
Enhancing Mechanical Properties of 3D-Printed PLA Composites Reinforced with Natural Fibers: A Comparative Study

Abstract
1. Introduction
2. Literature Review
2.1. Evolution of 3D Printing Technology
2.2. Advantages of 3D Printing
2.3. Expanded Review: Natural Fiber–Reinforced PLA
2.4. Uniqueness of This Study
2.5. Additional Considerations in Fiber Reinforcement
2.6. Research Contribution and Implications
3. Research Methodology
3.1. Materials and Preparation
3.1.1. Polylactic Acid (PLA)
3.1.2. Rice Husk and Rice Straw
3.2. Optimized Ratio Selection
3.3. Composite Pellet and Filament Production
3.3.1. Composite Pellet Formation
3.3.2. Filament Extrusion
3.4. 3D Printing of Test Specimens
3.4.1. Printing Parameters and Build Orientation
3.4.2. Specimen Geometry
3.5. Mechanical Testing
3.5.1. Tensile and Flexural Tests
3.5.2. Impact Strength
3.5.3. Data Analysis
3.6. Microstructural and Chemical Analysis
3.6.1. Scanning Electron Microscopy (SEM)
3.6.2. FTIR Analysis—Methodology
- 1720 cm−1 (C = O stretching of carbonyl group)
- 1050 cm−1 (C–O stretching in cellulose)
- 897 cm−1 (C–O–C stretching in cellulose).
3.7. Overall Experimental Workflow
4. Results
4.1. Mechanical Properties of PLA Composites
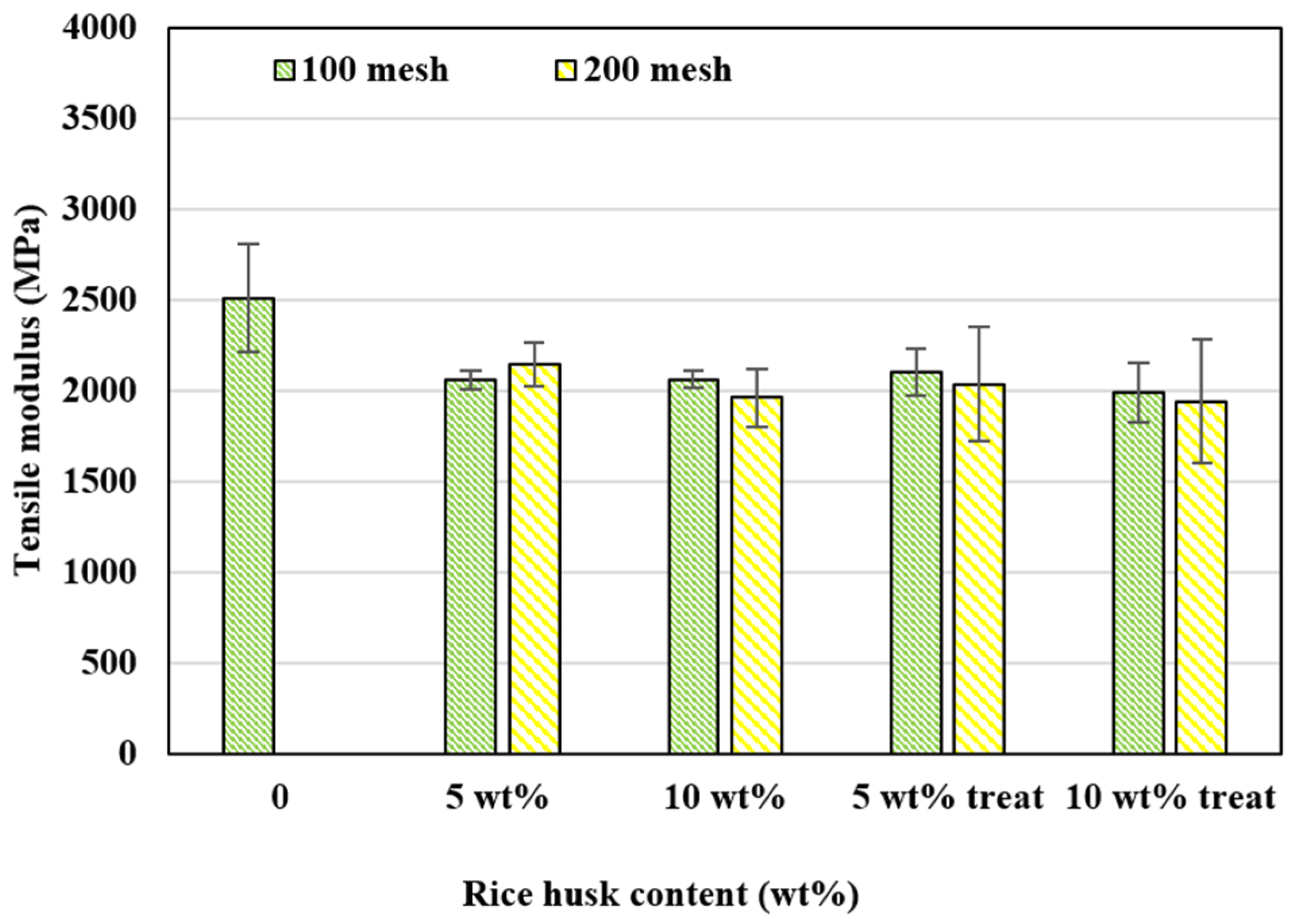
4.1.1. Tensile Properties
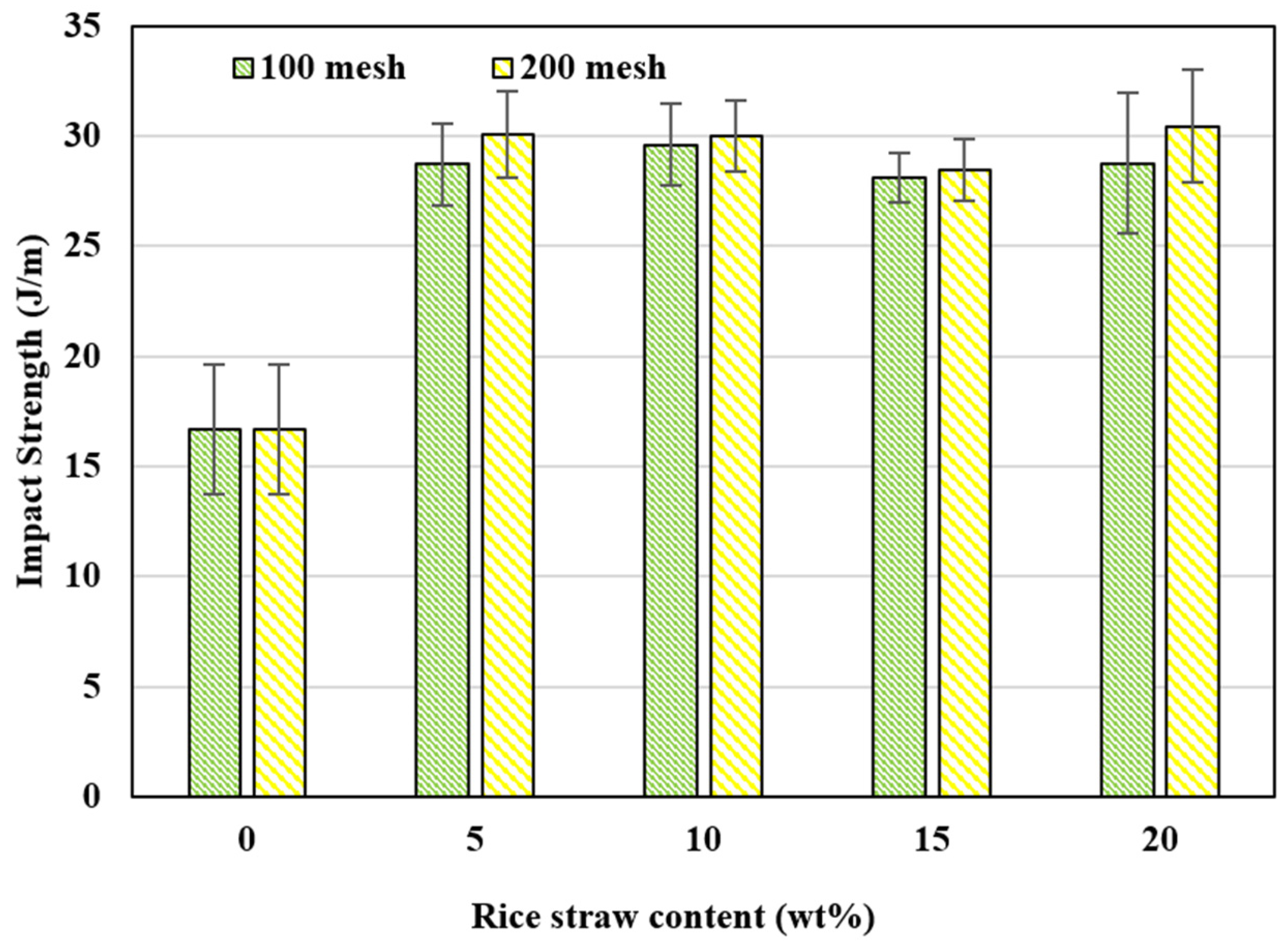
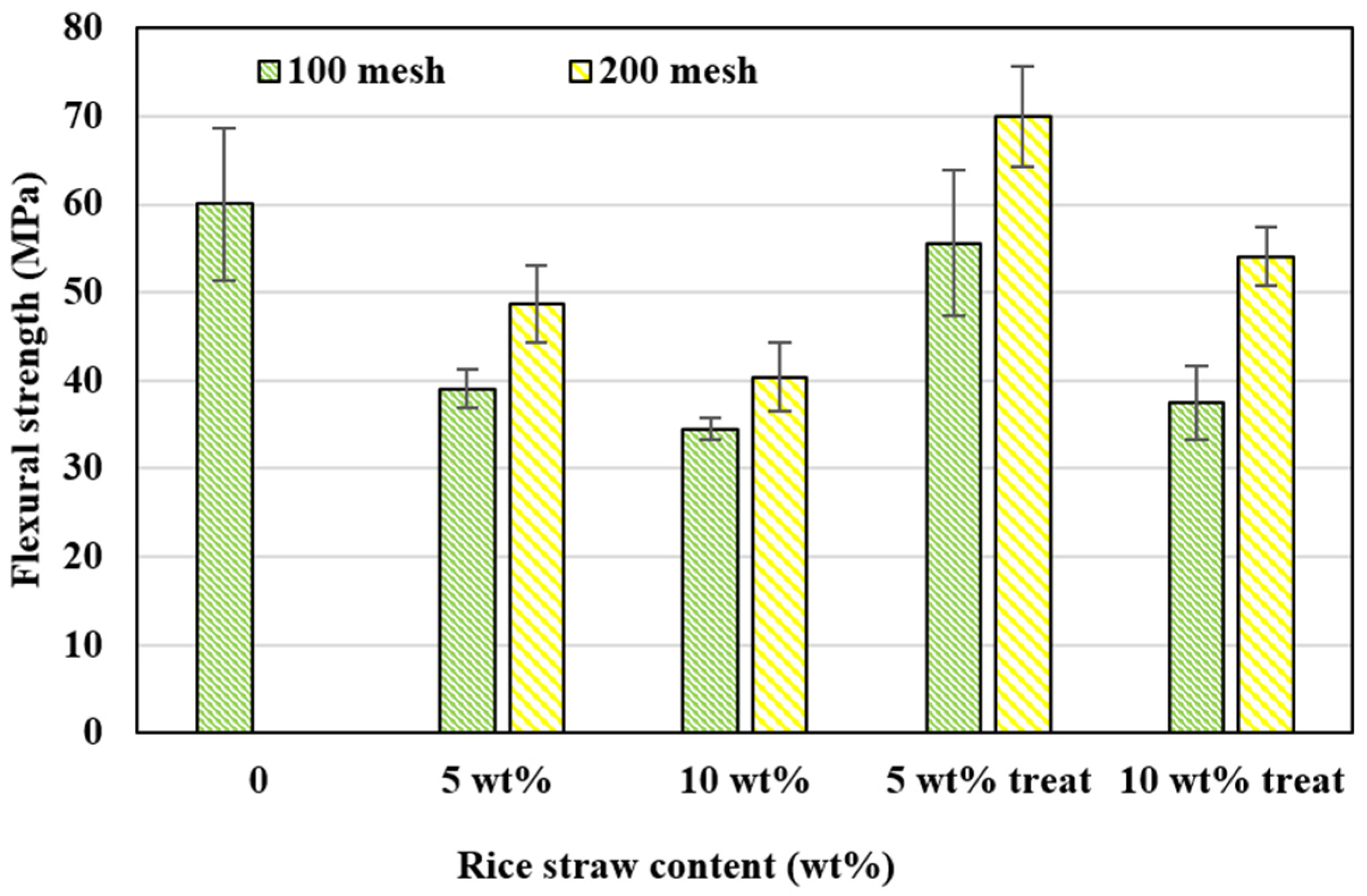
4.1.2. Flexural and Impact Properties
4.2. Chemical and Microstructural Analysis
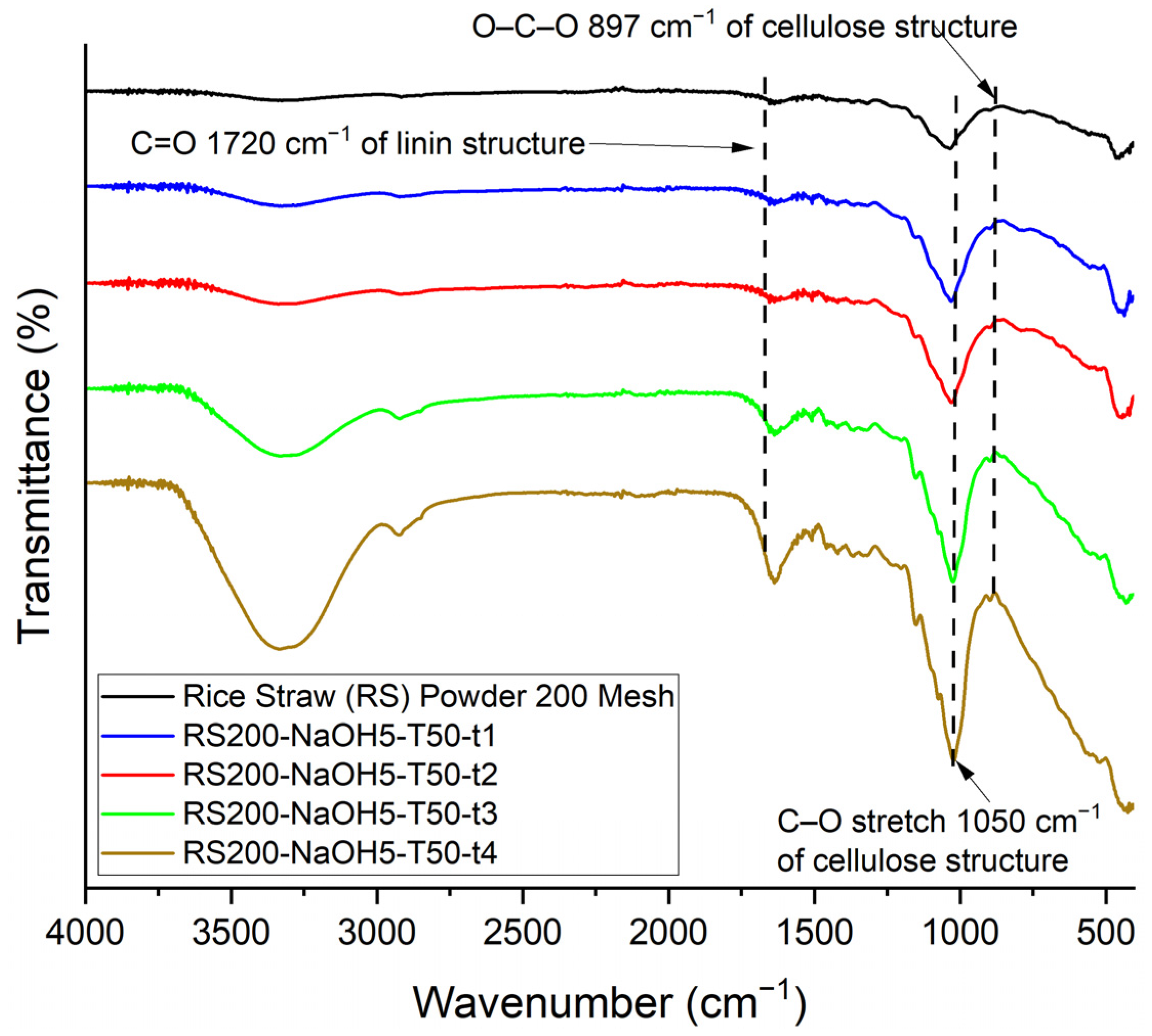
4.2.1. FTIR Analysis—Results
- A small but identifiable band near 1720 cm−1 corresponds to the C=O stretching vibration of carbonyl groups found in lignin.
- A peak around 1050 cm−1 corresponds to the C–O stretching of cellulose and hemicellulose.
- A peak around 897 cm−1 corresponds to the β-glycosidic C–O–C stretching vibrations in cellulose.
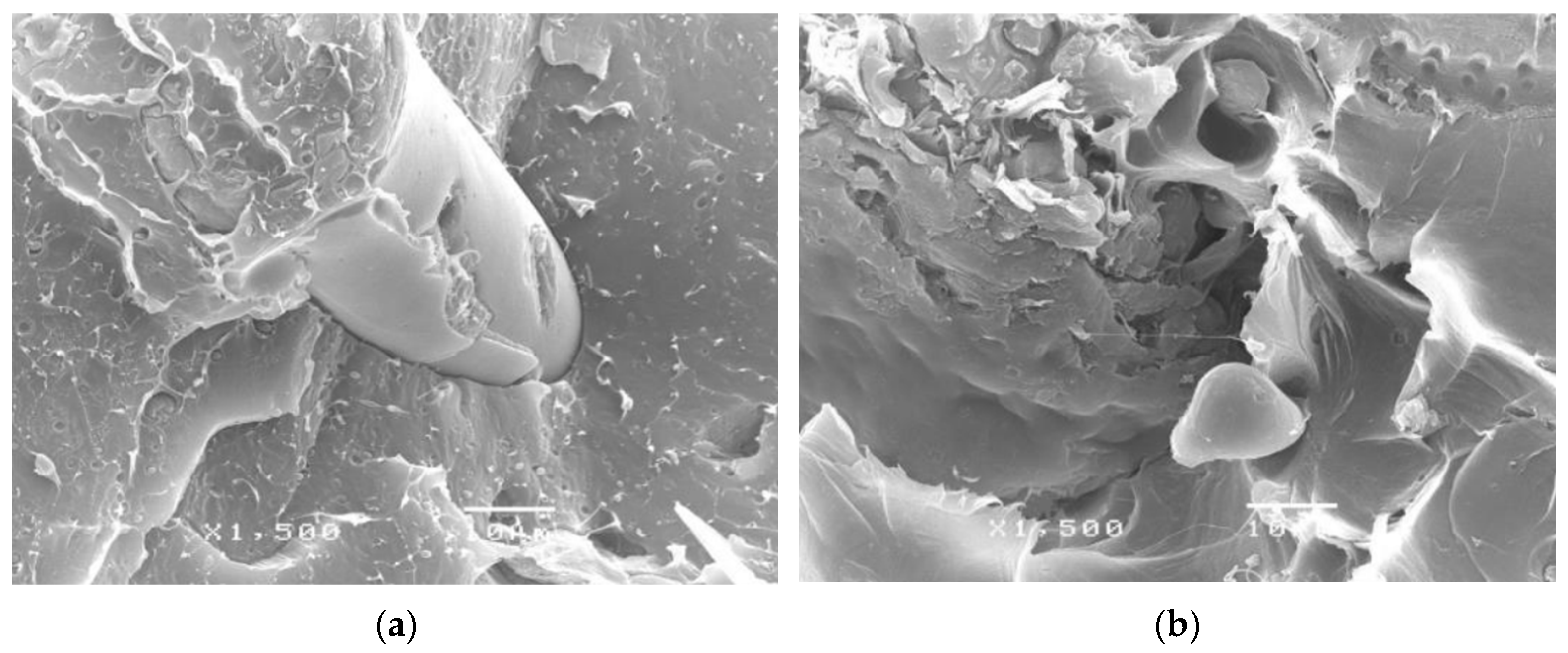
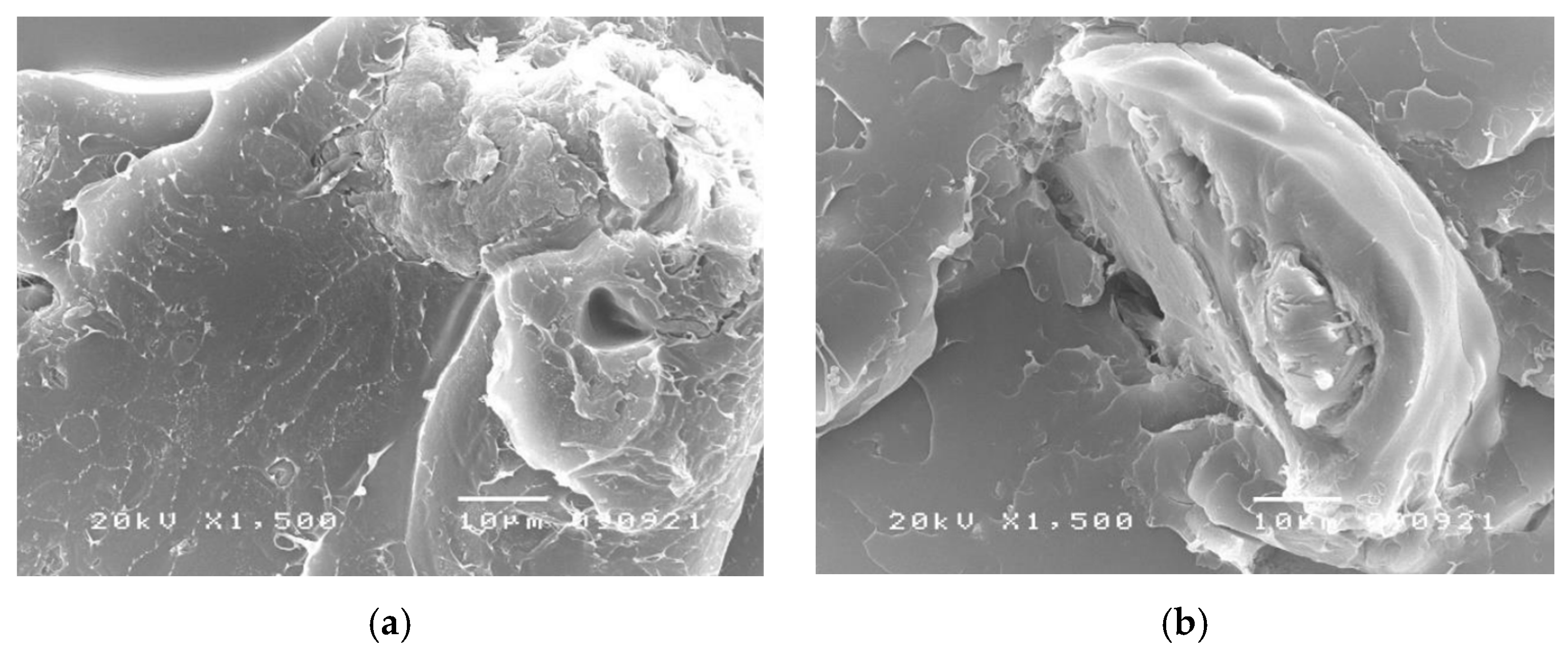
4.2.2. SEM Microstructure
4.3. Mechanical Properties of 3D-Printed PLA Composites Reinforced with Natural Fibers
4.3.1. Tensile Performance of 3D-Printed Composites
4.3.2. Flexural and Impact Behavior of 3D-Printed Composites
4.4. Results with Key Findings Summarized and Comparison
5. Discussion
5.1. Effect of Natural Fiber Reinforcement on Mechanical Properties
5.2. Implications for Industrial Applications
5.3. Addressing the Research Gap
5.4. Limitations and Future Research
- Interfacial bonding issues: The observed tensile strength reduction suggests that future research should explore stronger coupling agents or fiber modifications to enhance stress transfer.
- Surface treatment optimization: Advanced chemical treatments, such as silane coupling agents, could further enhance interfacial adhesion and improve mechanical properties.
- Hybrid fiber reinforcement strategies: The introduction of hybrid fibers, combining different natural fibers or synthetic reinforcements, could help balance tensile strength and stiffness.
- Environmental durability: The long-term performance of these composites under humidity, UV exposure, and thermal cycling remains unexplored and should be investigated in future work [23].
- Process optimization: The study did not focus on optimizing 3D printing parameters (e.g., raster orientation, infill density), which could further impact mechanical performance.
6. Conclusions
- Optimal Fiber Characteristics: Finer fibers (200 mesh) exhibited better dispersion and interfacial contact within the PLA matrix, leading to notable improvements in flexural modulus and impact strength compared to coarser fibers (100 mesh). NaOH treatment further modified the fiber surface, reducing voids and fiber pull-out, as confirmed by SEM analysis.
- Tensile Performance: While a moderate increase in tensile modulus was observed for treated and finely milled fibers, tensile strength tended to decrease at higher fiber loadings. This decline is attributed to local stress concentrations and insufficient stress transfer at the fiber–matrix interfaces. Balancing fiber content and improving interfacial bonding are critical factors for achieving better tensile performance.
- Flexural and Impact Strength Improvements: The 3D-printed PLA composites exhibited enhanced flexural modulus and impact resistance, particularly in composites incorporating well-dispersed and chemically pretreated fibers. These improvements are attributed to efficient load distribution under bending and energy absorption during impact, confirming the effectiveness of fiber reinforcement in PLA-based composites.
- Microstructural and Spectroscopic Validation: FTIR analysis revealed partial lignin removal, with spectral shifts indicating increased cellulose exposure after NaOH treatment. SEM images corroborated these findings, showing improved interfacial adhesion in the treated fiber composites, which contributed to enhanced mechanical properties.
- Industrial Implications: These composites hold potential in automotive interiors, construction panels, and consumer products, where biodegradability, strength, and impact performance are priorities. Harnessing agricultural residues in PLA supports sustainability goals while providing improved mechanical robustness.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rath, K.C.; Chatterjee, P.; Patro, P.M.; Bojja, P.; Kumar, A.; Das, R.P. 3D printing technology in smart manufacturing systems for efficient production process. Intell. Manuf. Manag. Syst. 2023, 85, 85–111. [Google Scholar] [CrossRef]
- Mateti, T.; Jain, S.; Ananda Shruthi, L.; Laha, A.; Thakur, G. An overview of the advances in the 3D printing technology. 3D Print. Technol. Water Treat. Appl. 2023, 1, 1–37. [Google Scholar] [CrossRef]
- Trivedi, A.K.; Gupta, M.; Singh, H. PLA based biocomposites for sustainable products: A review. Adv. Ind. Eng. Polym. Res. 2023, 6, 382–395. [Google Scholar] [CrossRef]
- Kuru, Z.; Kaya, M.A. Improving the properties of biodegradable PLA via blending with polyesters for industrial applications. Eur. J. Res. Dev. 2022, 2, 299–318. [Google Scholar] [CrossRef]
- Ding, S.; Wang, X.; Wang, Z. Supertoughened polylactide via the addition of low content poly(ε-caprolactone) and tensile deformation above the glass transition temperature. Macromolecules 2023, 56, 5089–5100. [Google Scholar] [CrossRef]
- Paulo, A.; Santos, J.; Da Rocha, J.; Lima, R.; Ribeiro, J. Mechanical properties of PLA specimens obtained by additive manufacturing process reinforced with flax fibers. J. Compos. Sci. 2023, 7, 27. [Google Scholar] [CrossRef]
- Pop, M.A.; Cosnita, M.; Croitoru, C.; Zaharia, S.M.; Matei, S.; Spîrchez, C. 3D-printed PLA molds for natural composites: Mechanical properties of green wax-based composites. Polymers 2023, 15, 2487. [Google Scholar] [CrossRef] [PubMed]
- Dey, A.; Rahman, M.M.; Gupta, A.; Yodo, N.; Lee, C.W. A performance study on 3D-printed bioplastic pots from soybean by-products. Sustainability 2023, 15, 10535. [Google Scholar] [CrossRef]
- Kumar, A.M.; Jayakumar, K.; Shalini, M. Enhancing the performance of polylactic acid (PLA) reinforcing with sawdust, rice husk, and bagasse particles. J. Polym. Mater. 2023, 39, 269–281. [Google Scholar] [CrossRef]
- Mahdy, M.M.; Mahfouz, S.Y.; Tawfic, A.F.; Ali, M.A.E.M. Performance of rice straw fibers on hardened concrete properties under effect of impact load and gamma radiation. Fibers 2023, 11, 42. [Google Scholar] [CrossRef]
- Taha, M.; Fouly, A.; Abdo, H.S.; Alnaser, I.A.; Abouzeid, R.; Nabhan, A. Unveiling the potential of rice straw nanofiber-reinforced HDPE for biomedical applications: Investigating mechanical and tribological characteristics. J. Funct. Biomater. 2023, 14, 366. [Google Scholar] [CrossRef] [PubMed]
- Hajdek, K.; Smoljan, B.; Sarkanj, B.; Sitek, W. Processing technologies, properties and application of poly(lactic acid) (PLA). Int. J. Mod. Manuf. Technol. 2023, 15, 87–97. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z. A review of natural fiber-based filaments for 3D printing: Filament fabrication and characterization. Materials 2023, 16, 4052. [Google Scholar] [CrossRef] [PubMed]
- Kumar, A.; Sinha, A.K.; Rao, K.R.; Soni, V.K.; Chandrakar, R.; Sharma, H.K. A review on mechanical properties of natural fibre reinforced PLA composites. Curr. Mater. Sci. 2023, 16, 365–375. [Google Scholar] [CrossRef]
- Sözen, A.; Doğru, A.; Demir, M.; Özdemir, H.N.; Seki, Y. Production of waste jute doped PLA (polylactic acid) filament for FFF: Effect of pulverization. Int. J. 3d Print. Technol. Digit. Ind. 2023, 7, 124–128. [Google Scholar] [CrossRef]
- Asfak, S.A.; Arif, T.F.; Uday, T.S.; Singh, M.P. Rapid prototyping: Advancements in manufacturing technologies. Int. J. Eng. Appl. Sci. Technol. 2020, 5, 254–260. [Google Scholar] [CrossRef]
- Mukherjee, T. Special issue: The science and technology of 3D printing. Materials 2021, 14, 6261. [Google Scholar] [CrossRef] [PubMed]
- Zhou, L.; Miller, J.; Vezza, J.; Mayster, M.; Raffay, M.; Justice, Q.; Tamimi, Z.A.; Hansotte, G.; Sunkara, L.D.; Bernat, J. Additive manufacturing: A comprehensive review. Sensors 2024, 24, 2668. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, X. The application of 3D printing technology in the field of science and technology and art in the future. In Proceedings of the International Conference on Modeling and Simulation in Mechanical Engineering (ICMSME), Belgrade, Serbia, 7–8 July 2017. [Google Scholar]
- Salve, M.; Amreen, K.; Pattnaik, P.K.; Goel, S. Chapter-II: 3D printing; A state of the art approach in electrochemical sensing. In CRC Book on Microelectronics and Signal Processing: Advanced Concepts and Applications; CRC Press: Boca Raton, FL, USA, 2021. [Google Scholar]
- Kim, M.; Jeong, J.H.; Lee, J.Y.; Capasso, A.; Bonaccorso, F.; Kang, S.H.; Lee, Y.K.; Lee, G.H. Electrically conducting and mechanically strong graphene–polylactic acid composites for 3D printing. ACS Appl. Mater. Interfaces 2019, 11, 11841–11848. [Google Scholar] [CrossRef]
- Baran, E.; Erbil, H. Surface modification of 3D printed PLA objects by fused deposition modeling: A review. Colloids Interfaces 2019, 3, 43. [Google Scholar] [CrossRef]
- Chen, X.; Chen, G.; Wang, G.; Zhu, P.; Gao, C. Recent progress on 3D-printed polylactic acid and its applications in bone repair. Adv. Eng. Mater. 2019, 22, 1901065. [Google Scholar] [CrossRef]
- Fontana, L.; Minetola, P.; Iuliano, L.; Rifuggiato, S.; Khandpur, M.S.; Stiuso, V. An investigation of the influence of 3D printing parameters on the tensile strength of PLA material. Mater. Today Proc. 2022, 57, 657–663. [Google Scholar] [CrossRef]
- Rajpurohit, S.R.; Dave, H.K. Impact strength of 3D printed PLA using open-source FFF-based 3D printer. Prog. Addit. Manuf. 2020, 6, 119–131. [Google Scholar] [CrossRef]
- Jogur, G.; Khan, A.N.; Das, A.; Mahajan, P.; Alagirusamy, R. Impact properties of thermoplastic composites. Text. Prog. 2018, 50, 109–183. [Google Scholar] [CrossRef]
- Li, X.; Ni, Z.; Bai, S.; Lou, B. Preparation and mechanical properties of fiber-reinforced PLA for 3D printing materials. IOP Conf. Ser. Mater. Sci. Eng. 2018, 322, 022012. [Google Scholar] [CrossRef]
- NatureWorks LLC. Ingeo™ PLA 3D850 Technical Data Sheet; NatureWorks LLC: Minnetonka, MN, USA, 2022; Available online: https://natureworksllc.com/Ingeo-in-Use/3D-Printing (accessed on 16 August 2024).
- ASTM D638; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM D790; Standard Test Method for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2010.
- ASTM D256; Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics. ASTM International: West Conshohocken, PA, USA, 2018.
- Huda, M.S.; Drzal, L.T.; Misra, M.; Mohanty, A.K. Wood-fiber-reinforced poly(lactic acid) composites: Evaluation of the physicomechanical and morphological properties. J. Appl. Polym. Sci. 2011, 119, 2221–2229. [Google Scholar] [CrossRef]
- Benamira, M.; Benhassine, N.; Ayad, A.; Dekhane, A. Investigation of printing parameters effects on mechanical and failure properties of 3D printed PLA. Eng. Fail. Anal. 2023, 148, 107218. [Google Scholar] [CrossRef]
- Hao, B.; Lin, G. 3D printing technology and its application in industrial manufacturing. IOP Conf. Ser. Mater. Sci. Eng. 2020, 782, 022065. [Google Scholar] [CrossRef]
- Kolář, K.; Litoš, J.; Reiterman, P.; Petrtýl, M. Dynamic stability of multi-functional composite developed for application in permanent way of Prague underground. Key Eng. Mater. 2018, 760, 147–151. [Google Scholar] [CrossRef]
- Yang, S. Introduction and future outlook of the 3D printing technology. In Proceedings of the International Conference on Mechanical Design and Simulation (MDS 2022), Wuhan, China, 20 September 2022. [Google Scholar] [CrossRef]
- Zhu, Z.H.; Zhang, N.; Wang, T.; Hao, M.Y. Short review of polymer composites for 3D printing. IOP Conf. Ser. Mater. Sci. Eng. 2020, 758, 012046. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | PLA (wt%) | Rice Husk (wt%) | Rice Straw (wt%) |
|---|---|---|---|
| PLA | 100 | - | - |
| PLA/RH100/5 | 95 | 5 | - |
| PLA/RH100/10 | 90 | 10 | - |
| PLA/RH100/15 | 85 | 15 | - |
| PLA/RH100/20 | 80 | 20 | - |
| PLA/RH200/5 | 95 | 5 | - |
| PLA/RH200/10 | 90 | 10 | - |
| PLA/RH200/15 | 85 | 15 | - |
| PLA/RH200/20 | 80 | 20 | - |
| PLA/RS100/5 | 95 | - | 5 |
| PLA/RS100/10 | 90 | - | 10 |
| PLA/RS100/15 | 85 | - | 15 |
| PLA/RS100/20 | 80 | - | 20 |
| PLA/RS200/5 | 95 | - | 5 |
| PLA/RS200/10 | 90 | - | 10 |
| PLA/RS200/15 | 85 | - | 15 |
| PLA/RS200/20 | 80 | - | 20 |
| Sample Condition | Tensile Modulus | Tensile Strength | Flexural Modulus | Flexural Strength | Interfacial Bonding |
|---|---|---|---|---|---|
| RH100 Untreated | Slight ↑ | ↓ | Moderate | Moderate | Poor–Moderate |
| RH100 Treated | Moderate ↑ | Slight ↓ | Moderate–High | Moderate–High | Good |
| RH200 Untreated | Moderate ↑ | ↓ | Moderate–High | Moderate–High | Good |
| RH200 Treated | Moderate–High ↑ | Slight ↓ | High | High | Very Good |
| RS100 Untreated | Slight ↑ | ↓ | Moderate | Moderate | Poor–Moderate |
| RS100 Treated | Moderate ↑ | Slight ↓ | Moderate–High | Moderate–High | Good |
| RS200 Untreated | Moderate ↑ | ↓ | Moderate–High | Moderate–High | Good |
| RS200 Treated | Moderate–High ↑ | Slight ↓ | High | High | Very Good |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Somsuk, N.; Pramoonmak, S.; Chongkolnee, B.; Tipboonsri, P.; Memon, A. Enhancing Mechanical Properties of 3D-Printed PLA Composites Reinforced with Natural Fibers: A Comparative Study. J. Compos. Sci. 2025, 9, 180. https://doi.org/10.3390/jcs9040180
Somsuk N, Pramoonmak S, Chongkolnee B, Tipboonsri P, Memon A. Enhancing Mechanical Properties of 3D-Printed PLA Composites Reinforced with Natural Fibers: A Comparative Study. Journal of Composites Science. 2025; 9(4):180. https://doi.org/10.3390/jcs9040180
Chicago/Turabian StyleSomsuk, Nisakorn, Supaaek Pramoonmak, Boonsong Chongkolnee, Ponlapath Tipboonsri, and Anin Memon. 2025. "Enhancing Mechanical Properties of 3D-Printed PLA Composites Reinforced with Natural Fibers: A Comparative Study" Journal of Composites Science 9, no. 4: 180. https://doi.org/10.3390/jcs9040180
APA StyleSomsuk, N., Pramoonmak, S., Chongkolnee, B., Tipboonsri, P., & Memon, A. (2025). Enhancing Mechanical Properties of 3D-Printed PLA Composites Reinforced with Natural Fibers: A Comparative Study. Journal of Composites Science, 9(4), 180. https://doi.org/10.3390/jcs9040180