


The Oil:Water Ratio in the Vertical Centrifuge Separator and Its Influence in Phenolic Compounds in the Virgin Olive Oil and the Olive Mill Wastewater (Alpechín)


Abstract
1. Introduction
2. Material and Methods
2.1. Industrial Mill Trials
2.2. Quality Parameters of the Virgin Olive Oils
2.3. Suspended Solids
2.4. OMWW Oil Content
2.5. Determination of Phenolic Compounds
2.6. Oxidative Stability
2.7. Chlorophylls and Carotenoids
2.8. Statistical Analysis
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ALA | Aldehydic forms of ligstroside aglycone |
| AOA | Aldehydic forms of oleuropein aglycone |
| DLA | Dialdehydic forms of ligstroside aglycone |
| DOA | Dialdehydic forms of oleuropein aglycone |
| EVOO | Extra virgin olive oil |
| OMWW | Olive mill wastewater |
References
- IOC. Available online: https://www.internationaloliveoil.org/what-we-do/economic-affairs-promotion-unit/#figures (accessed on 11 August 2023).
- Statista. Available online: https://www.statista.com/statistics/263937/vegetable-oils-global-consumption/ (accessed on 11 August 2023).
- Mateos, R.; Cert, A.; Pérez-Camino, M.C.; García, J.M. Evaluation of virgin olive bitterness by quantification of secoiridoid derivates. J. Am. Oil Chem. Soc. 2004, 81, 71–75. [Google Scholar] [CrossRef]
- Mateos, R. Caracterización de Componentes Fenólicos del Aceite de Oliva y su Relación con la Estabilidad Oxidativa y el Amargor. Ph.D. Thesis, University of Seville, Seville, Spain, 2002. [Google Scholar]
- Gutiérrez-Rosales, F.; Perdiguero, S.; Gutiérrez, R.; Olías, J.M. Evaluation of the bitter taste in virgin olive oil. J. Am. Oil Chem. Soc. 1992, 69, 394–395. [Google Scholar] [CrossRef]
- Obied, H.K.; Prenzler, P.D.; Omar, S.H. Pharmacology of olive biophenols. In Advances in Molecular Toxicology; Fishbein, J.C., Ed.; Elsevier: Oxford, UK, 2012; Volume 6, pp. 195–242. [Google Scholar]
- Servili, M. The phenolic compounds: A commercial argument in the economic war to come on the quality of olive oil? OCL 2014, 21, D509. [Google Scholar] [CrossRef]
- Miho, H.; Moral, J.; Barranco, D.; Ledesma-Escobar, C.A.; Priego-Capote, F.; Díez, C.M. Influence of genetic and interannual factors on the phenolic profiles of virgin olive oils. Food Chem. 2021, 342, 128357. [Google Scholar] [CrossRef] [PubMed]
- Mousavi, S.; Stanzione, V.; Mariotti, R.; Mastio, V.; Azariadis, A.; Passeri, V.; Valeri, M.C.; Baldoni, L.; Bufacchi, M. Bioactive compound profiling of olive fruit: The contribution of genotype. Antioxidants 2022, 11, 672. [Google Scholar] [CrossRef] [PubMed]
- Medina, G.; Sanz, C.; León, L.; Pérez, A.G.; de la Rosa, R. Phenolic variability in fruit from the ‘Arbequina’ olive cultivar under Mediterranean and subtropical climatic conditions. Grasas y Aceites 2021, 72, e438. [Google Scholar] [CrossRef]
- Polari, J.J.; Crawford, L.M.; Wang, S.C. Cultivar determines fatty acids and phenolics dynamics for olive fruit and oil in super-high-density orchards. Agronomy 2021, 11, 313. [Google Scholar] [CrossRef]
- Pérez, M.; López-Yerena, A.; Lozano-Castellón, J.; Olmo-Cunillera, A.; Lamuela-Raventós, R.M.; Martin-Belloso, O.; Vallverdú-Queralt, A. Impact of emerging technologies on virgin olive oil processing, consumer acceptance, and the valorization of olive mill wastes. Antioxidants 2021, 10, 417. [Google Scholar] [CrossRef] [PubMed]
- Taticchi, A.; Esposto, S.; Veneziani, G.; Minnocci, A.; Urbani, S.; Selvaggini, R.; Sordini, B.; Daidone, L.; Sebastiani, L.; Servili, M. High vacuum-assisted extraction affects virgin olive oil quality: Impact on phenolic and volatile compounds. Food Chem. 2020, 342, 128369. [Google Scholar] [CrossRef] [PubMed]
- Iqdiam, B.; Abuagela, A.; Yagiz, Y.; Goodrich-Schneider, R.; Baker, G.; Welt, B.; Marshall, R. Combining high power ultrasound pre-treatment with malaxation oxygen control to improve quantity and quality of extra virgin olive oil. J. Food Eng. 2019, 244, 1–10. [Google Scholar] [CrossRef]
- Navarro, A.; Ruiz-Méndez, M.-V.; Sanz, C.; Martínez, M.; Rego, D.; Pérez, A.G. Application of pulsed electric fields to pilot and industrial scale virgin olive oil extraction: Impact on Organoleptic and Functional Quality. Foods 2022, 11, 2022. [Google Scholar] [CrossRef] [PubMed]
- Clodoveo, M.L.; Crupi, P.; Corbo, F. Olive sound: A sustainable radical innovation. Processes 2021, 9, 1579. [Google Scholar] [CrossRef]
- Nardella, M.; Moscetti, R.; Nallan Chakravartula, S.S.; Bedini, G.; Massantini, R. A review on high-power ultrasound-assisted extraction of olive oils: Effect on oil yield, quality, chemical composition and consumer perception. Foods 2021, 10, 2743. [Google Scholar] [CrossRef] [PubMed]
- Leone, A.; Tamborrino, A.; Esposto, S.; Berardi, A.; Servili, M. Investigation on the effects of a pulsed electric field (PEF) continuous system implemented in an industrial olive oil plant. Foods 2022, 11, 2758. [Google Scholar] [CrossRef] [PubMed]
- Tamborrino, A.; Veneziani, G.; Romaniello, R.; Perone, C.; Urbani, S.; Leone, A.; Servili, M. Development of an innovative rotating spiral heat exchanger with integrated microwave for the olive oil industry. LWT 2021, 147, 111622. [Google Scholar] [CrossRef]
- Veneziani, G.; Nucciarelli, D.; Taticchi, A.; Esposto, S.; Selvaggini, R.; Tomasone, R.; Pagano, M.; Servili, M. Application of low temperature during the malaxation phase of virgin olive oil mechanical extraction processes of three different italian cultivars. Foods 2021, 10, 1578. [Google Scholar] [CrossRef]
- Veneziani, G.; Esposto, S.; Taticchi, A.; Selvaggini, R.; Urbani, S.; Di Maio, I.; Sordini, B.; Servili, M. Flash thermal conditioning of olive pastes during the oil mechanical extraction process: Cultivar impact on the phenolic and volatile composition of virgin olive oil. J. Agric. Food Chem. 2015, 63, 6066–6074. [Google Scholar] [CrossRef]
- Polari, J.J.; Garcí-Aguirre, D.; Olmo-García, L.; Carrasco-Pancorbo, A.; Wang, S. Impact of industrial hammer mill rotor speed on extraction efficiency and quality of extra virgin olive oil. Food Chem. 2018, 242, 362–368. [Google Scholar] [CrossRef]
- Gila, A.; Sánchez-Ortíz, A.; Beltrán, G.; Bejaoui, M.A.; Aguilera, M.P.; Jiménez, A. Effect of clarification system on the conservation of virgin olive oil during its storage. Eur. J. Lipid Sci. Technol. 2020, 172, 1900426. [Google Scholar] [CrossRef]
- Altieri, G.; Genovese, F.; Tauriello, A.; Di Renzo, G.C. Innovative plant for the separation of high quality virgin olive oil (VOO) at industrial scale. J. Food Eng. 2015, 166, 325–334. [Google Scholar] [CrossRef]
- Guerrini, L.; Pantani, O.L.; Parenti, A. The impact of vertical centrifugation on olive oil quality. J. Food Process Eng. 2017, 40, e12489. [Google Scholar] [CrossRef]
- Costagli, G. The use of disc stack centrifuge in the virgin olive oil industry. J. Agric. Sci. 2018, 49, 75–80. [Google Scholar] [CrossRef]
- Di Giovacchino, L.; Sestili, S.; Di Vincenzo, D. Influence of olive processing on virgin olive oil quality. Eur. J. Lipid Sci. Technol. 2002, 104, 587–601. [Google Scholar] [CrossRef]
- Rodis, P.S.; Karathanos, V.T.; Mantzavinou, A. Partitioning of olive oil antioxidant between oil and water phases. J. Agric. Food Chem. 2002, 50, 596–601. [Google Scholar] [CrossRef]
- Vidal, A.M.; de Torres Alcalá, S.A.; Moya, M.; Espínola, F. Centrifugation, storage, and filtration of olive oil in an oil mill: Effect on the quality and content of minority compounds. J. Food Qual. 2019, 2019, 7381761. [Google Scholar] [CrossRef]
- Gila, A.; Beltrán, G.; Bejaui, M.A.; Aguilera, M.P.; Jiménez, A. How clarification can affect virgin olive oil composition and quality at industrial scale. Eur. J. Lipid Sci. Technol. 2017, 119, 10. [Google Scholar] [CrossRef]
- Gila, A.; Bejaoui, M.A.; Beltrán, G.; Jiménez, A. Rapid method based in computer vision to determine the moisture and insoluble impurities content in virgin olive oils. Food Control 2020, 113, 107210. [Google Scholar] [CrossRef]
- Beltrán, G.; Bejaoui, M.A.; Sánchez-Ortíz, A.; Jiménez, A. Water addition during oil extraction affects on virgin olive oil ethanol content, quality and composition. Lipid Sci. Technol. 2021, 123, 2000400. [Google Scholar] [CrossRef]
- Masella, P.; Parenti, A.; Spugnoli, P.; Calamai, L. Influence of vertical centrifugation on extra virgin olive oil quality. J. Am. Oil Chem. Soc. 2009, 86, 1137–1140. [Google Scholar] [CrossRef]
- Funes, E.; Allouche, Y.; Beltrán, G.; Aguilera, M.P.; Jiménez, A. Predictive ANN model for the optimization of extra virgin olive oil clarification by means of vertical centrifugation. J. Food Process Eng. 2018, 41, e12593. [Google Scholar] [CrossRef]
- European Commission Regulation (EEC) No 2568/91 of 11 July 1991 on the Characteristics of Olive Oil and Olive-Residue Oil and on the Relevant Methods of Analysis. Off. J. Eur. Community 1991, 248, 1–102.
- IOC. COI/OH/Doc. No 1—Guide for the Determination of the Characteristics of Oil-Olives. Available online: https://www.internationaloliveoil.org/what-we-do/chemistry-standardisation-unit/standards-and-methods/ (accessed on 11 August 2023).
- Mateos, R.; Espartero, J.L.; Trujillo, M.; Rios, J.J.; León-Camacho, M.; Alcudia, F. Determination of phenols, flavones and lignans in virgin olive oils by solid-phase extraction and high performance liquid chromatography with diode array ultraviolet detection. J. Agric. Food Chem. 2001, 49, 2185–2192. [Google Scholar] [CrossRef] [PubMed]
- Mínguez-Mosquera, I.M.; Rejano-Navarro, L.; Gandul-Rojas, B.; Sanchez-Gómez, A.H.; Garrido-Fernandez, J. Color-pigment correlation in virgin olive oil. J. Am. Oil Chem. Soc. 1991, 68, 809–813. [Google Scholar]
- Jebabli, H.; Nsir, H.; Taamalli, A.; Abu-Reidah, I.; Álvarez-Martínez, F.J.; Losada-Echevarria, M.; Barrajón-Catalán, E.; Mhamdi, R. Industrial-scale study of the chemical composition of olive oil process-derived matrices. Processes 2020, 8, 701. [Google Scholar] [CrossRef]
- Montaño, A. Medida de Diferentes Parámetros Fisicoquímicos de Aceitunas y Aceites Vírgenes de las Variedades Principales Cultivadas en Extremadura y Desarrollo de Técnicas Elaiotécnicas para la Mejora de la Comerciabilidad de los Aceites de Oliva Vírgenes. Ph.D. Thesis, University of Extremadura, Badajoz, Spain, 2016. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
| Parameters | LOW | MEDIUM | HIGH |
|---|---|---|---|
| Mean ± S.D. | Mean ± S.D. | Mean ± S.D. | |
| Number of trials | 5 | 5 | 3 |
| Oil flow rate (kg/h) | 902 ± 81 | 829 ± 81 | 883 ± 59 |
| Oil temperature (°C) | 27.1 ± 1.1 | 25.3 ± 1.4 | 25.8 ± 2.2 |
| Water flow rate (kg/h) | 991 ± 504 a | 329 ± 39 b | 173 ± 3 c |
| Water temperature (°C) | 27.7 ± 0.6 | 25.9 ± 0.2 | 28.8 ± 4.0 |
| Oil/water ratio | 1.1 ± 0.5 c | 2.5 ± 0.2 b | 5.1 ± 0.4 a |
| Water–oil temperature difference (°C) | 0.6 ± 0.2 | 0.7 ± 1.3 | 3.6 ± 5.4 |
| Quality Parameters of the Virgin Olive Oils | LOW | MEDIUM | HIGH |
|---|---|---|---|
| Mean ± S.D. | Mean ± S.D. | Mean ± S.D. | |
| Free fatty acids (%) | 0.16 ± 0.02 | 0.15 ± 0.03 | 0.16 ± 0.03 |
| Peroxide index (mEq O2/kg) | 8.3 ± 2.5 | 5.5 ± 2.5 | 7.3 ± 2.7 |
| K232 | 0.96 ± 0.38 | 0.45 ± 0.39 | 0.84 ± 0.52 |
| K272 | 0.08 ± 0.02 | 0.06 ± 0.03 | 0.07 ± 0.04 |
| Delta K | 0.00 ± 0.00 | 0.00 ± 0.00 | 0.00 ± 0.00 |
| Chlorophylls (mg/kg) | 10.22 ± 3.98 | 5.40 ± 4.47 | 8.73 ± 6.01 |
| Carotenoids (mg/kg) | 7.60 ± 1.65 | 5.76 ± 1.98 | 7.10 ± 2.55 |
| Ethyl esters (mg/kg) | <10 | <10 | <10 |
| Oxidative stability (hours) | 83.9 ± 19.7 | 110.5 ± 9.7 | 98.9 ± 14.6 |
| Phenolic Compounds (mg/kg) | LOW | MEDIUM | HIGH |
|---|---|---|---|
| Mean ± S.D. | Mean ± S.D. | Mean ± S.D. | |
| Hydroxytyrosol | 1.1 ± 0.4 | 2.6 ± 1.8 | 3.0 ± 2.5 |
| Tyrosol | 2.5 ± 0.2 | 2.9 ± 0.9 | 3.2 ± 0.8 |
| Vaníllic acid | 0.3 ± 0.0 ab | 0.2 ± 0.1 b | 0.4 ± 0.1 a |
| Vanillin | <0.1 | <0.1 | <0.1 |
| p-Coumaric acid | 0.4 ± 0.0 | 0.3 ± 0.0 | 0.4 ± 0.1 |
| Hydroxytyrosol acetate | 1.4 ± 1.3 | 1.7 ± 1.4 | 2.0 ± 0.4 |
| DOA | 29.7 ± 8.1 | 16.6 ± 12.9 | 32.9 ± 15.9 |
| Tyrosol acetate | 34.9 ± 12.0 | 34.4 ± 16.4 | 33.4 ± 13.1 |
| DLA | 24.1 ± 11.8 | 27.5 ± 36.7 | 20.1 ± 12.5 |
| Pinoresinol | 0.9 ± 0.4 | 0.6 ± 0.1 | 0.9 ± 0.4 |
| Cinnamic acid | 0.1 ± 0.1 | 0.1 ± 0.1 | 0.1 ± 0.1 |
| Acetoxypinoresinol | 1.6 ± 1.1 | 2.3 ± 1.4 | 1.8 ± 1.1 |
| AOA | 124.2 ± 13.0 b | 157.8 ± 18.9 ab | 169.3 ± 37.8 a |
| ALA | 29.5 ± 4.7 | 46.4 ± 29.4 | 61.1 ± 40.1 |
| Ferulic acid | 0.1 ± 0.2 | 0.2 ± 0.2 | 0.2 ± 0.1 |
| Luteolin | 7.5 ± 8.2 | 16.9 ± 6.9 | 10.2 ± 10.5 |
| Apigenin | 3.0 ± 2.8 | 6.0 ± 2.2 | 3.8 ± 3.6 |
| Total phenols | 261.3 ± 18.2 b | 316.8 ± 38.3 ab | 342.7 ± 53.3 a |
| o-Diphenols | 163.9 ± 15.5 b | 195.7 ± 17.7 ab | 217.4 ± 34.6 a |
| Secoiridoid derivatives | 207.6 ± 20.2 | 248.4 ± 52.5 | 283.4 ± 49.8 |
| OMWW Characterization | LOW | MEDIUM | HIGH |
|---|---|---|---|
| Mean ± S.D. | Mean ± S.D. | Mean ± S.D. | |
| pH | 5.3 ± 0.4 a | 4.9 ± 0.1 b | 4.8 ± 0.0 b |
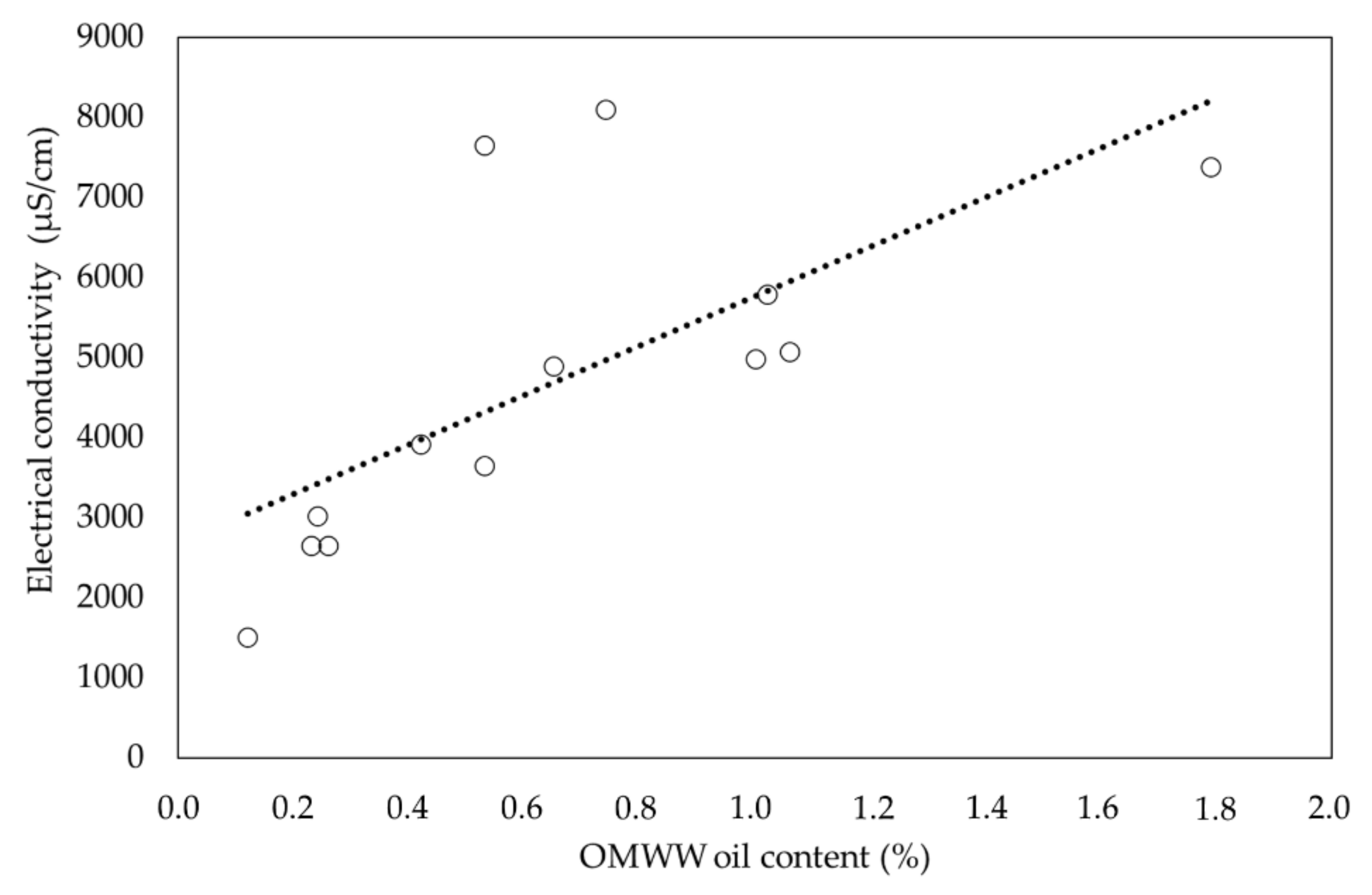
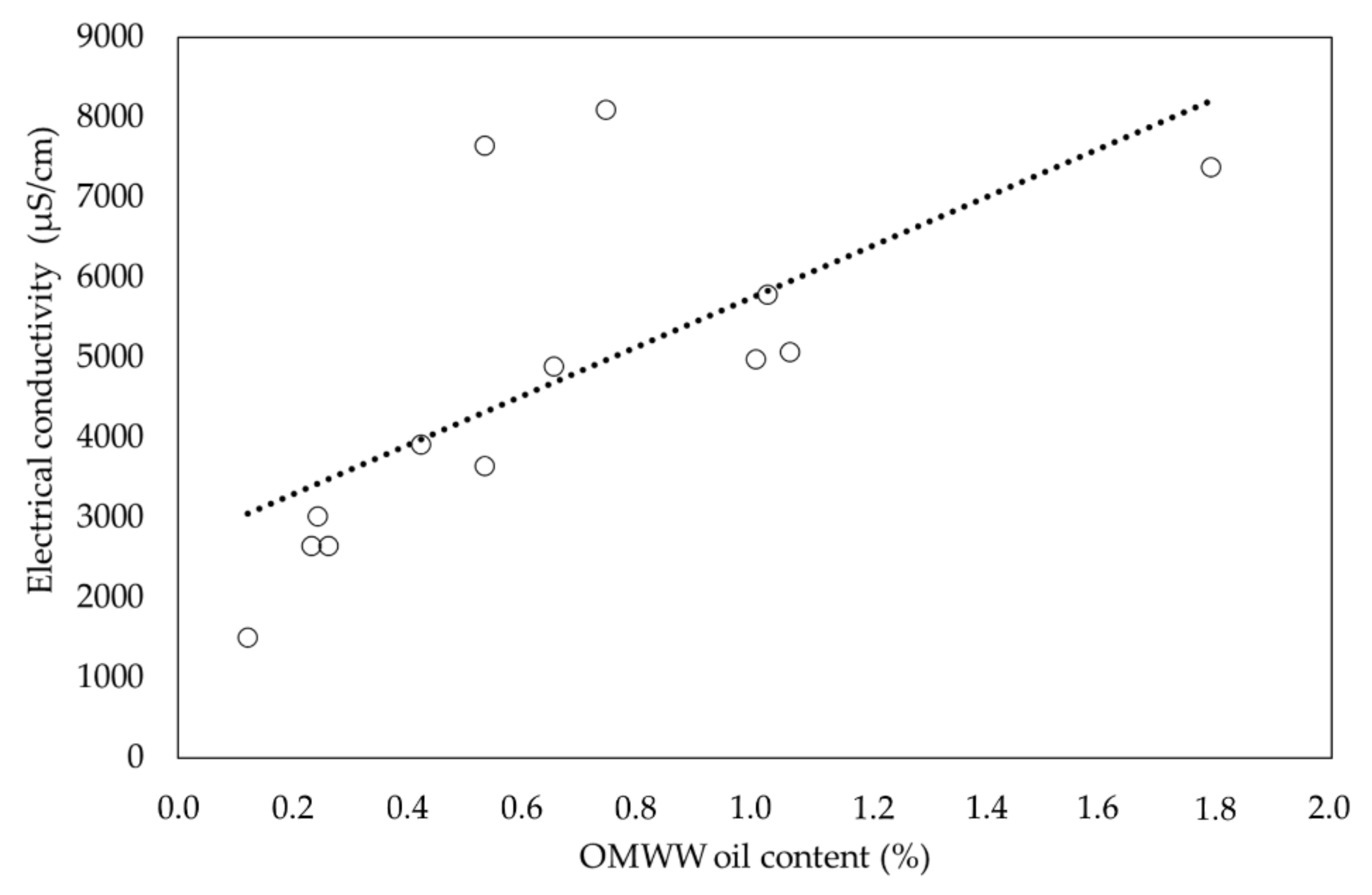
| Conductivity (µS/cm) | 2699 ± 778 b | 5411 ± 1.290 a | 6912 ± 1.685 a |
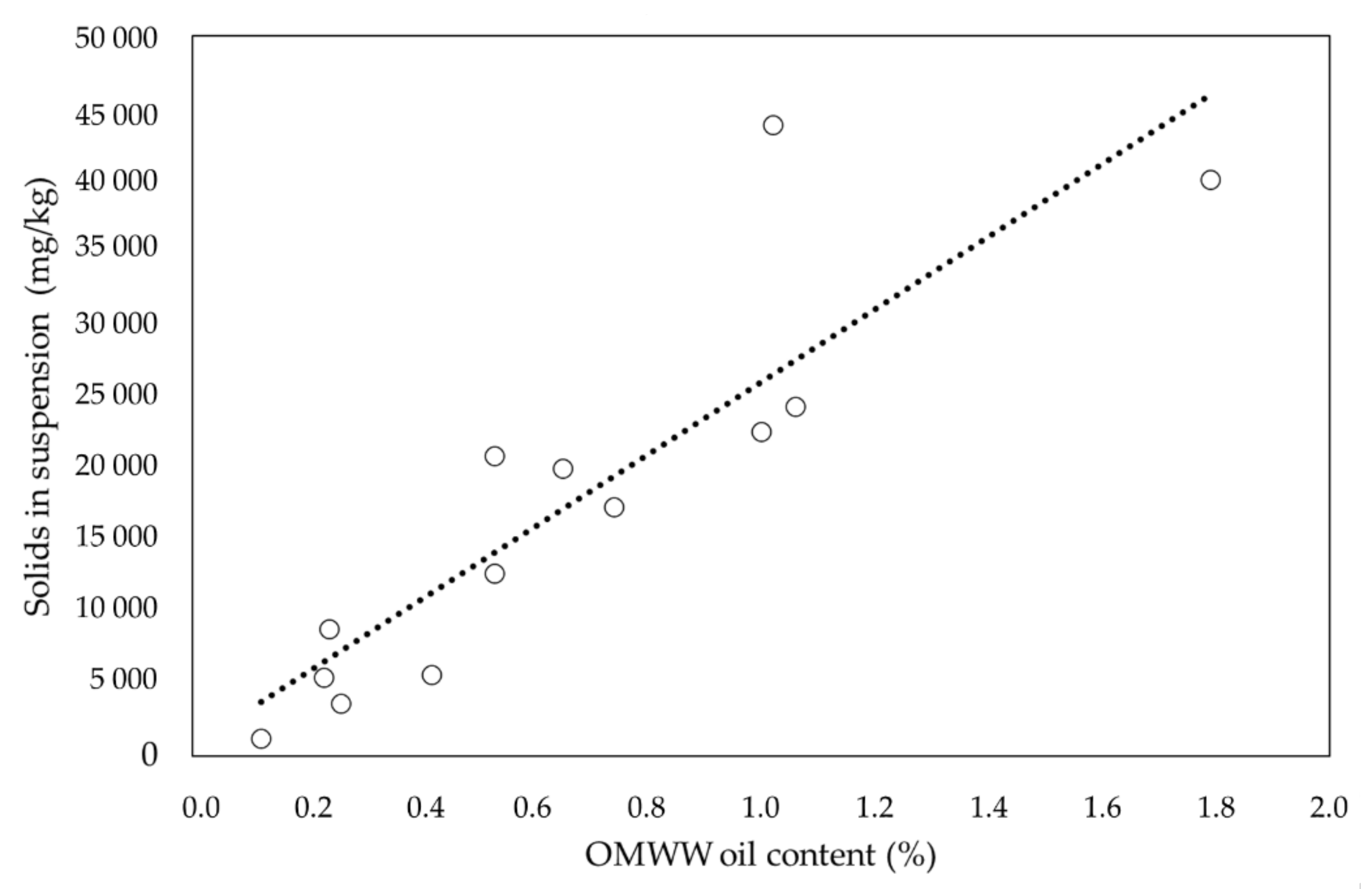
| Fat content (%) | 0.28 ± 0.15 b | 0.99 ± 0.52 a | 0.76 ± 0.24 a |
| Fat loss (L/h) | 1.92 ± 0.36 ab | 3.14 ± 1.31 b | 1.30 ± 0.40 a |
| Total phenols (mg/L gallic acid) | 2154 ± 974 b | 6676 ± 2570 a | 7669 ± 1545 a |
| Phenol loss (kg/h) | 1.52 ± 0.13 ab | 2.12 ± 0.61 a | 1.33 ± 0.31 b |
| Suspended solids (mg/L) | 6358 ± 4492 b | 26 726 ± 15 531 a | 20 210 ± 2648 ab |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Montaño, A.; Redondo-Redondo, S.; Moreno, L.; Zambrano, M. The Oil:Water Ratio in the Vertical Centrifuge Separator and Its Influence in Phenolic Compounds in the Virgin Olive Oil and the Olive Mill Wastewater (Alpechín). AgriEngineering 2024, 6, 318-329. https://doi.org/10.3390/agriengineering6010019
Montaño A, Redondo-Redondo S, Moreno L, Zambrano M. The Oil:Water Ratio in the Vertical Centrifuge Separator and Its Influence in Phenolic Compounds in the Virgin Olive Oil and the Olive Mill Wastewater (Alpechín). AgriEngineering. 2024; 6(1):318-329. https://doi.org/10.3390/agriengineering6010019
Chicago/Turabian StyleMontaño, Alfonso, Sofía Redondo-Redondo, Laura Moreno, and Manuel Zambrano. 2024. "The Oil:Water Ratio in the Vertical Centrifuge Separator and Its Influence in Phenolic Compounds in the Virgin Olive Oil and the Olive Mill Wastewater (Alpechín)" AgriEngineering 6, no. 1: 318-329. https://doi.org/10.3390/agriengineering6010019
APA StyleMontaño, A., Redondo-Redondo, S., Moreno, L., & Zambrano, M. (2024). The Oil:Water Ratio in the Vertical Centrifuge Separator and Its Influence in Phenolic Compounds in the Virgin Olive Oil and the Olive Mill Wastewater (Alpechín). AgriEngineering, 6(1), 318-329. https://doi.org/10.3390/agriengineering6010019