
Development of Structured Sunflower Oil Systems for Decreasing Trans and Saturated Fatty Acid Content in Bakery Creams


Abstract
1. Introduction
2. Methodology
2.1. Preparation of the Different Systems
2.1.1. Preparation of Initial Emulsions
2.1.2. Emulsion Drying
- mem b.d.: Emulsion weight before drying.
- mem a.d.: Emulsion weight after drying.
- Water (%): Water content in the emulsion.
- Moisture (g): Emulsion moisture, in grams, after frying.
- Moisture (%): Emulsion moisture, in %, after drying.
2.1.3. Preparation of Bakery Creams
2.2. Properties of Dried Products
2.2.1. Penetration Test
2.2.2. Microstructure Evaluation of Dried Emulsion
2.2.3. Physical Stability of Dried Emulsion
2.3. Physical Properties of the Bakery Creams
2.3.1. Spreadability Test
2.3.2. Rheological Properties of the Bakery Creams
2.4. Statistical Analysis
3. Results and Discussion
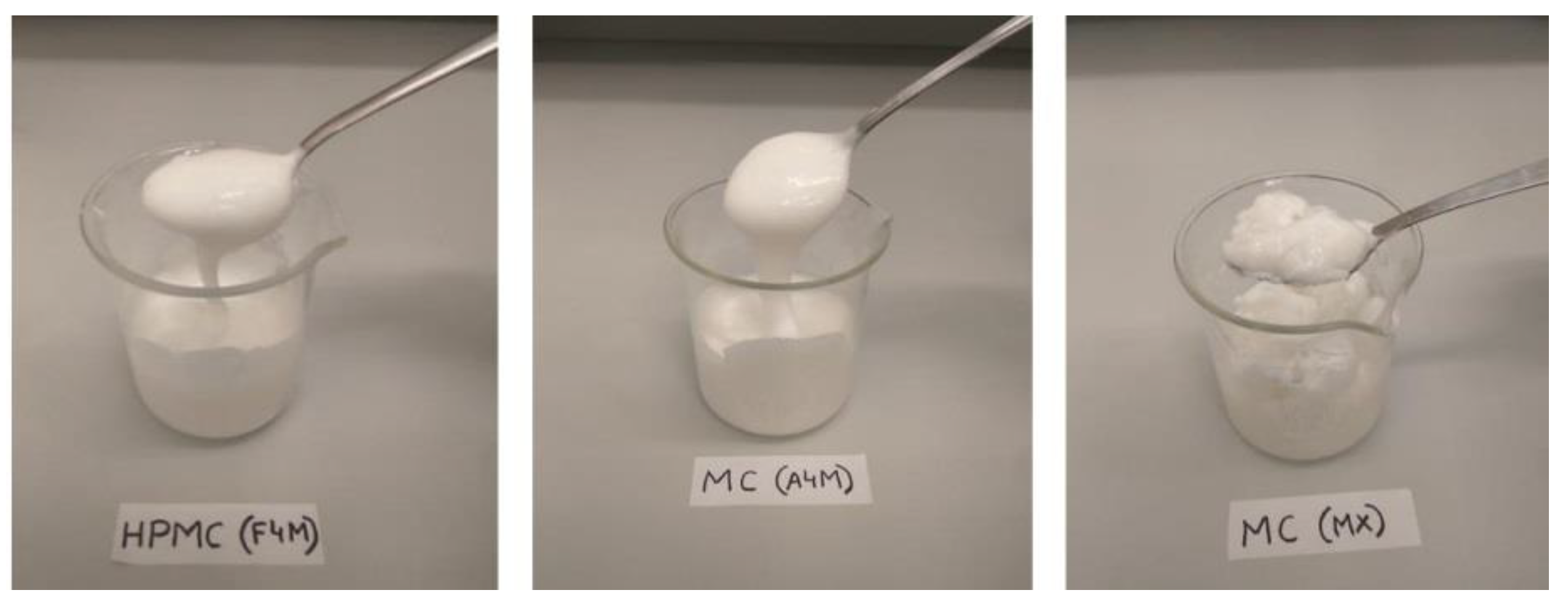
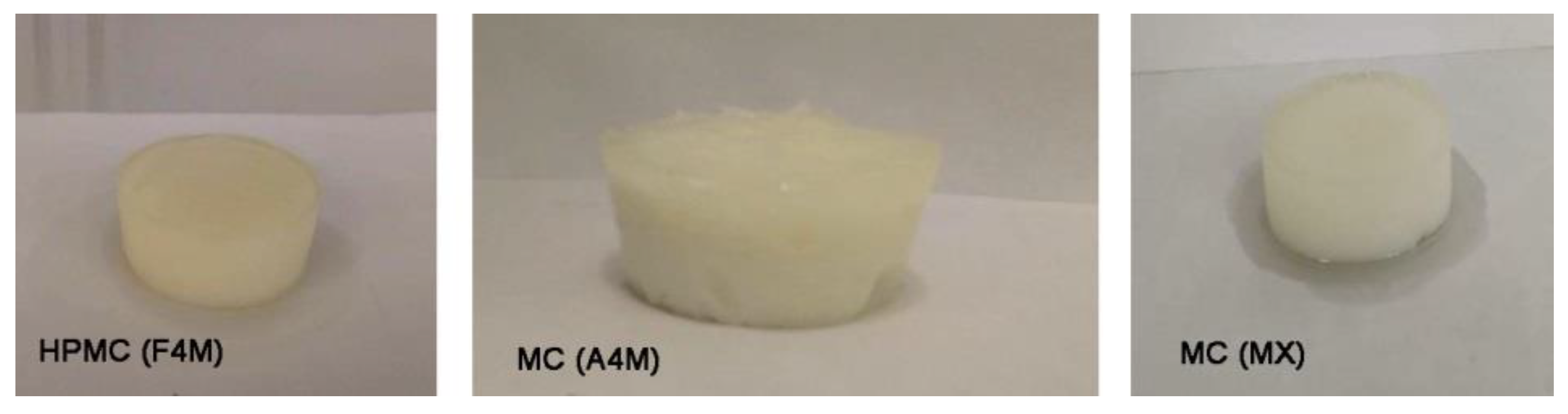
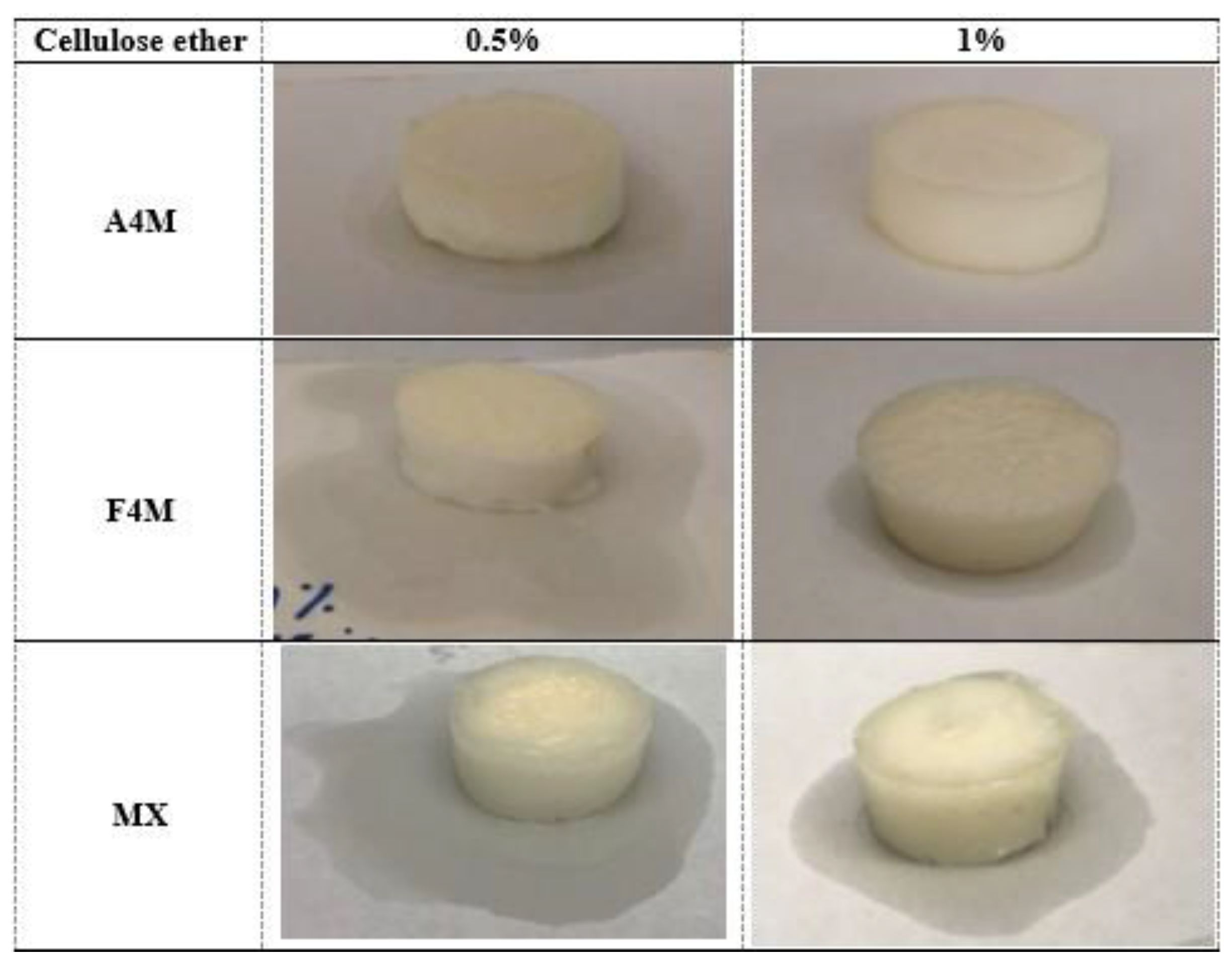
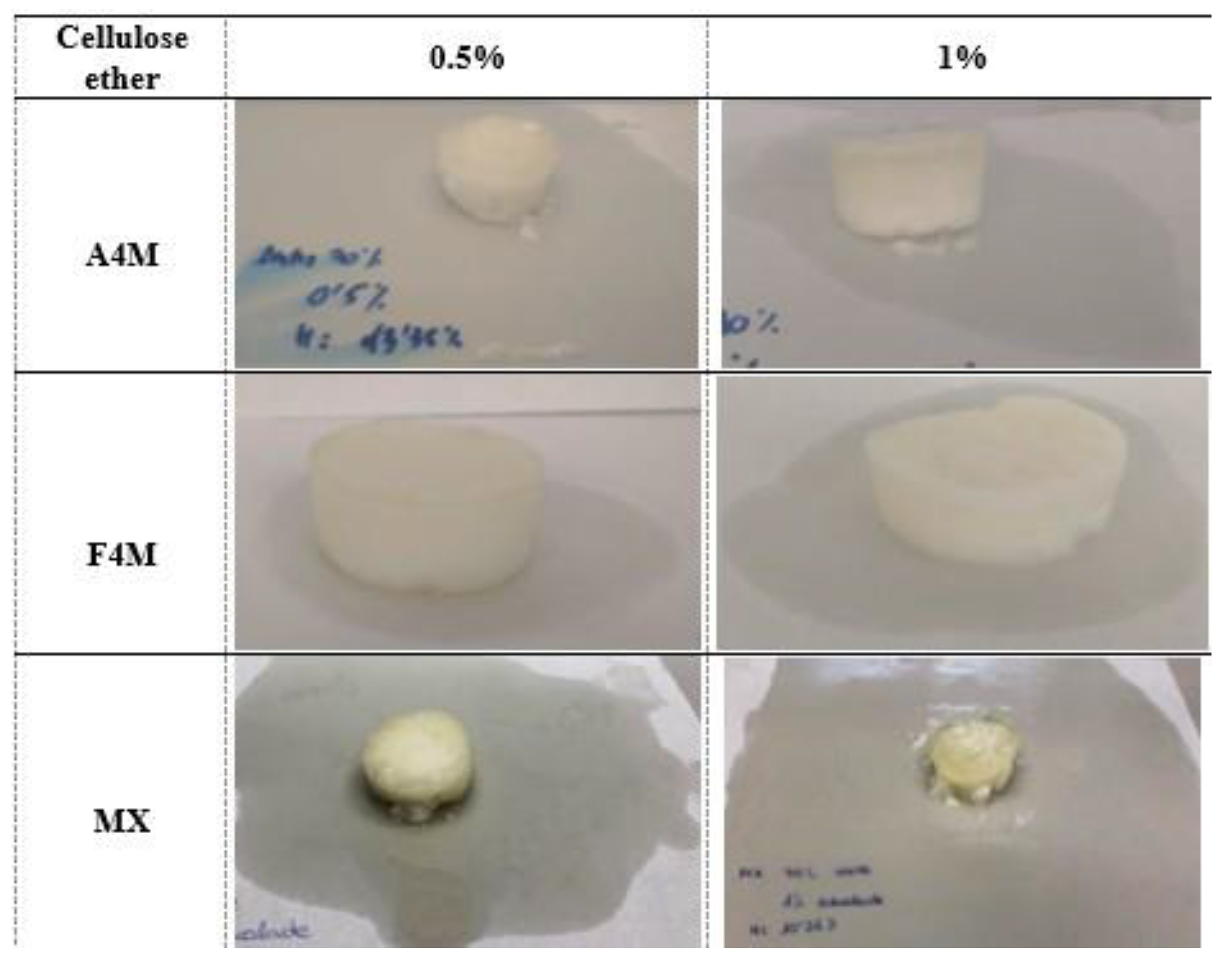
3.1. Visual Appearance of the Initial Emulsions and Dried Emulsions
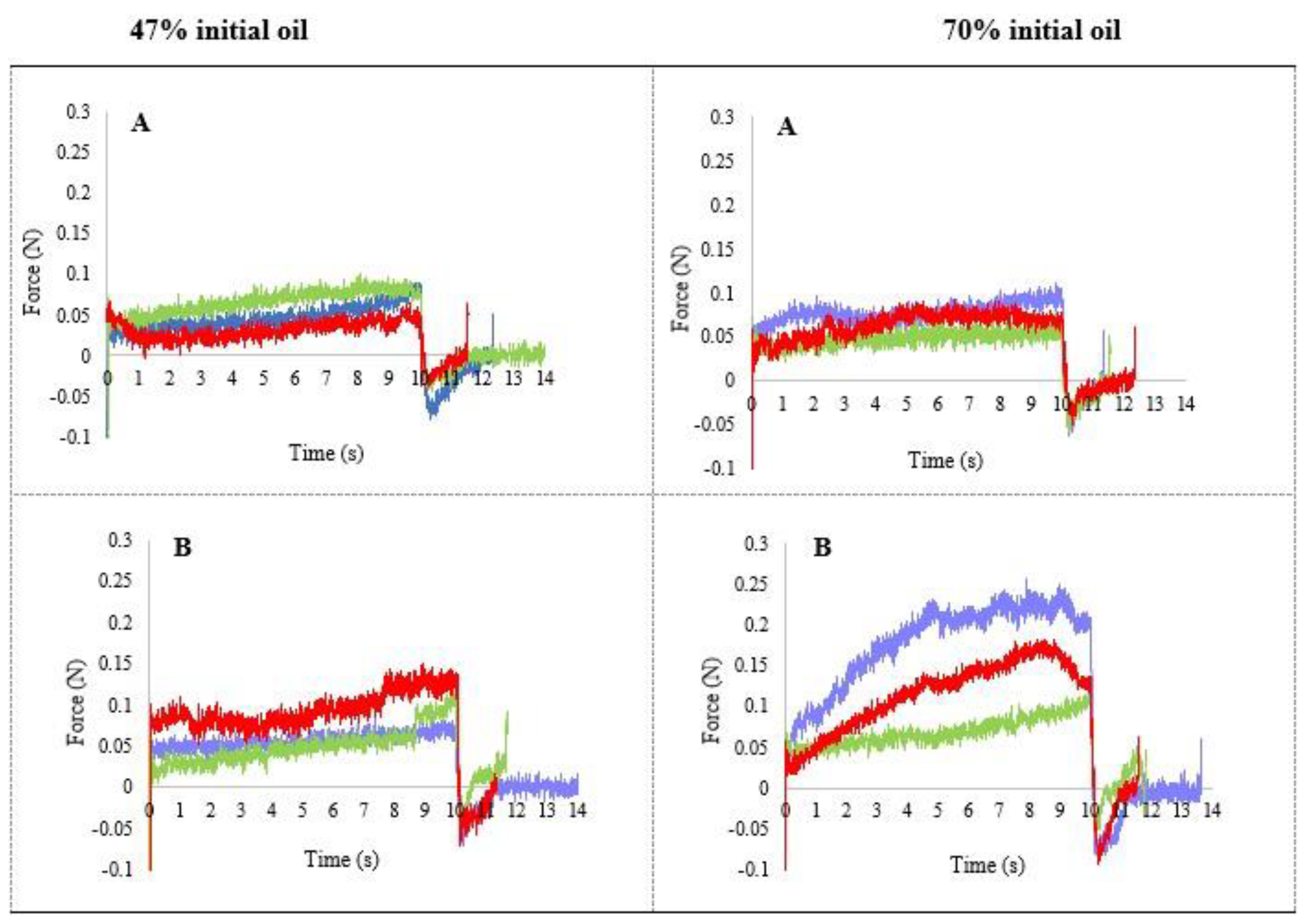
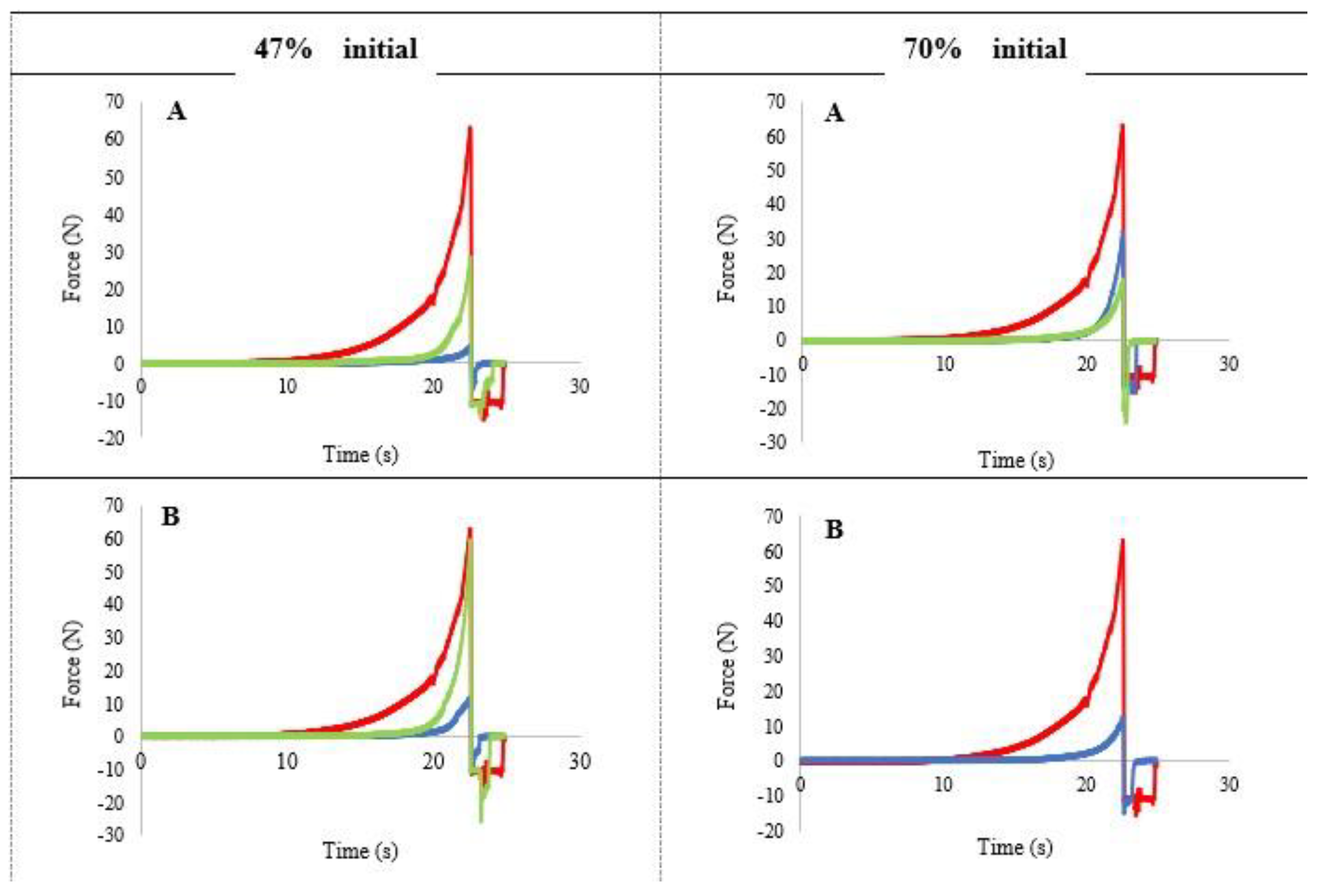
3.2. Penetration Profile of the Dried Emulsions
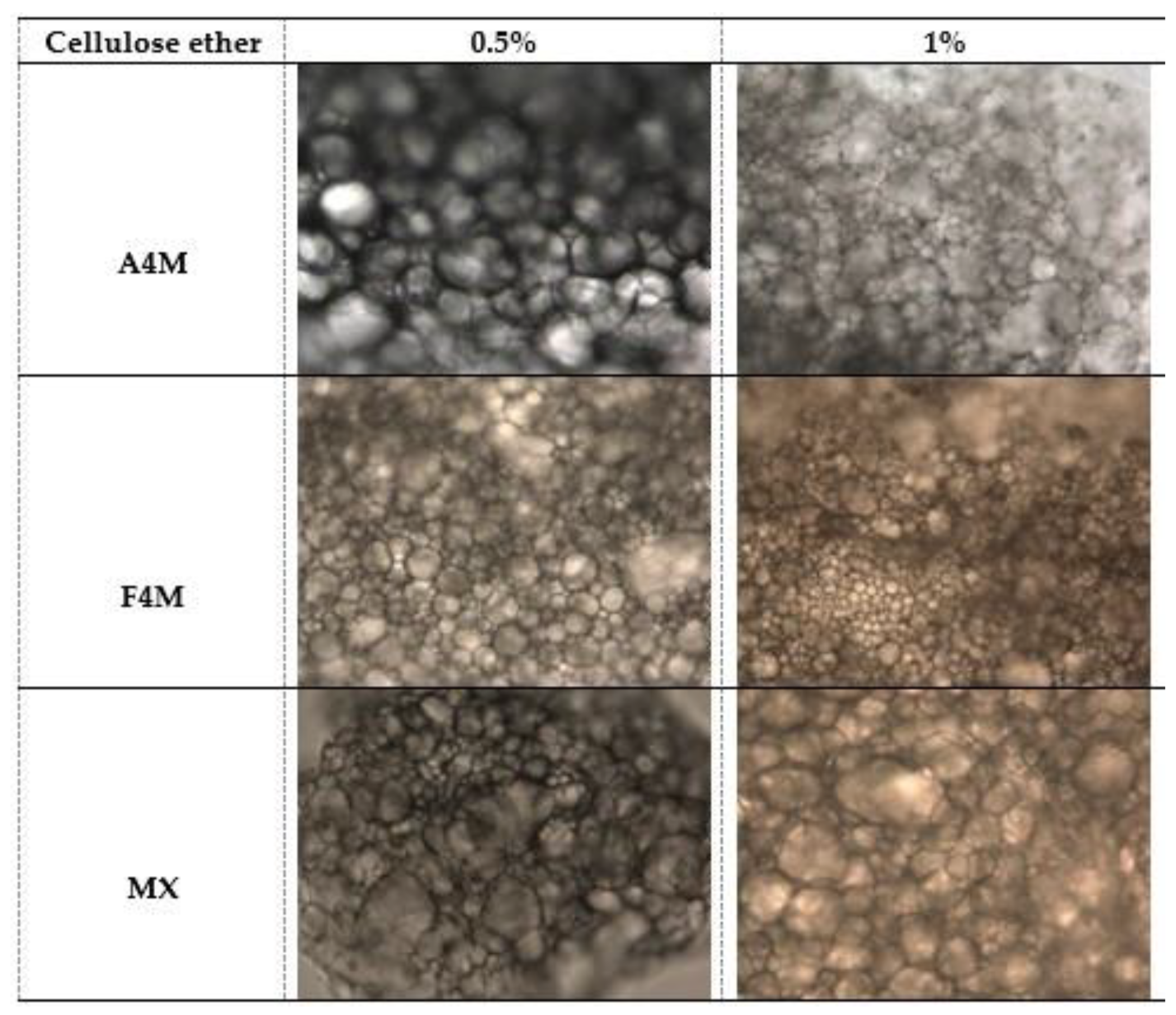
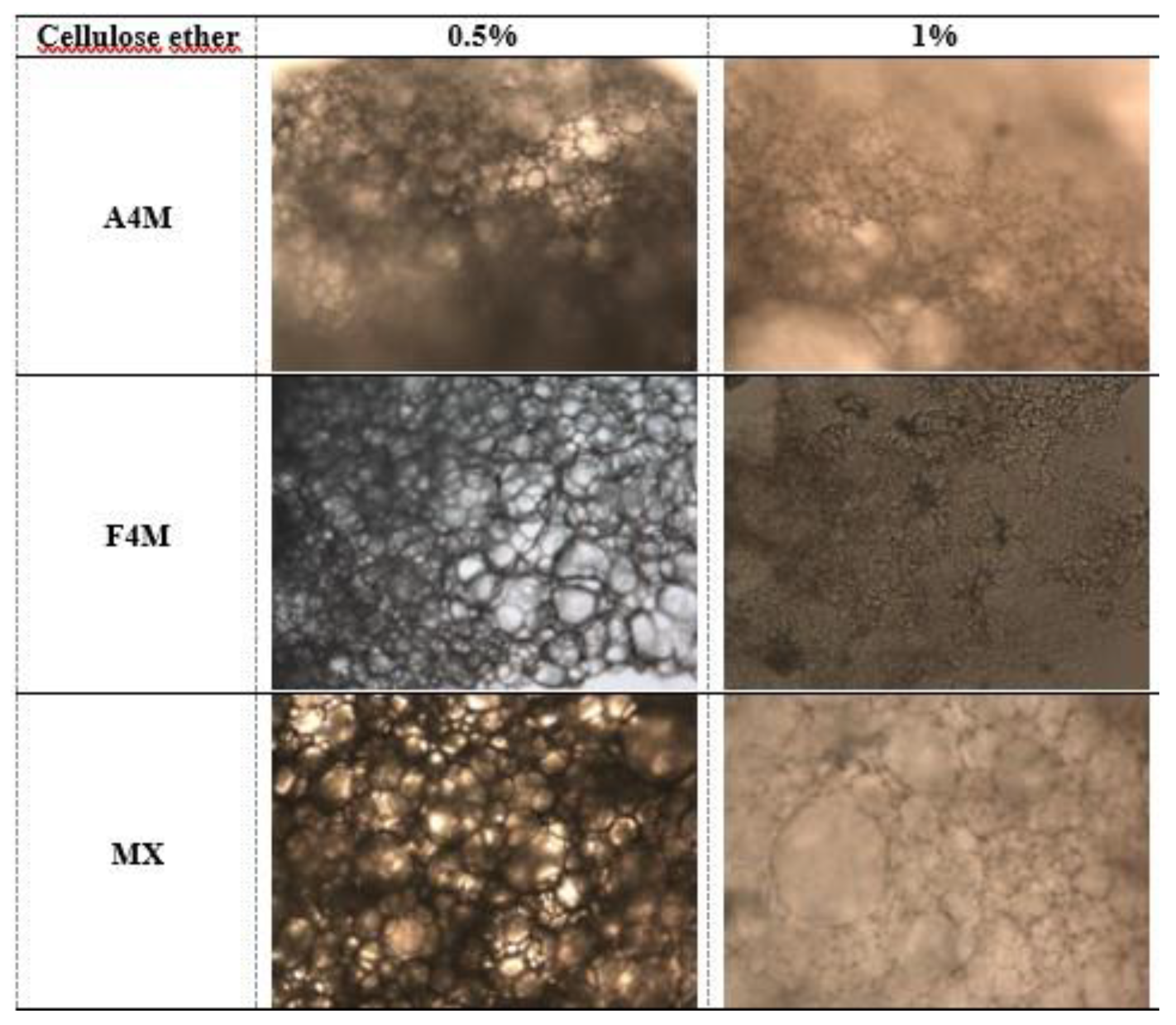
3.3. Microstructure of the Dried Emulsions
3.4. Oil Loss of the Dried Emulsions
3.5. Physical Properties of the Bakery Creams
3.5.1. Spreadability of Creams
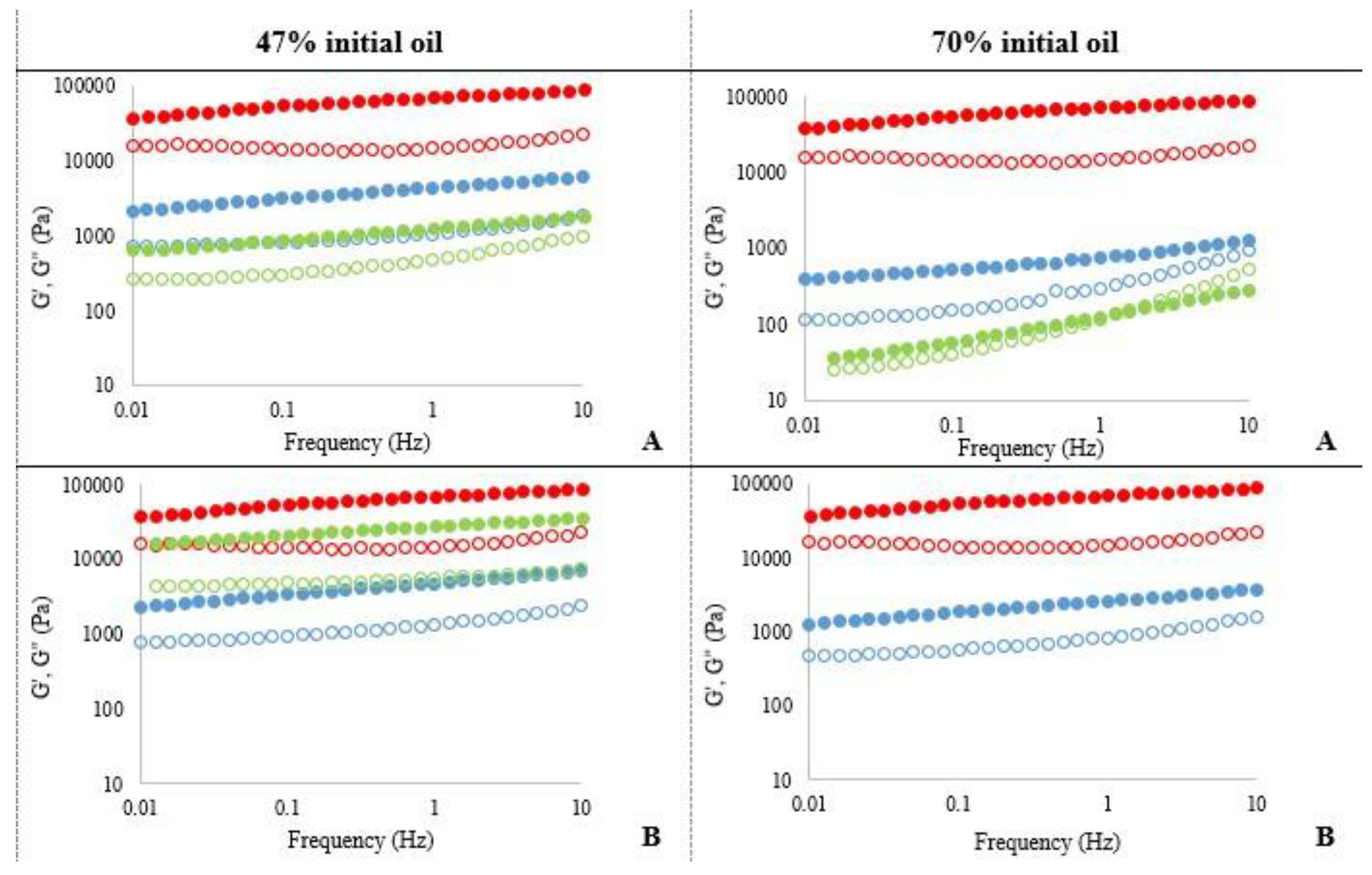
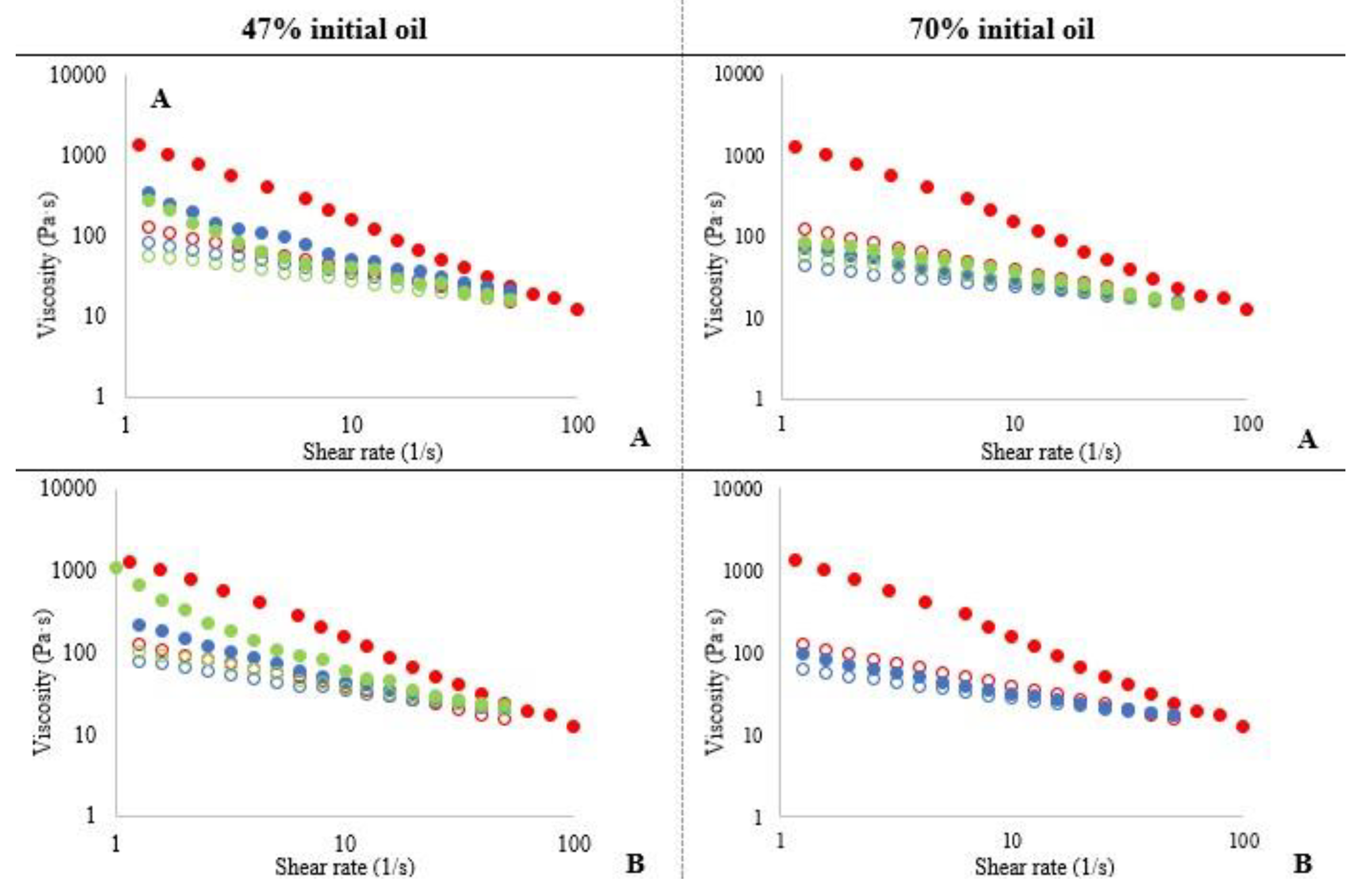
3.5.2. Rheological Properties of Creams
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Edible Oil Structuring. Available online: https://pubs.rsc.org/en/content/ebook/978-1-78262-829-3 (accessed on 20 September 2017).
- Zetzl, A.K.; Marangoni, A.G. Novel strategies for nanostructuring liquid oils into functional fats. In Edible Oleogels; Patel, A.R., Ed.; AOCS Press: London, UK, 2011; pp. 19–47. [Google Scholar]
- Wang, F.C.; Gravelle, A.J.; Blake, A.I.; Marangoni, A.G. Novel trans-fat replacement strategies. Curr. Opin. Food Sci. 2016, 7, 27–34. [Google Scholar] [CrossRef]
- Jimenez-Colmenero, F.; Salcedo-Sandoval, L.; Bou, R.; Cofrades, S.; Herrero, A.M.; Ruiz-Capillas, C. Novel applications of oil-structuring methods as a strategy to improve the fat content of meat products. Trends Food Sci. Technol. 2015, 44, 177–188. [Google Scholar] [CrossRef]
- McClements, D.J.; Jafari, S.M. Improving emulsion formation, stability and performance using mixed emulsifiers: A review. Adv. Colloid Interface Sci. 2018, 251, 55–79. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Yang, X.Q. Cereal protein-based emulsion gels for edible oil structuring. In Edible Oil Structuring; Patel, A.R., Ed.; RSC Publishing: Cambrige, UK, 2018; Chapter 10; pp. 198–214. [Google Scholar]
- Tavernier, I.; Patel, A.R.; Van der Meeren, P.; Dewettinck, K. Emulsion-templated liquid oil structuring with soy protein and soy protein: κ-carrageenan complexes. Food Hydrocoll. 2017, 65, 107–120. [Google Scholar] [CrossRef]
- Espert, M.; Borreani, J.; Hernando, I.; Quiles, A.; Salvador, A.; Sanz, T. Relationship between cellulose chemical substitution, structure and fat digestion in o/w emulsions. Food Hydrocoll. 2017, 69, 76–85. [Google Scholar] [CrossRef]
- Patel, A.R.; Cludts, N.; Sintang, M.D.B.; Lesaffer, A.; Dewettinck, K. Edible oleogels based on water soluble food polymers: Preparation, characterization and potential application. Food Funct. 2014, 5, 2833–2841. [Google Scholar] [CrossRef]
- Luo, S.Z.; Hu, X.F.; Jia, Y.J.; Pan, L.H.; Zheng, Z.; Zhao, Y.Y.; Mu, D.D.; Zhong, X.Y.; Jiang, S.T. Camellia oil-based oleogels structuring with tea polyphenol-palmitateparticles and citrus pectin by emulsion-templated method: Preparation, characterization and potential application. Food Hydrocoll. 2019, 95, 76–87. [Google Scholar] [CrossRef]
- Meng, Z.; Qi, K.; Guo, Y.; Wang, Y.; Liu, Y. Macro-micro structure characterization and molecular properties of emulsion-templated polysaccharide oleogels. Food Hydrocoll. 2018, 77, 17–29. [Google Scholar] [CrossRef]
- Jang, A.; Bae, W.; Hwang, H.S.; Lee, H.G.; Lee, S. Evaluation of canola oil oleogels with candelilla wax as an alternative to shortening in baked goods. Food Chem. 2015, 187, 525–529. [Google Scholar] [CrossRef] [PubMed]
- Manohar, R.S.; Rao, P.H. Effect of emulsifiers, fat level and type on the rheological characteristics of biscuit dough and quality of biscuits. J. Sci. Food Agric. 1999, 79, 1223–1231. [Google Scholar] [CrossRef]
- Meng, Z.; Qi, K.; Guo, Y.; Wang, Y.; Liu, Y. Effects of thickening agents on the formation and properties of edible oleogels based on hydroxypropyl methyl cellulose. Food Chem. 2018, 246, 137–149. [Google Scholar] [CrossRef] [PubMed]
- Mert, B.; Demirkesen, I. Reducing saturated fat with oleogel/shortening blends in a baked product. Food Chem. 2016, 199, 809–816. [Google Scholar] [CrossRef] [PubMed]
- Lee, S. Utilization of foam structured hydroxypropyl methylcellulose for oleogels and their application as a solid fat replacer in muffins. Food Hydrocoll. 2018, 77, 796–802. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Area Under the Curve (N.s) | ||
|---|---|---|
| Dried Emulsion Type | Cellulose Ether (%) | |
| 0.5 | 1 | |
| A4M | 0.468 bA | 0.508 bA |
| F4M | 0.664 aA | 0.512 bB |
| MX | 0.386 cA | 0.836 aA |
| Area Under the Curve (N.s) | ||
|---|---|---|
| Dried Emulsion Type | Cellulose Ether (%) | |
| 0.5 | 1 | |
| A4M | 0.573 aB | 1.603 aA |
| F4M | 0.475 aB | 0.786 bA |
| MX | 0.597 aB | 1.021 abA |
| Dried Emulsion Type | Area (N·s) | Max. Force (N) | ||
|---|---|---|---|---|
| 0.5% | 1% | 0.5% | 1% | |
| Control | 158.0 aA | 158.0 aA | 66.0 aA | 66.0 aA |
| A4M | 8.3 cA | 14.3 cA | 5.3 cB | 11.8 cA |
| F4M | 34.2 bB | 58.4 bA | 32.6 bB | 59.2 bA |
| Dried Emulsion Type | Area (N·s) | Max. Force (N) | ||
|---|---|---|---|---|
| 0.5% | 1% | 0.5% | 1% | |
| Control | 158.0 aA | 158.0 aA | 66.0 aA | 66.0 aA |
| A4M | 27.8 bA | 17.2 bB | 25.3 abA | 13.2 bB |
| F4M | 22.2 b | - | 17.4 b | - |
| Dried Emulsion Type | 0.5% | 1% | ||||
|---|---|---|---|---|---|---|
| G′ | G″ | tan δ | G′ | G″ | tan δ | |
| Control | 71,375 a | 14,521 a | 0.20 c | 71,375 a | 14,521 a | 0.20 b |
| A4M | 5092 b | 1321 b | 0.26 b | 5402 c | 1396 c | 0.26 a |
| F4M | 1376 b | 528 b | 0.38 a | 21,925 b | 4474 b | 0.20 b |
| Dried Emulsion Type | 0.5% | 1% | ||||
|---|---|---|---|---|---|---|
| G′ | G″ | tan δ | G′ | G″ | tan δ | |
| Control | 71,375 a | 14,521 a | 0.20 c | 71,375 a | 14,521 a | 0.20 b |
| A4M | 670 b | 333 b | 0.50 b | 2321 b | 773 b | 0.34 a |
| F4M | 140 b | 126 b | 0.90 a | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Espert, M.; Sanz, T.; Salvador, A. Development of Structured Sunflower Oil Systems for Decreasing Trans and Saturated Fatty Acid Content in Bakery Creams. Foods 2021, 10, 505. https://doi.org/10.3390/foods10030505
Espert M, Sanz T, Salvador A. Development of Structured Sunflower Oil Systems for Decreasing Trans and Saturated Fatty Acid Content in Bakery Creams. Foods. 2021; 10(3):505. https://doi.org/10.3390/foods10030505
Chicago/Turabian StyleEspert, María, Teresa Sanz, and Ana Salvador. 2021. "Development of Structured Sunflower Oil Systems for Decreasing Trans and Saturated Fatty Acid Content in Bakery Creams" Foods 10, no. 3: 505. https://doi.org/10.3390/foods10030505
APA StyleEspert, M., Sanz, T., & Salvador, A. (2021). Development of Structured Sunflower Oil Systems for Decreasing Trans and Saturated Fatty Acid Content in Bakery Creams. Foods, 10(3), 505. https://doi.org/10.3390/foods10030505