
Permeable Concrete with Recycled Aggregates. Study of Its Mechanical and Microstructural Properties



Abstract

1. Introduction
2. Materials and Methods
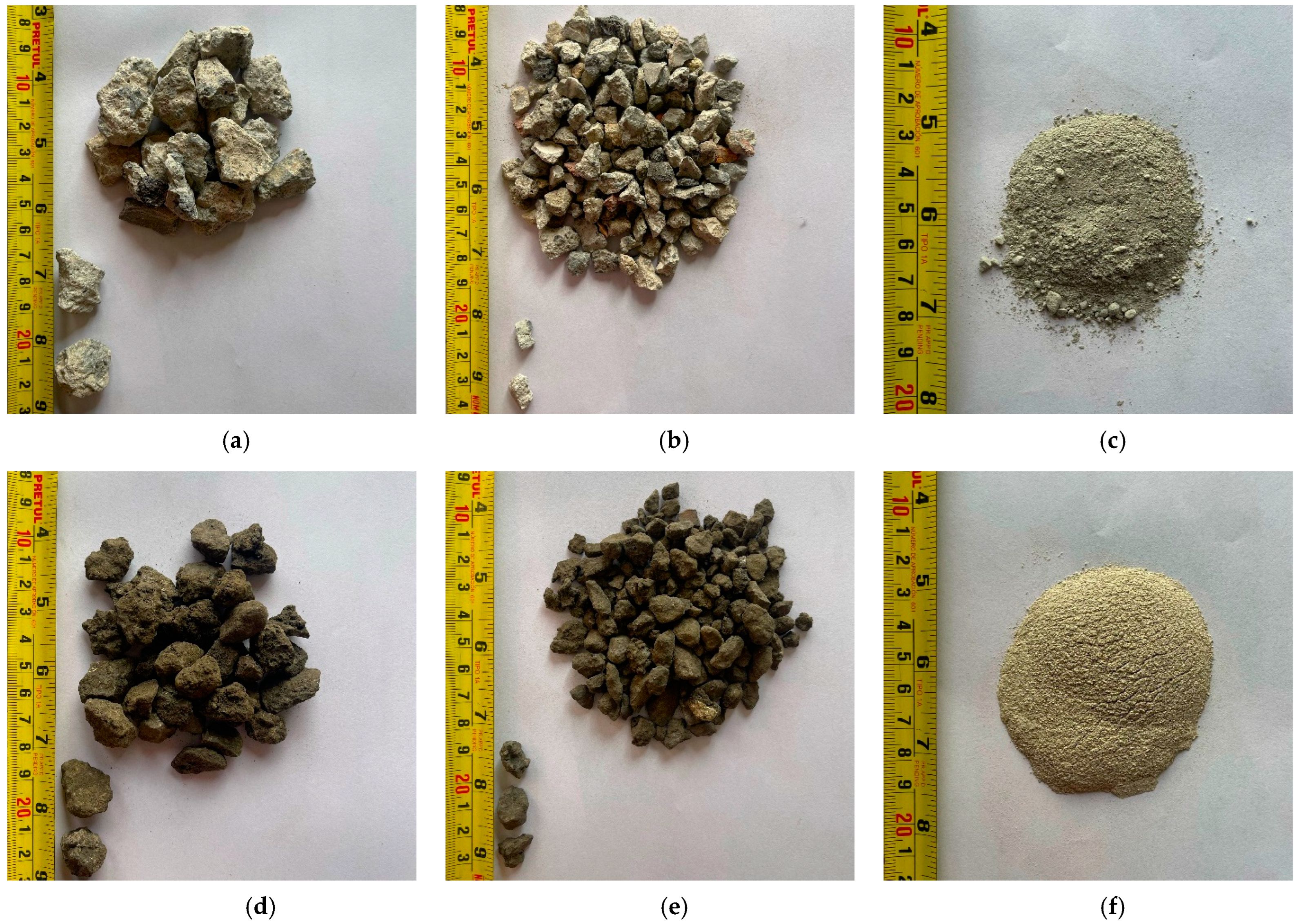
2.1. Materials
2.2. Methods
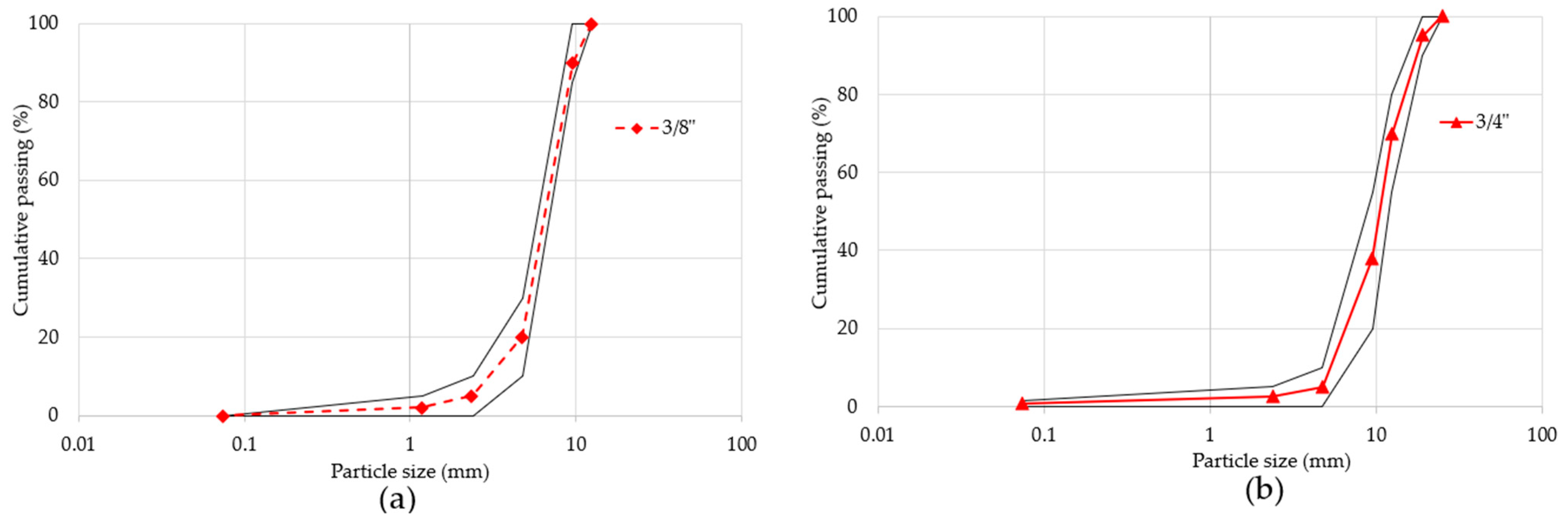
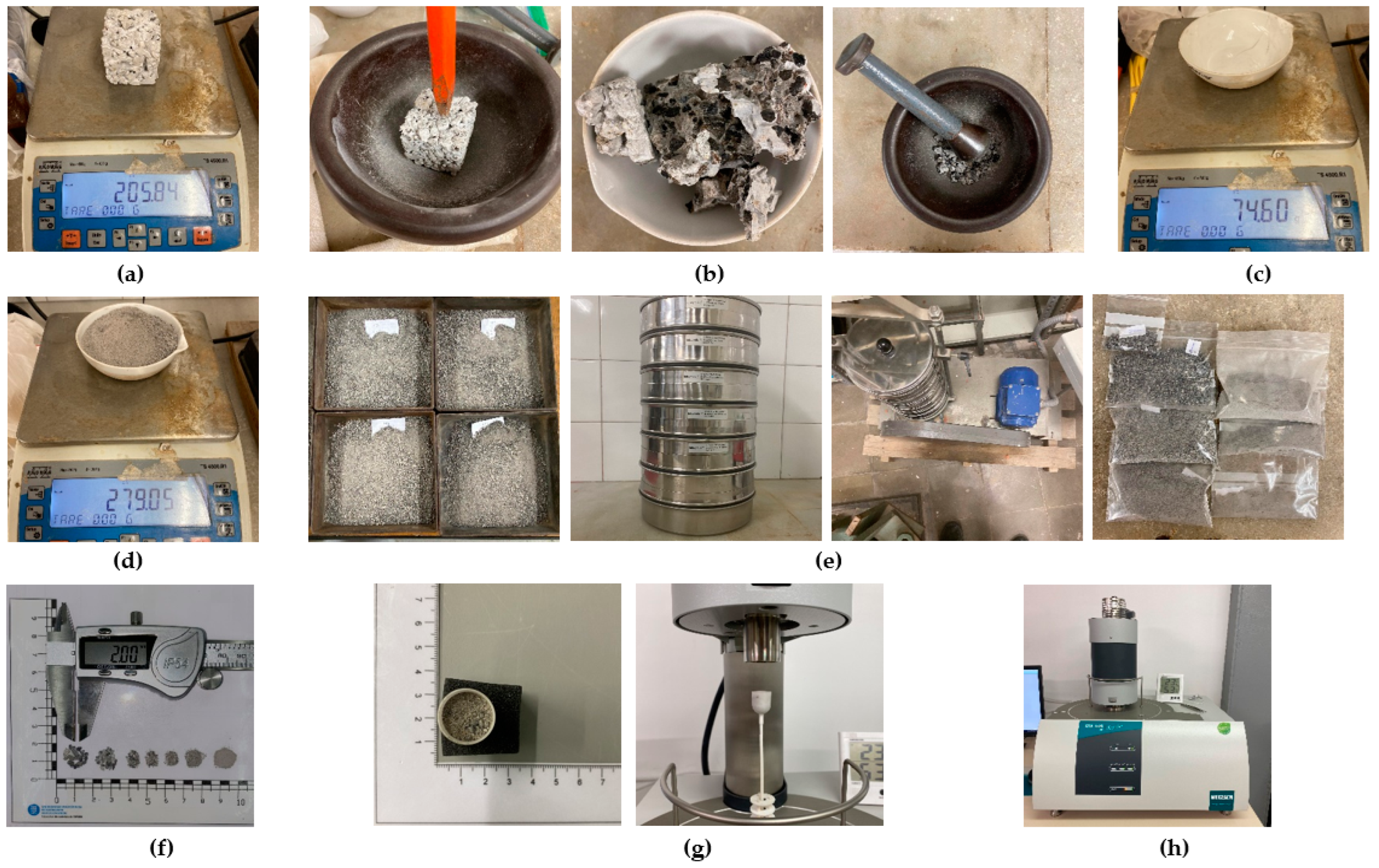
2.2.1. Physical–Mechanical Characterization of Coarse RA
2.2.2. Statistical Design of the Experiment
2.2.3. Mix Design
2.2.4. Composition of RPC Mixtures
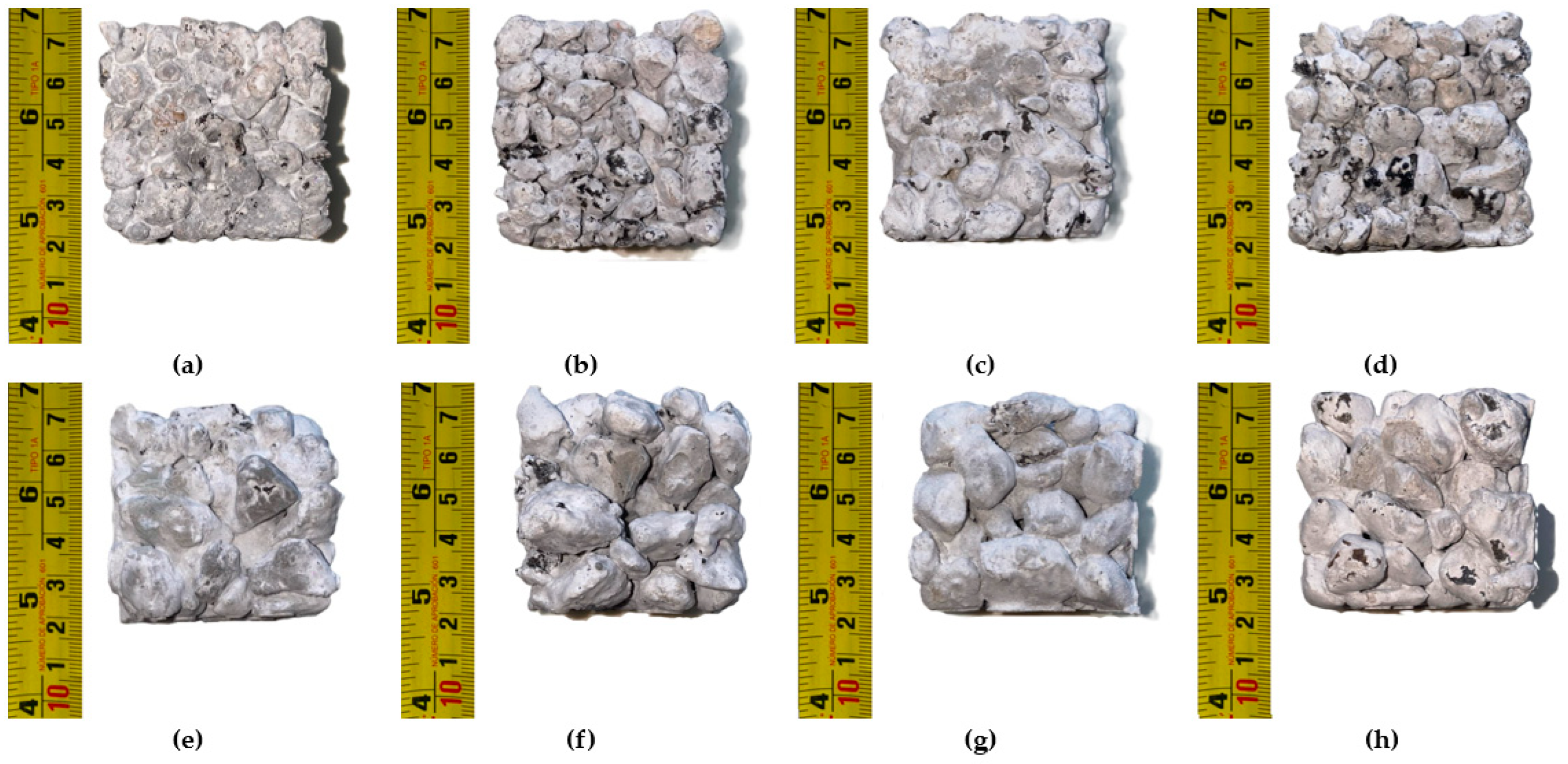
2.2.5. Preparation of RPC Specimens
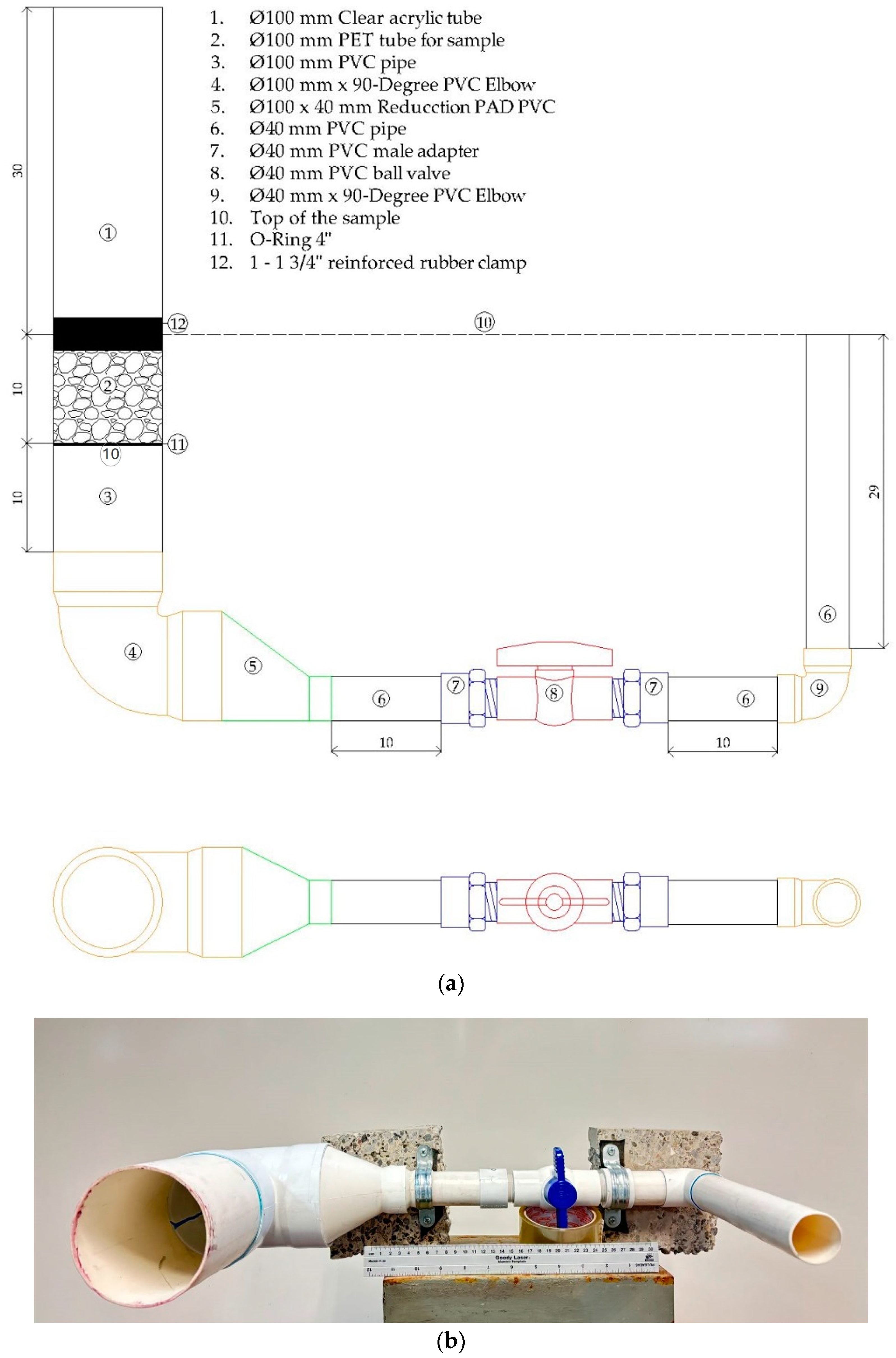
2.2.6. Characterization of RPC
2.2.7. Methodology for Thermogravimetry Analysis (TGA)
3. Results and Discussion
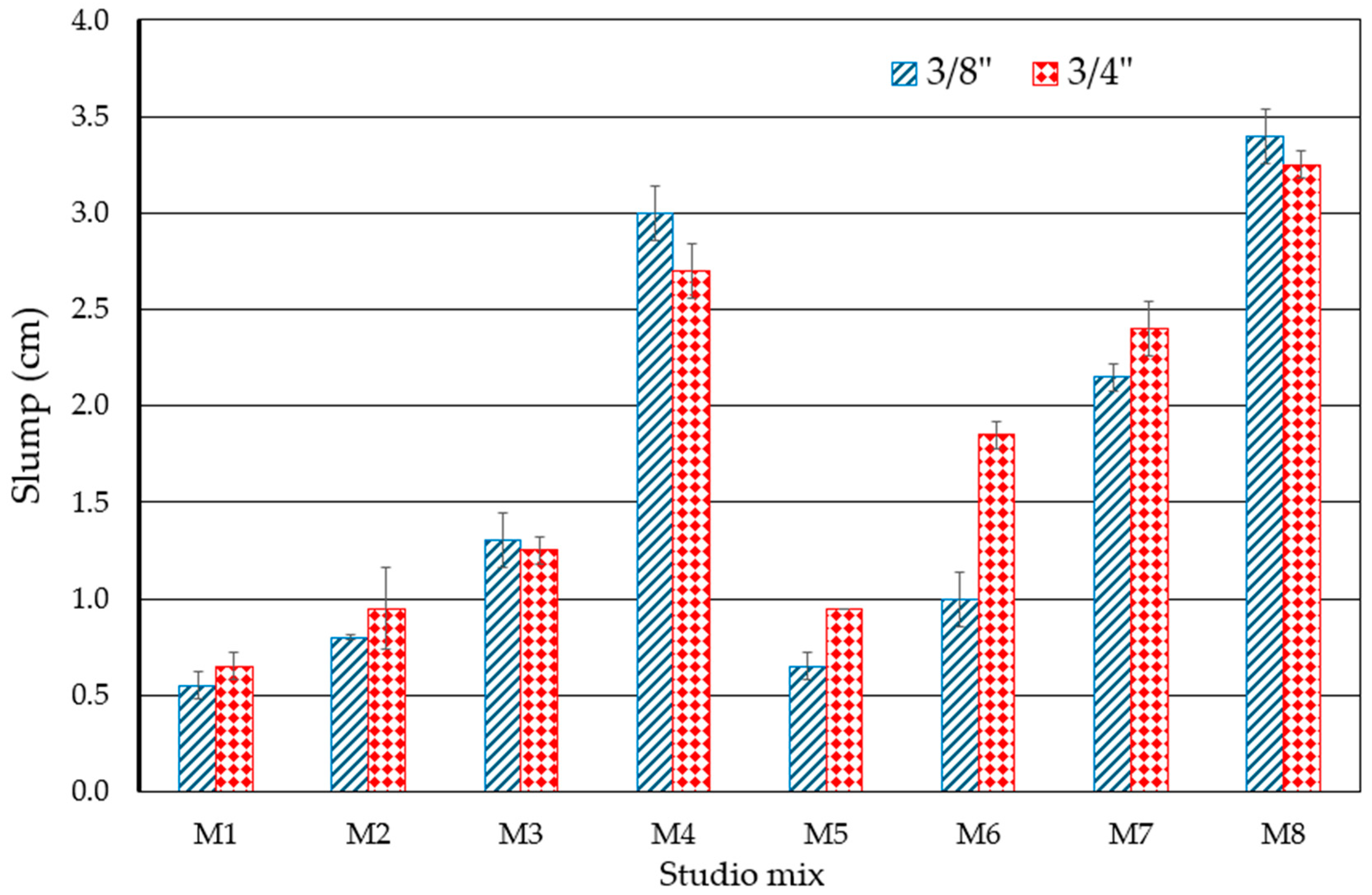
3.1. Slump of RPC
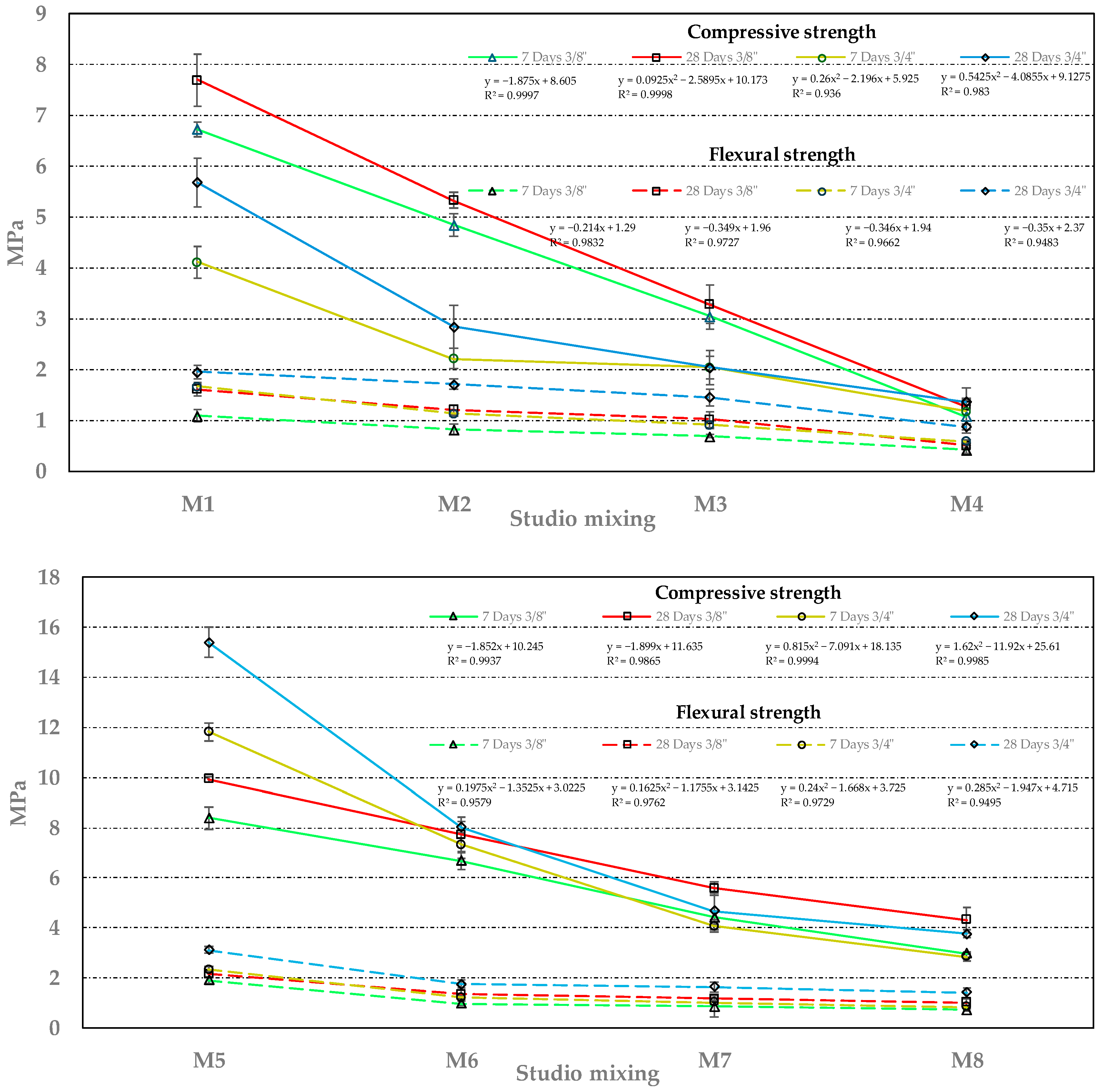
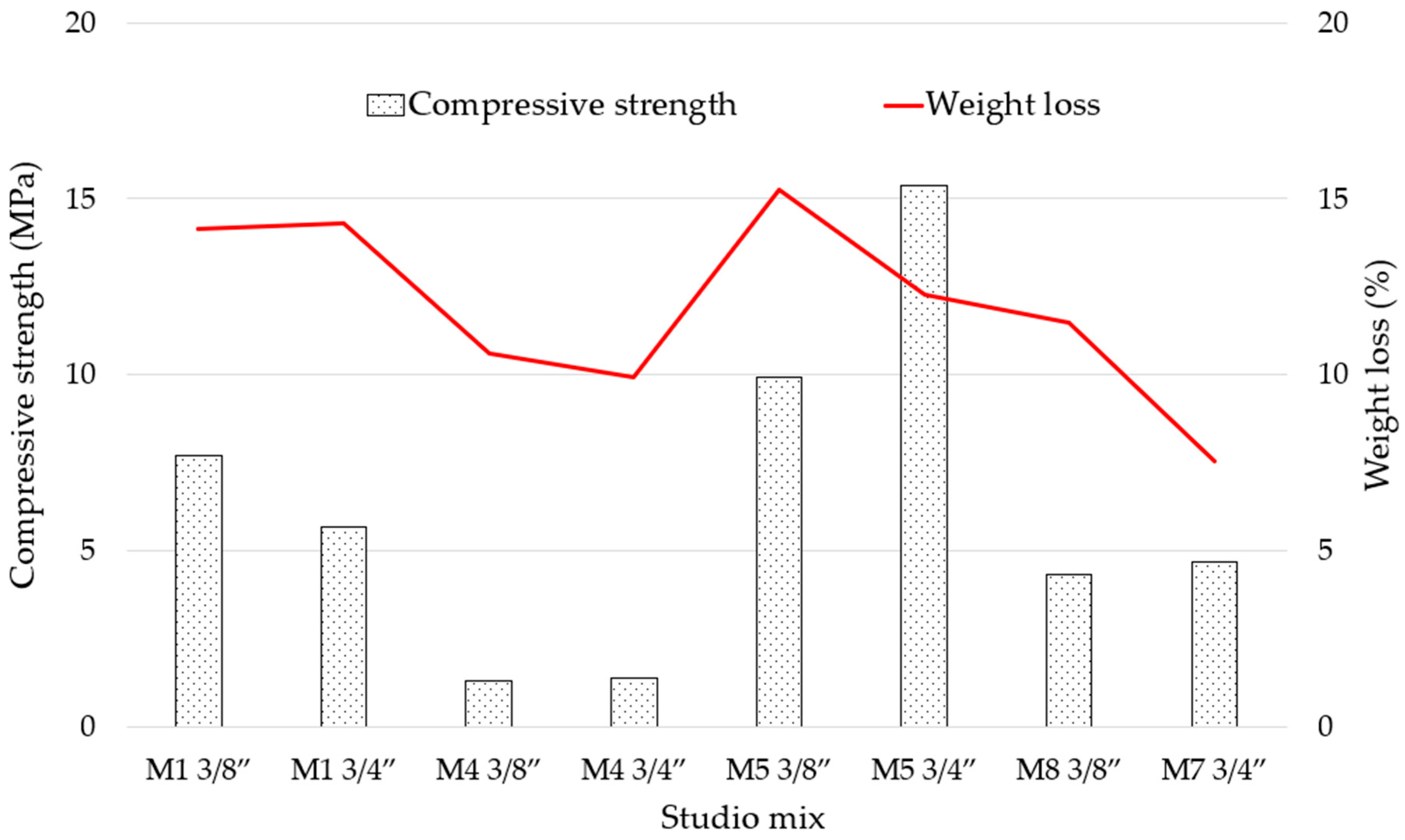
3.2. Compressive and Flexural Strength
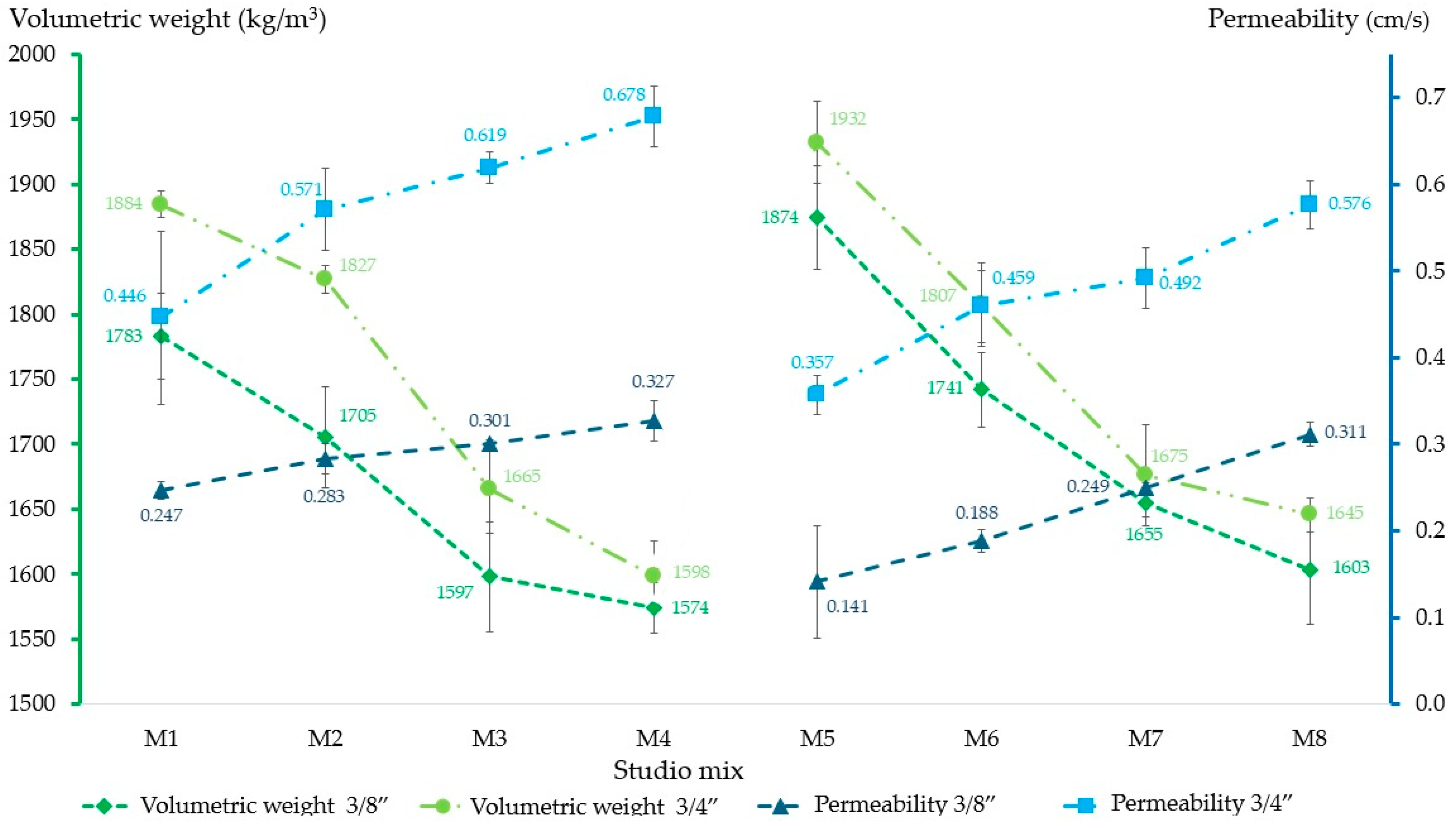
3.3. Permeability and Volumetric Weight
3.4. Analysis of Factorial Design 23
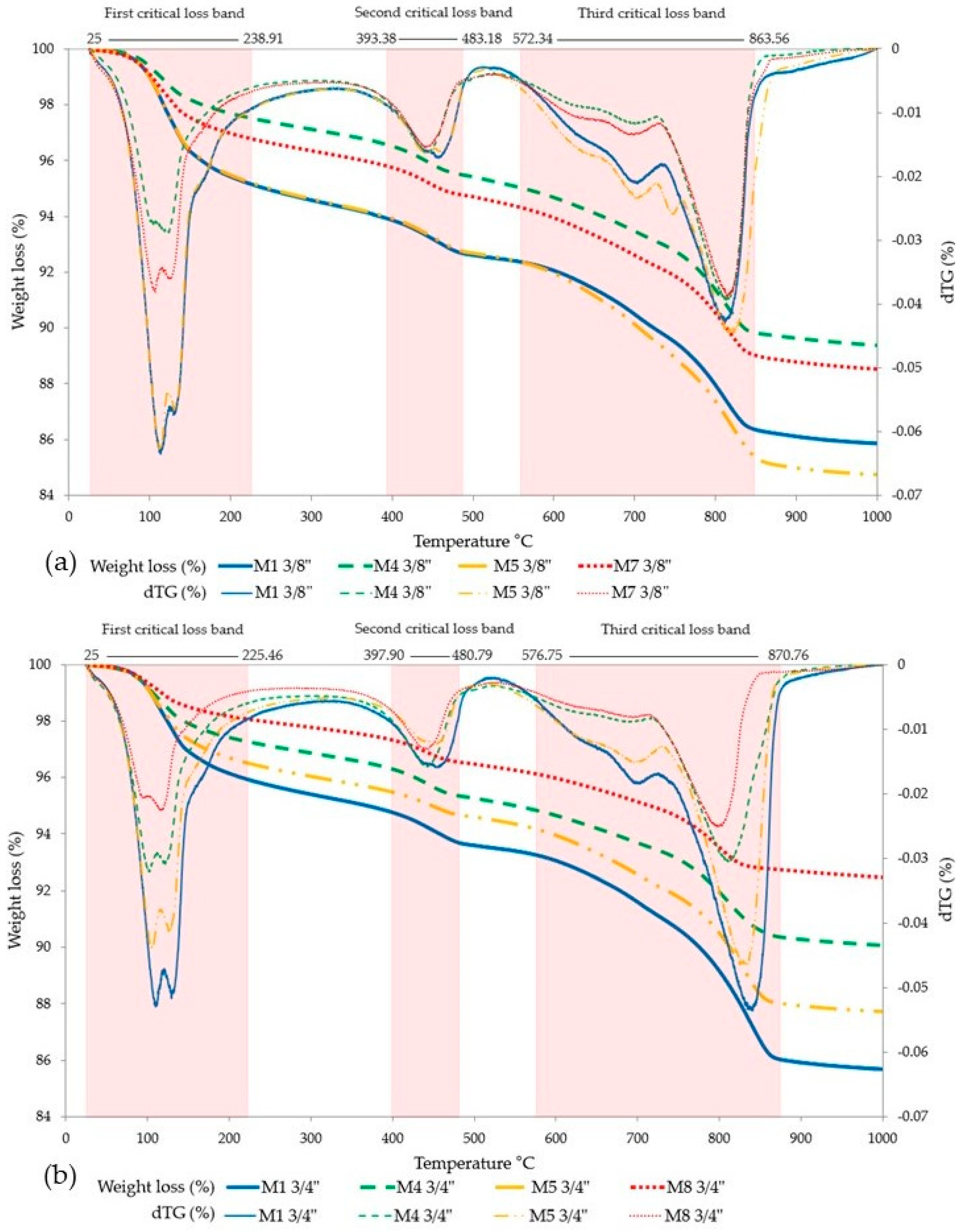
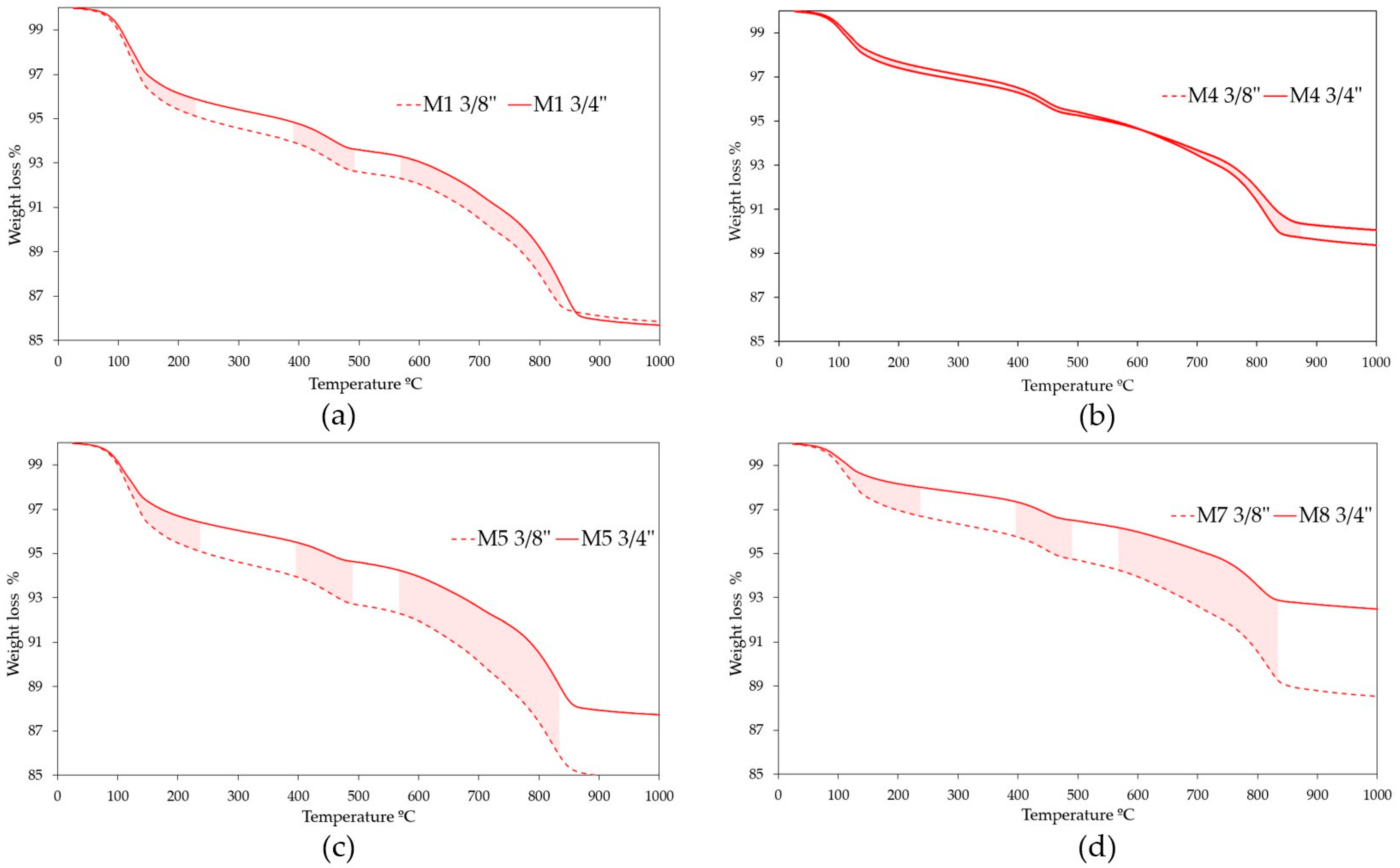
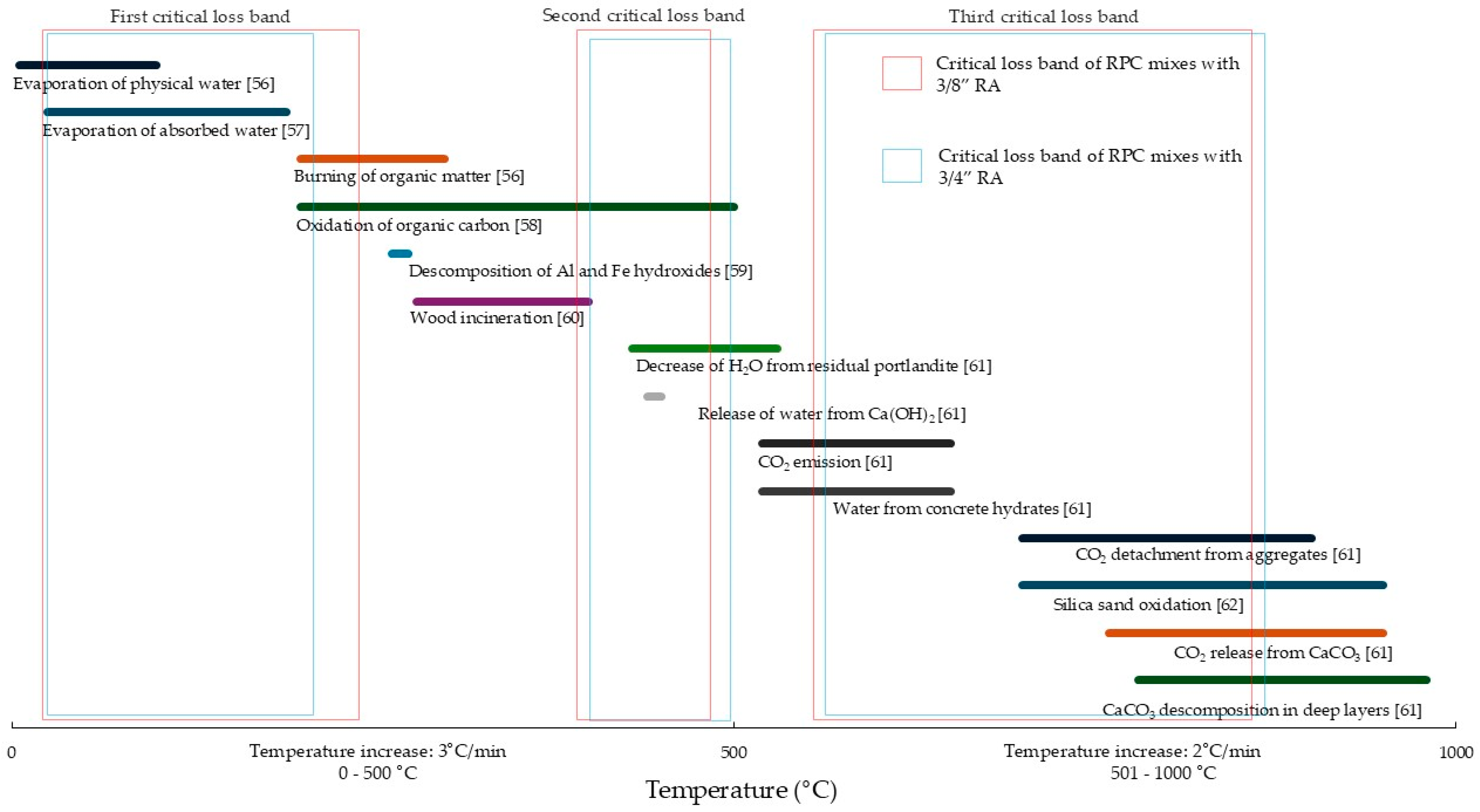
3.5. Thermogravimetry Analysis (TGA)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Matos-Paniza, M. Diseño de un Modelo de Aprovisionamiento para el Manejo Eficiente del Flujo de Materiales en las Empresas Pymes del Sector de la Construcción de la Ciudad de Cartagena. Caso Explanaciones y Construcciones S.A. Master’s Thesis, Universidad Tecnológica De Bolívar, Cartagena de Indias, Colombia, 2016. [Google Scholar]
- Yagual-Velástegui, A.M.; Lopez-Franco, M.L.; Sánchez-León, L.; Narváez-Cumbicos, J.G. La contribución del sector de la construcción sobre el producto interno bruto PIB en Ecuador. Rev. Lasallista Investig. 2018, 15, 286–299. [Google Scholar] [CrossRef]
- Miraldo, S.; Lopes, S.M.; Pacheco-Torgal, F.; Lopes, A.V. Advantages and shortcomings of the utilization of recycled wastes as aggregates in structural concretes. Constr. Build. Mater. 2021, 298, 123729. [Google Scholar] [CrossRef]
- Zhang, X.; Heeren, N.; Bauer, C.; Burgherr, P.; McKenna, R.; Habert, G. The impacts of future sectoral change on the greenhouse gas emissions of construction materials for Swiss residential buildings. Energy Build. 2024, 303, 113824. [Google Scholar] [CrossRef]
- De Bortoli, A. Understanding the environmental impacts of virgin aggregates: Critical literature review and primary comprehensive life cycle assessments. J. Clean. Prod. 2023, 415, 137629. [Google Scholar] [CrossRef]
- De Macêdo Coelho, Y.C.; De Medeiros, P.S.; Santos, J.A.; Lucas, F.C.A. Perception of environmental impacts of aggregate mining: A case study from the municipality of Ourém, Pará, Brazil. Resour. Policy 2022, 78, 102825. [Google Scholar] [CrossRef]
- Xiong, Y.; Guo, H.; Nor, D.D.M.M.; Song, A.; Dai, L. Mineral resources depletion, environmental degradation, and exploitation of natural resources: COVID-19 aftereffects. Resour. Policy 2023, 85, 103907. [Google Scholar] [CrossRef]
- Lv, X.; Shen, W.; Wang, L.; Dong, Y.; Zhang, J.; Xie, Z. A comparative study on the practical utilization of iron tailings as a complete replacement of normal aggregates in dam concrete with different gradation. J. Clean. Prod. 2019, 211, 704–715. [Google Scholar] [CrossRef]
- Hasanbeigi, A.; Price, L.; Lin, E. Emerging energy-efficiency and CO2 emission-reduction technologies for cement and concrete production: A technical review. Renew. Sustain. Energy Rev. 2012, 16, 6220–6238. [Google Scholar] [CrossRef]
- Cement Technology Roadmap Shows How the Path to Achieve CO2 Reductions Up to 24% by 2050. (s. f.). World Business Council for Sustainable Development (WBCSD). Available online: https://www.wbcsd.org/Sector-Projects/Cement-Sustainability-Initiative/News/Cement-technology-roadmap-shows-how-the-path-to-achieve-CO2-reductions-up-to-24-by-2050 (accessed on 13 November 2023).
- Blengini, G.A.; Garbarino, E. Resources and Waste Management in Turin (Italy): The role of recycled aggregates in the sustainable supply mix. J. Clean. Prod. 2010, 18, 1021–1030. [Google Scholar] [CrossRef]
- Huang, B.; Wang, X.; Kua, H.; Geng, Y.; Bleischwitz, R.; Ren, J. Construction and demolition waste management in China through the 3R principle. Resour. Conserv. Recycl. 2018, 129, 36–44. [Google Scholar] [CrossRef]
- Ulubeyli, S.; Kazaz, A.; Arslan, V. Construction and demolition waste recycling plants revisited: Management issues. Procedia Eng. 2017, 172, 1190–1197. [Google Scholar] [CrossRef]
- Santos, R.P.; Tubino, R.M.C. Potential evaluation of the use of construction and demolition waste (CDW) in the recovery of degraded soils by mining in Brazil. Resour. Conserv. Recycl. Adv. 2021, 12, 200060. [Google Scholar] [CrossRef]
- Mercante, I.T.; Bovea, M.D.; Ibáñez-Forés, V.; Arena, A.P. Life cycle assessment of construction and demolition waste Management systems: A Spanish case study. Int. J. Life Cycle Assess. 2011, 17, 232–241. [Google Scholar] [CrossRef]
- Borghi, G.; Pantini, S.; Rigamonti, L. Life cycle Assessment of Non-hazardous Construction and Demolition Waste (CDW) management in Lombardy Region (Italy). J. Clean. Prod. 2018, 184, 815–825. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, A.; Li, H.; Zhang, H.; Zhu, Z. The effect of minor alloying on the glass forming ability and crystallization reaction of Ti32.8Zr30.2Cu9M5.3Be22.7 (M=Fe, Co, and Ni) bulk metallic glass. J. Mater. Res. Technol. 2022, 18, 3035–3043. [Google Scholar] [CrossRef]
- Wang, C.; Cheng, L.; Yan, Y.; Yang, F. Utilization of all components of waste concrete: Recycled aggregate strengthening, recycled fine powder activity, composite recycled concrete and life cycle assessment. J. Build. Eng. 2024, 82, 108255. [Google Scholar] [CrossRef]
- Shaban, W.M.; Yang, J.; Su, H.; Liu, Q.; Tsang, D.C.; Wang, L.; Xie, J.; Li, L. Properties of recycled concrete aggregates strengthened by different types of pozzolan slurry. Constr. Build. Mater. 2019, 216, 632–647. [Google Scholar] [CrossRef]
- Federal Highway Administration Research and Technology. User Guidelines for Waste and Byproduct Materials in Pavement Construction: Reclaimed Asphalt Pavement, FHWA-RD-97-148. 2016. Available online: https://www.fhwa.dot.gov/publications/research/infrastructure/structures/97148/begin.cfm (accessed on 13 November 2023).
- Alkins, A.E.; Lane, B.; Kazmierowski, T. Sustainable pavements: Environmental, economic, and social benefits of in situ pavement recycling. Transp. Res. Rec. 2008, 2084, 100–103. [Google Scholar] [CrossRef]
- Contreras Ortega, R. Comparación Técnico-Económica y Ecológica del Reciclado In-Situ, Empleando Asfalto Espumado, con Métodos Convencionales de Mantenimiento Periódico de Pavimentos Flexibles. Bachelor’s Thesis, Universidad Peruana de Ciencias Aplicadas, Santiago de Surco, Perú, 2014. [Google Scholar]
- Chandrappa, A.K.; Biligiri, K.P. Pervious concrete as a sustainable pavement material—Research findings and future Prospects: A State-of-the-art review. Constr. Build. Mater. 2016, 111, 262–274. [Google Scholar] [CrossRef]
- Chaitanya, M.K.; Ramakrishna, G. Enhancing the mechanical properties of pervious recycled aggregate concrete using silicafumes. Mater. Today Proc. 2021, 46, 634–637. [Google Scholar] [CrossRef]
- Vieira, G.L.; Schiavon, J.Z.; Borges, P.M.; Da Silva, S.R.; De Oliveira Andrade, J.J. Influence of recycled aggregate replacement and fly ash content in performance of pervious concrete mixtures. J. Clean. Prod. 2020, 271, 122665. [Google Scholar] [CrossRef]
- El-Hassan, H.; Kianmehr, P.; Zouaoui, S. Properties of pervious concrete incorporating recycled concrete aggregates and slag. Constr. Build. Mater. 2019, 212, 164–175. [Google Scholar] [CrossRef]
- Mehrabi, P.; Shariati, M.; Kabirifar, K.; Jarrah, M.; Rasekh, H.; Trung, N.T.; Shariati, A.; Jahandari, S. Effect of pumice powder and nano-clay on the strength and permeability of fiber-reinforced pervious concrete incorporating recycled concrete aggregate. Constr. Build. Mater. 2021, 287, 122652. [Google Scholar] [CrossRef]
- Adresi, M.; Yamani, A.; Tabarestani, M.K.; Rooholamini, H. A comprehensive review on pervious concrete. Constr. Build. Mater. 2023, 407, 133308. [Google Scholar] [CrossRef]
- Hari, R.; Mini, K. Mechanical and durability properties of basalt-steel wool hybrid fibre reinforced pervious concrete—A box Behnken approach. J. Build. Eng. 2023, 70, 106307. [Google Scholar] [CrossRef]
- Yang, J.; Jiang, G. Experimental study on properties of pervious concrete pavement materials. Cem. Concr. Res. 2003, 33, 381–386. [Google Scholar] [CrossRef]
- Kim, H.; Lee, H. Acoustic absorption modeling of porous concrete considering the gradation and shape of aggregates and void ratio. J. Sound Vib. 2010, 329, 866–879. [Google Scholar] [CrossRef]
- Kiran, V.K.; Anand, K.B. Study on identically voided pervious concrete made with different sized aggregates. IOP Conf. Ser. Mater. Sci. Eng. 2018, 310, 012064. [Google Scholar] [CrossRef]
- ACI Committee 522. 522R-10: Report on Pervious Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2010. [Google Scholar]
- NMX-C414-ONNCCE-2017; Norma Mexicana—Industria de la Construcción-Cementantes Hidráulicos-Especificaciones y Métodos de Ensayo. General Direction of Norms-Direction of Normalization. Organismo Nacional de Normalización y Certificación de la Construcción y Edificación (ONNCCE): Mexico City, Mexico, 2018.
- NOM-127-SSA1-2021; Norma Oficial Mexicana—Agua para Uso y Consumo Humano. Límites Permisibles de la Calidad del Agua. Comité Consultivo Nacional de Normalización de Regulación y Fomento Sanitario (SSA1): Mexico City, Mexico, 2022.
- ASTM C127-15; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate. American Society for Testing and Materials (ASTM): Conshohocken, PA, USA, 2024.
- ASTM C29; Standard Test Method for Bulk Density (“Unit Weight”) and Voids in Aggregate. American Society for Testing and Materials (ASTM): Conshohocken, PA, USA, 2017.
- ASTM C131-06; Standard Test Method for Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine. American Society for Testing and Materials (ASTM): Conshohocken, PA, USA, 2010.
- AG-IX. Método de prueba para determinar la resistencia a la degradación del agregado pétreo grueso por abrasión en la máquina Micro-Deval. In Manual de Ensayos Para Laboratorio: Agregados (AG) Para Mezclas Asfálticas; Ayala del Toro, Y., Delgado Alamilla, H., Cuellar Pérez, V., Salazar Rivera, A., Eds.; Querétaro, Mexico, 2019. [Google Scholar]
- NMX-C-111-ONNCCE-2018; Norma Mexicana—Industria de la Construcción—Agregados para Concreto Hidráulico—Especificaciones y Métodos de Ensayo. General Direction of Norms-Direction of Normalization. Organismo Nacional de Normalización y Certificación de la Construcción y Edificación (ONNCCE): Mexico City, Mexico, 2018.
- Özçelikci, E.; Şahmaran, M. Characterization and value-added application of low-quality concrete waste based recycled aggregates. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Duan, Z.; Singh, A.; Xiao, J.; Hou, S. Combined use of recycled powder and recycled coarse aggregate derived from construction and demolition waste in self-compacting concrete. Constr. Build. Mater. 2020, 254, 119323. [Google Scholar] [CrossRef]
- Deshpande, Y.; Hiller, J.E. Pore characterization of manufactured aggregates: Recycled concrete aggregates and lightweight aggregates. Mater. Struct. 2011, 45, 67–79. [Google Scholar] [CrossRef]
- Pérez García, N.; Casarez Lozada, I.; Castañeda Garay, F.J.; Rubio Arrieta, R.I.; Solorio Murillo, R. Evaluación de un agregado de base recuperada y RAP estabilizado con cal y asfalto espumado. IMT 2022, 723, 10. [Google Scholar]
- ASTM C192/C192M-15; Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory. American Society for Testing and Materials (ASTM): Conshohocken, PA, USA, 2016.
- ASTM C39/C39M-23; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. American Society for Testing and Materials (ASTM): Conshohocken, PA, USA, 2023.
- ASTM C42/C42M-04; Standard Test Method for Obtaining and Testing Drilled Cores and Sawed Beams of Concrete. American Society for Testing and Materials (ASTM): Conshohocken, PA, USA, 2010.
- UNE-EN 12192-1:2002; AEN/CTN 83 Hormigón. Productos y Sistemas para la Protección y Reparación de Estructuras de Hormigón. Análisis Granulométrico. Parte 1: Método de Ensayo que se Aplica a los Componentes Secos de los Morteros Listos para su Uso. Agencia Estatal de Normalizacion (AEN)/Comités Técnicos de Normalización (CTN): Madrid, Spain, 2002.
- Aguilar-Penagos, A.; Gómez-Soberón, J.M.; Rojas-Valencia, M.N. Physicochemical, Mineralogical and Microscopic Evaluation of Sustainable Bricks Manufactured with Construction Wastes. Appl. Sci. 2017, 7, 1012. [Google Scholar] [CrossRef]
- Aire, C. Concreto permeable: Alternativas sustentables. In Construcción y Tecnología en Concreto; Instituto Mexicano del Cemento y el Concreto (IMCYC), CDMX: Mexico City, Mexico, 2010; p. 3. [Google Scholar]
- Meddah, M.S.; Zitouni, S.; Belâabes, S. Effect of content and particle size distribution of coarse aggregate on the compressive strength of concrete. Constr. Build. Mater. 2010, 24, 505–512. [Google Scholar] [CrossRef]
- Basavana Gowda, S.N.; Kumar Goudar, S.; Thanu, H.P.; Monisha, B. Performance evaluation of alkali activated slag based recycled aggregate pervious concrete. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Pérez-Ramos, D. Estudio Experimental de Concretos Permeables con Agregados Andesíticos. Master’s Thesis, Universidad Nacional Autónoma de México, Ciudad de México, Mexico, 2009. [Google Scholar]
- Brasileiro, K.P.T.V.; De Oliveira Nahime, B.; Lima, E.C.; Alves, M.M.; Ferreira, W.P.M.; Santos, I.S.D.; Filho, C.H.V.D.N.; Reis, I.C.D. Influence of recycled aggregates and silica fume on the performance of pervious concrete. J. Build. Eng. 2024, 82, 108347. [Google Scholar] [CrossRef]
- Akoglu, H. User’s guide to correlation coefficients. Turk. J. Emerg. Med. 2018, 18, 91–93. [Google Scholar] [CrossRef] [PubMed]
- Sutcu, M.; Akkurt, S. The use of recycled paper processing residues in making porous brick with reduced thermal conductivity. Ceram. Int. 2009, 35, 2625–2631. [Google Scholar] [CrossRef]
- Pérez, N.; Bucio, L.; Lima, E.; Soto, E.; Cedillo, C. Identification of allophane and other semi-crystalline and amorphous phases on pre-Hispanic Mexican adobe earth bricks from Cholula, Mexico. Microchem. J. 2015, 126, 349–358. [Google Scholar] [CrossRef]
- Mckinney, D. Kinetic and Finite Element Modeling for Firing Brick. Master of Science (MS); Paper 761; Master’s Thesis, Clemson University TigerPrints, Clemson, SC, USA, 2010. [Google Scholar]
- Vieira, C.; Sánchez, R.; Monteiro, S. Characteristics of clays and properties of building ceramics in the state of Rio de Janeiro, Brazil. Constr. Build. Mater. 2008, 22, 781–787. [Google Scholar] [CrossRef]
- Organization of the United Nations (FAO). Carbonization Processes. In Simple Technologies for Charcoal Making; Organization of the United Nations (FAO): Rome, Italy, 1987; p. 41. ISBN 92-5-101328-1. [Google Scholar]
- Villain, G.; Thiéry, M.; Platret, G. Measurement methods of carbonation profiles in concrete: Thermogravimetry, chemical analysis and gammadensimetry. Cem. Concr. Res. 2007, 37, 1182–1192. [Google Scholar] [CrossRef]
- Moreno, J.; Zarraga, J.; Finol, D.; Ferrer, V. Efecto de la temperatura de calcinación de la sílice en el sistema Pt/CeO2/SiO2 para la oxidación de metano. Rev. Tecnocientífica URU 2016, 10, 11–26. Available online: https://revistas.fondoeditorial.uru.edu/index.php/tecnocientificauru/article/view/morenozarragafinolferrern10a16 (accessed on 13 November 2023).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feature | Norm/Method | Acceptance Limit |
|---|---|---|
| Density | ASTM C 127-15 | - |
| Compacted dry volumetric weight | ASTM C 29 | - |
| Moisture absorption percentage | ASTM C 127-15 | <5% |
| Percentage of wear and tear | ASTM C 131-06 | <45% |
| Micro-Deval | <30% | |
| Granulometry | NMX-C-111-ONNCCE-2018 | - |
| Recycled Aggregate | Specific Gravity (g/cm3) | Absorption (%) | Compacted Dry Volumetric Weight (kg/m3) | Wear and Tear (%) | |
|---|---|---|---|---|---|
| Los Angeles Test | Micro-Deval | ||||
| 3/8” RCA | 2.23 ± 0.056 | 20.73 ± 12.670 | 1264.26 ± 16.79 | 35.62 ± 1.560 | 37.27 ± 2.350 |
| 3/8” RAP | 2.32 ± 0.070 | 1.97 ± 0.239 | 1397.61 ± 8.470 | 33.51 ± 0.710 | 32.25 ± 1.220 |
| 3/4” RCA | 2.32 ± 0.070 | 8.70 ± 1.706 | 1584.83 ± 16.770 | 25.20 ± 1.570 | 27.21 ± 1.560 |
| 3/4” RAP | 2.35 ± 0.096 | 1.56 ± 0.375 | 1890.23 ± 2.910 | 29.34 ± 1.260 | 24.44 ± 1.970 |
| Level | ||
|---|---|---|
| Factor | Low (−1) | High (1) |
| Water/cement ratio (w/c) | 0.26 | 0.35 |
| Percentage of pores (%) | 15 | 15 |
| Percentage of fine aggregate (%) | 0 | 10 |
| Variables | W/C Ratio | Porosity (%) | Fine Aggregate (%) |
|---|---|---|---|
| 1 | 0.26 | 15 | 0 |
| 2 | 0.35 | 15 | 0 |
| 3 | 0.26 | 20 | 0 |
| 4 | 0.35 | 20 | 0 |
| 5 | 0.26 | 15 | 10 |
| 6 | 0.35 | 15 | 10 |
| 7 | 0.26 | 20 | 10 |
| 8 | 0.35 | 20 | 10 |
| 3/8” RA Mixes | |||||
|---|---|---|---|---|---|
| Mix | RCA (kg) | RAP (kg) | Silica Sand (kg) | Cement (kg) | Water (l) |
| M1 3/8” | 754.00 | 624.00 | N/A | 346.34 | 90.05 |
| M2 3/8” | 754.00 | 624.00 | N/A | 260.60 | 117.27 |
| M3 3/8” | 754.00 | 624.00 | N/A | 173.17 | 45.02 |
| M4 3/8” | 754.00 | 624.00 | N/A | 130.30 | 58.63 |
| M5 3/8” | 678.60 | 561.60 | 148.50 | 346.34 | 90.05 |
| M6 3/8” | 678.60 | 561.60 | 148.50 | 260.60 | 117.27 |
| M7 3/8” | 678.60 | 561.60 | 148.50 | 173.17 | 45.02 |
| M8 3/8” | 678.60 | 561.60 | 148.50 | 130.30 | 58.63 |
| 3/4” RA Mixtures | |||||
| M1 3/4” | 724.75 | 754 | N/A | 346.34 | 90.05 |
| M2 3/4” | 724.75 | 754 | N//A | 260.60 | 117.27 |
| M3 3/4” | 724.75 | 754 | N/A | 173.17 | 45.02 |
| M4 3/4” | 724.75 | 754 | N/A | 130.30 | 58.63 |
| M5 3/4” | 652.27 | 678.60 | 148.50 | 346.34 | 90.05 |
| M6 3/4” | 652.27 | 678.60 | 148.50 | 260.60 | 117.27 |
| M7 3/4” | 652.27 | 678.60 | 148.50 | 173.17 | 45.02 |
| M8 3/4” | 652.27 | 678.60 | 148.50 | 130.30 | 58.63 |
| Compressive Strength | Flexural Strength | Permeability | Volumetric Weight | |
|---|---|---|---|---|
| Term (T) | Values (p) | |||
| 3/8” RA mixes | ||||
| Model | 0.000 | 0.000 | 0.001 | 0.000 |
| Lineal | 0.000 | 0.000 | 0.000 | 0.000 |
| W/C ratio | 0.000 | 0.000 | 0.012 | 0.003 |
| % Voids | 0.000 | 0.000 | 0.000 | 0.000 |
| % Fines | 0.000 | 0.000 | 0.001 | 0.013 |
| Interactions of 2 T | 0.319 | 0.241 | 0.144 | 0.197 |
| W/C ratio *% Voids | 0.163 | 0.055 | 0.927 | 0.080 |
| W/C ratio *% Fines | 0.329 | 0.792 | 0.398 | 0.254 |
| % Voids *% Fines | 0.432 | 0.855 | 0.035 | 0.554 |
| Interactions of 3 T | 0.527 | 0.012 | 0.648 | 0.705 |
| W/C ratio *% Voids *% Fines | 0.527 | 0.012 | 0.648 | 0.705 |
| R2 = 98.68% | R2 = 96.63% | R2 = 91.22% | R2 = 94.38% | |
| 3/4” RA mixtures | ||||
| Model | 0.000 | 0.000 | 0.002 | 0.000 |
| Lineal | 0.000 | 0.000 | 0.000 | 0.000 |
| W/C ratio | 0.000 | 0.000 | 0.005 | 0.003 |
| % Voids | 0.000 | 0.000 | 0.001 | 0.000 |
| % Fines | 0.000 | 0.000 | 0.002 | 0.058 |
| Interactions of 2 T | 0.000 | 0.028 | 0.834 | 0.178 |
| W/C ratio *% Voids | 0.000 | 0.031 | 0.404 | 0.059 |
| W/C ratio *% Fines | 0.000 | 0.038 | 0.984 | 0.887 |
| % Voids *% Fines | 0.000 | 0.155 | 0.777 | 0.262 |
| Interactions of 3 T | 0.000 | 0.001 | 0.628 | 0.034 |
| W/C ratio *% Voids *% Fines | 0.000 | 0.001 | 0.628 | 0.034 |
| R2 = 99.53% | R2 = 96.89% | R2 = 89.41% | R2 = 96.93% | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
González-Martínez, M.Á.; Gómez-Soberón, J.M.; Leal-Castañeda, E.J. Permeable Concrete with Recycled Aggregates. Study of Its Mechanical and Microstructural Properties. Materials 2025, 18, 770. https://doi.org/10.3390/ma18040770
González-Martínez MÁ, Gómez-Soberón JM, Leal-Castañeda EJ. Permeable Concrete with Recycled Aggregates. Study of Its Mechanical and Microstructural Properties. Materials. 2025; 18(4):770. https://doi.org/10.3390/ma18040770
Chicago/Turabian StyleGonzález-Martínez, Miguel Á., José M. Gómez-Soberón, and Everth J. Leal-Castañeda. 2025. "Permeable Concrete with Recycled Aggregates. Study of Its Mechanical and Microstructural Properties" Materials 18, no. 4: 770. https://doi.org/10.3390/ma18040770
APA StyleGonzález-Martínez, M. Á., Gómez-Soberón, J. M., & Leal-Castañeda, E. J. (2025). Permeable Concrete with Recycled Aggregates. Study of Its Mechanical and Microstructural Properties. Materials, 18(4), 770. https://doi.org/10.3390/ma18040770