
Utilization of Coal Ash for Production of Refractory Bricks
 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
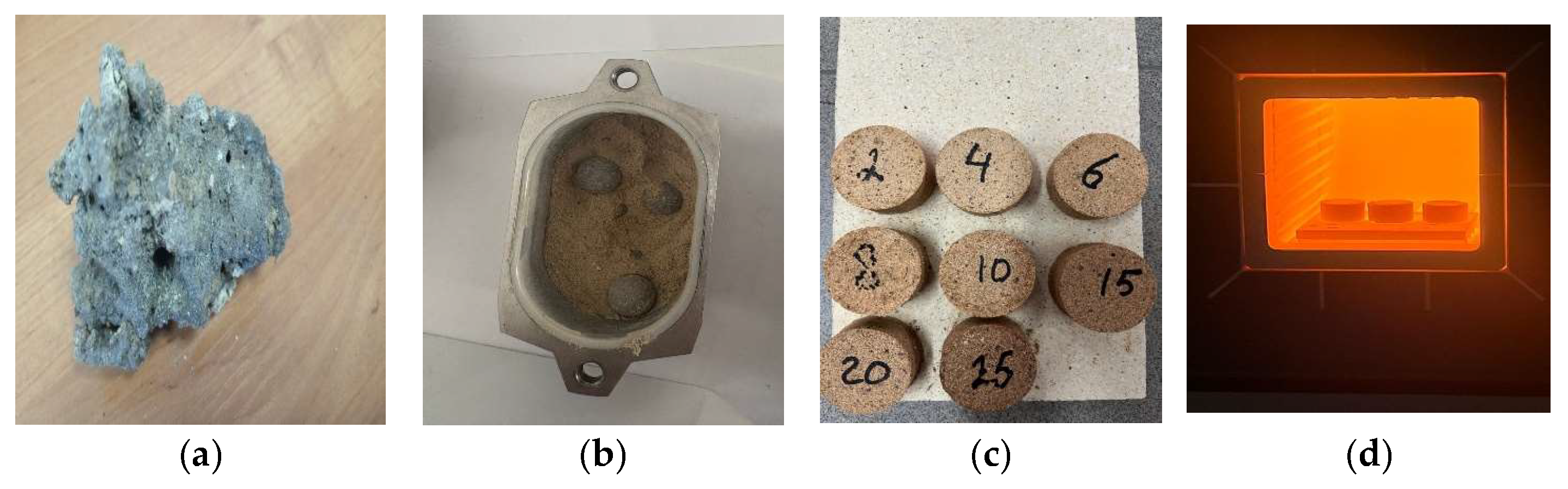
2.1. Sample Preparation
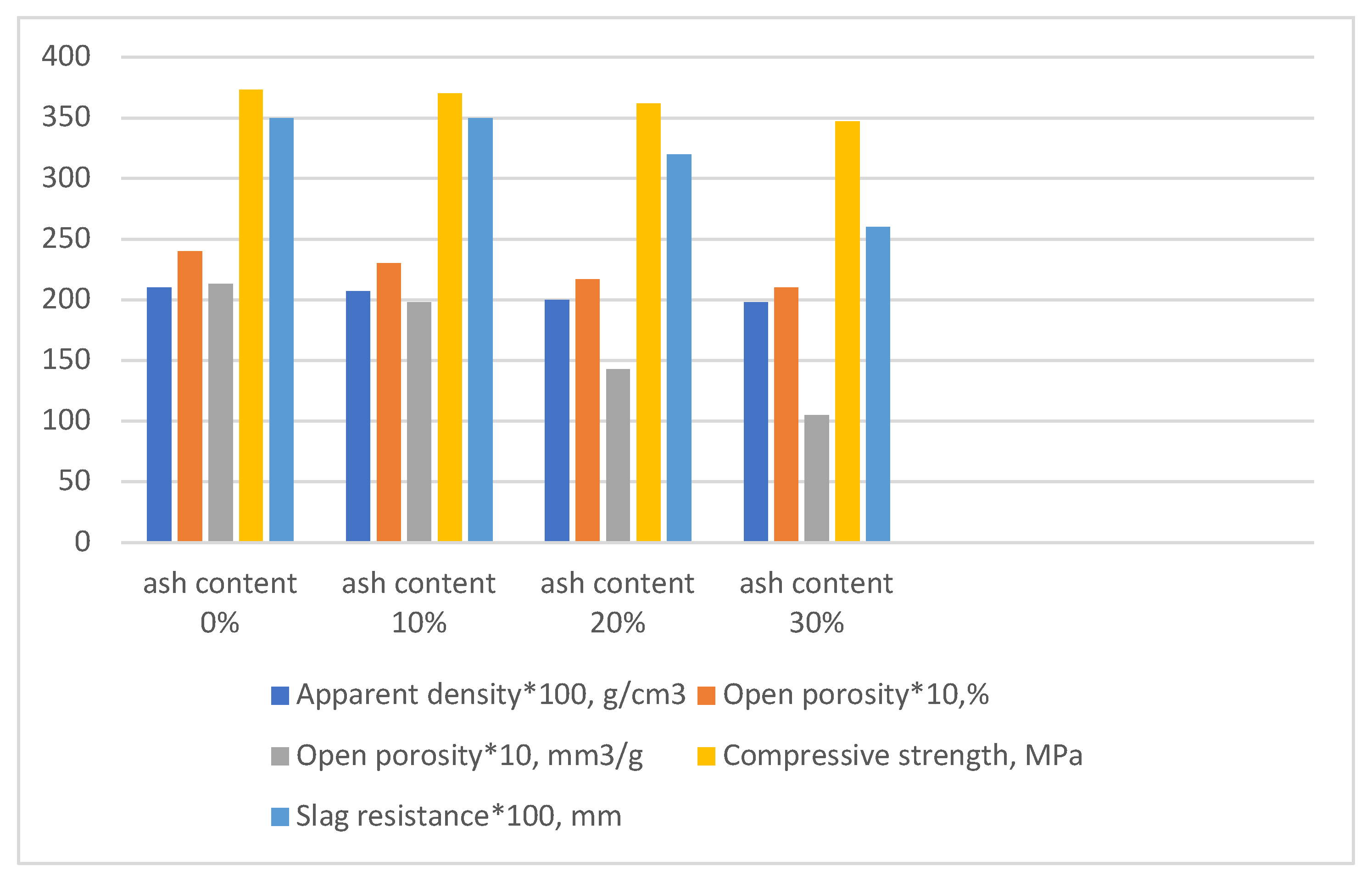
2.2. Study of Sample Properties
- —apparent density, g/cm3
- m—mass of the sample, g
- v—total volume of the sample, including open and closed pores, cm3
- mdry is the mass of the dried sample (g);
- msat.air is the mass of the water-saturated sample measured in air (g);
- msubm is the mass of the saturated sample measured while submerged in liquid (g).
3. Results and Discussion
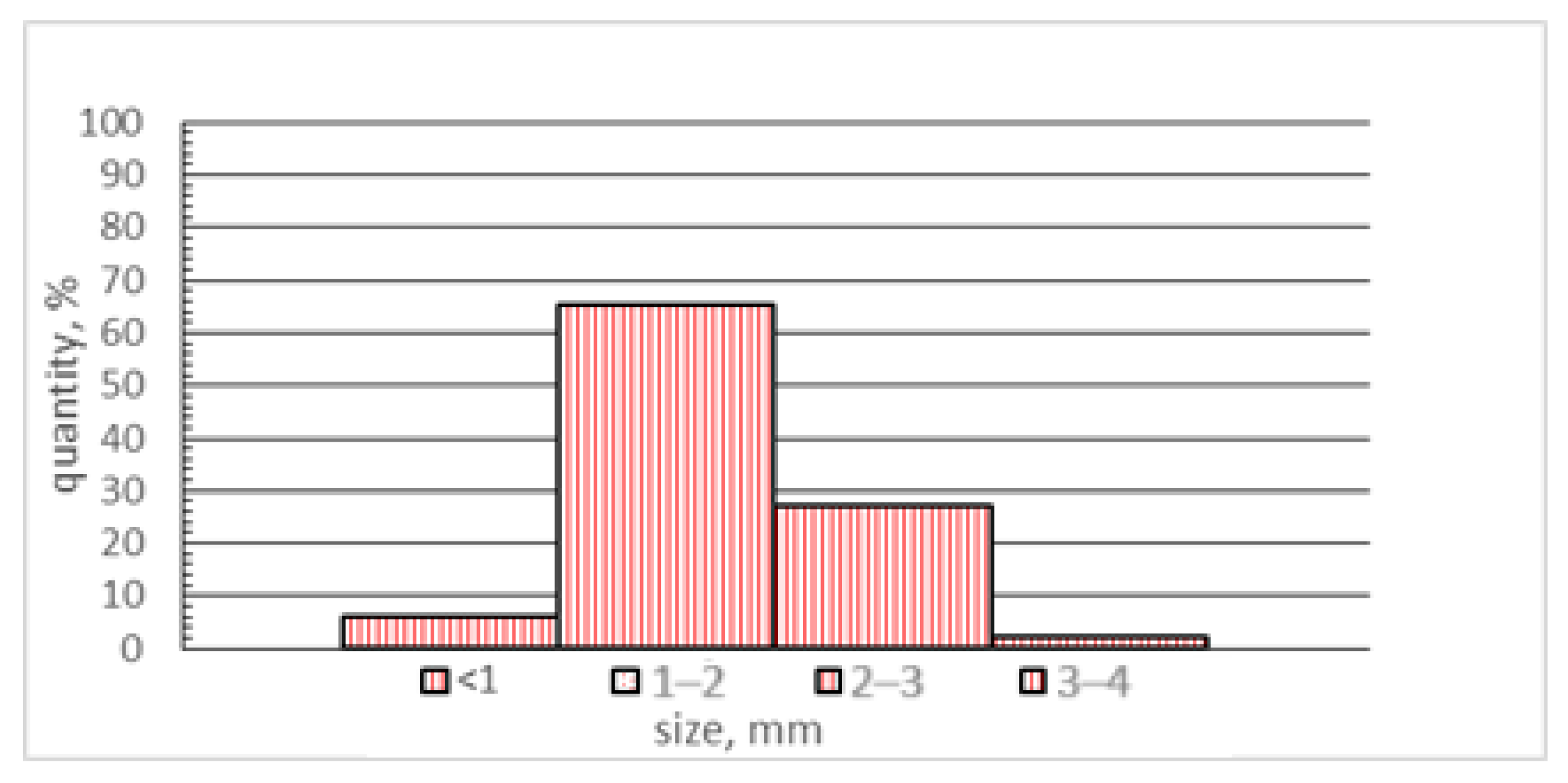
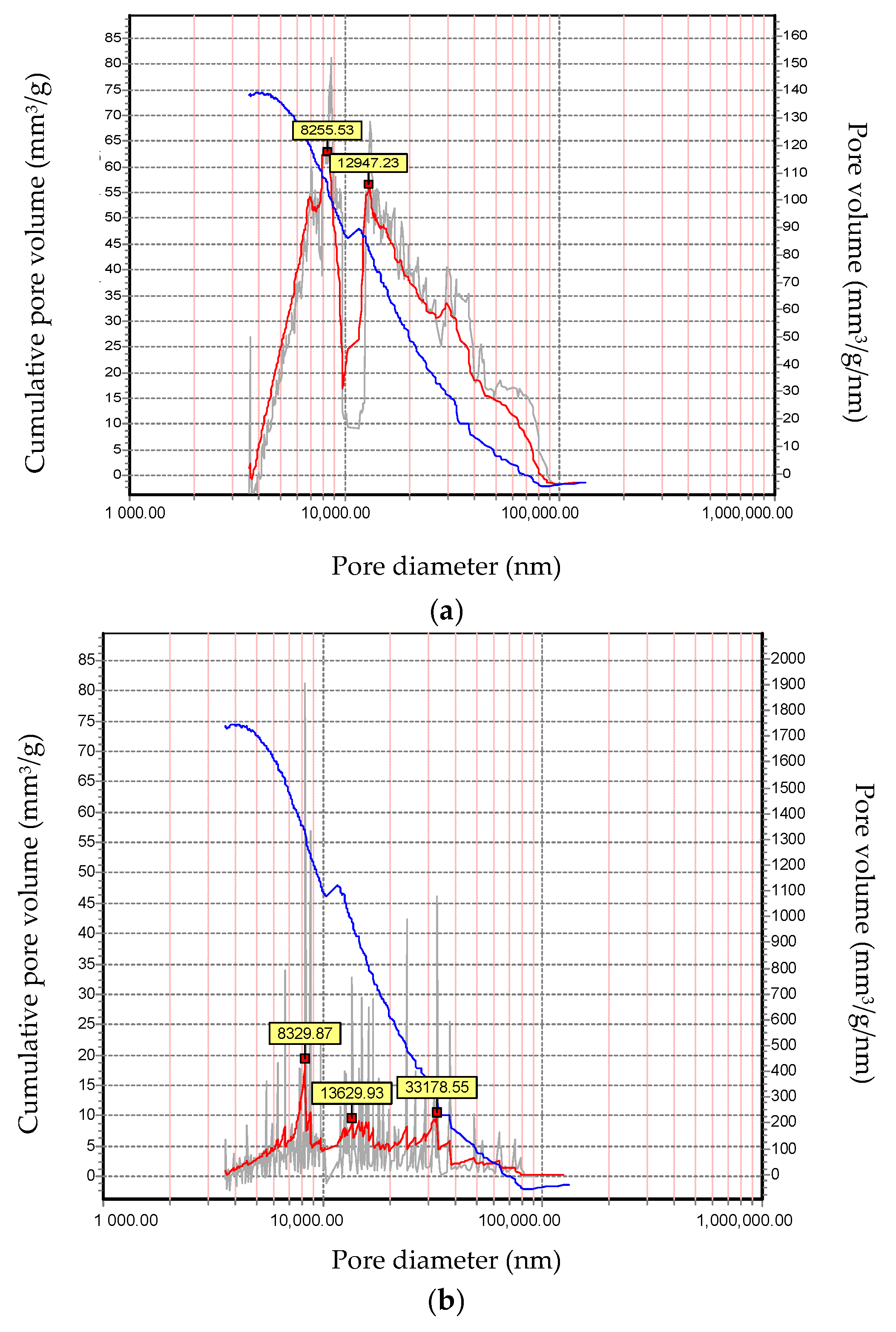
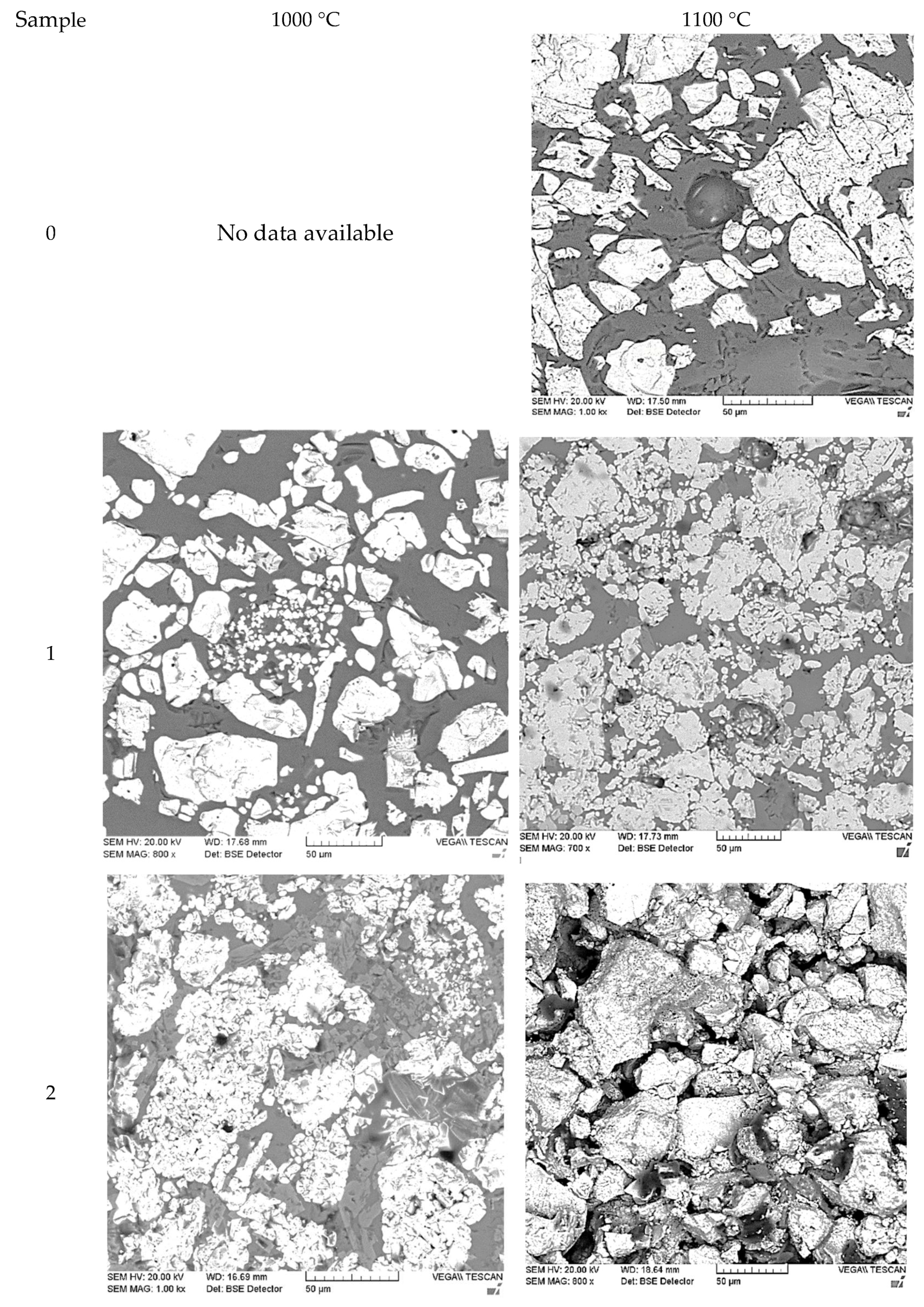
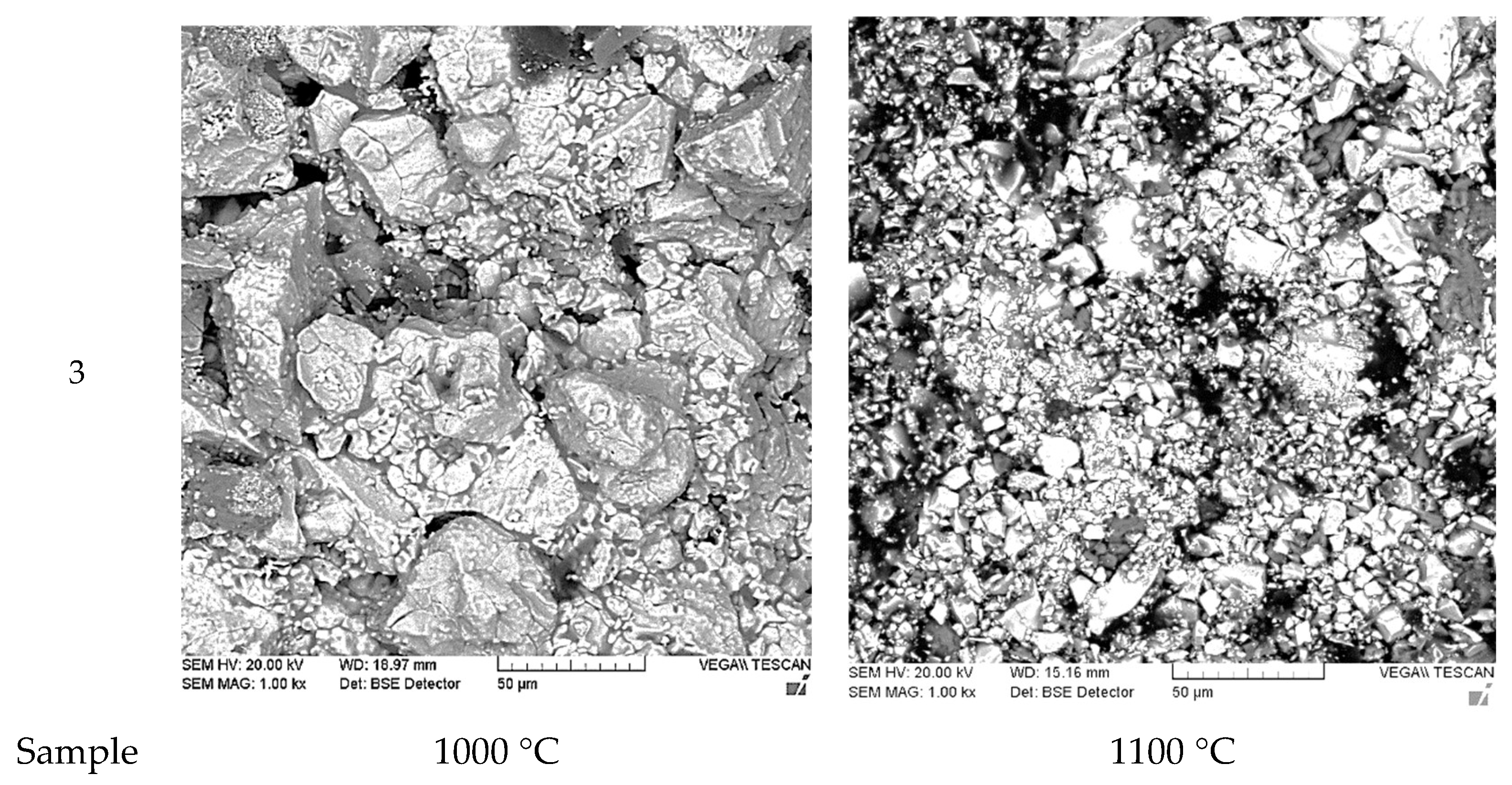
3.1. Pore Structure and Microstructure
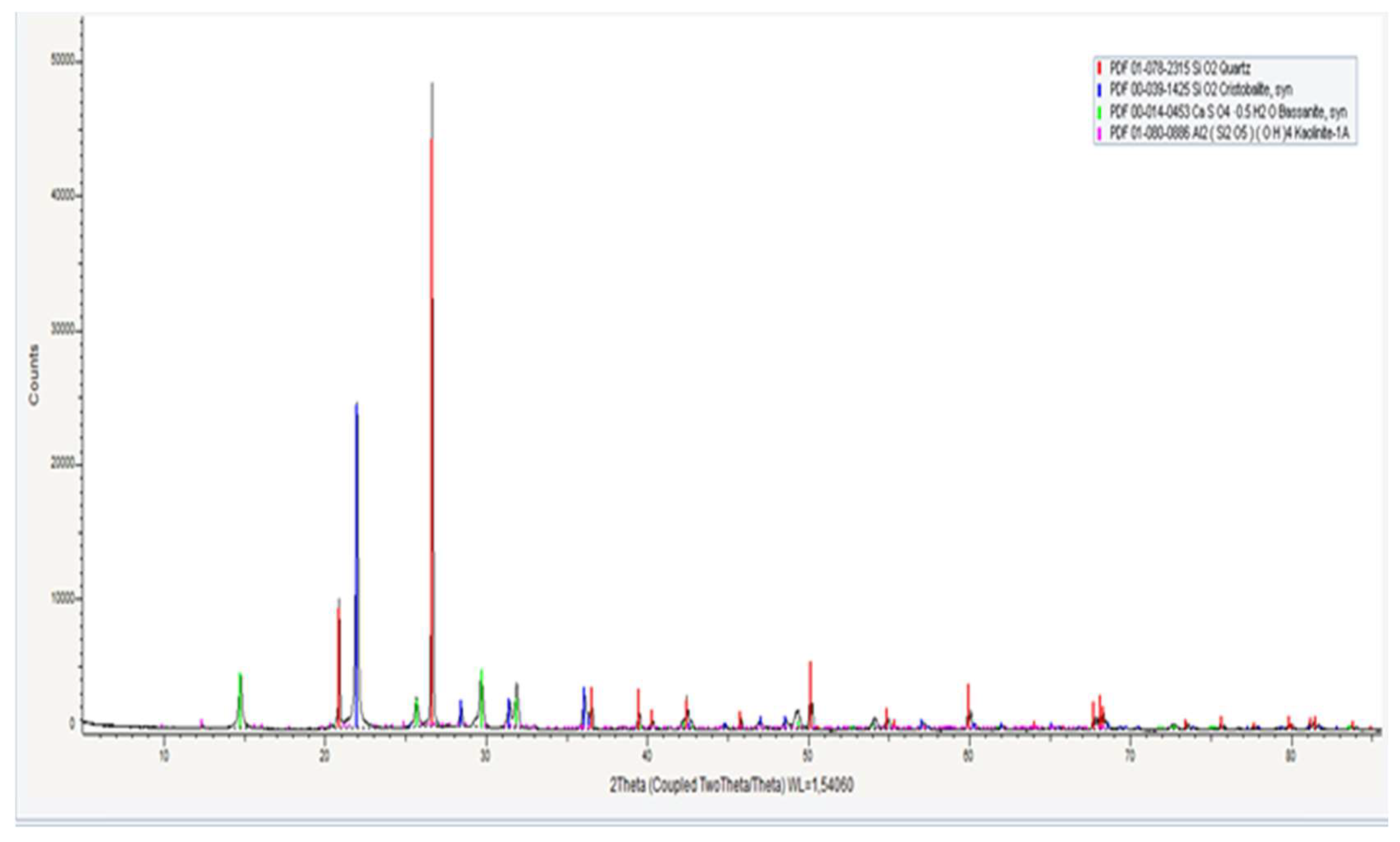
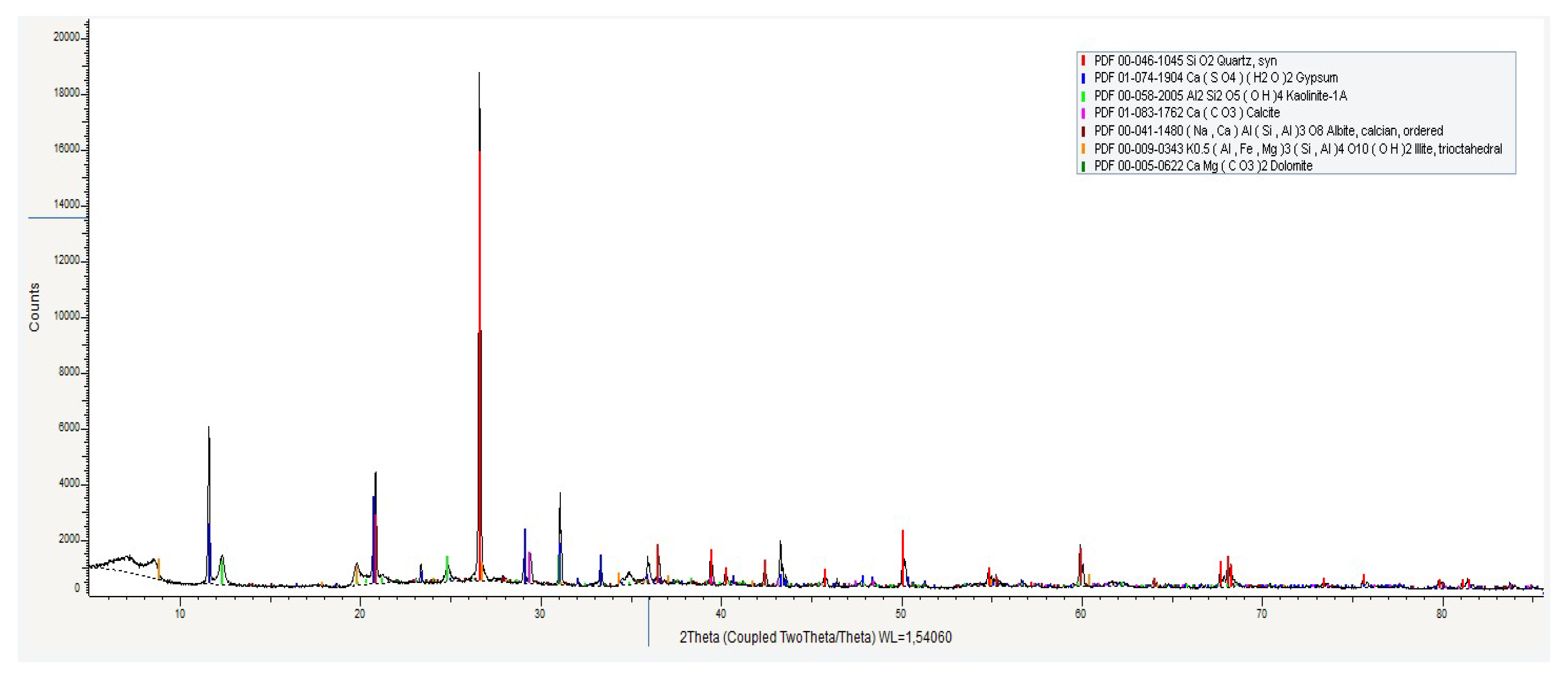
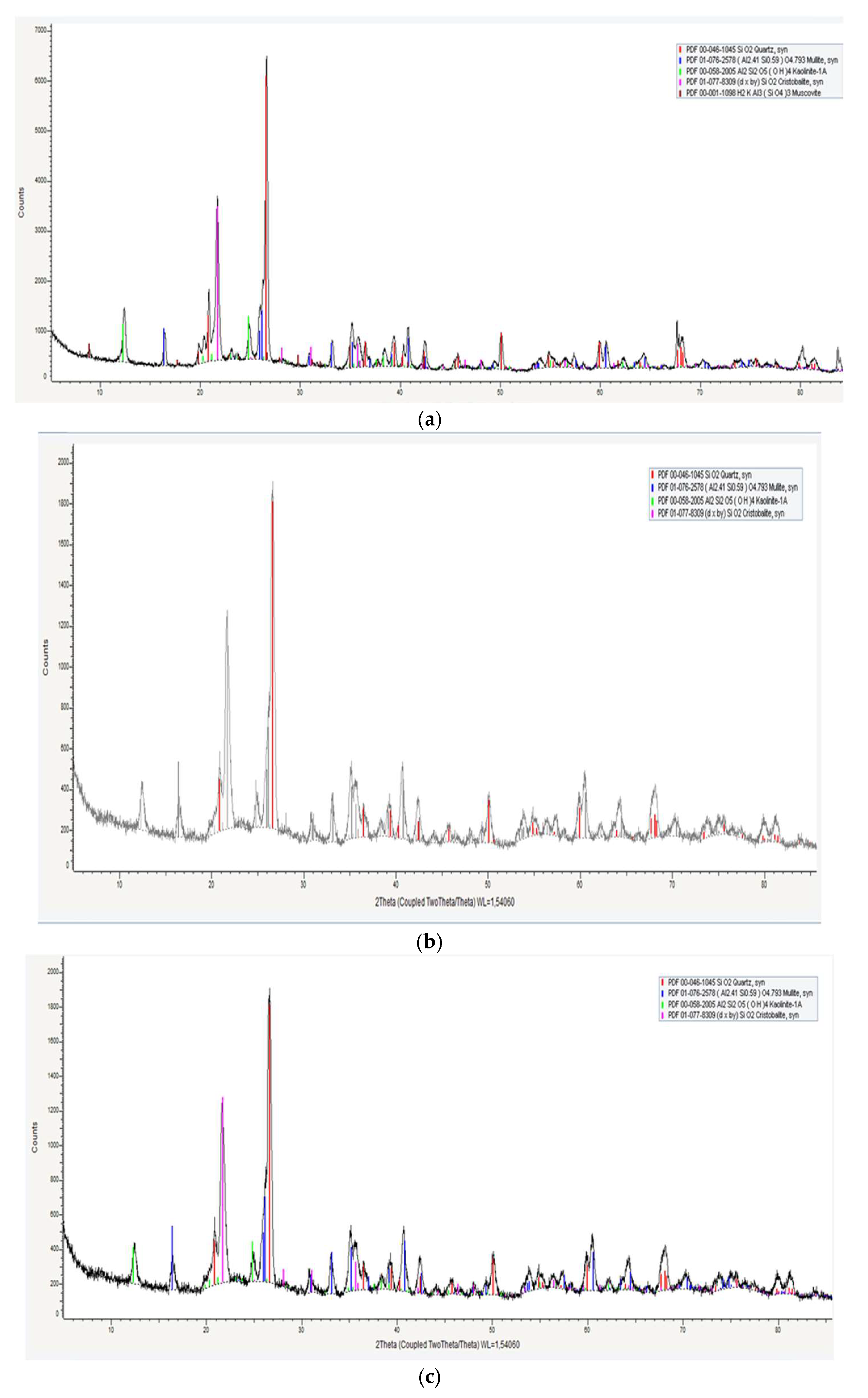
3.2. Phase Composition
3.3. Slag Resistance
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Horckmans, L.; Nielsen, P.; Dierckx, P.; Ducastel, A. Recycling of refractory bricks used in basic steelmaking: A review. Resour. Conserv. Recycl. 2019, 140, 297–304. [Google Scholar] [CrossRef]
- Xiao, R.; Nie, Q.; He, J.; Lu, H.; Shen, Z.; Huang, B. Utilizing lowly-reactive coal gasification fly ash (CGFA) to stabilize aggregate bases. J. Clean. Prod. 2022, 10, 133320. [Google Scholar] [CrossRef]
- Aineto, M.; Acosta, A.; Iglesias, I. The role of a coal gasification fly ash as clay additive in building ceramic. J. Eur. Ceram. Soc. 2006, 26, 3783–3787. [Google Scholar]
- Chargui, F.; Hamidouche, M.; Belhouchet, H.; Jorand, Y.; Doufnoune, R.; Fantozzi, G. Mullite Fabrication from Natural Kaolin and Aluminium Slag. Bol. Soc. Esp. Cerám. Vidr. 2018, 57, 169–177. [Google Scholar]
- Sembiring, S.; Simanjuntak, W.; Situmeang, R.; Riyanto, A.; Junaidi, J. Structural and Physical Properties of Refractory Cordierite Precursors Prepared from Rice Husk Silica with different MgO Addition. Ceram.-Silik. 2018, 62, 163–172. [Google Scholar] [CrossRef]
- Sultana, P.; Das, S.; Bhattacharya, A.; Basu, R.; Nandy, P. Mullite Formation in Coal Fly Ash is Facilitated by the Incorporation of Magnesium Oxide. Rev. Adv. Mater. Sci. 2011, 27, 69–74. [Google Scholar]
- Lemougna, P.N.; MacKenzie, K.J.; Melo, U.C. Synthesis and thermal Properties of Inorganic Polymers (Geopolymers) for Structural and Refractory Applications from Volcanic Ash. Ceram. Int. 2011, 37, 3011–3018. [Google Scholar]
- Kim, M.; Ko, H.; Kwon, T.; Bae, H.-C.; Jang, H.; Heo, B.-U.; Park, S.-M. Development of novel refractory ceramic continuous fibers of fly ash and comparison of mechanical properties with those of E-glass fibers using the Weibull distribution. Ceram. Int. 2020, 46, 13255–13262. [Google Scholar]
- Debnath, N.K.; Boga, S.; Singh, A.; Majhi, M.R.; Singh, V.K. Fabrication of low to high duty fireclay refractory bricks from lignite fly ash. Ceram. Int. 2022, 48, 12152–12160. [Google Scholar]
- Hassan, S.B.; Aigbodion, V.S. Effect coal ash on some refractory properties of alumino-silicate (Kankara) clay for furnace lining. Egypt. J. Basic Appl. Sci. 2014, 1, 107–114. [Google Scholar]
- Leiva, C.; Arenas, C.; Alonso-Farina, B.; Vilches, L.F.; Peceño, B.; Rodriguez-Galan, M.; Baena, F. Characteristics of fired bricks with co-combustion fly ashes. J. Build. Eng. 2016, 5, 114–118. [Google Scholar]
- Debnath, N.; Acharya, V.; Jangu, S.; Singh, P.; Majhi, M.R.; Singh, V.K. Characterization of fly ash solid-waste for low-cost insulation refractory bricks. Mater. Proc. 2021, 47, 1598–1600. [Google Scholar]
- Zhang, C.; Fu, J.; Song, W. Mechanical model and strength development evolution of high content fly ash–cement grouting material. Constr. Build. Mater. 2023, 398, 132492. [Google Scholar]
- Kurda, R.; Silvestre, J.D.; Brito, J. Toxicity and environmental and economic performance of fly ash and recycled concrete aggregates use in concrete: A review. Helyion 2018, 4, 4. [Google Scholar]
- Sarkar, R.; Mallick, M. Formation and Densification of Mullite through Solid-Oxide Reaction Technique Using Commercial-Grade Raw Materials. Bull. Mater. Sci. 2018, 41, 31. [Google Scholar]
- Cividanes, L.S.; Campos, T.M.; Rodrigues, L.A.; Brunelli, D.D.; Thim, G.P. Review of Mullite Synthesis Routes by Sol–Gel Method. J. Sol-Gel Sci. Technol. 2010, 55, 111–125. [Google Scholar]
- Suriyanarayanan, N.; Nithin, K.K.; Bernardo, E. Mullite Glass Ceramics Production from Coal Ash and Alumina by High Temperature Plasma. J. Non-Oxide Glas. 2009, 1, 247–260. [Google Scholar]
- Sadik, C.; Amrani, I.-E.E.; Albizane, A. Processing and Characterization of Alumina–Mullite Ceramics. J. Asian Ceram. Soc. 2014, 2, 310–316. [Google Scholar]
- Khatim, O.; Nguyen, T.; Amamra, M.; Museur, L.; Khodan, A.; Kanaev, A. Synthesis and Photoluminescence Properties of Nanostructured Mullite/α-Al2O3. Acta Mater. 2014, 71, 108–116. [Google Scholar] [CrossRef]
- Sultana, P.; Das, S.; Bagchi, B.; Bhattacharya, A.; Basu, R.; Nandy, P. Effect of Size of Fly Ash Particle on Enhancement of Mullite Content and Glass Formation. Bull. Mater. Sci. 2011, 34, 1663–1670. [Google Scholar]
- GOST 390-96; Fireclay and Semiacidic Refractory Products of General-Purpose and Mass Production. Publishing House of Standards: Minsk, Belarus, 1997; Semi-Acid Products.
- The National Encyclopedia; Kazakh Encyclopedias Limited Liability Partnership: Nur-Sultan, Kazakhstan, 2005; Volume 3, p. 530.
- Sánchez-Soto, P.J.; García-Garzón, V.; Martínez-Martínez, S.; Pérez-Villarejo, L.; Sánchez-Garrido, J.A.; Garzón, E. Influence of features and firing temperature on the ceramic properties and phase evolution of raw kaolins. Constr. Build. Mater. 2025, 466, 140215. [Google Scholar]
- Platov, Y.T.; Platova, R.A.; Molodkina, P.G. The use of IR spectrum decomposition in the analysis of structural and phase transformations of kaolinite. J. Appl. Spectrosc. 2020, 6, 897–904. [Google Scholar]
- Lamberov, A.; Sitnikova, E.; Abdulganeeva, A. Kinetic features of phase transformation of kaolinite into metakaolinite for kaolin clays from different deposits. Russ. J. Appl. Chem. 2012, 85, 892–897. [Google Scholar]
- Xue, H.; Dong, X.; Fan, Y.; Ma, X.; Yao, S. Study of Structural Transformation and Chemical Reactivity of Kaolinite-Based High Ash Slime during Calcination. Minerals 2023, 13, 466. [Google Scholar] [CrossRef]
- GOST 4071.1-2021; Refractory Products with Less Than 45% True Porosity. Method for Determination of Compressive Strength at Room Temperature. Federal Agency for Technical Regulation and Metrology: Moscow, Russia, 2021.
- GOST 2409-2014; Refractories. Method for Determination of Bulk Density, Apparent and True Porosity, Water Absorption. Federal Agency for Technical Regulation and Metrology: Moscow, Russia, 2014.
- Chousidis, N.; Ioannou, I.; Rakanta, E.; Koutsodontis, C.; Batis, G. Effect of fly ash chemical composition on the reinforcement corrosion, thermal diffusion and strength of blended cement concretes. Constr. Build. Mater. 2016, 126, 86–97. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component Content, % | SiO2 | Al2O3 | Fe2O3 | TiO2 | MgO | CaO | V2O₅ | K2O | Na2O | C | Other Comp. |
|---|---|---|---|---|---|---|---|---|---|---|---|
| fireclay brick | 77.2 | 18.3 | 0.53 | 1.2 | - | - | - | 0.5 | 0.6 | - | residue |
| ash | 67.5 | 4.9 | 5.6 | 4.02 | 3.1 | 0.6 | 0.4 | 2.2 | 0.9 | 2.3 | residue |
| clay | 46.3 | 29.7 | 0.5 | 5.4 | 5.8 | - | - | 3.7 | 2.1 | - | residue |
| Mineral | Chemical Composition | Content |
|---|---|---|
| Quartz | SiO2 | 41.2% |
| Cristobalite | SiO2 | 35.4% |
| Kaolinite | Al4[Si4O10](OH)8 | 0.6% |
| Bassanite | CaSO4·0.5H2O | 22.9% |
| Mineral | Chemical Composition | Content |
|---|---|---|
| Quartz | SiO2 | 42.1% |
| Gypsum | Ca[SO4] × 2H2O | 8.8% |
| Dolomite | CaMg[CO3]2 | 0.9% |
| Kaolinite | Al4[Si4O10](OH)8 | 22.7% |
| Calcite | CaCO3 | 5.1% |
| Feldspar Albite | Na[AlSi3O8] | 3.6% |
| Illite (mica) | K0.65Al2[]Al0.65Si3.35O10(OH)2 | 16.9% |
| Sample No. | Batch Composition, (wt.%) | ||
|---|---|---|---|
| Fly Ash | Clay | Water (in Excess of 100%) | |
| 0 | Standard chamotte (ShA) as per GOST 390-96 | ||
| 1 | 10 | 90 | 10 |
| 2 | 20 | 80 | 10 |
| 3 | 30 | 70 | 10 |
| 4 | 40 | 60 | 10 |
| Sample | Firing Temperature: 1000 °C | Firing Temperature: 1100 °C | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Apparent Density, g/cm3 | Open Porosity,% | Open Porosity, mm3/g | Compressive Strength, MPa | Slag Resistance, mm | Apparent Density, g/cm3 | Open Porosity, % | Open Porosity, mm3/g | Compressive Strength, MPa | Slag Resistance, mm | |
| 0 | - | - | - | - | - | 2.1 | 24 | 213 | 37.3 | 3.5 |
| 1 | 2.25 | 24 | 214 | 31.5 | 3.7 | 2.07 | 23 | 198 | 37.0 | 3.5 |
| 2 | 2.13 | 22.2 | 176 | 30.2 | 3.4 | 2.00 | 21.7 | 143 | 36.2 | 3.2 |
| 3 | 2.03 | 22.0 | 145 | 28.4 | 2.9 | 1.98 | 21.0 | 105 | 34.7 | 2.6 |
| 4 | 2.0 | - | - | 18.5 | - | 1.90 | - | - | 19.4 | - |
| Mineral | Chemical Composition | Content, % | ||
|---|---|---|---|---|
| Sample 0 | Sample 3 After Firing at 1000 °C | Sample 3 After Firing at 1100 °C | ||
| Mullite | Variable chemical composition: from Al6Si2O13 to Al4SiO8 | 34.5 | 45.6 | 47.9 |
| Quartz | SiO2 | 32.8 | 27.4 | 27.8 |
| Cristobalite | SiO2 | 18.2 | 19.2 | 20.3 |
| Kaolinite | Al4[Si4O10](OH)8 | 8.4 | 7.8 | 4.8 |
| Muscovite (potassium mica) | KAl2(AlSi3O10)(OH)2 | 6.1 | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arinova, S.K.; Kvon, S.S.; Kulikov, V.Y.; Issagulov, A.Z.; Altynova, A.E. Utilization of Coal Ash for Production of Refractory Bricks. J. Compos. Sci. 2025, 9, 275. https://doi.org/10.3390/jcs9060275
Arinova SK, Kvon SS, Kulikov VY, Issagulov AZ, Altynova AE. Utilization of Coal Ash for Production of Refractory Bricks. Journal of Composites Science. 2025; 9(6):275. https://doi.org/10.3390/jcs9060275
Chicago/Turabian StyleArinova, Saniya Kaskataevna, Svetlana Sergeevna Kvon, Vitaly Yurevich Kulikov, Aristotel Zeynullinovich Issagulov, and Asem Erikovna Altynova. 2025. "Utilization of Coal Ash for Production of Refractory Bricks" Journal of Composites Science 9, no. 6: 275. https://doi.org/10.3390/jcs9060275
APA StyleArinova, S. K., Kvon, S. S., Kulikov, V. Y., Issagulov, A. Z., & Altynova, A. E. (2025). Utilization of Coal Ash for Production of Refractory Bricks. Journal of Composites Science, 9(6), 275. https://doi.org/10.3390/jcs9060275