
Fabrication, Properties, and Morphologies of Novel Acacia–Jute Hybrid Polymer Composites

 ,
,  ,
,
Abstract
1. Introduction
2. Materials and Methods
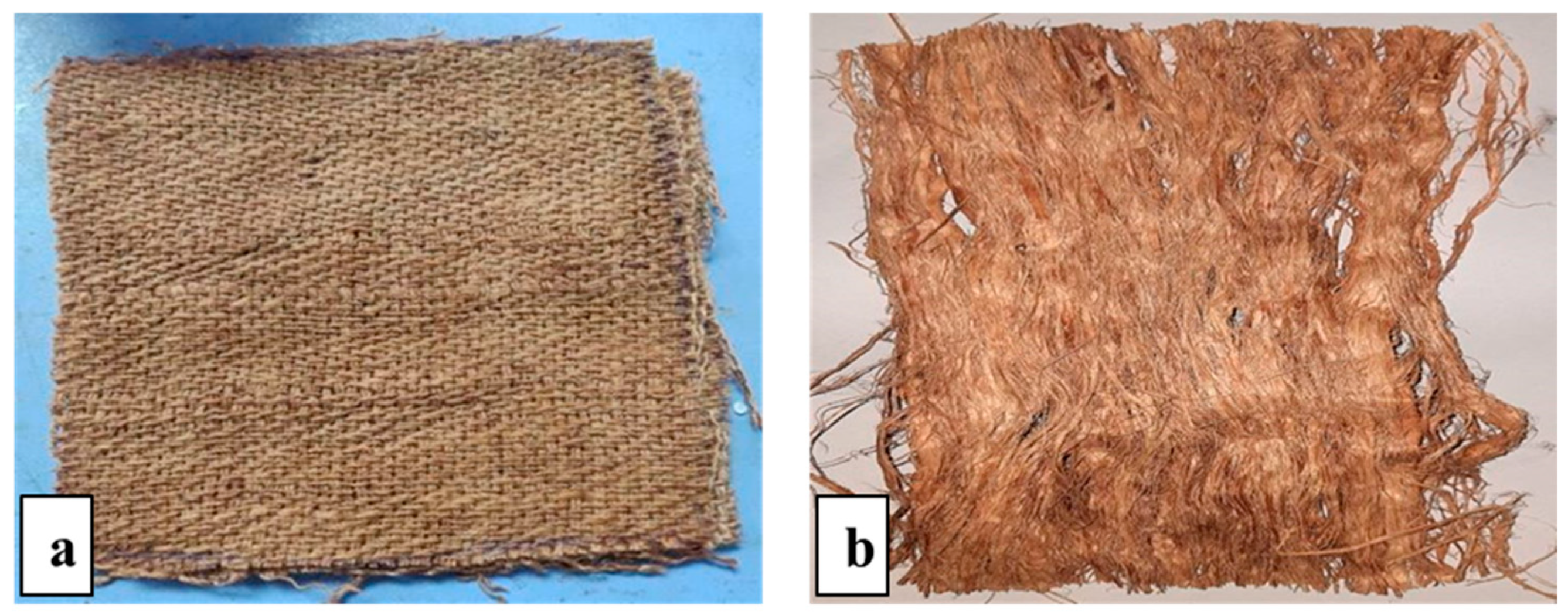
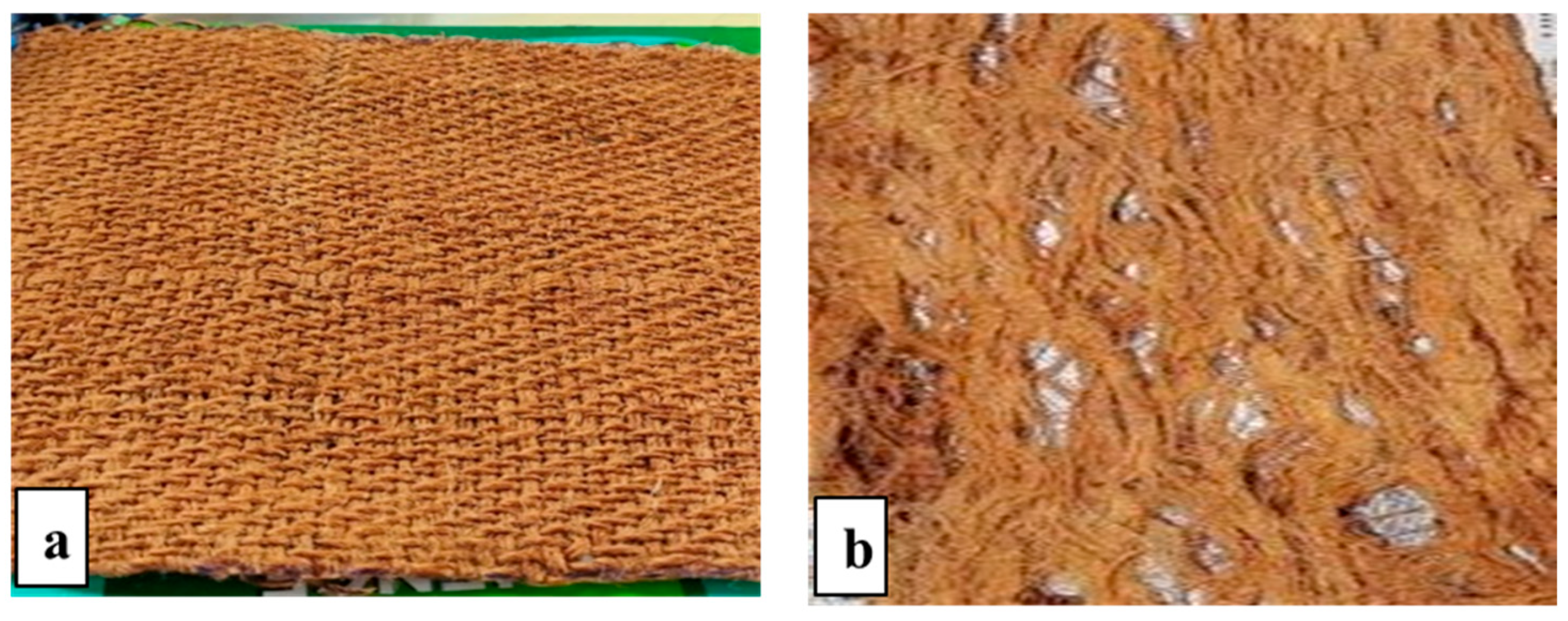
2.1. Materials
2.2. Chemical Treatment
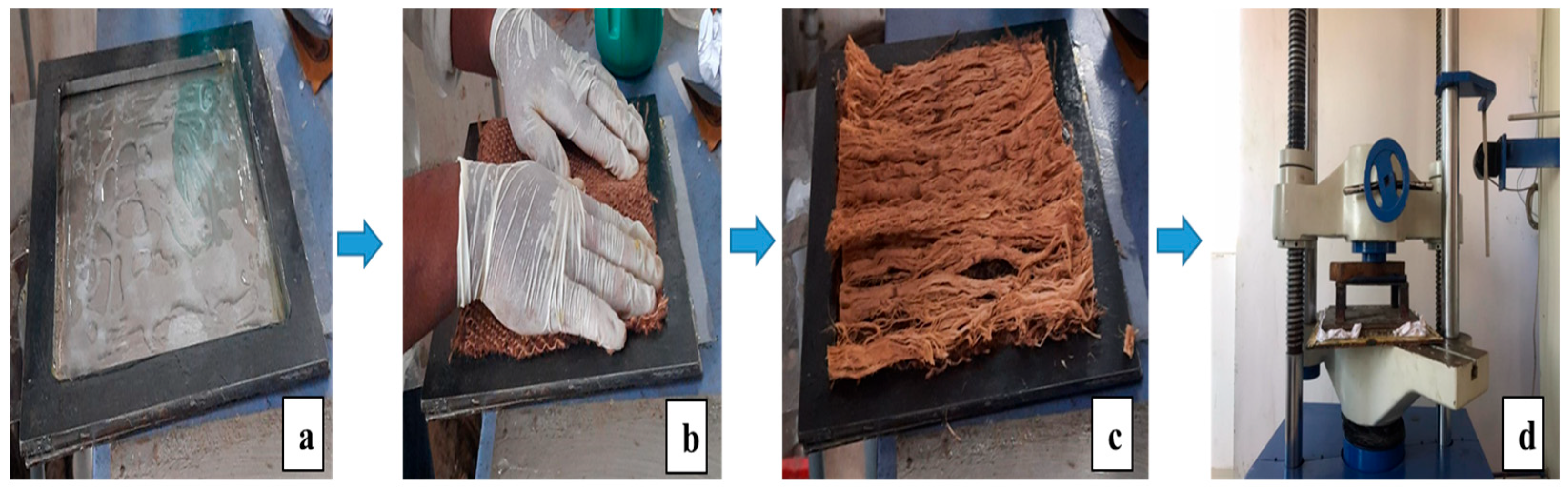
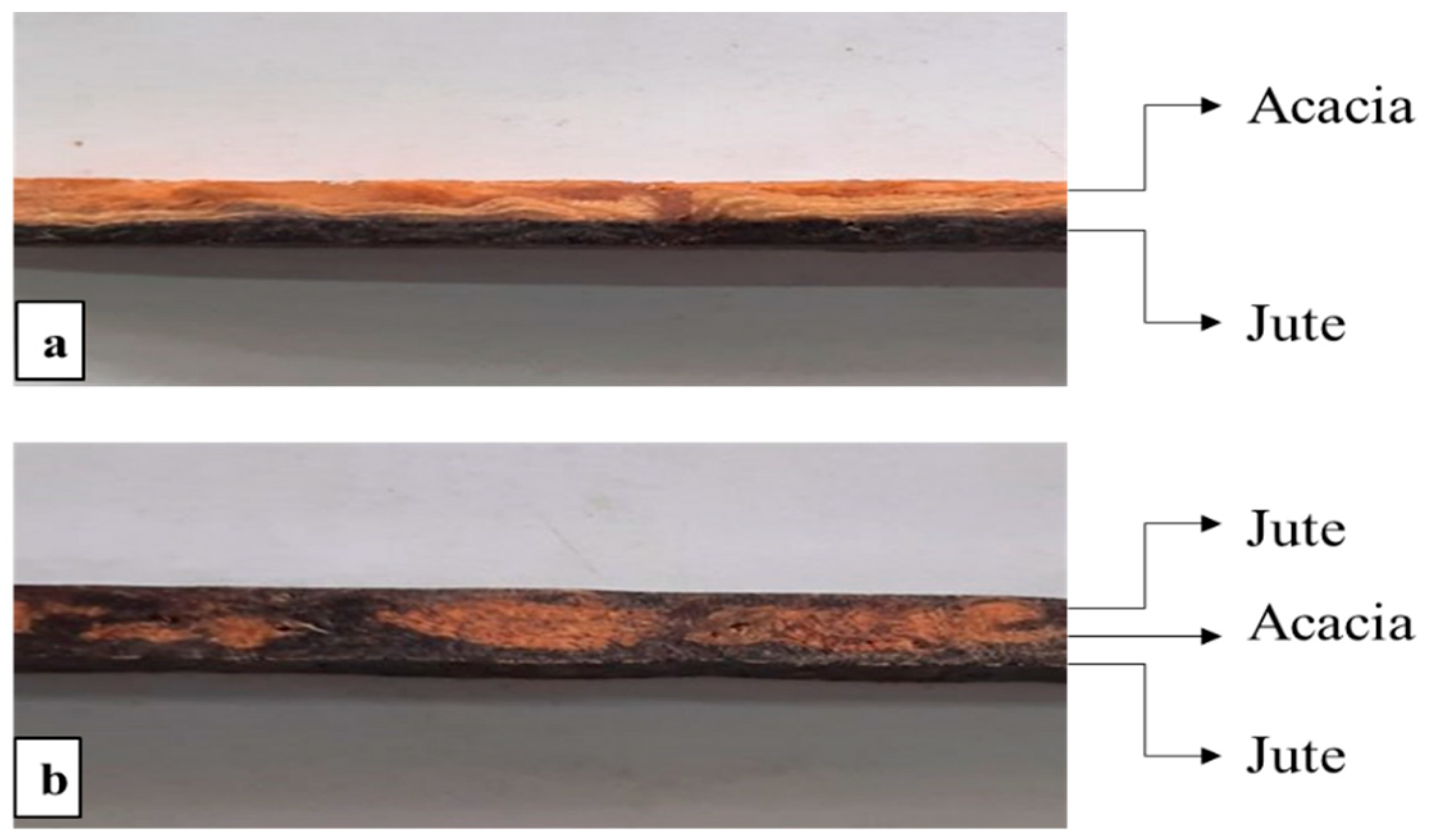
2.3. Fabrication of Jute–Acacia Composites
2.4. Mechanical Testing of Specimens
2.4.1. Tensile Tests
2.4.2. Flexural Tests
2.4.3. Impact Tests
2.4.4. Hardness Tests
2.5. Surface Morphology Analysis
3. Results and Discussion
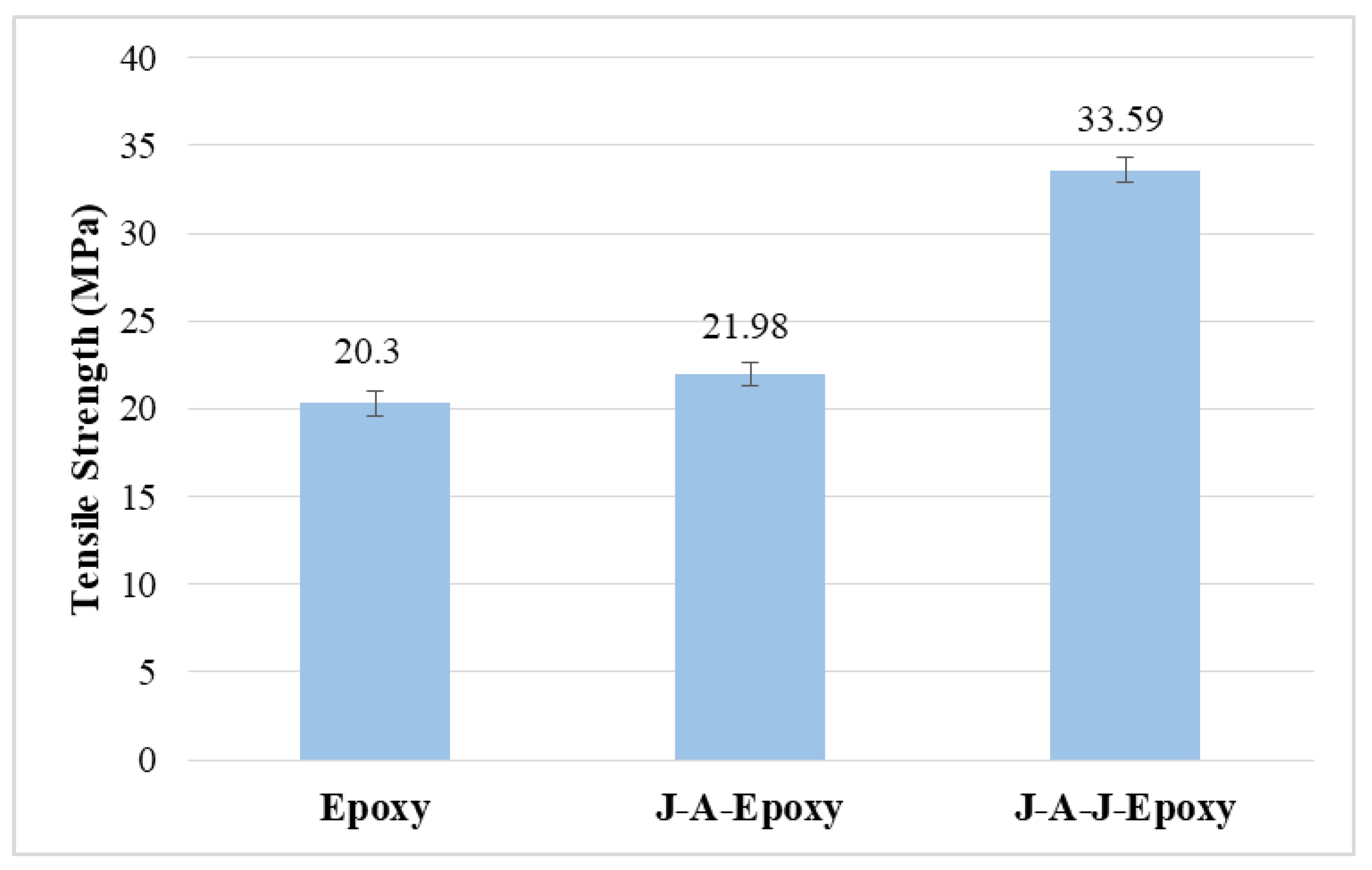
3.1. Tensile Properties
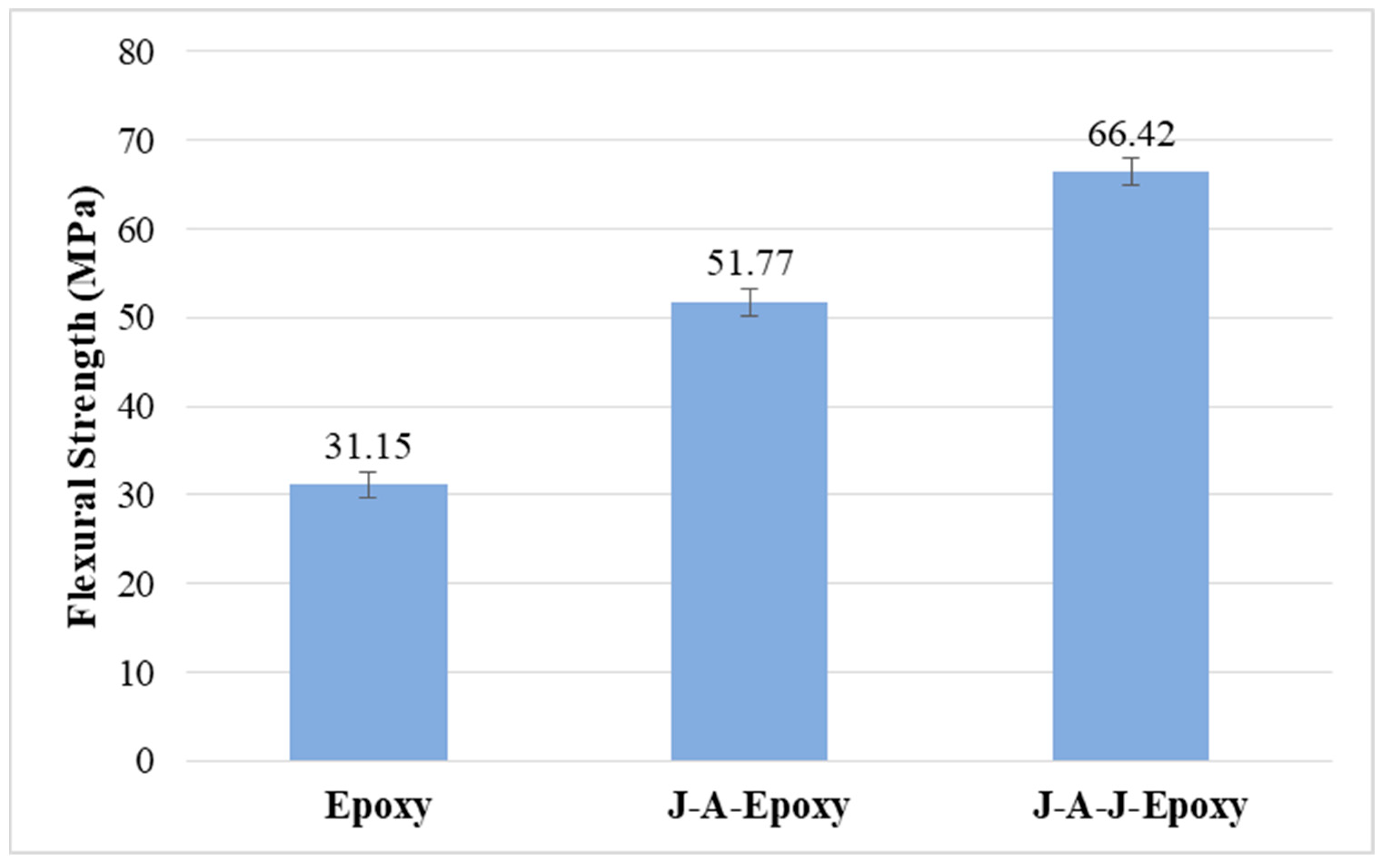
3.2. Flexural Properties
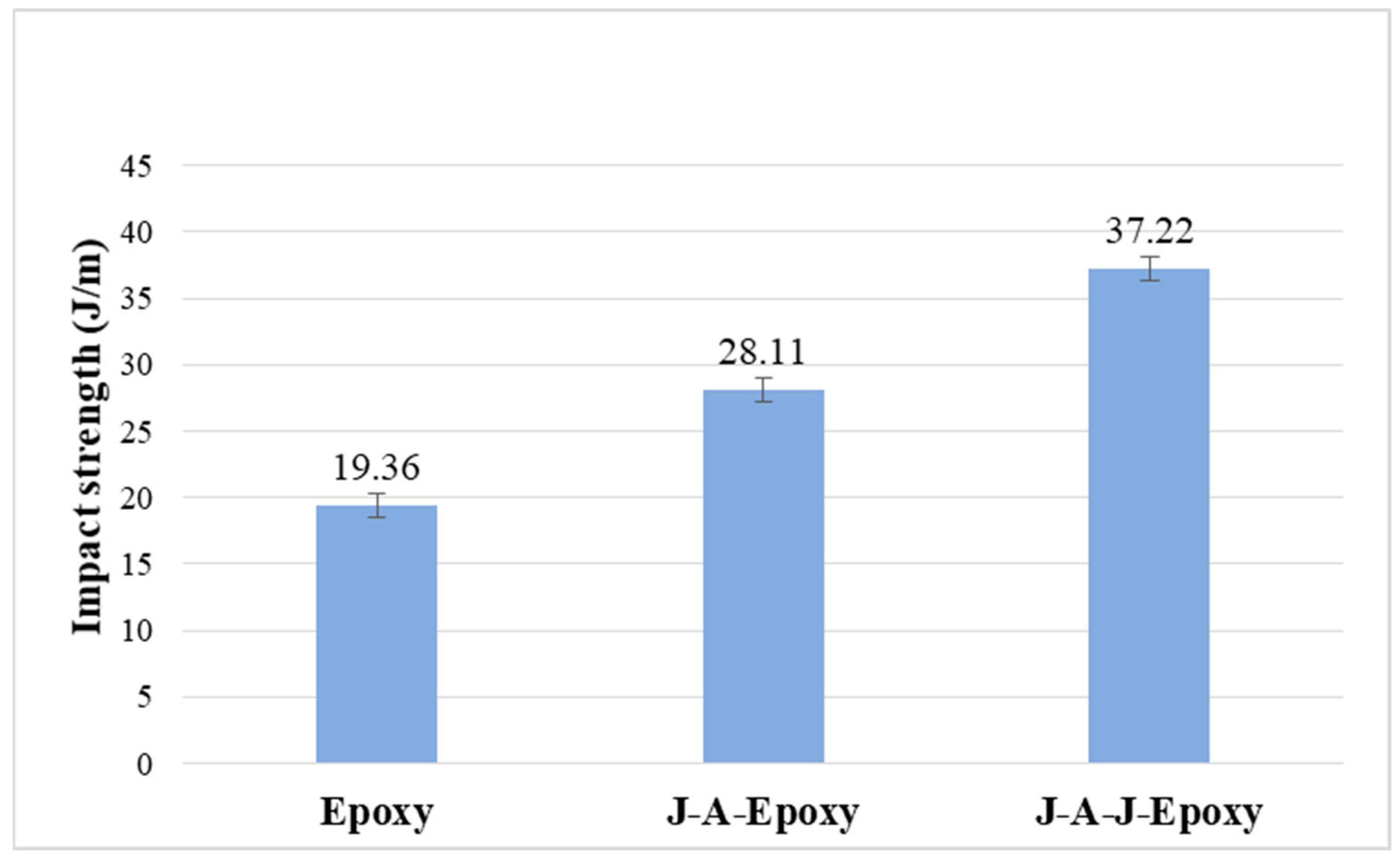
3.3. Impact Properties
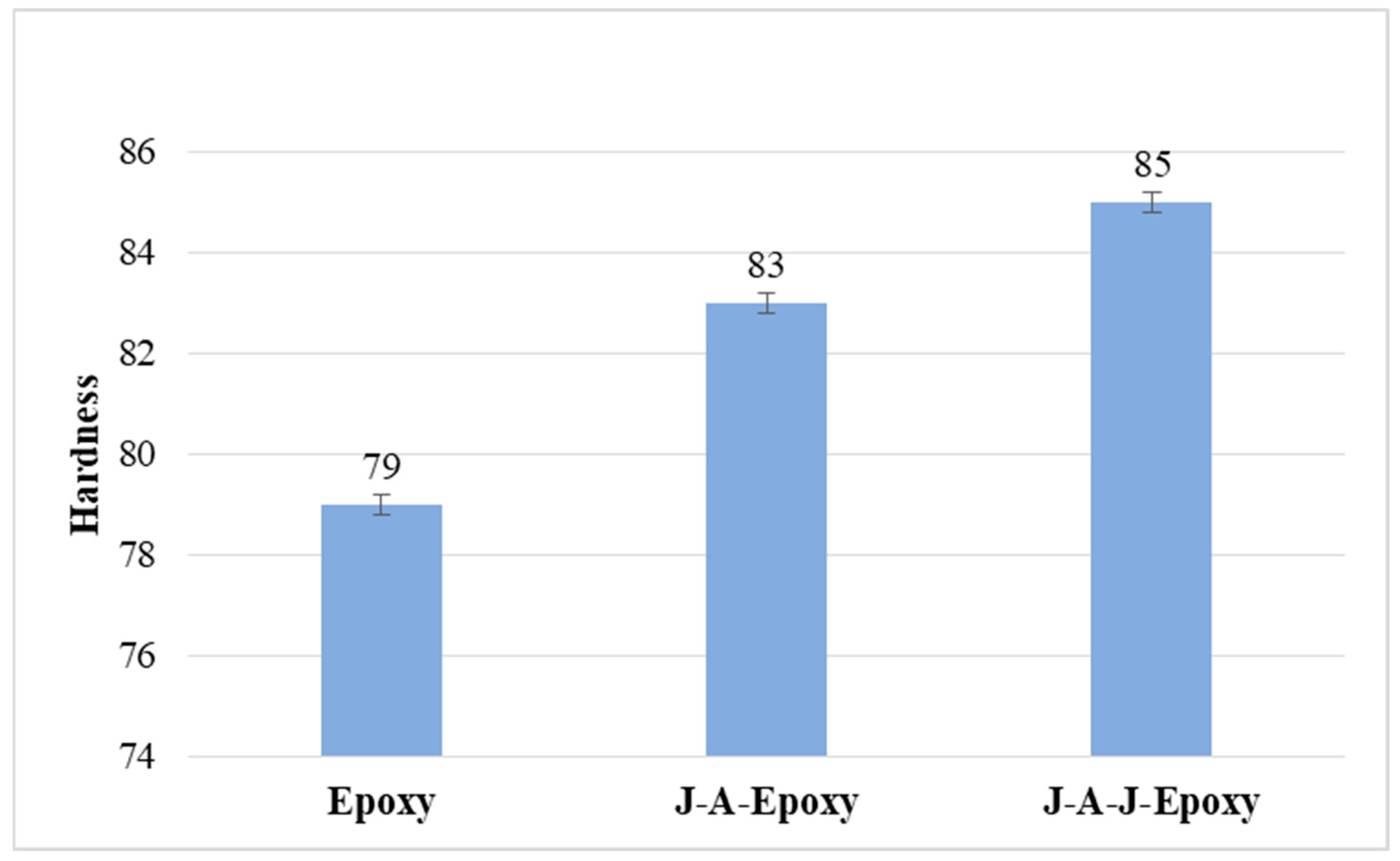
3.4. Hardness Properties
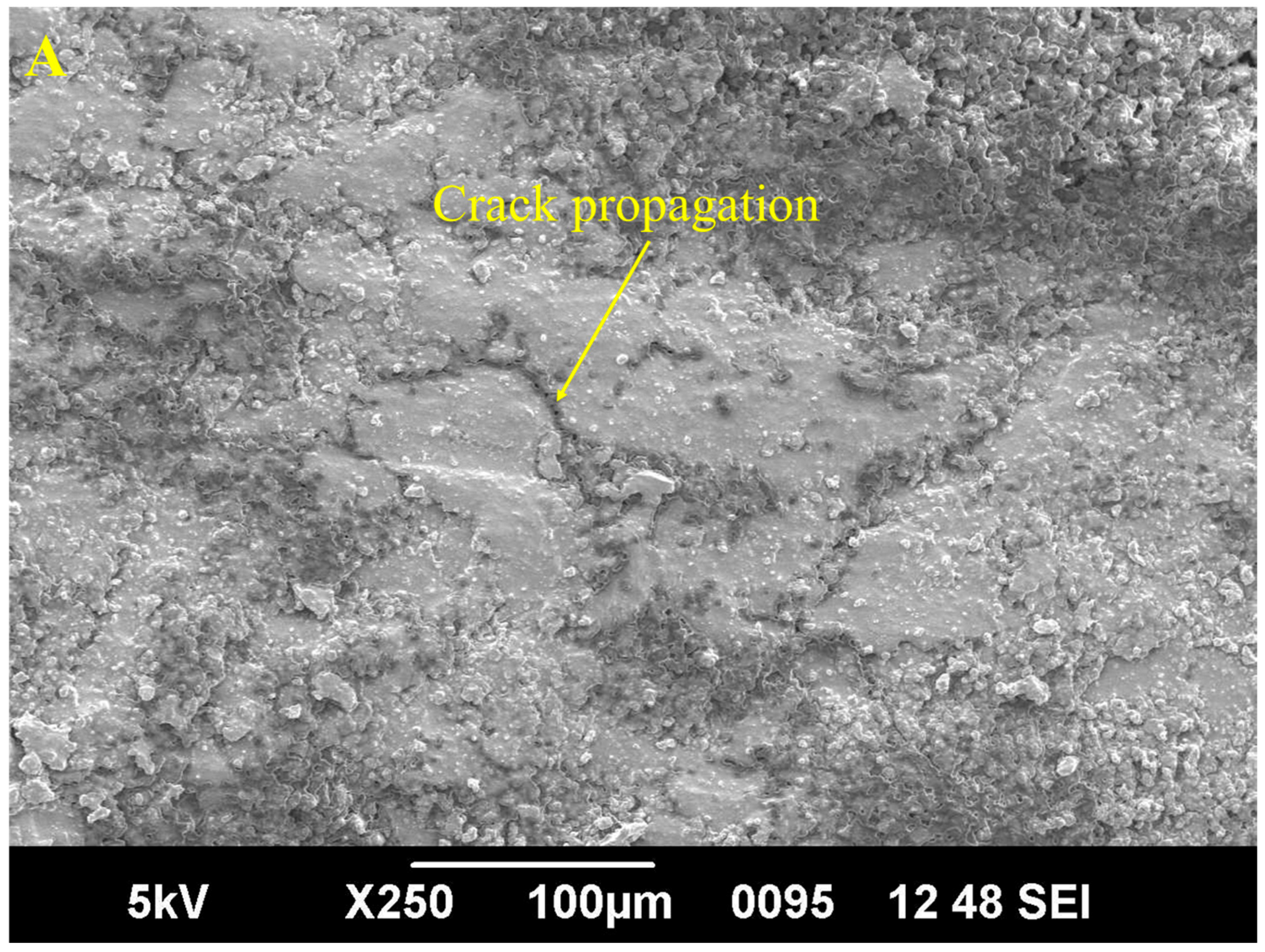
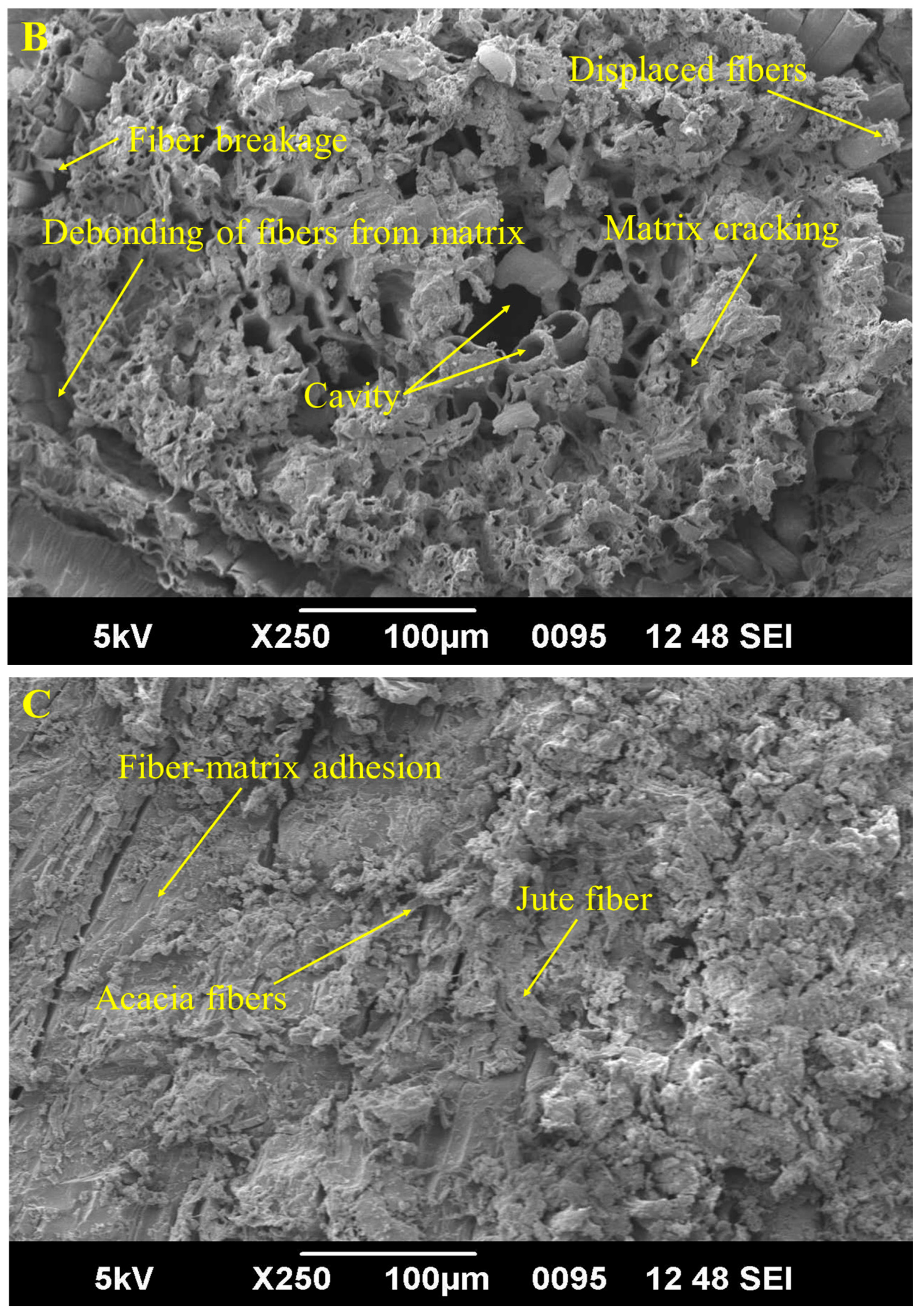
3.5. Morphological Analysis
4. Conclusions
- Compression molding was used to create the innovative sandwich composites of jute and acacia. The specimen J-A-J-Epoxy (sandwich composite) exhibits significant improvement in its tensile, flexural impact, hardness, and morphological characteristics, making it suitable for a wide range of applications.
- According to the results of the tensile strength investigation, the specimen J-A-J-Epoxy has exceptional strength.
- The statistics make it very clear that the specimen J-A-J-Epoxy possesses a flexural strength which is greater than that of the others.
- The outcomes of the impact test demonstrate that the specimen J-A-J-Epoxy had a much greater impact strength.
- The hardness of the specimen J-A-J-Epoxy exceeds the value of the specimens Epoxy and J-A-Epoxy. The increased quantity of fiber layers and layering sequence points to a rise in the hardness of the sample J-A-J-Epoxy. SEM images indicate the absence of significant voids in the specimen J-A-J-Epoxy in contrast to the specimen J-A-Epoxy.
- The SEM analysis demonstrated that the specimen exhibited enhanced structural properties, marked by reduced fiber breakage as well as fiber pull-out, relative to the specimen J-A-J-Epoxy.
- In summary, the research reinforces the potential of jute–acacia–epoxy composites as a sustainable composite. Treatment with NaOH significantly improved the bonding between the jute and acacia fibers, resulting in composites with superior mechanical properties. The excellent characteristics of these composites suggest they are viable alternatives in various engineering applications, especially in structural contexts.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dev, B.; Rahman, A.; Alam, R.; Repon, R.; Nawab, Y. Mapping the Progress in Natural Fiber Reinforced Composites: Preparation, Mechanical Properties, and Applications. Polym. Compos. 2023, 44, 3748–3788. [Google Scholar] [CrossRef]
- Dev, B.; Rahman, M.A.; Tazrin, T.; Islam, M.S.; Datta, A.; Rahman, M.Z. Investigation of Mechanical Properties of Nonwoven Recycled Cotton/PET Fiber-Reinforced Polyester Hybrid Composites. Macromol. Mater. Eng. 2024, 309, 2400020. [Google Scholar] [CrossRef]
- Chowdhury, H.; Saha, A.; Hasan, M.; Haider, J. Effects of Alkaline and Carboxylated Graphene Oxide (CGO) Treatment on Mechanical, Thermal, and Electrical Properties of Jute Fiber-Reinforced Epoxy Composites. J. Compos. Sci. 2025, 9, 104. [Google Scholar] [CrossRef]
- Jeyaguru, S.; Thiagamani, S.M.K.; Siengchin, S.; Subramanian, J.; Ebrahimnezhad-Khaljiri, H.; Sanjay, M.R.; Khan, A.; Abuthakeer, S.S.; Rajesh, S.; Alromaizan, A.N. Effect of Various Weaving Architectures on Mechanical, Vibration and Acoustic Behavior of Kevlar-Hemp Intra-Ply Hybrid Composites. Compos. Part A Appl. Sci. Manuf. 2024, 176, 107845. [Google Scholar] [CrossRef]
- Marichelvam, M.K.; Kumar, C.L.; Kandakodeeswaran, K.; Thangagiri, B.; Saxena, K.K.; Kishore, K.; Kumar, S. Investigation on Mechanical Properties of Novel Natural Fiber-Epoxy Resin Hybrid Composites for Engineering Structural Applications. Case Stud. Constr. Mater. 2023, 19, e02356. [Google Scholar] [CrossRef]
- Shahinur, S.; Hasan, M.; Ahsan, Q.; Haider, J. Effect of Chemical Treatment on Thermal Properties of Jute Fiber Used in Polymer Composites. J. Compos. Sci. 2020, 4, 132. [Google Scholar] [CrossRef]
- Dev, B.; Khan, A.N.; Rahman, M.A.; Siddique, A.B.; Nag, R.K.; Amit, J.A.; Nahid, I.A.; Rahman, Z. Mechanical and Thermal Properties of Unidirectional Jute/Snake Plant Fiber-Reinforced Epoxy Hybrid Composites. Ind. Crops Prod. 2024, 218, 118903. [Google Scholar] [CrossRef]
- Felix Sahayaraj, A.; Muthukrishnan, M.; Ramesh, M. Experimental Investigation on Physical, Mechanical, and Thermal Properties of Jute and Hemp Fibers Reinforced Hybrid Polylactic Acid Composites. Polym. Compos. 2022, 43, 2854–2863. [Google Scholar] [CrossRef]
- Jeyaguru, S.; Thiagamani, S.M.K.; Muthu Kumar, C.; Krishnasamy, S.; Arpitha, G.R.; Mayakannan, S. Erosion Characteristics of Epoxy-Based Jute, Kenaf and Banana Fiber Reinforced Hybrid Composites. Mater. Today Proc. 2022, 64, 6–10. [Google Scholar]
- Kumar, T.S.; Kumar, S.S.; Kumar, L.R. Jute Fibers, Their Composites and Applications. In Plant Fibers, Their Composites, and Applications; Woodhead Publishing: Sawston, UK, 2022; pp. 253–282. [Google Scholar]
- Wang, Y.; Du, T.; Song, P.; Chen, Y. Research on Mechanics and Acoustic Properties of Jute Fiber Composite Material. Heliyon 2024, 10, e16813. [Google Scholar] [CrossRef] [PubMed]
- Natrayan, L.; Kaliappan, S.; Balaji, N.; Mahesh, V. Dynamic Mechanical and Thermal Properties of Polymer-Coated Jute Fibers for Enhanced Automotive Parts; SAE Technical Papers; SAE: Warrendale, PA, USA, 2024. [Google Scholar]
- Dawit, J.B.; Regassa, Y.; Lemu, H.G. Property Characterization of Acacia Tortilis for Natural Fiber Reinforced Polymer Composite. Results Mater. 2020, 5, 100054. [Google Scholar] [CrossRef]
- Arthanarieswaran, V.P.; Kumaravel, A.; Saravanakumar, S.S. Characterization of New Natural Cellulosic Fiber from Acacia Leucophloea Bark. Int. J. Polym. Anal. Charact. 2015, 20, 367–376. [Google Scholar] [CrossRef]
- Vadivel, K.S.; Govindasamy, P. Characterization of Natural Cellulosic Fiber from Treated Acacia Arabica and Pencil Cactus Fiber. Mater. Today Proc. 2021, 46, 3392–3397. [Google Scholar] [CrossRef]
- Marichelvam, M.K.; Manimaran, P.; Verma, A.; Sanjay, M.R.; Siengchin, S.; Kandakodeeswaran, K.; Geetha, M. A Novel Palm Sheath and Sugarcane Bagasse Fiber-Based Hybrid Composites for Automotive Applications: An Experimental Approach. Polym. Compos. 2021, 42, 512–521. [Google Scholar] [CrossRef]
- Wan Busu, W.N.; Anuar, H.; Ahmad, S.H.; Rasid, R.; Jamal, N.A. The Mechanical and Physical Properties of Thermoplastic Natural Rubber Hybrid Composites Reinforced with Hibiscus cannabinus L. and Short Glass Fiber. Polym.-Plast. Technol. Eng. 2010, 49, 1315–1322. [Google Scholar] [CrossRef]
- Gebrekirstos, A.; Teketay, D.; Fetene, M.; Mitlöhner, R. Adaptation of Five Co-Occurring Tree and Shrub Species to Water Stress and Its Implication in Restoration of Degraded Lands. For. Ecol. Manag. 2006, 229, 259–267. [Google Scholar] [CrossRef]
- Davoodi, M.M.; Sapuan, S.M.; Ahmad, D.; Ali, A.; Khalina, A.; Jonoobi, M. Mechanical Properties of Hybrid Kenaf/Glass Reinforced Epoxy Composite for Passenger Car Bumper Beam. Mater. Des. 2010, 31, 4927–4932. [Google Scholar] [CrossRef]
- Dawit, J.B.; Lemu, H.G.; Regassa, Y.; Akessa, A.D. Investigation of the Mechanical Properties of Acacia Tortilis Fiber Reinforced Natural Composite. Mater. Today Proc. 2021, 38, 2953–2958. [Google Scholar] [CrossRef]
- Maiti, S.; Islam, R.; Uddin, M.A.; Afroj, S.; Eichhorn, S.J.; Karim, N. Sustainable Fiber-Reinforced Composites: A Review. Adv. Sustain. Syst. 2022, 6, 2200258. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Madhu, P.; Jawaid, M.; Senthamaraikannan, P.; Senthil, S.; Pradeep, S. Characterization and Properties of Natural Fiber Polymer Composites: A Comprehensive Review. J. Clean. Prod. 2018, 172, 566–581. [Google Scholar] [CrossRef]
- Kocharla, R.P.B.; Bandlamudi, R.K.; Mirza, A.A.; Kolli, M.; Shanmugam, R.; Cheepu, M. Investigation on the Mechanical and Thermal Properties of Jute/Carbon Fiber Hybrid Composites with the Inclusion of Crab Shell Powder. J. Compos. Sci. 2024, 8, 296. [Google Scholar] [CrossRef]
- Athith, D.; Sanjay, M.R.; Gowda, T.G.Y.; Madhu, P.; Arpitha, G.R.; Yogesha, B.; Omri, M.A. Effect of Tungsten Carbide on Mechanical and Tribological Properties of Jute/Sisal/E-Glass Fabrics Reinforced Natural Rubber/Epoxy Composites. J. Ind. Text. 2018, 48, 713–737. [Google Scholar] [CrossRef]
- Murthy, B.R.N.; Harisha, S.R.; Deepak, G.D.; Hiremath, P. Experimental Design and Optimization of Machining-Induced Cutting Force and Its Effect on Surface Roughness during Milling of Fiber-Reinforced Polymer Composites. J. Compos. Sci. 2024, 8, 346. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Siengchin, S.; Parameswaranpillai, J.; Jawaid, M.; Pruncu, C.I.; Khan, A. A Comprehensive Review of Techniques for Natural Fibers as Reinforcement in Composites: Preparation, Processing and Characterization. Carbohydr. Polym. 2019, 207, 108–121. [Google Scholar]
- Ali, A.; Nasir, M.A.; Khalid, M.Y.; Nauman, S.; Shaker, K.; Khushnood, S.; Altaf, K.; Zeeshan, M.; Hussain, A. Experimental and Numerical Characterization of Mechanical Properties of Carbon/Jute Fabric Reinforced Epoxy Hybrid Composites. J. Mech. Sci. Technol. 2019, 33, 4217–4226. [Google Scholar] [CrossRef]
- Beedu, R.N.M.; Beedu, R.; P K, J.; Potti, S.R. Study on Machining Quality in Abrasive Water Jet Machining of Jute-Polymer Composite and Optimization of Process Parameters through Grey Relational Analysis. J. Compos. Sci. 2024, 8, 20. [Google Scholar]
- Kurien, R.A.; Kannan, G.; Kurup, G.B.; Reji, G.S.; Santhosh, A.; Paul, D.; Siengchin, S. Comparative Mechanical and Morphological Characteristics of an Innovative Hybrid Composite of Vetiver and Jute. J. Polym. Res. 2024, 31, 356. [Google Scholar] [CrossRef]
- Prasanthi, P.; Kondapalli, S.B.; Morampudi, N.K.S.R.; Vallabhaneni, V.V.M.; Saxena, K.K.; Mohammed, K.A.; Linul, E.; Prakash, C.; Buddhi, D. Elastic Properties of Jute Fiber Reinforced Polymer Composites with Different Hierarchical Structures. Materials 2022, 15, 7032. [Google Scholar] [CrossRef] [PubMed]
- Murthy, B.R.N.; Makki, E.; Potti, S.R.; Hiremath, A.; Bolar, G.; Giri, J.; Sathish, T. Optimization of Process Parameters to Minimize the Surface Roughness of Abrasive Water Jet Machined Jute/Epoxy Composites for Different Fiber Inclinations. J. Compos. Sci. 2023, 7, 498. [Google Scholar] [CrossRef]
- Hemalatha, C.K.; Venkatachalam, G.; Bhuvaneshwari, M. Investigation of Thermal Conductivity of Prosopis juliflora/Acacia leucophloea/Acacia nilotica Fibers/Ceramic Fillers/Epoxy Composites. Results Eng. 2025, 25, 104225. [Google Scholar] [CrossRef]
- Pachappareddy, C.; Padhy, C.P.; Pendyala, S. An Experimental Investigation on Delamination Factor and Thrust Force Evaluation of Kenaf Fiber and Acacia Concinna Filler Reinforced Epoxy Hybrid Composites. Green Technol. Sustain. 2025, 3, 100164. [Google Scholar] [CrossRef]
- Sheeba, K.J.; Priya, R.K.; Arunachalam, K.P.; Avudaiappan, S.; Flores, E.S.; Kozlov, P. Enhancing Structural, Thermal, and Mechanical Properties of Acacia pennata Natural Fibers through Benzoyl Chloride Treatment for Construction Applications. Case Stud. Constr. Mater. 2023, 19, e02443. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Average Diameter (µm) | Young’s Modulus (GPa) | Tensile Strength (MPa) | Moisture Content (wt.%) | Lignin (wt.%) | Cellulose (wt.%) |
|---|---|---|---|---|---|
| 25–200 | 13.0–26.5 | 393–773 | 1.1 | 11.8 | 64.4 |
| Average Diameter (µm) | Young’s Modulus (GPa) | Tensile Strength (MPa) | Moisture Content (wt.%) | Lignin (wt.%) | Cellulose (wt.%) |
|---|---|---|---|---|---|
| 0.86 | 3.07 | 15.80 | 6.47 | 21.26 | 61.89 |
| Specimen | Type | Material Combination |
|---|---|---|
| Epoxy | Neat | Epoxy (100 wt.%) |
| J-A-Epoxy | Layer by layer | Epoxy (75 wt.%) + Jute (12.5 wt.%) + Acacia (12.5 wt.%) |
| J-A-J-Epoxy | Sandwich | Epoxy (75 wt.%) + Jute (6.25 wt.%) + Acacia (12.5 wt.%) + Jute (6.25 wt.%) |
| Layer | Fiber | Weight Percentage (wt.%) |
|---|---|---|
| 1 | Jute fiber | 12.5 |
| 2 | Acacia fiber | 12.5 |
| Layer | Fiber | Weight Percentage (wt.%) |
|---|---|---|
| 1 | Jute fiber | 6.25 |
| 2 | Acacia fiber | 12.5 |
| 3 | Jute fiber | 6.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kurien, R.A.; Bodaghi, M.; Mathew, N.D.; Paul, M.; Ravi, S.V.; Praveen, P. Fabrication, Properties, and Morphologies of Novel Acacia–Jute Hybrid Polymer Composites. J. Compos. Sci. 2025, 9, 316. https://doi.org/10.3390/jcs9070316
Kurien RA, Bodaghi M, Mathew ND, Paul M, Ravi SV, Praveen P. Fabrication, Properties, and Morphologies of Novel Acacia–Jute Hybrid Polymer Composites. Journal of Composites Science. 2025; 9(7):316. https://doi.org/10.3390/jcs9070316
Chicago/Turabian StyleKurien, Rittin Abraham, Mahdi Bodaghi, Nibish D. Mathew, Mebin Paul, Sooraj V. Ravi, and Pranav Praveen. 2025. "Fabrication, Properties, and Morphologies of Novel Acacia–Jute Hybrid Polymer Composites" Journal of Composites Science 9, no. 7: 316. https://doi.org/10.3390/jcs9070316
APA StyleKurien, R. A., Bodaghi, M., Mathew, N. D., Paul, M., Ravi, S. V., & Praveen, P. (2025). Fabrication, Properties, and Morphologies of Novel Acacia–Jute Hybrid Polymer Composites. Journal of Composites Science, 9(7), 316. https://doi.org/10.3390/jcs9070316