Effect of Natural Aging on the Stress Corrosion Cracking Behavior of A201-T7 Aluminum Alloy

 , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Melting and Casting
2.2. Heat Treatment of As-Cast Alloys
2.3. Slow Strain Rate Test
2.4. Materials Characterization
2.5. Polarization Testing
3. Results and Discussion
3.1. Electrical Conductivity
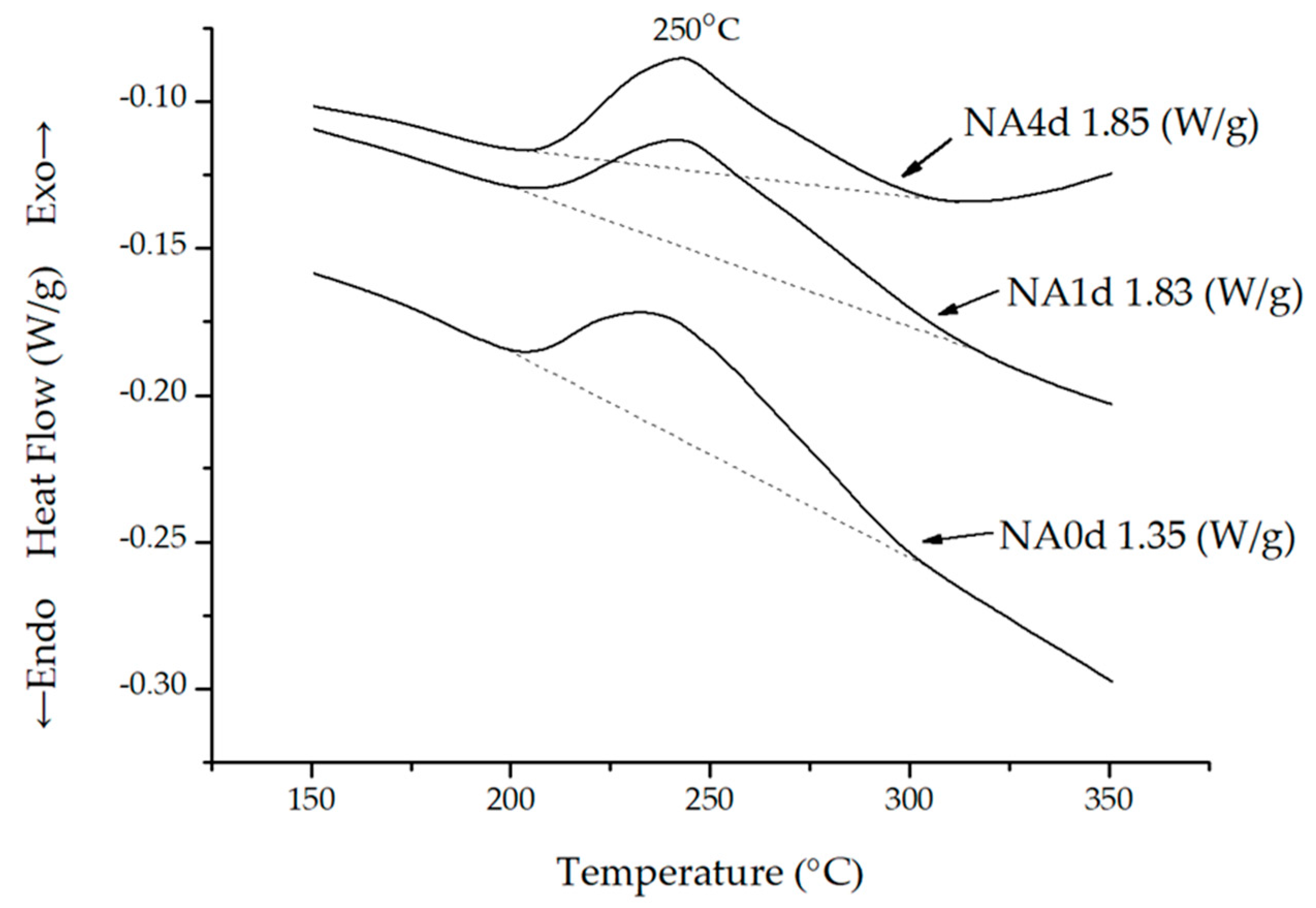
3.2. DSC Analysis
3.3. Mechanical Properties
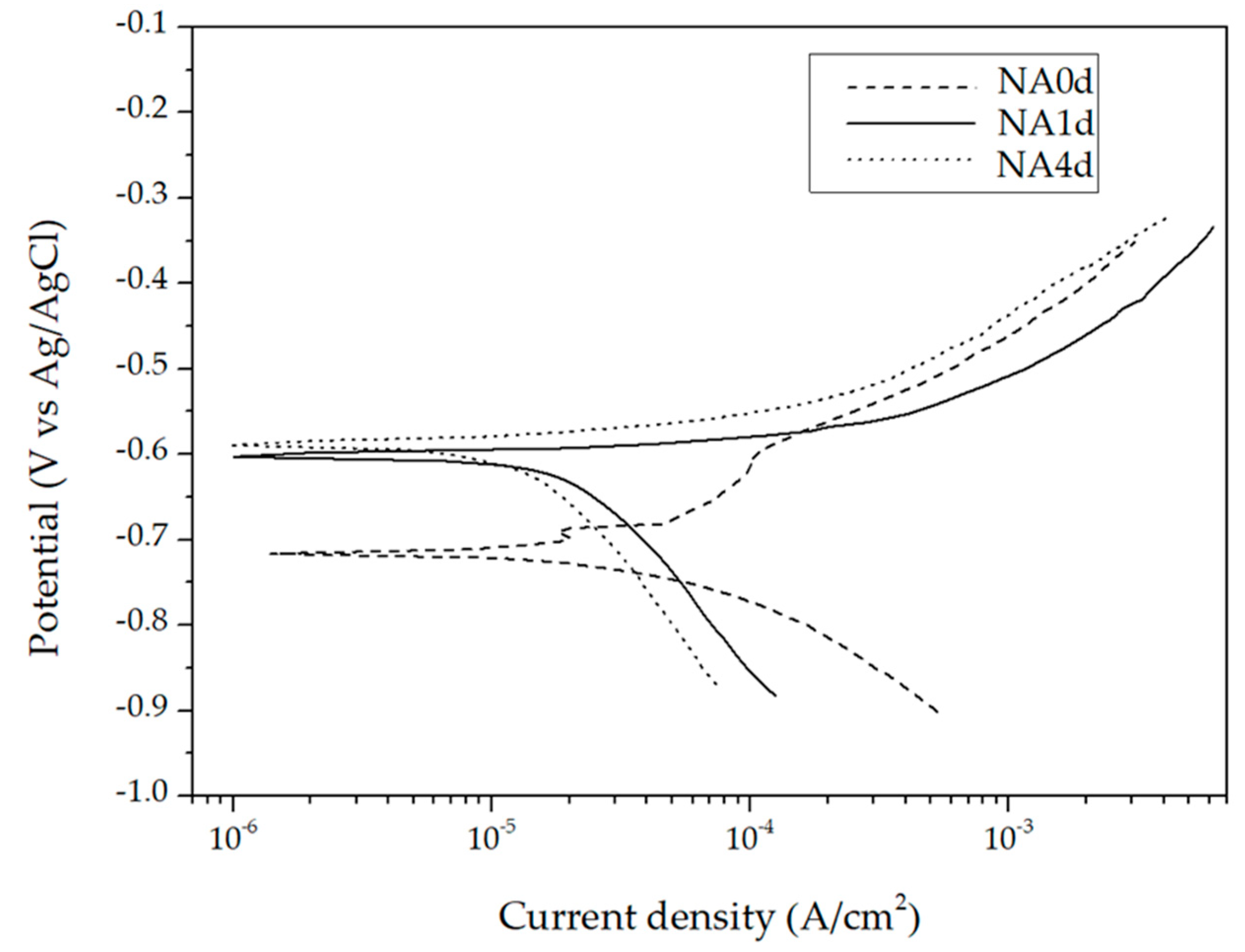
3.4. Polarization Test
3.5. Slow Strain Rate Testing
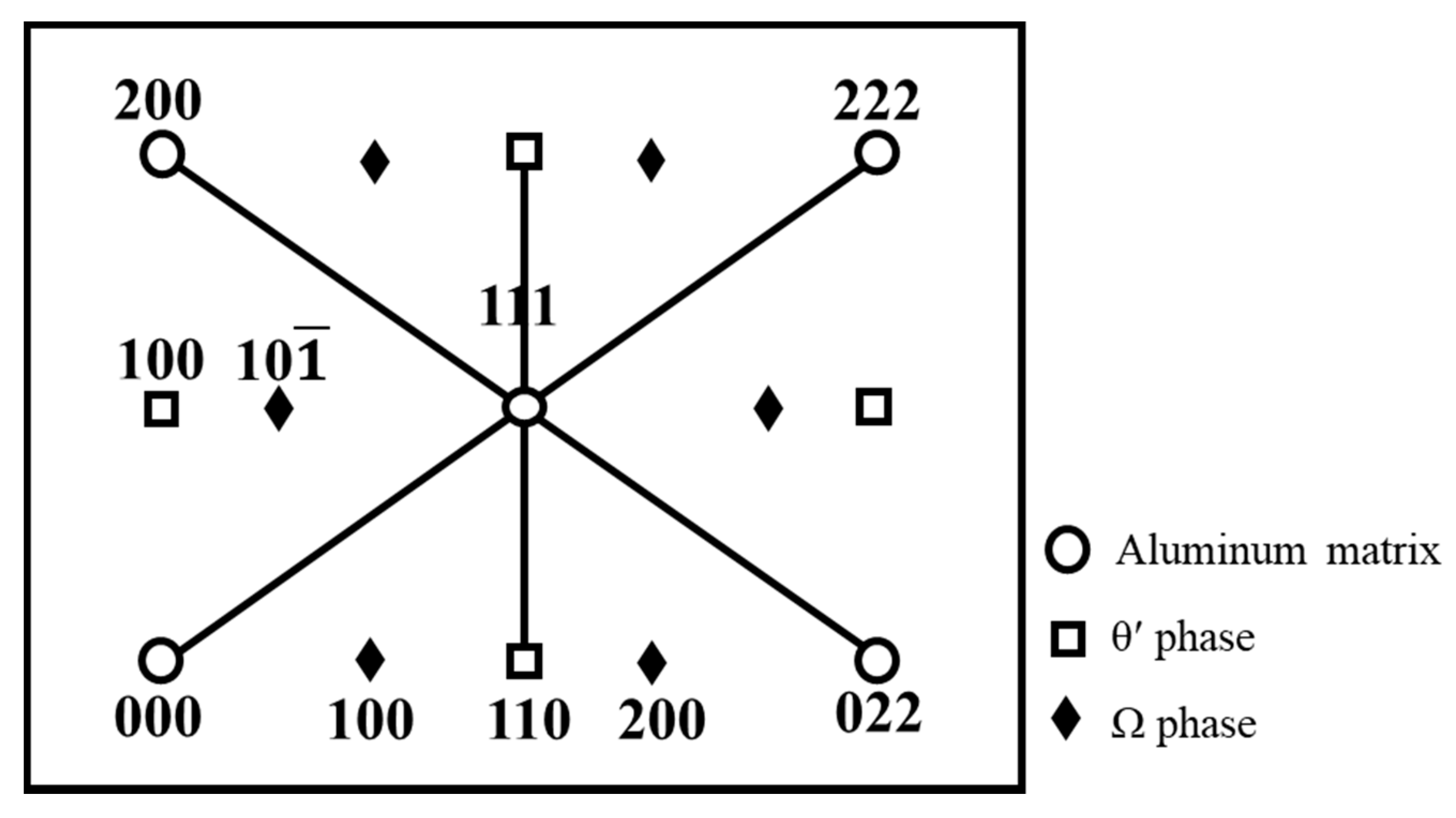
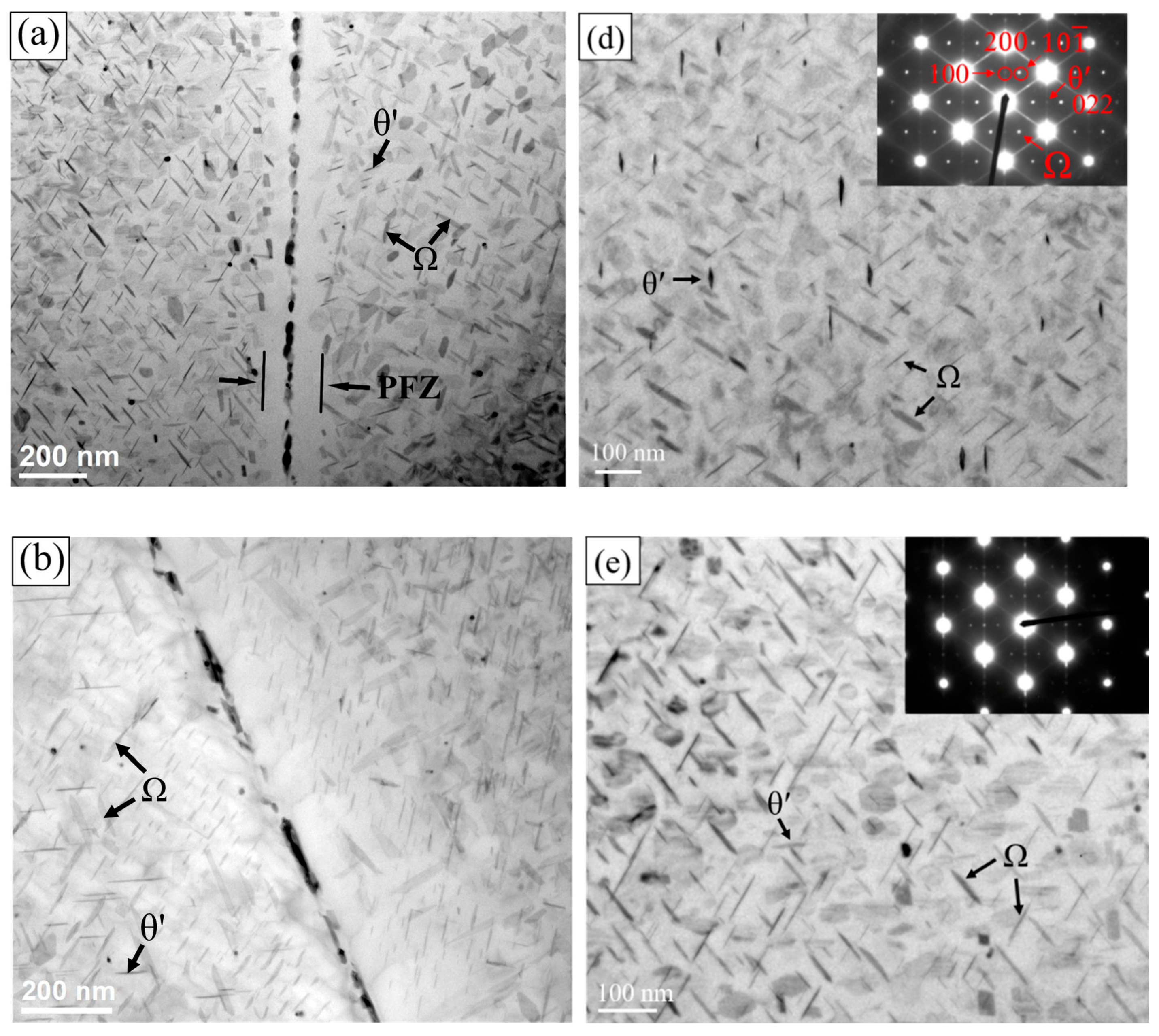
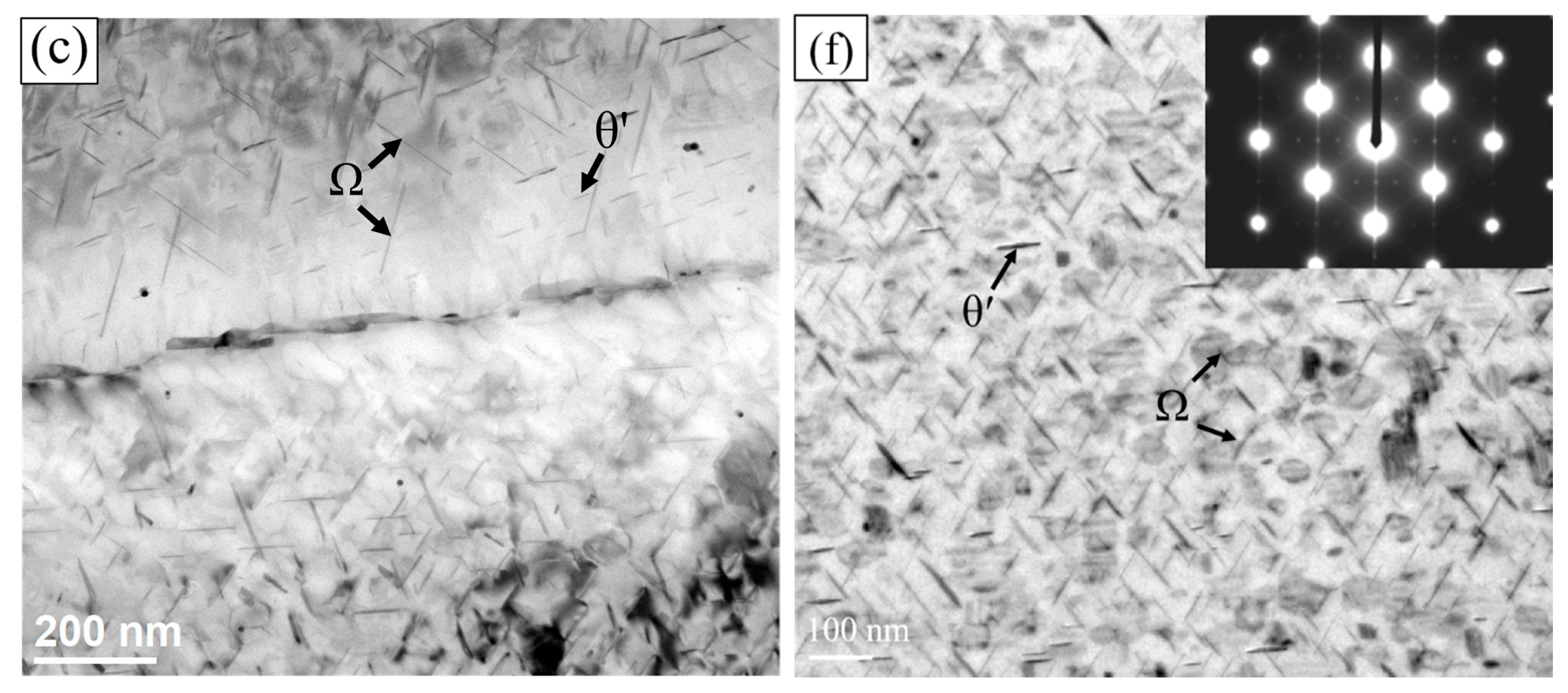
3.6. Transmission Electron Microscopy (TEM) Characterization
4. Conclusions
- (1)
- For the as-quenched alloy, the conductivity decrease and the hardness increase during natural aging. However, the conductivity and mechanical properties (hardness, strength, and elongation) were unaffected by natural aging after T7 tempering.
- (2)
- Natural aging improved the resistance of A201-T7 alloys to SCC. 24 h aging was sufficient. Extending the aging time provided no additional benefit.
- (3)
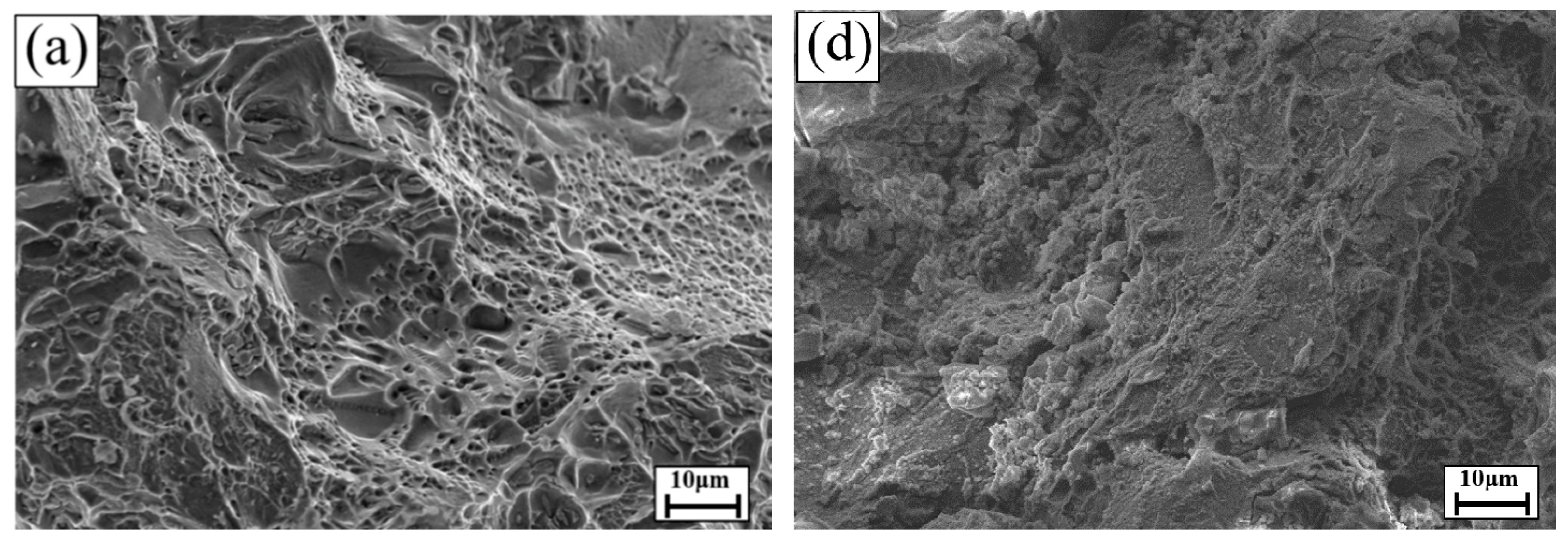
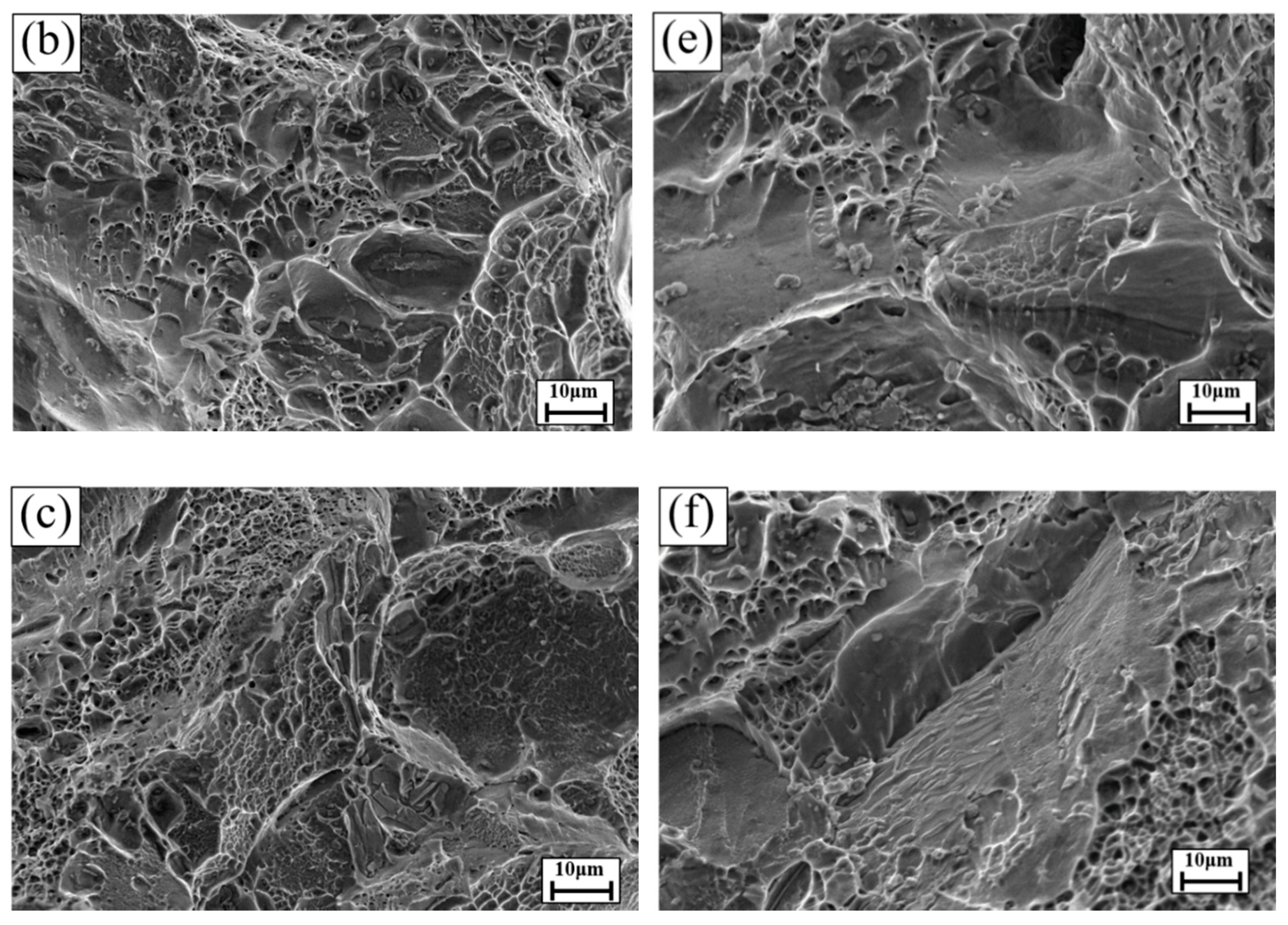
- In the unaged alloys, PFZ existed and brittle fractures could be found on the SCC fracture surface; for the aged alloys, no PFZ existed, but a combination of fracture types with cleavages and dimples could be observed on the fracture surface.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Davis, J.R. ASM Specialty Handbook: Aluminum and Aluminum Alloys; ASM International: Materials Park, OH, USA, 1994. [Google Scholar]
- Chester, R.J.; Polmear, I.J. TEM Investigation of Precipitates in Al-Cu-Mg-Ag and Al-Cu-Mg Alloys. Micron 1980, 11, 311–312. [Google Scholar] [CrossRef]
- Kim, K.D.; Zhou, B.C.; Wolverton, C. Interfacial Stability of θ’/Al in Al-Cu Alloys. Scr. Mater. 2019, 159, 99–103. [Google Scholar] [CrossRef]
- Phillips, V.A. High Resolution Electron Microscope Observations on Precipitations in Al-3.0% Cu Alloy. Acta Mater. 1975, 23, 751–767. [Google Scholar] [CrossRef]
- Purnendu, K.M. Influence of Micro-alloying with Silver on Microstructure and Mechanical Properties of Al-Cu Alloy. Mater. Sci. Eng. A 2018, 722, 99–111. [Google Scholar]
- Knowles, K.M.; Stobbs, W.M. The Structure of {111} Age-Hardening Precipitates in Al-Cu-Mg-Ag Alloys. Acta Cryst. 1988, 44, 207–227. [Google Scholar] [CrossRef]
- Ivan, Z.; Rustam, K. Aging Behavior of an Al-Cu-Mg Alloy. J. Alloys Compd. 2018, 759, 108–119. [Google Scholar]
- Saeed, K.M.; Mohsen, K.; Roland, L. Mechanical Behavior and Texture Development of Over-aged and Solution Treated Al-Cu-Mg Alloy during Multi-directional Forging. Mater. Charact. 2018, 135, 221–227. [Google Scholar]
- Muddle, B.C.; Polmear, I.J. The Precipctate Ω Phase in Al-Cu-Mg-Ag Alloys. Acta Metal. 1989, 37, 777–789. [Google Scholar] [CrossRef]
- Garg, A.; Chang, Y.C.; Howe, J.M. Precipitation of the Ω Phase in an Al-4.0Cu-0.5Mg Alloy. Scr. Mater. 1990, 24, 677–680. [Google Scholar] [CrossRef]
- Hu, Y.C.; Liu, Z.Y.; Zhao, Q.; Bai, S.; Liu, F. P-Texture Effect on the Fatigue Crack Propagation Resistance in an Al-Cu-Mg Alloy Bearing a Small Amount of Silver. Materials 2018, 11, 2481. [Google Scholar] [CrossRef]
- ASTM B917. Standard Practice for Heat Treatment of Aluminum-Alloy Castings form All Processes; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- Rajan, K.; Wallace, W.; Beddoes, J.C. Microstructure Study of a High Strength Stress-Corrosion Resistant 7075 Aluminum Alloy. J. Mater. Sci. 1982, 17, 2817–2848. [Google Scholar] [CrossRef]
- Islam, M.U.; Wallace, W. Retrogression and Reaging Response of 7475 Aluminum Alloy. Met. Technol. 1983, 10, 386–392. [Google Scholar] [CrossRef]
- Burleigh, T.D. The Postulated Mechanisms for Stress Corrosion Cracking of Aluminum Alloys. Corrosion 1991, 47, 89–98. [Google Scholar] [CrossRef]
- Speidel, M.O.; Hyatt, M.V. Advances in Corrosion Science and Technology; Springer: Boston, MA, USA, 1972. [Google Scholar]
- Misra, M.S.; Oswalt, K.J. Corrosion Behavior of Al-Cu-Mg-Ag (201) Alloy. Met. Eng. Q. 1976, 16, 39–44. [Google Scholar]
- Alexander, I.I.; Zhang, B.; Wang, J.Q.; Han, E.H.; Ke, W.; Peter, C.O. SVET and SIET Study of Galvanic Corrosion of Al/MgZn2 in Aqueous Solutions at Different pH. J. Electrochem. Soc. 2018, 165, 180–194. [Google Scholar]
- Shi, Y.J.; Pan, Q.L. Influence of Alloyed Sc and Zr, and Heat Treatment on Microstructures and Stress Corrosion Cracking of Al-Zn-Mg-Cu Alloys. Mater. Sci. Eng. A 2015, 621, 173–181. [Google Scholar] [CrossRef]
- Lee, H.J.; Kim, Y.J.; Jeong, Y.; Kim, S.S. Effects of Testing Variables on Stress Corrosion Cracking Susceptibility of Al 2024-T351. Corros. Sci. 2012, 55, 10–19. [Google Scholar] [CrossRef]
- Cabrini, M.; Bocchi, S.; D’Urso, G.; Giardini, C.; Lorenzi, S.; Testa, C.; Pastore, T. Stress Corrosion Cracking of Friction Stir-Welded AA-2024 T3 Alloy. Materials 2020, 13, 2610. [Google Scholar] [CrossRef]
- ASTM B557. Standard Test Methods for Tension Testing Wrought and Cast Aluminum- and Magnesium-Alloy Products; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- Ivanov, R.; Deschamps, A.; Geuser, F.D. Clustering Kinetics during Natural Ageing of Al-Cu Based Alloys with (Mg, Li) Additions. Acta Mater. 2018, 157, 186–195. [Google Scholar] [CrossRef]
- Chang, C.H.; Lee, S.L.; Lin, J.C.; Yeh, M.S.; Jeng, R.R. Effect of Ag Content and Heat Treatment on The Stress Corrosion Cracking of Al-4.6Cu-0.3Mg alloy. Mater. Chem. Phys. 2005, 91, 454–462. [Google Scholar] [CrossRef]
- Martínez-Pañeda, E.; Harris, Z.D.; Fuentes-Alonso, S.; Scully, J.R.; Burns, J.T. On the suitability of slow strain rate tensile testing for assessing hydrogen embrittlement susceptibility. Corros. Sci. 2019, 163, 108291. [Google Scholar] [CrossRef]
- Nikolaos, D.A.; Christina, C.; Panagiotis, S.; Stavros, K.K. Synergy of Corrosion-induced Micro-cracking and Hydrogen Embrittlement on The Structural Integrity of Aluminum Alloy (Al-Cu-Mg) 2024. Corros. Sci. 2017, 121, 32–42. [Google Scholar]
- Beffort, O.; Solenthaler, C.; Uggowitzer, P.J.; Speidel, M.O. High toughness and high strength spray-deposited AlCuMgAg-base alloys for use at moderately elevated temperatures. Mater. Sci. Eng. A 1995, 191, 121–134. [Google Scholar] [CrossRef]
- Wang, H.S.; Jiang, B.; Zhang, J.Y.; Wang, N.H.; Yi, D.Q.; Wang, B.; Liu, H.Q. The Precipitation Behavior and Mechanical Properties of Cast Al-4.5Cu-3.5Zn-0.5Mg Alloy. J. Alloys Compd. 2018, 768, 707–713. [Google Scholar] [CrossRef]
- Qi, H.; Liu, X.Y.; Liang, S.X.; Zhang, X.L.; Cui, H.X.; Zheng, L.Y.; Gao, F.; Chen, Q.H. Mechanical Properties and Corrosion Resistance of Al-Cu-Mg-Ag Heat-resistant Alloy Modified by Interrupted Aging. J. Alloys Compd. 2016, 657, 318–324. [Google Scholar] [CrossRef]
- Liu, X.Y.; Li, M.J.; Gao, F.; Liang, S.H.; Zhang, X.L.; Cui, H.X. Effects of Aging Treatment on The Intergranular Corrosion Behavior of Al-Cu-Mg-Ag alloy. J. Alloys Compd. 2015, 639, 263–267. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Cu | Mg | Ag | Ti | Fe | Si | Al |
|---|---|---|---|---|---|---|---|
| A201 | 4.5 (0.1) * | 0.3 (0.05) | 0.7 (0.05) | 0.3 (0.05) | 0.05 (0.01) | 0.03 (0.01) | Balance |
| Alloy Notation | Solution Treatment | Natural Aging | Artificial Aging |
|---|---|---|---|
| NA0d | 510 °C/2 h + 530 °C/20 h + WQ | none | 190 °C/5 h |
| NA1d | 510 °C/2 h + 530 °C/20 h + WQ | 24 h | 190 °C/5 h |
| NA4d | 510 °C/2 h + 530 °C/20 h + WQ | 96 h | 190 °C/5 h |
| Alloy Notation | IACS (%) | Percentage Change (%) | |||
|---|---|---|---|---|---|
| As-Quenched (C0) | Natural Aging (CNA) | T7 (CT7) | |||
| NA0d | 30.54 (0.12) * | 30.54 (0.12) | 32.54 (0.24) | - | 6.5 |
| NA1d | 30.54 (0.12) | 28.85 (0.11) | 32.52 (0.11) | −5.5 | 12.7 |
| NA4d | 30.54 (0.12) | 28.65 (0.09) | 32.45 (0.09) | −6.2 | 13.4 |
| Alloy Notation | Hardness | Tensile Test | Percentage Change (%) | |||||
|---|---|---|---|---|---|---|---|---|
| As-Quenched | Natural Aging | T7 | ||||||
| H0 (HRB) | HNA (HRB) | HT7 (HRB) | YS (MPa) | UTS (MPa) | EL (%) | |||
| NA0d | 33.5 (2.2) * | 33.5 (2.2) | 71.1 (2.1) | 320 (2.6) | 398 (2.7) | 3.5 (0.2) | - | 112 |
| NA1d | 33.5 (2.2) | 46.8 (1.5) | 71.6 (1.6) | 325 (2.0) | 396 (2.8) | 3.6 (0.1) | 40 | 53 |
| NA4d | 33.5 (2.2) | 54.5 (1.7) | 70.6 (2.5) | 318 (3.2) | 397 (3.0) | 3.5 (0.2) | 54 | 30 |
| Alloy Notation | Ecorr (V) | Icorr (A/cm2) | Rp (Ω/cm2) |
|---|---|---|---|
| NA0d | −0.71 (0.05) * | 3.91 × 10−5 (1.2 × 10−5) | 828 (61) |
| NA1d | −0.60 (0.04) | 5.94 × 10−5 (3.3 × 10−6) | 633 (35) |
| NA4d | −0.59 (0.05) | 6.77 × 10−5 (2.8 × 10−6) | 604 (28) |
| Alloy Notation | EL in Air Eair (%) | EL in Salt Water Escc (%) | UTS in Air UTSair (MPa) | UTS in Salt Water UTSscc (MPa) | ||
|---|---|---|---|---|---|---|
| NA0d | 3.6 (0.1) * | 2.6 (0.3) | 399 (2.9) | 339 (2.1) | −27.8 | −15.0 |
| NA1d | 3.7 (0.2) | 3.5 (0.2) | 395 (2.6) | 385 (2.8) | −5.4 | −2.5 |
| NA4d | 3.5 (0.1) | 3.3 (0.1) | 397 (2.8) | 385 (2.3) | −5.7 | −3.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, M.-C.; Wen, M.-C.; Chiu, Y.-C.; Pan, T.-A.; Tzeng, Y.-C.; Lee, S.-L. Effect of Natural Aging on the Stress Corrosion Cracking Behavior of A201-T7 Aluminum Alloy. Materials 2020, 13, 5631. https://doi.org/10.3390/ma13245631
Chen M-C, Wen M-C, Chiu Y-C, Pan T-A, Tzeng Y-C, Lee S-L. Effect of Natural Aging on the Stress Corrosion Cracking Behavior of A201-T7 Aluminum Alloy. Materials. 2020; 13(24):5631. https://doi.org/10.3390/ma13245631
Chicago/Turabian StyleChen, Mien-Chung, Ming-Che Wen, Yang-Chun Chiu, Tse-An Pan, Yu-Chih Tzeng, and Sheng-Long Lee. 2020. "Effect of Natural Aging on the Stress Corrosion Cracking Behavior of A201-T7 Aluminum Alloy" Materials 13, no. 24: 5631. https://doi.org/10.3390/ma13245631
APA StyleChen, M.-C., Wen, M.-C., Chiu, Y.-C., Pan, T.-A., Tzeng, Y.-C., & Lee, S.-L. (2020). Effect of Natural Aging on the Stress Corrosion Cracking Behavior of A201-T7 Aluminum Alloy. Materials, 13(24), 5631. https://doi.org/10.3390/ma13245631