Abstract
Camellia seed oil, extracted from the seeds of Camellia oleifera Abel., is popular in South China because of its high nutritive value and unique flavor. Nowadays, the traditional extraction methods of hot pressing extraction (HPE) and solvent extraction (SE) are contentious due to low product quality and high environmental impact. Innovative methods such as supercritical fluid extraction (SCFE) and aqueous extraction (AE) are proposed to overcome the pitfalls of the traditional methods. However, they are often limited to the laboratory or pilot scale due to economic or technical bottlenecks. Optimization of extraction processes indicates the challenges in finding the optimal balance between the yield and quality of oils and phytochemicals, as well as the environmental and economic impacts. This article aims to explore recent advances and innovations related to the extraction of oils and phytochemicals from camellia seeds, and it focuses on the pretreatment and extraction processes, as well as their complex effects on nutritional and sensory qualities. We hope this review will help readers to better understand the trends, challenges, and innovations associated with the camellia industry.
1. Introduction
Camellia oleifera Abel., a subtropical evergreen shrub or small arbor, belongs to the genus Camellia of the family Theaceae; it is also called oilseed camellia [1]. Oilseed camellia, together with oil palm, olive, and coconut (Cocos nucifera), are listed as the world’s four woody oil plants. This plant originated in China, and it has been cultivated and utilized there for more than 1000 years [2]. Moreover, the plant has been cultivated to some extent in other countries, such as Japan, Thailand, Vietnam, and Malaysia [3]. Camellia oleifera is well adapted to the warm and humid climates in the mountainous regions of southern China, and it is distributed extensively across 14 provinces, including Hunan, Jiangxi, Yunnan, Zhejiang, Fujian, and Guizhou [4]. The increasing demand for high-quality edible oil, alongside the tree planting strategy promoted by the Chinese government, has caused the explosive growth of C. oleifera plantations in China during the past few decades. Local communities have reaped immense economic and environmental benefits from the camellia industry. In 2020, the total cultivation area of C. oleifera in China was 4.46 million hectares, and the production of camellia seed and oil reached 3,140,000 and 720,000 tons, respectively (http://www.forestry.gov.cn/main/586/20211103/084728001949510.html, accessed on 7 July 2022), which represents a more than 20-fold increase compared to the camellia seed production of 150,000 tons in 1990 [5].
Camellia seed oil is extracted from the seeds of C. oleifera and its related species, such as Camellia chekiangoleosa Hu. After oil extraction, the residual seed cakes can be used as raw materials for preparing animal feeds, organic fertilizers, and biotic pesticides [6]. Camellia seed oil is known as “oriental olive oil” because its fatty acid profile is similar to that of olive oil. It has a high content of unsaturated fatty acids (up to 90%), mainly oleic acid and linoleic acid [7]. Moreover, camellia seed oil is rich in bioactive compounds, such as squalene, phytosterols, polyphenols, and tocopherol; has been recommended by the Food and Agriculture Organization of the United Nations as a high-quality edible oil; and is used widely throughout the world [8]. Furthermore, camellia seed oil is widely used for cosmetic and medicinal purposes [9].
Local communities in China have been extracting oil from camellia seeds using wooden presses since more than 1000 years ago. This technology can be dated back to the Song Dynasty, as recorded in an ancient book named Tu Jing Ben Cao [10]. Nowadays, this processing method has been listed as a non-material cultural heritage of China. However, compared to other oil crops such as rapeseed and palm, owing to the relatively small scale of production and lack of research on nutritional basis, quality, and safety, the modern industrial production of camellia seed oil started late [1]. Mechanical pressing extraction (MPE) and solvent extraction (SE) are now the dominant technologies used for the industrial-scale extraction of camellia seed oil, owing to advantages such as low capital investment and easy operation [11]. However, these traditional methods have several drawbacks, such as low yield, time inefficiency, and inferior quality due to hazardous substance residue and excess refining [12,13]. Moreover, the utilization of co-products, mainly fruit shells and seed cakes, is underdeveloped [8]. Innovative methods such as supercritical fluid extraction (SCFE) and aqueous extraction (AE) have been developed to address the drawbacks of the traditional methods. However, there are major pitfalls obstructing their way to becoming commercialized, such as complex operation and high capital investment [14]. Therefore, methods for the industrial processing of camellia seeds need further refinement to fulfill the growing market demand [15].
This review is inspired by recent developments and innovations related to the extraction of oils and phytochemicals from camellia seeds. It aims to systematically evaluate the feasibility of various technologies to extract oils and phytochemicals with high efficiency and quality. Meanwhile, special attention is paid to the existing challenges and future opportunities pertaining to the industrial extraction of camellia seed oil. This information will help readers to better understand the recent advancements in camellia seed oil extraction, and facilitate the production of camellia seed oil with the desired yield and quality.
2. Components of Camellia Seeds
Camellia seeds are obtained from the fruit of C. oleifera Abel, and they are closely covered by the shell of the fruit (Figure 1). Seeds account for 38–40% of the fresh fruit, and they can be obtained through natural sun drying and manual shelling, or by mechanical shelling of the fruit [16]. The camellia seed is composed of a hull and kernel, and the latter accounts for 66–72% of the entire seed (Figure 1). Kernels typically contain 8.65–10.14% water, 43.56–44.24% oil, 8.96–9.38% protein, 8.10–8.65% tea saponins, and other components [17]. Oil inclusions are entrapped by the complex cell wall of the camellia seed. The lipids are often linked with proteins or polysaccharides to form lipoproteins or lipopolysaccharides. These networks deteriorate the mobility of oils and hinder the release of oils and other phytochemicals from camellia seeds during the extraction process [18,19].
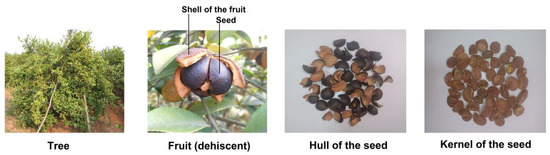
Figure 1.
Trees and fruits of Camellia oleifera Abel.
3. Composition of Camellia Seed Oil
Camellia seed oil is mainly composed of triglycerides (TAGs, 95–98%) and unsaponifiable matters (2–5%), such as squalene, phytosterols, polyphenols, and fat-soluble vitamins [1,20].
3.1. Fatty Acid Composition
TAGs are a mixture of glycerol molecules linked to three fatty acid residues with different chain lengths and saturation levels. The content and composition of fatty acids in camellia seed oil vary with the variety, source, and growth conditions of camellia trees [7]. Palmitic (C16:0), stearic (C18:0), oleic (C18:1), and linoleic (C18:2) acids are the four principal fatty acids in camellia seed oil, and they account for 97.0–98.0% of the overall fatty acid profile. In addition, a few low-abundance fatty acids are present in camellia seed oil, as listed in Table 1 [7]. Similar to olive oil, unsaturated fatty acids (UFAs) are the main components of camellia seed oil (>85%), with the content of oleic acid, a monounsaturated fatty acid, being the highest (75.97–79.49%) (Table 1) [7].

Table 1.
Fatty acid composition of camellia seed oil [7].
3.2. Unsaponifiable Components
In addition to the excellent fatty acid composition, camellia seed oil is rich in bioactive components, which make important contributions to its nutritional and sensory quality (Table 2). The content and composition of bioactive components in camellia seed oil can vary with the species and planting environment [7], as well as the extraction process [21].
Squalene (122.02–751.64 mg/kg) and sterols (2860.18–6266.15 mg/kg) are the major unsaponifiable components in camellia seed oil [7,22]. Camellia seed oil is an important source of plant squalene in the daily diet of local people [7]. Squalene has various biological effects, including anti-oxidant, anti-inflammatory, anti-atherosclerotic, immunity elevation, and anti-neoplastic effects, in vivo and in vitro (Table 2) [23]. At least nine types of sterols can be isolated and identified from camellia seed oil [7]. The major sterols are β-amyrin, lupeol, β-sitosterol, cycloartenol, stigmast-7-en-3-ol, betulin, and lanosterol. Phytosterols have been proven to have the following effects: cardiovascular disease prevention, anti-obesity, anti-diabetic, anti-microbial, anti-inflammatory, immunomodulatory, and anti-cancer [24,25].
Camellia seed oil is rich in fat-soluble vitamins. The major component of the tocopherols (vitamin E) in camellia seed oil is α-tocopherol (115.86–204.60 mg/kg). The contents of γ- and δ-tocopherol are 4.53–10.18 and 0.03–2.86 mg/kg, respectively [21]. Various biological effects of tocopherols include anti-oxidant, anti-inflammatory, anti-cancer, and cardiovascular disease prevention [26]. Moreover, carotenoids such as lycopene (0.17–10 mg/kg), β-carotene (0.36–21 mg/kg), and lutein (0.00–1.6 mg/kg) are present in camellia seed oil [27]. Carotenoids have been proven to have biological effects, including anti-oxidant and pro-vitamin A functions, and so on [28].
Plant polyphenols are another prominent group of bioactive components in camellia seed oil (20.56–88.56 mg/kg) [29,30,31]. The content and composition of phenolic compounds in camellia seed oil largely depend on the methods of pretreatment, extraction, and refining [30,32]. More than 20 types of phenolic compounds can be separated from camellia seed oil, including at least thirteen types of phenolic acids, four types of catechins, and six types of flavonoids [29]. Polyphenols are known to have various biological effects, such as anti-inflammatory and anti-oxidative [33,34]. Moreover, they can quench radical reactions, which are responsible for lipid oxidation, thus preventing the deterioration of the oil and improving its stability [35].
Table 2.
Major unsaponifiable matters in camellia seed oil.
Table 2.
Major unsaponifiable matters in camellia seed oil.
| Major Unsaponifiable Matters | Content (mg/kg) | Major Biological Effects | Reference | |
|---|---|---|---|---|
| Squalene | 122.02–751.64 | Anti-oxidant, anti-inflammatory, anti-atherosclerotic, immunity elevation, anti-neoplastic | [7,23] | |
| Sterols | β-amyrin | 607.24–1189.29 | Cardiovascular disease prevention, anti-obesity, anti-diabetic, anti-microbial, anti-inflammatory, immunomodulatory, anti-cancer | [7,24,25] |
| lupeol | 214.64–549.51 | |||
| β-sitosterol | 106.96–293.72 | |||
| cycloartenol | 578.87–1173.90 | |||
| stigmast-7-en-3-ol | 269.73–533.33 | |||
| betulin | 165.57–640.75 | |||
| lanosterol | 715.19–1418.46 | |||
| Tocopherols | α-tocopherol | 115.86–204.60 | Anti-oxidant, anti-inflammatory, anti-cancer, cardiovascular disease prevention | [21,26] |
| γ-tocopherol | 4.53–10.18 | |||
| δ-tocopherol | 0.03–2.86 | |||
| Carotenoids | lycopene | 0.17–10.00 | Anti-oxidant, pro-vitamin A function, improved cognitive function and cardiovascular health, anti-cancer | [27,28] |
| β-carotene | 0.36–21.00 | |||
| lutein | 0.00–1.60 | |||
| Polyphenols | benzoic acid | 2.95–18.87 | Anti-inflammatory, anti-oxidant, anti-tumor, cardiovascular regulation | [29,33,34] |
| p-hydroxybenzoic acid | 0.83–22.56 | |||
| cinnamic acid | 3.72–16.69 | |||
| catechin | 0.62–2.17 | |||
| naringenin | 0.16–6.10 | |||
3.3. Volatile Components
Camellia seed oil is preferred by local consumers for its specific flavor. According to the results of a cluster analysis, the major volatile components present in camellia seed oil include hydrocarbons, aldehydes, ketones, alcohols, acids, esters, and heterocycles [36,37]. Aldehydes and alcohols are the predominant volatile flavor components, and they account for more than 74% of the total content [36]. Aroma recombination and omission studies have demonstrated that aldehydes, esters, acids, and heterocyclic compounds significantly contribute to the aroma profile of virgin camellia seed oil [38].
Owing to its excellent fatty acid profile and abundant bioactive and volatile components, camellia seed oil has high nutritional quality and specific sensory characteristics. For these reasons, it is popular in the Chinese market. The preservation of multiple nutrients and volatile compounds is essential in camellia seed oil production. However, the physiological action mechanisms of natural bioactive components in camellia seed oil remain unclear, and only a few relative clinical trials have been reported [39]. All of these factors limit the development of camellia seed oils with high nutritional value.
4. Pretreatment Methods
Suitable pretreatment procedures are usually needed to improve the yield and quality of camellia seed oil. The major pretreatment steps include cleaning, deshelling, dehulling, drying, and size reduction (grinding, crushing, and so on) (Figure 2). Depending on the subsequent extraction technology, the pretreatment process may consist of different steps. Moreover, enzymes can be used for pretreatment [40]. The main purposes of pretreatment include—but are not limited to—modulation of the moisture content, disruption of the cellular structure, improvement of oil mobility, and formation of flavor compounds [6]. The traditional pretreatment methods, such as hot air treatment, roasting, baking, and cooking, usually involve thermal treatments, with the risk of excess heating and undesirable chemical reactions. Innovative pretreatment methods, such as infrared and microwave heating, as well as steam explosion, are usually either athermal or high-temperature instantaneous treatments [6].
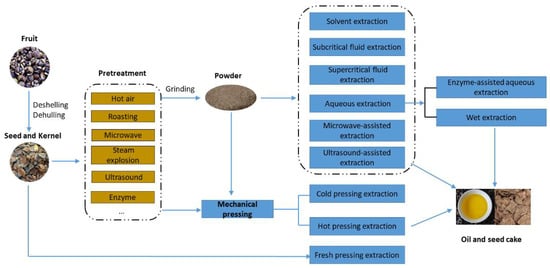
Figure 2.
Major processes in the extraction of camellia seed oil.
4.1. Drying of Camellia Seeds
The moisture content of freshly harvested camellia seeds can be 40–50% [41]. Drying can reduce the moisture content of camellia seeds, in addition to minimizing microbiological activity and undesirable chemical reactions [6]. Nowadays, natural drying of camellia seeds is still used by local farmers and oil workshops. However, this process is usually time-intensive, and is severely affected by weather conditions. Hot air drying is one of the common methods used for agricultural products. However, it has disadvantages, such as low heat transfer rate, long process time, and high energy consumption [42]. Novel drying methods such as infrared drying, microwave drying, vacuum drying, and hybrid drying have been developed to improve the efficiency and quality of drying [43,44,45,46,47,48]. Drying processes are energy-intensive; therefore, their efficiency is a primary concern. Moreover, their effects on the storage stability of camellia seeds and the quality of oil products warrant investigation [43]. Microwave-based methods exhibit high drying efficiency and quality, as well as low energy consumption; however, the storage stability of the treated seeds is poor [44,49,50]. Vacuum drying is characterized by high drying quality, low efficiency, and high energy consumption [44,49,50]. Thus, the comprehensive effects of various drying methods should be carefully assessed before their implementation.
4.2. Dehulling of Camellia Seeds
The dehulling of camellia seeds is usually performed using a percussive breaker, and hulls and kernels are separated by an airflow separation system [51]. The degree of dehulling largely depends on the subsequent extraction process. For traditional extraction processes such as SE and hot pressing extraction (HPE), the seeds are not dehulled [52]. The reserve of hulls is important for the permeation of organic solvents. However, the hulls of camellia seeds introduce unpleasant compounds and aromas, as well as waxes, to the crude oil, which reduces the quality of the crude oil and increases the refining cost [53]. Because the kernels are oil-rich and low-fiber, their rheological properties are undesirable for screw pressing [54]. For cold pressing extraction (CPE) conducted using a twin-screw system, the hull content of the raw material was controlled to achieve a balance between oil yield and quality [51]. Moreover, the hull residue in the raw material is important to ensure efficient extraction of residual oil from the pressed cakes using the SE method.
4.3. Roasting or Baking
Roasting or baking are important steps in the traditional extraction process. They contribute significantly to the flavor and color of the final products. The application of heat to the oil-bearing materials can rupture the cell walls and facilitate the leaching of oils and bioactive compounds [55,56]. Moreover, roasting may enhance several chemical reactions, such as the Maillard reaction, which is essential for the formation of aroma-active volatiles [57,58,59,60]. Moreover, the anti-oxidant capacity and oxidative stability of oils can be improved by Maillard reaction products and endogenous anti-oxidants such as total phenolics [60,61,62]. A linear interrelationship between the oxidative stability of the oil and roasting temperature was identified within a certain temperature range (110–140 °C) [61]. However, roasting or baking at high temperatures can contribute to the formation of undesirable compounds that have toxic effects on human physiological functions [63]. For example, the benzo (a) pyrene content of camellia seeds increased from 3.1 to 14.1 μg/kg during roasting [63]. Therefore, the roasting process of camellia seeds should be customized in view of the nutritional quality, sensory characteristics, and safety requirements of the oil products.
4.4. Microwave Puffing Pretreatment
Microwave treatment is an internal heating method that makes use of the energy feature of high-frequency electromagnetic waves. The field energy of a microwave is rapidly converted into the internal energy of the target materials. Elevated intracellular temperatures generate growing pressures that can rupture the cell wall [64]. Microwave heating offers multiple advantages, such as uniform heating, energy saving, high speed, and environmental friendliness [48,65]. After microwave processing, the internal structure of the sample is characterized by evident porosity and multiple irregular cavities owing to the destruction of the cell structure [64]. The low moisture content of microwave-pretreated camellia seeds increases their brittleness and susceptibility to tissue rupture [64,66]. Hence, microwave pretreatment may increase the yield of oil extracted from seeds and improve the oxidative stability of camellia seed oils [59,64,66]. The oil yield was found to increase from 53% to 95% after microwave treatment [66]. The parameters of microwave pretreatment should be well controlled. The pretreatment time was one of the key factors. The oil yield increases with microwave time at first, however, the prolonged treating time would reduce the oil yield due to the coking of seed material [67,68]. The combined effect of treatment time and moisture content is important for optimizing the extraction process [64]. Microwave pretreatment has been verified in pilot-scale production units, which can serve as the base for future industrial production [65].
4.5. Other Pretreatment Methods
Neutral protease pretreatment was used to improve the recovery and quality of camellia seed oil [40]. Crushed camellia seed powder was hydrolyzed by neutral protease. The residual oil rate of the camellia seeds subjected to such enzymatic pretreatment was 5.62%, while 9.97% of oil was left in the heat-pretreated samples. Irradiation pretreatment has also been used for oil extraction from camellia seeds. This pretreatment can increase the extraction speed, and the best irradiation dose is 6 kGy [69]. The oil yield was 96.58% with irradiation pretreatment, which is higher than 79.75% of the control. Steam explosion is a physicochemical pretreatment method that utilizes the thermal reaction and physical tearing produced by instantaneous pressure release and expansion in a high-temperature and high-pressure environment. It can destroy the cell wall and disconnect the oil body from other cellular components, and its advantages include low energy cost and environmental friendliness. An appropriate steam pressure (1.6 MPa) and residence time (30 s) can increase the oil yield by 18.50% compared to that of the untreated control [70]. However, owing to the required high pressure and temperature, it is difficult to maintain the intensity and uniformity of the steam explosion process, and the current research on steam explosion is still limited to the laboratory scale.
Pretreatment technologies have complex effects on the quality and yield of camellia seed oil. The applied energy can rupture the cell structure of oilseeds and improve the yield and quality of camellia seed oils [70]. However, excessive thermal treatment can deteriorate nutritional elements and introduce harmful substances [58]. The innovative pretreatment methods offer advantages such as low energy consumption and high efficiency, but their economic and technical feasibilities warrant further investigation [40,43,70].
5. Extraction Methods
Various techniques have been reported for camellia seed oil extraction (Table 3). Conventional extraction methods (MPE and SE) are widely used for the industrial production of camellia seed oil. Innovative extraction technologies are currently being developed to address the drawbacks of the aforementioned traditional methods. However, various pitfalls must be overcome before these methods can be used at the industrial scale. The advantages and disadvantages of camellia seed oil extraction techniques are listed in Table 3.
Table 3.
The advantages and disadvantages of camellia seed oil extraction techniques.
5.1. Mechanical Pressing Extraction
Mechanical pressing extraction (MPE) presses out the oil from camellia seeds by applying external mechanical forces, and its advantages include simple operation, low capital investment, and environmental friendliness [71]. MPE is suitable for extraction from seeds with high oil contents (>25%) [71]. Nowadays, MPE accounts for the largest market share among the processes used for camellia seed oil extraction in China [72]. However, MPE is often hampered by low oil yield, and certain amounts of oils are left in the pressed cakes. To increase the rate of oil recovery, MPE is usually combined with SE, which can recover the residual oil from pressed cakes in the industry [51].
The batch hydraulic press and screw press are the two main pieces of equipment required for MPE. The hydraulic press is popular for small-scale extraction and on-farm seed grinding operations owing to its low cost and high quality of oil products. However, at the industrial scale, its application is limited by its low processing capacity [73]. By contrast, the processing capacity of a continuous screw press is considerably higher, and therefore, more suitable for industrial purposes [71]. Depending on the processing conditions, MPE can be subdivided into hot pressing extraction (HPE) and cold pressing extraction (CPE). High processing temperatures can denature the protein fraction of oilseeds, in addition to causing the loss of thermolabile bioactive components and formation of hazardous compounds, such as benzo (a) pyrene [63]. Therefore, CPE preserves more bioactive substances in camellia seed oils than HPE. Moreover, CPE oil has low acid and peroxide values, as well as reduced benzo (a) pyrene and phospholipid contents [74]. After simple sedimentation or filtration, the physicochemical properties of CPE oil were found to comply with the national standard for one-level camellia seed oil [51]. Single-screw extrusion is usually employed in the oil industry, but twin-screw systems are more ideal for CPE of camellia seed oil [51]. To improve the oil yield of single-screw operations, additional pretreatment steps (such as flaking and cooking) are often necessary. In the case of a twin-screw extruder, these pretreatment steps can be compensated by thermomechanical treatment during extraction [51,52,53].
The hull and water contents of kernels are important parameters that determine the yield and quality of oil in twin-screw extrusion [51]. Maximum barrel temperature is negatively correlated to water content and positively correlated to hull content. It was discovered that when the water content of kernels increased from 4% to 6%, the residual oil in the pressed cake decreased from 7.7% to 3.6% [51]. The residual oil rate in seed meals can be reduced by increasing the hull content, but doing so would also increase the maximum barrel temperature. The best hull content is 8%, which corresponds to a maximum barrel temperature of 60 °C and residual oil rate of 3.6% [51]. The twin-screw extruder can effectively satisfy the requirements of both CPE and HPE processing, and it is widely used in new extraction plants.
MPE can be modeled using both experimental and theoretical methods. It is ideal for achieving a high yield, high quality, and low energy consumption simultaneously. However, these goals usually contradict each other. Theoretically, it is difficult to achieve multi-objective optimization with the traditional single-factor and response surface optimization methods, in conjunction with limited experimental works. One study indicated that oil yield and energy consumption exhibit a negative correlation [75]. Another study indicated that the maximum yield and best quality parameters (free fatty acid value and peroxide value) are conflicting [76]. The pareto fronts solved using genetic algorithms provided a set of optimal process parameters that are essential for multi-objective processing optimization. These studies indicate that new mathematical tools are important for distinguishing the complex effects of process parameters. Furthermore, these results provide a basis for achieving a balance between oil yield and oil quality, as well as process cost.
5.2. Fresh Pressing Extraction
Fresh pressing extraction (FPE) is a novel method for camellia seed oil production. The camellia seed oil obtained by FPE has been commercialized by several camellia oil producers, but its current price is considerably higher than that of CPE oil. In FPE processing, fresh camellia fruits are skinned and pressed within a few hours after they are harvested. The seriflux of the seeds is recovered and extracted using food-grade solvents. After heating and stirring at 80 °C for 30–50 min, the three phases are separated by centrifugation, and the oil phase is collected and refined by simple steps, such as dewatering and filtration. The retting, heaping, and drying steps needed in traditional pressing are avoided. The moldiness caused by fresh camellia fruit storage is reduced. The residual oil rate (2%) of FPE is lower than that of MPE [51,77]. Meanwhile, FPE can be used to separate oil, seed protein, and seed residue at the same time, as can AE [77]. However, this process is relatively complex, which increases the cost of equipment and energy. Overall, this method represents an attempt at producing high-value camellia seed oil of high quality.
5.3. Solvent Extraction
SE processing is widely applied in the edible oil industry owing to its high yield and continuous production [13]. For camellia seed oil, the relatively small scale of production, along with the high-quality requirement, has limited the application of SE processing. Commercial-scale SE is usually applied as a supplement to MPE processing for recovering residual camellia seed oil from pressed cakes [51,78,79]. In this process, camellia seed oil is obtained through a combination of MPE and SE, which provides an overall oil yield in excess of 95% [51,78].
Hexane and No. 6 solvent are the most commonly used organic solvents in camellia seed oil production [13,80]. Camellia seed oil is dissolved in the solvent phase and recovered in the evaporation step, and the solvents are collected and recycled [13]. However, hexane and No. 6 solvent are inflammable and explosive, and they require more process safety management than MPE. SE processing is considered a significant source of volatile organic compound pollution, and stringent guidelines on hexane emissions have been issued [81]. In addition, hexane is a neurological toxin [82]. In the new national standard (GB 2716-2018), the China Food and Drug Administration (CFDA) has stipulated that solvent residue should not exceed 20 mg/kg in edible oils. In addition to residual solvents, benzo (a) pyrene is another substance to be concerned about when implementing SE processing because of roasting at high temperatures and grinding without hulling [63,80]. To remove organic solvents and other contaminants, complex refining processes are needed for the crude oils produced by SE processing. This would probably result in the incorrect labeling of camellia seed oil [83].
It has been proposed that one should replace the hexane with green solvents in oil extraction [84]. Ethanol [13], n-butyl alcohol [85], second butyl-acetate [86], and dimethyl carbonate (DMC) [87] are promising alternatives to hexane. However, these solvents have pitfalls, such as high cost and high residue ratio. For example, the extraction yield of second butyl-acetate exceeded 96% under optimum conditions, but its residue ratio was 11%, which is considerably higher than that of hexane [86].
5.4. Aqueous Extraction Process
In aqueous extraction (AE), pure water is the main extraction medium, and it is a potential alternative to traditional SE methods. Moreover, AE is designed for the simultaneous extraction of oil and byproducts, such as proteins and tea saponins [14,79]. AE processing is divided into four main stages: crushing or grinding of raw materials, extraction, centrifugal separation of different phases, and demulsification. The oil yield of AE is often lower than that of SE [88]. Appropriate pretreatments such as steam explosion or microwave puffing would facilitate oil release in AE processing [65,70,89].
To improve the extraction efficiency, the AE process parameters are often optimized. At first, the seed particle size is considered. To ensure the destruction of the cell structure, grinding of the seed particles to cell size is ideal. However, it is difficult to achieve this level of fineness using the existing industrial equipment. A decrease in particle size will increase the surface-to-volume ratio as well as the unit weight of the extraction mixture, thereby improving the mass transfer and reducing the water/sample ratio [65]. The rising extraction temperature can increase the viscosity of the oil, thereby facilitating the release of oil from raw materials. However, protein coagulation and starch dextrinization occurring at high temperatures would entrap the oil. Camellia seed oil yield usually peaks at 60–70 °C [88,89,90]. Water is used to extrude oils in AE processing. However, excess water can solubilize proteins and tea saponins, which can form stable emulsions with the oil. The oil yield increases with the solvent-to-sample ratio at first, and then reaches a maximum [88,89,90]. The extraction time should also be controlled. Plenty of time is essential for diffusion of the oil from the particles to the liquid phase. However, excessive agitation time would increase the chance of oil/water emulsion formation [65,88]. Increasing the rate of mixing during extraction is helpful for oil release. However, strong agitation can lead to the formation of an oil/water emulsion [89,90]. Recycling of hot processing water is essential for reducing the energy cost, water consumption, and wastewater emission. The recycled water phase increases the oil yield and maintains the product quality [65]. This can be ascribed to the accumulated non-ionic surfactant tea saponins in the recycled water phase, which can reduce the interfacial tension and increase the oil yield by 7.14% [91,92].
In AE processing, the extraction solution can be partitioned into four phases by centrifugation: sediment residue, aqueous phase, emulsion phase, and oil phase [92]. Additional steps are needed to recover free oil from the emulsion phase. These demulsification steps are time- and energy-intensive, and they represent one of the major limiting factors in AE processing. Ideally, emulsion formation can initially be reduced by process designing [65]. Various demulsification methods have been developed to increase the free and total oil yield. Ethanol exhibits a remarkable demulsifying ability. In previous studies, the free oil yield improved from 84.23% to 90.33% when 15% ethanol was used as the extractant [93], and the addition of salt (1.8 M sodium bicarbonate) improved the oil recovery from 53.77% to 96.33% [90]. The freezing/thawing method (−20 °C/50 °C for two cycles) can increase the oil yield up to 89.37%, which is higher than the yield of 83.05% achieved with microwave-assisted AE processing [88].
Nevertheless, multiple issues associated with AE processing must be addressed, such as the immaturity of the recovery and utilization technologies for byproducts, such as tea saponins and proteins. The typical oil residue rate of AE is 8.3%, which is higher than that of SE [65]. Moreover, the seed cakes obtained after AE processing have high moisture contents, and they must be dried before the residual oil can be recovered. Phase separation is extremely important in AE processing. Small sedimentation centrifuges with low efficiency are predominantly used, but they are unsuitable for continuous operation [94].
5.5. Wet Extraction
The AE methods employs the cohesion between hydrophilic molecules to extrude oils. However, the excess water used in this method can lead to wastewater emission. Wet extraction (WE) is designed to extract oil with limited water consumption. Ideally, a small amount of water can satisfy the need for contact and binding with the hydrophilic groups in the seed particles. Hydrophilic compounds and water aggregate through hydrogen bonds. Oil bodies are replaced, evicted, and coalesced to form a free oil phase that can be collected by centrifugation or pressing [95,96]. Extraction assistants can prevent and destabilize emulsion and release carbon dioxide (sodium hydrogen carbonate) or solvent gas (n-hexane and methanol), which relax the raw material [95,96]. This method can extract 94.79% of camellia seed oil with 12% (w/w) water in the presence of an extraction assistant (1% sodium chloride and 0. 8% sodium hydrogen carbonate) [96]. In another report, more than 86% of camellia seed oil was extracted using 12% water and 1% extraction assistant [97]. The advantages of WE processing include high oil quality and water conservation. However, this process is relatively complex, and thus far, it has been implemented only at the laboratory or pilot scale.
5.6. Enzyme-Assisted Aqueous Extraction (EAE)
Enzyme-assisted aqueous extraction (EAE) has been developed from AE. Cells of C. oleifera kernels are protected by a cell wall constituted of cellulose, hemicellulose, lignin, and pectin. The oil bodies contained in these cells are stacked together with starch particles and wrapped with protein networks [18]. Thus, enzymes such as carbohydrases (i.e., amylase and cellulase) and protease can be used to degrade the cell walls of the seeds and the ultra-microstructure components, such as lipopolysaccharide and lipoprotein [98,99]. Enzyme treatment is environment-friendly and energy-saving, and it can be conducted under mild conditions (i.e., mild temperature and pH) with low solvent consumption [98,99]. Compared to AE, EAE offers higher yield within a shorter time. Moreover, EAE processing can be further intensified by other technologies, such as ultrasound treatment [100,101,102]. Similar to AE, EAE processing consists of four main stages: size reduction of raw materials, enzymatic extraction, separation, and demulsification.
Enzymatic extraction can affect the camellia seed oil yield to a large extent. Enzyme selection is the primary concern. Cellulase, protease, amylase, and pectinase are used individually or combined in EAE processing. It is reasonable to assume that enzymes can work synergistically [103]. However, the oil yield obtained using a single enzyme was higher than with multiple enzymes in several studies [104,105,106,107]. Enzymes usually have different optimal temperatures and pH values, which can hinder their synergistic effect. For example, the optimal pH (8–9) of alcalase 2.4 L is different from that of cellulase (5), amylase (6–8), and pectase (4.5) [15,108,109]. The optimal temperature of alcalase 2.4 L (50–60 °C) is different from that of amylase (80–85 °C) and pectase (40–50 °C) [15,108,109]. A two-step two-enzyme process, consisting of a first step in which seed celluloses s are hydrolyzed by cellulase, and a second step where seed proteins are hydrolyzed by alcalase, was developed to allow all enzymes to operate under optimal conditions. This process significantly increased the free oil yield and total oil yield at the same time [107]. In another report, a two-step process consisting of an initial amylase step and a second acidic protease step was established [103].
The optimal temperature and pH of AE processing rely not only on the enzyme type, but also on the substrate characteristics. The solubility of seed proteins at their isoelectric pH (pI) (3.5–4.5) is poor, which can hinder oil extraction [110]. Therefore, alkaline proteases that are active under alkaline conditions were preferred [101,106,107,111]. Enzymes are only active over a special temperature interval. High temperature could deactivate enzymes and destroy thermolabile substances [109]. Typically, EAE is conducted in the temperature range of 40–60 °C. Enzyme dose is another factor that needs to be optimized. Camellia seed oil yield was found to initially increase as the enzyme dosage increased, after which, the oil yield remained unchanged [106,109] or even declined [100,103,108]. The optimal enzyme dose varied significantly (0.1–2%) in different reports [100,103,104,105,107,108]. This can be ascribed to the different sizes of oilseed particles, to a large extent. The lowest enzyme dosage was reported when the seeds were first crushed using a grinder and then ground to a slurry, which guaranteed the destruction of most of the cell structures [103,104,108]. A secondary grinding step increased the free oil yield from 63.32% to 84.71% owing to the reduced particle diameter (from 468.7 to 40.92 μm) [105]. However, when the particle size decreased to less than 37.92 μm, the total oil yield remained stable, while the free oil yield decreased owing to the increased emulsion stability [106,112]. The camellia seed oil yield increased with hydrolysis time, and reached a certain maximum value, at which it remained stable or decreased. This can be ascribed to the dissolution of more proteins, polysaccharides, tea saponins, phospholipids, and polysaccharides due to excessive agitation. These amphiphilic compounds can form stable emulsions with oil [100,103,105,106,107,108]. The low solvent-to-sample ratio can restrain mass transfer and enzyme–substrate interactions [100,105,109]. By contrast, a high solvent-to-sample ratio can lead to the dissolution of more substances, such as saponins, which form stable emulsions with oils and reduce the free oil yield [100,103,108]. Moreover, a high solvent-to-sample ratio can reduce the relative concentration of substrates and enzymes [105,109]. The typical range of solvent-to-sample ratio for the AE and EAE methods is 3–4:1.
In spite of the higher total oil yield obtained, lower free oil yield was obtained by EAE in several reports. Various methods, including ethanol treatment, enzymatic hydrolysis, and physical treatments (e.g., heating, freeze-thawing, and pH adjustment) have been employed to break emulsions [101,107,113,114]. Owing to the composition of the cream layer (protein-rich and lipid-rich), the addition of enzymes such as proteases and phospholipases can be helpful for demulsification [101]. For example, alcalase can hydrolyze the proteins in the protein-rich cream and help oil droplets to coalesce. After saponin movement due to solvent extraction (70% ethanol or isopropanol), the yield of EAE oil extraction can be as high as 95% or 94.4% [66,115]. Addition of calcium salts can improve the free oil yield from 62.1% to 86.6% [107]. This is attributed to the removal of tea saponins, cross linkage of anionic polysaccharides, and destabilization of the cream emulsion by Ca2+.
For EAE processing, the cost of enzymes is an important factor that affects the overall process economy. Increased oil yield and enzyme recycling can offset the high cost of enzymes. Enzyme immobilization can be a promising choice. Immobilized alcalase and cellulase can be reused for more than 10 cycles in the extraction of Camellia sinensis oil [115]. Moreover, the currently used enzymes are obtained from commercial sources, and the design of special enzymes that are suitable for EAE processing has rarely been reported.
5.7. Supercritical Fluid Extraction
A supercritical fluid is any fluid that is above its critical pressure and temperature. Supercritical carbon dioxide (SCO2) (critical point: 31 °C and 7.38 MPa) is the most widely used because of its non-toxic nature and low cost [116]. SCO2 has high diffusivity, low viscosity, and high solubility. Compared to traditional solvents, SCO2 has low surface tension and high extraction speed [117]. The oil yield of supercritical fluid extraction (SCFE) processing can reach 96.5%, which is considerably higher than that of MPE [117]. Compared to SE, SCFE is more environment-friendly because SCO2 is non-flammable and recyclable. The products of SCFE are of a high quality because of the absence of solvent residue and the low de-solvation temperature.
The strength of SCO2 can be tuned easily by changing the pressure and temperature [116,118], which facilitates process optimization. Increasing the extraction pressure will increase the density and dissolving capacity of SCO2. However, high pressure would increase operational dangers and cost, in addition to causing the extraction of undesirable components that decrease the clarity of oil [11,118,119]. The typical range of extraction pressure for camellia oil is 30–40 MPa, which can facilitate the extraction of constituents under different bound states [11,68,120,121]. High extraction temperatures are preferred for enhanced mass transfer and dispersion, but they reduce the density and dissolving capacity of fluids. The typical range of extraction temperatures is 40–50 °C [11,68,120]. The degree of seed grinding can determine the contact area and diffusion distance of the fluid, and subsequently affect the oil yield [68,120]. A high flow rate would increase the mass transfer, while reduce the contact time and increase the gas cost [120]. The acid value of oils obtained by SCFE can be improved by means of molecular distillation [11].
The major limiting factor of SCFE is its economic feasibility owing to the high capital and maintenance costs of high-pressure equipment [122]. On Chinese e-commerce websites, the prices of SCFE oil are considerably higher than those of CPE oil. In conclusion, the oils extracted using the existing SCFE process have high quality and high cost, and they may be preferred by high-end consumers.
5.8. Subcritical Fluid Extraction
Subcritical fluid extraction (SFE) employs the two-phase change of the extraction fluid at different pressures and temperatures to complete the extraction and de-solvation steps [123,124]. Compared to SCFE, SFE is conducted at lower pressures, and therefore, its capital and maintenance costs are lower. Subcritical fluid extraction is a continuous countercurrent process. Compared to SE, SFE has low energy and solvent consumption, high efficiency, and superior product quality [117]. Subcritical water [125,126] and n-butane [117,127] have been used for camellia seed oil extraction.
In the SFE method using n-butane, the extraction and de-solvation steps can be conducted at normal temperatures, which is beneficial for the preservation of thermosensitive substances and preventing the formation of hazardous substances [127]. Moreover, the amount of residual n-butane solvent in the crude oil is lower compared with hexane, meaning that the process is suitable for the extraction of high-value oils such as camellia seed oil. The highest extraction yield is 99.12% under optimized conditions (bulk density 0.7 kg/L, 50 min, 0.5 MPa, and 45 °C) [127], which is considerably higher than that of MPE. Among the extraction variables, bulk density is the most important [127]. However, the high volatility of n-butane can lead to operational dangers and increase the cost of safety management.
Subcritical water is a non-toxic extractant with low cost and high diffusivity. Increases in pressure and temperature can reduce the polarity of water and facilitate the continuous extraction of water- and oil-soluble components. The camellia seed oil yield of the subcritical water extraction process is 92.06% (125 °C, 3 MPa, 32 min, and solvent-to-sample ratio of 11:1) [125], which is higher than that of AE. Process optimization indicated that extraction temperature, time, and solvent-to-sample ratio have significant effects on oil yield, while pressure is insignificant [125,126]. However, subcritical water extraction is usually conducted at high temperatures with high solvent-to-sample ratios, leading to high energy consumption, degradation of heat-sensitive components, and wastewater discharge [123]. Subcritical water is suitable for the selective extraction of various compounds, meaning that it has the potential to extract camellia seed oils with different fatty acid profiles and unsaponifiable component contents. Moreover, the influences of subcritical water extraction on process economy should be further investigated because it is conducted at high temperatures.
5.9. Physical Field Enhanced Extraction
5.9.1. Ultrasound-Assisted Extraction
A growing interest in the use of ultrasound to extract high value-added compounds such as vegetable oil has been observed over the last few decades. Ultrasound-assisted extraction (UAE) employs the cavitation effect of high-intensity ultrasonic sound waves to disrupt the cell walls of oilseeds, accelerate the penetration of solvent, and enhance the dissolution and transfer of target compounds [128]. UAE has several benefits, for instance, low solvent requirement, short extraction time, low extraction temperature, and high extraction yield [129,130].
Ultrasound treatment, especially at low frequencies (<40 kHz), improves the extraction yield. The camellia seed oil extraction efficiency of ultrasound-assisted solvent extraction (UA-SE) was 7.08% higher than that of traditional SE [129], while the extraction time decreased from 90 min to 30 min, process temperature decreased from 60 °C to 40 °C, and solvent-to-sample ratio decreased from 7:1 to 6:1. Process optimization of UAE has been performed in several studies [87,130]. The response surface methodology (RSM) has often been used to improve the extraction yield of UAE, and two linear parameters (time and temperature) and three quadratic parameters (time, ultrasonic power, and solvent-to-sample ratio) were found to be significant [131]. The oil yield increased from 46.97% to 84.24% through process optimization (55 °C, 155 W, 31 min, and solvent-to-sample ratio of 5:1) [131]. In another study, it was found the solvent type, extraction temperature, solvent-to-sample ratio, and time are the main factors that affect yield [130]. Extraction yield was found to be negatively correlated to the polarity of the extractant, n-hexane was the best and ethanol was the worst. Moreover, the extraction yield of UAE when using the green solvent, dimethyl carbonate, was positively correlated to the extraction temperature and solvent-to-sample ratio, and negatively correlated to the particle size. The yield increased with ultrasonic power at first, but it eventually decreased [87].
To date, the application of the UAE to camellia seed oil extraction has been explored mainly at the laboratory scale. The effects of ultrasound treatment on oil quality, especially, lipid oxidation, warrant further investigation [129,130]. The economic feasibility, especially, energy consumption level of UAE, should be further evaluated.
5.9.2. Microwave-Assisted Extraction
Microwave-assisted extraction (MAE) utilizes the microwave effect to exert intense pressure on the cell wall, rupture the cell structure, and generate micropores, which lead to the release of intracellular constituents [132]. MAE offers benefits such as shortened extraction time, environmental friendliness, and low cost, and it can be combined simultaneously or sequentially with other extraction technologies [133,134].
The extraction efficiency of MAE is governed by various factors. A microwave-assisted aqueous extraction (MAE-AE) processing scheme was reported [133]. Under optimized conditions (70 °C, 800 W, 3 h, and solvent-to-sample ratio of 4:1), the oil yield was 91.85%, which is considerably higher than that of the conventional AE process [133]. An increase in microwave time and temperature would facilitate oil release at first. Then, the oil yield will reach the highest value. Thereafter, oil-water mixing is intensified by microwave oscillation, thereby increasing emulsion formation, and reducing the free oil yield [133]. The increased microwave power can cause the rupture of cell structures and increase the mass transfer efficiency, thereby increasing the camellia seed oil yield. To extract residual oil from defatted camellia cakes, a microwave-assisted solvent extraction (MAE-SE) process that employs an ethanol–water mixture was developed (320 W, 12.5 min, and solvent-to-sample ratio of 10:1) [134]. A high oil yield (nearly 90%) was obtained [134]. However, the microwave power was limited to 320 W owing to the severe bumping caused by the thermal effects. To date, most of the studies on MAE have been conducted at the laboratory scale, and only one study reported the microwave pretreatment of camellia seed at the pilot scale [64]. The cost effectiveness of MAE at the industrial scale remains to be evaluated.
6. Effects of Extraction Processes
6.1. Effects on Nutritional Quality
Camellia seed oil is the most preferred cooking oil in the daily diet of people in South China, especially in the Hunan and Jiangxi provinces [4]. It can provide essential fatty acids and other critical nutrients that are indispensable for maintaining the physiologic health. The content of active substances in camellia seed oil are determined by the genetic characteristics and planting environment of camellia trees at first. The technological conditions of oil processing, such as parameters of pretreatment process and extraction method, can additionally contribute to compositional discrepancies in camellia seed oil.
No significant differences were found between the fatty acid profiles of the camellia seed oils obtained by different extraction methods [135]. The oil obtained by EAE had a slightly higher content of monounsaturated fatty acids (82.67%) compared to those obtained by HPE (81.94%), SE (82.19%), and SCFE (80.05%) [136]. Subcritical extraction led to a slightly higher content of unsaturated fatty acids, such as oleic acid [117]. SCFE was able to retain more less-abundance fatty acids than CPE and HPE [137]. The refining processes of HPE or SE oils involve several steps that could affect their fatty acid profiles, such as neutralization, decoloration, and winterization [21]. A decrease in oleic acid content (1.11%) was observed in the neutralization and decoloration steps. The palmitic acid content was reduced by approximately 2.24% in the winterization step [21].
Proper pretreatment is conducive for the release of sterols and other thermostable active components from camellia seeds [64,135]. After pretreatment with hot air at 130 °C for 15 min, the total sterols (3297.26 mg/kg) and squalene (151.89 mg/kg) contents were higher than those obtained by means of EAE, CPE, SE, and hot air at 100 °C [135]. Moreover, heat treatment can increase the content of polyphenols, possibly because of the passivation of polyphenol oxidase due to high process temperatures [138]. However, the form and bound state of polyphenols in camellia seed oil can change with the heating temperature [24]. Moreover, long-term heat treatment can reduce the contents of vitamin E, β-carotene, squalene, and steroids [135,139]. Internal heating methods such as microwave and infrared irradiation are more effective for the extraction of some bioactive compounds than hot air. When camellia seeds were pretreated with hot air (150 °C, 120 min), microwave (700 W, 20 min), and infrared radiation (150 °C, 120 min), the total polyphenol contents of the pressed oils increased by 2.81, 11.0, and 12.4 times, respectively [140]. Meanwhile, after steam explosion for 30 s, the total polyphenols, α-tocopherol, squalene, and sterol contents of camellia seed oil increased 2.79, 1.59, 1.16, and 1.36 times, respectively [70,141].
The extraction technology could significantly affect the type and content of function gradients in camellia seed oils (Table 4). However, it is hard to compare the effects of extraction technologies with each other due to the difference between analytical methods as well as the difficulty in precise data acquisition. The tocopherol and β-carotene contents were relatively low in the HPE and SE oils owing to heat treatment [136]. The long processing times of AE or EAE can reduce the contents of thermolabile components such as tocopherol and β-carotene [135]. Phenolic compounds are soluble in the water phase. The total polyphenol concentration was lower in the EAE oil than that in the HPE, SE, and CPE oils [135,136]. SCFE and n-butane-based subcritical extraction offered advantages in terms of reserving functional components such as vitamin E, squalene, steroid, and carotene compared to other methods, which indicated their potential for the production of high-quality oil [117,136]. However, the low polarity of pure SCO2 made it difficult to extract polar components, and a combination of entrainers, such as ethanol, was employed to solve this problem [13]. The polyphenol (87.08 mg/kg), vitamin E (264.6 mg/kg), phytosterol (1115 mg/kg), squalene (444.9 mg/kg), and total flavone (151 mg/kg) contents of FPE oil were higher than those of the HPE, CPE, and SE oils [77]. The quality of WE oil was better than the corresponding index value of excellent camellia seed oil in the T/LYCY001-2020 standard [97].
Table 4.
Effects of extraction methods on unsaponifiable matters in camellia seed oil.
To fulfill the stipulations outlined in the national standard for camellia seed oil, the crude camellia oils must be refined, especially those obtained by HPE and SE. This would significantly affect the nutritional quality of oil products. In one report, the refining process of HPE oil led to the loss of 67.24% of vitamin E and 69.61% of squalene [21]. In another report, the refining process caused the loss of 37.30% of vitamin E, 99.54% of total polyphenols, 45.60% of squalene, and more than 30% of steroids [142]. To improve the quality of oil products, appropriate refining process should be designed to reduce the loss of active substances. The quality of AE-extracted crude oil is close to or partially compliant with the first-grade pressed oil according to Chinese national standard [88]. The high quality of the crude camellia seed oil obtained by means of CPE or EAE can reduce the need for refining [100], ultimately leading to the preservation of greater amounts of bioactive components such as polyphenols than HPE and SE [21].
In conclusion, the extraction process can affect the nutritional quality of camellia seed oils in different ways. First, the extraction process might change the type and content of active substances in crude camellia seed oil. Secondly, crude camellia seed oils are subjected to different refining processes depending on their quality. To facilitate quality control of camellia seed oil, the migration and transformation principles of active substances during the pretreatment, extraction and refining processes should be analyzed more detailed.
6.2. Effects on Sensory Quality
The sensory quality of oils is an essential factor governing consumers’ preferences. The delicate and unique flavor of camellia seed oil is highly appreciated by local consumers. The sensory quality of camellia seed oil mainly includes its color, flavor, and taste. The sensory indexes of camellia seed oils are affected by the extraction methods. A comparison of the camellia seed oils extracted using different methods indicated that the AE and EAE oils have the lightest color and best clarity. The HPE, AE, and EAE oils retain the inherent odor of camellia seed oil, while the SE oil does not [119]. Compared to the HPE oil, the CPE oil has a lighter color, better clarity, and softer taste, while the HPE oil has a rich flavor that is popular with traditional camellia seed oil consumers [143]. This should be ascribed to the heat treatment steps in HPE processing [137]. Microwave exposure significantly increases the carotenoid contents of camellia seed oil, which is related to the b* color value [64]. The sensory indexes of the SFE and SCFE oils, determined by conducting color, clarity, taste, heating, and freezing tests, are better than those of the UAE and MPE oils [117]. In conclusion, most of these sensory quality indexes of the oils obtained using innovative extraction methods are better than those of the traditional ones, except for rich flavor.
Flavor is one of the most critical criteria of edible oil. Volatile compounds are considered major contributors to the general flavor profile. The volatile compounds content is closely related to the oilseed resource [144,145] as well as the processing technologies used, including the pretreatment, extraction, and refining steps (Table 5) [36,37,59,139,146,147]. Electronic nose (E-nose), headspace-solid-phase microextraction-gas chromatography–mass spectrometry (HS-SPME-GC–MS), and headspace gas chromatography–ion mobility spectrometry (HS-GC–IMS) techniques combined with multivariate analysis are commonly used to distinguish different camellia seed oils [146]. The lipoxygenase pathway is the major source of aldehydes and esters in virgin camellia seed oil, followed by the Maillard reaction and Strecker degradation for heterocycles [38,58].
Table 5.
Characteristic aroma compounds of camellia seed oil.
The effects of different pretreatment methods on the volatile compounds in camellia seed oil suggest that hydrocarbons are the major volatile compounds in untreated samples; aldehydes and alcohols in the roasted and steamed samples; aldehydes and heterocyclic compounds in the roasted and microwave treated samples [59]. Prolonged microwave exposure reduces the concentration of alcohols and esters, which have a “fresh fragrance”, and increases the content of aldehydes and heterocycles, which have a “strong fragrance” [37]. The presence of 2-furanmethanol implies the occurrence of the Maillard reaction during steam explosion [70]. Heating temperature and time are sensitive factors governing the diversity of volatile compounds [139]. To obtain aromatic camellia seed oil with a rich and soft flavor, it was suggested that the seeds be fried at 80–90 °C for 15 min [36]. Further extension of the frying time would inhibit the Maillard reaction and reduce the concentration and variety of flavor compounds [36,139].
The CPE oil retains more volatile species than the SE oil [147]. The diversity of esters and heterocyclic compounds is significantly lower in SE oil than that in CPE oil. This can be ascribed to the decomposition of esters at high temperatures [147]. In case of the SE oil, the lack of several odors, such as green (fresh grass), reduces the desirability of its sensory quality compared to that of CPE oil. Hexanal and 2-n-heptylfuran are the promising aroma compounds used to distinguish camellia seed oil obtained by MPE and SE. W1W, W2W, and W5S are the main sensors for distinguishing the flavor profiles of the HPE, CPE, SE, AE, and SCFE camellia seed oils [36,37].
To date, the majority studies have focused on characterizing the aroma profiles of camellia seed oils, while the key odorants have received scant attention. The identification of important aroma-active compounds, as well at their formation mechanisms and control techniques, should be the focus of future studies. Proper combination of pretreatment and extraction methods is important for producing camellia seed oils with various flavors that cater to the tastes of different consumers. In addition, the development of camellia seed oils with new flavors is essential to reach a new generation of consumers.
7. Byproducts Extraction and Utilization
The main byproducts of camellia seed oil extraction are fruit shells and seed cakes (Figure 3). The fruit shells can be converted into activated carbon or fertilizer, as well as health products [148]. Seed cakes, the annual output of which is 1.76 million tons, can be used as pond cleaning reagents, animal feed, or simply discarded [148,149]. The seed cakes contain residual oil and other functional ingredients, such as proteins, tea saponins, polysaccharides, polyphenols, alkaloids, and tannins [148]. The residual oil is first extracted. Then, tea saponins are extracted to reduce the bitterness and toxicity of the cakes, which are detrimental to their palatability and feed conversion ratio (Table 6). The quality of the seed cakes obtained by CPE is better than those of the cakes obtained by HPE and SE owing to increased contents of crude protein, soluble sugar, and starch [51].
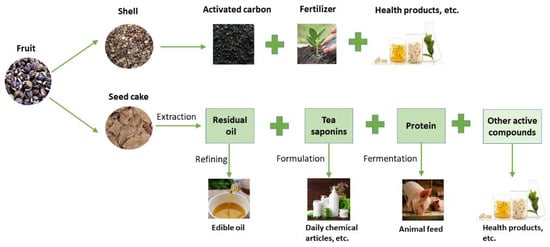
Figure 3.
Application of byproducts of camellia seed.
Tea saponins are natural non-ionic surfactants with various functions. These small molecules are bioactive as they possess comprehensive pharmacological effects [150]. They are used in various fields, including washing, wool spinning, knitting, medicine, and daily-use chemicals. Moreover, tea saponins can manipulate rumen fermentation and microbial ecosystems of livestock with the aim of reducing methane and nitrogen emissions [151]. Tea saponins are traditionally extracted using organic solvents or hot water. Organic solvent extraction has the disadvantages of complex operation, high solvent consumption, and pollution [152]. Water extraction is simple and cost-efficient, but the product yield (approximately 40%) and purity is unsatisfactory, which can be improved by employing a continuous multi-stage countercurrent extraction process [153]. Innovative methods such as SCFE and MAE were reported to offer high yields (89.21% and 83%, respectively) [66,154].
To simplify the extraction process, simultaneous extraction of residual oil and tea saponins has been performed [85,125]. The yields of camellia seed oil and tea saponins extracted simultaneously using pure n-butanol were 92.88% and 43.2%, respectively [85]. This process was further improved by employing a microemulsion system containing 23.43% n-butanol to extract 93.61% oil and 56.28% tea saponins [155]. Subcritical water was employed to extract oil and tea saponins from the kernel simultaneously, and the extraction rates of oil and tea saponins were 92.06% and 72.20%, respectively [125]. These results prove the feasibility of simultaneous extraction, but the reported separation procedures of oil and tea saponin mixture are complex and limited to the laboratory scale.
After oil extraction, the remaining seed cakes are high-quality protein sources (14–20%) with proportional equilibria of amino acids. The methods employed for extracting seed proteins include traditional alkaline extraction, as well as the newly developed UAE, AE, and EAE methods. The operation of the alkaline extraction and acid precipitation method is simple, but its yield is relatively low (44.57%) [156]. After pretreatment with amylase and cellulose, the protein yield increased to 80.83% [157]. Steam explosion treatment of the seed cakes can increase the protein yield to 71.01% [158].
The AE and EAE methods can extract tea saponins and seed proteins, as well as oil [93]. Reportedly, more than 80% of tea saponins and 90% of seed proteins can be dissolved in the water phase of AE and EAE processing [93,100]. The commonly used alkaline protease in EAE processing can accelerate the release of both oil and protein, while cellulase adversely affects protein extraction. In an AE processing, the yields of oil and protein were 74.61% and 82.28%, respectively [111]. After ultrasonic pretreatment (45 °C, 30 min, 300 W), the yields of oil and protein reached 89.70% and 90.64%, respectively [102]. These results indicate that the simultaneous extraction of camellia seed oil, protein, and tea saponins is feasible.
Table 6.
Extraction of major byproducts in camellia seed.
Table 6.
Extraction of major byproducts in camellia seed.
| Products | Extraction Method and Condition | Yield | Reference |
|---|---|---|---|
| Tea saponins | Continuous extraction: 85% ethanol, sample-to-solvent ratio:1:2, 65 °C, 120 min | 86.74% | [152] |
| Single-stage extraction: water, sample-to-solvent ratio: 1:16, 80 °C, 85 min | ~40% | [153] | |
| Continuous extraction: water, sample-to-solvent ratio: 1:16, 80 °C, 60 min | ~90% | [153] | |
| MAE: 300 W, 70% ethanol, sample-to-solvent ratio: 1:7, 30 s | 83% | [66] | |
| SCFE: 30 MPa, volume fraction of entrainer ethanol 75%, 45 °C, 3.5 h | 89.21% | [154] | |
| Tea saponins and oil | 95% n-butanol, extracting times: 4, sample-to-solvent ratio: 1:1.36, 80 °C, 2.57 h | 92.88% (oil) 43.20% (saponins) | [85] |
| 23.43% n-butanol, extracting times: 4, sample-to-solvent ratio: 1:1.20, 76.4 °C | 93.61% (oil) 56.28% (saponins) | [155] | |
| SFE using water: 3 MPa, sample-to-solvent ratio: 1:11, 125 °C, 32 min | 92.06% (oil) 72.20% (saponins) | [125] | |
| Protein | pH 10, sample-to-solvent ratio:1:40, 50 °C, 60 min | 44.57% | [156] |
| Enzyme pretreatment: 2% amylase, 0.7% cellulase, pH 5, 50 °C, 120 min; Extraction: pH 10, sample-to-solvent ratio: 1:25, 45 °C, 80 min | 80.83% | [157] | |
| Steam explosion pretreatment: 0.8–2.3 MPa, 30–120 s; Extraction: pH 10, sample-to-solvent ratio: 1:10, 40 °C, 50 min | 71.01% | [158] | |
| Protein and oil | AEE: 1.5% alkaline protease, sample-to-solvent ratio: 1:5, pH 8, 60 °C, 4 h. | 74.61% (oil) 82.28% (protein) | [111] |
| Ultrasound pretreatment: 300 W, 45 °C, 30 min; AEE: 1.5% alkaline protease, pH 9, sample-to-solvent ratio: 1:5, 60 °C, 3.5 h | 89.70% (oil) 90.64% (protein) | [102] |
In conclusion, innovative methods such as AE and EAE are more favorable for the complete utilization of camellia seed components. However, the separation and purification technologies for co-products are being developed slowly, as well as methods for the recycling of wastewater and solvents. Membrane separation processes can be a promising solution for protein recovery and water purification in the edible oil industry [159]. Meanwhile, the physicochemical properties and functional characteristics of camellia seed co-products warrant further study.
8. Conclusions and Future Perspectives
During the past few decades, the camellia seed oil industry has developed rapidly in China to fulfill the growing demand for high-quality edible oils. Traditional extraction methods of camellia seed oil, such as HPE and SE, have been criticized by the new generation of consumers due to low product quality and high environmental impact. Innovative methods have been proposed to overcome the pitfalls of the traditional methods, but they are often limited to the laboratory or pilot scale owing to economic and/or technical bottlenecks.
CPE method offers higher product quality and simple process operation, but its yield is relatively low. FPE and SCFE are viable technologies for producing high-quality oil, but their operation and maintenance costs are high. AE is promising due to environmental-friendliness and high material utilization rate, but its efficiency warrants improvement by incorporating, for example, enzyme-, microwave-, or ultrasound-assisted methods. WE has been developed from AE processing to reduce water consumption, but its operation is relatively complex. Moreover, the utilization of byproducts is being developed slowly. Therefore, there are numerous challenges to achieving the balance between oil yield and oil quality, as well as process cost. Advanced research and technological improvement is needed to ensure that these innovative methods can be applied at the industrial scale. To obtain the “complete” flavor and nutrition profiles of camellia seed oil through green and efficient processes, the future extraction processes should be combinations of appropriate pretreatment, efficient extraction, and suitable refining methods, in addition to ensuring maximum co-product utilization.
Author Contributions
Conceptualization, S.D. and Y.C.; investigation, Q.Z., S.W., Y.Y. and J.C.; writing–original draft preparation, G.L., L.M. and Z.Y.; supervision, S.D. and Y.C., project and administration, Y.C., funding acquisition, S.D., L.M. and Y.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Forestry Science and Technology promotion project of the Central Finance, grant number (2021XT08); Natural Science Foundation of Hunan Province of China, grant number (2020JJ5157); University and Locality Integration Development Project of Xiangtan City of Hunan Province of China, grant number (C12103); Scientific research project of Education Department of Hunan Province of China, grant number (21B0459). Open fund of Hunan Key Laboratory of Economic Crops Genetic Improvement and Integrated Utilization, grant number (E22214).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Robards, K.; Prenzler, P.; Ryan, D.; Zhong, H. Camellia Oil and Tea Oil. In Gourmet and Health-Promoting Specialty Oils; Robert, M.A., Kamal-Eldin, A., Eds.; AOCS Press: Urbana, IL, USA, 2009; pp. 313–343. [Google Scholar]
- He, S.; Gu, Y. American Camellia Yearbook; American Camellia Society: Fort Valley, GA, USA, 1982; pp. 104–107. [Google Scholar]
- Nguyen, Q.K.; Hoang, V.T.; Nguyen, B.V.; Nguyen, V.T. Surveying results on development status for tea oil Camellia plantation in northern provinces, Vietnam. Vietnam J. Sci. 2006, 3, 169–176. [Google Scholar]
- Yin, D.; Li, S.; Wu, Q.; Feng, C.; Li, B.; Wang, Q.; Wang, L.; Xu, W. Advances in research of six woody oil crops in china. Chin. Bull. Bot. 2018, 53, 110–125. [Google Scholar]
- Tang, L.; Bayer, E.; Zhuang, R. Obtain, properties and utilization of Chinese teaseed oil. Fett 1993, 95, 23–27. [Google Scholar]
- Zhu, G.; Liu, H.; Xie, Y.; Liao, Q.; Lin, Y.; Liu, Y.; Liu, Y.; Xiao, H.; Gao, Z.; Hu, S. Postharvest processing and storage methods for Camellia oleifera seeds. Food Rev. Int. 2020, 36, 319–339. [Google Scholar] [CrossRef]
- Wang, X.; Zeng, Q.; Verardo, V.; del Mar Contreras, M. Fatty acid and sterol composition of tea seed oils: Their comparison by the “FancyTiles” approach. Food Chem. 2017, 233, 302–310. [Google Scholar] [CrossRef]
- Liang, H.; Hao, B.Q.; Chen, G.C.; Ye, H.; Ma, J. Camellia as an oilseed crop. HortScience 2017, 52, 488–497. [Google Scholar] [CrossRef]
- Chaikul, P.; Sripisut, T.; Chanpirom, S.; Sathirachawan, K.; Ditthawuthikul, N. Melanogenesis inhibitory and antioxidant effects of Camellia oleifera seed oil. Adv. Pharm. Bull. 2017, 7, 473–477. [Google Scholar] [CrossRef] [Green Version]
- Peng, Q.; Xu, Q.; Dula, B.G.; Wang, J.; Fu, J.; Wang, L.; Qian, B.; Zhou, J.; Wu, J.; Wang, J.; et al. Discrimination of geographical origin of camellia seed oils using electronic nose characteristics and chemometrics. J. Consum. Prot. Food Saf. 2020, 15, 263–270. [Google Scholar] [CrossRef]
- Zhou, D.; Shi, Q.; Pan, J.; Liu, M.; Long, Y.; Ge, F. Effectively improve the quality of camellia oil by the combination of supercritical fluid extraction and molecular distillation (SFE-MD). Lwt 2019, 110, 175–181. [Google Scholar] [CrossRef]
- Mo, R.; Zhang, Y.; Ni, Z.; Tang, F. Determination of benzo [a] pyrene in camellia oil via vortex-assisted extraction using the UPLC-FLD method. Food Sci. Biotechnol. 2017, 26, 15–19. [Google Scholar] [CrossRef]
- Lavenburg, V.M.; Rosentrater, K.A.; Jung, S. Extraction methods of oils and phytochemicals from seeds and their environmental and economic impacts. Processes 2021, 9, 1839. [Google Scholar] [CrossRef]
- Mwaurah, P.W.; Kumar, S.; Kumar, N.; Attkan, A.K.; Panghal, A.; Singh, V.K.; Garg, M.K. Novel oil extraction technologies: Process conditions, quality parameters, and optimization. Compr. Rev. Food Sci. Food Saf. 2020, 19, 3–20. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, F.; Zhu, F.; Chen, B.; Su, E.; Chen, Y.; Cao, F. Composition, bioactive substances, extraction technologies and the influences on characteristics of Camellia oleifera oil: A review. Food Res. Int. 2022, 156, 111159. [Google Scholar] [CrossRef] [PubMed]
- Tang, X.; Xie, F.P.; Li, X.; Liu, D.W.; Wang, X.S.; Mao, L.C. Design and test of dehulling machine for Camellia oleifera fruit. J. Hunan Agric. Univ. 2014, 40, 665–668. [Google Scholar]
- He, D.; Xiang, H. Camellia Seed Processing Technology; Chinese Light Industry Press: Beijing, China, 2015; pp. 27–28. [Google Scholar]
- Sun, H.; Fei, X.; Fang, X.; Wang, J. A study on the mechanism of aqueous enzymatic extraction of Camellia oleifera seed oil. Acta Agric. Univ. Jiangxiensis 2011, 33, 1117–1121. [Google Scholar]
- Zhang, W.G.; Jin, G.M. Microwave puffing-pretreated extraction of oil from Camellia oleifera seed and evaluation of its physicochemical characteristics. Int. J. Food Sci. Technol. 2011, 46, 2544–2549. [Google Scholar] [CrossRef]
- He, L.; Zhou, G.Y.; Zhang, H.Y.; Liu, J.A. Research progress on the health function of tea oil. J. Med. Plants Res. 2011, 5, 485–489. [Google Scholar]
- Zhang, Z.M.; Wu, S.X.; Liu, R.X. Effect of production process on nutritional quality of camellia seed oil. Food Sci. 2013, 34, 268–272. [Google Scholar]
- Shi, T.; Zhu, M.; Zhou, X.; Huo, X.; Long, Y.; Zeng, X.; Chen, Y. 1H NMR combined with PLS for the rapid determination of squalene and sterols in vegetable oils. Food Chem. 2019, 287, 46–54. [Google Scholar] [CrossRef]
- Lou-Bonafonte, J.M.; Martínez-Beamonte, R.; Sanclemente, T.; Surra, J.C.; Herrera-Marcos, L.V.; Sanchez-Marco, J.; Arnal, C.; Osada, J. Current insights into the biological action of squalene. Mol. Nutr. Food Res. 2018, 62, 1800136. [Google Scholar] [CrossRef]
- Salehi, B.; Quispe, C.; Sharifi-Rad, J.; Cruz-Martins, N.; Nigam, M.; Mishra, A.P.; Konovalov, D.A.; Orobinskaya, V.; Abu-Reidah, I.M.; Zam, W.; et al. Phytosterols: From preclinical evidence to potential clinical applications. Front. Pharmacol. 2021, 11, 1819. [Google Scholar] [CrossRef] [PubMed]
- Nattagh-Eshtivani, E.; Barghchi, H.; Pahlavani, N.; Barati, M.; Amiri, Y.; Fadel, A.; Khosravi, M.; Talebi, S.; Arzhang, P.; Ziaei, R.; et al. Biological and pharmacological effects and nutritional impact of phytosterols: A comprehensive review. Phytother. Res. 2022, 36, 299–322. [Google Scholar] [CrossRef] [PubMed]
- Thompson, M.D.; Cooney, R.V. The potential physiological role of γ-tocopherol in human health: A qualitative review. Nutr. Cancer 2020, 72, 808–825. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Wang, S.; Yang, R.; Mao, J.; Jiang, J.; Wang, X.; Zhang, W.; Zhang, Q.; Li, P. Simultaneous determination of tocopherols, carotenoids and phytosterols in edible vegetable oil by ultrasound-assisted saponification, LLE and LC-MS/MS. Food Chem. 2019, 289, 313–319. [Google Scholar] [CrossRef]
- Eggersdorfer, M.; Wyss, A. Carotenoids in human nutrition and health. Arch. Biochem. Biophys. 2018, 652, 18–26. [Google Scholar] [CrossRef]
- Wang, X.; Zeng, Q.; del Mar Contreras, M.; Wang, L. Profiling and quantification of phenolic compounds in Camellia seed oils: Natural tea polyphenols in vegetable oil. Food Res. Int. 2017, 102, 184–194. [Google Scholar] [CrossRef]
- Wei, Z.; Guo, M.; Wang, Y.; Duan, Z.; Yang, K.; Luan, X. Recent advances in research on polyphenol compounds in Camellia oleifera seed oil. Food Sci. 2021, 42, 311–320. [Google Scholar]
- Teixeira, A.M.; Sousa, C. A review on the biological activity of Camellia species. Molecules 2021, 26, 2178. [Google Scholar] [CrossRef]
- Zhang, T.; Qiu, F.; Chen, L.; Liu, R.; Chang, M.; Wang, X. Identification and in vitro anti-inflammatory activity of different forms of phenolic compounds in Camellia oleifera oil. Food Chem. 2021, 344, 128660. [Google Scholar] [CrossRef]
- Luan, F.; Zeng, J.; Yang, Y.; He, X.; Wang, B.; Gao, Y.; Zeng, N. Recent advances in Camellia oleifera Abel: A review of nutritional constituents, biofunctional properties, and potential industrial applications. J. Funct. Foods 2020, 75, 104242. [Google Scholar] [CrossRef]
- Xiao, X.; He, L.; Chen, Y.; Wu, L.; Wang, L.; Liu, Z. Anti-inflammatory and antioxidative effects of Camellia oleifera Abel. components. Future Med. Chem. 2017, 9, 2069–2079. [Google Scholar] [CrossRef] [PubMed]
- Mikoajczak, N.; Tańska, M.; Ogrodowska, D. Phenolic compounds in plant oils: A review of composition, analytical methods, and effect on oxidative stability. Trends Food Sci. Technol. 2021, 113, 110–138. [Google Scholar] [CrossRef]
- Wu, S.; Huang, Y.; Wu, Y.; Wang, Y. Flavor differences of pressed oil-tea camellia seed oils with different heat treatments. China Oils Fats 2020, 45, 14–20. [Google Scholar]
- He, J.; Wu, X.; Yu, Z. Microwave pretreatment of camellia (Camellia oleifera Abel.) seeds: Effect on oil flavor. Food Chem. 2021, 364, 130388. [Google Scholar] [CrossRef] [PubMed]
- Jia, X.; Deng, Q.; Yang, Y.; Xiang, X.; Zhou, X.; Tan, C.; Zhou, Q.; Huang, F. Unraveling of the aroma-active compounds in virgin camellia oil (Camellia oleifera Abel) using Gas Chromatography-Mass Spectrometry-Olfactometry, aroma recombination, and omission studies. J. Agric. Food Chem. 2021, 69, 9043–9055. [Google Scholar] [CrossRef] [PubMed]
- Wu, M.Y.; Du, M.H.; Wen, H.; Wang, W.W.; Tang, J.; Shen, L.R. Effects of n-6 PUFA-rich soybean oil, MUFA-rich olive oil and camellia seed oil on weight and cardiometabolic profiles among Chinese women: A 3-month double-blind randomized controlled-feeding trial. Food Funct. 2022, 13, 4375–4383. [Google Scholar] [CrossRef] [PubMed]
- Qian, J.; Zhao, X.; Zhao, C.; Yang, H.; Gou, L.; Wang, W.; Guo, H. Pretreatment camellia seeds by protease and application to extraction of camellia oil. Eur. J. Lipid Sci. Technol. 2021, 123, 2000223. [Google Scholar] [CrossRef]
- Wang, F.; Shao, W.; Yang, D. Effect of different drying methods on drying characteristics and quality of Camellia oleifera seeds. J. Food Process. Preserv. 2021, 45, e15976. [Google Scholar] [CrossRef]
- Pongpichaiudom, A.; Songsermpong, S. Characterization of frying, microwave-drying, infrared-drying, and hot-air drying on protein-enriched, instant noodle microstructure, and qualities. J. Food Process. Preserv. 2018, 42, e13560. [Google Scholar] [CrossRef]
- Long, T.; Wu, X.H.; Rong, O.; Yang, L.; Yi, Z.; Li, Y. Drying process of Camellia oleifera seed by combining hot-air with microwave. J. South. Agric. 2016, 47, 1181–1186. [Google Scholar]
- Xing, C.; Li, J.; Jin, Q.; Gu, J.; Wang, X. T The drying characteristics of Camellia oleifera and establishment of hot air drying model. J. Chin. Cereals Oils Assoc. 2012, 27, 38–42. [Google Scholar]
- Chen, G.F.; Song, C.F.; Cui, Z.W. Optimizing of coupled hot-air and microwave drying of tea camellia seeds by response surface analysis. Sci. Technol. Food Ind. 2012, 33, 272–275. [Google Scholar]
- Wu, X.; Long, T.; Wang, Z.; Lan, W. Drying characteristics and models for heat pump drying of Camellia oleifera seed. J. Chin. Cereals Oils Assoc. 2018, 33, 111–117. [Google Scholar]
- Huang, D.; Tao, Y.; Li, W.; Sherif, S.A.; Tang, X. Heat transfer characteristics and kinetics of Camellia Oleifera Seeds during Hot-Air Drying. J. Therm. Sci. Eng. Appl. 2020, 12, 031017. [Google Scholar] [CrossRef]
- Huang, D.; Men, K.; Tang, X.; Li, W.; Sherif, S.A. Microwave intermittent drying characteristics of Camellia oleifera seeds. J. Food Process Eng. 2020, 44, e13608. [Google Scholar] [CrossRef]
- Zhang, X.; Wu, X.; Li, C.; Kou, Q.; Li, L. Characteristics and mathematical description of hot-air drying of Camellia oleifera seed. J. South China Univ. Technol. 2010, 38, 116–120. [Google Scholar]
- Motevali, A.; Minaei, S.; Khoshtaghaza, M.H.; Amirnejat, H. Comparison of energy consumption and specific energy requirements of different methods for drying mushroom slices. Energy 2011, 36, 6433–6441. [Google Scholar] [CrossRef]
- Li, S.; Liu, X.; Zhang, Y.; Liu, Q. Pilot-plant-scale test of cold-pressed oil extraction with twin-screw pressing for camellia seeds. Trans. Chin. Soc. Agric. Eng. 2014, 30, 300–308. [Google Scholar]
- Hu, J.; Wei, Y.; He, D.; Liu, Y. Preparation of natural oil-tea camellia seed oil by dehulling and cold-pressing. China Oils Fats 2009, 34, 16–19. [Google Scholar]
- Li, S.; Liu, X. Cold-pressed oil extraction of camellia seeds. In Proceedings of the 2011 International Conference on New Technology of Agricultural, Zibo, China, 27–29 May 2011; pp. 135–138. [Google Scholar]
- Wang, J.; Zheng, X.; Wan, N.; Lin, G.; You, Y. Fractal character of the pore structure of dehulled rapeseed cake based on scanning electron microscopy image analysis. Trans. Chin. Soc. Agric. Eng. 2008, 24, 16–20. [Google Scholar]
- Long, T.; Wu, X.; Rong, O.; Yang, L. Effects of preheating methods of camellia seed on camellia oil quality. J. Chin. Cereals Oils Assoc. 2017, 32, 79–83. [Google Scholar]
- Zhang, Y.; Li, X.; Lu, X.; Sun, H.; Wang, F. Effect of oilseed roasting on the quality, flavor and safety of oil: A comprehensive review. Food Res. Int. 2021, 150, 110791. [Google Scholar] [CrossRef] [PubMed]
- Zhong, H.; Bedgood, D.R.; Bishop, A.G.; Prenzler, P.D.; Robards, K. Effect of added caffeic acid and tyrosol on the fatty acid and volatile profiles of camellia oil following heating. J. Agric. Food Chem. 2006, 54, 9551–9558. [Google Scholar]
- Luo, F.; Fei, X. Maillard reaction derived from oil-tea camellia seed through roasting. J. Sci. Food Agric. 2019, 99, 5000–5007. [Google Scholar] [CrossRef] [PubMed]
- He, J.; Wu, X.; Zhou, Y.; Chen, J. Effects of different preheat treatments on volatile compounds of camellia (Camellia oleifera Abel.) seed oil and formation mechanism of key aroma compounds. J. Food Biochem. 2021, 45, e13649. [Google Scholar] [CrossRef]
- Zheng, X.; Zheng, L.; Yang, Y.; Ai, B.; Zhong, S.; Xiao, D.; Sheng, Z. Analysis of the volatile organic components of Camellia oleifera Abel. oil from China using headspace-gas chromatography-ion mobility spectrometry. J. Food Process. Preserv. 2021, 45, e15670. [Google Scholar] [CrossRef]
- Yang, K.M.; Hsu, F.L.; Chen, C.W.; Hsu, C.L.; Cheng, M.C. Quality characterization and oxidative stability of camellia seed oils produced with different roasting temperatures. J. Oleo Sci. 2018, 67, 389–396. [Google Scholar] [CrossRef] [Green Version]
- Qin, Z.; Han, Y.F.; Wang, N.N.; Liu, H.M.; Zheng, Y.Z.; Wang, X.D. Improvement of the oxidative stability of cold-pressed sesame oil using products from the Maillard reaction of sesame enzymatically hydrolyzed protein and reducing sugars. J. Sci. Food Agric. 2020, 100, 1524–1531. [Google Scholar] [CrossRef]
- Wu, S.X.; Zhang, Z.M.; Liu, R.X.; Huang, S.S. Effect of production process on benzo (a) pyrene content in Camellia oil. Adv. Mat. Res. 2012, 554–556, 1099–1102. [Google Scholar]
- Ye, M.; Zhou, H.; Hao, J.; Chen, T.; He, Z.; Wu, F.; Liu, X. Microwave pretreatment on microstructure, characteristic compounds and oxidative stability of Camellia seeds. Ind. Crops Prod. 2021, 161, 113193. [Google Scholar] [CrossRef]
- Zheng, X.; Wan, S.; Li, L.; Zheng, Y. Pilot-scale practice of microwave pretreatment aqueous extraction of camellia seed oil. China Oils Fats 2017, 42, 152–154+157. [Google Scholar]
- Zhang, W.; Zhang, D.; Chen, X. A novel process for extraction of tea oil from Camellia oleifera seed kernels by combination of microwave puffing and aqueous enzymatic oil extraction. Eur. J. Lipid Sci. Technol. 2012, 114, 352–356. [Google Scholar] [CrossRef]
- Liu, R.; Yao, F.; Wu, S.; Huang, S. Effect of microwave treatment on the extraction speed and quality of Camellia seed oil. Adv. Mater. Res. 2012, 549, 984–987. [Google Scholar]
- Huang, S.; Wu, S.; Tan, C. Study on the supercritical carbon dioxide extraction process combined with microwave pretreatment for efficiently extracting high quality camellia seed oil. Sci. Technol. Food Ind. 2014, 35, 253–257+263. [Google Scholar]
- Yao, F. Effect of Microwave Treatment on the Extraction Speed and Quality of Camellia Oil. Master’s Thesis, Changsha University of Science and Technology, Changsha, China, 2012. [Google Scholar]
- Zhang, S.; Pan, Y.G.; Zheng, L.; Yang, Y.; Zheng, X.; Ai, B.; Xu, Z.; Sheng, Z. Application of steam explosion in oil extraction of camellia seed (Camellia oleifera Abel.) and evaluation of its physicochemical properties, fatty acid, and antioxidant activities. Food Sci. Nutr. 2019, 7, 1004–1016. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Savoire, R.; Lanoisellé, J.L.; Vorobiev, E. Mechanical continuous oil expression from oilseeds: A review. Food Bioprocess Technol. 2013, 6, 1–16. [Google Scholar] [CrossRef]
- Uitterhaegen, E.; Evon, P. Twin-screw extrusion technology for vegetable oil extraction: A review. J. Food Eng. 2017, 212, 190–200. [Google Scholar] [CrossRef] [Green Version]
- Luo, F.; Fei, X.; Li, K.; Guo, S.; Ye, X.; Wang, Y. The effect of different pretreatments on the efficiency and quality of camellia oil before hydraulic pressing. J. Chin. Cereals Oils Assoc. 2016, 31, 94–99. [Google Scholar]
- Prescha, A.; Grajzer, M.; Dedyk, M.; Grajeta, H. The antioxidant activity and oxidative stability of cold-pressed oils. J. Am. Oil Chem. Soc. 2014, 91, 1291–1301. [Google Scholar] [CrossRef] [Green Version]
- Huang, S.; Hu, Y.; Li, F.; Jin, W.; Godara, V.; Wu, B. Optimization of mechanical oil extraction process from Camellia oleifera seeds regarding oil yield and energy consumption. J. Food Process Eng. 2019, 42, e13157. [Google Scholar] [CrossRef]
- Huang, S.; Hu, Y.; Li, F.; Jin, W.; Wu, B. Multi-objective optimization of mechanical oil extraction from Camellia oleifera seeds using Kriging regression and NSGA-II. J. Food Process Eng. 2020, 43, e13549. [Google Scholar] [CrossRef]
- Meng, J.; Wei, B.; Qiu, L.; Lai, Q.; Tan, C.; Zhou, K.; Wang, L. Effect of different oil preparation processes on the main trace components and oxidative stability of oil-tea camellia seed oil. China Oils Fats 2021, 46, 20–22. [Google Scholar]
- Fei, X. Study on current status, problems and countermeasures of oil-tea camellia seeds oil processing industry. Sci. Technol. Food Ind. 2011, 32, 449–452. [Google Scholar]
- Yu, X.; Li, Q.; Du, S.; Zhang, R.; Xu, C. A novel process for the aqueous extraction of oil from Camellia oleifera seed and its antioxidant activity. Grasas Aceites 2013, 64, 407–414. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Fei, X.; Wang, K.; Yao, X.; Luo, F. Risk analysis of processing methods on benzo(a)pyrene contamination in oil-tea camellia seed oil. China Oils Fats 2013, 38, 64–66. [Google Scholar]
- De Moura, J.M.L.N.; Campbell, K.; Mahfuz, A.; Jung, S.; Glatz, C.E.; Johnson, L. Enzyme-assisted aqueous extraction of oil and protein from soybeans and cream de-emulsification. J. Am. Oil Chem. Soc. 2008, 85, 985–995. [Google Scholar] [CrossRef]
- Selkoe, D.J.; Luckenbill-Edds, L.; Shelanski, M.L. Effects of neurotoxic industrial solvents on cultured neuroblastoma cells: Methyl-n-butylketon, n-hexane and derivatives. J. Neuropathol. Exp. Neurol. 1978, 37, 768–789. [Google Scholar] [CrossRef]
- Shi, T.; Wu, G.; Jin, Q.; Wang, X. Camellia oil authentication: A comparative analysis and recent analytical techniques developed for its assessment. A review. Trends Food Sci. Technol. 2020, 97, 88–99. [Google Scholar] [CrossRef]
- Bubalo, M.C.; Vidović, S.; Redovniković, I.R.; Jokić, S. New perspective in extraction of plant biologically active compounds by green solvents. Food Bioprod. Process. 2018, 109, 52–73. [Google Scholar] [CrossRef]
- Yi, X.; Liu, R.; Xiao, Z.; Wu, H.; Gu, Z.; Li, J.; Li, C. Research on tea oil and tea saponin extracted by n-butyl alcohol from pressed camellia cake. J. Chin. Cereals Oils Assoc. 2016, 31, 67–71. [Google Scholar]
- Yu, L.; Zhang, C.; Luo, Q.; Hu, X. The application of second butyl-acetate in camellia oil extraction. Guangdong Chem. Ind. 2014, 41, 57–58+48. [Google Scholar]
- Wang, L.; Wu, M.; Chen, X.; Wei, X.; Feng, Z. The kinetics and thermodynamics of ultrasonic-assisted camellia oil extraction. J. Chin. Cereals Oils Assoc. 2015, 30, 84–89. [Google Scholar]
- Yang, J.; Li, J.; Wang, M.; Zou, X.; Peng, B.; Yin, Y.; Deng, Z. A novel aqueous extraction for camellia oil by emulsified oil: Frozen/thawed method. Eur. J. Lipid Sci. Technol. 2019, 121, 1800431. [Google Scholar] [CrossRef]
- Gou, W.; Ma, R.; Qin, W.; Fan, G.; Lei, X. Optimization of Oil Extraction from Camellia Seeds by Response Surface Methodology. Food Sci. 2012, 33, 81–84. [Google Scholar]
- Guo, Y.; Tu, K.; Xue, Z.; Ji, C.; Guo, R. Technology for aqueous extraction of camellia seed oil by salt effect. Trans. Chin. Soc. Agric. Eng. 2010, 26, 362–367. [Google Scholar]
- Böttcher, S.; Drusch, S. Interfacial properties of saponin extracts and their impact on foam characteristics. Food Biophys. 2016, 11, 91–100. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, W.; Liu, J.; Zhao, W.; Yang, R. Surfactant-assisted aqueous extraction processing of camellia seed oil by cyclic utilization of aqueous phase. Eur. J. Lipid Sci. Technol. 2019, 121, 1800504. [Google Scholar] [CrossRef]
- Li, Q.; Yang, R.; Zhang, W.; Zhu, K.; Hua, X.; Zhao, W. Influence of ethanol on aqueous extraction of oil-tea camellia seed oil. China Oils Fats 2012, 37, 6–9. [Google Scholar]
- Yang, R.; Ni, S.; Zhang, W.; Li, P.; Liu, J.; Xie, B. Summarization on vegetable oil extraction technology by aqueous medium method. Trans. Chin. Soc. Agric. Eng. 2016, 32, 308–314. [Google Scholar]
- Tu, J.; Wu, W.; Yang, J.; Li, J.; Ma, X. A method of producing edible oils with high quality by water. J. Food Process. Preserv. 2017, 41, e13280. [Google Scholar] [CrossRef]
- Lv, M.; Wu, W. Development of a new aqueous procedure for efficiently extracting high quality Camellia oleifera oil. Ind. Crops Prod. 2019, 138, 111583. [Google Scholar] [CrossRef]
- Wu, S.; Zhou, D.; Wang, Y.; Huang, Y.; Li, P.; Li, C. Optimization of wet extraction of high quality oil-tea camellia seed oil. China Oils Fats 2022, 47, 19–23. [Google Scholar]
- Nadar, S.S.; Rao, P.; Rathod, V.K. Enzyme assisted extraction of biomolecules as an approach to novel extraction technology: A review. Food Res. Int. 2018, 108, 309–330. [Google Scholar] [CrossRef] [PubMed]
- Valladares-Diestra, K.; de Souza Vandenberghe, L.P.; Soccol, C.R. Oilseed enzymatic pretreatment for efficient oil recovery in biodiesel production industry: A review. Bioenergy Res. 2020, 13, 1016–1030. [Google Scholar] [CrossRef]
- Liu, R.; Zhang, Z.; Wu, S.; Huang, S. Optimization and the nutritional components analysis of oil-tea camellia seed oil extracted by aqueous enzymatic extraction process. J. Chin. Cereals Oils Assoc. 2012, 27, 54–61+68. [Google Scholar]
- Feng, H.; Jiang, L.; Li, Y.; Zhang, Y.; Liu, Q.; Sui, X.; Cao, L. Study on impact factors of the ultrasound-assisted enzymatic aqueous extraction of oil from tea seed. Sci. Technol. Food Ind. 2013, 34, 271–272+279. [Google Scholar]
- Wu, J.; Ma, Q.; Hu, C.; He, D. Optimization of ultrasound-assisted aqueous enzymatic extraction of oil and protein from camellia. J. Chin. Cereals Oils Assoc. 2017, 32, 91–95. [Google Scholar]
- Zhou, Y.; Guo, H.; Xiang, J. Effects of composite enzyme on extracting oil-camellia seed oil by aqueous enzymatic method. Food Sci. Technol. Res. 2016, 41, 211–215. [Google Scholar]
- Fang, X.; Wang, K.; Yao, X.; Wang, Y. Aqueous enzymatic extraction of oil-tea camellia (Camellia oleifera) seed oil. For. Res. 2010, 23, 778–781. [Google Scholar]
- Liu, Q.; Zhao, G.; Wang, Y.; Luan, X. Study on aqueous enzymatic extraction of oil from Camellia oleifera seeds. J. Chin. Cereals Oils Assoc. 2011, 26, 36–40. [Google Scholar]
- Sun, H.; Fei, X.; Fang, X. Aqueous enzymatic extraction of oil-tea camellia seed oil. China Oils Fats 2011, 36, 11–15. [Google Scholar]
- Meng, X.; Ge, H.; Ye, Q.; Li, P.; Wang, Z.; Jiang, L. Efficient and response surface optimized aqueous enzymatic extraction of Camellia oleifera (Tea Seed) oil facilitated by concurrent calcium chloride addition. J. Am. Oil Chem. Soc. 2018, 95, 29–37. [Google Scholar] [CrossRef]
- Xiang, J.; Guo, H.; Xiao, L. Technical condition of aqueous enzymatic extraction of oil-camellia seeds. Hunan Agric. Sci. 2015, 2, 82–85. [Google Scholar]
- Zhu, J.; Wang, C.; Luo, F.; Zheng, X. Aqueous enzymatic extraction of oil from Camellia oleifera seed. China Oils Fats 2016, 41, 12–15. [Google Scholar]
- Guo, X.; Huang, W.; Gong, J.; Wang, H.; Li, Z. Preparation technology of protein from Camellia oleifera seed meal made by different production oil methods. Food Mach. 2013, 29, 147–149+175. [Google Scholar]
- Wu, J.; Zhou, L.; Hu, C.; He, D. Aqueous enzymatic extraction of Camellia oleifera seed oil and protein simultaneously. Cereals Oils 2015, 28, 58–61. [Google Scholar]
- Xie, B.; Yang, R.; Gu, J. Effects of pulverization treatment on aqueous enzymatic extraction of Camellia seed oil. Food Mach. 2016, 32, 174–177. [Google Scholar]
- Fang, X.; Fei, X.; Sun, H.; Jin, Y. Aqueous enzymatic extraction and demulsification of camellia seed oil (Camellia oleifera Abel.) and the oil’s physicochemical properties. Eur. J. Lipid Sci. Technol. 2016, 118, 244–251. [Google Scholar] [CrossRef]
- Tabtabaei, S.; Diosady, L.L. Aqueous and enzymatic extraction processes for the production of food-grade proteins and industrial oil from dehulled yellow mustard flour. Food Res. Int. 2013, 52, 547–556. [Google Scholar] [CrossRef]
- Peng, L.; Ye, Q.; Liu, X.; Liu, S.; Meng, X. Optimization of aqueous enzymatic method for Camellia sinensis oil extraction and reuse of enzymes in the process. J. Biosci. Bioeng. 2019, 128, 716–722. [Google Scholar] [CrossRef]
- Ahangari, H.; King, J.W.; Ehsani, A.; Yousefi, M. Supercritical fluid extraction of seed oils-a short review of current trends. Trends Food Sci. Technol. 2021, 111, 249–260. [Google Scholar] [CrossRef]
- Liu, X.; Wu, X. Analysis of the camellia oil by various extraction process. Sci. Technol. Food Ind. 2012, 33, 307–310. [Google Scholar]
- Zhou, Y.; Gu, C.; Gu, H. Supercritical CO2 extraction of tea seed oil from Camellia seeds and composition analysis of tea seed oil extracts. Adv. Mater. Res. 2012, 538–541, 2372–2376. [Google Scholar]
- Yang, H.; Zhao, M.; Fan, Y.; Deng, Z.; Xiong, H. Comparing quality of camellia oil extracted by different methods. Sci. Technol. Food Ind. 2012, 33, 267–269+274. [Google Scholar]
- Lu, Z.; Fan, L.; Zheng, D.; Liao, Y.; Huang, B.; Chen, L. Technology for supercritical CO2 extraction of Camellia oleifera seed oil and analysis of the fatty acids. J. Fujian Coll. Fore. 2010, 30, 344–348. [Google Scholar]
- Feng, J.; Lei, H.; Ge, F. Modeling of the extraction process of tea seed oil with supercritical carbon dioxide. Braz. J. Chem. Eng. 2015, 32, 941–947. [Google Scholar] [CrossRef]
- Carvalho, P.I.N.; Osorio-Tobón, J.F.; Rostagno, M.A.; Petenate, A.J.; Meireles, M.A.A. Techno-economic evaluation of the extraction of turmeric (Curcuma longa L.) oil and ar-turmerone using supercritical carbon dioxide. J. Supercrit. Fluids 2015, 105, 44–54. [Google Scholar] [CrossRef]
- Zhang, J.; Wen, C.; Zhang, H.; Duan, Y.; Ma, H. Recent advances in the extraction of bioactive compounds with subcritical water: A review. Trends Food Sci. Technol. 2020, 95, 183–195. [Google Scholar] [CrossRef]
- Wang, W.; Yan, Y.; Liu, H.; Qi, K.; Zhu, X.; Wang, X.; Qin, G. Subcritical low temperature extraction technology and its application in extracting seed oils. J. Food Process Eng. 2021, 44, e13805. [Google Scholar] [CrossRef]
- Li, Z.; Li, J.; Xiao, Z.; Wu, H.; Liu, R.; Zhao, M.; Li, C. Optimization of simultaneous extraction of tea seed oil and saponin with subcritical water applying response surface methodology. J. Chin. Cereals Oils Assoc. 2017, 32, 81–87. [Google Scholar]
- Wu, H.; Li, C.; Li, Z.; Liu, R.; Zhang, A.; Xiao, Z.; Ma, L.; Li, J.; Deng, S. Simultaneous extraction of oil and tea saponin from Camellia oleifera Abel. seeds under subcritical water conditions. Fuel Process. Technol. 2018, 174, 88–94. [Google Scholar] [CrossRef]
- Miao, J.; Che, K.; Xi, R.; He, L.; Chen, X.; Guan, X.; Zhuang, X.; Wen, X.; Gao, Y. Characterization and benzo(a)pyrene content analysis of camellia seed oil extracted by a novel subcritical fluid extraction. J. Am. Oil Chem. Soc. 2013, 90, 1503–1508. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mushtaq, A.; Roobab, U.; Denoya, G.I.; Inam-Ur-Raheem, M.; Gullón, B.; Lorenzo, J.M.; Barba, F.J.; Zeng, X.A.; Wali, A.; Aadil, R.M. Advances in green processing of seed oils using ultrasound-assisted extraction: A review. J. Food Process. Preserv. 2020, 44, e14740. [Google Scholar] [CrossRef]
- Hu, A.; Feng, Q.; Zheng, J. Solvent extraction of oil-tea camellia seed oil enhanced by ultrasound. China Oils Fats 2009, 34, 17–19. [Google Scholar]
- Zhou, Q.; Fan, C.; Nie, Y.; Qu, X.; Ding, Z. Study on process conditions for ultrasound-assisted extraction of camellia seed oil. J. Chin. Cereals Oils Assoc. 2011, 26, 61–65. [Google Scholar]
- Wu, X.; Li, L. Optimization of ultrasound-assisted extraction of oil from camellia (Camellia oleifera abel) seed. Adv. Mater. Res. 2011, 236–238, 1854–1858. [Google Scholar]
- Ekezie, F.G.C.; Sun, D.W.; Cheng, J.H. Acceleration of microwave-assisted extraction processes of food components by integrating technologies and applying emerging solvents: A review of latest developments. Trends Food Sci. Technol. 2017, 67, 160–172. [Google Scholar] [CrossRef]
- Ji, P.; Zhou, J.; Liu, X. Microwave-assisted aqueous extraction of camellia oil. Mod. Food Sci. Technol. 2010, 26, 486–489. [Google Scholar]
- Tang, Z.; Yang, C.; Dong, X.; Zhou, B.; Li, Y. Study on microwave-assisted extraction of residual oil in defatted cake of camellia using ethanol-water as solvent. Food Res. Dev. 2014, 35, 27–30. [Google Scholar]
- Li, Z.; Jin, Q.; Ye, X.; Huang, J.; Liu, R.; Wang, X. Impact of extraction process on quality of oil -tea camellia seed oil. China Oils Fats 2015, 40, 47–51. [Google Scholar]
- Fang, X.; Du, M.; Luo, F.; Jin, Y. Physicochemical properties and lipid composition of camellia seed oil (Camellia oleifera Abel.) extracted using different methods. Food Sci. Technol. Res. 2015, 21, 779–785. [Google Scholar] [CrossRef] [Green Version]
- Nie, M.; Yang, S.; Yao, X.; Fang, X.; Wang, Y. Effects of process methods on physicochemical property and nutrient content of tea oil. Fore. Res. 2010, 23, 165–169. [Google Scholar]
- Cao, X.; Cai, C.; Wang, Y.; Zheng, X. The inactivation kinetics of polyphenol oxidase and peroxidase in bayberry juice during thermal and ultrasound treatments. Innov. Food Sci. Emerg. Technol. 2018, 45, 169–178. [Google Scholar] [CrossRef]
- Luo, F.; Guo, S.; Fei, X.; Yao, X.; Wang, Y.; Ye, X. The Effects of pressing conditions on volatile organic compounds and the quality of crude camellia oil. J. Chin. Cereals Oils Assoc. 2015, 30, 61–66. [Google Scholar]
- Luo, F.; Chen, Z.; Fei, X.; Wang, C. Effects of different drying methods on the quality of pressed oil-tea camellia seed oil. China Oils Fats 2019, 44, 3–7. [Google Scholar]
- Zhang, S.; Zheng, L.; Binling, A.I.; Zheng, X.; Yang, Y.; Pan, Y.; Sheng, Z. Effect of steam explosion pretreatment on quality of tea seed (Camellia oleifera Abel.) oil obtained by aqueous extraction. Food Sci. 2019, 40, 124–130. [Google Scholar]
- Li, Z.; Jin, Q.; Ye, X.; Wang, Z.; Xia, X.; Wang, X. Changes of bioactive constituents and antioxidant activity of oil-tea camellia seed oil during refining. China Oils Fats 2015, 40, 1–5. [Google Scholar]
- Qin, Y.; Liu, B.; Xue, J.; Wang, L.; Yang, L.; Fang, R.; He, L.; Wang, Y. Study on quality difference of hot- pressed and cold-pressed camellia oil. J. Chin. Cereals Oils Assoc. 2020, 35, 97–104. [Google Scholar]
- Liu, G.; Xu, S.; Wang, X.; Jin, Q.; Xu, X.; Shen, Y.; Xu, G.; Zhang, H. Analysis of the volatile components of tea seed oil (Camellia sinensis O. Ktze) from China using HS-SPME-GC/MS. Int. J. Food Sci. Technol. 2016, 51, 2591–2602. [Google Scholar] [CrossRef]
- Wang, J.; Tang, X.; Chu, Q.; Zhang, M.; Zhang, Y.; Xu, B. Characterization of the volatile compounds in Camellia oleifera seed oil from different geographic origins. Molecules 2022, 27, 308. [Google Scholar] [CrossRef]
- Lin, L.; Xiao, Z.; Niu, Y.; Fang, X.; Cao, W. Characterization of aroma volatiles in camellia seed oils (Camellia oleifera Abel.) by HS-SPME/GC/MS and Electronic Nose combined with multivariate analysis. Food Sci. Technol. Res. 2016, 22, 497–505. [Google Scholar]
- Li, Z.; Yu, L.S.; Huang, J.; She, J.R.; Tang, P.; Liu, J.B.; Yu, N.H.; Fu, G.H.; Li, H.A. Cluster analysis of volatile flavor components of camellia seed oil in different processed methods. Sci. Technol. Food. Ind. 2019, 40, 276–279+284. [Google Scholar]
- Quan, W.; Wang, A.; Gao, C.; Li, C. Applications of Chinese Camellia oleifera and its by-products: A review. Front. Chem. 2022, 10, 921246. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Shen, S.; Deng, J.; Li, T.; Ding, C. Antioxidant activities and functional properties of tea seed protein hydrolysates (Camellia oleifera Abel.) influenced by the degree of enzymatic hydrolysis. Food Sci. Biotechnol. 2014, 23, 2075–2082. [Google Scholar] [CrossRef]
- Wang, D.; Huo, R.; Cui, C.; Gao, Q.; Zong, J.; Wang, Y.; Sun, Y.; Hou, R. Anticancer activity and mechanism of total saponins from the residual seed cake of Camellia oleifera Abel. in hepatoma-22 tumor-bearing mice. Food Funct. 2019, 10, 2480–2490. [Google Scholar] [CrossRef]
- Liu, Y.; Ma, T.; Chen, D.; Zhang, N.; Si, B.; Deng, K.; Tu, Y.; Diao, Q. Effects of tea saponin supplementation on nutrient digestibility, methanogenesis, and ruminal microbial flora in dorper crossbred ewe. Animals 2019, 9, 29. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Guo, S.; Du, M.; Fei, X.; Zhong, H. Continuous extraction of tea saponin from oil-tea camellia seed meal. China Oils Fats 2017, 42, 121–124. [Google Scholar]
- Wang, J.; Li, G.; Zhang, Y.; Liao, N.; Wei, Z.; Li, Q. Establishment of continuous multi-stage countercurrent water extraction process of tea saponin from camellia meal. J. Food Sci. Technol. 2021, 39, 153–161. [Google Scholar]
- Wang, L.; Fang, X.; Du, M.; Long, Q. Effects of supercritical CO2 extraction on the quality of oil and physicochemical properties of tea saponin in oil-tea camellia seed cake. China Oils Fats 2020, 45, 109–114. [Google Scholar]
- Liu, R.; Tian, W.; Yi, Y.; Xiao, Z.; Li, C. Optimization of process conditions for simultaneous extraction of camellia oil and saponin by microemulsion method. J. Chin. Cereals Oils Assoc. 2021, 36, 96–99. [Google Scholar]
- He, W.; Chen, J.; Zhao, Y.; Cao, X. Study on the extraction process of protein from Camellia Oleifera seed cake. J. Henan Univ. Sci. Technol. 2019, 40, 13–19. [Google Scholar]
- Zhang, X.; Liu, F. Optimization of enzymatic extraction of protein from camellia seed cake. Cereal Feed Ind. 2013, 8, 37–40. [Google Scholar]
- Zhang, S.; Xu, L.; Zheng, L.; Ai, B.; Zheng, X.; Yang, Y.; Pan, Y.; Sheng, Z. Steam explosion-assisted extraction of oil-tea camellia seed protein and its functional properties. China Oils Fats 2019, 44, 47–53. [Google Scholar]
- Liu, J.; Zhang, W.; Li, P.; Jiang, Z.; Yang, R. Isolation of peanut protein aggregates using aqueous extraction processing combined with membrane separation. Int. J. Food Sci. Technol. 2020, 55, 3203–3214. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).