Pet Food Quality Assurance and Safety and Quality Assurance Survey within the Costa Rican Pet Food Industry

 ,
,
Simple Summary
Abstract
1. Introduction
2. Materials and Methods
2.1. Analyzed Samples
2.2. Reagents and Quality Control Materials
2.3. Evaluation of Good Manufacturing Practices (GMP)
2.4. Food Safety: Microbiological Analysis
2.5. Food Safety: Heavy Metal Analysis
2.6. Nutritional Quality: Proximate Analysis
2.7. Nutritional Quality: Fatty Acid Profiling
2.8. Nutritional Quality: Amino Acid Profiling and Furosine Analysis
2.9. Statistical Analysis
3. Results and Discussion
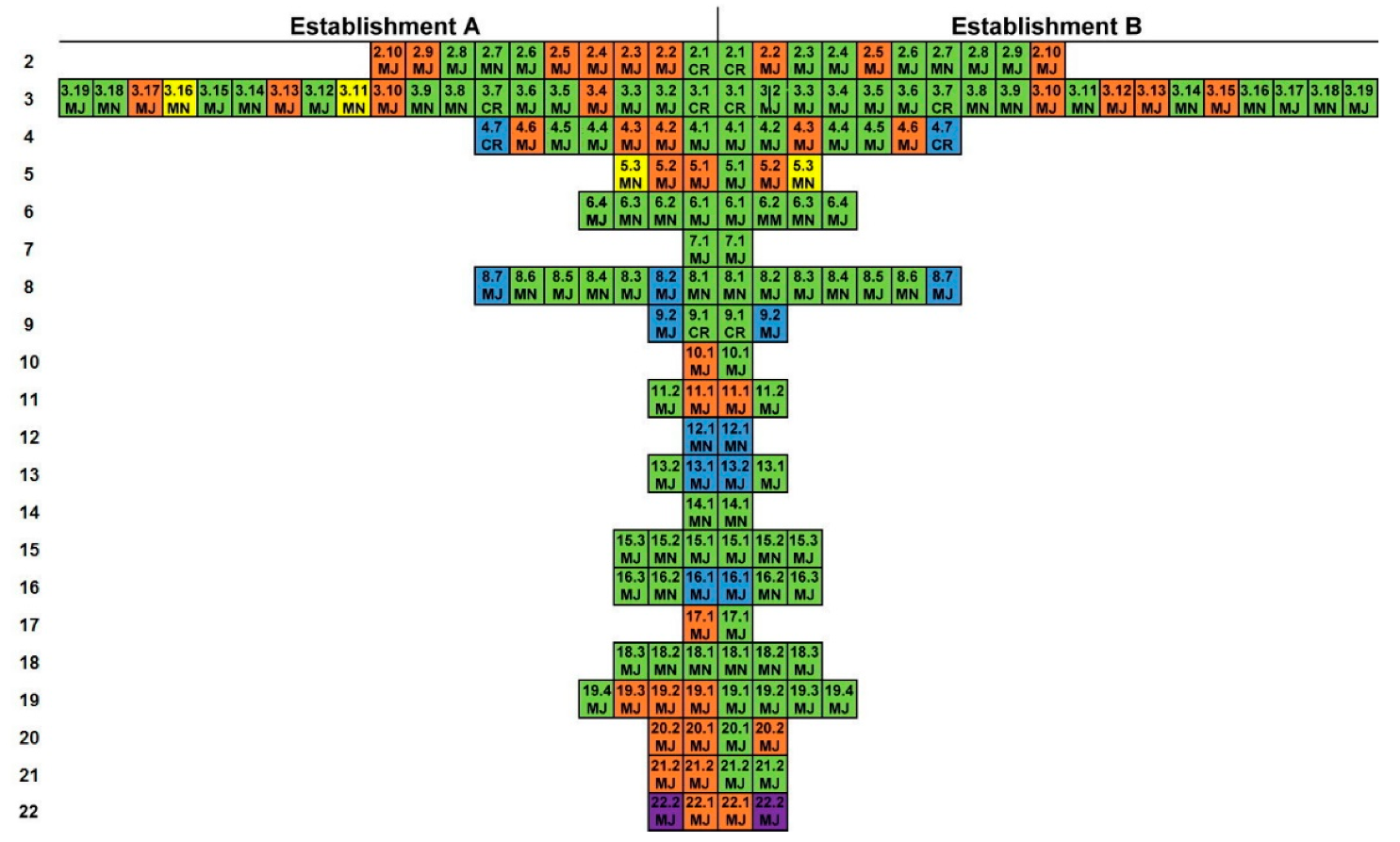
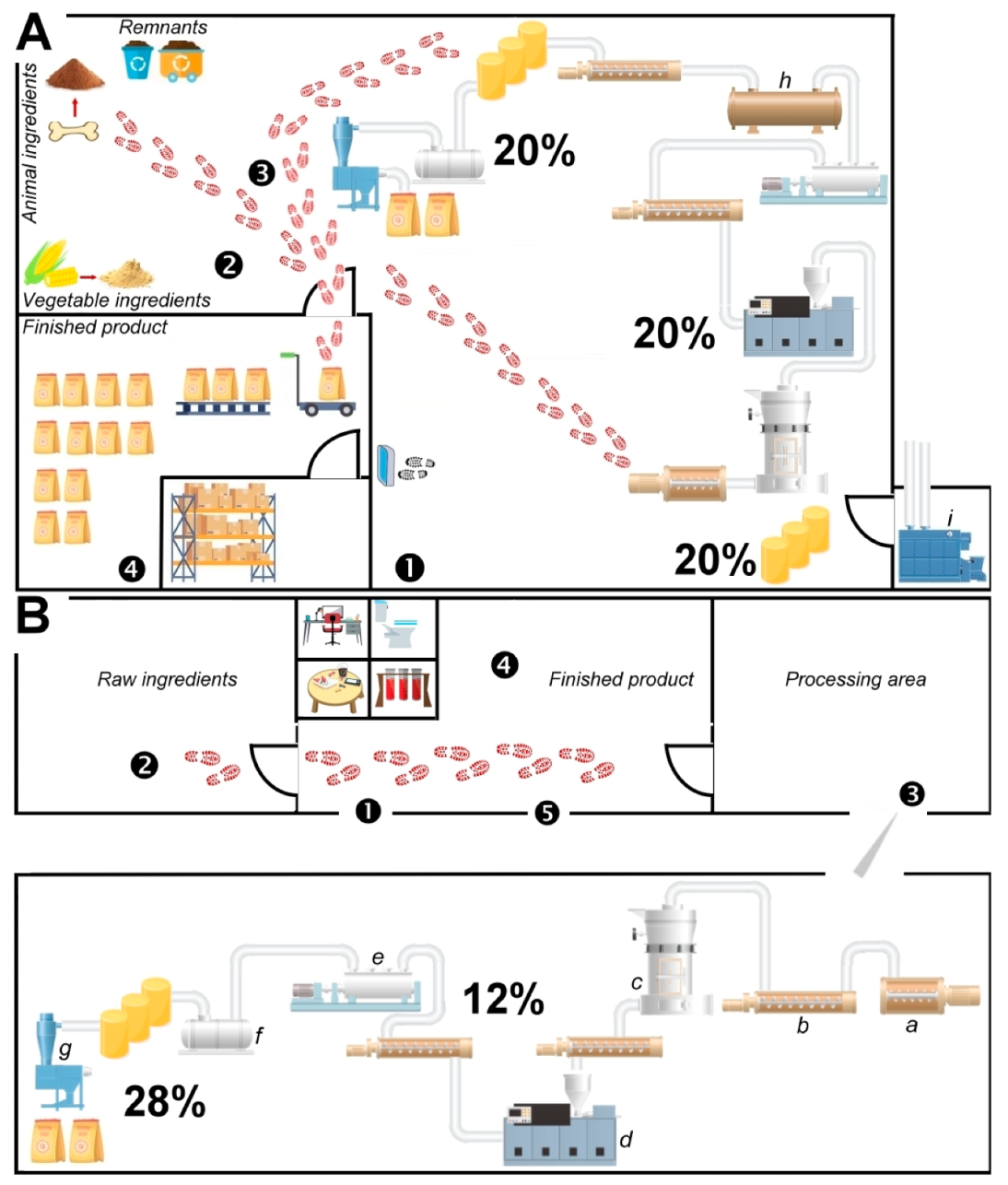
3.1. GMP
3.2. Nutritional Quality: Crude Protein and Digestibility before and after the Extrusion Process
3.3. Nutritional Quality: Water Activity and Moisture in Pet Foods
3.4. Nutritional Quality: Crude Protein, Digestibility and Amino Acid Profile
3.5. Nutritional Quality: Furosine Content in Pet Foods
3.6. Nutritional Quality: Fatty Acids, Fiber, and Minerals (Ca and P)
3.7. Food Safety: Microbiological Quality
3.8. Food Safety: Heavy Metal Contaminants
3.9. Retrospective Nutritional and Safety Analysis of Pet Foods
3.9.1. Puppy Food
3.9.2. Adult Dog Food
3.9.3. Cat Food
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
| 2. Documentation |
| 2.1 Legal permits to date [CR] |
| 2.2 A valid, approved, updated GMP manual [MJ] |
| 2.3 Updated records [MJ] |
| 2.4 Records for the control of process parameters for production equipment (e.g., temperature, moisture, pressure) [MJ] |
| 2.5 A clearly defined and documented training program [MJ] |
| 2.6 In written, management chain and personnel responsibilities for the attention of official controls and quality assurance and safety [MJ] |
| 2.7 Production process flow chart [MN] |
| 2.8 Procedure or protocol for ingredient addition [MJ] |
| 2.9 Records of internal verifications, links or officers, and corrective actions are taken [MJ] |
| 2.10 Dry, wet, chemical and/or heat cleaning procedures, or the use of bleaching or flushing, when necessary [MJ] |
| 3. Facilities |
| 3.1 Located at distances that do not involve risks against product safety, animal health, public, and environment [CR] |
| 3.2 The factory design minimizes the risks of manufacturing errors, allows quality control, hygiene and work safety activities [MJ] |
| 3.3 There is sufficient or adequate space for equipment installation and production, hygiene and cleaning operations, equipment maintenance, inspection and corrective measures [MJ] |
| 3.4 There are adequate access conditions for people and light and heavy vehicles that comply with the biosafety standards established by the company [MJ] |
| 3.5 It has areas for handling rejection, retention or quarantine products [MJ] |
| 3.6 Distribution areas are defined according to the GMP Regulation [MJ] |
| 3.7 It has separate areas for handling and storing hazardous substances: pesticides, explosive materials and others [CR] |
| 3.8 It has a separate boiler area, when applicable [MN] |
| 3.9 The surroundings, accesses, and drains have adequate and clean maintenance so that they do not constitute sources of contamination or obstacles for emergency actions [MN] |
| 3.10 Ceilings, floors, walls, windows and doors are designed appropriately to facilitate cleaning and disinfection; avoiding the entry and proliferation of pests [MJ] |
| 3.11 The buildings have adequate ventilation and lighting systems for each area and operation and following current regulations [MN] |
| 3.12 It has bathrooms, toilets, sink, rest area, dining room, and dressing rooms according to the number of people, separated from the production and storage areas [MJ] |
| 3.13 It has systems for regular access of people and vehicles to the facilities, as well as disinfection [MJ] |
| 3.14 Metal materials, construction, and tools are maintained in specific areas and external to the production flow or, if applicable, in safe cabinets [MN] |
| 3.15 All work surfaces that are in contact with food allow effective cleaning and disinfection and do not represent a potential contamination factor [MJ] |
| 3.16 It has enough garbage dumps, and they have their respective lid and identification [MN] |
| 3.17 There is a maintenance and hygiene program of the facilities and equipment that includes the Standardized Sanitation Operating Procedures, when required [MJ] |
| 3.18 The pallets in the process and storage areas are maintained clean [MN] |
| 3.19 There is a specific area for storage of the finished product, and it meets the storage conditions [MJ] |
| 4. Equipment |
| 4.1 Production equipment is included and used in such a way that they have no source of contamination for food [MJ] |
| 4.2 Magnets and screens are routinely checked to ensure proper operation and cleaning [MJ] |
| 4.3 The measuring devices must be appropriate for the determination of the weights and/or volumes to be measured and guarantee operation through a preventive and corrective program of constant maintenance and calibration [MJ] |
| 4.4 The performance of the mixers is checked to determine the quality of homogenization [MJ] |
| 4.5 Pre-mixers, mixers, pelletizers and extruders are used according to the established capacity of the equipment and the manufacturer’s specifications [MJ] |
| 4.6 A equipment cleaning and hygiene program is implemented [MJ] |
| 4.7 The equipment is cleaned at each formula change, as in the case of single-line systems, where risk ingredients are used [CR] |
| 5. Personnel |
| 5.1 The staff is trained according to their responsibilities, and a training program for all staff is adequately implemented [MJ] |
| 5.2 Personnel hygiene standards are defined and implemented [MJ] |
| 5.3 Company personnel are subject to periodic health checks and records are maintained, and appropriate safety equipment is used [MN] |
| 6. Pest Control |
| 6.1 A Pest Control Program exists and is active [MJ] |
| 6.2 There is an updated diagram of the location of the pest traps [MN] |
| 6.3 Trained personnel correctly implement the pest control program, when applicable [MN] |
| 6.4 Rodent control in the production area during the process and storage of finished product is adequate [MJ] |
| PRODUCTION PROCESS |
| 7. Production flow |
| 7.1 It allows continuity from the reception of ingredients to the output of the final product [MJ] |
| 8. Raw materials |
| 8.1 There is a properly documented provider registry [MN] |
| 8.2 Raw materials, when applicable, are subject to a quarantine period and in an exclusive area for that purpose [MJ] |
| 8.3 Raw materials are stored in specific and identified areas and separated from process areas and contaminants [MJ] |
| 8.4 The inventory program is met “first to enter, first to leave” or “first to expire first to leave" [MN] |
| 8.5 There is control of raw materials that do not allow the use of expired and/or contaminated ingredients [MJ] |
| 8.6 Raw material storage areas allow inspection, cleaning, and aeration [MN] |
| 8.7 Reused bags are subjected to disinfection processes approved by the Competent Authority [MJ] |
| 9. Storage of Risk Ingredients |
| 9.1 Raw materials that are risk ingredients are handled according to existing regulations [CR] |
| 9.2 The areas for storage of medicines and ingredients of risk have the required conditions [MJ] |
| 10. Water |
| 10.1 There are procedures for the use and control of water quality and monitoring records are maintained [MJ] |
| ELABORATION PROCESS |
| 11. Formulation |
| 11.1 There is a procedure for the verification of formulas by competent personnel [MJ] |
| 11.2 The formulas contain complete information and all the precautions required for the handling and use of risky ingredients [MJ] |
| 12. Grinding |
| 12.1 Constant control of the grinding process is carried out to verify the recommended particle size for each species is achieved [MN] |
| 13. Adding ingredients |
| 13.1 A preliminary preparation process for medicines and additives premixes is executed to allow correct homogenization [MJ] |
| 13.2 Equipment allows a homogeneous mixture for the addition of liquid materials and irrigation products [MJ] |
| 14. Mixing |
| 14.1 The mixing time is technically determined and known by the operators. Besides, regular checks are performed [MN] |
| 15. Packaging and Labeling |
| 15.1 It complies with current regulations on labeling [MJ] |
| 15.2 The packaging complies with the provisions of the GMP Regulation [MJ] |
| 15.3 The labels are kept organized and follow adequate inventory management, with well-defined handling and use procedures [MJ] |
| 16. Storage |
| 16.1 Finished products that contain risky ingredients must be stored in separate, identified areas, and under adequate conditions [MJ] |
| 16.2 Proper management of finished product inventories are maintained [MN] |
| 16.3 Finished product control does not allow the use and commercialization of expired or contaminated merchandise [MJ] |
| 17. Reprocessing |
| 17.1 Any product rejected or returned for reprocessing is identified and stored in specific areas for that purpose [MJ] |
| 18. Dispatch, distribution, and transportation |
| 18.1 The expedition and delivery is made under dispatch orders with clear information [MN] |
| 18.2 Vehicles for distribution are inspected to ensure proper cleaning conditions for product handling [MN] |
| 18.3 Transportation cleaning activities are carried out [MJ] |
| 19. Quality and safety controls |
| 19.1 The proper procedures for quality control of raw materials other inputs of the process are implemented [MJ] |
| 19.2 A quality control program for the finished product, which complies with current regulations, is implemented [MJ] |
| 19.3 Records of the established quality and safety control program are properly preserved [MJ] |
| 19.4 Samples are protected and identified concerning the lot number from which it originated [MJ] |
| POST-PROCESSING |
| 20. Traceability |
| 20.1 It has adequate identification systems and records to allow traceability in the process chain [MJ] |
| 20.2 It has the proper procedures to handle claims, returns and product recall [MJ] |
| 21. Verification of GMP |
| 21.1 The company has an adequate program of internal audits to keep the system under control and verify compliance with the minimum sanitary and GMP requirements [MJ] |
| 21.2 The recommendations issued in official inspections regarding GMP are met, and the required records are maintained [MJ] |
| 22. Environment |
| 22.1 The company has solid and liquid waste management systems [MJ] |
References
- Cámara de Industriales de Alimentos de Balanceados (CIAB). Informe de la Situación actual de Alimentos Balanceados. Cámara de Industriales de Alimentos Balanceados, Costa Rica. 2018. Available online: https://www.ciabcr.com/charlas/Nutrici%C3%B3n%20Animal%202018/Charlas/Carl_Oroz.pdf (accessed on 21 March 2018).
- Headey, B.; Grabka, M.; Kelley, J.; Reddy, P.; Tseng, Y.-P. Pet ownership is good for you health and saves public expenditure too: Australian and German longitudinal evidence. Aust. Soc. Monit. 2002, 4, 93–99. [Google Scholar]
- Di Cerbo, A.; Morales-Medina, J.C.; Palmieri, B.; Pezzuto, F.; Cocco, R.; Flores, G.; Iannitti, T. Functional foods in pet nutrition: Focus on dogs and cats. Res. Vet. Sci. 2017, 112, 161–166. [Google Scholar] [CrossRef] [PubMed]
- Daumas, C.; Paragon, B.-M.; Thorin, C.; Martin, L.; Dumon, H.; Ninet, S.; Nguyen, P. Evaluation of eight commercial dog diets. J. Nutr. Sci. 2014, 3, e63. [Google Scholar] [CrossRef] [PubMed]
- Swanson, K.S.; Carter, R.A.; Yount, T.P.; Aretz, J.; Buff, P.R. Nutritional Sustainability of Pet Foods. Adv. Nutr. 2013, 4, 141–150. [Google Scholar] [CrossRef]
- Rolinec, M.; Bíro, D.; Gálik, B.; Šimko, M.; Juráček, M.; Tvarožková, K.; Ištoková, A. The nutritive value of selected commercial dry dog foods. Acta Fytotech. Zootech. 2016, 19, 25–28. [Google Scholar] [CrossRef]
- World Animal Protection (WAP). Estudio Nacional Sobre Tenencia de Perros en Costa Rica 2016; World Animal Protection: Heredia, Costa Rica, 2016; Available online: https://issuu.com/wspalatam/docs/estudioperros-web-singles (accessed on 6 May 2017).
- Food and Agriculture Organization (FAO); International Feed Industry Federation (IFIF). Buenas Prácticas para la Industria de Piensos–Implementación de Código de Prácticas Sobre Buena Alimentación Animal; FAO: Roma, Italy, 2014; 110p, Available online: http://www.fao.org/docrep/019/i1379s/i1379s.pdf (accessed on 21 May 2017).
- Codex Alimentarius. CAC/RCP 54–2004 Code of Practice on Good Animal Feeding; Codex Alimentarius: Roma, Italy, 2008; Available online: http://www.fao.org/docrep/012/i1111s/i1111s02.pdf (accessed on 21 March 2017).
- Cabella, D.; Eguren, E. Buenas Prácticas en la Elaboración de Alimentos para Animales, 1st ed.; Ministerio de Ganadería, Agricultura y Pesca: Montevideo, Uruguay, 2012; 44p. [Google Scholar]
- Bustos, C. Calidad Microbiológica de Alimentos para Perros Comercializados a Granel. Bachelor’s Thesis, Universidad de Chile, Santiago, Chile, 2006; 81p. [Google Scholar]
- Gómez, L. Introducción a la Nutrición de Caninos y Felinos. J. Agric. Anim. Sci. 2013, 2, 52–67. [Google Scholar]
- Salazar, J. Montaje y Puesta en Marcha de una Planta de Alimento Balanceado con Capacidad de 2 tn/h. Bachelor’s Thesis, Universidad Católica del Perú, San Miguel, Peru, 2008; 102p. [Google Scholar]
- Van Rooijen, C.; Bosch, G.; van der Poel, A.F.B.; Wierenga, P.A.; Alexander, L.; Hendriks, W.H. Reactive lysine content in commercially available pet foods. J. Nutr. Sci. 2014, 3, e35. [Google Scholar] [CrossRef]
- Lankhorst, C.; Tran, Q.D.; Havenaar, R.; Hendriks, W.H.; van der Poel, A.F.B. The effect of extrusion on the nutritional value of canine diets as assessed by in vitro indicators. Anim. Feed Sci. Technol. 2007, 138, 285–297. [Google Scholar] [CrossRef]
- Gazzotti, T.; Biagi, G.; Pagliuca, G.; Pinna, C.; Scardilli, M.; Grandi, M.; Zaghini, G. Occurrence of mycotoxins in extruded commercial dog food. Anim. Feed Sci. Technol. 2015, 202, 81–89. [Google Scholar] [CrossRef]
- Maya, S. Procesos de Producción de Alimentos Balanceados. Bachelor’s Thesis, Corporación Universitaria Lasallista, Caldas, Colombia, 2016; 65p. [Google Scholar]
- Association of American Feed Control Officials (AAFCO). Feed Inspector’s Manual, 5th ed.; Association of American Feed Control Officials Inspection and Sampling Committee: Champaign, IL, USA, 2014; 220p. [Google Scholar]
- Cortés-Herrera, C.; Artavia, G.; Leiva, A.; Granados-Chinchilla, F. Liquid Chromatography Analysis of Common Nutritional Components, in Feed and Food. Foods 2019, 8, 1. [Google Scholar] [CrossRef]
- Molina, A.; Granados-Chinchilla, F.; Jiménez, M.; Acuña-Calvo, M.T.; Alfaro, M.; Chavarría, G. Vigilance for Salmonella in Feedstuffs Available in Costa Rica: Prevalence, Serotyping and Tetracycline Resistance of Isolates Obtained from 2009 to 2014. Foodborne Pathogens Dis. 2016, 13, 119–127. [Google Scholar] [CrossRef]
- Nemser, S.M.; Doran, T.; Grabenstein, M.; McConnell, T.; McGrath, T.; Pamboukian, R.; Smith, A.C.; Achen, M.; Danzeisen, G.; Kim, S.; et al. Investigation of Listeria, Salmonella, and toxigenic Escherichia coli in various pet foods. Foodborne Pathogens Dis. 2014, 11, 706–709. [Google Scholar] [CrossRef]
- Rodríguez-Lázaro, D.; Oniciuc, E.-A.; García, P.G.; Gallego, D.; Fernádez-Natal, I.; Dominguez-Gil, M.; Eiros-Bouza, J.M.; Wagner, M.; Nicolau, A.I.; Hernández, M. Detection and characterization of Staphylococcus aureus and Methicillin-Resistant, S. aureus in Foods Confiscated in EU borders. Front. Microbiol. 2017, 8, 1344. [Google Scholar] [CrossRef]
- Granados-Chinchilla, F.; Prado-Mena, S.; Mata-Arias, L. Inorganic contaminants and composition analysis of commercial feed grade mineral compounds available in Costa Rica. Int. J. Food Contam. 2015, 2, 8. [Google Scholar] [CrossRef]
- Artavia, G.; Rojas-Bogantes, L.; Granados-Chinchilla, F. Two alternative chromatography methods assisted by the sulfonic acid moiety for the determination of furosine in milk. Methods X 2018, 5, 639–647. [Google Scholar]
- Huss, A.; Cochrane, R.; Jones, C.; Atungulu, G.G. Chapter 5: Physical and Chemical Methods for the Reduction of Biological Hazards in Animal Feeds. Food Feed Saf. Syst. Anal. 2018, 83–95. [Google Scholar] [CrossRef]
- European Commission. Regulation (EC) No 183/2005 of the European Parliament and of the Council of 12 January 2005 Laying down Requirements for Feed Hygiene; European Commission: Brussel, Belgium, 2005; Volume L35, pp. 1–22.
- European Food Safety Authority (EFSA). Scientific Opinion of the Panel on Biological Hazards on a request from the Health and Consumer Protection, Directorate General, European Commission on Microbiological Risk Assessment in feedingstuffs for food-producing animals. EFSA J. 2008, 720, 1–84. [Google Scholar]
- Cochrane, R.A.; Dritz, S.S.; Woodworth, J.C.; Stark, C.R.; Huss, A.R.; Cano, J.P.; Thompson, R.W.; Fahrenholz, A.C.; Jones, C.K. Feed mill biosecurity plans: A systematic approach to prevent biological pathogens in swine feed. J. Swine Health Prod. 2016, 24, 154–164. [Google Scholar]
- Consejo de Ministros de Integración Económica (COMIECO). RTCA 65.05.63:11 Reglamento Técnico Centroamericano Productos Utilizados en la Alimentación Animal, Buenas Prácticas de Manufactura. 2012. Available online: http://www.mag.go.cr/legislacion/2013/de-37560.pdf (accessed on 21 March 2017).
- Instituto Colombiano Agropecuario (ICA). Directivas Técnicas de Alimentos para Animales y Sales Mineralizadas DIP-30-100-003. 1999. Available online: https://www.ica.gov.co/getdoc/7d27ee5e-cfe4-47a2-868e-7c53f4e49473/directivastecnicasalimentosanimales.aspx (accessed on 25 June 2019).
- Zanatta, C.P.; Félix, A.P.; Britto, C.B.M.; Murakami, F.; Sabchuk, T.T.; Oliveira, S.G.; Maiorka, A. Digestibility of dry extruded food in adult dogs and puppies. Arq. Bras. Med. Vet. Zootec 2011, 63, 784–787. [Google Scholar] [CrossRef]
- Huss, A.; Cochrane, R.; Muckey, M.; Jones, C. Chapter 4—Animal Feed Mill Biosecurity: Prevention of Biological Hazards. Food Feed Saf. Syst. Anal. 2018, 63–81. [Google Scholar] [CrossRef]
- Rokey, G.J.; Plattner, B.; de Souza, M. Feed extrusion process description. Rev. Bras. Zootec. 2010, 39, 510–518. [Google Scholar] [CrossRef]
- Tran, Q.D.; Hendriks, W.H.; van der Poel, A.F.B. Effects of extrusión processing on nutrients in dry pet food. J. Sci. Food Agric. 2008, 88, 1487–1493. [Google Scholar] [CrossRef]
- European Pet Food Industry Federation (FEDIAF). Nutritional Guidelines for Complete and Complementary Pet Food for Cats and Dogs; European Pet Food Industry Federation: Brussels, Belgium, 2017; 75p. [Google Scholar]
- Tran, Q.D.; Hendriks, W.H.; van der Poel, A.F.B. Effects of drying temperature and time of a canine diet extruded with a 4 or 8 mm die on physical and nutritional quality indicators. Anim. Feed Sci. Technol. 2011, 165, 258–264. [Google Scholar] [CrossRef]
- Van Rooijen, C.; Bosch, G.; Wierenga, P.A.; Hendriks, W.H.; van der Poel, A.F.B. The effect of steam pelleting of a dry dog food on the Maillard reaction. Anim. Feed Sci. Technol. 2014, 198, 238–247. [Google Scholar] [CrossRef]
- Malca, S.; Lucas, O.; Arbaiza, T.; Carcelén, F.; San Martín, F. Comparación de dos técnicas para determinar digestibilidad proteica de insumos y alimentos comerciales para caninos. Rev. Inv Vet. Perú 2006, 17, 96–103. [Google Scholar]
- Association of American Feed Control Officials (AAFCO). Official Publication; Association of American Feed Control Officials: Champaign, IL, USA, 2019; 591p. [Google Scholar]
- Baser, Ö.; Yalçin, S. Determination of some quality characteristics in pet foods. Ankara Üniv. Vet. Fak. Derg. 2017, 64, 21–24. [Google Scholar]
- Food and Drug Administration (FDA). Hazard Analysis and Risk-Based Preventive Controls for Food for Animals: Guidance for Industry; FDA: Rockville, MD, USA, 2018. Available online: https://www.fda.gov/media/110477/download (accessed on 15 November 2019).
- Van der Hoeven-Hangoor, E.; Rademaker, C.J.; Paton, N.D.; Verstegen, M.W.A.; Hendriks, W.H. Evaluation of free water and water activity measurements as functional alternatives to total moisture content in broiler excreta and litter samples. Poultry Sci. 2014, 93, 1782–1792. [Google Scholar] [CrossRef]
- Choe, E.; Oh, S. Effects of water activity on the lipid oxidation and antioxidants of Dried Laver (Porphyra) during storage in the dark. J. Food Sci. 2013, 78, 1144–1151. [Google Scholar] [CrossRef]
- Lee, C.H.; Parkin, K.L. Effect of Water Activity and Immobilization of Fatty Acid Selectivity for Esterification Reactions Mediated by Lipases. Biotechnol. Bioeng. 2001, 75, 219–227. [Google Scholar] [CrossRef]
- Marín, S.; Magan, N.; Abellana, M.; Canela, R.; Ramos, A.J.; Sanchis, V. Selective effect of propionates and water activity on maize mycoflora and impact of fumonisin B1 accumulation. J. Stores Prod. Res. 2001, 16, 203–214. [Google Scholar] [CrossRef]
- Neirinck, K.; Istasse, L.; Gabriel, A.; van Eenaeme, C.; Bienfait, J.-M. Amino acid composition and digestibility of four protein sources for dogs. J. Nutr. 1991, 121, S64–S65. [Google Scholar] [CrossRef] [PubMed]
- Donadelli, R.A.; Aldrich, C.G.; Jones, C.K.; Beyer, R.S. The amino acid composition and protein quality of various egg, poultry meal by-products, and vegetable proteins used in the production of dog and cat diets. Poultry Sci. 2019, 98, 1371–1378. [Google Scholar] [CrossRef] [PubMed]
- Kanakubo, K.; Fascetti, A.J.; Larsen, J.A. Assessment of protein and amino acid concentrations and labeling adequacy of commercial vegetarian diets formulated for dogs and cats. J. Am. Vet. Med. Assoc. 2015, 247, 285–392. [Google Scholar] [CrossRef] [PubMed]
- Morris, J.G.; Rogers, Q.R.; Pacioretty, L.M. Taurine: An essential nutrient for cats. J. Small Anim. Pract. 1990, 31, 502–509. [Google Scholar] [CrossRef]
- Hayes, K.C. Nutritional problems in cats: Taurine deficiency and vitamin A excess. Can. Vet. J. 1982, 23, 2–5. [Google Scholar]
- Edgar, S.E.; Kirk, C.A.; Rogers, Q.R.; Morris, J.G. Taurine status in cats is not maintained by dietary cysteinesulfinic acid. J. Nutr. 1998, 128, 751–757. [Google Scholar] [CrossRef]
- Wu, J.-Y.; Prentice, H. Role of taurine in the central nervous system. J. Biomed. Sci. 2010, 17 (Suppl. 1), 51. [Google Scholar] [CrossRef]
- Kaplan, J.L.; Stern, J.A.; Fascetti, A.J.; Larsen, J.A.; Skolnik, H.; Peddle, G.D.; Kienle, R.D.; Waxman, A.; Cocchiaro, M.; Gunther-Harrington, C.T.; et al. Taurine deficiency and dilated cardiomyopathy in golden retrievers fed commercial diets. PLoS ONE 2018, 13, e0209112. [Google Scholar]
- Tjernsbekk, M.T.; Tauson, A.-H.; Matthiesen, C.F.; Ahlstrøm, Ø. Protein and amino acid bioavailability of extruded dog food with protein meals of different quality using growing mink (Neovison vison) as a model. J. Anim. Sci. 2016, 94, 3796–3804. [Google Scholar] [CrossRef]
- Rutherfurd, S.M.; Rutherfurd-Markwick, K.J.; Moughan, P.J. Available (illeal digestible reactive) lysine in selected pet foods. J. Agric. Food Chem. 2007, 55, 3517–3522. [Google Scholar] [CrossRef]
- Singh, S.; Wakeling, L.; Gamlath, S. Retention of essential amino acids during extrusion of protein and reducing sugars. J. Agric. Food Chem. 2007, 55, 8779–8786. [Google Scholar] [CrossRef] [PubMed]
- Dias Paes, M.C.; Maga, J. Effect of extrusion on essential amino acids profile and color of whole-grain flours of quality protein maize (QPM) and normal maize cultivars. Rev. Bras. Milho Sorgo 2004, 3, 10–20. [Google Scholar] [CrossRef]
- Varga-Visi, É.; Lóki, K.; Albert, C.; Csapó, J. The influence of extrusion on loss of and racemization of amino acids. Acta Univ. Sapientiae Aliment. 2009, 2, 65–79. [Google Scholar]
- Hervera, M.; Baucells, M.D.; González, G.; Pérez, E.; Castrillo, C. Prediction of digetsible protein content of dry extruded dog foods: Comparison of methods. J. Anim. Physiol. 2008, 93, 366–372. [Google Scholar] [CrossRef]
- Li, H.-Y.; Xing, L.; Wang, J.-Q.; Zheng, N. Toxicology studies of furosine in vitro/in vivo and exploration of the related mechanism. Toxicol. Lett. 2018, 291, 101–111. [Google Scholar] [CrossRef]
- Zilić, S.; Mogol, B.A.; Akıllıoğlu, G.; Serpen, A.; Delić, N.; Gökmen, V. Effects of extrusion, infrared and microwave processing on Maillard reaction products and phenolic compounds in soybean. J. Sci. Food Agric. 2014, 94, 45–51. [Google Scholar] [CrossRef]
- Troise, A.D.; Fiore, A.; Wiltafsky, M.; Fogliano, V. Quantification of Nε-(2-Furoylmethyl)-L-lysine (furosine), Nε-(Carboxymethyl)-L-lysine (CML), Nε-(Carboxyethyl)-L-lysine (CEL) and Total Lysine through Stable Isotope Dilution Assay and Tandem Mass Spectrometry. Food Chem. 2015, 188, 357–364. [Google Scholar] [CrossRef]
- Chiang, G.H. A simple and rapid high-performance liquid chromatographic procedure for determination of furosine, lysine-reducing sugar derivative. J. Agric. Food Chem. 1983, 31, 1373–1374. [Google Scholar] [CrossRef]
- Chiang, G.H. High-Performance liquid chromatographic determination of ε-pyrrole-lysine in processed food. J. Agric. Food Chem. 1988, 36, 506–509. [Google Scholar] [CrossRef]
- Van Rooijen, C.; Bosch, G.; van der Poel, A.F.B.; Wierenga, P.A.; Alexander, L.; Hendriks, W.H. The Maillard reaction and pet food processing: Effects on nutritive value and pet health. Nutr. Res. Rev. 2013, 26, 130–148. [Google Scholar] [CrossRef]
- Food and Drug Administration (FDA). Compliance Policy Guide Sec. 690.800 Salmonella in Food for Animals; FDA: Rockville, MD, USA, 2013. Available online: http://www.fda.gov/downloads/ICECI/ComplianceManuals/CompliancePolicyGuidanceManual/UCM361105.pdf (accessed on 11 May 2017).
- Food and Drug Administration (FDA). Hazard Analysis and Risk-Based Preventive Control for Food for Animals, Guidance for Industry; FDA: Rockville, MD, USA, 2018. Available online: https://www.fda.gov/media/110477/download (accessed on 25 June 2019).
- Consejo de Ministros de Integración Económica (COMIECO). RTCA 67.04.50.17. Reglamento Técnico Centroamericano Alimentos, Criterios Microbiológicos para la Inocuidad de los Alimentos. 2017. Available online: http://www.comex.go.cr/media/3480/279_anex-243-rtca-67-04-50-08-microbio-may-09.pdf (accessed on 25 June 2019).
- Servicio Agrícola Ganadero (SAG). Resolución N° 7.885. Establece Límites Máximo de Contaminantes en Insumos Destinados a la Alimentación Animal. Ministerio de Agricultura, Servicio Agrícola Ganadero. 2018. Available online: https://www.leychile.cl/navegar?idNorma=1114058 (accessed on 25 June 2019).
- Leiva, A.; Granados-Chinchilla, F.; Redondo-Solano, M.; Arrieta-González, M.; Pineda-Salazar, E.; Molina, A. Characterization of the animal by-product meal industry in Costa Rica: Manufacturing practices through the production chain and food safety. Poultry Sci. 2018, 97, 2159–2169. [Google Scholar] [CrossRef] [PubMed]
- Herrera, M.; Mena, E.; Rojas, J.C.; Rodríguez, E.; Chaves, C.; Arias, M.L. Calidad microbiológica de alimento concentrado para perros adultos que se expende en Costa Rica. Anal. Vet. 2009, 29, 10–15. [Google Scholar]
- Abd-Elhakim, Y.M.; El Sharkawy, N.I.; Moustafa, G.G. An investigation of selected chemical contaminants in commercial pet foods in Egypt. J. Vet. Diagn. Investig. 2016, 28, 70–75. [Google Scholar] [CrossRef] [PubMed]
- Adamse, P.; Van der Fels-Klerx, H.J.I.; de Jong, J. Cadmium, lead, mercury and arsenic in animal feed and feed materials—Trend analysis of monitoring results. Food Add. Contam. Part. A 2017, 34, 1298–1311. [Google Scholar] [CrossRef]
- Kim, H.-T.; Loftus, J.P.; Mann, S.; Wakshlag, J.J. Evaluation of arsenic, cadmium, lead and mercury contamination in over-the-counter available dry dog foods with different animal ingredients (red meat, poultry, and fish). Front. Vet. Sci. 2018, 5, 264. [Google Scholar] [CrossRef] [PubMed]
- Pigłowski, M. Heavy metals in notifications of rapid alert system for food and feed. Int. J. Environ. Res. Public Health 2018, 15, 365. [Google Scholar] [CrossRef]
- Gessert, C.F.; Phillips, P.H. Protein in the nutrition of the growing dog. J. Nutr. 1956, 58, 415–421. [Google Scholar] [CrossRef]
- Girio, T.M.S.; Filho, A.N.; Rossi Junior, O.D.; Amaral, L.A.; Girio, R.J.S. Microbiological quality of dog feed sold in sealed packages and in bulk. Ars Vet. Jaboticabal SP 2012, 28, 36–50. [Google Scholar]
- Wojdat, E.; Kwiatek, K.; Zasadny, R. Microbiological quality of pet food in Poland. Pol. J. Vet. Sci. 2004, 7, 207–209. [Google Scholar]
- Lauten, S.D. Nutritional risks to large-breed dogs: From weaning to the geriatric years. Vet. Clin. Small Anim. Pract. 2006, 36, 1345–1359. [Google Scholar] [CrossRef]
- Tal, M.; Parr, J.M.; MacKenzie, S.; Verbrugghe, A. Dietary imbalances in a large breed puppy, leading to compression fractures, vitamin D deficiency, and suspected nutritional secondary hyperparathyroidism. CVJ 2018, 59, 36–42. [Google Scholar]
- Lambertini, E.; Buchanan, R.L.; Narrod, C.; Pradhan, A.K. Transmission of bacterial zoonotic pathogens between pets and humans: The role of pet food. Crit. Rev. Food Sci. Nutr. 2016, 56, 364–418. [Google Scholar] [CrossRef] [PubMed]
 conformity;
conformity;  minor non-conformity;
minor non-conformity;  major non-conformity;
major non-conformity;  critical non-conformity;
critical non-conformity;  evaluation point not applicable;
evaluation point not applicable;  point not evaluated.
conformity; minor non-conformity; major non-conformity; critical non-conformity; evaluation point not applicable; point not evaluated.
point not evaluated.
conformity; minor non-conformity; major non-conformity; critical non-conformity; evaluation point not applicable; point not evaluated.

| Sampling Zone | Establishment (n) | Moisture | Crude Protein | Crude Fat | Pepsin Digestibility |
|---|---|---|---|---|---|
| Concentration g/100 g | |||||
| After mixing | A (5) | 11.45 | 16.71 | 8.43 | 69.77 |
| B (0) | ND | ND | ND | ND | |
| Median | 11.45 | 16.71 | 8.43 | 69.77 a | |
| After extruder | A (5) | 12.67 | 16.49 | 8.29 | 70.85 |
| B (3) | 17.81 | 13.46 | 7.55 | 65.60 | |
| Median | 14.87 | 15.19 | 7.97 | 68.60 a | |
| Finished product | A (5) | 7.71 | 16.23 | 12.87 | 71.17 |
| B (7) | 10.47 | 13.48 | 12.38 | 72.36 | |
| Median | 9.32 | 14.62 | 12.59 | 71.86 a | |
| Reference | Recommended values in the finished product | ||||
| [35,39] | 10.00 (max) | 18.00 (min) | 5.50 (min) | 80.00 (min) | |
| Nutrient/Parameter | Mean ± SD | Median | Maximum * | Minimum * |
|---|---|---|---|---|
| Puppy food (n = 9) | ||||
| Moisture, g/100 g | 8.03 ± 1.17 | 8.50 | 9.51 [10.00] | 6.17 |
| aw | 0.584 ± 0.068 | 0.597 | 0.669 [0.60] | 0.434 |
| Adult dog food (n = 15) | ||||
| Moisture, g/100 g | 7.66 ± 1.46 | 7.52 | 9.91 [10.00] | 5.39 |
| aw | 0.536 ± 0.096 | 0.549 | 0.679 [0.60] | 0.372 |
| Cat food (n = 5) | ||||
| Moisture, g/100 g | 7.94 ± 0.87 | 7.80 | 9.48 [10.00] | 6.86 |
| aw | 0.548 ± 0.050 | 0.533 | 0.637 [0.60] | 0.499 |
| Nutrient/Parameter | Mean ± SD | Median | Maximum * | Minimum * |
|---|---|---|---|---|
| Puppy food (n = 9) | ||||
| Crude protein, g/100 g | 27.35 ± 3.61 | 27.23 | 32.89 | 20.85 [22.50] |
| Non-essential amino acids, g/100 g | ||||
| Alanine | 1.30 ± 0.24 | 1.26 | 1.68 | 0.99 |
| Aspartate | 2.12 ± 0.29 | 2.15 | 2.65 | 1.55 |
| Glutamate | 4.69 ± 0.89 | 4.68 | 6.38 | 3.00 |
| Glycine | 1.35 ± 0.22 | 1.31 | 1.70 | 0.92 |
| Serine | 2.16 ± 0.30 | 2.10 | 2.59 | 1.63 |
| Tyrosine | 0.81 ± 0.22 | 0.79 | 1.11 | 0.44 |
| Essential amino acids, g/100 g | ||||
| Arginine | 1.71 ± 0.27 | 1.77 | 2.17 | 1.35 [1.00] |
| Histidine | 0.73 ± 0.12 | 0.70 | 0.95 | 0.61 [0.44] |
| Isoleucine | 0.82 ± 0.19 | 0.89 | 1.09 | 0.51 [0.71] |
| Leucine | 2.98 ± 0.64 | 3.21 | 3.62 | 1.79 [1.29] |
| Lysine | 1.18 ± 0.28 | 1.14 | 1.58 | 0.79 [0.90] |
| Methionine | 0.48 ± 0.10 | 0.49 | 0.59 | 0.30 [0.35] |
| Methionine-cystine | 1.26 ± 0.16 | 1.20 | 1.55 | 1.08 [0.53] |
| Phenylalanine | 1.15 ± 0.20 | 1.20 | 1.42 | 0.86 [0.83] |
| Phenylalanine-tyrosine | 1.99 ± 0.15 | 1.97 | 2.24 | 1.79 [1.30] |
| Threonine | 1.39 ± 0.28 | 1.30 | 2.12 | 1.13 [1.04] |
| Valine | 1.02 ± 0.23 | 1.04 | 1.42 | 0.86 [0.68] |
| Conditionally essential amino acids, g/100 g | ||||
| Cysteine/Cystine | 0.75 ± 0.18 | 0.72 | 1.09 | 0.60 |
| Proline | 1.34 ± 0.38 | 1.34 | 2.11 | 0.58 |
| Taurine | 0.17 ± 0.03 | 0.19 | 0.22 | 0.12 |
| Pepsin digestibility, g/100 g protein | 75.68 ± 7.75 | 76.95 | 84.78 | 64.03 |
| Furosine, mg/100 g | 34.70 ± 10.07 | 28.80 | 53 | 24.50 |
| Adult dog food (n = 15) | ||||
| Crude protein, g/100 g | 20.45 ± 3.30 | 19.78 | 27.46 | 15.46 [18.00] |
| Non-essential amino acids, g/100 g | ||||
| Alanine | 1.01 ± 0.32 | 1.05 | 1.46 | 0.39 |
| Aspartate | 2.55 ± 0.72 | 2.63 | 3.50 | 1.08 |
| Glutamate | 5.91 ± 0.96 | 5.75 | 7.88 | 4.17 |
| Glycine | 1.60 ± 0.77 | 1.32 | 3.75 | 0.96 |
| Serine | 1.00 ± 0.62 | 0.86 | 2.12 | 0.28 |
| Tyrosine | 1.07 ± 0.40 | 0.98 | 1.92 | 0.54 |
| Essential amino acids, g/100 g | ||||
| Arginine | 1.35 ± 0.56 | 1.33 | 2.32 | 0.27 [0.51] |
| Histidine | 1.24 ± 0.37 | 1.20 | 1.97 | 0.68 [0.19] |
| Isoleucine | 0.83 ± 0.14 | 0.79 | 1.09 | 0.63 [0.38] |
| Leucine | 3.16 ± 0.27 | 3.19 | 3.71 | 2.71 [0.68] |
| Lysine | 1.12 ± 0.52 | 1.06 | 2.39 | 0.15 [0.63] |
| Methionine | 0.47 ± 0.17 | 0.45 | 0.87 | 0.29 [0.33] |
| Methionine-cystine | 1.36 ± 0.23 | 1.39 | 1.72 | 1.08 [0.65] |
| Phenylalanine | 0.94 ± 0.21 | 0.79 | 1.09 | 0.63 [0.45] |
| Phenylalanine-tyrosine | 1.98 ± 0.52 | 2.03 | 2.97 | 1.10 [0.74] |
| Threonine | 0.85 ± 0.36 | 0.91 | 1.59 | 0.28 [0.48] |
| Valine | 0.89 ± 0.29 | 0.88 | 1.27 | 0.58 [0.49] |
| Conditionally essential amino acids, g/100 g | ||||
| Cysteine/Cystine | 0.90 ± 0.20 | 0.86 | 1.27 | 0.58 |
| Proline | 1.41 ± 0.30 | 1.43 | 2.11 | 0.66 |
| Taurine | 0.17 ± 0.03 | 0.17 | 0.25 | 0.12 |
| Pepsin digestibility, g/100 g protein | 68.61 ± 3.76 | 67.45 | 80.25 | 65.32 |
| Furosine, mg/100 g | 27.80 ± 5.26 | 26.55 | 37.30 | 20.50 |
| Cat food (n = 5) | ||||
| Crude protein, g/100 g | 30.05 ± 3.41 | 28.91 | 36.69 | 27.00 [20.00] |
| Non-essential amino acids, g/100 g | ||||
| Alanine | 1.51 ± 0.26 | 1.66 | 1.76 | 1.17 |
| Aspartate | 2.30 ± 0.24 | 2.33 | 2.65 | 2.01 |
| Glutamate | 6.15 ± 0.89 | 6.31 | 6.90 | 4.44 |
| Glycine | 2.02 ± 0.33 | 2.09 | 2.37 | 1.48 |
| Serine | 1.62 ± 0.83 | 1.53 | 2.68 | 0.63 |
| Tyrosine | 1.00 ± 0.10 | 1.01 | 1.12 | 0.88 |
| Essential amino acids, g/100 g | ||||
| Arginine | 1.50 ± 0.30 | 1.43 | 1.94 | 1.08 [1.04] |
| Histidine | 0.72 ± 0.23 | 0.68 | 1.14 | 0.49 [0.31] |
| Isoleucine | 1.59 ± 0.31 | 1.46 | 2.16 | 1.26 [0.52] |
| Leucine | 3.12 ± 0.21 | 3.18 | 3.30 | 2.71 [1.24] |
| Lysine | 1.32 ± 0.21 | 1.33 | 1.66 | 1.08 [0.83] |
| Methionine | 0.58 ± 0.08 | 0.60 | 0.67 [1.50] | 0.44 [0.20] |
| Methionine-cystine | 1.00 ± 0.32 | 1.20 | 1.33 | 0.59 [0.40] |
| Phenylalanine | 1.32 ± 0.26 | 1.35 | 1.61 | 1.01 [0.42] |
| Phenylalanine-tyrosine | 1.92 ± 0.45 | 1.89 | 2.62 | 1.35 [1.53] |
| Threonine | 1.21 ± 0.09 | 1.20 | 1.38 | 1.11 [0.73] |
| Valine | 1.15 ± 0.26 | 1.66 | 1.76 | 1.17 [0.62] |
| Conditionally essential amino acids, g/100 g | ||||
| Cysteine/Cystine | 0.69 ± 0.05 | 0.67 | 0.76 | 0.64 |
| Proline | 1.24 ± 0.13 | 1.30 | 1.35 | 1.00 |
| Taurine | 0.22 ± 0.08 | 0.22 | 0.24 | 0.19 [0.20] |
| Furosine, mg/100 g | 34.38 ± 7.58 | 31.70 | 47.10 | 26.60 |
| Nutrient/Parameter | Mean ± SD | Median | Maximum * | Minimum * |
|---|---|---|---|---|
| Puppy food (n = 9) | ||||
| Crude fat, g/100 g | 13.24 ± 1.41 | 12.69 | 15.37 | 11.68 [8.50] |
| Fatty acid profile, g kg−1 | ||||
| Ethanedioic acid | 20.27 ± 6.79 | 20.95 | 28.70 | 10.40 |
| Propanoic acid | 14.46 ± 9.25 | 12.30 | 29.30 | 2.00 |
| Butanedioic acid | 35.06 ± 33.70 | 24.20 | 109.40 | 7.40 |
| 2-methyl-hexanoic acid | 14.23 ± 10.47 | 10.30 | 35.50 | 5.10 |
| 2-methyl-pentanoic acid | 45.97 ± 47.34 | 26.40 | 111.20 | 0.30 |
| Octanoic acid | 10.24 ± 6.35 | 12.50 | 18.60 | 2.80 |
| Undecanoic acid | 16.90 ± 8.07 | 17.30 | 27.90 | 5.10 |
| (Z)-9-Dodecenoic acid | 28.10 ± 14.60 | 19.00 | 48.70 | 16.60 |
| Tetradecanoic acid | 19.95 ± 2.79 | 20.90 | 22.60 | 15.40 |
| Hexadecanoic acid | 378.27 ± 89.09 | 410.00 | 511.20 | 257.00 |
| Octadecanoic acid | 78.11 ± 23.37 | 81.80 | 105.60 | 40.00 |
| (Z)-9-Octadecenoic acid | 212.61 ± 37.89 | 206.80 | 309.90 | 173.70 |
| (Z,Z)-9,12-Octadecadienoic acid | 112.99 ± 32.99 | 115.10 | 173.80 | 48.70 [13.00] |
| (Z)-13-Octadecenoic acid | 214.90 ± 46.30 | 214.90 | 261.20 | 168.60 |
| SFA | 590.88 ± 122.96 | 568.80 | 813.10 | 348.90 |
| MUFA | 291.30 ± 61.62 | 276.70 | 396.90 | 183.00 |
| PUFA | 132.51 ± 80.36 | 116.30 | 254.10 | 3.90 |
| Adult dog food (n = 15) | ||||
| Crude fat | 12.52 ± 1.55 | 12.59 | 15.56 | 10.60 |
| Fatty acid profile, g kg−1 | ||||
| Ethanedioic acid | 16.33 ± 10.66 | 13.10 | 33.80 | 1.40 |
| Propanoic acid | 11.90 ± 12.60 | 5.50 | 33.20 | 0.50 |
| Butanedioic acid | 15.18 ± 11.31 | 10.65 | 36.60 | 1.80 |
| Pentanoic acid | 3.68 ± 4.52 | 1.90 | 15.50 | 1.10 |
| Dodecanoic acid | 20.77 ± 14.82 | 15.80 | 46.70 | 5.90 |
| Tetradecanoic acid | 15.70 ± 8.61 | 15.55 | 29.30 | 2.20 |
| Hexadecanoic acid | 359.10 ± 94.31 | 341.00 | 547.00 | 224.90 |
| (Z)-9-Hexadecenoic acid | 12.63 ± 1.62 | 13.30 | 14.20 | 10.40 |
| Octadecanoic acid | 76.24 ± 37.49 | 76.50 | 169.80 | 22.40 |
| (Z)-9-Octadecenoic acid | 283.57 ± 45.81 | 291.30 | 352.20 | 192.70 |
| (Z,Z)-9,12-Octadecadienoic acid | 194.88 ± 54.65 | 186.70 | 328.00 | 122.50 |
| (Z,Z,Z)-9,12,15-Octadecatrienoic acid | 7.43 ± 2.19 | 7.65 | 10.10 | 4.30 [0.80] |
| (Z,Z,Z)-11,14,17-Eicosatrienoic acid | 8.98 ± 4.05 | 10.45 | 12.80 | 2.20 |
| SFA | 526.79 ± 151.31 | 545.90 | 810.60 | 290.70 |
| MUFA | 317.74 ± 84.48 | 315.35 | 495.30 | 169.70 |
| PUFA | 167.40 ± 90.98 | 207.40 | 345.30 | 19.60 |
| Cat food (n = 5) | ||||
| Crude fat, g/100 g | 12.60 ± 1.57 | 12.94 | 14.43 | 10.74 |
| Fatty acid profile, g kg−1 | ||||
| Ethanedioic acid | 19.48 ± 18.09 | 11.70 | 48.50 | 0.80 |
| Propanedioic acid | 12.68 ± 8.51 | 12.85 | 24.40 | 0.80 |
| Butanedioic acid | 17.51 ± 9.54 | 19.80 | 31.70 | 3.40 |
| Butanoic acid | 8.58 ± 7.66 | 8.10 | 17.90 | 0.20 |
| 2-methyl-decanoic acid | 13.30 ± 4.36 | 12.20 | 19.10 | 8.60 |
| Undecanoic acid | 8.50 ± 1.90 | 8.50 | 10.40 | 6.60 |
| Tetradecanoic acid | 48.10 ± 16.78 | 47.45 | 71.30 | 26.20 |
| Hexadecanoic acid | 368.38 ± 61.73 | 352.30 | 460.60 | 298.00 |
| (Z)-9-Hexadecenoic acid | 29.10 ± 7.35 | 26.90 | 39.00 | 21.40 |
| Octadecanoic acid | 97.33 ± 14.70 | 106.40 | 109.00 | 76.60 |
| (Z)-9-Octadecenoic acid | 192.13 ± 89.01 | 212.95 | 289.50 | 36.40 |
| (Z,Z)-9,12-Octadecadienoic acid | 128.70 ± 67.41 | 128.70 | 227.00 | 44.70 [6.00] |
| (Z)-10-Tetradecen-1-ol acetate | 114.50 ± 84.40 | 114.50 | 198.90 | 30.10 |
| SFA | 560.92 ± 147.65 | 559.40 | 842.90 | 391.80 |
| MUFA | 287.85 ± 119.73 | 326.40 | 387.80 | 42.40 |
| PUFA | 151.35 ± 53.10 | 137.30 | 236.30 | 78.90 |
| Nutrient/Parameter | Mean ± SD | Median | Maximum * | Minimum * |
|---|---|---|---|---|
| Puppy food (n = 9) | ||||
| Crude fiber, g/100 g | 2.35 ± 0.61 | 2.27 | 3.11 | 1.40 |
| Adult dog food (n = 15) | ||||
| Crude fiber, g/100 g | 2.76 ± 0.58 | 2.67 | 3.78 [4.00] | 1.90 |
| Cat food (n = 5) | ||||
| Crude fiber, g/100 g | 1.98 ± 0.53 | 1.73 | 2.98 | 1.51 |
| Nutrient/Parameter | Mean ± SD | Median | Maximum * | Minimum * |
|---|---|---|---|---|
| Puppy food (n = 9) | ||||
| Calcium, g/100 g | 1.57 ± 0.44 | 1.66 | 2.13 [1.80] | 0.97 [1.20] |
| Phosphorus, g/100 g | 1.04 ± 0.21 | 0.95 | 1.39 | 0.82 [1.00] |
| Ca/P ratio | 1.49 ± 0.26 | 1.53 | 1.89 [2:1] | 1.18 [1:1] |
| Adult dog food (n = 15) | ||||
| Calcium, g/100 g | 1.82 ± 0.96 | 1.83 | 3.15 [2.50] | 0.12 [0.50] |
| Phosphorus, g/100 g | 1.19 ± 0.52 | 1.32 | 2.01 [1.60] | 0.31 [0.40] |
| Ca/P ratio | 1.43 ± 0.49 | 1.57 | 1.97 [2:1] | 0.38 [1:1] |
| Cat food (n = 5) | ||||
| Calcium, g/100 g | 1.30 ± 0.22 | 1.23 | 1.73 | 1.10 [0.60] |
| Phosphorus, g/100 g | 0.95 ± 0.08 | 0.92 | 1.11 | 0.98 [0.50] |
| Ca/P ratio | 1.38 ± 0.29 | 1.28 | 1.94 | 1.12 |
| Establishment | Sampling Zone (n) | Samples above Regulatory Threshold, Microbiological Assays * | |||||
|---|---|---|---|---|---|---|---|
| Salmonella spp. | E. coli | Total Coliforms | Bacterial Counts | Mold Counts | Yeast Counts | ||
| A | After mixing (5) | 1 | 2 | 5 | 5 | 4 | 1 |
| A | After extrusion (8) | 0 | 0 | 0 | 0 | 0 | 0 |
| B | 0 | 0 | 0 | 0 | 0 | 0 | |
| A | Finished product (12) | 0 | 0 | 1 a | 4 b | 1 c | 0 |
| B | 0 | 0 | 0 a | 0 b | 0 c | 0 | |
| TOTAL (25) | 1 | 2 | 6 | 9 | 5 | 1 | |
| Reference | Legislative standards | ||||||
| [30,66,67,68,69]. | Absence | Absence | 10–300 CFU g−1 | 5 × 104 CFU g−1 | 5 × 103 CFU g−1 | 5 × 103 CFU g−1 | |
| Samples None Detected for Heavy Metals, n | Incidence, % | Concentration, μg kg−1 | |||
|---|---|---|---|---|---|
| Mean ± SD | Median | Max | Min | ||
| Puppy food (n = 15) | |||||
| Arsenic | |||||
| 1 | 93.3 | 20.72 ± 15.80 | 17.78 | 67.99 | 4.85 |
| Cadmium | |||||
| 0 | 100.0 | 89.47 ± 53.38 | 81.20 | 218.21 | 28.3 |
| Mercury | |||||
| 0 | 100.0 | 134.59 ± 63.44 | 121.36 | 303.47 | 77.11 |
| Lead | |||||
| 0 | 100.0 | 508.52 ± 305.72 | 375.83 | 1370 | 212.69 |
| Adult dog food (n = 15) | |||||
| Cadmium | |||||
| 12 | 20.0 | 13.67 ± 7.71 | 13.87 | 21.39 | 5.96 |
| Arsenic | |||||
| 7 | 46.7 | 10.51 ± 7.35 | 12.31 | 21.03 | 0.57 |
| Mercury | |||||
| 0 | 100.0 | 89.66 ± 49.78 | 69.31 | 206.94 | 45.64 |
| Lead | |||||
| 0 | 100.0 | 703.01 ± 705.40 | 562.38 | 2737.17 | 166.00 |
| Nutrient/Parameter | Mean ± SD | Median | Maximum | Minimum | |
|---|---|---|---|---|---|
| Proximate analysis | |||||
| Crude protein, g/100 g | 23.70 ± 5.71 | 25.51 | 34.53 | 9.24 | |
| Dry matter, g/100 g | 91.66 ± 1.25 | 91.56 | 88.03 | 95.05 | |
| Crude Fiber, g/100 g | 2.76 ± 1.09 | 2.50 | 6.95 | 0.97 | |
| Crude fat, g/100 g | 13.53 ± 2.70 | 13.54 | 24.66 | 8.08 | |
| Crude Ash, g/100 g | 10.39 ± 3.87 | 9.11 | 17.79 | 3.52 | |
| Nitrogen free extract, g/100 g | 42.61 ± 6.93 | 42.27 | 56.25 | 29.57 | |
| Ethanol soluble carbohydrates, g kg−1 | 41.88 ± 7.52 | 43.28 | 58.87 | 30.36 | |
| Gross energy, kcal kg−1 | 4480 ± 230 | 4477 | 4935 | 4164 | |
| Metabolizable energy *, kcal kg−1 | 3470.9 | 3523.2 | 5273.4 | 2045.15 | |
| Mineral profile | |||||
| Calcium, g/100 g | 2.47 ± 1.27 | 2.06 | 5.28 | 0.22 | |
| Phosphorus, g/100 g | 1.60 ± 0.75 | 1.41 | 4.19 | 0.48 | |
| Ca/P ratio | 1.38 ± 0.35 | 1.51 | 1.89 | 0.75 | |
| Iron, mg kg−1 | 274.02 ± 105.00 | 247.55 | 500.49 | 115.14 | |
| Selenium, mg kg−1 | 2.13 ± 1.80 | 1.19 | 5.82 | 0.21 | |
| Microbiological analysis | |||||
| Indicator | Accepted minimum parameters | Number of positive samples or above limit of detection [samples above legal threshold], n | Prevalence, % | ||
| Total aerobic mesophilic bacterial count, CFU g−1 | 5 × 104 | 29 [0] | 42.86 | ||
| Yeasts, CFU g−1 | 5 × 103 | 2 [0] | 2.94 | ||
| Molds, CFU g−1 | 5 × 103 | 1 [0] | 1.47 | ||
| Total coliforms, MPN g−1 | 1 × 103 | 48 [0] | 71.43 | ||
| Escherichia coli, MPN g−1 | Absence in 10 g | 0 [0] | 0.00 | ||
| Salmonella spp. | Absence in 25 g | 1 [1] | 1.47 | ||
| Indicator/Parameter | Mean ± SD | Median | Maximum | Minimum | |
| Total counts, CFU g−1 | 382 ± 340 | 158 | 1000 | 100 | |
| Total coliforms, MPN g−1 | 62.80 ± 47.57 | 43 | 150 | 23 | |
| Mycotoxins | |||||
| Toxin/Parameter | Mean ± SD | Median | Maximum | Minimum | Prevalence, % [number of samples > limit of detection] |
| Aflatoxin B1, µg kg−1 | 0.55 ± 0.20 | 0.54 | 0.80 | 0.31 | 4.41 [n = 3] |
| Deoxynivalenol, mg kg−1 | 0.94 ± 1.22 | 0.47 | 3.92 | 0.35 | 21.43 [n = 15] |
| Fumonisin B1, mg kg−1 | 5.54 ± 5.42 | 4.33 | 18.91 | 0.06 | 45.25 [n = 31] |
| Nutrient/Parameter | Mean ± SD | Median | Maximum | Minimum |
|---|---|---|---|---|
| Proximate analysis | ||||
| Crude protein, g/100 g | 20.31 ± 4.65 | 19.61 | 34.83 | 10.31 |
| Dry matter, g/100 g | 91.32 ± 1.38 | 91.23 | 87.96 | 95.41 |
| Crude Fiber, g/100 g | 3.27 ± 1.16 | 3.16 | 7.30 | 1.18 |
| Crude fat, g/100 g | 12.91 ± 2.52 | 12.69 | 20.19 | 6.08 |
| Crude Ash, g/100 g | 8.39 ± 1.86 | 8.22 | 13.06 | 3.95 |
| Nitrogen free extract, g/100 g | 46.90 ± 5.16 | 47.05 | 60.24 | 30.96 |
| Metabolizable energy *, kcal kg−1 | 3449.7 | 3411.75 | 5043.6 | 1961.25 |
| Mineral profile | ||||
| Calcium, g/100 g | 1.91 ± 0.73 | 1.89 | 3.65 | 0.49 |
| Phosphorus, g/100 g | 1.25 ± 0.40 | 1.31 | 2.33 | 0.52 |
| Ca/P ratio | 1.53 ± 0.32 | 1.51 | 3.16 | 0.74 |
| Microbiological analysis | ||||
| Indicator | Accepted minimum parameters | Number of samples, n | Prevalence, % | |
| Salmonella spp. (presence in 25 g) | Absence in 25 g | n = 2/158 | 1.26 | |
| Nutrient/Parameter | Mean ± SD | Median | Maximum | Minimum |
|---|---|---|---|---|
| Proximate analysis | ||||
| Crude protein, g/100 g | 29.00 ± 4.58 | 29.71 | 39.36 | 18.46 |
| Dry matter, g/100 g | 92.39 ± 0.91 | 92.46 | 94.18 | 90.87 |
| Crude Fiber, g/100 g | 2.30 ± 0.74 | 2.03 | 4.60 | 1.59 |
| Crude fat, g/100 g | 12.26 ± 3.25 | 12.57 | 19.24 | 5.55 |
| Crude Ash, g/100 g | 9.27 ± 2.27 | 8.51 | 14.47 | 5.42 |
| Nitrogen free extract, g/100 g | 39.04 ± 6.17 | 39.85 | 50.16 | 27.84 |
| Metabolizable energy *, kcal kg−1 | 3423.5 | 3503.05 | 4768.6 | 2092.25 |
| Mineral profile | ||||
| Calcium, g/100 g | 1.72 ± 0.80 | 1.45 | 3.75 | 0.74 |
| Phosphorus, g/100 g | 1.43 ± 0.60 | 1.38 | 2.78 | 0.76 |
| Ca/P ratio | 1.20 ± 0.18 | 1.20 | 1.49 | 0.76 |
| Microbiological analysis | ||||
| Indicator | Accepted minimum parameters | Number of samples, n | Prevalence, % | |
| Salmonella spp. (presence in 25 g) | Absence in 25 g | n = 1/25 | 4.00 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leiva, A.; Molina, A.; Redondo-Solano, M.; Artavia, G.; Rojas-Bogantes, L.; Granados-Chinchilla, F. Pet Food Quality Assurance and Safety and Quality Assurance Survey within the Costa Rican Pet Food Industry. Animals 2019, 9, 980. https://doi.org/10.3390/ani9110980
Leiva A, Molina A, Redondo-Solano M, Artavia G, Rojas-Bogantes L, Granados-Chinchilla F. Pet Food Quality Assurance and Safety and Quality Assurance Survey within the Costa Rican Pet Food Industry. Animals. 2019; 9(11):980. https://doi.org/10.3390/ani9110980
Chicago/Turabian StyleLeiva, Astrid, Andrea Molina, Mauricio Redondo-Solano, Graciela Artavia, Lizeth Rojas-Bogantes, and Fabio Granados-Chinchilla. 2019. "Pet Food Quality Assurance and Safety and Quality Assurance Survey within the Costa Rican Pet Food Industry" Animals 9, no. 11: 980. https://doi.org/10.3390/ani9110980
APA StyleLeiva, A., Molina, A., Redondo-Solano, M., Artavia, G., Rojas-Bogantes, L., & Granados-Chinchilla, F. (2019). Pet Food Quality Assurance and Safety and Quality Assurance Survey within the Costa Rican Pet Food Industry. Animals, 9(11), 980. https://doi.org/10.3390/ani9110980