
Extraction of Valuable Elements from Red Mud with a Focus on Using Liquid Media—A Review

 , , , and
, , , and
Abstract
1. Introduction
2. Red Mud Processing Using Alkaline Solutions
2.1. Hydro-Chemical Process
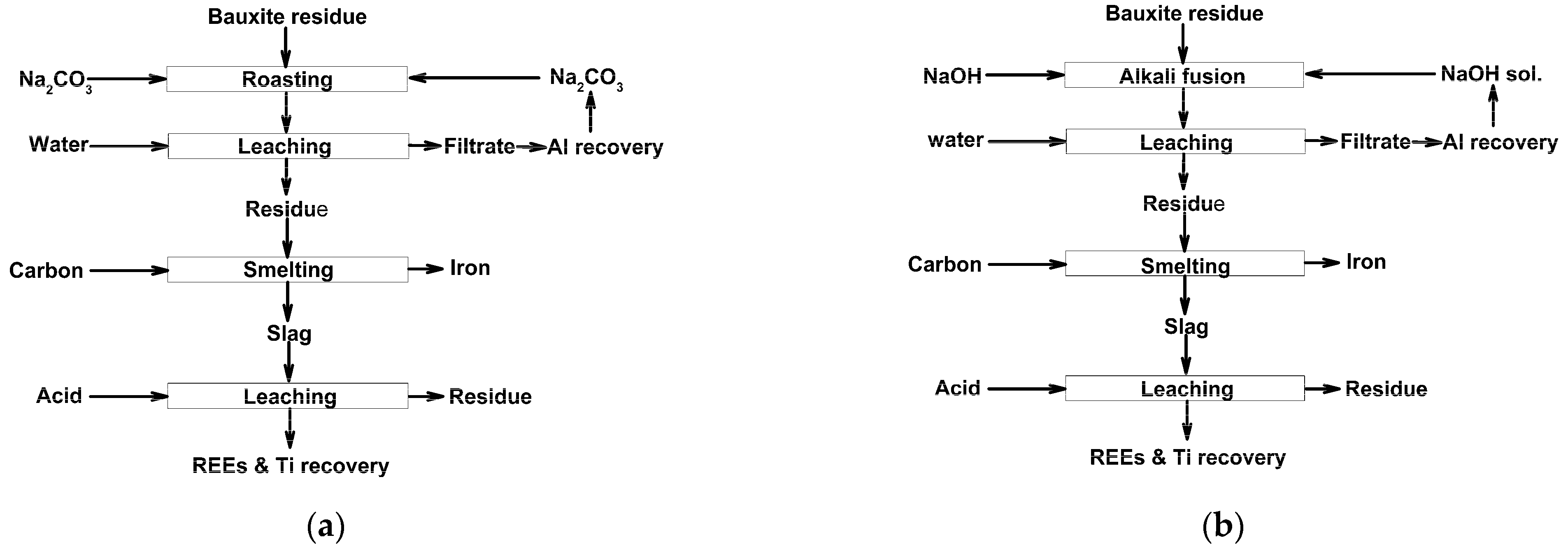
2.2. Sintering Process
3. Red Mud Processing Using Acid Solutions
3.1. Direct Acid Digestion
3.2. Scandium Recovery by Sulfation Method
4. Red Mud Processing by Organic Solvents
4.1. Organic Acid Leaching
4.2. Leaching by Ionic Liquids
5. Combined Methods
6. Recovery of Elements from Red Mud Leaching Solutions
6.1. Extraction Methods
6.2. Sorption Methods
7. Bioleaching
8. Discussion
- Atmospheric pressure and minimal practicable temperatures should be used for the recovery of valuable components.
- Process flowsheet should include a minimum number of stages.
- CO2 emission in all stages should be minimized
- The application of the most available and cheapest reagents.
- The concentration of reagents for leaching should be minimal.
- If possible, reagents should be replaced with waste from other industries
- All reagents should be regenerated as much as possible and recycled.
- The alkali contained in dump red mud should be recycled to the main process of alumina production.
- Obtained by-products and wastes must be recycled.
- Easy variability of products and technology stages.
- Required recovery of the most valuable and high-margin components, especially scandium and titanium.
- Low capital costs of the process.
- The acquisition of high-demand goods.
9. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, R.; Zheng, S.; Ma, S.; Zhang, Y. Recovery of alumina and alkali in Bayer red mud by the formation of andradite-grossular hydrogarnet in hydrothermal process. J. Hazard. Mater. 2011, 189, 827–835. [Google Scholar] [CrossRef]
- Evans, K. The History, Challenges, and New Developments in the Management and Use of Bauxite Residue. J. Sustain. Metall. 2016, 2, 316–331. [Google Scholar] [CrossRef]
- Xue, S.; Wu, Y.; Li, Y.; Kong, X.; Zhu, F.; William, H.; Li, X.; Ye, Y. Industrial wastes applications for alkalinity regulation in bauxite residue: A comprehensive review. J. Cent. South Univ. 2019, 26, 268–288. [Google Scholar] [CrossRef]
- Dmitriev, A. The Comprehensive Utilisation of Red Mud Utilisation in Blast Furnace. In Recovery and Utilization of Metallurgical Solid Waste; Zhang, Y., Ed.; IntechOpen Ltd.: London, UK, 2018. [Google Scholar] [CrossRef]
- Archambo, M.; Kawatra, S.K. Red Mud: Fundamentals and New Avenues for Utilization. Miner. Process. Extr. Metall. Rev. 2020, 1–24. [Google Scholar] [CrossRef]
- Zhang, T.A.; Wang, Y.; Lu, G.; Liu, Y.; Zhang, W.; Zhao, Q. Comprehensive utilization of red mud: Current research status and a possible way forward for non-hazardous treatment. In Light Metals; Olivier, M., Ed.; Springer: Cham, Switzerland, 2018; pp. 135–141. ISBN 9783319722832. [Google Scholar]
- Dauvin, J.C. Towards an impact assessment of bauxite red mud waste on the knowledge of the structure and functions of bathyal ecosystems: The example of the Cassidaigne canyon (north-western Mediterranean Sea). Mar. Pollut. Bull. 2010, 60, 197–206. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Pontikes, Y. Towards zero-waste valorisation of rare-earth-containing industrial process residues: A critical review. J. Clean. Prod. 2015, 99, 17–38. [Google Scholar] [CrossRef]
- Borra, C.R.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Recovery of Rare Earths and Other Valuable Metals from Bauxite Residue (Red Mud): A Review. J. Sustain. Metall. 2016, 2, 365–386. [Google Scholar] [CrossRef]
- Liu, Z.; Li, H. Metallurgical process for valuable elements recovery from red mud—A review. Hydrometallurgy 2015, 155, 29–43. [Google Scholar] [CrossRef]
- Zhang, Y.; Qi, Y.; Li, J. Aluminum Mineral Processing and Metallurgy: Iron-Rich Bauxite and Bayer Red Muds. In Aluminium Alloys and Composites; Cooke, K.O., Ed.; IntechOpen: London, UK, 2020. [Google Scholar]
- Akcil, A.; Akhmadiyeva, N.; Abdulvaliyev, R.; Meshram, A.; Meshram, P. Overview on Extraction and Separation of Rare Earth Elements from Red Mud: Focus on Scandium. Miner. Process. Extr. Metall. Rev. 2017, 39, 145–151. [Google Scholar] [CrossRef]
- Liu, Y.; Naidu, R. Hidden values in bauxite residue (red mud): Recovery of metals. Waste Manag. 2014, 34, 2662–2673. [Google Scholar] [CrossRef]
- He, A.; Hu, Z.; Cao, D.; Zeng, J.; Wu, B.; Wang, L. Extraction of valuable metals from red mud. Adv. Mater. Res. 2014, 881–883, 667–670. [Google Scholar] [CrossRef]
- Swain, B.; Akcil, A.; Lee, J. Chun Red mud valorization an industrial waste circular economy challenge; review over processes and their chemistry. Crit. Rev. Environ. Sci. Technol. 2020, 1–51. [Google Scholar] [CrossRef]
- Hertel, T.; Pontikes, Y. Geopolymers, inorganic polymers, alkali-activated materials and hybrid binders from bauxite residue (red mud)—Putting things in perspective. J. Clean. Prod. 2020, 258, 120610. [Google Scholar] [CrossRef]
- Mukiza, E.; Zhang, L.L.; Liu, X.; Zhang, N. Utilization of red mud in road base and subgrade materials: A review. Resour. Conserv. Recycl. 2019, 141, 187–199. [Google Scholar] [CrossRef]
- Sushil, S.; Batra, V.S. Catalytic applications of red mud, an aluminium industry waste: A review. Appl. Catal. B Environ. 2008, 81, 64–77. [Google Scholar] [CrossRef]
- Joseph, C.G.; Taufiq-Yap, Y.H.; Krishnan, V.; Li Puma, G. Application of modified red mud in environmentally-benign applications: A review paper. Environ. Eng. Res. 2020, 25, 795–806. [Google Scholar] [CrossRef]
- Reddy, P.S.; Reddy, N.G.; Serjun, V.Z.; Mohanty, B.; Das, S.K.; Reddy, K.R.; Rao, B.H. Properties and Assessment of Applications of Red Mud (Bauxite Residue): Current Status and Research Needs. Waste Biomass Valorization 2021, 12, 1185–1217. [Google Scholar] [CrossRef]
- Taneez, M.; Hurel, C. A review on the potential uses of red mud as amendment for pollution control in environmental media. Environ. Sci. Pollut. Res. 2019, 26, 22106–22125. [Google Scholar] [CrossRef] [PubMed]
- Gomes, H.I.; Mayes, W.M.; Rogerson, M.; Stewart, D.I.; Burked, I.T. Alkaline residues and the environment: A review of impacts, management practices and opportunities. J. Clean. Prod. 2016, 112, 3571–3582. [Google Scholar] [CrossRef]
- Ujaczki, É.; Feigl, V.; Molnár, M.; Cusack, P.; Curtin, T.; Courtney, R.; O’Donoghue, L.; Davris, P.; Hugi, C.; Evangelou, M.W.H.; et al. Re-using bauxite residues: Benefits beyond (critical raw) material recovery. J. Chem. Technol. Biotechnol. 2018, 93, 2498–2510. [Google Scholar] [CrossRef] [PubMed]
- Khairul, M.A.; Zanganeh, J.; Moghtaderi, B. The composition, recycling and utilisation of Bayer red mud. Resour. Conserv. Recycl. 2019, 141, 483–498. [Google Scholar] [CrossRef]
- Klauber, C.; Gräfe, M.; Power, G. Bauxite residue issues: II. options for residue utilization. Hydrometallurgy 2011, 108, 11–32. [Google Scholar] [CrossRef]
- Rai, S.; Bahadure, S.; Chaddha, M.J.; Agnihotri, A. Disposal Practices and Utilization of Red Mud (Bauxite Residue): A Review in Indian Context and Abroad. J. Sustain. Metall. 2020, 6, 1–8. [Google Scholar] [CrossRef]
- Wang, S.; Jin, H.; Deng, Y.; Xiao, Y. Comprehensive utilization status of red mud in China: A critical review. J. Clean. Prod. 2020, 289, 125–136. [Google Scholar] [CrossRef]
- Zeng, H.; Lyu, F.; Sun, W.; Zhang, H.; Wang, L.; Wang, Y. Progress on the industrial applications of red mud with a focus on China. Minerals 2020, 10, 773. [Google Scholar] [CrossRef]
- Smirnov, D.I.; Molchanova, T.V. The investigation of sulphuric acid sorption recovery of scandium and uranium from the red mud of alumina production. Hydrometallurgy 1997, 45, 249–259. [Google Scholar] [CrossRef]
- Zinoveev, D.V.; Grudinskii, P.I.; Dyubanov, V.G.; Kovalenko, L.V.; Leont’ev, L.I. Global recycling experience of red mud—A review. Part I: Pyrometallurgical methods. Izv. Ferr. Metall. 2018, 61, 843–858. [Google Scholar] [CrossRef]
- Zheng, K.; Smart, R.S.C.; Addai-Mensah, J.; Gerson, A. Solubility of sodium aluminosilicates in synthetic Bayer liquor. J. Chem. Eng. Data 1998, 43, 312–317. [Google Scholar] [CrossRef]
- Kaußen, F.M.; Friedrich, B. Methods for Alkaline Recovery of Aluminum from Bauxite Residue. J. Sustain. Metall. 2016, 2, 353–364. [Google Scholar] [CrossRef]
- Bayca, S.U.; Kisik, H. Optimization of leaching parameters of aluminum hydroxide extraction from bauxite waste using the Taguchi method. Environ. Prog. Sustain. Energy 2018, 37, 196–202. [Google Scholar] [CrossRef]
- Zhong, L.; Zhang, Y.; Zhang, Y. Extraction of alumina and sodium oxide from red mud by a mild hydro-chemical process. J. Hazard. Mater. 2009, 172, 1629–1634. [Google Scholar] [CrossRef]
- Pasechnik, L.A.; Skachkov, V.M.; Bogdanova, E.A.; Chufarov, A.Y.; Kellerman, D.G.; Medyankina, I.S.; Yatsenko, S.P. A promising process for transformation of hematite to magnetite with simultaneous dissolution of alumina from red mud in alkaline mediumAutoclave hydrometallurgical processing of alumina production red mud. Hydrometallurgy 2020, 196, 105438. [Google Scholar] [CrossRef]
- Liu, C.; Ma, S.; Zheng, S.; Luo, Y.; Ding, J.; Wang, X.; Zhang, Y. Combined treatment of red mud and coal fly ash by a hydro-chemical process. Hydrometallurgy 2018, 175, 224–231. [Google Scholar] [CrossRef]
- Meher, S.N.; Rout, A.; Padhi, B.K. Extraction of Alumina from Red Mud by Divalent Alkaline Earth Metal Soda Ash Sinter Process. In Light Metals 2011; Lindsay, S.J., Ed.; Springer: Cham, Switzerland, 2011; pp. 231–236. [Google Scholar] [CrossRef]
- Anisonyan, K.G.; Kopyev, D.Y.; Goncharov, K.V.; Sadykhov, G.B. An investigation of a single-stage red mud reducing roasting process with the cast iron and aluminate slag production. Non-Ferrous Met. 2018, 44, 18–23. [Google Scholar] [CrossRef]
- Anisonyan, K.G.; Kopyev, D.Y.; Olyunina, T.V.; Sadykhov, G.B. Influence of Na2CO3 and CaCO3 additions on the aluminate slag formation during a single-stage reducing roasting of red mud. Non Ferrous Met. 2019, 46, 17–21. [Google Scholar] [CrossRef]
- Gao, F.; Zhang, J.; Deng, X.; Wang, K.; He, C.; Li, X.; Wei, Y. Comprehensive Recovery of Iron and Aluminum from Ordinary Bayer Red Mud by Reductive Sintering–Magnetic Separation–Digesting Process. JOM 2019, 71, 2936–2943. [Google Scholar] [CrossRef]
- Deng, B.; Jiang, T.; Li, G.; Ye, Q.; Gu, F.; Rao, M.; Peng, Z. Effects of reductive roasting with sodium salts on leaching behavior of non-ferrous elements in bauxite ore residue. In Light Metals 2018; Martin, O., Ed.; Springer: Cham, Switzerland, 2018; pp. 157–164. [Google Scholar] [CrossRef]
- Hodge, H.; Rowles, M.R.; Hayes, P.C.; Hawker, W.; Vaughan, J. Bauxite residue sinter leach process—phases formation, reaction pathways and kinetics. Miner. Process. Extr. Metall. 2019, 1–13. [Google Scholar] [CrossRef]
- Tam, P.W.Y.; Panias, D.; Vassiliadou, V. Sintering optimisation and recovery of aluminum and sodium from Greek bauxite residue. Minerals 2019, 9, 571. [Google Scholar] [CrossRef]
- Meher, S.N.; Padhi, B. A novel method for extraction of alumina from red mud by divalent alkaline earth metal oxide and soda ash sinter process. Int. J. Environ. Waste Manag. 2014, 13, 231–245. [Google Scholar] [CrossRef]
- Karimi, Z.; Allahverdi, A.; Mahinroosta, M. Treatment of Red Mud Using Mineral Acids for Metals Recovery. In Proceedings of the Iran International Aluminium Conference (IIAC2018), Tehran, Iran, 24–25 April 2018. [Google Scholar]
- Reid, S.; Tam, J.; Yang, M.; Azimi, G. Technospheric Mining of Rare Earth Elements from Bauxite Residue (Red Mud): Process Optimization, Kinetic Investigation, and Microwave Pretreatment. Sci. Rep. 2017, 7, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Lim, K.; Shon, B. Metal Components (Fe, Al, and Ti) Recovery from Red Mud by Sulfuric Acid Leaching Assisted with Ultrasonic Waves. Int. J. Emerg. Adv. Eng. 2015, 5, 25–32. [Google Scholar]
- Ochsenkuehn-Petropoulou, M.; Tsakanika, L.-A.; Lymperopoulou, T.; Ochsenkuehn, K.-M.; Hatzilyberis, K.; Georgiou, P.; Stergiopoulos, C.; Serifi, O.; Tsopelas, F. Efficiency of Sulfuric Acid on Selective Scandium Leachability from Bauxite Residue. Metals 2018, 8, 915. [Google Scholar] [CrossRef]
- Xie, W.; Zhang, N.; Li, J.; Zhou, F.; Ma, X.; Gu, G.; Zhang, W. Optimization of condition for extraction of aluminum and iron from red mud by hydrochloric acid leaching. Chin. J. Environ. Eng. 2017, 11, 5677–5682. [Google Scholar] [CrossRef]
- Zhao, Y.; Zheng, Y.; He, H.; Sun, Z.; Li, A. Effective aluminum extraction using pressure leaching of bauxite reaction residue from coagulant industry and leaching kinetics study. J. Environ. Chem. Eng. 2021, 9, 104770. [Google Scholar] [CrossRef]
- Boudreault, R.; Fournier, J.; Primeau, D.; Labrecque-Gilbert, M.-M. Processes for Treating red Mud. U.S. Patent US20150275330, 1 October 2015. [Google Scholar]
- Agatzini-Leonardou, S.; Oustadakis, P.; Tsakiridis, P.E.; Markopoulos, C. Titanium leaching from red mud by diluted sulfuric acid at atmospheric pressure. J. Hazard. Mater. 2008, 157, 579–586. [Google Scholar] [CrossRef] [PubMed]
- Lymperopoulou, T.; Paraskevas, G.; Lamprini-areti, T.; Hatzilyberis, K.; Ochsenkuehn-Petropoulou, M. Optimizing Conditions for Scandium Extraction from Bauxite Residue Using Taguchi Methodology. Minerals 2019, 9, 236. [Google Scholar] [CrossRef]
- Alkan, G.; Schier, C.; Gronen, L.; Stopic, S.; Friedrich, B. A Mineralogical Assessment on Residues after Acidic Leaching of Bauxite Residue (Red Mud) for Titanium Recovery. Metals 2017, 7, 458. [Google Scholar] [CrossRef]
- Shoppert, A.A.; Loginova, I.V. Red Mud as an Additional Source of Titanium Raw Materials. KnE Mater. Sci. 2017, 2, 150. [Google Scholar] [CrossRef]
- Rivera, R.M.; Ulenaers, B.; Ounoughene, G.; Binnemans, K. Behaviour of Silica during Metal Recovery from Bauxite Residue by Acidic Leaching. In Proceedings of the 35th International ICSOBA Conference, Hamburg, Germany, 2–5 October 2017; pp. 547–556. [Google Scholar]
- Alkan, G.; Yagmurlu, B.; Gronen, L.; Dittrich, C.; Ma, Y.; Stopic, S.; Friedrich, B. Selective silica gel free scandium extraction from Iron-depleted red mud slags by dry digestion. Hydrometallurgy 2019, 185, 266–272. [Google Scholar] [CrossRef]
- Alkan, G.; Yagmurlu, B.; Cakmakoglu, S.; Hertel, T.; Kaya, Ş.; Gronen, L.; Stopic, S.; Friedrich, B. Novel Approach for Enhanced Scandium and Titanium Leaching Efficiency from Bauxite Residue with Suppressed Silica Gel Formation. Sci. Rep. 2018, 8, 5676. [Google Scholar] [CrossRef]
- Yagmurlu, B.; Alkan, G.; Xakalashe, B.; Schier, C.; Gronen, L. Synthesis of Scandium Phosphate after Peroxide Assisted Leaching of Iron Depleted Bauxite Residue (Red Mud) Slags. Sci. Rep. 2019, 9, 11803. [Google Scholar] [CrossRef]
- Rivera, R.M.; Xakalashe, B.; Ounoughene, G.; Binnemans, K.; Friedrich, B.; Van Gerven, T. Selective rare earth element extraction using high-pressure acid leaching of slags arising from the smelting of bauxite residue. Hydrometallurgy 2019, 184, 162–174. [Google Scholar] [CrossRef]
- Singh, U.; Thawrani, S.A.; Ansari, M.S.; Puttewar, S.P.; Agnihotri, A. Studies on Beneficiation and Leaching Characteristics of Rare Earth Elements in Indian Red Mud. Russ. J. Non Ferrous Met. 2019, 60, 335–340. [Google Scholar] [CrossRef]
- Guo, Y.; Li, J.; Yan, K.; Cao, L.; Cheng, F. A prospective process for alumina extraction via the co-treatment of coal fly ash and bauxite red mud: Investigation of the process. Hydrometallurgy 2019, 186, 98–104. [Google Scholar] [CrossRef]
- Kashcheev, I.D.; Zemlyanoi, K.G.; Doronin, A.V.; Kozlovskikh, E.Y. New Possibilities for an Acid Method of Preparing Aluminum Oxide. Refract. Ind. Ceram. 2014, 55, 87–92. [Google Scholar] [CrossRef]
- Liu, Z.; Zong, Y.; Li, H.; Zhao, Z. Characterization of scandium and gallium in red mud with Time of Flight-Secondary Ion Mass Spectrometry (ToF-SIMS) and Electron Probe Micro-Analysis (EPMA). Miner. Eng. 2018, 119, 263–273. [Google Scholar] [CrossRef]
- Vind, J.; Vassiliadou, V.; Panias, D. Rare earth elements and scandium mineralogy in bauxite residue. In Proceedings of the 2nd International Bauxite Residue Valorisation and Best Practices Conference, Athens, Greece, 7–10 May 2018; pp. 387–392. [Google Scholar]
- Liu, Z.; Li, H.; Zhao, Z. Selective recovery of scandium from sulfating roasting red mud by water leaching. In Rare Metal Technology; Kim, H., Alam, S., Neelameggham, N., Oosterhof, H., Ouchi, T., Guan, X., Eds.; Springer Ltd.: Cham, Switzerland, 2017; pp. 255–264. [Google Scholar] [CrossRef]
- Pasechnik, L.A.; Skachkov, V.M.; Chufarov, A.Y.; Suntsov, A.Y.; Yatsenko, S.P. High purity scandium extraction from red mud by novel simple technology. Hydrometallurgy 2021, 202, 105597. [Google Scholar] [CrossRef]
- Meng, F.; Li, X.; Wang, P.; He, C.; Wei, Y. Recovery of Scandium from Bauxite Residue by Selective Sulfation Roasting with Concentrated Sulfuric Acid and Leaching. JOM 2019, 72, 816–822. [Google Scholar] [CrossRef]
- Liu, Z.; Zong, Y.; Li, H.; Jia, D.; Zhao, Z. Selectively recovering scandium from high alkali Bayer red mud without impurities of iron, titanium and gallium. J. Rare Earths 2017, 35, 896–905. [Google Scholar] [CrossRef]
- Narayanan, R.P.; Kazantzis, N.K.; Emmert, M.H. Selective Process Steps for the Recovery of Scandium from Jamaican Bauxite Residue (Red Mud). ACS Sustain. Chem. Eng. 2018, 6, 1478–1488. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, X.; Wang, M.; Wang, H.; Xian, P. Recovery of iron from red mud by selective leach with oxalic acid. Hydrometallurgy 2015, 157, 239–245. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, X.; Wang, M.; Wang, H.; Xian, P. Iron recovery from the leached solution of red mud through the application of oxalic acid. Int. J. Miner. Process. 2016, 157, 145–151. [Google Scholar] [CrossRef]
- Yu, Z.; Shi, Z.; Chen, Y.; Niu, Y.; Wang, Y.; Wan, P. Red-mud treatment using oxalic acid by UV irradiation assistance. Trans. Nonferrous Met. Soc. China 2012, 22, 456–460. [Google Scholar] [CrossRef]
- Ujaczki, É.; Courtney, R.; Cusack, P.; Krishna Chinnam, R.; Clifford, S.; Curtin, T.; O’Donoghue, L. Recovery of Gallium from Bauxite Residue Using Combined Oxalic Acid Leaching with Adsorption onto Zeolite HY. J. Sustain. Metall. 2019, 5, 262–274. [Google Scholar] [CrossRef]
- Bogomazov, A.V.; Senyuta, A.S. Method for the Acid Treatment of Red Mud. Russian Patent RU0002544725, 20 March 2015. [Google Scholar]
- Atalay Kalsen, T.S.; Karadağ, H.B.; Eker, Y.R.; Kerti, I. Chemical Composition Simplification of the Seydişehir (Konya, Turkey) Alumina Plant Waste. J. Sustain. Metall. 2019, 5, 482–496. [Google Scholar] [CrossRef]
- Gu, H.; Li, W.; Li, Z.; Guo, T.; Wen, H.; Wang, N. Leaching Behavior of Lithium from Bauxite Residue Using Acetic Acid. Mining, Metall. Explor. 2020, 37, 443–451. [Google Scholar] [CrossRef]
- Abbott, A.P.; Frisch, G.; Hartley, J.; Ryder, K.S. Processing of metals and metal oxides using ionic liquids. Green Chem. 2011, 13, 471–481. [Google Scholar] [CrossRef]
- Tian, G.; Li, J.; Hua, Y. Application of ionic liquids in hydrometallurgy of nonferrous metals. Trans. Nonferrous Met. Soc. China 2010, 20, 513–520. [Google Scholar] [CrossRef]
- Davris, P.; Balomenos, E.; Panias, D.; Paspaliaris, I. Selective leaching of rare earth elements from bauxite residue (red mud), using a functionalized hydrophobic ionic liquid. Hydrometallurgy 2016, 164, 125–135. [Google Scholar] [CrossRef]
- Bonomi, C.; Alexandri, A.; Vind, J.; Panagiotopoulou, A.; Tsakiridis, P.; Panias, D. Scandium and titanium recovery from bauxite residue by direct leaching with a Brønsted acidic ionic liquid. Metals 2018, 8, 834. [Google Scholar] [CrossRef]
- Bonomi, C.; Davris, P.; Balomenos, E.; Giannopoulou, I. Ionometallurgical Leaching Process of Bauxite Residue: A Comparison between Hydrophilic and Hydrophobic Ionic Liquids. In Proceedings of the 35th International ICSOBA Conference, Hamburg, Germany, 2–5 October 2017; pp. 1–8. [Google Scholar]
- Borra, C.R.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Recovery of Rare Earths and Major Metals from Bauxite Residue (Red Mud) by Alkali Roasting, Smelting, and Leaching. J. Sustain. Metall. 2016, 3, 393–404. [Google Scholar] [CrossRef]
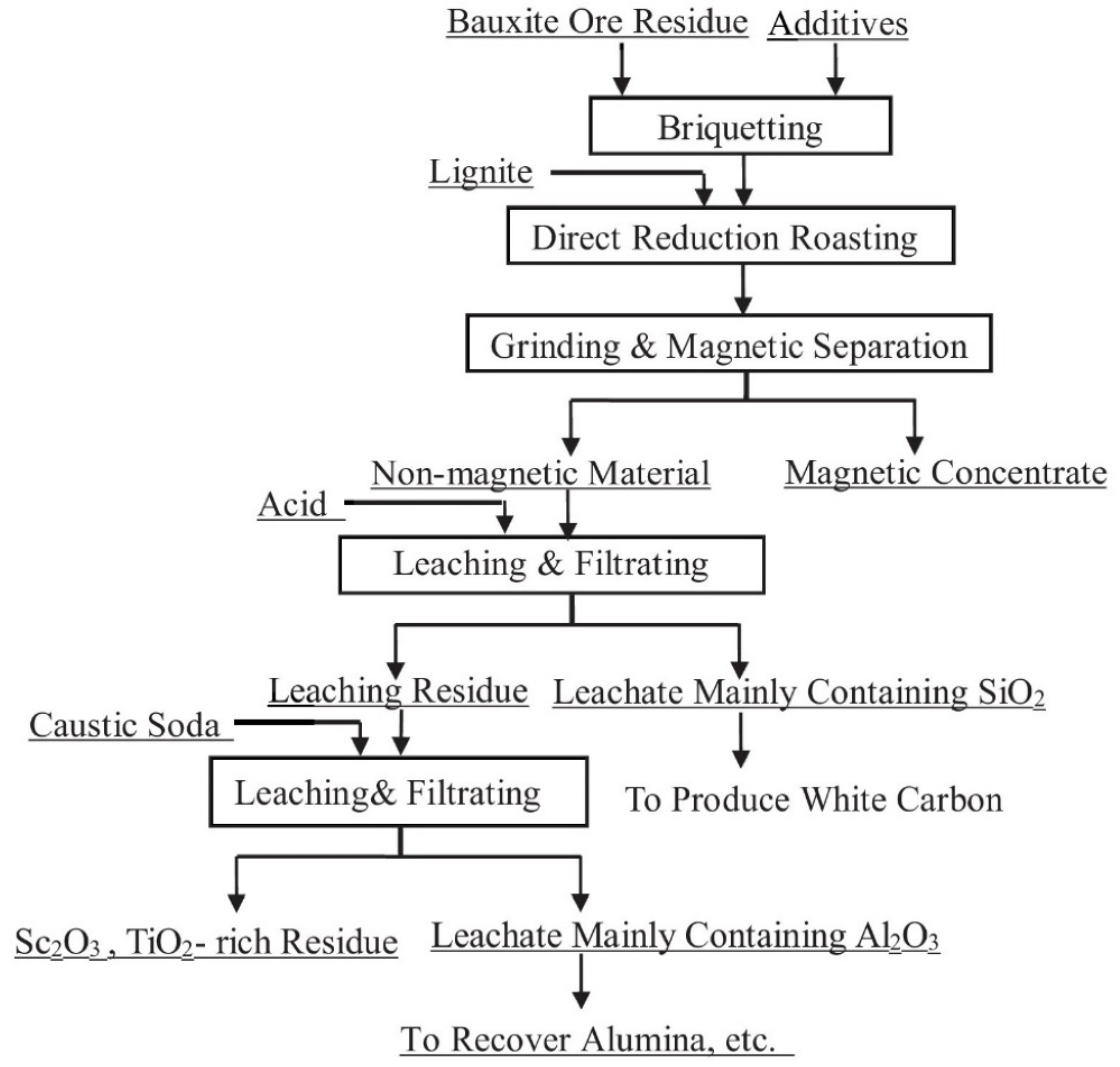
- Deng, B.; Li, G.; Luo, J.; Ye, Q.; Liu, M.; Peng, Z.; Jiang, T. Enrichment of Sc2O3 and TiO2 from bauxite ore residues. J. Hazard. Mater. 2017, 331, 71–80. [Google Scholar] [CrossRef] [PubMed]
- Deng, B.; Li, G.; Luo, J.; Ye, Q.; Liu, M.; Rao, M.; Peng, Z.; Jiang, T. Selective Extraction of Rare Earth Elements Over TiO2 From Bauxite Residues After Removal of Their Fe-, Si-, and Al-Bearing Constituents. JOM 2018, 70, 2869–2876. [Google Scholar] [CrossRef]
- Deng, B.; Li, G.; Luo, J.; Ye, Q.; Liu, M.; Rao, M.; Jiang, T.; Bauman, L.; Zhao, B. Selectively leaching the iron-removed bauxite residues with phosphoric acid for enrichment of rare earth elements. Sep. Purif. Technol. 2019, 227, 115714. [Google Scholar] [CrossRef]
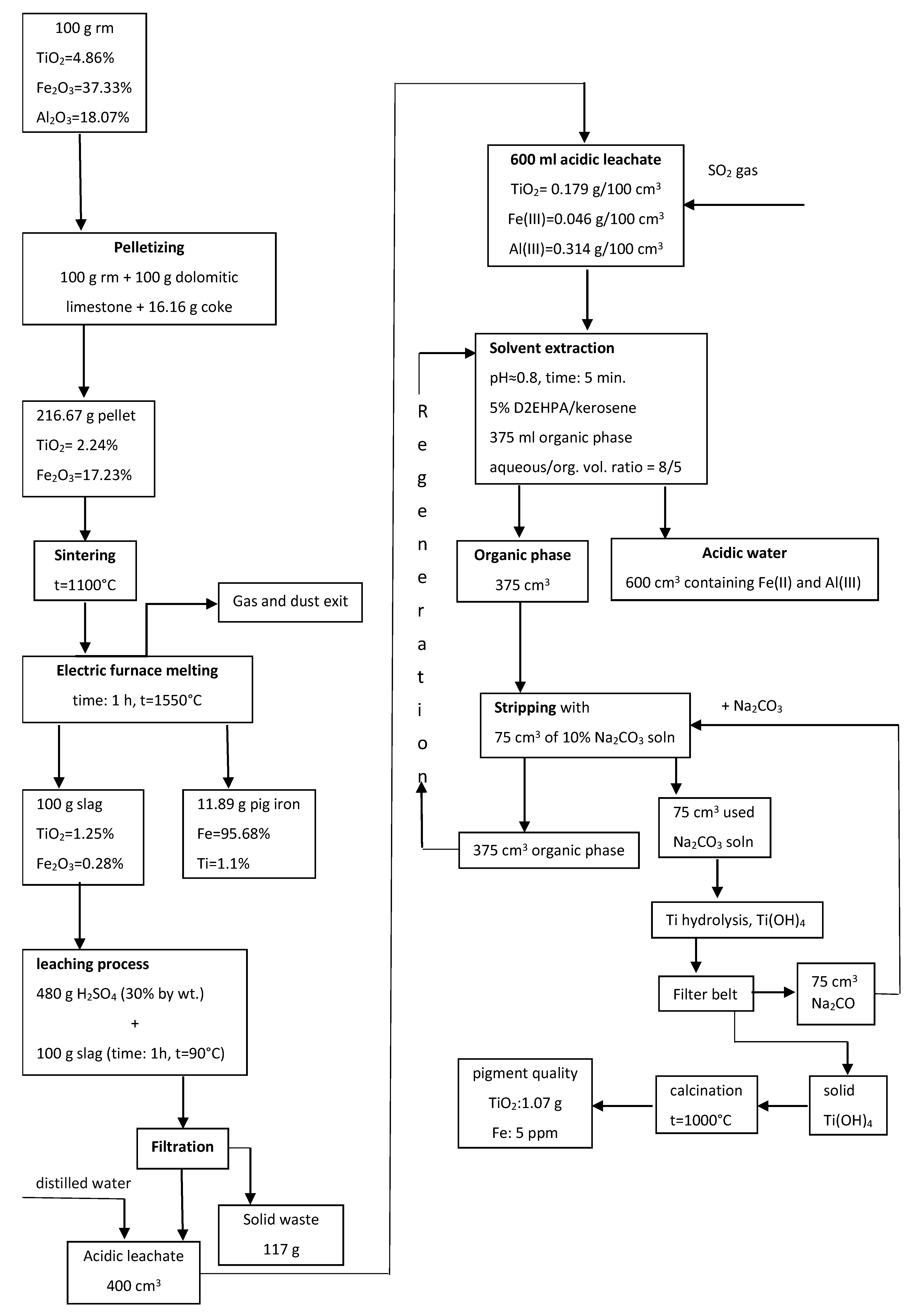
- Apak, R.; Ercag, E. Furnace Smelting and Extractive Metallurgy of Red Mud: Recovery of TiO2, Al2O3 and Pig Iron. J. Chem. Technol. Biotechnol. 1997, 70, 241–246. [Google Scholar] [CrossRef]
- Kounalakis, P.; Aravossis, K.; Karayianni, C.H.S. Feasibility study for an innovative industrial red mud utilisation method. Waste Manag. Res. 2016, 34, 171–175. [Google Scholar] [CrossRef] [PubMed]
- Boudreault, R.; Alex, S.; Biasotto, F. Processes for Extracting Aluminum from Aluminous Ores. U.S. Patent US8337789B2, 25 December 2012. [Google Scholar]
- Wang, K.; Huang, G.; Wang, N.; Ma, G.; Xie, Y.; Li, B. Method for Preparing High-Purity Ferric Oxide by Using Aluminum Oxide Red Mud. Chinese Patent CN102390869B, 14 May 2014. [Google Scholar]
- Zhang, X.; Zhou, K.; Chen, W.; Lei, Q.; Huang, Y.; Peng, C. Recovery of iron and rare earth elements from red mud through an acid leaching-stepwise extraction approach. J. Cent. S. Univ. 2019, 26, 458–466. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, K.; Lei, Q.; Xing, Y.; Peng, C.; Chen, W. Stripping of Fe(III) from Aliquat 336 by NaH2PO4: Implication for rare-earth elements recovery from red mud. Sep. Sci. Technol. 2020, 1–9. [Google Scholar] [CrossRef]
- Ujaczki, É.; Zimmermann, Y.; Gasser, C.; Molnár, M.; Feigl, V.; Lenz, M. Red mud as secondary source for critical raw materials—purification of rare earth elements by liquid/liquid extraction. J. Chem. Technol. Biotechnol. 2017, 92, 2683–2690. [Google Scholar] [CrossRef]
- Zhou, K.; Teng, C.; Zhang, X.; Peng, C.; Chen, W. Enhanced selective leaching of scandium from red mud. Hydrometallurgy 2018, 182, 57–63. [Google Scholar] [CrossRef]
- Pasechnik, L.A.; Yatsenko, S.P.; Yatsenko, S.P.; Skryabneva, L.M. Selective extraction of yttrium from alumina industry slimes. Non-Ferrous Met. 2014, 1, 26–29. [Google Scholar]
- Pyagai, I.N.; Medyankina, I.S.; Skachkova, O.V.; Yatsenko, S.P.; Pasechnik, L.A.; Skachkov, V.M.; Sabirzynov, N.A. Extraction recovery of yttrium from acidic solutions. Khimicheskaya Tekhnologiya 2016, 9, 403–407. [Google Scholar]
- Zhu, X.; Li, W.; Xing, B.; Zhang, Y. Extraction of scandium from red mud by acid leaching with CaF2 and solvent extraction with P507. J. Rare Earths 2020, 38, 1003–1008. [Google Scholar] [CrossRef]
- Wang, W.; Pranolo, Y.; Cheng, C.Y. Recovery of scandium from synthetic red mud leach solutions by solvent extraction with D2EHPA. Sep. Purif. Technol. 2013, 108, 96–102. [Google Scholar] [CrossRef]
- Liu, C.; Chen, L.; Chen, J.; Zou, D.; Deng, Y.; Li, D. Application of P507 and isooctanol extraction system in recovery of scandium from simulated red mud leach solution. J. Rare Earths 2019, 37, 1002–1008. [Google Scholar] [CrossRef]
- Ochsenkuehn-Petropoulou, M.; Lyberopulu, T.; Parissakis, G. Selective separation and determination of scandium from yttrium and lanthanides in red mud by a combined ion exchange/solvent extraction method. Anal. Chim. Acta 1995, 315, 231–237. [Google Scholar] [CrossRef]
- Sinha, S.; Pandey, B.D.; Meshram, P.; Kar, S.; Kumari, V.K. Abhilash Chloride leaching of lanthanum and cerium from Indian red mud and metal separation studies. Metall. Res. Technol. 2019, 116, 210. [Google Scholar] [CrossRef]
- Li, G.; Ye, Q.; Deng, B.; Luo, J.; Rao, M.; Peng, Z.; Jiang, T. Extraction of scandium from scandium-rich material derived from bauxite ore residues. Hydrometallurgy 2018, 176, 62–68. [Google Scholar] [CrossRef]
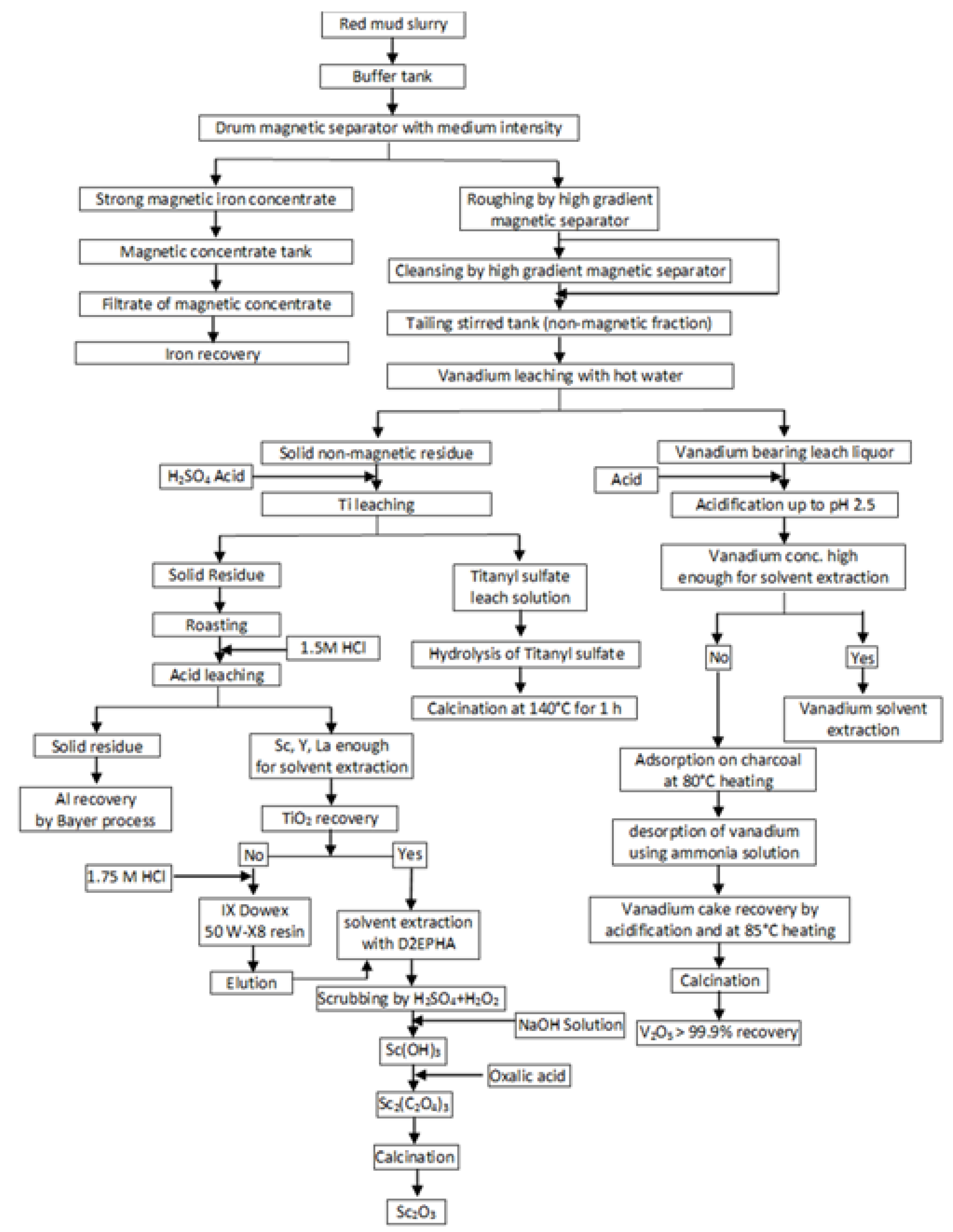
- Zhu, X.; Niu, Z.; Li, W.; Zhao, H.; Tang, Q. A novel process for recovery of aluminum, iron, vanadium, scandium, titanium and silicon from red mud. J. Environ. Chem. Eng. 2019, 8, 103528. [Google Scholar] [CrossRef]
- Onghena, B.; Binnemans, K. Recovery of Scandium (III) from aqueous solutions by solvent extraction with the functionalized ionic liquid betainium bis(trifluoromethylsulfonyl)imide. Ind. Eng. Chem. Res. 2015, 54, 1887–1898. [Google Scholar] [CrossRef]
- Onghena, B.; Borra, C.R.; Van Gerven, T.; Binnemans, K. Recovery of scandium from sulfation-roasted leachates of bauxite residue by solvent extraction with the ionic liquid betainium bis(trifluoromethylsulfonyl)imide. Sep. Purif. Technol. 2017, 176, 208–219. [Google Scholar] [CrossRef]
- Zhang, W.; Koivula, R.; Wiikinkoski, E.; Xu, J.; Hietala, S.; Lehto, J.; Harjula, R. Efficient and Selective Recovery of Trace Scandium by Inorganic Titanium Phosphate Ion-Exchangers from Leachates of Waste Bauxite Residue. ACS Sustain. Chem. Eng. 2017, 5, 3103–3114. [Google Scholar] [CrossRef]
- Deep, A.; Malik, P.; Gupta, B. Extraction and separation of Ti(IV) using thiophosphinic acids and its recovery from ilmenite and red mud. Sep. Sci. Technol. 2001, 36, 671–685. [Google Scholar] [CrossRef]
- Smirnov, D.I.; Molchanova, T.V.; Vodolazov, L.I.; Peganov, V.A. Sorption recovery of rare-earth elements, yttrium and aluminum from red mud. Tsvetnye Met. 2002, 8, 64–69. [Google Scholar]
- Dostova, T.M.; Salnikova, E.V. Removing the amount of rare earth elements by integrated waste processing industry alumina Ural Aluminum Plant. Vestnik Orenbg. State Univ. 2011, 12, 390–392. [Google Scholar]
- Rychkov, V.N.; Kirillov, S.V.; Kirillov, E.V.; Bunkov, G.M.; Botalov, M.S.; Gorbachev, S.N.; Petrakova, O.V.; Panov, A.V.; Suss, A.G.; Kozyrev, A.B. Method of Extracting Scandium and Rare-Earth Elements from Red Mud. Russian Patent RU2603418C1, 24 July 2015. [Google Scholar]
- Kozyrev, A.B.; Petrakova, O.V.; Suss, A.G.; Gorbachev, S.N.; Panov, A.V. Method of Extracting Scandium from Red Mud from Alumina Production. Russian Patent RU2692709C2, 21 June 2017. [Google Scholar]
- Rychkov, V.N.; Kirillov, E.V.; Kirillov, S.V.; Bunkov, G.M.; Titova, S.M. Scandium Recovery from Red Mud by Carbonate Assist. KnE Mater. Sci. 2017, 2, 163. [Google Scholar] [CrossRef]
- Hérès, X.; Blet, V.; Di Natale, P.; Ouaattou, A.; Mazouz, H.; Dhiba, D.; Cuer, F. Selective extraction of rare earth elements from phosphoric acid by ion exchange resins. Metals 2018, 8, 682. [Google Scholar] [CrossRef]
- Shirokova, A.G.; Pasechnik, L.A.; Yatsenko, S.P. Prospects of application of microencapsulated extractants for extraction of scandium and rare-earth elements. Non Ferrous Met. 2014, 1, 41–44. [Google Scholar]
- Korovin, V.; Shestak, Y.; Pogorelov, Y. Scandium extraction by neutral organo-phosphorus compounds supported on a porous carrier. Hydrometallurgy 1999, 52, 1–8. [Google Scholar] [CrossRef]
- Korovin, V.; Shestak, Y. Scandium extraction from hydrochloric acid media by Levextrel-type resins containing di-isooctyl methyl phosphonate. Hydrometallurgy 2009, 95, 346–349. [Google Scholar] [CrossRef]
- Avdibegović, D.; Regadío, M.; Binnemans, K. Recovery of scandium(III) from diluted aqueous solutions by a supported ionic liquid phase (SILP). RSC Adv. 2017, 7, 49664–49674. [Google Scholar] [CrossRef]
- Avdibegović, D.; Regadío, M.; Binnemans, K. Efficient separation of rare earths recovered by a supported ionic liquid from bauxite residue leachate. RSC Adv. 2018, 8, 11886–11893. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, K.; Wu, Y.; Lei, Q.; Peng, C.; Chen, W. Separation and recovery of iron and scandium from acid leaching solution of red mud using D201 resin. J. Rare Earths 2020, 38, 1322–1329. [Google Scholar] [CrossRef]
- Zhu, X.; Li, W.; Tang, S.; Zeng, M.; Bai, P.; Chen, L. Selective recovery of vanadium and scandium by ion exchange with D201 and solvent extraction using P507 from hydrochloric acid leaching solution of red mud. Chemosphere 2017, 175, 365–372. [Google Scholar] [CrossRef] [PubMed]
- Zhou, H.; Li, D.; Tian, Y.; Chen, Y. Extraction of scandium from red mud by modified activated carbon and kinetics study. Rare Met. 2008, 27, 223–227. [Google Scholar] [CrossRef]
- Kir, E.; Cengeloglu, Y.; Ersoz, M. Influence of Chelating Agents on the Recovery of Al(III), Fe(III), Ti(IV) and Na(I) from Red Mud by Cation Exchange Membranes. Sep. Sci. Technol. 2007, 41, 961–977. [Google Scholar] [CrossRef]
- Cengeloglu, Y.; Kir, E.; Ersoz, M.; Buyukerkek, T.; Gezgin, S. Recovery and concentration of metals from red mud by Donnan dialysis. Colloids Surf. A Physicochem. Eng. Asp. 2003, 223, 95–101. [Google Scholar] [CrossRef]
- Rasoulnia, P.; Barthen, R.; Lakaniemi, A.-M. A critical review of bioleaching of rare earth elements: The mechanisms and effect of process parameters. Crit. Rev. Environ. Sci. Technol. 2020, 1–50. [Google Scholar] [CrossRef]
- Qu, Y.; Lian, B. Bioleaching of rare earth and radioactive elements from red mud using Penicillium tricolor RM-10. Bioresour. Technol. 2013, 136, 16–23. [Google Scholar] [CrossRef] [PubMed]
- Sethurajan, M.; van Hullebusch, E.D.; Nancharaiah, Y.V. Biotechnology in the management and resource recovery from metal bearing solid wastes: Recent advances. J. Environ. Manag. 2018, 211, 138–153. [Google Scholar] [CrossRef]
- Qu, Y.; Lian, B.; Mo, B.; Liu, C. Bioleaching of heavy metals from red mud using Aspergillus niger. Hydrometallurgy 2013, 136, 71–77. [Google Scholar] [CrossRef]
- Vakilchap, F.; Mousavi, S.M.; Shojaosadati, S.A. Role of Aspergillus niger in recovery enhancement of valuable metals from produced red mud in Bayer process. Bioresour. Technol. 2016, 218, 991–998. [Google Scholar] [CrossRef] [PubMed]
- Qu, Y.; Li, H.; Tian, W.; Wang, X.; Wang, X.; Jia, X.; Shi, B.; Song, G.; Tang, Y. Leaching of valuable metals from red mud via batch and continuous processes by using fungi. Miner. Eng. 2015, 81, 1–4. [Google Scholar] [CrossRef]
- Čížková, M.; Mezricky, D.; Rucki, M.; Tóth, T.M.; Náhlík, V.; Lanta, V.; Bišová, K.; Zachleder, V.; Vítová, M. Bio-mining of Lanthanides from Red Mud by Green Microalgae. Molecules 2019, 24, 1356. [Google Scholar] [CrossRef] [PubMed]
- Qu, Y.; Li, H.; Wang, X.; Tian, W.; Shi, B.; Yao, M.; Zhang, Y. Bioleaching of major, rare earth, and radioactive elements from red mud by using indigenous chemoheterotrophic bacterium Acetobacter sp. Minerals 2019, 9, 67. [Google Scholar] [CrossRef]
- Pollmann, K.; Kutschke, S.; Matys, S.; Raff, J.; Hlawacek, G.; Lederer, F.L. Bio-recycling of metals: Recycling of technical products using biological applications. Biotechnol. Adv. 2018, 36, 1048–1062. [Google Scholar] [CrossRef]
- Mayes, W.M.; Burke, I.T.; Gomes, H.I.; Anton, D.; Molnár, M.; Feigl, V.; Ujaczki, E. Advances in Understanding Environmental Risks of Red Mud After the Ajka Spill, Hungary. J. Sustain. Metall. 2016, 2, 332–343. [Google Scholar] [CrossRef]
- Borra, C.R.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Comparative Analysis of Processes for Recovery of Rare Earths from Bauxite Residue. JOM 2016, 68, 2958–2962. [Google Scholar] [CrossRef]
- Borra, C.R.; Mermans, J.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Selective recovery of rare earths from bauxite residue by combination of sulfation, roasting and leaching. Miner. Eng. 2016, 92, 151–159. [Google Scholar] [CrossRef]
- Hatzilyberis, K.; Lymperopoulou, T.; Tsakanika, L.A.; Ochsenkühn, K.M.; Georgiou, P.; Defteraios, N.; Tsopelas, F.; Ochsenkühn-Petropoulou, M. Process design aspects for scandium-selective leaching of bauxite residue with sulfuric acid. Minerals 2018, 8, 79. [Google Scholar] [CrossRef]
- Agrawal, S.; Dhawan, N. Investigation of mechanical and thermal activation on metal extraction from red mud. Sustain. Mater. Technol. 2021, 27, e00246. [Google Scholar] [CrossRef]
- Joyce, P.J.; Björklund, A. Using Life Cycle Thinking to Assess the Sustainability Benefits of Complex Valorization Pathways for Bauxite Residue. J. Sustain. Metall. 2019, 5, 69–84. [Google Scholar] [CrossRef]
- Balomenos, E.; Davris, P.; Pontikes, Y.; Panias, D. Mud2Metal: Lessons Learned on the Path for Complete Utilization of Bauxite Residue Through Industrial Symbiosis. J. Sustain. Metall. 2017, 3, 551–560. [Google Scholar] [CrossRef]
- Samouhos, M.; Taxiarchou, M.; Pilatos, G.; Tsakiridis, P.E.; Devlin, E.; Pissas, M. Controlled reduction of red mud by H2 followed by magnetic separation. Miner. Eng. 2017, 105, 36–43. [Google Scholar] [CrossRef]
- Mombelli, D.; Barella, S.; Gruttadauria, A.; Mapelli, C. Iron recovery from Bauxite Tailings Red Mud by thermal reduction with blast furnace sludge. Appl. Sci. 2019, 9, 4902. [Google Scholar] [CrossRef]
- Yu, F.; Huangfu, L.; Wang, C.; Li, C.; Yu, J.; Li, W.; Gao, S. Recovery of Fe and Al from red mud by a novel fractional precipitation process. Environ. Sci. Pollut. Res. 2020, 27, 14642–14653. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Methods of Red Mud Processing Using Alkaline Solutions | Merits | Demerits |
|---|---|---|
| Leaching at atmospheric pressure |
|
|
| Hydro-chemical process |
|
|
| Sintering process |
|
|
| Reduction roasting with alkalis followed by leaching at atmospheric pressure |
|
|
| Reduction smelting followed by autoclave leaching |
|
|
| Sample | Fe2O3 | Al2O3 | CaO | SiO2 | TiO2 | Sc (mg/kg) |
|---|---|---|---|---|---|---|
| Bauxite residue | 43.5 | 24 | 10.2 | 5.5 | 5.6 | 120 |
| Basic slag | 1.8 | 38.3 | 43.2 | 7.6 | 7.6 | 170 |
| Neutral slag | 1.5 | 39.8 | 29.9 | 22.0 | 7.4 | 170 |
| Acidic slag | 1.2 | 36.8 | 15.3 | 38 | 7.3 | 170 |
| Element | Bauxite Residue | Slag I.FC | Slag I.SC | Slag II.FC | Slag II.SC | Slag III.FC | Slag III.SC |
|---|---|---|---|---|---|---|---|
| Al | 9.6 | 20.2 | 20.0 | 16.9 | 17.8 | 19.3 | 19.1 |
| Ca | 6.1 | 27.2 | 27.1 | 17.7 | 15.9 | 16.9 | 16.3 |
| Si | 3.4 | 4.6 | 4.7 | 11.8 | 12.3 | 10.4 | 10.1 |
| Ti | 3.5 | 5.2 | 5.5 | 6.1 | 5.4 | 5.5 | 5.2 |
| Na | 2.1 | 1.8 | 0.9 | 2.2 | 2.0 | 2.1 | 2.3 |
| Fe | 32.7 | 1.5 | 2.5 | 2.0 | 2.4 | 2.5 | 3.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zinoveev, D.; Pasechnik, L.; Fedotov, M.; Dyubanov, V.; Grudinsky, P.; Alpatov, A. Extraction of Valuable Elements from Red Mud with a Focus on Using Liquid Media—A Review. Recycling 2021, 6, 38. https://doi.org/10.3390/recycling6020038
Zinoveev D, Pasechnik L, Fedotov M, Dyubanov V, Grudinsky P, Alpatov A. Extraction of Valuable Elements from Red Mud with a Focus on Using Liquid Media—A Review. Recycling. 2021; 6(2):38. https://doi.org/10.3390/recycling6020038
Chicago/Turabian StyleZinoveev, Dmitry, Liliya Pasechnik, Mikhail Fedotov, Valery Dyubanov, Pavel Grudinsky, and Andrey Alpatov. 2021. "Extraction of Valuable Elements from Red Mud with a Focus on Using Liquid Media—A Review" Recycling 6, no. 2: 38. https://doi.org/10.3390/recycling6020038
APA StyleZinoveev, D., Pasechnik, L., Fedotov, M., Dyubanov, V., Grudinsky, P., & Alpatov, A. (2021). Extraction of Valuable Elements from Red Mud with a Focus on Using Liquid Media—A Review. Recycling, 6(2), 38. https://doi.org/10.3390/recycling6020038