Abstract
Selective Laser Melting (SLM) of 316L stainless steel was studied with a focus on the combined influence of laser power and scan speed on tensile behavior. A full factorial design generated 27 experiments, and mechanical properties (yield stress, ultimate tensile strength, elongation, and Young’s modulus) were analyzed using analysis of variance (ANOVA) and quadratic regression models. Artificial Neural Networks (ANNs) were trained on selected datasets to capture nonlinear dependencies, achieving excellent predictive accuracy (R2 > 0.998). Fractographic observations validated the trends, confirming ductile fracture at low scan speeds and brittle behavior at high scan speeds.
1. Introduction
Additive manufacturing (AM) enables the production of complex geometries with high precision and efficiency. Among metal AM methods, Selective Laser Melting (SLM) is widely applied in aerospace, biomedical, and automotive industries due to its ability to fabricate dense, near-net-shape parts [1,2]. The mechanical performance of SLM parts is highly sensitive to process parameters, particularly laser power and scan speed, which determine thermal history, porosity, and defect formation [3,4]. Local variations in energy input alter solidification dynamics, influencing grain morphology, texture, and residual stress states, which in turn affect strength and ductility.
316L stainless steel, an austenitic alloy with excellent corrosion resistance and mechanical properties, is one of the most widely used alloys in AM [5]. Previous studies have shown that build orientation and melt pool morphology strongly influence tensile behavior [6], while internal defects such as pores and lack-of-fusion regions promote premature crack initiation [7]. Despite these contributions, most works focus on single parameters or limited mechanical outputs, without addressing multi-parameter interactions that are essential to identify robust processing windows.
Furthermore, although machine learning has recently been applied to optimize density in SLM 316L [8], its use in modeling tensile behavior and fracture mechanisms remains limited. The integration of conventional statistical methods with artificial intelligence provides an opportunity to capture both linear effects and complex nonlinear dependencies. This study addresses this gap by combining statistical multi-parameter analysis (ANOVA, RSM) with Artificial Neural Networks (ANNs) to model and predict the tensile properties of SLM 316L. Limited fractography is employed to validate the mechanical trends, distinguishing ductile from brittle fracture responses under different conditions.
2. Materials and Methods
Gas-atomized spherical 316L austenitic stainless steel powder with a particle size distribution of 15–53 μm and good flowability was used as feedstock. The powder exhibited an average hardness of 158 HB, making it suitable for laser-based processing. Specimens were fabricated on an iDEN® 160 (ZRapid-Tech®) Selective Laser Melting (SLM) machine using a 40 μm layer thickness, 100 μm hatch spacing, and a laser spot diameter of ~80 μm. Three laser power levels (130, 140, and 150 W) were combined with scan speeds ranging from 700 to 1200 mm/s, resulting in 27 unique parameter sets. All builds were performed in an argon atmosphere to minimize oxidation, with the substrate plate preheated to 200 °C. No post-processing, such as heat treatment or hot isostatic pressing, was applied in order to directly assess the as-built condition.
Tensile specimens were designed in accordance with ASTM E8 sub-size geometry and tested at room temperature using an Instron 4482 universal testing machine. A quasi-static strain rate of ~10−3 s−1 was applied, and strain was recorded with an EPSILON extensometer attached to the gauge length of the specimen. For each parameter set, three replicates were tested, and average values were calculated for yield stress (YS, 0.2% offset method), ultimate tensile strength (UTS), elongation (ε%), and Young’s modulus (E).
Mechanical test results were analyzed using analysis of variance (ANOVA) to identify the significance of main and interaction effects of laser power and scan speed. Full quadratic regression models were developed through response surface methodology (RSM) to describe linear, interaction, and non-linear influences. Contour plots were generated to visualize parameter windows that maximize mechanical performance.
For predictive modeling, an Artificial Neural Network (ANN) approach was employed. From the 27 total conditions, 21 were selected to ensure balanced coverage of parameter space across all power levels. In order to maintain the ANN model’s consistency and reduce the inherent experimental noise, the experimental runs considered for building the ANN excluded those runs that did not provide a broader parameter combination owing to the restrictions of laser speed settings. In our manuscript, the first level for laser power (130 W) allows a test range of laser speed from 700 mm/s to 1100 mm/s. For 140 W laser power, the operational test range for laser speed spans from 750 mm/s to 1150 mm/s. Finally, for 150 W laser power, the operational test range for laser speed spans from 800 mm/s to 1200 mm/s. Consequently, the operational test range for laser speed that corresponds to all three laser power levels spans from 800 mm/s to 1100 mm/s (seven levels for laser speed). Therefore, 21 experimental runs out of the 27 total runs were kept for testing the ANN topology.
The dataset was randomly divided into training (70%, 15 tests), validation (15%, 3 tests), and testing (15%, 3 tests) subsets. The chosen architecture was a 2–10–4 structure, with two input neurons (laser power and scan speed), one hidden layer with 10 neurons, and four output neurons; YS, UTS, ε%, and E (Figure 1). A tan-sigmoid activation function was used in the hidden layer, and training was performed in MATLAB® R2013b using the Levenberg–Marquardt backpropagation algorithm.
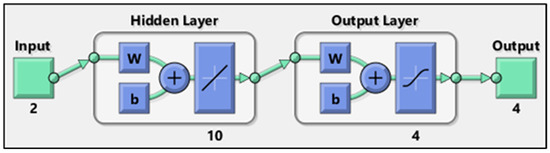
Figure 1.
ANN architecture and topology used for modeling the mechanical properties of SLM-fabricated 316L stainless steel, showing two input neurons (laser power and laser speed), ten hidden neurons, and four output neurons (YS, UTS, ε%, E).
Finally, limited fractographic analysis with scanning electron microscopy (SEM) was performed on specimens from extreme parameter conditions. This was done to qualitatively validate the mechanical trends, distinguishing ductile from brittle fracture morphologies and linking failure modes to process parameter variations.
3. Results and Discussion
3.1. Mechanical Properties and Influence of SLM Parameters
Table 1 summarizes the results obtained. The tensile results demonstrated a strong dependence of mechanical properties on process parameters. Yield stress (YS) ranged from 413 to 514 MPa, ultimate tensile strength (UTS) from 449 to 629 MPa, elongation (ε%) from 2 to 44%, and Young’s modulus (E) from 98 to 158 GPa. These values are in good agreement with previously reported mechanical properties for SLM 316L stainless steel fabricated under optimized processing conditions [5,6,9]. The wide scatter of elongation values highlights the sensitivity of ductility to processing conditions, whereas YS and UTS showed more consistent but still notable variation across the parameter space.

Table 1.
Experimental results for mechanical properties of 316L stainless steel specimens fabricated by SLM.
At low scan speeds (700–850 mm/s) and moderate powers (130–140 W), specimens exhibited superior performance, with YS exceeding 500 MPa, UTS surpassing 600 MPa, and elongation values above 40%. These results suggest dense microstructures with sufficient energy input to ensure complete melting and strong metallurgical bonding. Conversely, when scan speed increased beyond 1050 mm/s, both strength and ductility deteriorated sharply. Elongation values in this region frequently dropped below 10%, indicating a transition to brittle behavior. This trend is attributed to reduced volumetric energy density, which leads to lack-of-fusion defects, irregular melt pools, and unmelted particles that act as stress concentrators. The regression analysis provided further insight. Full quadratic models constructed with response surface methodology (RSM) captured the nonlinear interactions between laser power and scan speed. The resulting contour plots (Figure 2) visualize the process–property relationships. UTS (Figure 2a) and YS (Figure 2b) maps revealed clear optimum zones at low scan speeds and moderate powers, while elongation maps (Figure 2c) emphasized the narrow process window required to maintain ductility above 40%. The modulus of elasticity, E (Figure 2d) also showed similar sensitivity, with values above 150 GPa confined to specific regions of balanced energy input.
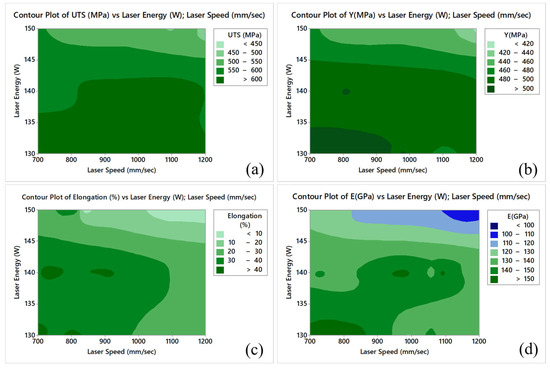
Figure 2.
Contour plots showing the effect of laser power and scan speed: (a) on UTS; (b) on YS; (c) on ε% and (d) on E.
Overall, the statistical analysis confirmed that both strength and ductility are maximized within a limited processing window. Insufficient energy input at high scan speeds promotes porosity and incomplete melting, while excessive power at high scan speeds may lead to microstructural instability and inclusions. These findings highlight the importance of carefully balancing scan speed and power to avoid brittle failure and to ensure robust, repeatable mechanical performance in SLM 316L stainless steel.
3.2. ANN Modeling
The Artificial Neural Network (ANN) approach was employed to model the nonlinear dependence of tensile properties on process parameters. A 2–10–4 topology was implemented, with laser power and scan speed as inputs and yield stress (YS), ultimate tensile strength (UTS), elongation (ε%), and Young’s modulus (E) as outputs.
A series of preliminary trial-and-error experiments were carried out as regards the number of hidden neurons in the series of ANN topologies tested. During the simulations, it was observed that fewer number of hidden neurons suggested poor data fitting whereas numbers beyond 10 resulted in regression results equal to 100% (potential overfitting). It was finally decided to determine 10 hidden neurons since it was indicated that a reasonable but strong correlation between inputs and outputs was obtained using 10 hidden neurons. Of the 27 experimental conditions, 21 were selected for training, validation, and testing to ensure balanced parameter coverage.
The training process, shown in Figure 3, demonstrates rapid convergence with the best validation performance achieved at epoch 11. The corresponding regression plots (Figure 4) highlight the strong correlation between predicted and experimental values. Correlation coefficients were R = 0.9990 (training), R = 0.9989 (validation), R = 0.9985 (testing), and R = 0.9989 (overall), confirming the robustness and generalization ability of the model.
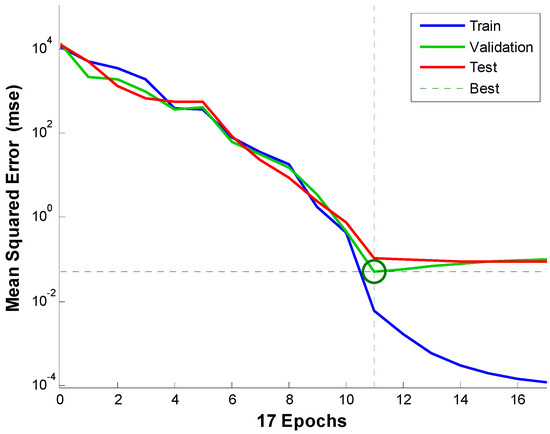
Figure 3.
Training performance of the ANN showing best validation at epoch 11.
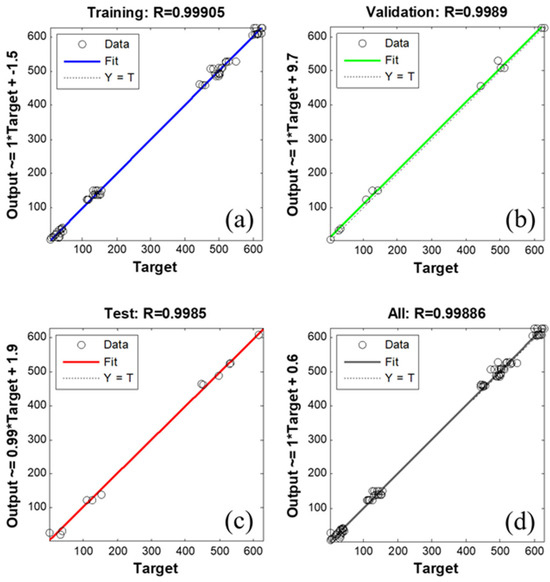
Figure 4.
Regression plots of ANN predictions vs. experimental data for training (a), validation (b), testing (c), and overall dataset (d).
The close agreement between ANN predictions and experimental results validates the model’s ability to capture the complex, nonlinear interactions of the SLM process. Importantly, the ANN confirmed the same optimal parameter window identified by regression analysis but provided enhanced predictive accuracy and adaptability for future process optimization.
It should be mentioned that ANNs may exhibit poor generalization capabilities when developed, trained, and tested using limited data. A common bottleneck of ANNs when implementing a narrow dataset is over-fitting, since the ANN can achieve a fitting too close to input data with potentially random noise. As a consequence, the ANN model would adequately perform on training data, yet a low correlation indicator would be obtained if the ANN were applied to new data. ANN over-fitting is usually indicated by a regression analysis equal to 100% in terms of its coefficient of determination (R2). To avoid over-fitting, a general practice is to use larger and more diverse datasets formulated by a well-established parameter range for a given problem.
3.3. Fractography (Validation)
Fractographic observations were used to validate the mechanical testing and modeling results. Figure 5 compares two representative specimens processed at 150 W but with different scan speeds. Specimen A1 (800 mm/s) exhibited a rough yet continuous fracture surface with ductile morphology (Figure 5a), consistent with its high elongation. In contrast, specimen A9 (1200 mm/s) displayed extensive surface irregularities and unmelted particles (Figure 5b), indicative of insufficient fusion and brittle failure.
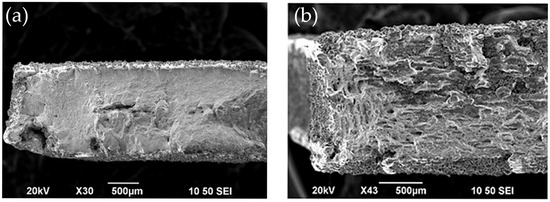
Figure 5.
SEM fractographies of specimens fabricated at 150 W: (a) specimen A1 (800 mm/s) showing ductile fracture morphology; (b) specimen A9 (1200 mm/s) showing brittle fracture with unmelted particles.
These results confirm that lower scan speeds promote full melting and ductile deformation, while higher scan speeds result in incomplete bonding and premature brittle fracture. The microstructural evidence supports the statistical and ANN findings, highlighting the strong influence of process parameters on fracture mechanisms.
4. Conclusions
This work examined the effect of laser power and scan speed on the tensile behavior of 316L stainless steel produced by Selective Laser Melting, integrating statistical modeling and Artificial Neural Networks to capture process–property relationships. The key conclusions are
- Process–property relationships: Mechanical performance was highly sensitive to scan speed and energy input. Optimal properties such as yield stress above 500 MPa, ultimate tensile strength above 600 MPa, elongation exceeding 40%, and modulus of elasticity up to 158 GPa were achieved at low scan speeds (700–850 mm/s) and moderate power (130–140 W).
- Statistical and ANN modeling: Full quadratic regression models and ANN predictions consistently identified the same optimal parameter window. The ANN achieved excellent predictive accuracy (R2 > 0.998), confirming its ability to capture nonlinear interactions beyond conventional regression approaches.
- Fractographic validation: SEM analysis supported the mechanical findings, showing ductile fracture with well-developed dimples at low scan speeds and brittle morphologies with unmelted particles at higher scan speeds, linking processing conditions to failure mechanisms.
This integrative approach highlights the added value of combining statistical analysis with machine learning for robust prediction of SLM mechanical properties. Beyond validation of the experimental results, the ANN framework provides a transferable tool for process optimization in failure-critical applications. Future work will extend this methodology to include additional process parameters and dynamic loading conditions in order to further enhance predictive accuracy and applicability in industrial contexts.
Author Contributions
Conceptualization, I.P. and N.M.V.; methodology, I.P. and N.A.F.; software, I.P. and N.A.F.; validation, I.P., N.A.F. and N.M.V.; formal analysis, I.P.; resources, N.A.F. and N.M.V.; data curation, I.P. and N.M.V.; writing—original draft preparation, I.P. and N.A.F.; writing—review and editing, I.P., N.A.F. and N.M.V.; visualization, I.P. and N.A.F.; supervision, N.M.V. and D.E.M.; project administration, N.M.V. and D.E.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is contained within the manuscript.
Acknowledgments
The authors acknowledge financial support for the dissemination of this work from the Special Account for Research of ASPETE (ELKE) through the funding program “Strengthening ASPETE’s research”.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| ANOVA | Analysis of variance |
| ANN | Artificial Neural Network |
| SLM | Selective Laser Melting |
| RSM | Response Surface Methodology |
References
- DebRoy, T.; Wei, H.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- King, W.E.; Anderson, A.T.; Ferencz, R.M.; Hodge, N.E.; Kamath, C.; Khairallah, S.A. Laser powder bed fusion additive manufacturing of metals: Physics, computational, and materials challenges. Appl. Phys. Rev. 2015, 2, 041304. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Smurov, I. Selective laser melting technology: From the single laser melted track stability to 3D parts of complex shape. Phys. Procedia 2010, 5, 551–560. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L stainless steel. J. Mater. Process. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.; Vedani, M. Microstructure and fracture behavior of 316L austenitic stainless steel produced by selective laser melting. J. Mater. Sci. Technol. 2016, 32, 738–744. [Google Scholar] [CrossRef]
- Li, H.; Zhang, J. The fracture behavior of 316L stainless steel with defects fabricated by SLM additive manufacturing. Crystals 2021, 11, 1542. [Google Scholar] [CrossRef]
- Hodroj, A.; Bouglia, R.; Ding, Y.; Zghal, M. Machine learning for density prediction and process optimization of 316L stainless steel fabricated by selective laser melting. J. Intell. Manuf. 2025. [Google Scholar] [CrossRef]
- Röttger, A.; Boes, J.; Theisen, W.; Thiele, M.; Esen, C.; Edelmann, A.; Hellmann, R. Microstructure and mechanical properties of 316L austenitic stainless steel processed by different SLM devices. Int. J. Adv. Manuf. Technol. 2020, 108, 769–783. [Google Scholar] [CrossRef]





Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).