Modeling of Precipitation Hardening during Coiling of Nb–Mo Steels



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
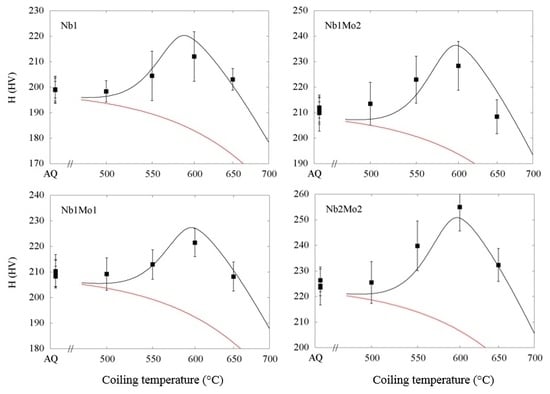
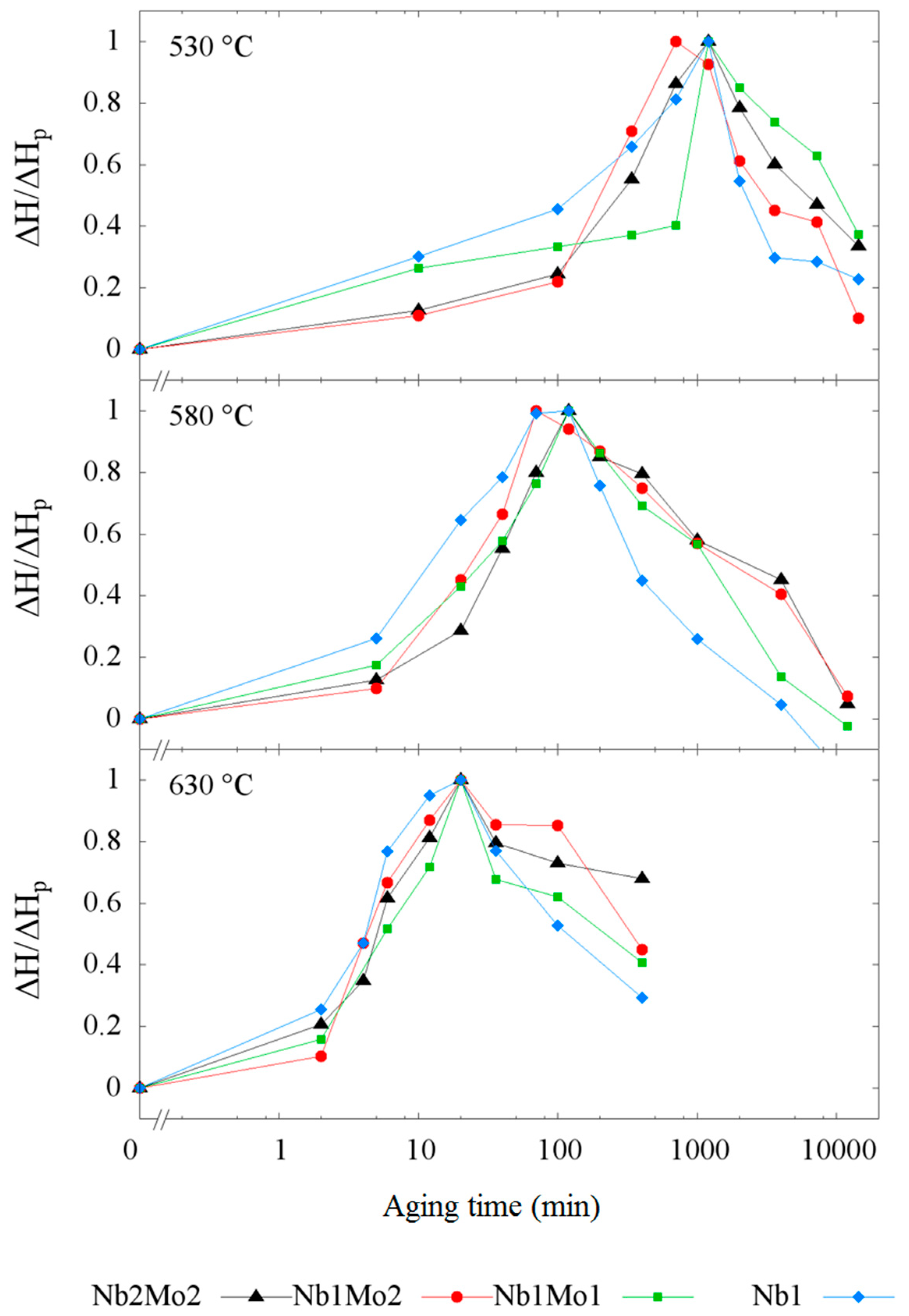
3.1. Age Hardening Results
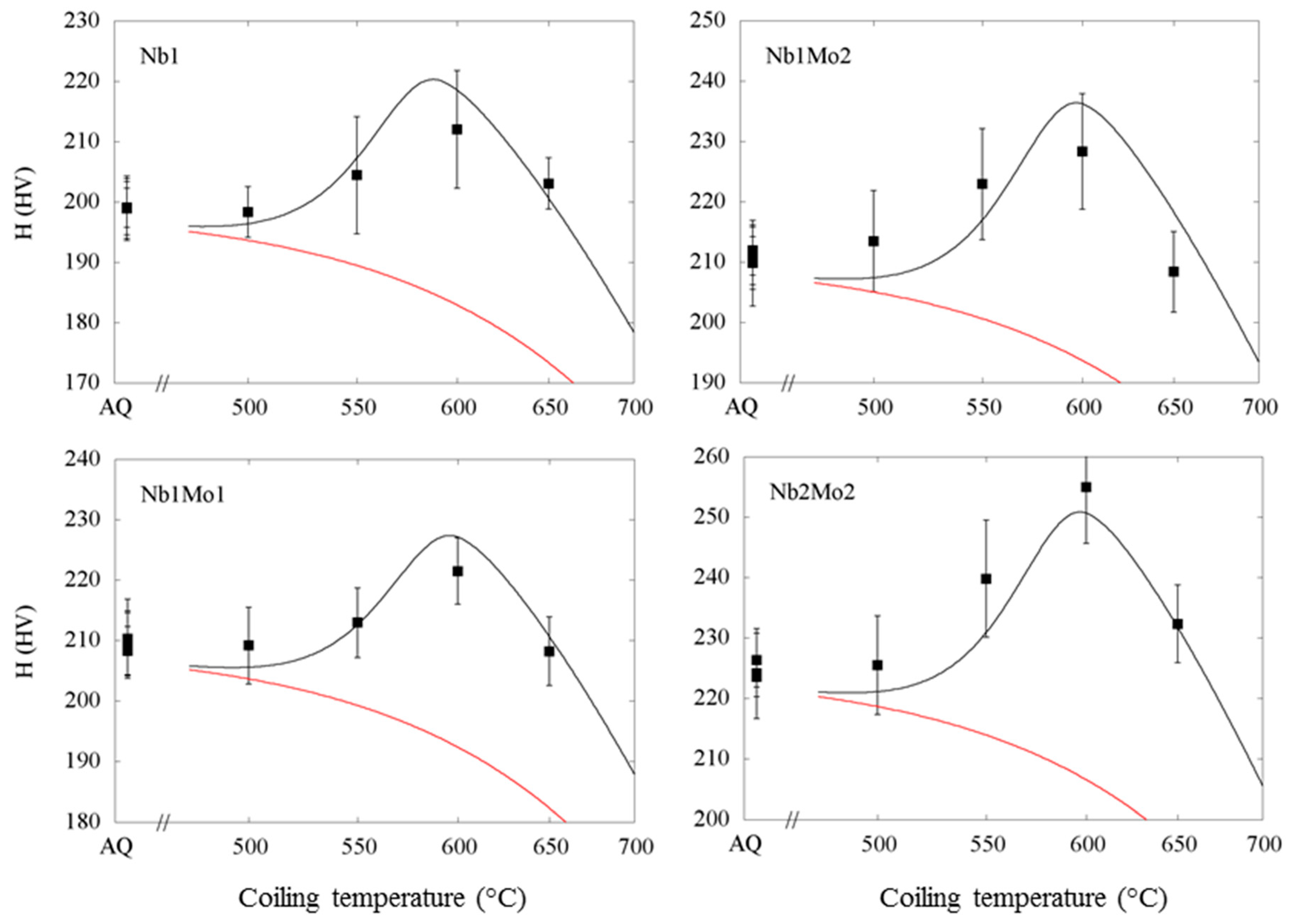
3.1.1. Hardness Kinetics
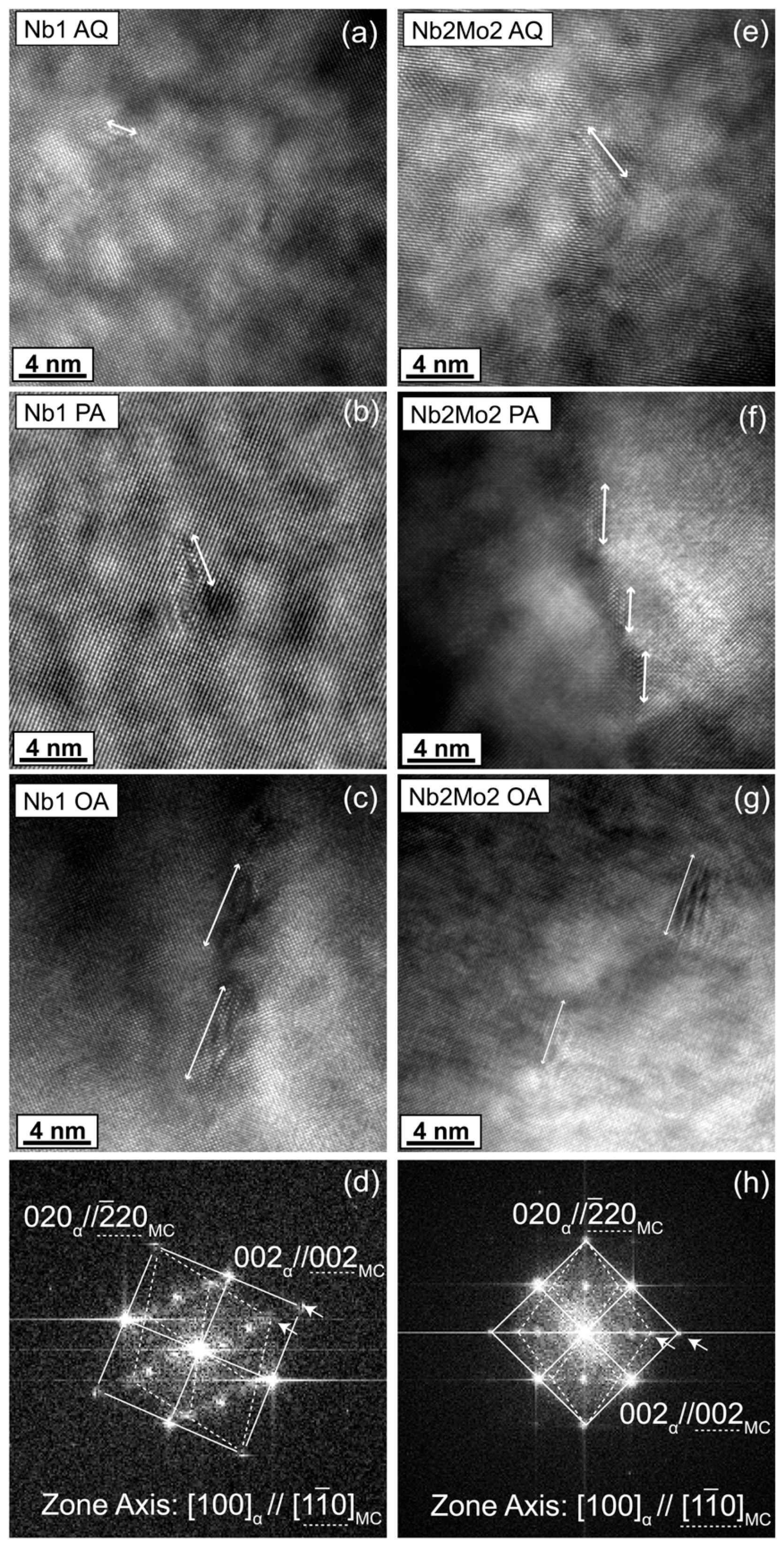
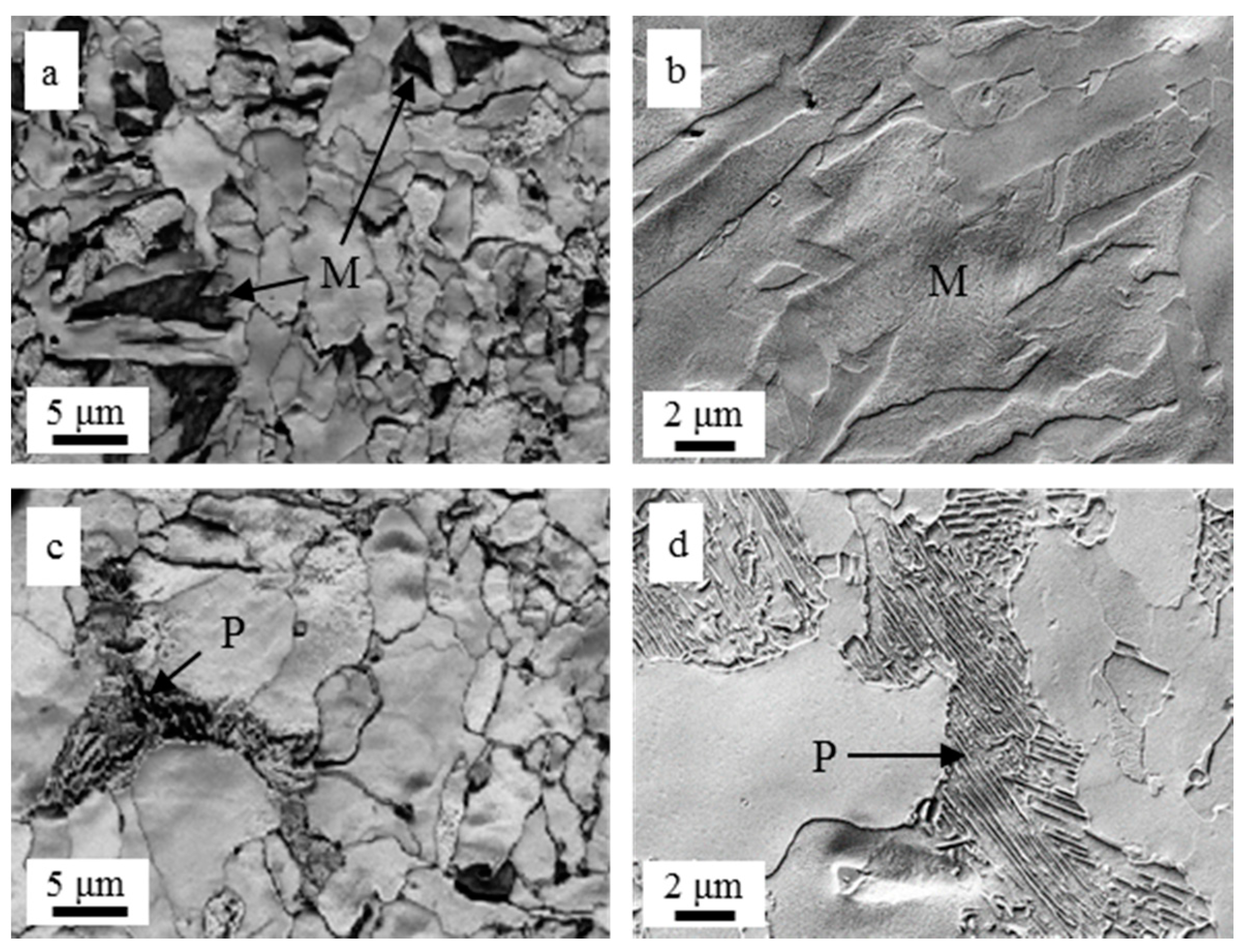
3.1.2. Microstructure
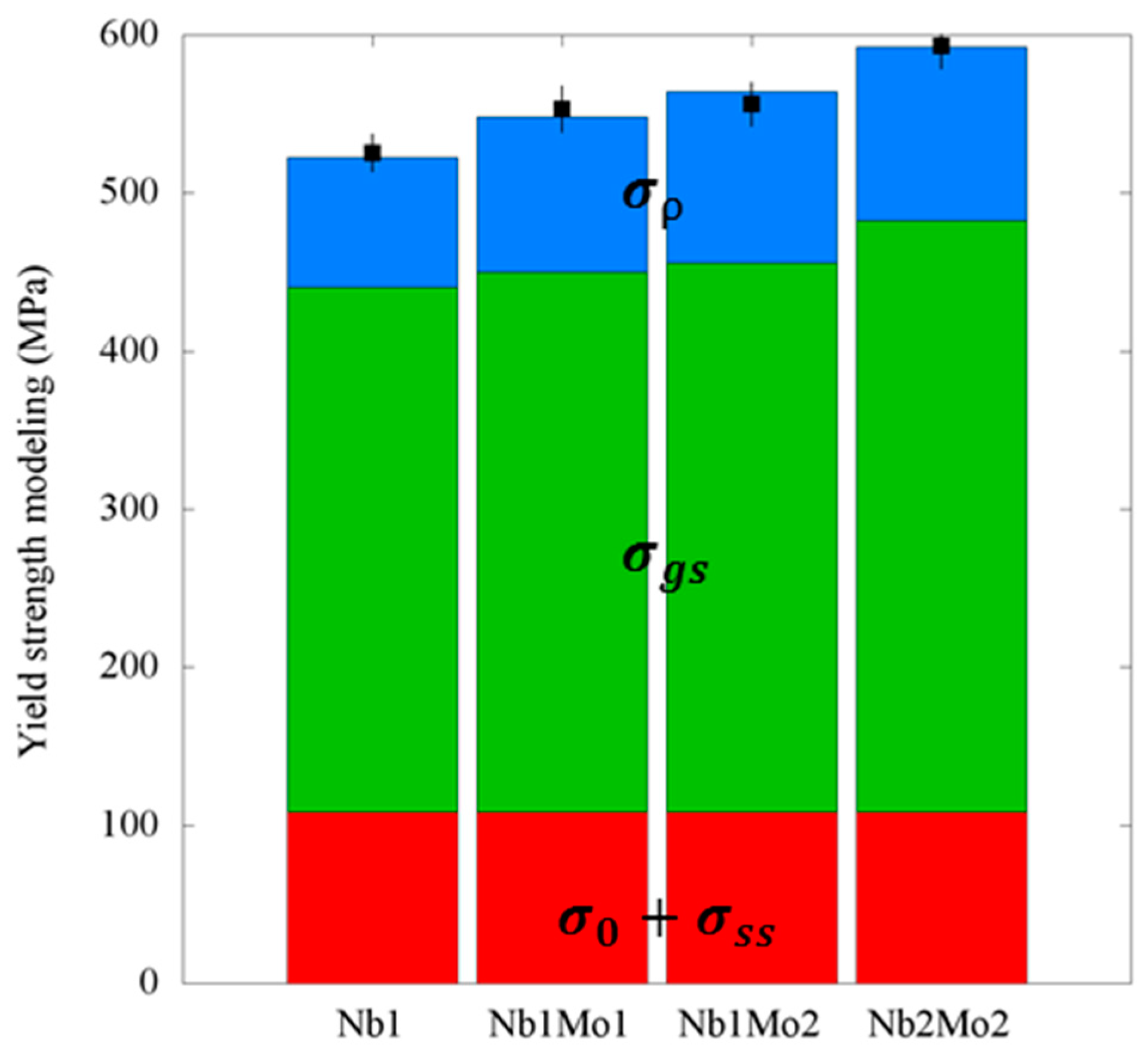
3.2. Modeling
3.2.1. Time-Temperature Equivalence
3.2.2. Tempering
3.2.3. Precipitation Strengthening Model
3.3. Coiling Simulations
3.3.1. Microstructure
3.3.2. Transformation Hardening
3.3.3. Model Validation
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gladman, T. The Physical Metallurgy of Microalloyed Steels, 1st ed.; Institute of Materials: London, UK, 1997. [Google Scholar]
- Bouaziz, O.; Zurob, H.; Huang, M. Driving force and logic of development of advanced high strength steels for automotive applications. Steel Res. Int. 2013, 84, 937–947. [Google Scholar] [CrossRef]
- Kim, Y.M.; Kim, S.K.; Lim, Y.J.; Kim, N.J. Effect of microstructure on the yield ratio and low temperature toughness of linepipe steels. ISIJ Int. 2002, 42, 1571–1577. [Google Scholar] [CrossRef]
- Militzer, M.; Hawbolt, E.B.; Meadowcroft, T.R. Microstructural model for hot strip rolling of high-strength low-alloy steels. Metall. Mater. Trans. 2000, 31, 1247–1259. [Google Scholar] [CrossRef]
- Militzer, M.; Poole, W.J.; Sun, W. Precipitation hardening of HSLA steels. Steel Res. 1998, 69, 279–285. [Google Scholar] [CrossRef]
- Matlock, D.K.; Speer, J.G.; De Moor, E.; Gibbs, P.J. Recent developments in advanced high strength sheet steels for automotive applications: An overview. JEStech 2012, 15, 1–12. [Google Scholar]
- Mohrbacher, H.; Sun, X.; Yong, Q.; Dong, H. MoNb-based alloying concepts for low-carbon bainitic steels. In Advanced Steels: The Recent Scenario in Steel Science and Technology; Weng, Y., Dong, H., Gan, Y., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 289–302. [Google Scholar]
- Lee, W.-B.; Hong, S.-G.; Park, C.-G.; Park, S.-H. Carbide precipitation and high-temperature strength of hot-rolled high-strength low-alloy steels containing Nb and Mo. Metall. Mater. Trans. A 2002, 33, 1689–1698. [Google Scholar] [CrossRef]
- Huang, B.M.; Yang, J.R.; Yen, H.W.; Hsu, C.H.; Huang, C.Y.; Mohrbacher, H. Secondary hardened bainite. Mater. Sci. Technol. 2014, 30, 1014–1023. [Google Scholar] [CrossRef]
- Isasti, N.; Jorge-Badiola, D.; Taheri, M.L.; Uranga, P. Microstructural features controlling mechanical properties in Nb–Momicroalloyed steels. Part I: yield strength. Metall. Mater. Trans. A 2014, 45, 4960–4971. [Google Scholar] [CrossRef]
- Dutta, B.; Palmiere, E.J.; Sellars, C.M. Modelling the kinetics of strain-induced precipitation in Nb microalloyed steels. Acta. Mater 2001, 49, 785–794. [Google Scholar] [CrossRef]
- Fernandez, A.I.; Uranga, P.; Lopez, B.; Rodriguez-Ibabe, J.M. Dynamic recrystallization behavior covering a wide austenite grain size range in Nb and Nb–Ti microalloyed steels. Mater. Sci. Eng. A 2003, 361, 367–376. [Google Scholar] [CrossRef]
- Hutchinson, C.R.; Zurob, H.S.; Sinclair, C.W.; Brechet, Y.J.M. The comparative effectiveness of Nb solute and NbC precipitates at impeding grain-boundary motion in Nb steels. Scr. Mater. 2008, 59, 635–637. [Google Scholar] [CrossRef]
- Uemori, R.; Chijiiwa, R.; Tamehiro, H.; Morikawa, H. AP-FIM study on the effect of Mo addition on microstructure in Ti-Nb steel. Appl. Surf. Sci. 1994, 76–77, 255–260. [Google Scholar] [CrossRef]
- Charleux, M.; Poole, W.J.; Militzer, M.; Deschamps, A. Precipitation behavior and its effect on strengthening of an HSLA-Nb/Ti steel. Metall. Mater. Trans. A 2001, 32, 1635–1647. [Google Scholar] [CrossRef]
- Perrard, F.; Deschamps, A.; Maugis, P. Modelling the precipitation of NbC on dislocations in α-Fe. Acta Mater. 2007, 55, 1255–1266. [Google Scholar] [CrossRef]
- Maetz, J.-Y.; Militzer, M.; Goo, N.H.; Kim, S.J.; Jian, B.; Mohrbacher, H. Modelling of precipitation hardening in Nb–Molow carbon steels. In Proceedings of the Thermomechanical Processing (TMP) Conference, Milan, Italy, 26–28 October 2016. [Google Scholar]
- Maetz, J.-Y.; Militzer, M.; Chen, H.Y.W.; Yang, J.R.; Goo, N.H.; Kim, S.J.; Jian, B.; Mohrbacher, H. Modeling of age hardening kinetics during coiling of high performance Nb–Mosteels. In Proceedings of the International Symposium on New Developments in Advanced High-Strength Sheets steels, Warrendale, PA, USA, 30 May–2 June 2017. [Google Scholar]
- Hall, D.; Worobec, J. Torsion simulation of the hot strip rolling process. In Phase Transformations during the Thermal/Mechanical Processing of Steel, Proceedings of 34th Annual Conference of Metallurgists of CIM, Vancouver, BC, Canada, 20–24 August 1995; Canadian Institute of Mining, Metallurgy and Petroleum: Westmount, QC, Canada, 1995; pp. 305–316. [Google Scholar]
- Iza-Mendia, A.; Gutiérrez, I. Generalization of the existing relations between microstructure and yield stress from ferrite-pearlite to high strength steels. Mater. Sci. Eng. A 2013, 561, 40–51. [Google Scholar] [CrossRef]
- Reichert, J. Structure and properties of complex transformation products in Nb/Mo-microalloyed steels. Ph.D. Thesis, The University of British Columbia, Vancouver, BC, Canada, April 2016. [Google Scholar]
- Calcagnotto, M.; Ponge, D.; Demir, E.; Raabe, D. Orientation gradients and geometrically necessary dislocations in ultrafine grained dual-phase steels studied by 2D and 3D EBSD. Mater. Sci. Eng. A 2010, 527, 2738–2746. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Sun, X.J.; Yong, Q.L.; Li, Z.D.; Wang, Z.Q.; Wang, G.D. Precipitation behavior of nanometer-sized carbides in Nb–Momicroalloyed high strength steel and its strengthening mechanism. Acta Metall. Sin. 2016, 52, 410. [Google Scholar]
- Mehrer, H. Landolt-Börnstein—Group III Condensed Matter; Springer: Berlin/Heidelberg, Germany, 1990. [Google Scholar]
- Choquet, P.; Fabregue, P.; Guisti, J.; Chamont, B.; Pezant, J.N.; Blancet, F. Modelling of forces, structure and final properties during the hot rolling process on the hot strip mill. In Mathematical Modelling of Hot Rolling of Steel; Canadian Institute of Mining and Metallurgy: Montreal, QC, Canada, August 1990; pp. 34–43. [Google Scholar]
- Pickering, F.B.; Gladman, T. Metallurgical Developments in Carbon Steels; Iron and Steel Institute: London, UK, 1963. [Google Scholar]
- Hansen, N. Hall-Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Brewer, L.N.; Field, D.P.; Merriman, C.C. Mapping and assessing plastic deformation using EBSD. In Electron Backscatter Diffraction in Materials Science, 2nd ed.; Schwartz, A.J., Kumar, M., Adams, B.L., Field, D.P., Eds.; Springer: Berlin/Heidelberg, Germany, 2009; p. 251. [Google Scholar]
- Ashby, M.F.; Jones, D.R.H. Engineering Materials 2, 3rd ed.; Pergamon: Oxford, UK; Burlington, MA, USA, 1980. [Google Scholar]
- Zhang, P.; Li, S.X.; Zhang, Z.F. General relationship between strength and hardness. Mater. Sci. Eng. A 2011, 529, 62–73. [Google Scholar] [CrossRef]
- Zhang, Z.; Delagnes, D.; Bernhart, G. Microstructure evolution of hot-work tool steels during tempering and definition of a kinetic law based on hardness measurements. Mater. Sci. Eng. A 2004, 380, 222–230. [Google Scholar] [CrossRef]
- Shercliff, H.R.; Ashby, M.F. A process model for age hardening of aluminium alloys—I. The model. Acta Metall. Mater. 1990, 38, 1789–1802. [Google Scholar] [CrossRef]
- Sarkar, S.; Militzer, M. Microstructure evolution model for hot strip rolling of Nb–Mo microalloyed complex phase steel. Mater. Sci. Technol. 2009, 25, 1134–1146. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Mn | Si | Nb | Mo |
|---|---|---|---|---|---|
| Nb1 | 0.08 | 1.5 | 0.2 | 0.05 | 0 |
| Nb1Mo1 | 0.08 | 1.5 | 0.2 | 0.05 | 0.1 |
| Nb1Mo2 | 0.08 | 1.5 | 0.2 | 0.05 | 0.2 |
| Nb2Mo2 | 0.08 | 1.5 | 0.2 | 0.1 | 0.2 |
| Pass | R1–R3 | F1 | F2 | F3 | F4 | F5 | F6 | F7 |
|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | 1100 | 1024 | 982 | 958 | 950 | 922 | 910 | 900 |
| Strain (1 s−1 rate) | 0.33 each | 0.35 | 0.5 | 0.4 | 0.3 | 0.3 | 0.3 | 0.1 |
| Interpass time (s) | 10 | 4 | 2.4 | 1.6 | 1.2 | 0.8 | 0.6 | - |
| Steel | Nb1 | Nb1Mo1 | Nb1Mo2 | Nb2Mo2 |
|---|---|---|---|---|
| EQAD (>2°) (µm) | 2.6 | 2.4 | 2.2 | 1.9 |
| LAGB density (mm−1) | 191 | 282 | 335 | 392 |
| Mean KAM (<2°) | 0.48 | 0.55 | 0.60 | 0.62 |
| M/A fraction (%) | 3.1 | 3.5 | 3.5 | 3.9 |
| Steel | Coiling Temperature (°C) | M/A Fraction (%, ±0.5) | Mean KAM (°, ±0.05) | EQAD2° (µm, ±0.1) |
|---|---|---|---|---|
| Nb1 | 500 | 0 | 0.51 | 2.7 |
| 550 | 0 | 0.41 | 2.9 | |
| 600 | 0.3 | 0.42 | 3.0 | |
| 650 | 0 | 0.40 | 3.4 | |
| Nb1Mo1 | 600 | 0.3 | 0.47 | 2.9 |
| Nb1Mo2 | 500 | 0.4 | 0.59 | 2.4 |
| 550 | 1.0 | 0.55 | 2.4 | |
| 600 | 2.1 | 0.48 | 2.5 | |
| 650 | 0.7 | 0.40 | 3.2 | |
| Nb2Mo2 | 600 | 2.1 | 0.56 | 2.3 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maetz, J.-Y.; Militzer, M.; Chen, Y.W.; Yang, J.-R.; Goo, N.H.; Kim, S.J.; Jian, B.; Mohrbacher, H. Modeling of Precipitation Hardening during Coiling of Nb–Mo Steels. Metals 2018, 8, 758. https://doi.org/10.3390/met8100758
Maetz J-Y, Militzer M, Chen YW, Yang J-R, Goo NH, Kim SJ, Jian B, Mohrbacher H. Modeling of Precipitation Hardening during Coiling of Nb–Mo Steels. Metals. 2018; 8(10):758. https://doi.org/10.3390/met8100758
Chicago/Turabian StyleMaetz, Jean-Yves, Matthias Militzer, Yu Wen Chen, Jer-Ren Yang, Nam Hoon Goo, Soo Jin Kim, Bian Jian, and Hardy Mohrbacher. 2018. "Modeling of Precipitation Hardening during Coiling of Nb–Mo Steels" Metals 8, no. 10: 758. https://doi.org/10.3390/met8100758
APA StyleMaetz, J.-Y., Militzer, M., Chen, Y. W., Yang, J.-R., Goo, N. H., Kim, S. J., Jian, B., & Mohrbacher, H. (2018). Modeling of Precipitation Hardening during Coiling of Nb–Mo Steels. Metals, 8(10), 758. https://doi.org/10.3390/met8100758