1. Introduction
The chemical industry is an important basic industry of the national economy and has made outstanding contributions to the economic development of various countries. Due to the complicated processes within the chemical industry, the materials themselves are dangerous, and there are high (low)-temperature, high-pressure, flammable, explosive, and corrosive working environments, which make it a potentially dangerous industry. In the event of a safety production accident, serious economic losses, casualties, and environmental damage often occur. However, in the past two decades, with the development of society and the advancement of science and technology, the number of major accidents has gradually decreased; however, when the cause is a chemical accident, the cost is still high. Therefore, reducing the accident rate of chemical plants has always been the direction of the chemical industry.
At present, the production technology of the chemical industry has been updated, but many major accidents are mainly caused by human factors. The latest statistics show that in the process of chemical production and storage, the proportion of industrial accidents caused by human factors is more than 60% [
1,
2,
3]. With the continuous improvement and innovation of equipment and technology, the relative number of accidents caused by equipment and technical failures is decreasing. Much of the work on human factors has focused on the symptoms of human error rather than the root cause, which can be explained by the uncertainty that constitutes human error [
3]. In the analysis of accident investigations, people often attribute accidents to human error, and they think that human error is due to the frontline operator not performing the operation correctly or ignoring the operation. However, most accident causes are indirectly related to other human factors, such as organization, design, and management. After all, in most systems today, it is impossible to confirm that an accident was caused by a single human.
The literature shows that a lot of work has been conducted on the human factor, but it focuses on the unsafe behavior of frontline operators. The first-generation human reliability assessment (HRA) methods are mainly performance models of people, typical for the technique for human error-rate prediction (THERP) [
4], the human error assessment and reduction technique (HEART) [
5], human cognitive reliability (HCR) [
6], and so on. The typical second-generation HRA methods are the cognitive reliability and error analysis method (CREAM) [
7], A Technique for Human Event Analysis (ATHEANA) [
8], etc. The typical third-generation methods are the Cognitive Environment Simulation (CES) [
9], the Information, Decision, and Action in Crew (IDAC) context [
10], etc. In recent years, more and more accident investigations have shown that the root cause of accidents is often indirectly related to the organization, design, and management of human factors.
Over the past decade, with the development of safety risk assessment methods, some methods have guided and supported industrial operators to assess and manage safety risks. Among them, it is worth re-examining the safety risk assessment methods proposed by the American Petroleum Institute (API) [
11], the American Chemical Engineering Research Institute [
12], the Sandia National Laboratory [
13], and the National Institute of Justice [
14]. These methods allow for a qualitative or semi-quantitative (e.g., in the case of API methods) safety risk assessment; thus, only the general guidance for safety risk mitigation and the list of possible solutions for safety countermeasures depend on existing safety [
15]. In the quantitative assessment of chemical plant safety, other studies are also increasing. Valerie de Dianous et al. [
16] studied the consequences and causes of the various types of accidents faced by enterprises in the chemical industry, with an emphasis on the use of bow structure diagrams. Christian Delvosalle et al. carefully analyzed the possible accident scenarios of major hazards [
17]. Bahman proposed a new method that predicts and evaluates the possible impact of an industry’s accidents in a process unit of other process units [
18]. The Australian National Environmental Protection Committee provided a method for assessing site pollution and proposed a combination of qualitative and quantitative methods [
19]. The EU Joint Research Centre launched the Accidental Risk Assessment Methodology for Industries (ARAMIS) project in 2002 and provided a comprehensive evaluation methodology as part of the project [
17,
20,
21]. However, these methods are mainly relatively static and are mostly used in chemical park planning; even if there are a few studies with dynamic and quantitative aspects, the factors of consideration are limited, and there are limited studies on personnel factors.
A Bayesian network is an important method for chemical plant safety assessment, and it is widely used in various fields. Khakzad et al. presented an application of bow and Bayesian network methods for a quantitative risk analysis of drilling operations [
22]. Francesca Argenti et al. proposed a vulnerability assessment method for vandalism using Bayesian network-based chemical facilities [
23]. Majeed Abimbola et al. applied Bayesian networks to manage the safety and risk analysis of pressure drilling operations [
24]. Susana Garcia-Herrero et al. used Bayesian networks to analyze the relationship between working conditions, psychological/physical symptoms, and occupational accidents [
25]. Esmaeil Zarei et al. proposed a model for the dynamic safety assessment of natural gas stations using Bayesian networks [
26]. Faisal Aqlan et al. performed a system dynamic security analysis by mapping the bow to a Bayesian network [
27]. J.M. FMatias et al. compared the Bayesian network method with other expert systems (classification tree, SVM support vector machine, and ELM extreme learning machine) in terms of risk prediction, and, through the process of building a Bayesian network model, the variables, data collection, coding, and risk prevention mechanisms can be better defined [
28]. Eunchang Lee et al. proposed a Bayesian belief network for the risk management of large-scale engineering projects, after identifying key risk factors, by using the Bayesian network to establish a process for risk assessment [
29]. Although the Bayesian method is widely used for most aspects, it is still relatively rare in the quantitative analysis of safety in chemical plants.
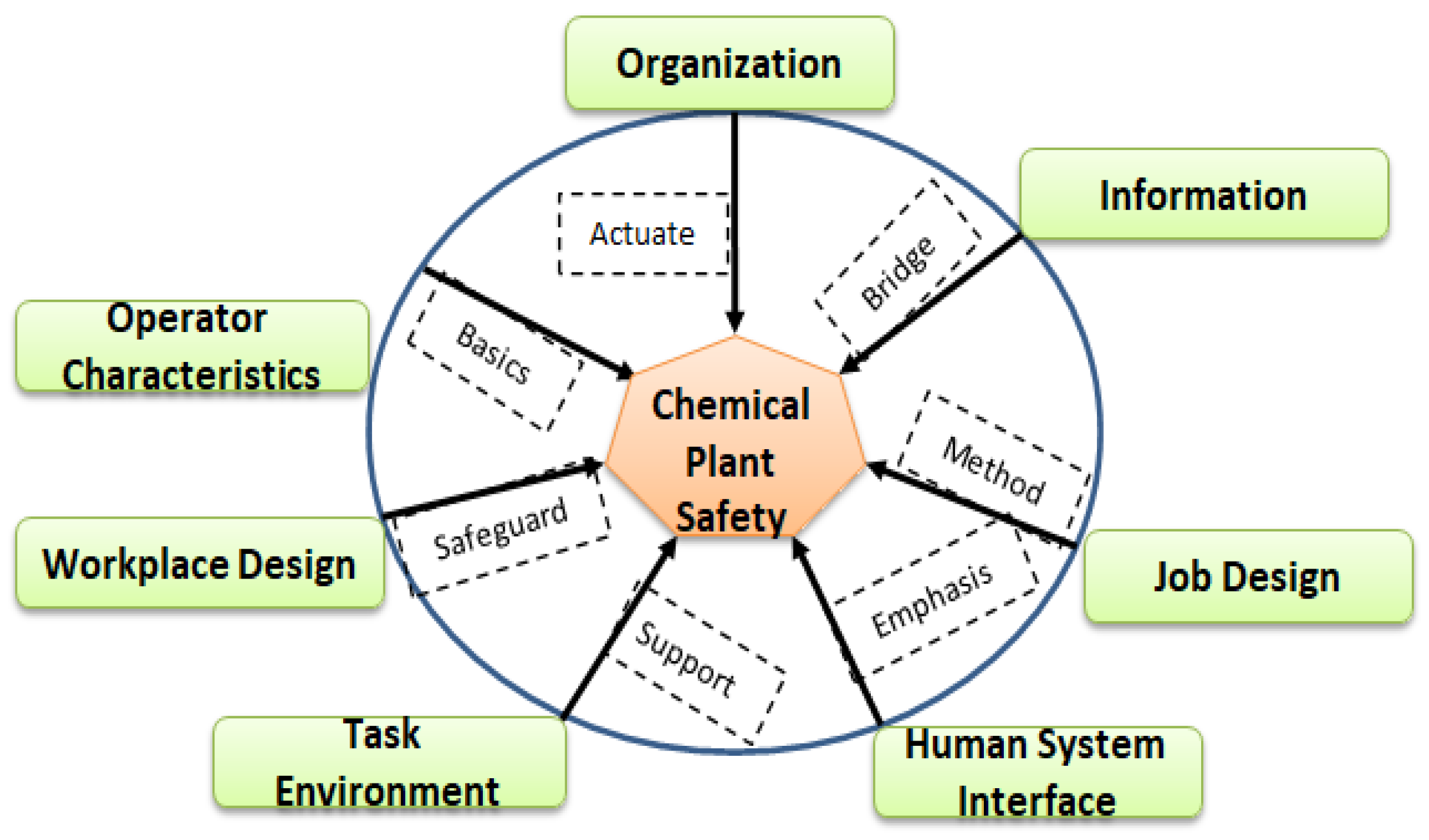
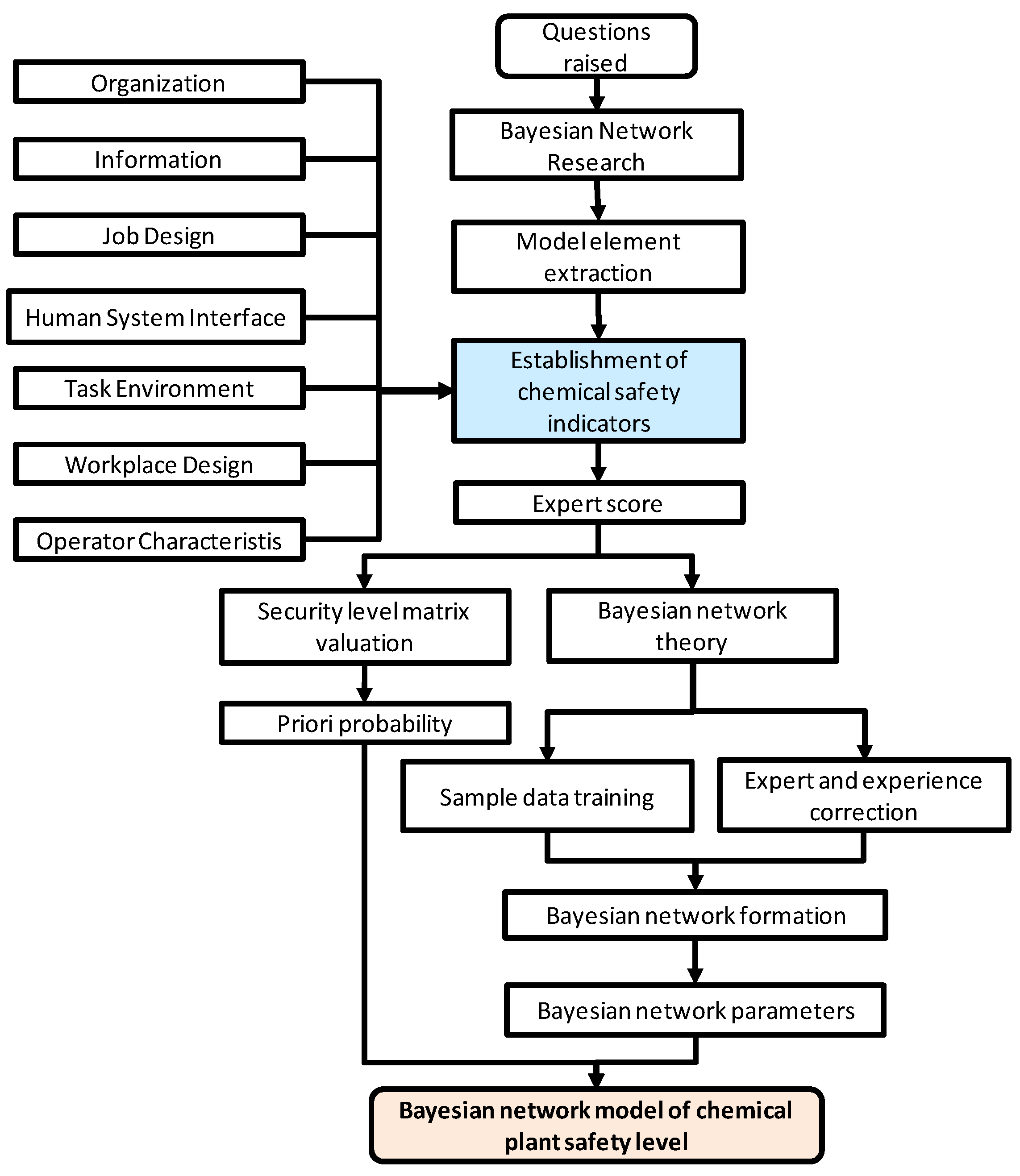
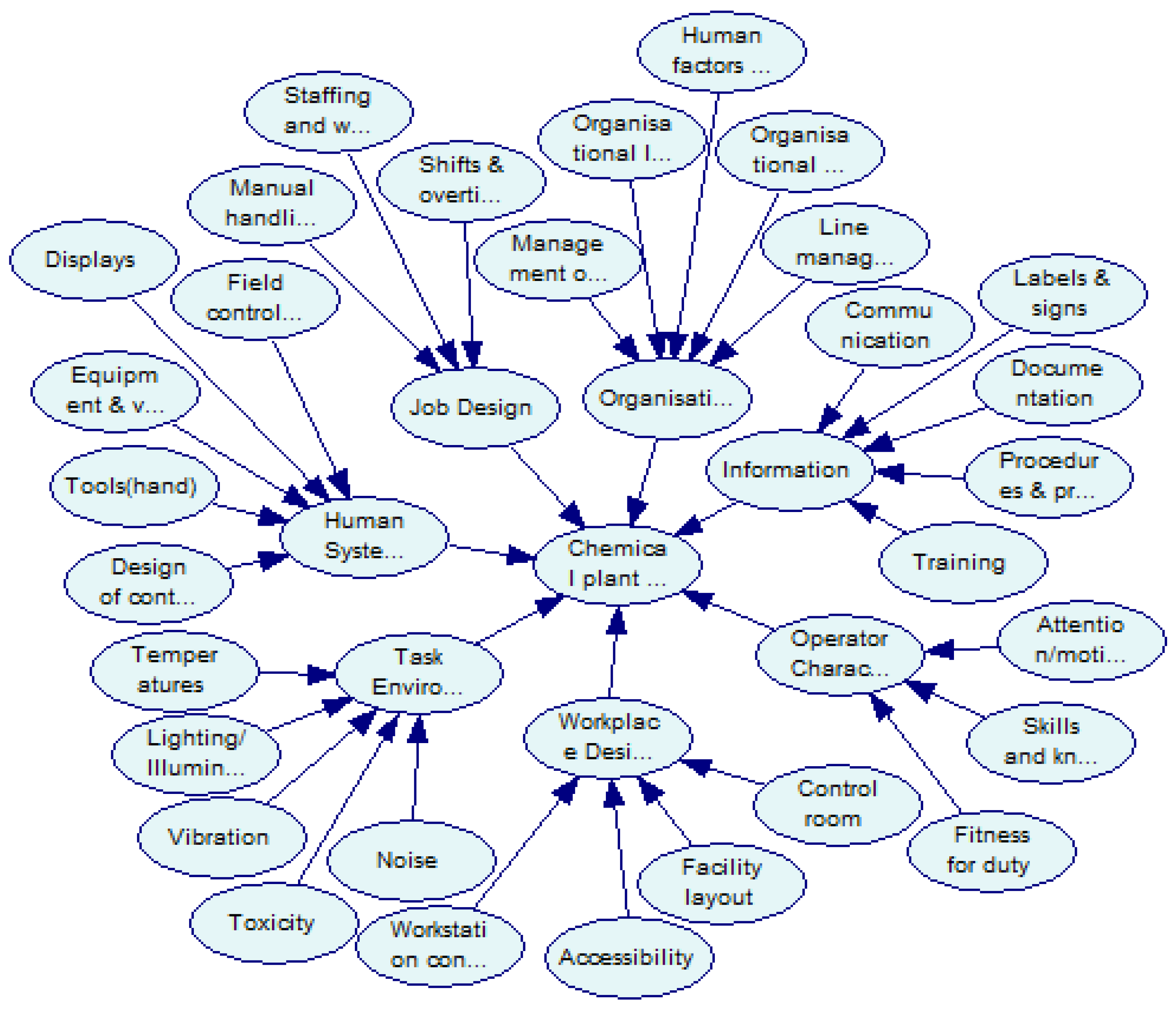
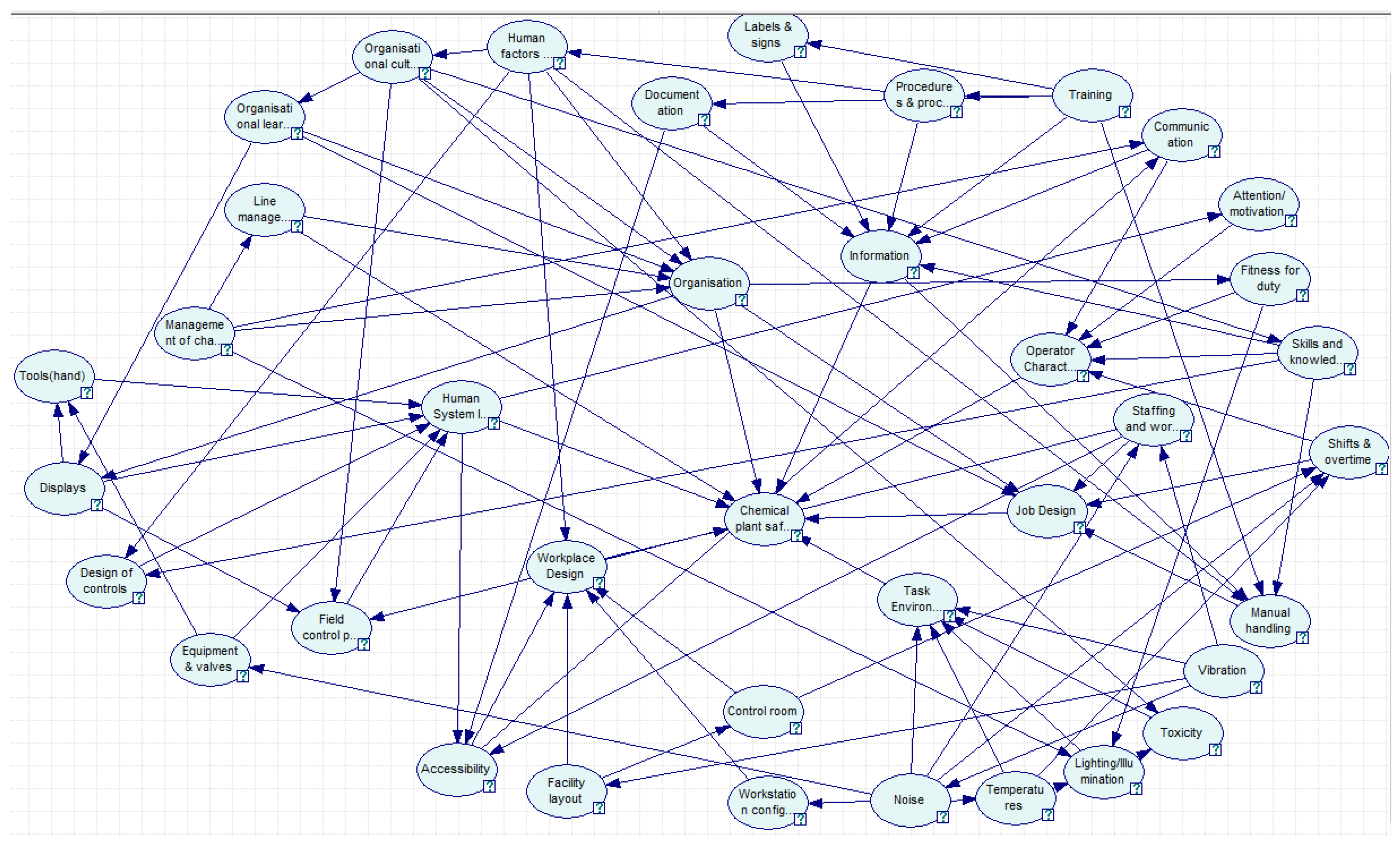
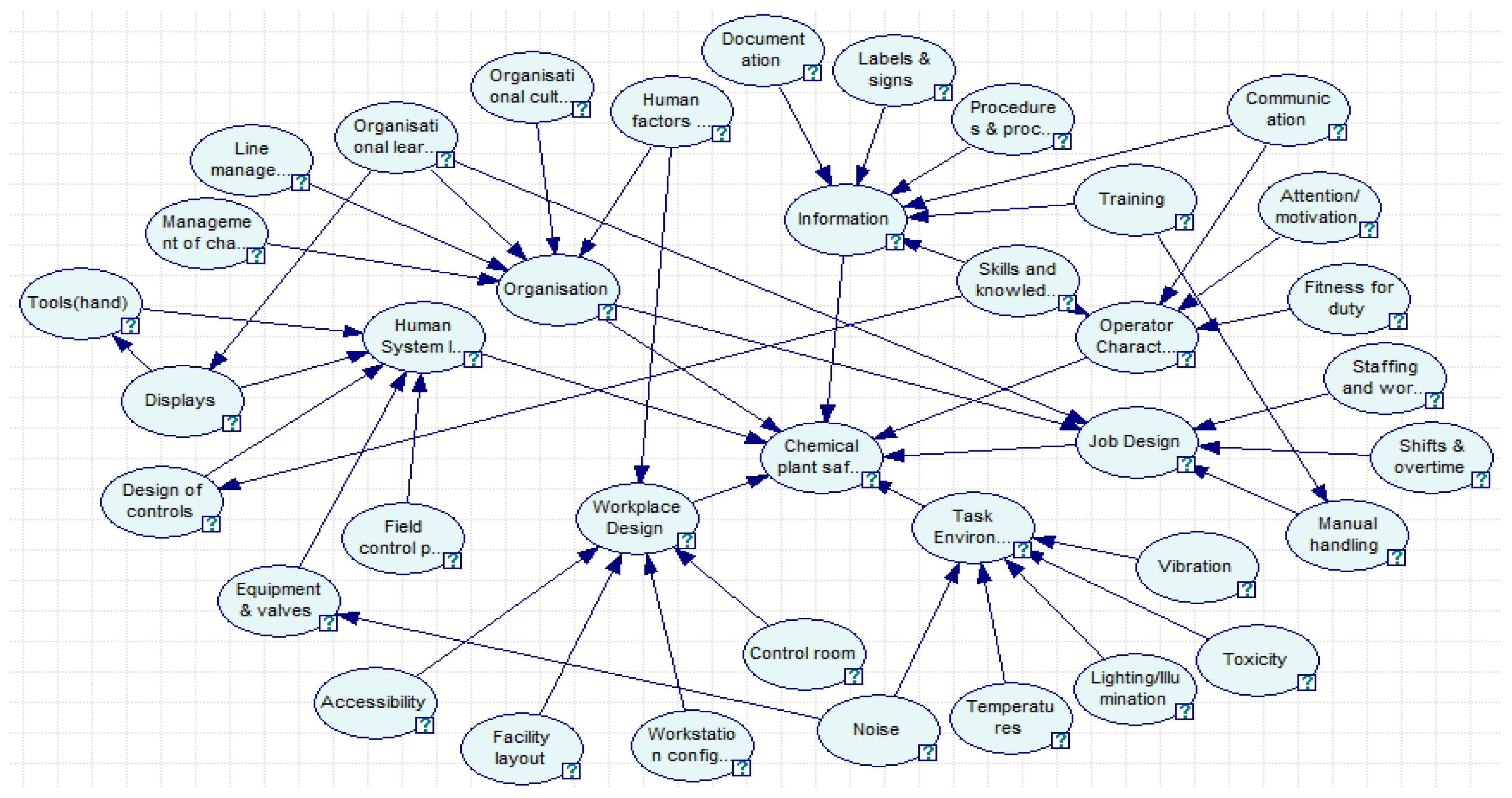
Given the lack of quantitative analysis research on human factors in chemical plant safety, this paper proposes a chemical plant quantitative analysis model based on a Bayesian network from a human factors perspective. In this model, detailed analysis was carried out from the perspective of human reliability in seven aspects: organization, information, job design, human system interface, task environment, workplace design, and operator characteristics. This was accomplished by using a questionnaire and the expert judgment method, establishing a chemical plant safety indicator system, and using Bayesian network training samples. Finally, the Bayesian network was used for processing and modeling, and the chemical plant safety quantitative value was calculated to determine the safety level of the chemical plant for safety management.
The content of the paper is distributed as follows:
Section 2 explains the chemical plant factor analysis and Bayesian network structure and establishes the model;
Section 3 presents specific case studies;
Section 4 provides the main results and discussions of the work; and
Section 5 is a description of the conclusions.
4. Results and Discussion
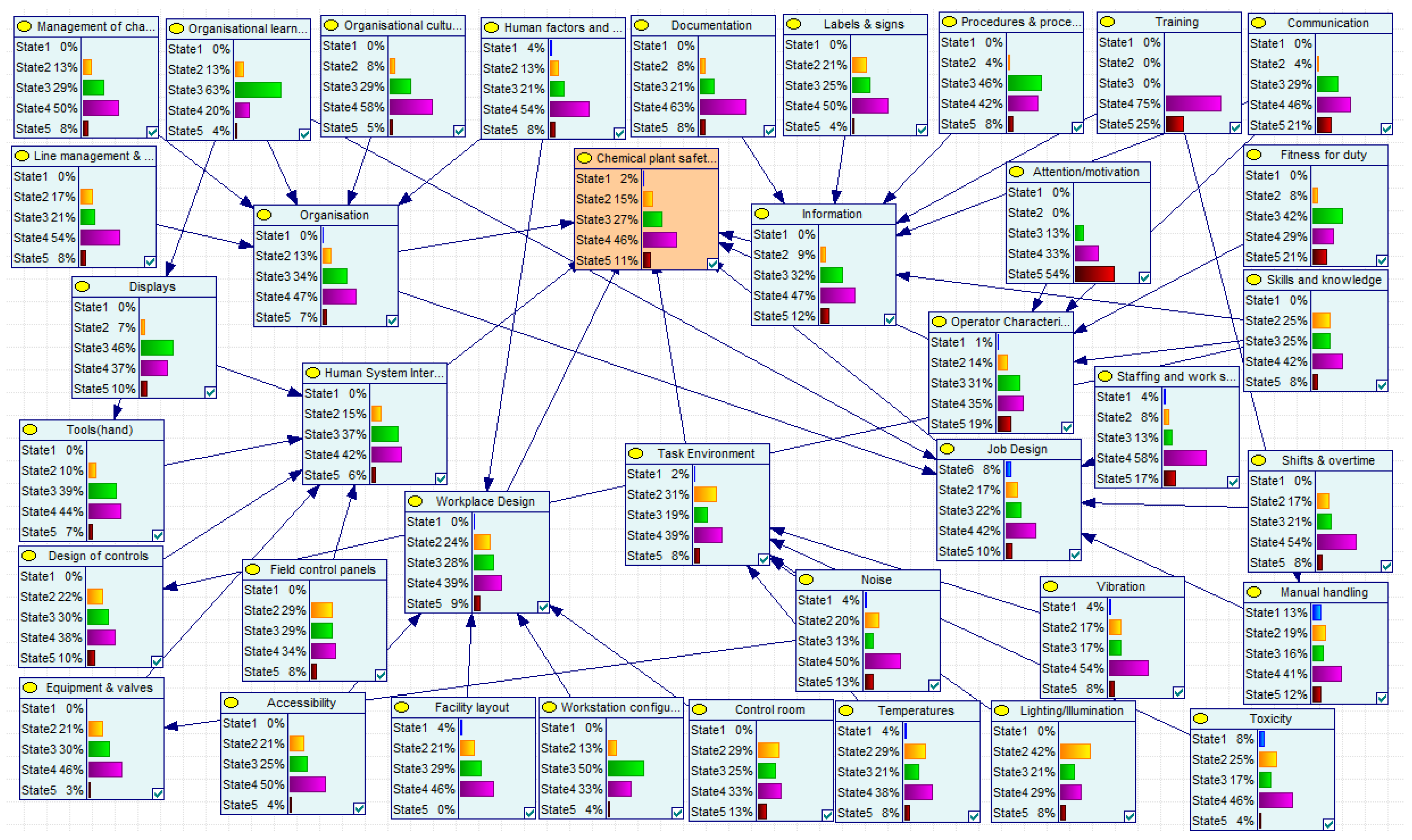
In this paper, the chemical plant safety level was divided into five levels, 1, 2, 3, 4, and 5, which, respectively, correspond to the five conditions of the overall status of the chemical plant: very unsafe, unsafe, general, safe, and very safe. As can be seen from
Figure 10, the chemical plant safety levels correspond to a level 1 probability of 2%, a level 2 probability of 15%, a level 3 probability of 27%, a level 4 probability of 46%, and a level 5 probability of 11%.
The results of the abovementioned model calculations represent the safety probabilities of the various levels of the chemical plant in general. When carrying out safety warnings for specific chemical plants, it is first necessary to collect the relevant information of the chemical plants to understand their background. According to the facts and characteristics of a chemical plant, the safety level of each factor could be analyzed. The analysis results were then imported into the Bayesian network structure model, and the management risk of the chemical plant was assessed by calculating the grade value of the chemical plant safety. The chemical plant overall safety level expected value calculation is as follows: safety level 1 is 2%, safety level 2 is 15%, safety level 3 is 27%, safety level is 46%, and safety level is 11%. Taking the abovementioned model operation result as an example, the overall safety level of the chemical plant was 1 × 2% + 2 × 15% + 3 × 27% + 4 × 46% + 5 × 11% = 3.5, that is, the safety level of the chemical plant was between 3 and 4, which is close to a relatively safe range.
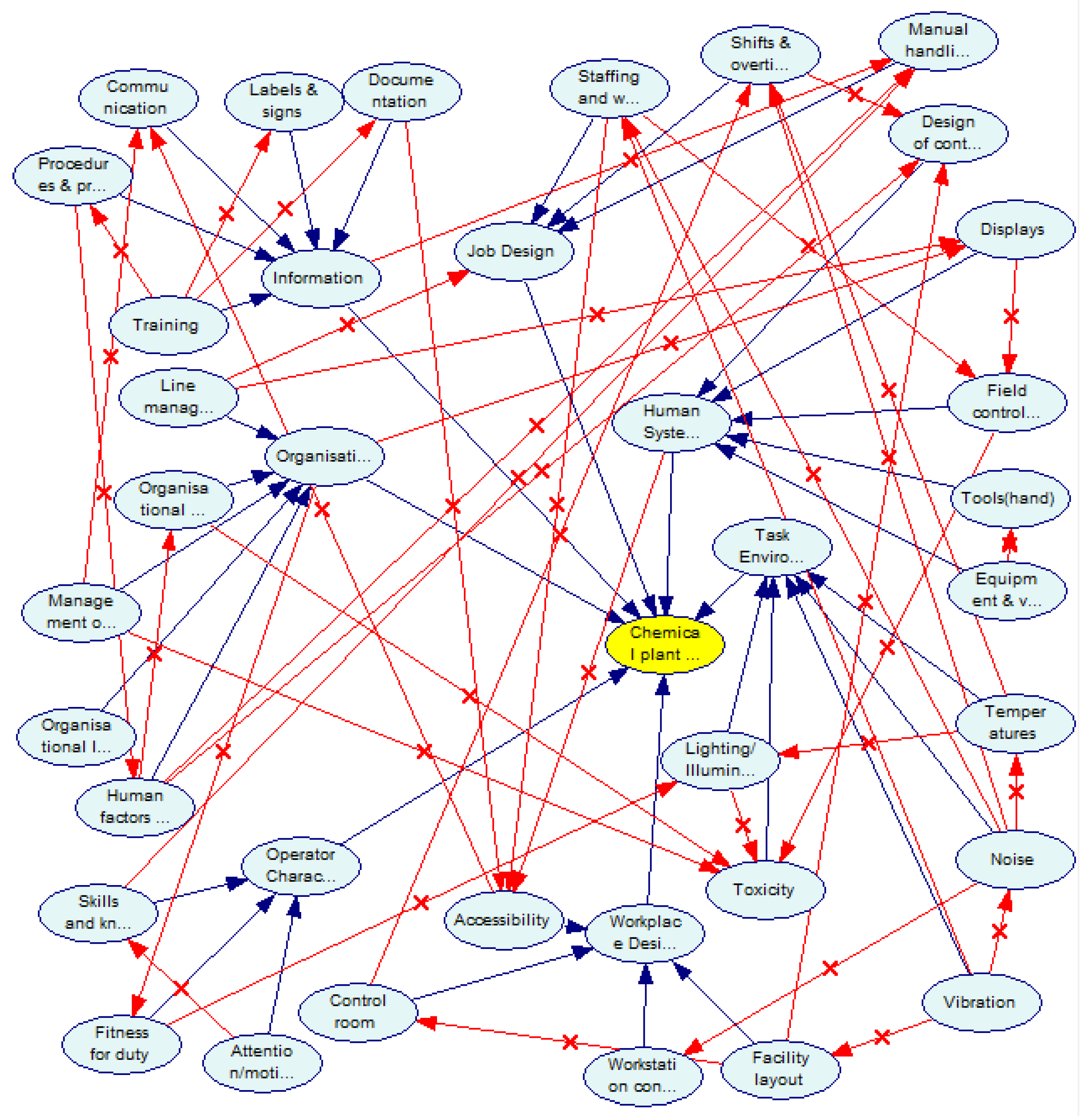
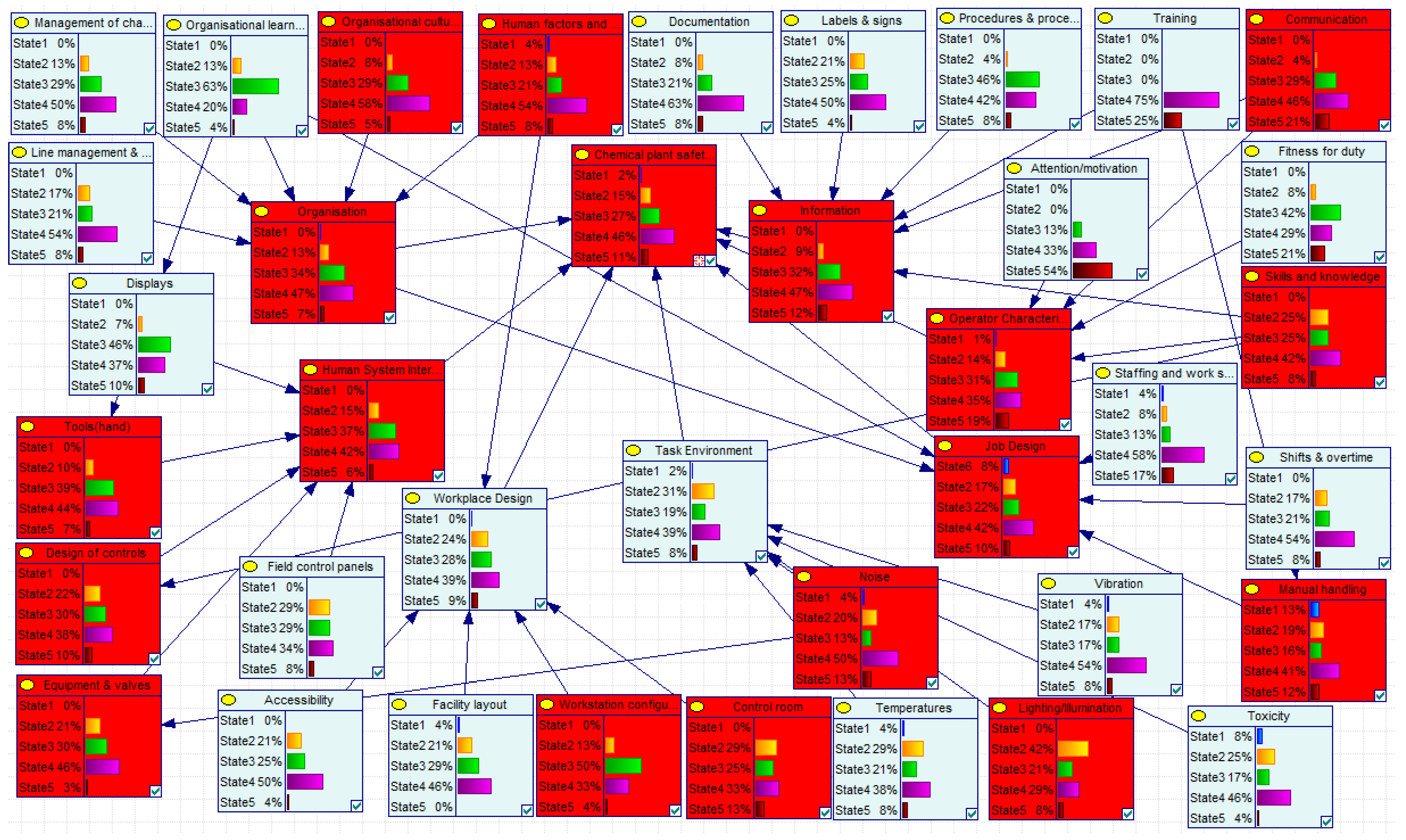
The Bayesian network also has a reasoning learning function. Through the abovementioned chemical plant safety Bayesian network analysis model, the safety level of the chemical plant can be inferred. When a chemical plant has a low level of safety, the sensitive sensitivity, reverse reasoning, and maximum causal chain analysis capabilities of the Bayesian network simulation can be used to identify the sensitive safety factors and key safety factors in the chemical plant safety impact factors. In order to improve the safety of chemical plants and provide a more scientific basis, we can also make targeted recommendations on the safety of chemical plants by using reasoning learning.
5. Conclusions
This study illustrated the application of Bayesian networks in chemical plant quantitative analysis and evaluation models. The application used questionnaires and expert judgment to conduct research and analysis based on the reliability of personnel factors in seven aspects: organization, information, job design, human system interface, task environment, workplace design, and operator characteristics. This process established a chemical plant safety indicator system: taking a chemical plant as an example, we used a Bayesian network for processing and modeling, predicted and estimated the safety value of the chemical plant, and judged the safety level of the chemical plant to carry out the comprehensive safety management of the chemical plant and its chemical park. By applying this model, chemical park managers can regularly audit and score each chemical plant in the park and use the model to calculate the safety level of each chemical plant. Then, they can focus on the monitoring and management of any chemical plants with a safety level of one. At the same time, through the sensitivity analysis in the model, key human factors affecting safety are found, and chemical plants are required to make targeted improvements, improve safety levels, and ensure that the safety equivalence of the chemical plants reaches at least level 3. Continuous regular inspection by managers can greatly reduce the occurrence of safety accidents in chemical plants.
For future research using this model, we mainly assume that increasing the number of training samples would help develop the model’s research to be more mature and accurate. Simultaneous use of the Bayesian network chemical plant safety analysis model’s reasoning and analysis functions can identify the sensitivity and key safety factors from the chemical plant safety’s influencing factors. By continuing to optimize the model, specific factors can be found to improve the safety of chemical plants, which can help with the management of chemical plants and reduce the occurrence of safety accidents.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}