analysis results show that in the first impact destruction phase, there must have been deformations and cracks in the resin. Nevertheless, the final results show that the textile was characterised by a much higher adhesion to the epoxy resin than to the vinylester resin. Next, cracking involved fibres, their sections were broken off and pulled out from the resin. The last stage, like in the case of the textile-modified (BT) composites, was sample destruction. The higher relative toughness values suggest, though, a better ability to absorb energy by the chopped fibres than by basalt textile, which means that the fibres must have been characterised by a lower value of the elasticity modulus than the textile.
The best toughness results were obtained for the epoxy composite strengthened with basalt powder (EP/BP). It turns out that filling with fine particles to a high degree allows not only good adhesion to the polymeric matrix, but most of all better dispersion within the matrix, which was a problem in the case of long and chopped fibres.
For the materials based on vinylester resin, the best toughness was observed for the samples produced with an addition of chopped fibre (VE/BF) because the KZ value in that case exceeded 60%. The epoxy materials with an addition of powder (EP/BP) and chopped fibre (EP/BF) were characterised by values of more than 80%.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






















