
Sicilian Whey: Utilization of Ricotta Whey in the Production of Value-Added Artisanal Beers


Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemical, Microbial, and Mineral Analysis of Scotta
2.2. Beer Production
2.2.1. Milk Stout Production
2.2.2. Gose-Style Beer Production
2.3. Beer Analysis
2.4. Sensory Analysis
3. Results and Discussion
3.1. Survey of Scotta in Sicily
Primary Attributes
3.2. Scotta Incorporation into Beer
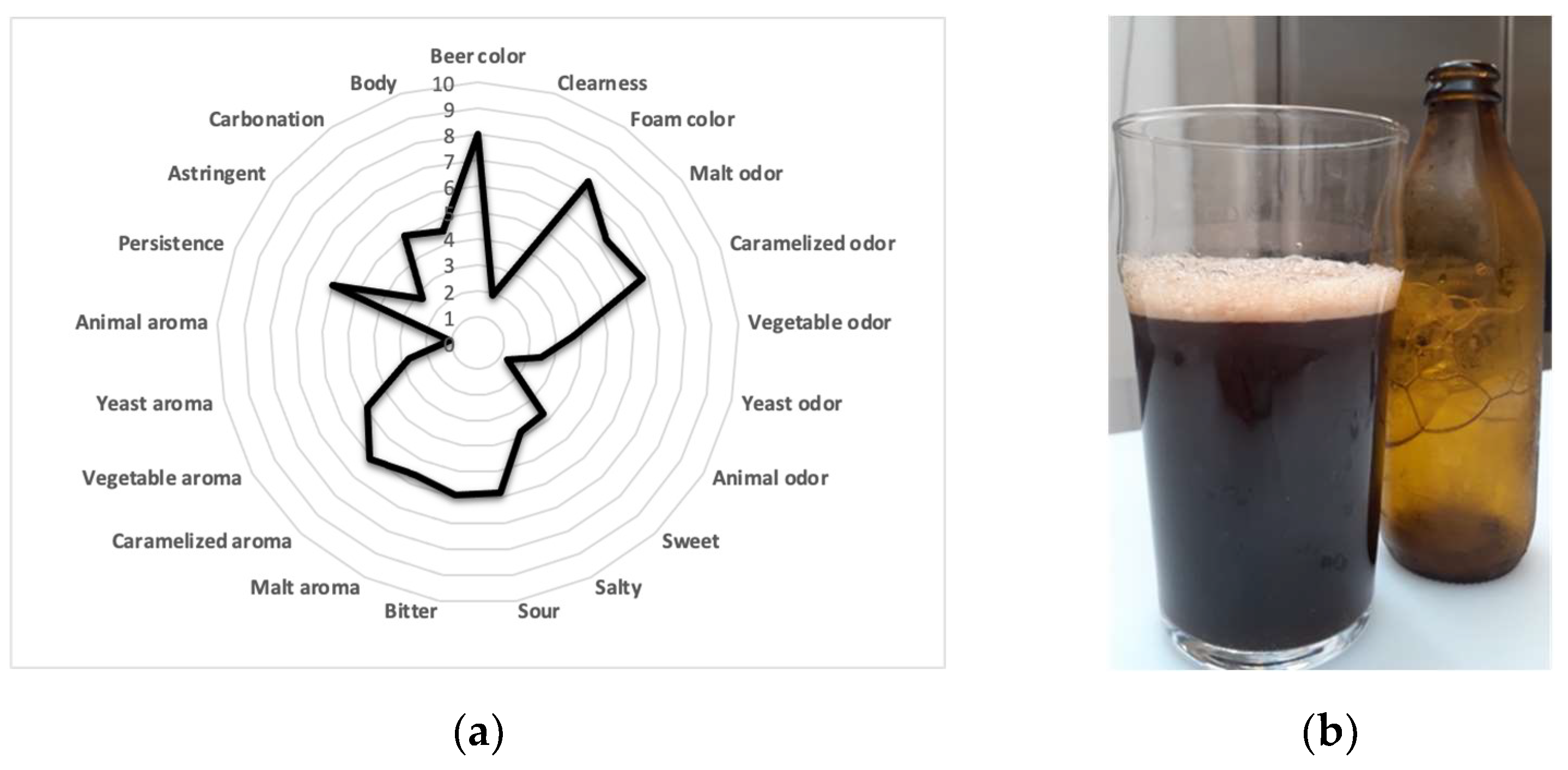
3.2.1. Milk Stout
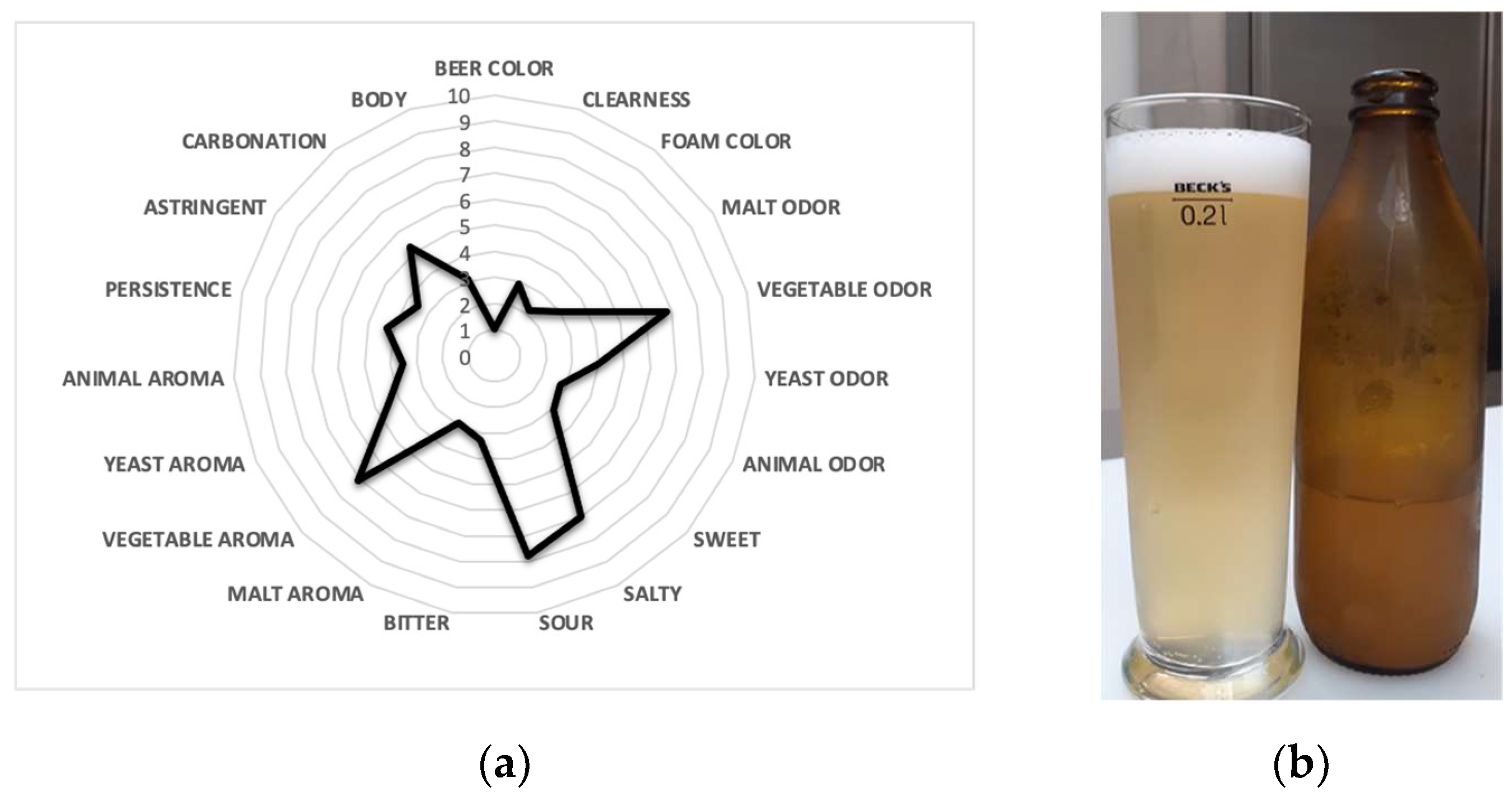
3.2.2. Gose-Style Beer
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Muscat, A.; de Olde, E.M.; Ripoll-Bosch, R.; Van Zanten, H.H.E.; Metze, T.A.P.; Termeer, C.; van Ittersum, M.K.; de Boer, I.J.M. Principles, drivers and opportunities of a circular bioeconomy. Nat. Food 2021, 2, 561–566. [Google Scholar] [CrossRef] [PubMed]
- Mangione, G.; Caccamo, M.; Natalello, A.; Licitra, G. Graduate Student Literature Review: History, technologies of production, and characteristics of ricotta cheese. J. Dairy Sci. 2023, 106, 3807–3826. [Google Scholar] [CrossRef] [PubMed]
- Modler, H. Development of a continuous process for the production of Ricotta cheese. J. Dairy Sci. 1988, 71, 2003–2009. [Google Scholar] [CrossRef]
- Pisponen, A.; Pajumagi, S.; Mootse, H.; Karus, A.; Poikalainen, V. The lactose from Ricotta cheese whey: The effect of pH and concentration on size and morphology of lactose crystals. Dairy Sci. Technol. 2013, 93, 477–486. [Google Scholar] [CrossRef]
- Sansonetti, S.; Curcio, S.; Calabro, V.; Iorio, G. Bio-ethanol production by fermentation of ricotta cheese whey as an effective alternative non-vegetable source. Biomass Bioenerg. 2009, 33, 1687–1692. [Google Scholar] [CrossRef]
- Mariotti, M.; Fratini, F.; Cerri, D.; Andreuccetti, V.; Giglio, R.; Angeletti, F.G.S.; Turchi, B. Use of Fresh Scotta Whey as an Additive for Alfalfa Silage. Agronomy 2020, 10, 365. [Google Scholar] [CrossRef]
- Bosco, F.; Cirrincione, S.; Carletto, R.; Marmo, L.; Chiesa, F.; Mazzoli, R.; Pessione, E. PHA Production from Cheese Whey and “Scotta”: Comparison between a Consortium and a Pure Culture of Leuconostoc mesenteroides. Microorganisms 2021, 9, 2426. [Google Scholar] [CrossRef]
- Amaro, T.; Rosa, D.; Comi, G.; Iacumin, L. Prospects for the Use of Whey for Polyhydroxyalkanoate (PHA) Production. Front. Microbiol. 2019, 10, 992. [Google Scholar] [CrossRef]
- De Giorgi, S.; Raddadi, N.; Fabbri, A.; Gallina Toschi, T.; Fava, F. Potential use of ricotta cheese whey for the production of lactobionic acid by Pseudomonas taetrolens strains. N. Biotechnol. 2018, 42, 71–76. [Google Scholar] [CrossRef]
- Maragkoudakis, P.; Vendramin, V.; Bovo, B.; Treu, L.; Corich, V.; Giacomini, A. Potential use of scotta, the by-product of the ricotta cheese manufacturing process, for the production of fermented drinks. J. Dairy Res. 2016, 83, 104–108. [Google Scholar] [CrossRef]
- Holsinger, V.; Posati, L.; DeVilbiss, E. Whey beverages: A review. J. Dairy Sci. 1974, 57, 849–859. [Google Scholar] [CrossRef]
- Özer, B.; Evrendilek, G.A. Whey beverages. In Dairy Foods; Elsevier: Amsterdam, The Netherlands, 2022; pp. 117–137. [Google Scholar]
- Fastigi, M.; Cavanaugh, J.R. Turning Passion into Profession: A History of Craft Beer in Italy. Gastronomica 2017, 17, 39–50. [Google Scholar] [CrossRef]
- Garavaglia, C. The Birth and Diffusion of Craft Breweries in Italy. In Economic Perspectives on Craft Beer: A Revolution in the Global Beer Industry; Garavaglia, C., Swinnen, J., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 229–258. [Google Scholar]
- Anderson, K.; Meloni, G.; Swinnen, J. Global Alcohol Markets: Evolving Consumption Patterns, Regulations, and Industrial Organizations. Annu. Rev. Resour. Econ. 2018, 10, 105–132. [Google Scholar] [CrossRef]
- McCabe, J.T. The Practical Brewer: A Manual for the Brewing Industry, 3rd ed.; Master Brewers Association of the Americas: Wauwatosa, WI, USA, 1999; 757p. [Google Scholar]
- Pitts, E.R.; Witrick, K. Brewery Packaging in a Post-COVID Economy within the United States. Beverages 2021, 7, 14. [Google Scholar] [CrossRef]
- Olajire, A.A. The brewing industry and environmental challenges. J. Clean. Prod. 2020, 256, 102817. [Google Scholar] [CrossRef]
- Rodrigo, S.; Young, S.D.; Talaverano, M.I.; Broadley, M.R. The influence of style and origin on mineral composition of beers retailing in the UK. Eur. Food Res. Technol. 2017, 243, 931–939. [Google Scholar] [CrossRef]
- Bergholz, T.M.; Moreno Switt, A.I.; Wiedmann, M. Omics approaches in food safety: Fulfilling the promise? Trends Microbiol. 2014, 22, 275–281. [Google Scholar] [CrossRef]
- Wong, N.; LaCroix, D.; McDonough, F. Minerals in whey and whey fractions. J. Dairy Sci. 1978, 61, 1700–1703. [Google Scholar] [CrossRef]
- Luo, S.R.; DeMarsh, T.A.; deRiancho, D.; Stelick, A.; Alcaine, S.D. Characterization of the Fermentation and Sensory Profiles of Novel Yeast-Fermented Acid Whey Beverages. Foods 2021, 10, 1204. [Google Scholar] [CrossRef]
- Lawton, M.R.; Alcaine, S.D. Leveraging endogenous barley enzymes to turn lactose-containing dairy by-products into fermentable adjuncts for Saccharomyces cerevisiae-based ethanol fermentations. J. Dairy Sci. 2019, 102, 2044–2050. [Google Scholar] [CrossRef]
- Crumplen, R.; Crumplen, C.; D’Amore, T.; Goring, T.; McKee, R.; Stewart, G. Lactose fermentation and the possible use of whey as an adjunct in beer production. J. Am. Soc. Brew. Chem. 1990, 48, 95–99. [Google Scholar] [CrossRef]
- Kosikowski, F.V.; Wzorek, W. Whey Wine from Concentrates of Reconstituted Acid Whey Powder. J. Dairy Sci. 1977, 60, 1982–1986. [Google Scholar] [CrossRef]
- Rivera Flores, V.K.; Fan, X.; DeMarsh, T.A.; deRiancho, D.L.; Alcaine, S.D. Leveraging Milk Permeate Fermentation to Produce Lactose-Free, Low-In-Glucose, Galactose-Rich Bioproducts: Optimizations and Applications. Fermentation 2023, 9, 825. [Google Scholar] [CrossRef]
- Risner, D.; Shayevitz, A.; Haapala, K.; Meunier-Goddik, L.; Hughes, P. Fermentation and distillation of cheese whey: Carbon dioxide-equivalent emissions and water use in the production of whey spirits and white whiskey. J. Dairy Sci. 2018, 101, 2963–2973. [Google Scholar] [CrossRef] [PubMed]
- Wehr, H.M.; Frank, J.F. Standard Methods for the Examination of Dairy Products; American Public Health Association: Washington, DC, USA, 2004. [Google Scholar]
- Licitra, G.; Portelli, G.; Campo, P.; Longombardo, G.; Farina, G.; Carpino, S.; Barbano, D.M. Technology to produce Ragusano cheese: A survey. J. Dairy Sci. 1998, 81, 3343–3349. [Google Scholar] [CrossRef]
- Celano, G.; Calasso, M.; Costantino, G.; Vacca, M.; Ressa, A.; Nikoloudaki, O.; De Palo, P.; Calabrese, F.M.; Gobbetti, M.; De Angelis, M. Effect of Seasonality on Microbiological Variability of Raw Cow Milk from Apulian Dairy Farms in Italy. Microbiol. Spectr. 2022, 10, e0051422. [Google Scholar] [CrossRef]
- La Terra, S.; Marino, V.; Schadt, I.; Caccamo, M.; Azzaro, G.; Carpino, S.; Licitra, G. Influence of season and pasture feeding on the content of CLA isomers in milk from three different farming systems in Sicily. Dairy Sci. Technol. 2013, 93, 1–10. [Google Scholar] [CrossRef]
- Franceschi, P.; Martuzzi, F.; Formaggioni, P.; Malacarne, M.; Summer, A. Seasonal Variations of the Protein Fractions and the Mineral Contents of the Cheese Whey in the Parmigiano Reggiano Cheese Manufacture. Agriculture 2023, 13, 165. [Google Scholar] [CrossRef]
- Menchik, P.; Zuber, T.; Zuber, A.; Moraru, C.I. Short communication: Composition of coproduct streams from dairy processing: Acid whey and milk permeate. J. Dairy Sci. 2019, 102, 3978–3984. [Google Scholar] [CrossRef]
- Law, A.J.; Leaver, J. Effects of acidification and storage of milk on dissociation of bovine casein micelles. J. Agric. Food Chem. 1998, 46, 5008–5016. [Google Scholar] [CrossRef]
- Fox, P.; Uniacke-Lowe, T.; McSweeney, P.; O’Mahony, J.; Fox, P.; Uniacke-Lowe, T.; McSweeney, P.; O’Mahony, J. Heat-induced changes in milk. In Dairy Chemistry and Biochemistry; Springer: Berlin/Heidelberg, Germany, 2015; pp. 345–375. [Google Scholar]
- Shlisky, J.; Mandlik, R.; Askari, S.; Abrams, S.; Belizan, J.M.; Bourassa, M.W.; Cormick, G.; Driller-Colangelo, A.; Gomes, F.; Khadilkar, A.; et al. Calcium deficiency worldwide: Prevalence of inadequate intakes and associated health outcomes. Ann. N. Y Acad. Sci. 2022, 1512, 10–28. [Google Scholar] [CrossRef] [PubMed]
- Watson, R.R.; Collier, R.J.; Preedy, V.R. Nutrients in Dairy and Their Implications on Health and Disease; Elsevier: London, UK; Academic Press: Cambridge, MA, USA, 2017; Volume 13, 476p. [Google Scholar]
- Wilson-Barnes, S.L.; Lanham-New, S.A.; Lambert, H. Modifiable risk factors for bone health & fragility fractures. Best. Pract. Res. Clin. Rheumatol. 2022, 36, 101758. [Google Scholar] [CrossRef] [PubMed]
- Veniamakis, E.; Kaplanis, G.; Voulgaris, P.; Nikolaidis, P.T. Effects of Sodium Intake on Health and Performance in Endurance and Ultra-Endurance Sports. Int. J. Environ. Res. Public Health 2022, 19, 3651. [Google Scholar] [CrossRef] [PubMed]
- Shirreffs, S. Hydration in sport and exercise: Water, sports drinks and other drinks. Nutr. Bull. 2009, 34, 374–379. [Google Scholar] [CrossRef]
- Martin, N.H.; Boor, K.J.; Wiedmann, M. Symposium review: Effect of post-pasteurization contamination on fluid milk quality. J. Dairy Sci. 2018, 101, 861–870. [Google Scholar] [CrossRef] [PubMed]
- Schroder, M.J.A. Origins and Levels of Post Pasteurization Contamination of Milk in the Dairy and Their Effects on Keeping Quality. J. Dairy Res. 1984, 51, 59–67. [Google Scholar] [CrossRef]
- el-Gazzar, F.E.; Marth, E.H. Salmonellae, salmonellosis, and dairy foods: A review. J. Dairy Sci. 1992, 75, 2327–2343. [Google Scholar] [CrossRef]
- Melo, J.; Andrew, P.; Faleiro, M. Listeria monocytogenes in cheese and the dairy environment remains a food safety challenge: The role of stress responses. Food Res. Int. 2015, 67, 75–90. [Google Scholar] [CrossRef]
- Oliver, G.; Colicchio, T. The Oxford Companion to Beer; Oxford University Press: Oxford, UK, 2011. [Google Scholar]
- Rivera Flores, V.K.; DeMarsh, T.A.; Gibney, P.A.; Alcaine, S.D. Fermentation of dairy-relevant sugars by Saccharomyces, Kluyveromyces, and Brettanomyces: An exploratory study with implications for the utilization of acid whey, Part I. Fermentation 2021, 7, 266. [Google Scholar] [CrossRef]
- Bamforth, C.W. Beer styles and recipe development: What should I brew? In The Craft Brewing Handbook; Elsevier: Amsterdam, The Netherlands, 2020; pp. 47–63. [Google Scholar]
- Donadini, G.; Fumi, M.D. Sensory mapping of beers on sale in the Italian market. J. Sens. Stud. 2010, 25, 19–49. [Google Scholar] [CrossRef]
- Allen, F. Gose: Brewing a Classic German Beer for the Modern Era; Brewers Publications: Boulder, CO, USA, 2018. [Google Scholar]
- Domizio, P.; House, J.; Joseph, C.; Bisson, L.; Bamforth, C. Lachancea thermotolerans as an alternative yeast for the production of beer. J. Inst. Brew. 2016, 122, 599–604. [Google Scholar] [CrossRef]
- Postigo, V.; Esteban, S.; Arroyo, T. Lachancea thermotolerans, an Innovative Alternative for Sour Beer Production. Beverages 2023, 9, 20. [Google Scholar] [CrossRef]
- Svedlund, N.; Evering, S.; Gibson, B.; Krogerus, K. Fruits of their labour: Biotransformation reactions of yeasts during brewery fermentation. Appl. Microbiol. Biotechnol. 2022, 106, 4929–4944. [Google Scholar] [CrossRef]
- Iorizzo, M.; Coppola, F.; Letizia, F.; Testa, B.; Sorrentino, E. Role of yeasts in the brewing process: Tradition and innovation. Processes 2021, 9, 839. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
| Descriptor | Intensity Score Reference | ||||
|---|---|---|---|---|---|
| Visual | Foam color | 1 = pure white | 4 = ivory * | 6 = cream | 8 = cappuccino |
| Beer color | 1 = straw yellow | 4 = golden yellow * | 6 = amber yellow | 8 = brown | |
| Clearness | 1 = cloudy | 4 = veiled * | 6 = slightly veiled | 8 = clear | |
| Odor | Malt odor | 1 = absent | 3 = low * | 6 = medium | 8 = high |
| Caramelized odor a | 1 = absent | 4 = low | 6 = medium | 8 = high | |
| Vegetable odor | 1 = absent | 4 = low | 6 = medium * | 8 = high | |
| Yeast odor | 1 = absent * | 4 = low | 6 = medium | 8 = high | |
| Animal odor | 1 = absent * | 4 = low | 6 = medium | 8 = high | |
| Taste | Sweet | 1 = absent | 3 = low * | 6 = medium | 8 = high |
| Salty | 1 = absent | 4 = low | 6 = medium * | 8 = high | |
| Sour | 1 = absent | 4 = low | 7= medium* | 8 = high | |
| Bitter | 1 = absent | 4 = low * | 6 = medium | 8 = high | |
| Aromatic | Malt aroma | 1 = absent | 4 = low * | 6 = medium | 8 = high |
| Caramelized aroma a | 1 = absent | 4 = low | 6 = medium | 8 = high | |
| Vegetable aroma | 1 = absent | 4 = low | 6 = medium | 7 = high * | |
| Yeast aroma | 1 = absent | 4 = low * | 6 = medium | 8 = high | |
| Animal aroma | 1 = absent * | 4 = low | 6 = medium | 8 = high | |
| Persistency | 1 (absent) ≤5 s | 4 (low) =5–10 s | 5 (medium) =11–20 s * | 8 (high) =21–30 s | |
| Tactile | Astringent | 1 = absent | 3 = low * | 6 = medium | 8 = high |
| Carbonation | 1 = absent | 3 = low | 6 = medium * | 8 = high | |
| Body | 1 = aqueous | 4 = light * | 6 = medium | 8 = full | |
| Farm | Sample Type | pH | Protein (%) | Fat (%) | Lactose (%) | Salt (%) | Dry Matter (%) |
|---|---|---|---|---|---|---|---|
| 1 | Milk | 6.68 ± 0.08 (8) | 3.49 ± 0.14 (9) | 4.16 ± 0.28 (9) | 4.69 ± 0.08 (9) | 0.23 ± 0.01 (2) | 13.33 ± 0.33 (6) |
| Whey | 6.59 ± 0.10 (7) | 0.79 ± 0.11 (7) | 1.15 ± 0.29 (7) | 3.44 ± 0.41 (7) | 0.69 ± 0.55 (5) | 7.42 ± 0.55 (8) | |
| Scotta | 6.24 ± 0.09 (9) | 0.50 ± 0.07 (9) | 0.41 ± 1.17 (9) | 5.31 ± 0.08 (9) | 1.31 ± 0.09 (5) | 6.16 ± 0.17 (9) | |
| 2 | Milk | 6.69 ± 0.08 (10) | 3.15 ± 0.42 (10) | 3.61 ± 0.34 (10) | 4.42 ± 0.49 (10) | 0.26 ± 0.00 (2) | 11.80 ± 1.48 (6) |
| Whey | 6.45 ± 0.11 (10) | 0.81 ± 0.13 (9) | 1.24 ± 0.11 (9) | 3.13 ± 0.30 (9) | 0.42 ± 0.35 (6) | 7.33 ± 0.70 (10) | |
| Scotta | 6.06 ± 0.04 (10) | 0.47 ± 0.05 (10) | 0.04 ± 0.05 (10) | 5.06 ± 0.17 (10) | 1.00 ± 0.14 (6) | 6.00 ± 0.19 (10) | |
| 3 | Milk | 6.54 ± 0.33 (10) | 3.53 ± 0.16 (10) | 4.12 ± 0.40 (10) | 4.71 ± 0.06 (10) | 0.22 ± 0.05 (2) | 13.47 ± 0.21 (6) |
| Whey | 6.23 ± 0.41 (11) | 0.75 ± 0.07 (11) | 1.45 ± 0.14 (11) | 2.90 ± 0.51 (11) | 0.45 ± 0.48 (7) | 7.41 ± 0.47 (11) | |
| Scotta | 6.08 ± 0.11 (11) | 0.46 ± 0.02 (10) | 0.19 ± 0.05 (10) | 4.32 ± 0.42 (10) | 1.08 ± 0.07 (7) | 5.54 ± 0.22 (10) | |
| 4 | Milk | 6.75 ± 0.05 (10) | 3.37 ± 0.09 (10) | 4.33 ± 1.61 (10) | 4.68 ± 0.07 (10) | 0.25 ± 0.02 (2) | 12.63 ± 0.15 (6) |
| Whey | 6.52 ± 0.19 (11) | 0.91 ± 0.15 (11) | 1.19 ± 0.45 (11) | 3.44 ± 0.38 (11) | 0.46 ± 0.43 (7) | 7.76 ± 1.03 (11) | |
| Scotta | 6.27 ± 0.16 (11) | 0.67 ± 0.22 (11) | 0.54 ± 0.57 (11) | 4.63 ± 0.77 (11) | 1.12 ± 0.03 (7) | 7.04 ± 0.91 (11) | |
| 5 | Milk | 6.67 ± 0.02 (2) | 3.63 ± 0.09 (3) | 3.51 ± 0.22 (3) | 4.52 ± 0.06 (3) | n.d. | 12.03 ± 0.77 (3) |
| Whey | 6.47 ± 0.07 (3) | 0.92 ± 0.04 (3) | 0.83 ± 0.07 (3) | 3.46 ± 0.18 (3) | n.d. | 6.80 ± 0.21 (3) | |
| Scotta | 6.25 ± 0.05 (3) | 0.59 ± 0.03 (3) | 0.06 ± 0.03 (3) | 4.58 ± 0.16 (3) | n.d. | 5.70 ± 0.14 (3) | |
| 6 | Milk | 6.70 ± 0.06 (4) | 3.46 ± 0.05 (4) | 4.14 ± 0.17 (4) | 4.64 ± 0.03 (4) | n.d. | n.d. |
| Whey | 6.02 ± 0.91 (5) | 0.78 ± 0.06 (5) | 1.57 ± 0.09 (5) | 2.90 ± 0.28 (5) | 0.19 ± 0.02 (5) | 7.94 ± 0.16 (5) | |
| Scotta | 6.06 ± 0.11 (5) | 0.60 ± 0.02 (5) | 0.07 ± 0.03 (5) | 5.14 ± 0.08 (5) | 1.17 ± 0.21 (5) | 6.37 ± 0.09 (5) | |
| 7 | Milk | 6.78 ± 0.04 (10) | 3.31 ± 0.08 (10) | 3.66 ± 0.14 (10) | 4.59 ± 0.09 (10) | 0.22 ± 0.01 (2) | 12.42 ± 0.35 (6) |
| Whey | 6.39 ± 0.35 (10) | 1.16 ± 0.96 (10) | 0.92 ± 0.23 (10) | 3.73 ± 0.44 (9) | 0.58 ± 0.43 (6) | 6.66 ± 2.07 (10) | |
| Scotta | 6.05 ± 0.24 (10) | 0.48 ± 0.07 (10) | 0.07 ± 0.14 (10) | 4.92 ± 0.39 (10) | 0.84 ± 0.31 (6) | 5.86 ± 0.33 (10) | |
| 8 | Scotta | 5.95 ± 0.12 (5) | 0.45 ± 0.07 (5) | 0.13 ± 0.09 (5) | 4.38 ± 0.19 (5) | 0.80 ± 0.32 (5) | 5.48 ± 0.27 (5) |
| All | Milk | 6.69 ± 0.17 (55) | 3.39 ± 0.24 (56) | 3.96 ± 0.76 (56) | 4.61 ± 0.23 (56) | 0.23 ± 0.03 (10) | 12.67 ± 0.91 (33) |
| Whey | 6.39 ±0.38 (57) | 0.88 ± 0.42 (56) | 1.21 ± 0.33 (56) | 3.28 ± 0.48 (55) | 0.47 ± 0.41 (36) | 7.35 ± 1.10 (58) | |
| Scotta | 6.12 ± 0.17 (64) | 0.53 ± 0.13 (63) | 0.22 ± 0.52 (63) | 4.81 ± 0.52 (63) | 1.05 ± 0.24 (41) | 6.08 ± 0.66 (63) |
| Farm | Sample Type | Titratable Acidity (°SH) | Chlorides (%) | Na (mg/L) | K (mg/L) | Ca (mg/L) | Mg (mg/L) | P (mg/L) |
|---|---|---|---|---|---|---|---|---|
| 1 | Milk | 7.65 ± 0.79 (5) | 0.15 ± 0.01 (2) | n.d. | n.d. | n.d. | n.d. | n.d. |
| Whey | 3.86 ± 1.19 (5) | 0.79 ± 0.02 (2) | 407 ± 7 (2) | 1657 ± 3 (2) | 1182 ± 80 (2) | 128 ± 4 (2) | 958 ± 16 (2) | |
| Scotta | 3.76 ± 0.44 (5) | 0.78 ± 0.2 (6) | 432 (1) | 1645 (1) | 1257 (1) | 116 (1) | 919 (1) | |
| 2 | Milk | 7.60 ± 0.25 (6) | 0.16 ± 0.00 (2) | n.d. | n.d. | n.d. | n.d. | n.d. |
| Whey | 5.48 ± 1.16 (6) | 0.52 ± 0.11 (2) | 377 ± 8 (2) | 1640 ± 1 (2) | 1261 ± 4 (2) | 129 ± 13 (2) | 940 ± 2 (2) | |
| Scotta | 4.89 ± 0.50 (6) | 0.57 ± 0.07 (6) | 397 ± 20 (2) | 1650 ± 1 (2) | 1261 ± 1 (2) | 129 ± 9 (2) | 925 ± 6 (2) | |
| 3 | Milk | 9.59 ± 0.82 (6) | 0.13 ± 0.03 (3) | n.d. | n.d. | n.d. | n.d. | n.d. |
| Whey | 7.56 ± 3.04 (7) | 0.71 ± 0.04 (2) | 416 ± 20 (3) | 1649 ± 7 (3) | 1244 ± 6 (3) | 124 ± 12 (3) | 937 ± 17 (3) | |
| Scotta | 4.98 ± 0.94 (7) | 0.70 ± 0.06 (6) | 417 ± 35 (2) | 1674 ± 5 (2) | 1249 ± 25 (2) | 129 ± 7 (2) | 930 ± 8 (2) | |
| 4 | Milk | 7.59 ± 0.81 (6) | 0.16 ± 0.01 (2) | n.d. | n.d. | n.d. | n.d. | n.d. |
| Whey | 5.45 ± 2.10 (7) | 0.67 ± 0.00 (2) | 399 ± 10 (2) | 1650 ± 17 (2) | 1229 ± 11 (2) | 134 ± 4 (2) | 950 ± 4 (2) | |
| Scotta | 4.92 ± 0.75 (7) | 0.71 ± 0.02 (6) | 433 ± 34 (2) | 1629 ± 7 (2) | 1265 ± 13 (2) | 127 ± 1 (2) | 921 ± 2 (2) | |
| 5 | Milk | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. |
| Whey | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | |
| Scotta | n.d. | 0.69 ± 0.06 (3) | n.d. | n.d. | n.d. | n.d. | n.d. | |
| 6 | Milk | 7.21 ± 0.55 (4) | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. |
| Whey | 6.78 ± 4.56 (5) | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | |
| Scotta | 5.00 ± 0.34 (5) | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | |
| 7 | Milk | 8.49 ± 2.53 (6) | 0.14 ± 0.01 (2) | n.d. | n.d. | n.d. | n.d. | n.d. |
| Whey | 5.50 ± 1.82 (7) | 0.55 ± 0.15 (2) | 418 (1) | 1659 (1) | 1247 (1) | 131 (1) | 938 (1) | |
| Scotta | 4.23 ± 0.69 (6) | 0.62 ± 0.15 (6) | 396 ± 1 (2) | 1664 ± 24 (2) | 1255 ± 26 (2) | 139 ± 4 (2) | 931 ± 12 (2) | |
| 8 | Scotta | 4.98 ± 1.08 (5) | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. |
| All | Milk | 8.08 ± 1.41 (33) | 0.15 ± 0.02 (11) | n.d. | n.d. | n.d. | n.d. | n.d. |
| Whey | 5.83 ± 2.61 (37) | 0.65 ± 0.12 (10) | 402 ± 19 (10) | 1650 ± 9 (10) | 1232 ± 40 (10) | 129 ± 8 (10) | 944 ± 13 (10) | |
| Scotta | 4.70 ± 0.80 (41) | 0.68 ± 0.10 (33) | 413 ± 25 (9) | 1653 ± 19 (9) | 1257 ± 15 (9) | 129 ± 8 (9) | 925 ± 7 (9) |
| Farm | Sample Type | Total Plate Count LOG (CFU/g) | MRS LOG (CFU/g) |
|---|---|---|---|
| 1 | Whey | 4.9 ± 0.23 (5) | b.l. (5) |
| Scotta | 2.3 ± 0.1 (2), b.l. (6) | b.l. (8) | |
| 2 | Whey | 6.6 ± 1.3 (5), b.l. (3) | 5.1 ± 1.7 (5), b.l. (3) |
| Scotta | 2.6 ± 1.3 (3), b.l. (7) | 2.8 (1), b.l. (9) | |
| 3 | Whey | 6.1 ± 0.9 (8) | 5.3 ± 0.8 (7), b.l. (1) |
| Scotta | 2.8 ± 0.3 (5), b.l. (5) | 1.5 ± 0.2 (2), b.l. (8) | |
| 4 | Whey | 5.6 ± 1.2 (7), b.l. (1) | 3.3 ± 0.8 (7), b.l. (1) |
| Scotta | 2.0 ± 1.0 (7), b.l. (3) | 1.4 (1), b.l. (9) | |
| 5 | Whey | 5.4 ± 0.3 (3) | 4.7 ± 0.0 (3) |
| Scotta | 2.8 ± 0.0 (2), b.l (1) | b.l. (3) | |
| 6 | Whey | 6.8 ± 0.3 (3) | 4.5 ± 0.0 (3) |
| Scotta | 2.0 (1), b.l. (3) | 1.7 (1), b.l. (3) | |
| 7 | Whey | 6.3 ± 0.3 (4), b.l. (4) | 4.1 ± 1.8 (3), b.l. (5) |
| Scotta | 3.1 ± 1 (2), b.l. (8) | b.l. (10) | |
| 8 | Scotta | 2.8 ± 0.8 (4) | 1.3 (1), b.l. (3) |
| All | Whey | 5.9 ± 1.0 (35), b.l. (8) | 4.5 ± 1.3 (23), b.l. (15) |
| Scotta | 2.5 ± 0.8 (26), b.l. (33) | 1.7 ± 0.6 (6), b.l. (53) |
| Milk Stout | Gose | |
|---|---|---|
| Yeast Strain(s) | S. cerevisiae | S. cerevisiae L. thermotolerans |
| Original Gravity | 1.048 | 1.040 |
| Final Gravity | 1.016 | 1.004 |
| Apparent Degree of Attenuation | 67% | 90% |
| Starting pH | 5.32 | 5.60 |
| Final pH | 4.32 | 3.90 |
| Fermentation Time (days) | 25 | 21 |
| Final Alcohol | 4.00% | 4.64% |
| Descriptor | Milk Stout | Gose | Reference * |
|---|---|---|---|
| Beer color | 8.0 ± 0.3 | 1.0 ± 0.1 | 4.0 |
| Clearness | 1.9 ± 0.3 | 2.9 ± 0.3 | 4.0 |
| Foam color | 7.5 ± 0.4 | 2.2 ± 0.6 | 4.0 |
| Malt odor | 6.3 ± 0.2 | 3.08 ± 0.3 | 3.0 |
| Caramelized odor | 6.8 ± 0.6 | n.d | n.d. |
| Vegetable odor | 3.7 ± 0.4 | 6.8 ± 0.3 | 6.0 |
| Yeast odor | 2.5 ± 0.4 | 4.0 ± 0.2 | 1.0 |
| Animal odor | 1.3 ± 0.5 | 2.8 ± 0.4 | 1.0 |
| Sweet | 3.7 ± 0.3 | 3.1 ± 0.2 | 3.0 |
| Salty | 3.8 ± 0.2 | 7.0 ± 0.3 | 6.0 |
| Sour | 5.8 ± 0.4 | 7.8 ± 0.2 | 7.0 |
| Bitter | 5.9 ± 0.3 | 3.3 ± 0.2 | 4.0 |
| Malt aroma | 5.6 ± 0.5 | 2.92 ± 0.3 | 4.0 |
| Caramelized aroma | 6.1 ± 0.4 | n.d. | n.d. |
| Vegetable aroma | 4.9 ± 0.4 | 7.1 ± 0.3 | 7.0 |
| Yeast aroma | 2.7 ± 0.4 | 4.4 ± 0.2 | 4.0 |
| Animal aroma | 1.1 ± 0.2 | 3.5 ± 0.2 | 1.0 |
| Persistence | 6.0 ± 0.4 | 4.3 ± 0.4 | 5.0 |
| Astringent | 2.7 ± 0.4 | 3.5 ± 0.4 | 3.0 |
| Carbonation | 5.0 ± 0.4 | 5.3 ± 0.3 | 6.0 |
| Body | 4.5 ± 0.5 | 3.1 ± 0.1 | 4.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pasta, C.; Caccamo, M.; Petriglieri, R.; Difalco, A.; Farina, G.; Belvedere, G.; Marino, G.; Marino, V.M.; Garavaldi, A.; Musi, V.; et al. Sicilian Whey: Utilization of Ricotta Whey in the Production of Value-Added Artisanal Beers. Fermentation 2024, 10, 19. https://doi.org/10.3390/fermentation10010019
Pasta C, Caccamo M, Petriglieri R, Difalco A, Farina G, Belvedere G, Marino G, Marino VM, Garavaldi A, Musi V, et al. Sicilian Whey: Utilization of Ricotta Whey in the Production of Value-Added Artisanal Beers. Fermentation. 2024; 10(1):19. https://doi.org/10.3390/fermentation10010019
Chicago/Turabian StylePasta, Catia, Margherita Caccamo, Rosario Petriglieri, Antonio Difalco, Giovanni Farina, Giovanni Belvedere, Giovanni Marino, Vita Maria Marino, Anna Garavaldi, Valeria Musi, and et al. 2024. "Sicilian Whey: Utilization of Ricotta Whey in the Production of Value-Added Artisanal Beers" Fermentation 10, no. 1: 19. https://doi.org/10.3390/fermentation10010019
APA StylePasta, C., Caccamo, M., Petriglieri, R., Difalco, A., Farina, G., Belvedere, G., Marino, G., Marino, V. M., Garavaldi, A., Musi, V., & Alcaine, S. D. (2024). Sicilian Whey: Utilization of Ricotta Whey in the Production of Value-Added Artisanal Beers. Fermentation, 10(1), 19. https://doi.org/10.3390/fermentation10010019