
Effect of Polyolefin Elastomers’ Characteristics and Natural Magnesium Hydroxide Content on the Properties of Halogen-Free Flame-Retardant Polyolefin Composites

 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
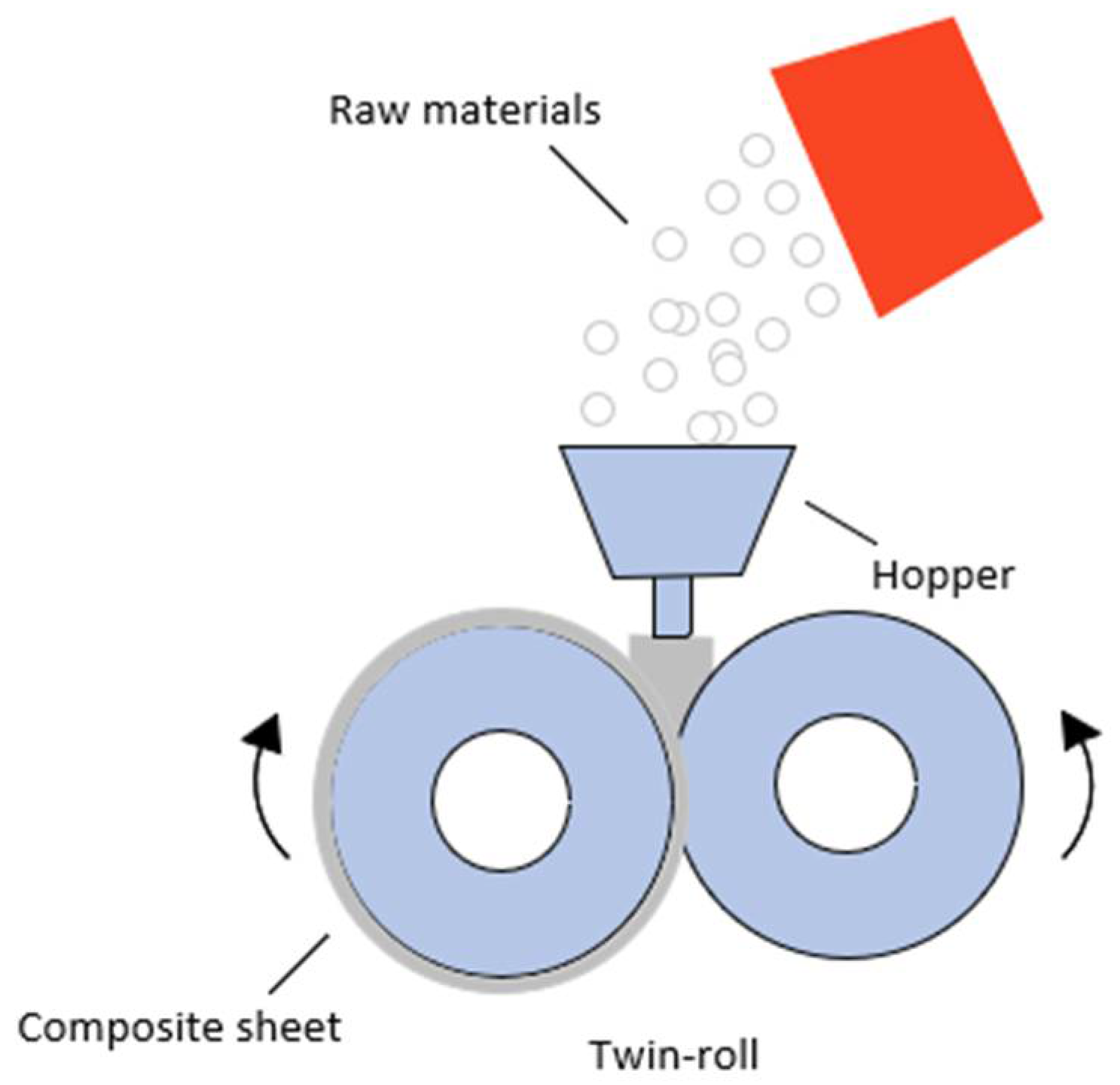
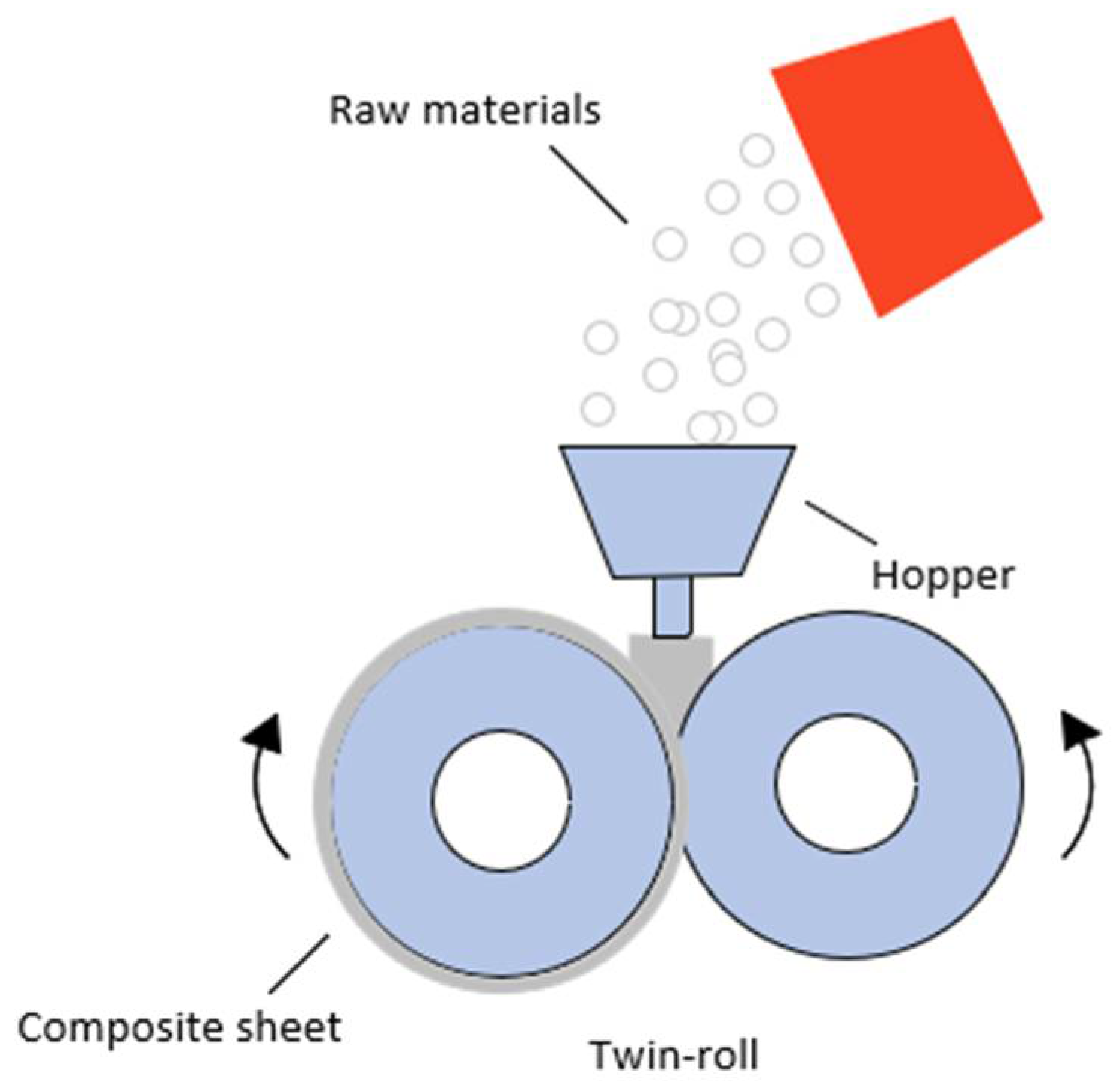
2.2. Preparation of Composite
2.3. Characterization
2.4. Design of Experiment (DoE)
3. Results and Discussion
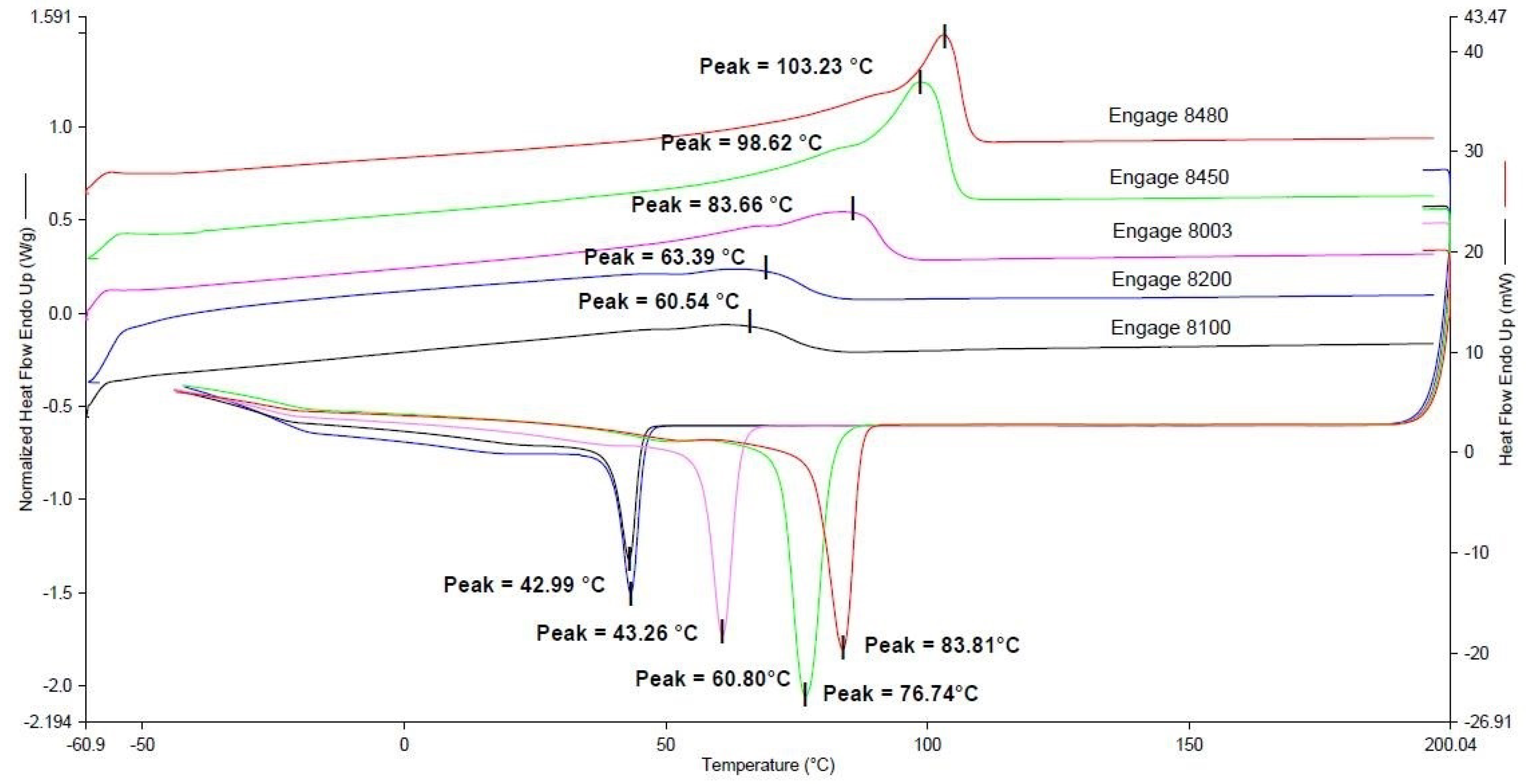
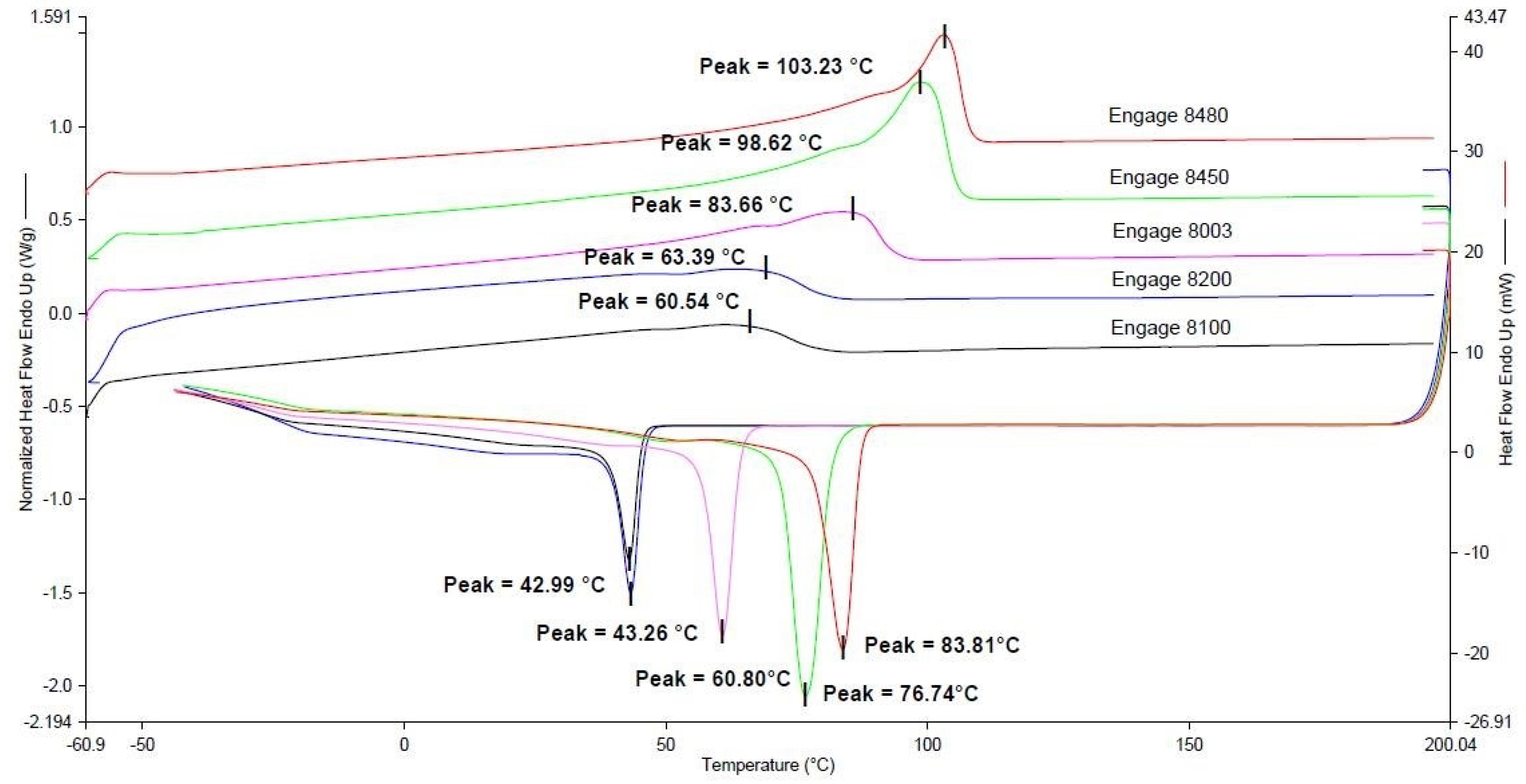
3.1. Thermal Characterization
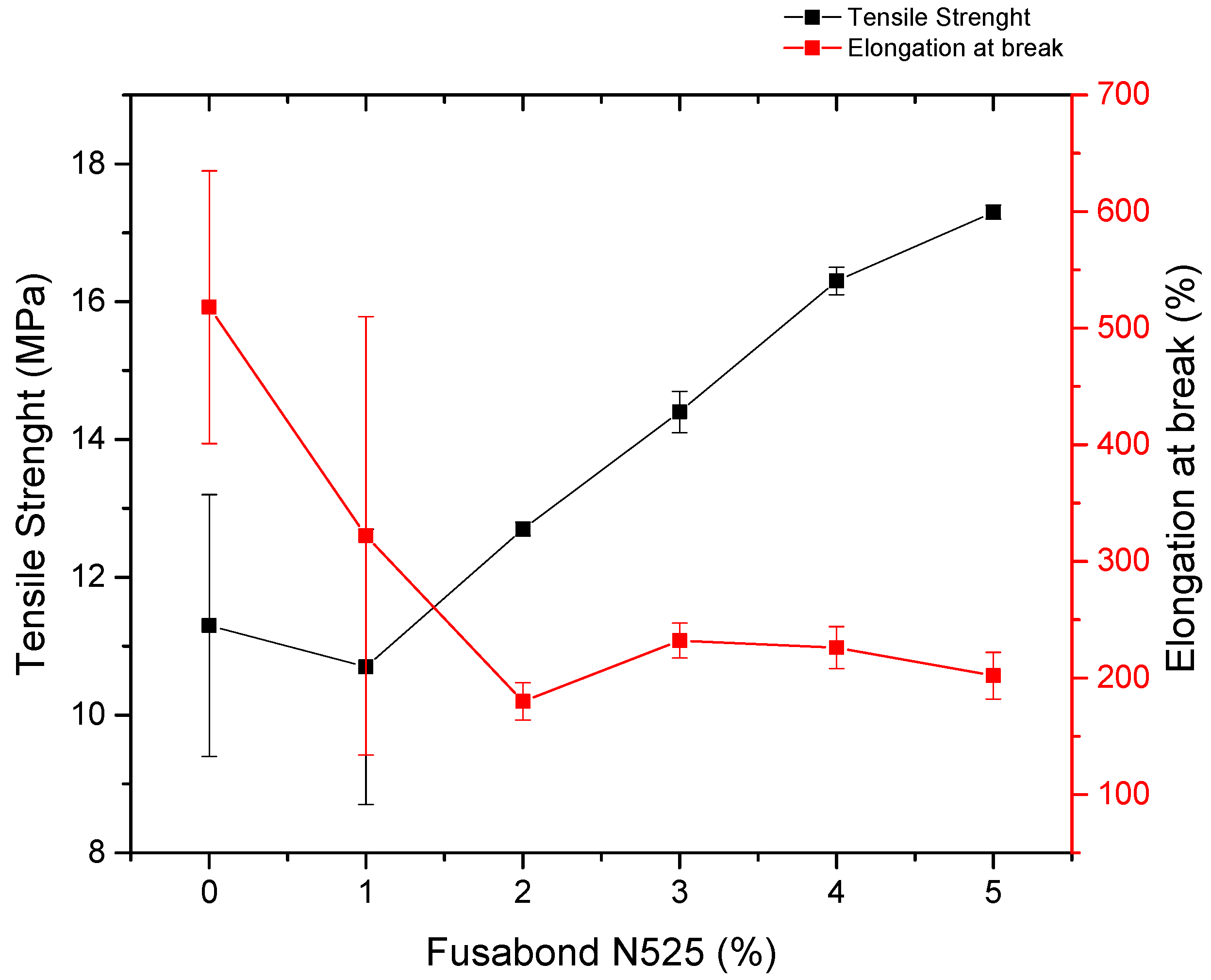
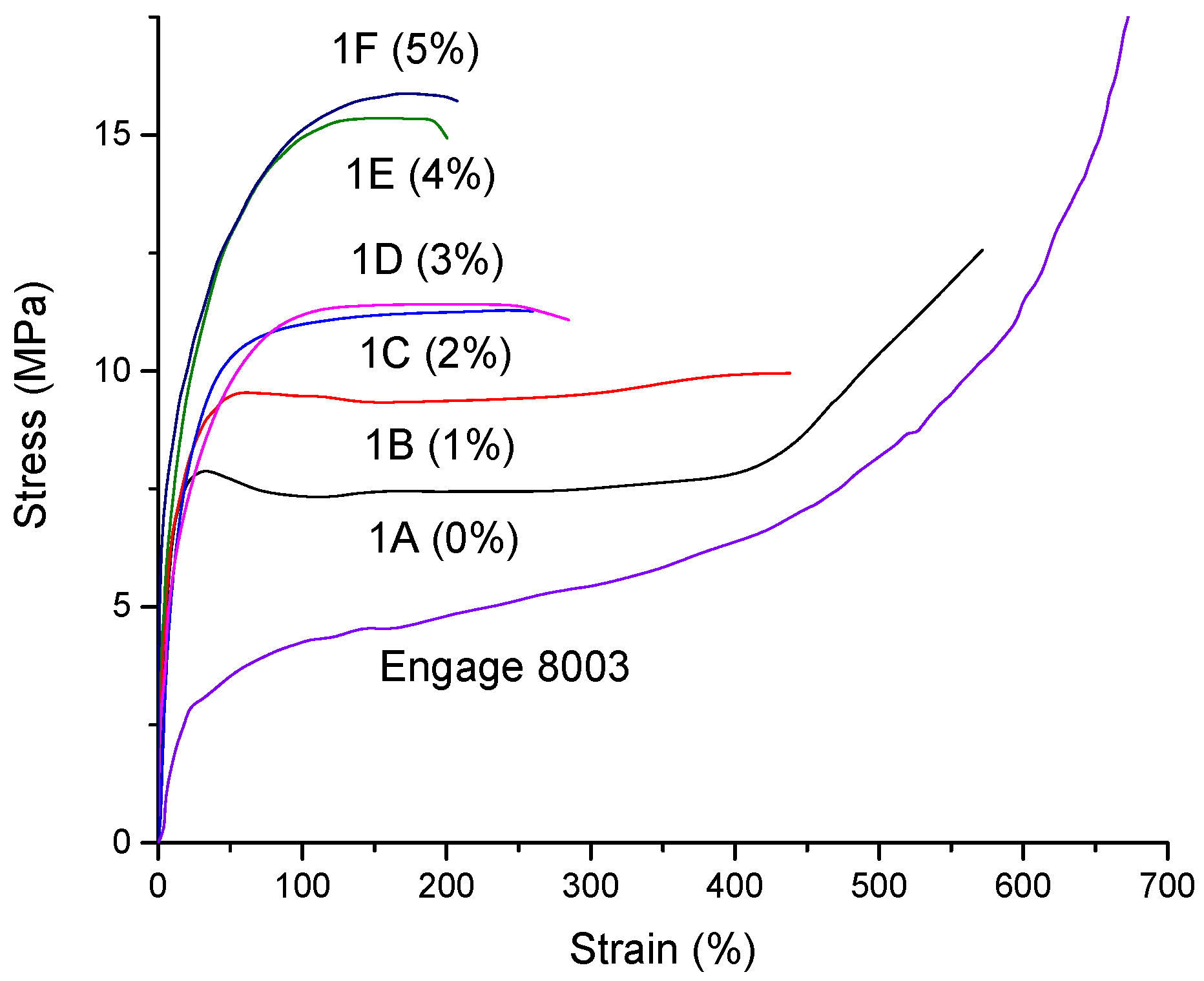
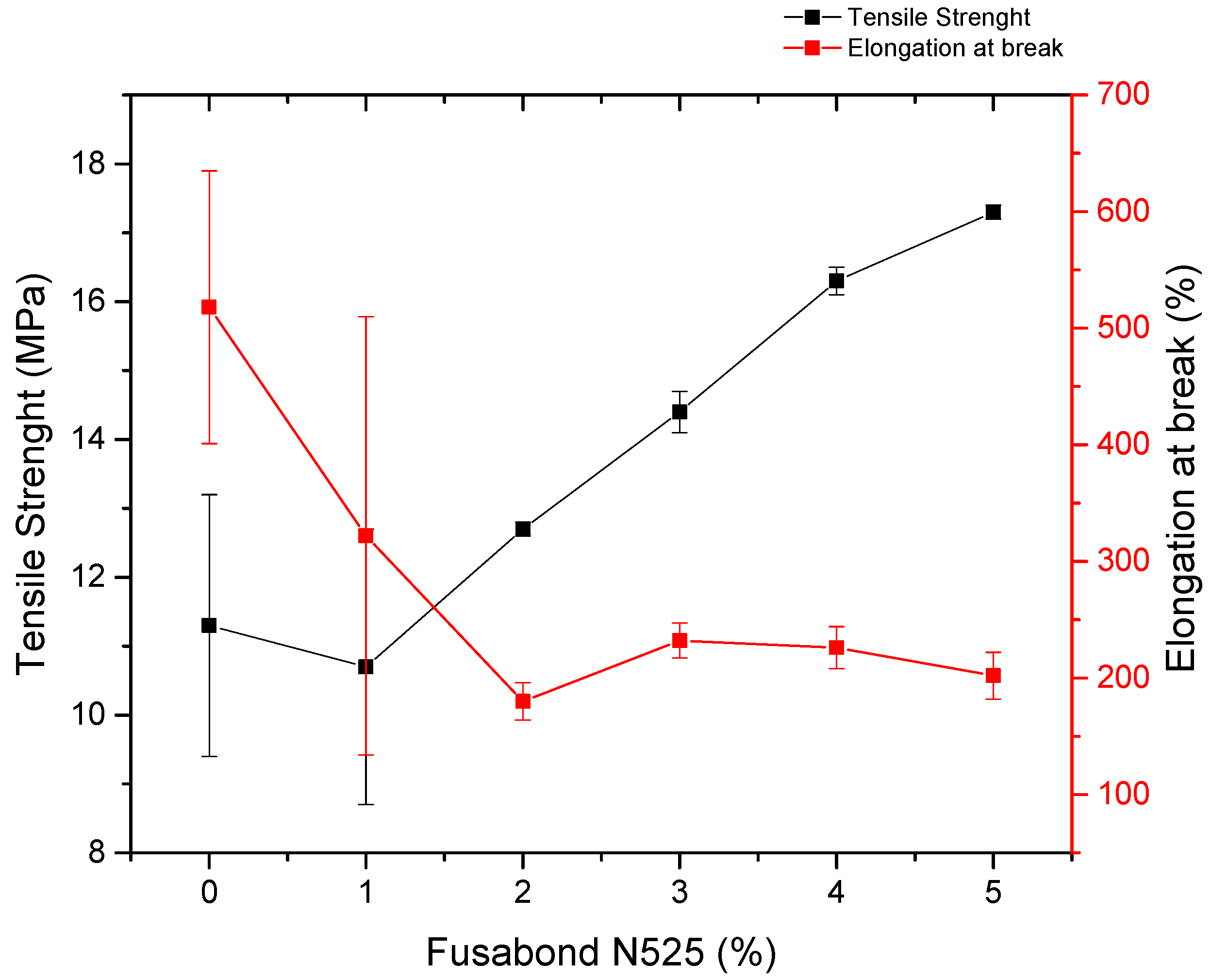
3.2. Compatibilizer Optimization
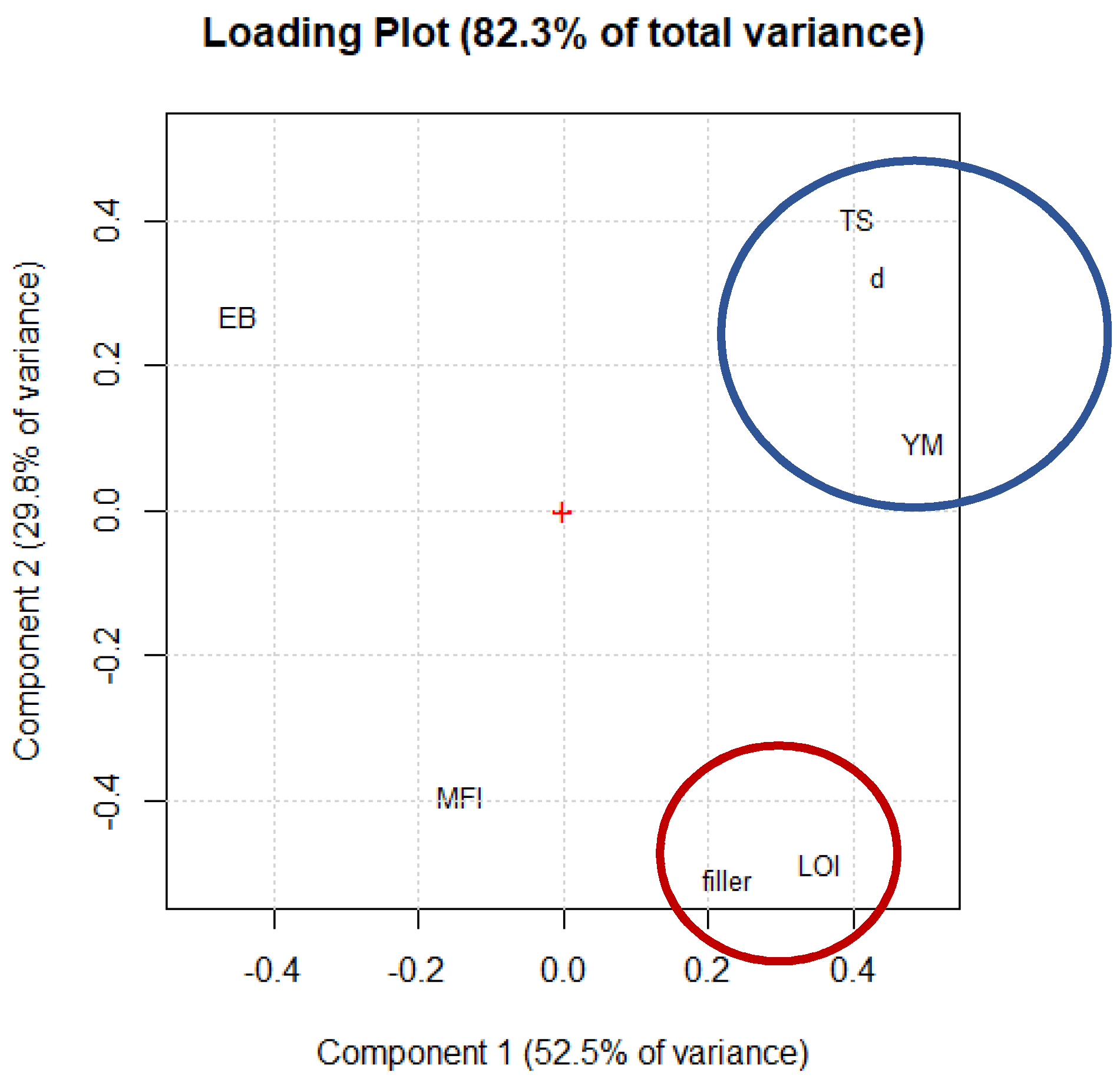
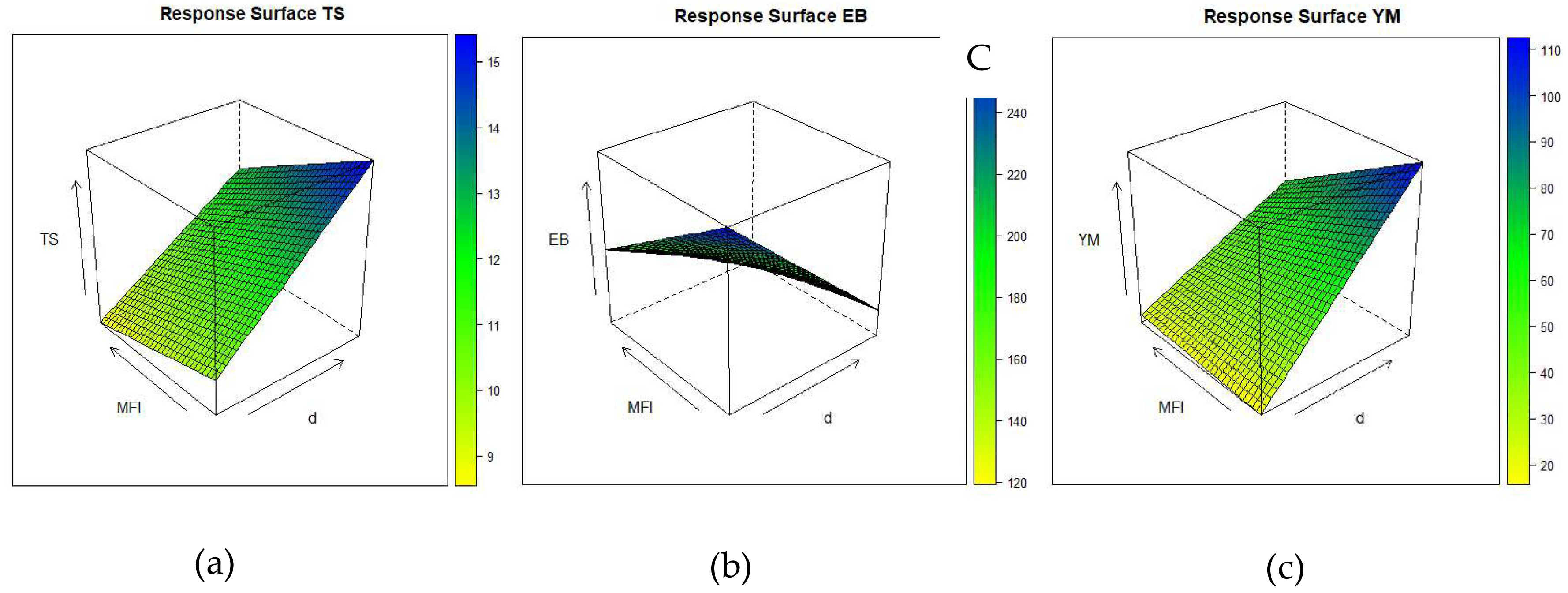
3.3. Effect of POE Characteristics and Natural MDH Content on the Properties of HFFR Composites
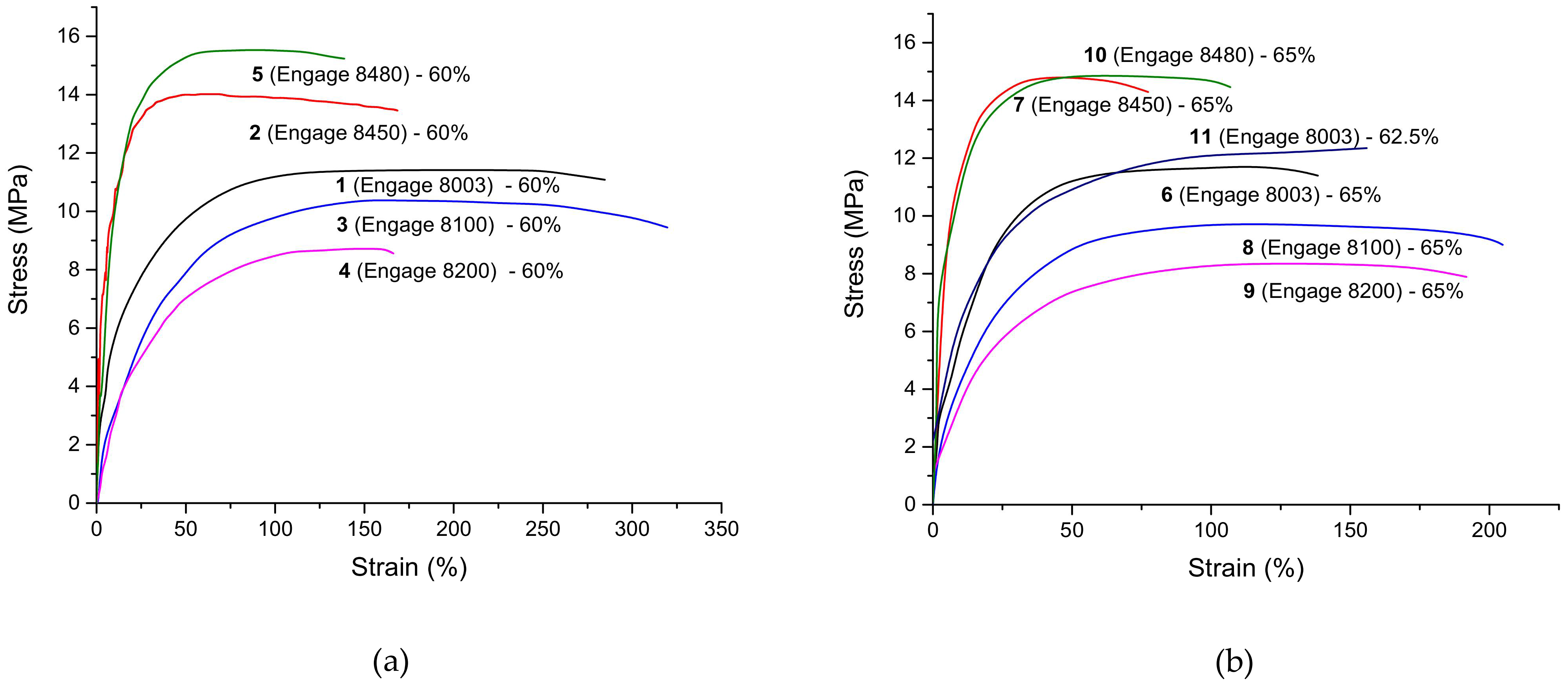
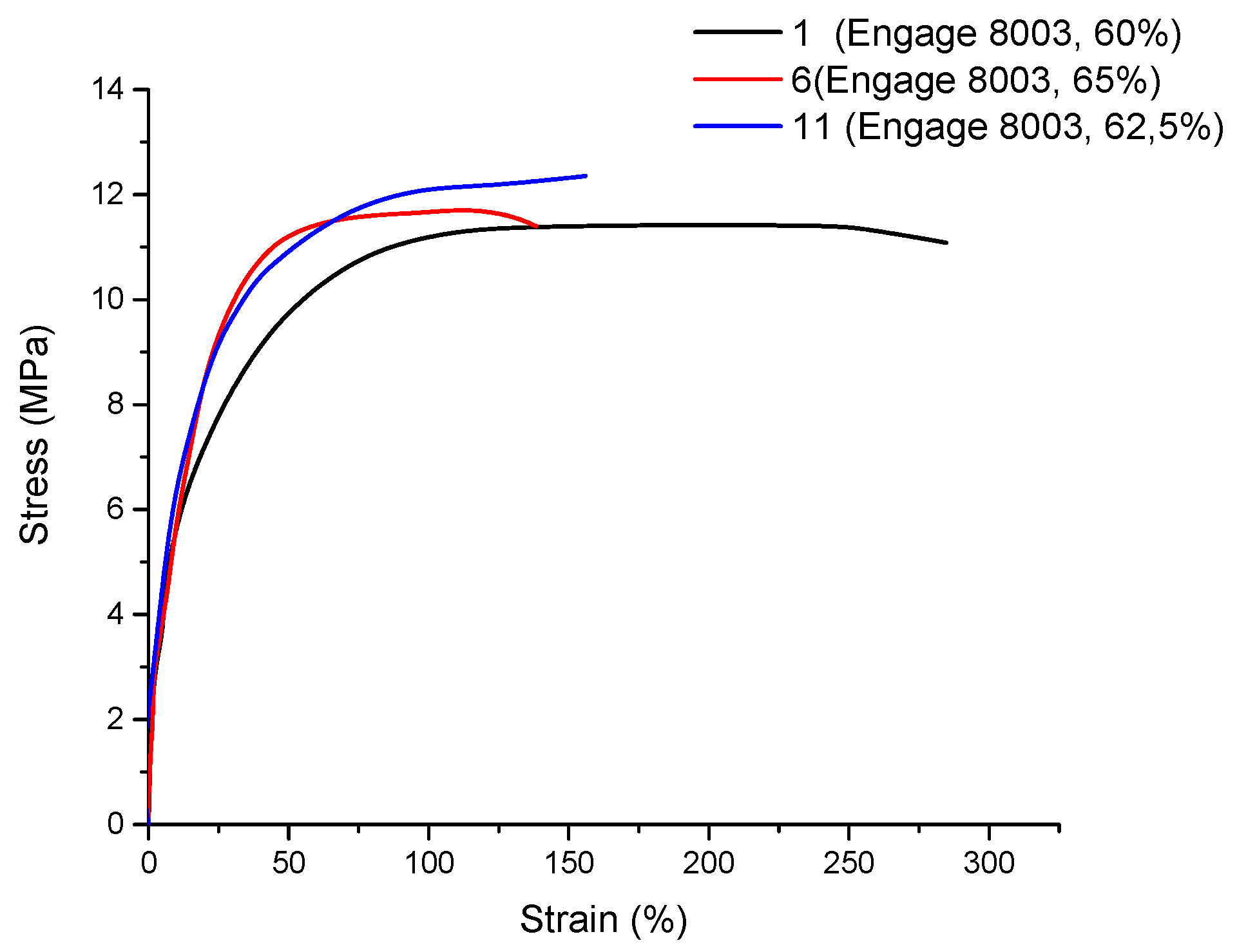
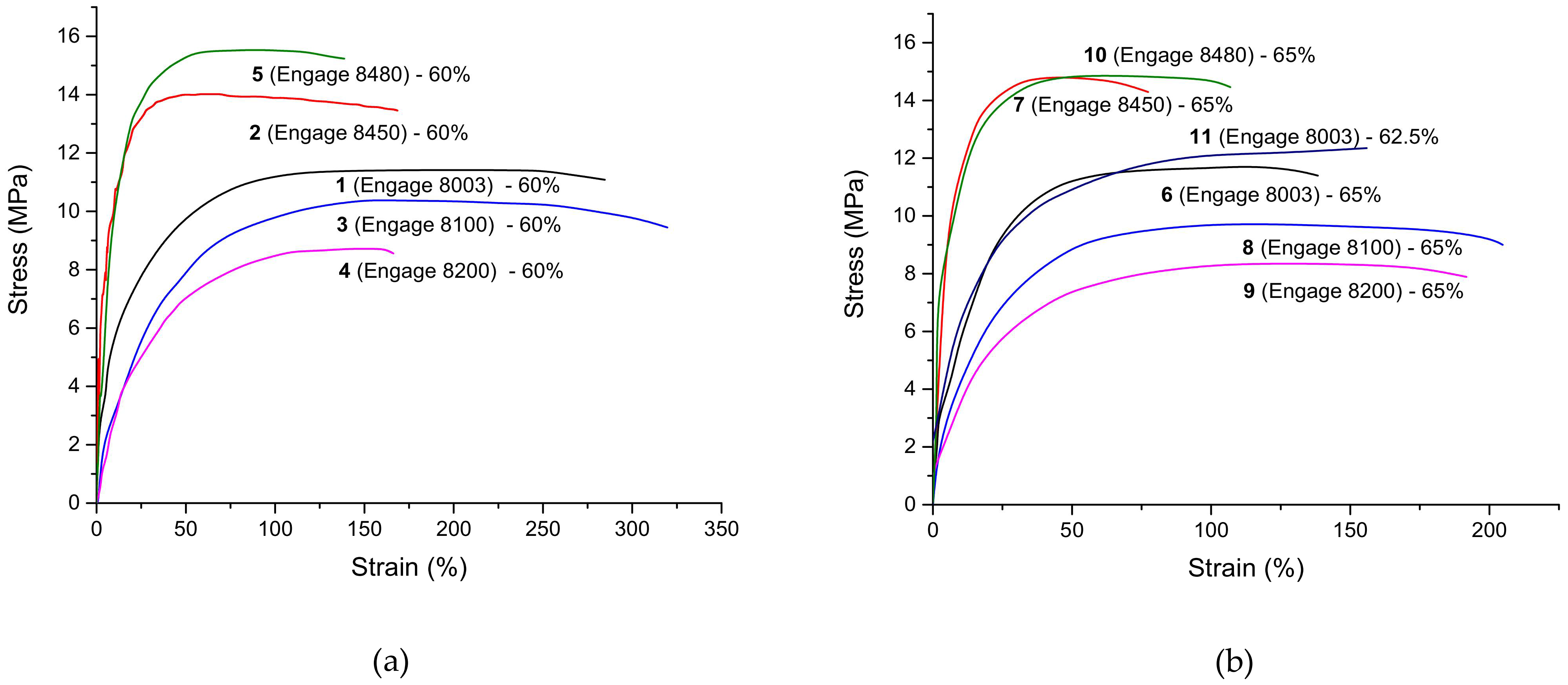
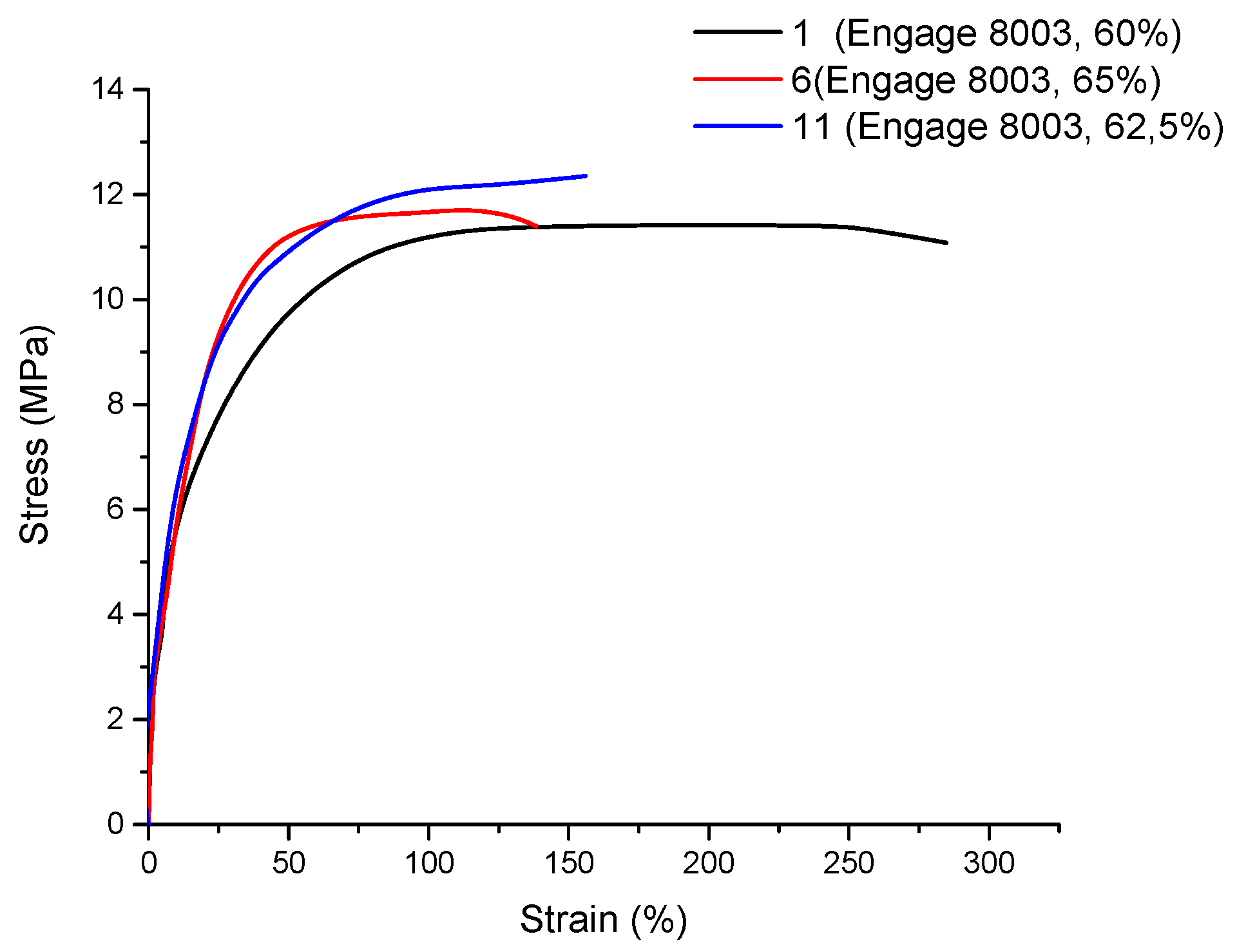
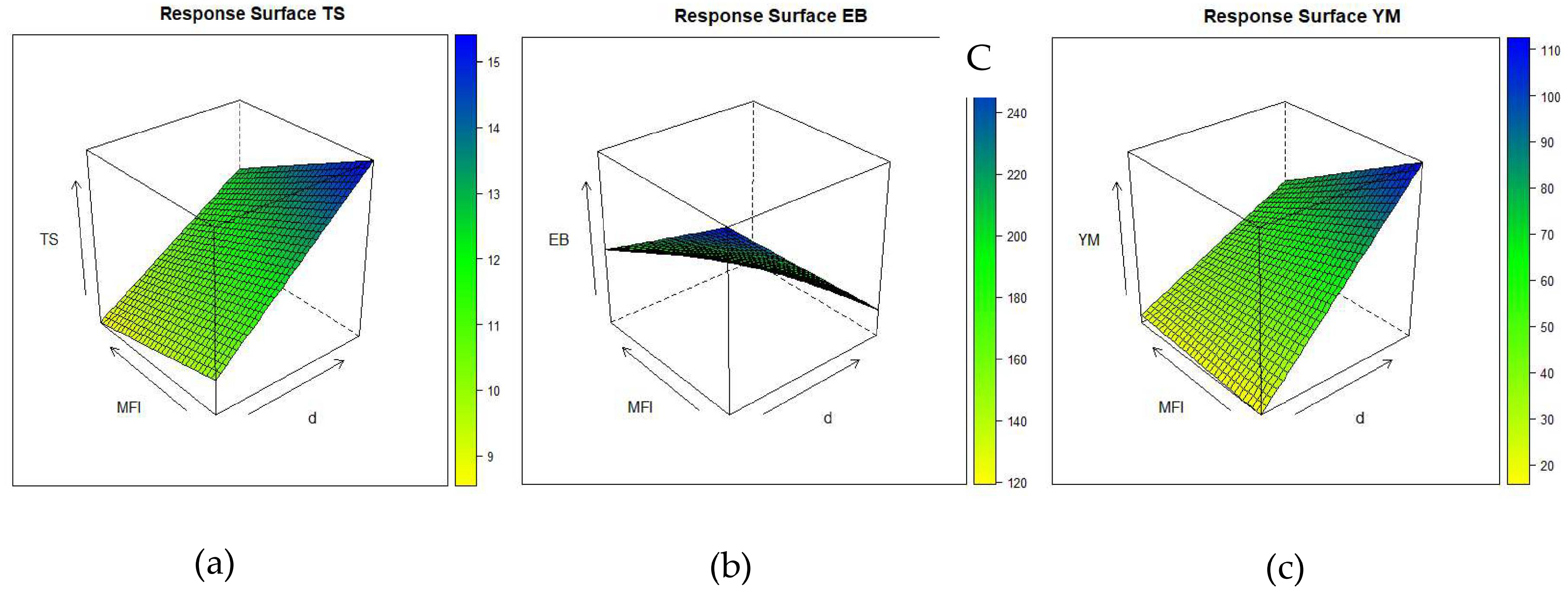
3.4. Mechanical Properties
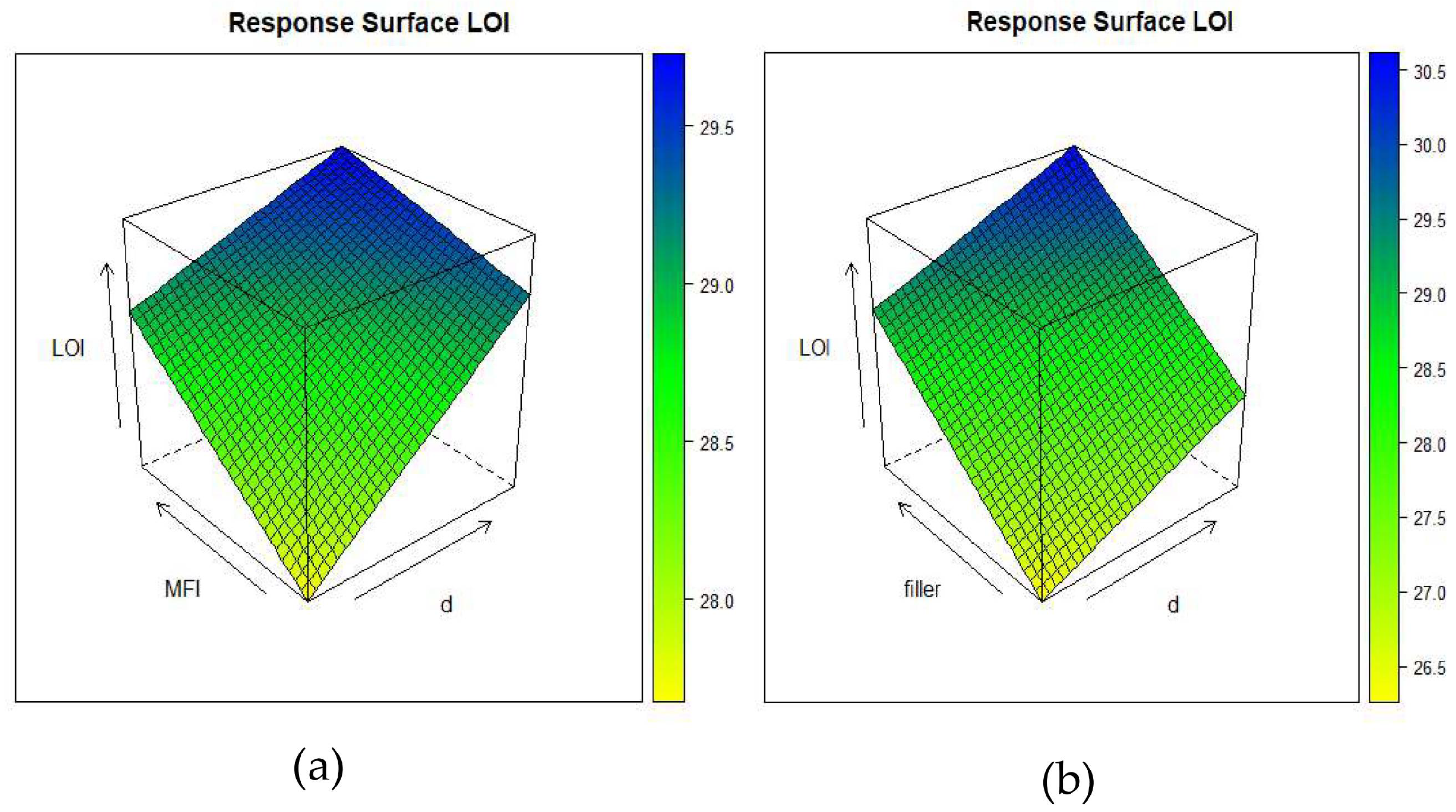
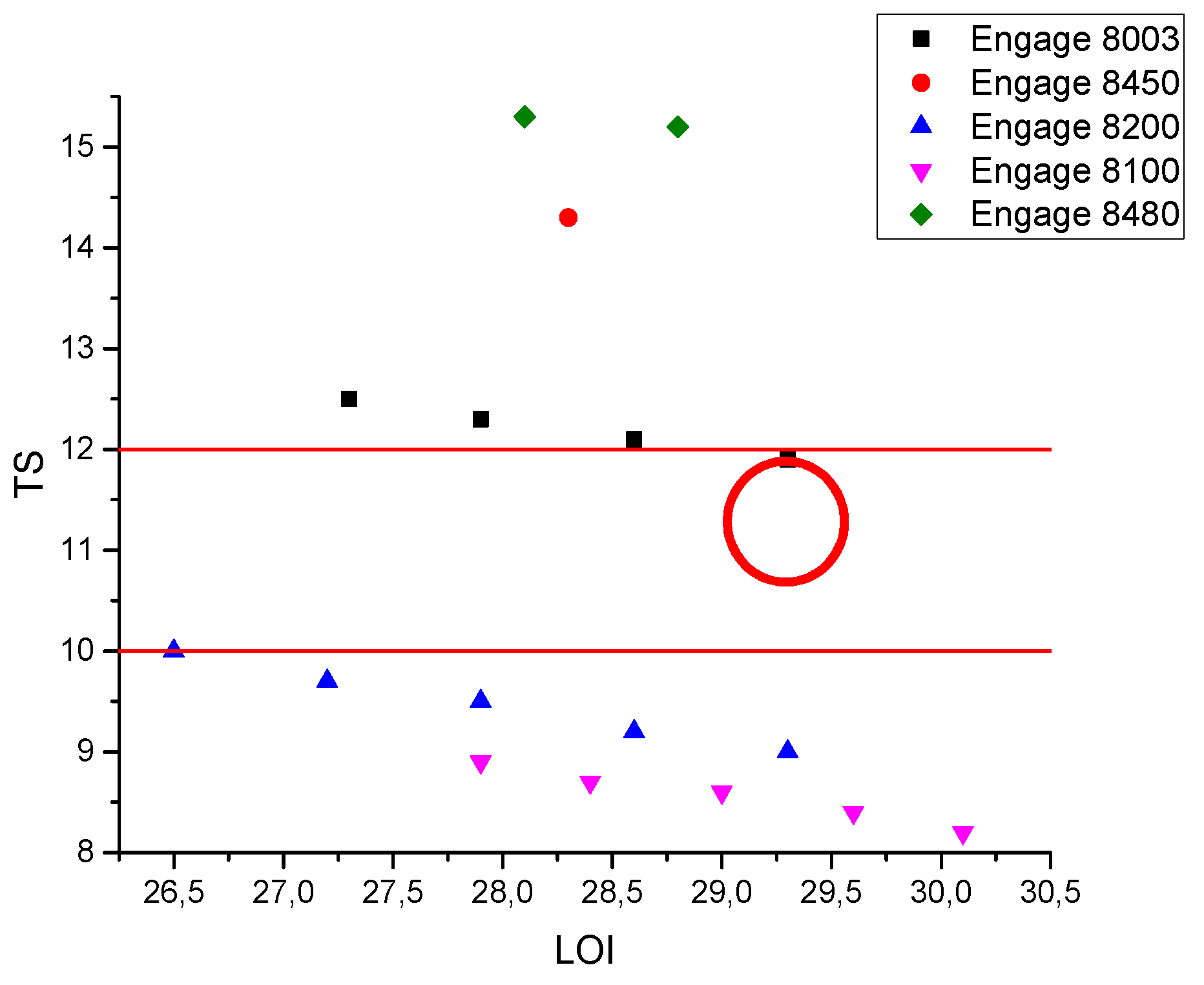
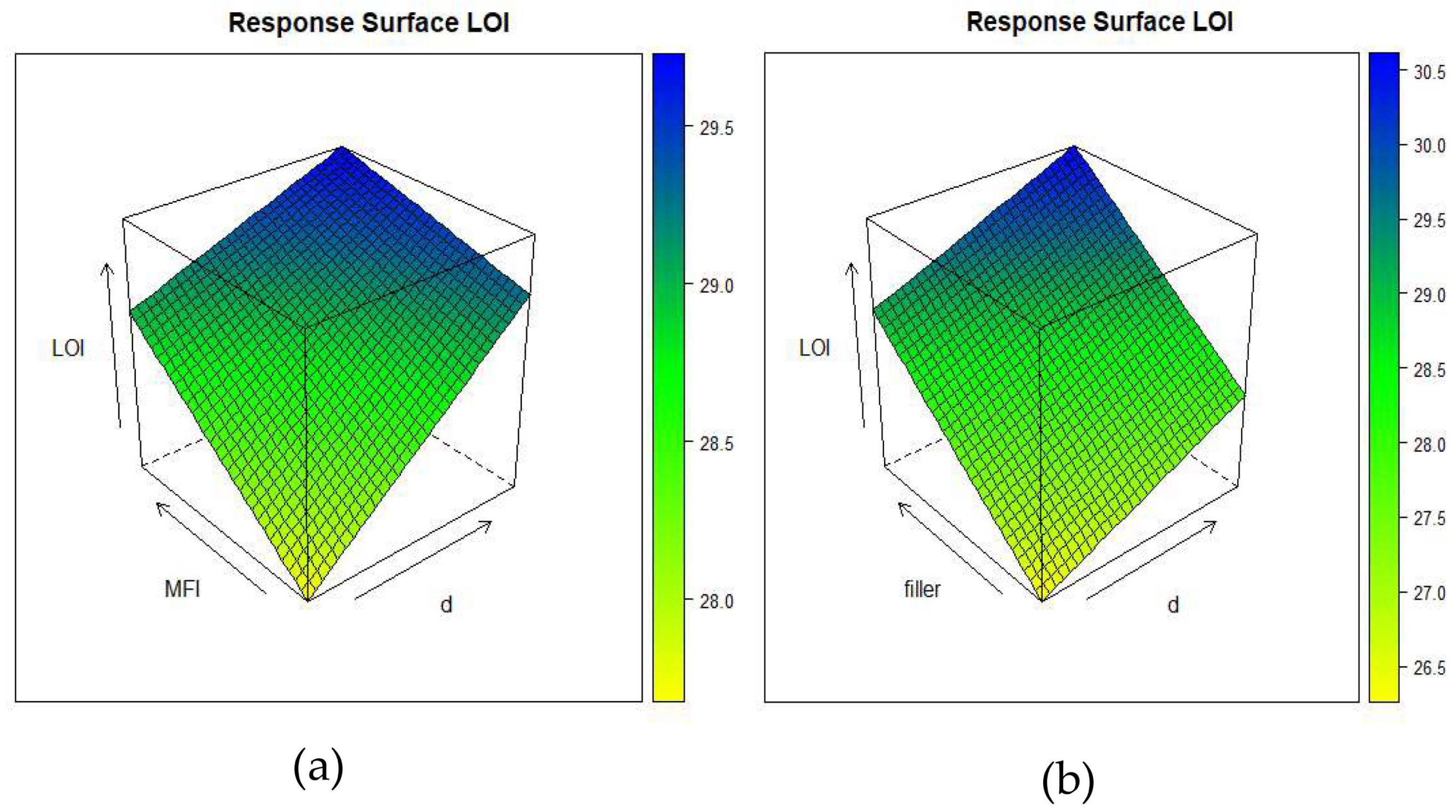
3.5. Limiting Oxygen Index (LOI)
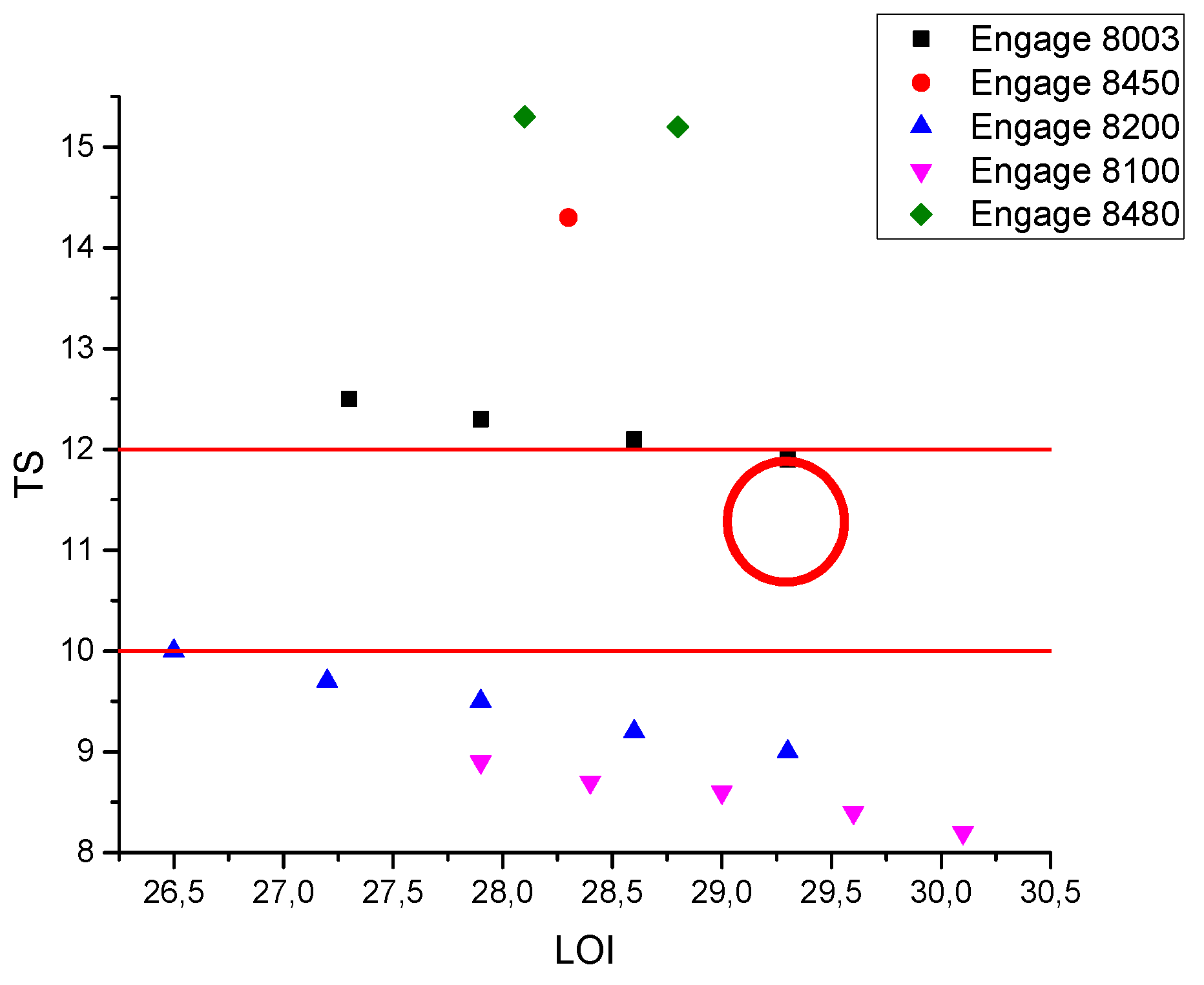
3.6. Best Operating Conditions
- (1)
- 150% of elongation at break.
- (2)
- 10 MPa or 12.5 MPa of tensile strength (for sheathing and insulating applications, respectively).
3.7. Vertical Burning Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- El Hage, R.; Viretto, A.; Sonnier, R.; Ferry, L.; Lopez-Cuesta, J.-M. Flame retardancy of ethylene vinyl acetate (EVA) using new aluminum-based fillers. Polym. Degrad. Stab. 2014, 108, 56–67. [Google Scholar] [CrossRef]
- Batistini, A. New polyolefin plastomers and elastomers made with insite™ technology: Structure-property relationship and benefits in flexible thermoplastic applications. Macromol. Symp. 1995, 100, 137–142. [Google Scholar] [CrossRef]
- Chum, P.S.; Swogger, K.W. Olefin polymer technologies—History and recent progress at The Dow Chemical Company. Prog. Polym. Sci. 2008, 33, 797–819. [Google Scholar] [CrossRef]
- Basuli, U.; Chaki, T.K.; Naskar, K. Influence of Engage® copolymer type on the properties of Engage®/silicone rubber-based thermoplastic dynamic vulcanizates. Express Polym. Lett. 2008, 2, 846–854. [Google Scholar] [CrossRef]
- Quijada, R.; Dupont, J.; Miranda, M.S.L.; Scipioni, R.B.; Galland, G.B. Copolymerization of ethylene with 1-hexene and 1-octene: Correlation between type of catalyst and comonomer incorporated. Macromol. Chem. Phys. 1995, 196, 3991–4000. [Google Scholar] [CrossRef]
- Simanke, A.G.; Galland, G.B.; Freitas, L.; da Jornada, J.A.H.; Quijada, R.; Mauler, R.S. Influence of the comonomer content on the thermal and dynamic mechanical properties of metallocene ethylene/1-octene copolymers. Polymer 1999, 40, 5489–5495. [Google Scholar] [CrossRef]
- Luks, A.; Sauerwein, R. Halogen Free and Flame Retardant Elastomeric Cable Compounds with Submicron Sized Fillers Hal-ogen Free and Flame Retardant Elastomeric Cable Compounds with Submicron Sized Fillers. In Proceedings of the 57th IWCS Conference: Proceedings of the International Wire & Cable Symposium (IWCS), Providence, RI, USA, 9–12 November 2015. [Google Scholar]
- Gordon, N.L. Inorganic hydroxides and hydroxycarbonates: Their function and use as flame retardants. In Fire Retardency of Polymeric Materials. Marcel! Dekker, Inc.: New York, NY, USA, 2000; pp. 285–352. [Google Scholar]
- Fire Retardancy of Polymeric Materials. 2000, pp. 1–26. Available online: https://books.google.im/books?hl=en&lr=&id=BOIlen8ZqP4C&oi=fnd&pg=PR3&dq=fire+retardant+additives&ots=BF9afG_po9&sig=qsjEsr15wDURQUcTNj47L461EDo&redir_esc=y#v=onepage&q=fireretardantadditives&f=false (accessed on 31 December 2010).
- Hull, R.; Witkowski, A.; Hollingbery, L. Fire retardant action of mineral fillers. Polym. Degrad. Stab. 2011, 96, 1462–1469. [Google Scholar] [CrossRef] [Green Version]
- Hornsby, P. Fire retardant fillers for polymers. Int. Mater. Rev. 2001, 46, 199–210. [Google Scholar] [CrossRef]
- Jancar, J.; Fekete, E.; Hornsby, P.R.; Jancar, J.; Pukánszky, B.; Rothon, R.N. (Eds.) Mineral Fillers in Thermoplastics I; Springer: Berlin, Germany, 1999. [Google Scholar] [CrossRef]
- Hong, C.H.; Lee, Y.B.; Bae, J.W.; Jho, J.Y.; Nam, B.U.; Chang, D.-H.; Yoon, S.-H.; Lee, K.-J. Tensile properties and stress whitening of polypropylene/polyolefin elastomer/magnesium hydroxide flame retardant composites for cable insulating application. J. Appl. Polym. Sci. 2005, 97, 2311–2318. [Google Scholar] [CrossRef]
- Fernandez, A.I.; Haurie, L.; Formosa, J.; Chimenos, J.M.; Antunes, M.; Velasco, J. Characterization of poly(ethylene-co-vinyl acetate) (EVA) filled with low grade magnesium hydroxide. Polym. Degrad. Stab. 2009, 94, 57–60. [Google Scholar] [CrossRef]
- Graft Polymer. Material Comparison; Graft Polymer: Ljubljana, Slovenia, 2013; pp. 253–254. Available online: http://i.materialise.com/materials/compare (accessed on 30 April 2021).
- Passaglia, E.; Corsi, L.; Aglietto, M.; Ciardelli, F.; Michelotti, M.; Suffredini, G. One-step functionalization of an ethylene/propylene random copolymer with two different reactive groups. J. Appl. Polym. Sci. 2002, 87, 14–23. [Google Scholar] [CrossRef]
- Kirschweng, B.; Tátraaljai, D.; Földes, E.; Pukánszky, B. Natural antioxidants as stabilizers for polymers. Polym. Degrad. Stab. 2017, 145, 25–40. [Google Scholar] [CrossRef] [Green Version]
- Malegori, C.; Mustorgi, E. Analytical Chemistry and Chemometrics Group, Department of Pharmacy, University of Genova: An update. NIR News 2020, 31, 30–33. [Google Scholar] [CrossRef]
- Benedetti, B.; Caponigro, V.; Ardini, F. Experimental Design Step by Step: A Practical Guide for Beginners. Crit. Rev. Anal. Chem. 2020, 52, 1–14. [Google Scholar] [CrossRef]
- Cardelli, A.; Ruggeri, G.; Calderisi, M.; Lednev, O.; Cardelli, C.; Tombari, E. Effects of poly(dimethylsiloxane) and inorganic fillers in halogen free flame retardant poly(ethylene-co-vinyl acetate) compound: A chemometric approach. Polym. Degrad. Stab. 2012, 97, 2536–2544. [Google Scholar] [CrossRef]
- Mäkelä, M. Experimental design and response surface methodology in energy applications: A tutorial review. Energy Convers. Manag. 2017, 151, 630–640. [Google Scholar] [CrossRef]
- Montgomery, D. Design and Analysis of Experiments. 2012. Available online: https://www.amazon.de/Design-Analysis-Experiments-Author-Montgomery/dp/B00XV4CQTU/ref=sr_1_11?s=books&ie=UTF8&qid=1479835758&sr=1-11&keywords=design+and+analysis+of+experiments (accessed on 30 April 2012).
- Iordache, O. Design of Experiments. Underst. Complex Syst. 2012, 3923, 217–238. [Google Scholar] [CrossRef]
- Kessaissia, F.Z.; Zegaoui, A.; Boutoubat, M.; Allouache, H.; Aillerie, M.; Charles, J.-P. The DoE method as an efficient tool for modeling the behavior of monocrystalline Si-PV module. AIP Conf. Proc. 2018, 1968, 030059. [Google Scholar] [CrossRef]
- Shemi, A.P.; Procter, C. E-commerce and entrepreneurship in SMEs: Case of myBot. J. Small Bus. Enterp. Dev. 2018, 25, 501–520. [Google Scholar] [CrossRef] [Green Version]
- Minick, J.; Moet, A.; Hiltner, A.; Baer, E.; Chum, S.P. Crystallization of very low density copolymers of ethylene with α-olefins. J. Appl. Polym. Sci. 1995, 58, 1371–1384. [Google Scholar] [CrossRef]
- Simanke, A.G.; Galland, G.B.; Neto, R.B.; Quijada, R.; Mauler, R.S. Influence of the type and the comonomer contents on the mechanical behavior of ethylene/α-olefin copolymers. J. Appl. Polym. Sci. 1999, 74, 1194–1200. [Google Scholar] [CrossRef]
- Dow Chemicals, ENGAGE TM Polyolefin Elastomers Product Selection Guide, Data Sheet. (n.d.) 1–4. Form No. 777-088-01E-0819. Available online: https://www.dow.com/content/dam/dcc/documents/en-us/catalog-selguide/777/777-088-01-engage-polyolefin-elastomer-product-selection-guide.pdf?iframe=true (accessed on 25 January 2022).
- And, R.A.; Wunderlich, B. Analysis of the Degree of Reversibility of Crystallization and Melting in Poly(ethylene-co-1-octene). Macromolecules 2000, 33, 9076–9089. [Google Scholar] [CrossRef]
- Kontou, E.; Niaounakis, M.; Spathis, G. Thermomechanical behavior of metallocene ethylene-α-olefin copolymers. Eur. Polym. J. 2002, 38, 2477–2487. [Google Scholar] [CrossRef]
- Rana, D.; Cho, K.; Woo, T.; Lee, B.H.; Choe, S. Blends of ethylene 1-octene copolymer synthesized by Ziegler-Natta and metal-locene catalysts. I. Thermal and mechanical properties. J. Appl. Polym. Sci. 1999, 74, 1169–1177. [Google Scholar] [CrossRef]
- Lin, T.S.; Bunker, S.P.; Whaley, P.D.; Cogen, J.M.; Bolz, K.A.; Alsina, M.F. Evaluation of Metal Hydroxides and Coupling Agents for Flame Resistant Industrial Cable Applications. In Proceedings of the 54th IWCS/FOCUS Conference: International Wire & Cable Symposium (IWCS), Providence, RI, USA, 13–16 November 2005; p. 229. [Google Scholar]
- Jančář, J.; Kučera, J. Yield behavior of PP/CaC03 and PP/Mg(OH)2 composites. II: Enhanced interfacial adhesion. Polym. Eng. Sci. 1990, 30, 714–720. [Google Scholar] [CrossRef]
- Camino, G.; Maffezzoli, A.; Braglia, M.; De Lazzaro, M.; Zammarano, M. Effect of hydroxides and hydroxycarbonate structure on fire retardant effectiveness and mechanical properties in ethylene-vinyl acetate copolymer. Polym. Degrad. Stab. 2001, 74, 457–464. [Google Scholar] [CrossRef]
- Haveriku, S.; Meucci, M.; Badalassi, M.; Cardelli, C.; Ruggeri, G.; Pucci, A. Optimization of the Mechanical Properties of Polyolefin Composites Loaded with Mineral Fillers for Flame Retardant Cables. Micro 2021, 1, 8. [Google Scholar] [CrossRef]
- Leardi, R. Experimental design in chemistry: A tutorial. Anal. Chim. Acta 2009, 652, 161–172. [Google Scholar] [CrossRef]
- Kim, S. Flame retardancy and smoke suppression of magnesium hydroxide filled polyethylene. J. Polym. Sci. Part B Polym. Phys. 2003, 41, 936–944. [Google Scholar] [CrossRef]
- Vahabi, H.; Laoutid, F.; Movahedifar, E.; Khalili, R.; Rahmati, N.; Vagner, C.; Cochez, M.; Brison, L.; Ducos, F.; Ganjali, M.R.; et al. Description of complementary actions of mineral and organic additives in thermoplastic polymer composites by Flame Retardancy Index. Polym. Adv. Technol. 2019, 30, 2056–2066. [Google Scholar] [CrossRef]
- Sehanobish, K.; Patel, R.M.; Croft, B.A.; Chum, S.P.; Kao, C.I. Effect of chain microstructure on modulus of ethylene–α-olefin copolymers. J. Appl. Polym. Sci. 1994, 51, 887–894. [Google Scholar] [CrossRef]
- Yin, J.; Zhang, Y.; Zhang, Y. Fracture behavior and deformation mechanism of polypropylene/ethylene-octene copolymer/magnesium hydroxide ternary phase composites. J. Appl. Polym. Sci. 2005, 98, 957–967. [Google Scholar] [CrossRef]
- Adhikari, R.; Godehardt, R.; Lebek, W.; Frangov, S.; Michler, G.H.; Radusch, H.-J. Morphology and micromechanical properties of ethylene/1-octene copolymers and their blends with high density polyethylene. Polym. Adv. Technol. 2005, 16, 156–166. [Google Scholar] [CrossRef]
- Rahaman, M.; Hussein, I.A.; Aldalbahi, A.; Parvez, A.; Soares, J.B.P. Synthesis of Metallocene Catalyzed Ethylene 1,7-Octadiene Copolymer: Effect of Copolymerization on Polymer Properties. Macromol. Res. 2018, 26, 295–304. [Google Scholar] [CrossRef]
- Poon, B.; Rogunova, M.; Chum, S.P.; Hiltner, A.; Baer, E. Classification of homogeneous copolymers of propylene and 1-octene based on comonomer content. J. Polym. Sci. Part B Polym. Phys. 2004, 42, 4357–4370. [Google Scholar] [CrossRef]
- Wypych, G. Flammability of Filled Materials. In Handbook of Fillers; ChemTec Pub.: Toronto, ON, Canada, 2016; pp. 589–604. [Google Scholar] [CrossRef]
- Gallo, E.; Stöcklein, W.; Klack, P.; Schartel, B. Assessing the reaction to fire of cables by a new bench-scale method. Fire Mater. 2016, 41, 768–778. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredients | wt.% | Role |
|---|---|---|
| Ethylene α-olefin copolymer | 31.8–39.8 | Main polymer |
| Mineral filler | 60–65 | Flame retardant |
| POE–g–MAH | 0–5 | Coupling agent |
| Stabilizer | 0.2 | Hindering phenols |
| ENGAGE | Tm *1 (°C) | ΔH°f *2 (J/g) | Tc *3 (°C) | ΔH°c *4 (J/g) | Comonomer Content (wt.%) | Χc *5 (DOW) | Xc *5 (%) | Density (g/cm3) |
|---|---|---|---|---|---|---|---|---|
| 8480 | 103.2 | 109.17 | 42.99 | −69.00 | 20 | 33 | 37 | 0.902 |
| 8450 | 98.6 | 96.25 | 43.26 | −86.30 | 20 | 29 | 33 | 0.902 |
| 8003 | 83.7 | 87.08 | 60.80 | −97.09 | 30 | 25 | 30 | 0.885 |
| 8200 | 63.4 | 76.06 | 76.74 | −99.62 | 38 | 19 | 26 | 0.870 |
| 8100 | 60.5 | 66.97 | 83.81 | −99.79 | 38 | 18 | 23 | 0.870 |
| Ingredient | Trade Name | 1A (%) | 1B (%) | 1C (%) | 1D (%) | 1E (%) | 1F (%) |
|---|---|---|---|---|---|---|---|
| POE | ENGAGE 8003 | 39.8 | 38.8 | 37.8 | 36.8 | 35.8 | 34.8 |
| POE-g-MAH | FUSABOND N525 | 0 | 1 | 2 | 3 | 4 | 5 |
| Natural magnesium hydroxide | Ecopiren 3.5 | 60 | 60 | 60 | 60 | 60 | 60 |
| Stabilizer | Irganox 1010 | 0.2 | 0.2 | 0.2 | 0.2 | 0.2 | 0.2 |
| 1A | 1B | 1C | 1D | 1E | 1F | ||
|---|---|---|---|---|---|---|---|
| FUSABOND N525 | Unit | 0% | 1% | 2% | 3% | 4% | 5% |
| Density *1 | (g/cm3) | 1.43 ± 0.01 | 1.46 ± 0.02 | 1.46 ± 0.02 | 1.46 ± 0.01 | 1.45 ± 0.01 | 1.44 ± 0.01 |
| MFI *2 | (g/10min) | 7.4 ± 0.4 | 5.3 ± 0.3 | 4.9 ± 0.2 | 3.8 ± 0.2 | 3.1 ± 0.1 | 2.9 ± 0.1 |
| Tensile strength *3 | (MPa) | 11.3 ± 1.9 | 10.7 ± 2 | 11.4 ± 0.1 | 14.4 ± 0.3 | 16.3 ± 0.2 | 17.3 ± 0.1 |
| Elongation at break *3 | (%) | 518 ± 117 | 322 ± 188 | 180 ± 16 | 232 ± 15 | 226 ± 18 | 216 ± 20 |
| Young’s modulus | (Mpa) | 53.9 ± 4.7 | 64.8 ± 6.6 | 83.2 ± 7.4 | 99.2 ± 7.8 | 109.8 ± 8.1 | 159.8 ± 10.3 |
| Independent Variables | Variables Levels | Dependent Variables | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Formulations | D *1 | MFI *2 | Filler *3 | d | MFI | Filler | TS *4 | EB *5 | YM *6 | LOI *7 |
| 1 | 0.885 | 1 | 60 | −0.0625 | −1 | −1 | 11.8 | 278 | 39.24 | 26 |
| 2 | 0.902 | 3 | 60 | 1 | 0 | −1 | 14 | 192 | 69.39 | 28 |
| 3 | 0.870 | 1 | 60 | −1 | −1 | −1 | 10.2 | 283 | 23.51 | 27 |
| 4 | 0.870 | 5 | 60 | −1 | 1 | −1 | 9 | 170 | 16.4 | 28 |
| 5 | 0.902 | 1 | 60 | 1 | −1 | −1 | 15.9 | 133 | 104.74 | 29 |
| 6 | 0.885 | 1 | 65 | −0.0625 | −1 | 1 | 11.9 | 147 | 69.4 | 29 |
| 7 | 0.902 | 3 | 65 | 1 | 0 | 1 | 14 | 70 | 109.4 | 31 |
| 8 | 0.870 | 1 | 65 | −1 | −1 | 1 | 9 | 186 | 26.6 | 30 |
| 9 | 0.870 | 5 | 65 | −1 | 1 | 1 | 8.1 | 198 | 24.3 | 30 |
| 10 | 0.902 | 1 | 65 | 1 | −1 | 1 | 14.3 | 100 | 136.95 | 31 |
| 11 | 0.885 | 1 | 62.5 | v0.0625 | −1 | 0 | 12.9 | 249 | 40.73 | 28 |
| Linear Coefficients | Interactions Coefficients | ||||||
|---|---|---|---|---|---|---|---|
| b0 | d | MFI | Filler | D * MFI | D * filler | MFI * Filler | |
| (x1) | (x2) | (x3) | (x1x2) | (x1x3) | (x2x3) | ||
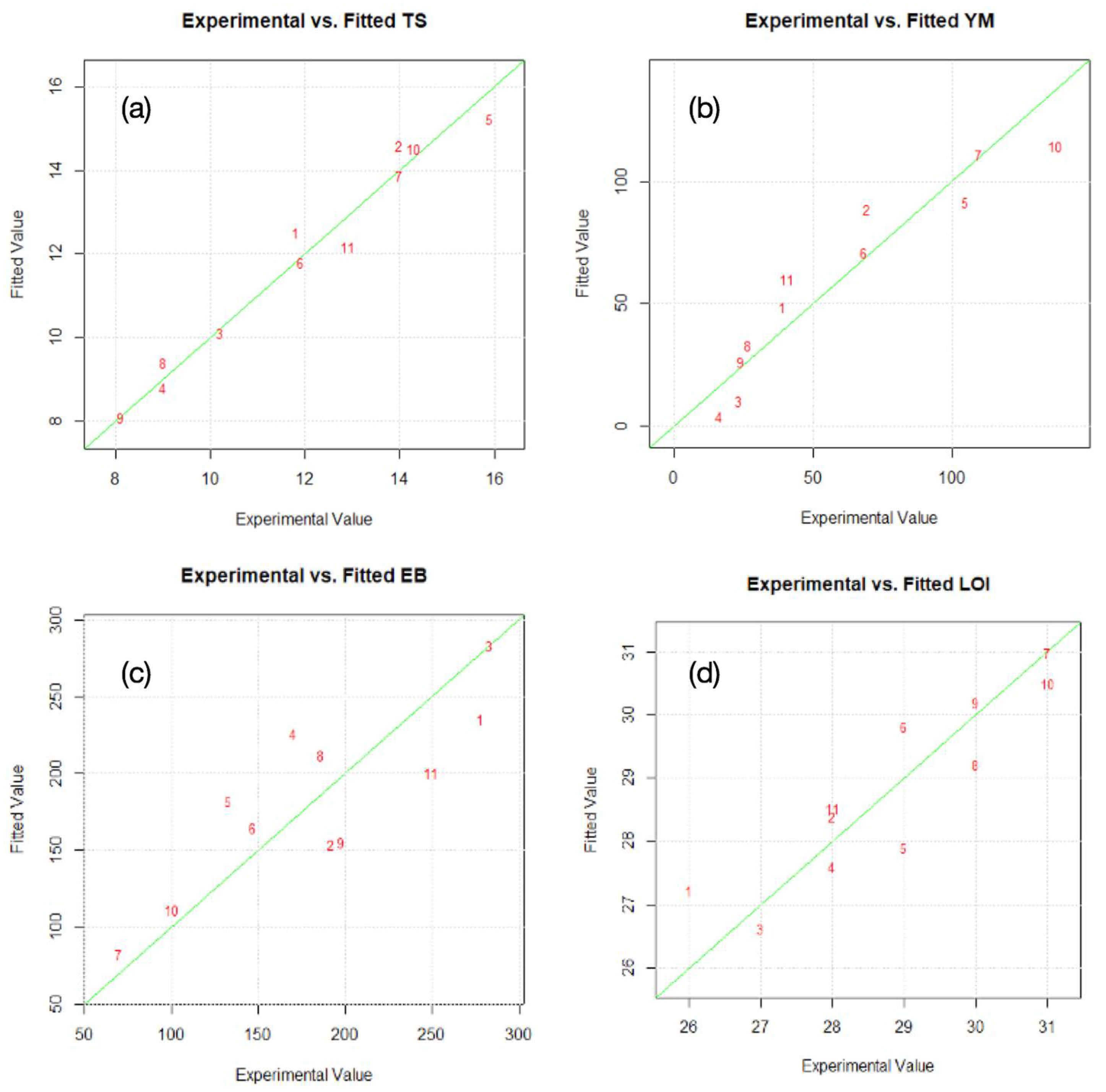
| TS | 11.54 | 2.46(***) | −0.82 | −0.33 | −0.2894 | 0.08 | 0.08 |
| EB | 177.58 | −46.58 | −25.98 | −26.99 | 14.18 | −5.12 | 21.43 |
| YM | 53.72 | 35.68 (**) | −10.42 | 11.53 | −12.74 | 7.71 | 0.51 |
| LOI | 28.92 | 0.58 | 0.45 | 1.25(**) | −0.22 | −0.04 | −0.14 |
| ENGAGE | Density *1 (g/cm3) | MFI *2 (g/10min) | n-MDH (%) | Tensile Strength *3 (MPa) | Elongation at Break *3 (%) | Young’s Modulus (MPa) | |
|---|---|---|---|---|---|---|---|
| 1 | 8003 | 0.885 | 1 | 60 | 11.0 ± 0.3 | 278 ± 15 | 39.2 ± 4.3 |
| 2 | 8450 | 0.902 | 3 | 60 | 14 ± 0.3 | 192 ± 31 | 69.4 ± 5.1 |
| 3 | 8100 | 0.870 | 1 | 60 | 10.2 ± 0.3 | 283 ± 24 | 23.5 ± 3.4 |
| 4 | 8200 | 0.870 | 5 | 60 | 9 ± 0.2 | 170 ± 35 | 16.4 ± 2.3 |
| 5 | 8480 | 0.902 | 1 | 60 | 15.9 ± 0.4 | 133 ± 19 | 104.7 ± 7.2 |
| 6 | 8003 | 0.885 | 1 | 65 | 11.9 ± 0.3 | 147 ± 38 | 68.3 ± 5.5 |
| 7 | 8450 | 0.902 | 3 | 65 | 14 ± 0.5 | 70 ± 6.4 | 109.4 ± 7.4 |
| 8 | 8100 | 0.870 | 1 | 65 | 9 ± 0.6 | 186 ± 52 | 26.6 ± 3.7 |
| 9 | 8200 | 0.870 | 5 | 65 | 8.1 ± 0.3 | 198 ± 14 | 24.3 ± 3.5 |
| 10 | 8480 | 0.902 | 1 | 65 | 14.3 ± 0.5 | 100 ± 47 | 136.9 ± 9.2 |
| 11 | 8003 | 0.885 | 1 | 62.5 | 12.9 ± 0.4 | 249 ± 28 | 40.7 ± 3.8 |
| Formulations | ENGAGE | Density *1 (g/cm3) | MFI *2 (g/10 min) | n-MDH (%) | LOI *3 (±1) (%O2) |
|---|---|---|---|---|---|
| 1 | 8003 | 0.885 | 1 | 60 | 26 |
| 2 | 8450 | 0.902 | 3 | 60 | 28 |
| 3 | 8100 | 0.870 | 1 | 60 | 27 |
| 4 | 8200 | 0.870 | 5 | 60 | 28 |
| 5 | 8480 | 0.902 | 1 | 60 | 29 |
| 6 | 8003 | 0.885 | 1 | 65 | 29 |
| 7 | 8450 | 0.902 | 3 | 65 | 31 |
| 8 | 8100 | 0.870 | 1 | 65 | 30 |
| 9 | 8200 | 0.870 | 5 | 65 | 29 |
| 10 | 8480 | 0.902 | 1 | 65 | 31 |
| 11 | 8003 | 0.885 | 1 | 62.5 | 28 |
| Vertical Fire Test | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| EGAGE | 8003 | 8450 | 8200 | 8100 | 8480 | 8003 | 8450 | 8200 | 8100 | 8480 | 8003 |
| Density (g/cm3) | 0.885 | 0.902 | 0.870 | 0.870 | 0.902 | 0.885 | 0.902 | 0.870 | 0.870 | 0.902 | 0.885 |
| Melting temperature (°C) | 83.7 | 98.6 | 63.4 | 60.5 | 103.2 | 83.7 | 98.6 | 63.4 | 60.5 | 103.2 | 83.7 |
| MFI (g/10min 2.16 kg @ 190 °C) | 1 | 3 | 1 | 5 | 1 | 1 | 3 | 1 | 5 | 1 | 1 |
| Content of MDH (%) | 60 | 60 | 60 | 60 | 60 | 65 | 65 | 65 | 65 | 65 | 62.5 |
| Time 1 (s) | 130 | 85 | 86 | 88 | 79 | 78 | 136 | 93 | 100 | 126 | 127 |
| Time 2 (s) | 184 | 181 | 172 | 188 | 180 | 210 | - | 212 | 174 | 230 | 240 |
| Self-extinguished | NO | NO | NO | NO | NO | NO | YES | NO | NO | NO | NO |
| Presence of burning droplets | YES | YES | YES | YES | YES | YES | NO | YES | YES | NO | YES |
| Starting time of burning drops (s) | 120 | 93 | 54 | 54 | 99 | 144 | - | 210 | 142 | - | 110 |
| Flame height (cm) | 20 | 20 | 24 | 24 | 22 | 33 | 23 | 37 | 33 | 23 | 26 |
| Flame spread (cm) | >8 | >8 | >8 | >8 | 6 | 4.5 | 3.5 | 4 | 5 | 4 | 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meucci, M.; Haveriku, S.; Badalassi, M.; Cardelli, C.; Ruggeri, G.; Pucci, A. Effect of Polyolefin Elastomers’ Characteristics and Natural Magnesium Hydroxide Content on the Properties of Halogen-Free Flame-Retardant Polyolefin Composites. Micro 2022, 2, 164-182. https://doi.org/10.3390/micro2010011
Meucci M, Haveriku S, Badalassi M, Cardelli C, Ruggeri G, Pucci A. Effect of Polyolefin Elastomers’ Characteristics and Natural Magnesium Hydroxide Content on the Properties of Halogen-Free Flame-Retardant Polyolefin Composites. Micro. 2022; 2(1):164-182. https://doi.org/10.3390/micro2010011
Chicago/Turabian StyleMeucci, Michela, Sara Haveriku, Marco Badalassi, Camillo Cardelli, Giacomo Ruggeri, and Andrea Pucci. 2022. "Effect of Polyolefin Elastomers’ Characteristics and Natural Magnesium Hydroxide Content on the Properties of Halogen-Free Flame-Retardant Polyolefin Composites" Micro 2, no. 1: 164-182. https://doi.org/10.3390/micro2010011
APA StyleMeucci, M., Haveriku, S., Badalassi, M., Cardelli, C., Ruggeri, G., & Pucci, A. (2022). Effect of Polyolefin Elastomers’ Characteristics and Natural Magnesium Hydroxide Content on the Properties of Halogen-Free Flame-Retardant Polyolefin Composites. Micro, 2(1), 164-182. https://doi.org/10.3390/micro2010011