1. Introduction
Gas leakage has been one of the most troubling problems in the chemical industry, including the semiconductor industry, which uses a variety of toxic chemicals in its processes [
1,
2,
3]. Leaked gases can have harmful effects such as suffocation, explosion, and toxicity, and can cause immediate and irreversible damage to companies, residents, and the environment [
1,
2,
3]. Gas leakage accidents increase social costs with legal issues for recovery and compensation [
1]. Gas leakage is related to stress, erosion, and electric arcs [
2,
3]. Because chemical plants have countless potential leakage points, it is virtually impossible to prevent all gas leakage accidents. Rapid and appropriate action is needed to minimize the damage caused by gas leak accidents [
4,
5]. Electric machines and appliances with suitable explosion-proof structures should be used in places where flammable materials are manufactured or handled. Article 23 (Honorary Occupational Safety Inspector) of the Occupational Safety and Health Act is a law related to the classification of “explosion hazardous areas,” and the regulation specifies the safety actions that must be taken for facilities, materials, energy, poor working methods, and places where dangers may occur [
6]. Article 311 (Selection of Electrical Machines and Appliances Used in Hazardous Areas, etc.) of the related Regulations Regarding Occupational Safety and Health Standards stipulates that “electric machines and appliances with explosion-proof structures for appropriate explosion-proof should be selected and used in explosion hazardous areas due to flammable gases or dust” [
7]. The classification of explosions in hazardous areas is stipulated by the international standard IEC 60079-10-1 (Explosive Gas Atmospheres-Classification of Areas), and is affected by leakage classes and ventilation, and divides hazardous explosion areas into Zone 0, Zone 1, Zone 2, and Zone of Negligible Extent (NE) according to the leakage patterns, as shown in
Table 1 [
8,
9,
10].
A substantial portion of the essential chemical substances used in the semiconductor industry is flammable and subject to the classification of explosion hazardous areas under the Occupational Safety and Health Act. However, semiconductor manufacturing equipment is sufficiently exhausted at all times in preparation for possible cases of leakage, and safety measures are applied, such as automatically shutting off the supply of flammable substances quickly when leakage has been detected through the installation of automatic leakage detection sensors [
11]. Owing to such safety devices, mortality events caused by explosions related to the leakage of flammable substances do not occur. As a result, products that are not explosion-proof are supplied and used for semiconductor manufacturing equipment. Nevertheless, whether it is necessary to use explosion-proof products for semiconductor equipment should be determined by assessing the risks when flammable substances used in actual processes have leaked [
12,
13].
Among previous studies on the assessment of risks in semiconductor processes, Ngai et al. studied the risks of leakage of flammable materials and fire explosions in semiconductor processes through experiments on the leakage from a gas box, ignition, and explosion of silane, which is a combustible substance [
14]. Yet-Pole et al. used computational fluid dynamics (CFD) simulations to identify airflow patterns through ventilation when process materials leaked, and examined the leakage locations and leakage speeds in various scenarios to identify the leakage patterns and thermal radiation inside a clean room [
15]. Kim conducted flow analysis using CFD simulations when flammable substances leaked from semiconductor gas boxes, to identify the concentration of flammable substances [
16]. Xu et al. and Song have developed a method to utilize computational fluid dynamics (CFD) and machine learning for quick and appropriate action [
17,
18]. Hanna et al. and Shen et al. developed a technique utilizing computational fluid dynamics (CFD) and combining machine learning technique for better emergency response to chemical accidents [
19,
20]. Song studied an encoding-prediction network that can predict spatio-temporal dispersion when process materials leak inside the gas xox in various layouts of semiconductor manufacturing facilities [
21]. Kim et al. conducted a gas tracking experiment for flammable substances according to SEMI S6 standards, and determined the level of exhaust performance of semiconductor manufacturing facilities by selecting the range of hazardous explosion areas [
22].
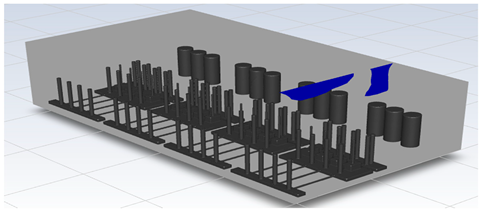
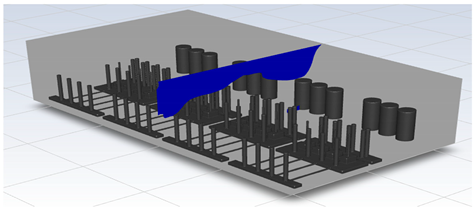
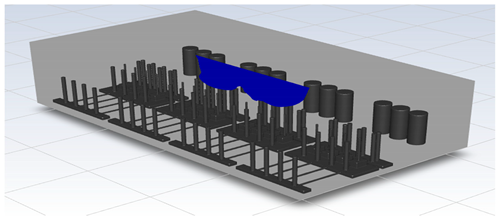
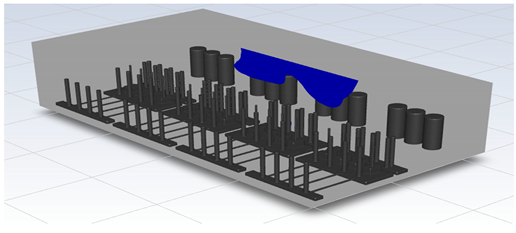
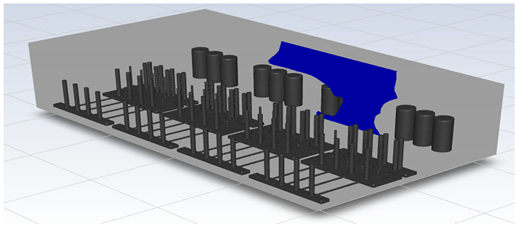
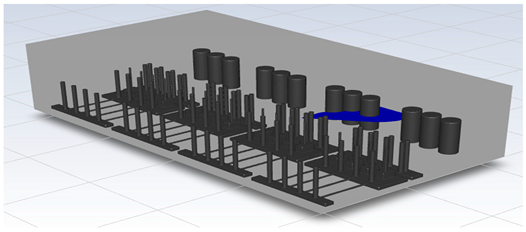
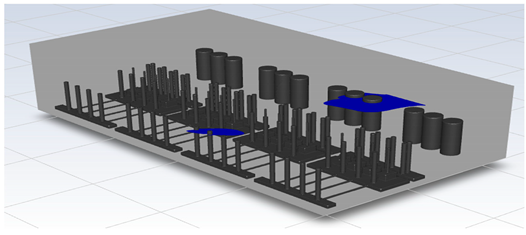
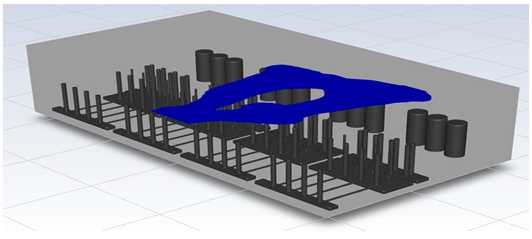
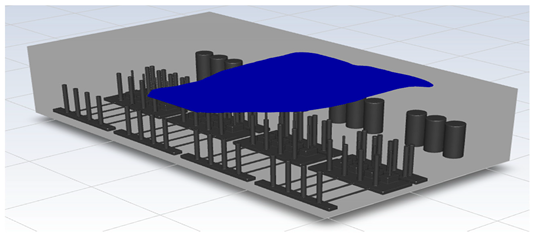
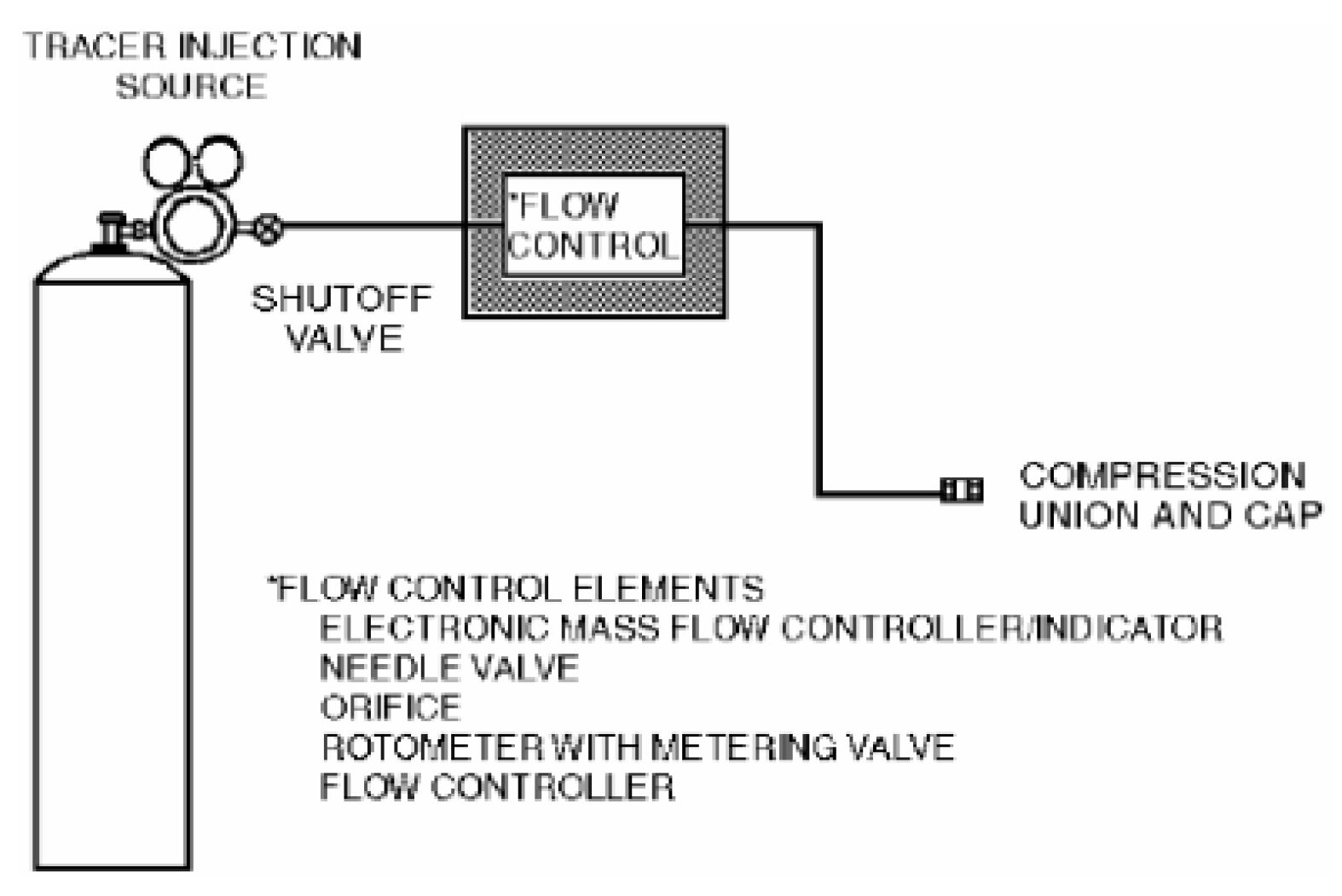
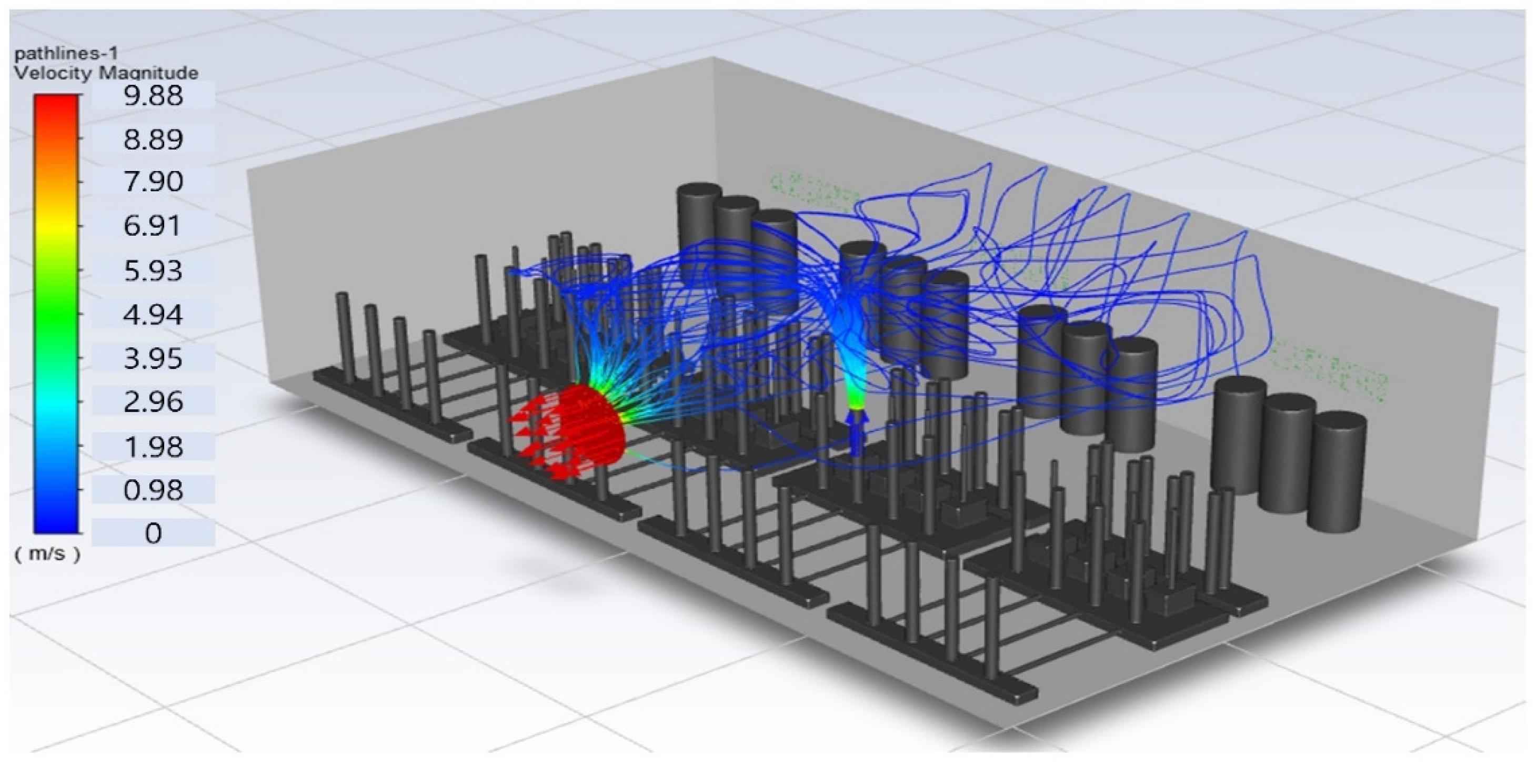
In this study, the concentration of process materials in a gas box when they are leaked was analyzed through a tracer gas test according to SEMI S6. A tracer gas test is an experiment conducted to evaluate the performance of an exhaust system for semiconductor manufacturing equipment by analyzing the gas leakage and concentration. The risk was also evaluated through CFD simulation under the same conditions as the tracer gas test. It is to verify whether the gas concentration with the flammable gas leak scenario is within flammable range or not so as to develop further prevention techniques such as explosion-proof designs.
4. Conclusions
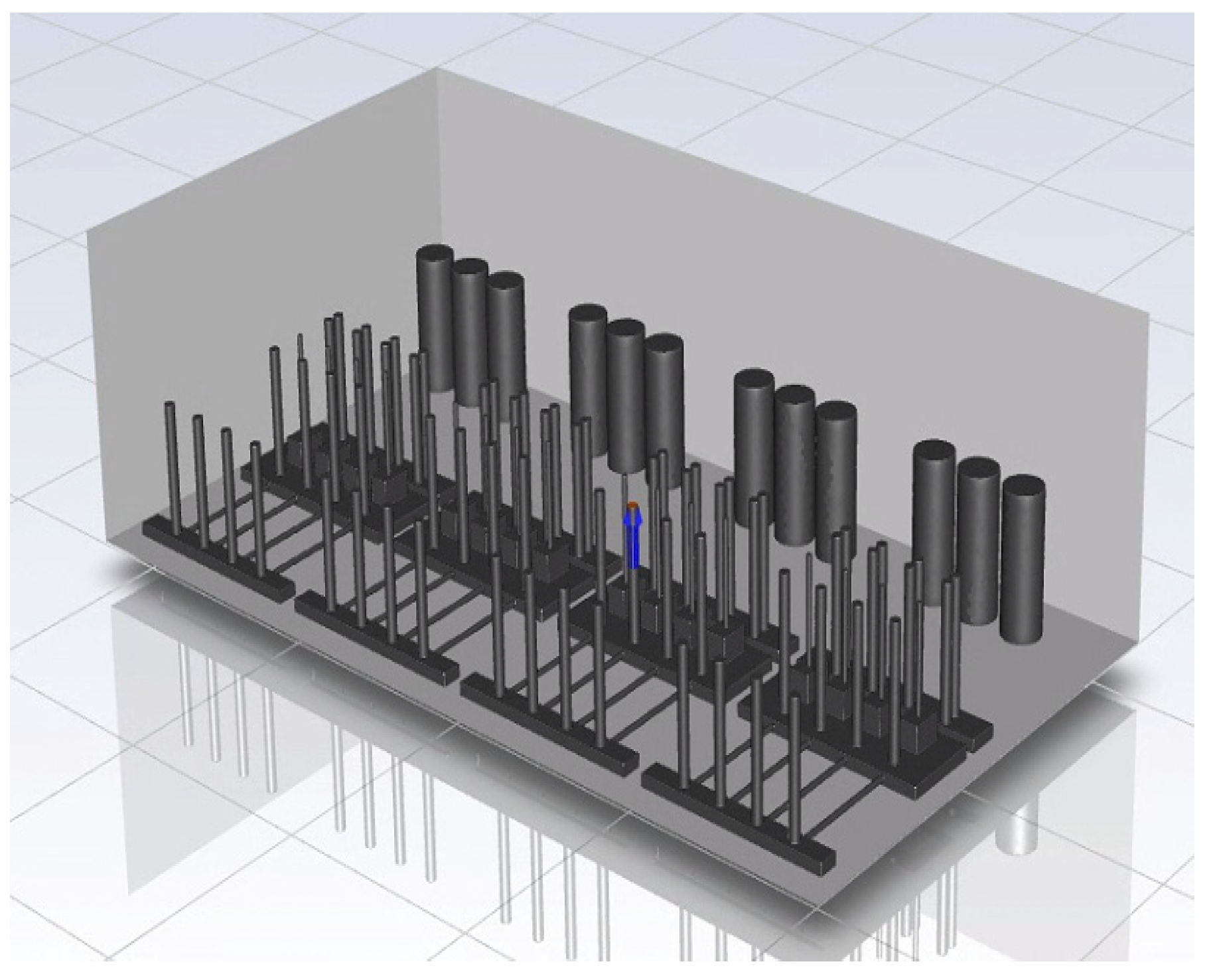
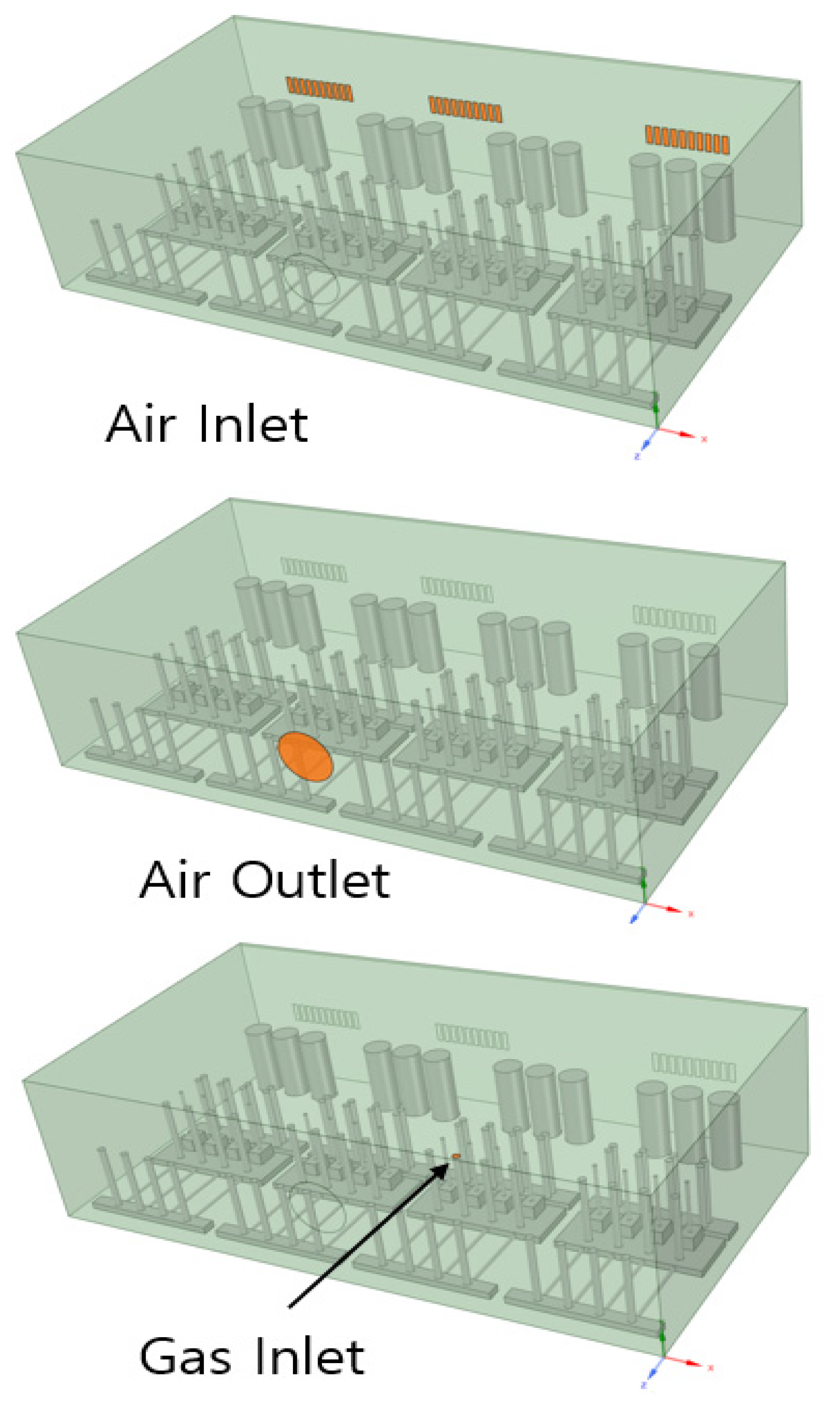
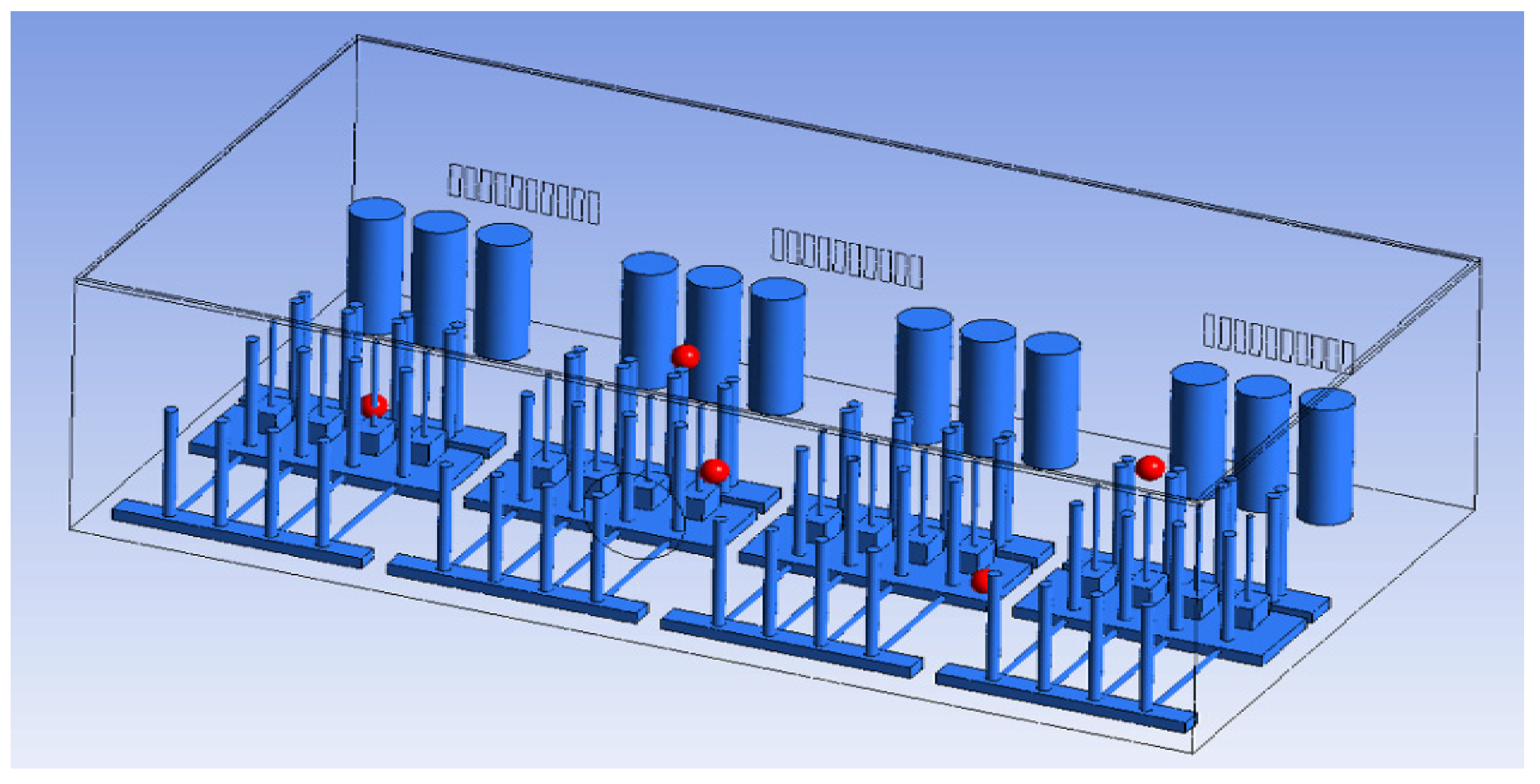
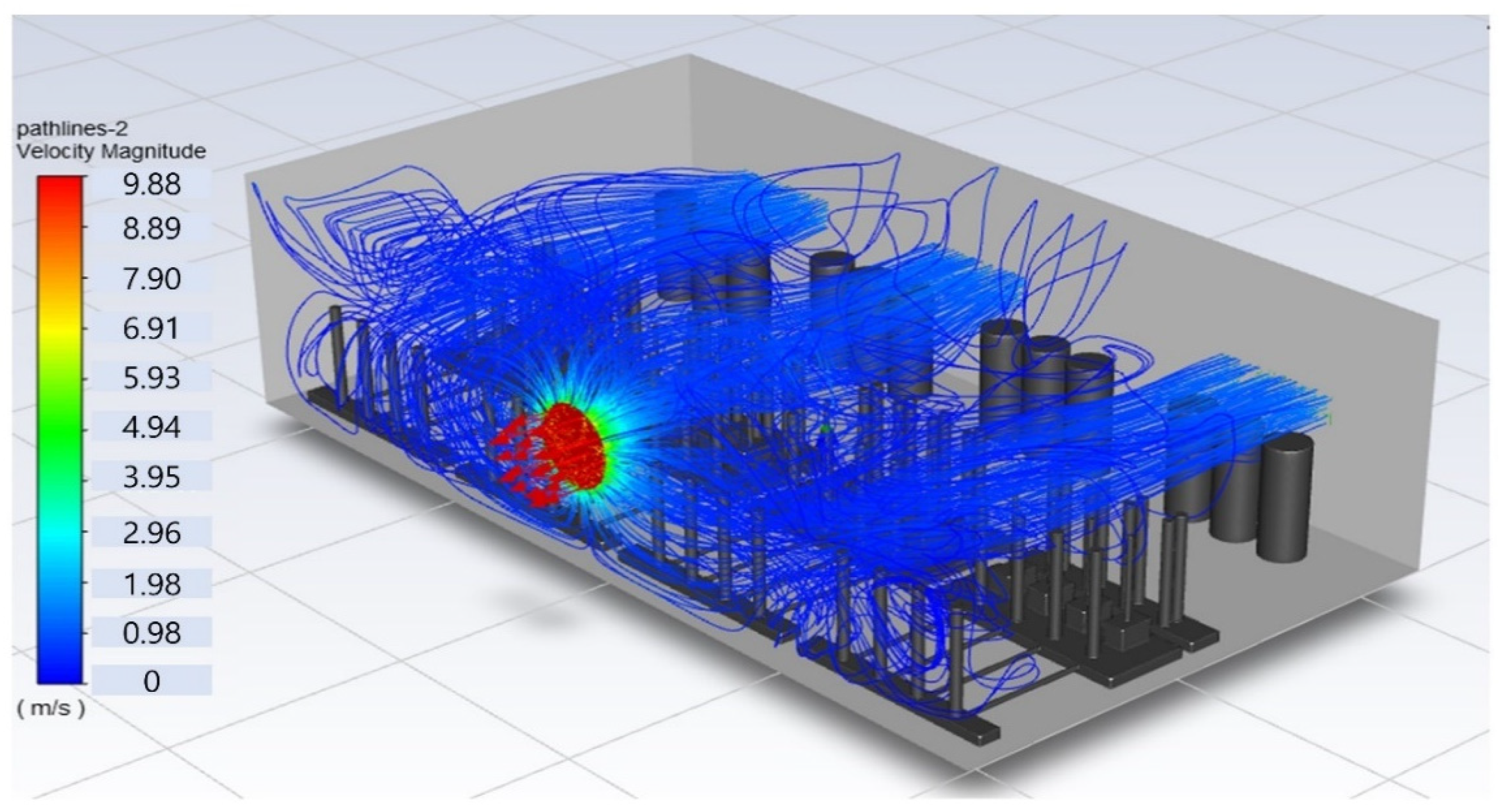
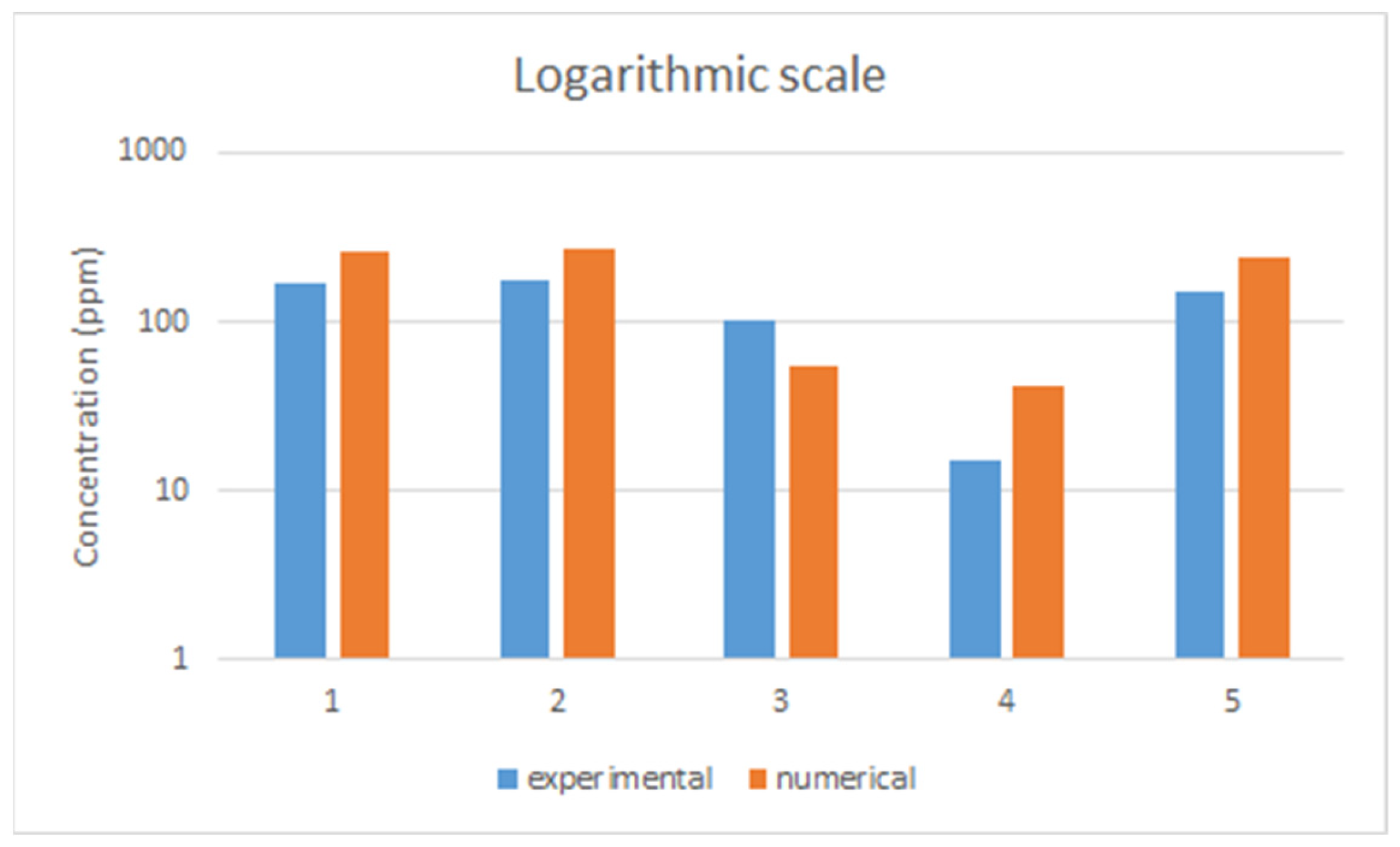
In this study, the gas box (0.48 m × 0.88 m × 0.24 m) used in actual semiconductor processes, hydrogen (H2), a process material, and an exhaust system (air outlet: Ø40 mm, exhaust rate: 9.24 m/s) were used to conduct gas tracer tests and CFD flow analysis. The ERC values obtained through the concentration values at five sample points were lower than 25% of the LFL (maximum of 8.75%), thereby complying with the standard for exhaust systems of SEMI S6. The CFD flow analysis was conducted under the same experimental conditions as those used in the gas tracer tests, such as the boundary conditions, exhaust gas pressure, and gas leakage rate. The ERC values at the same five sample points were lower than 25% of the LFL (maximum of 13.6%), thereby complying with the standard for exhaust systems of SEMI S6. According to the results of this study, the concentrations measured in the two experiments were lower than 25% of the LFL, but there were slight differences by point, and the concentrations in the CFD simulation were generally higher. The reasons are discussed in Discussion. In addition, according to the results of the analysis related to the LFL concentration through the CFD simulation, the gas concentrations were within the NE of IEC 6079-10-1; thus, it was concluded that explosion-proof equipment would not be necessary in these kinds of gas boxes in semiconductor manufacturing facilities.
This study asserts that the semiconductor gas box process meets the SEMI S6 exhaust system standard. However, because the experiment considered only a single scenario, additional experiments on various scenarios that may occur in reality are necessary. Experiments at multiple leakage points, such as the fitting of valves, rather than at one leakage point, are necessary, and experiments with various leakage rates that can occur in reality, rather than a single scenario with a leakage rate of 40 L/min, are also required.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}