
Laser Cutting Technologies and Corresponding Pollution Control Strategy

 ,
,
Abstract
:1. Introduction
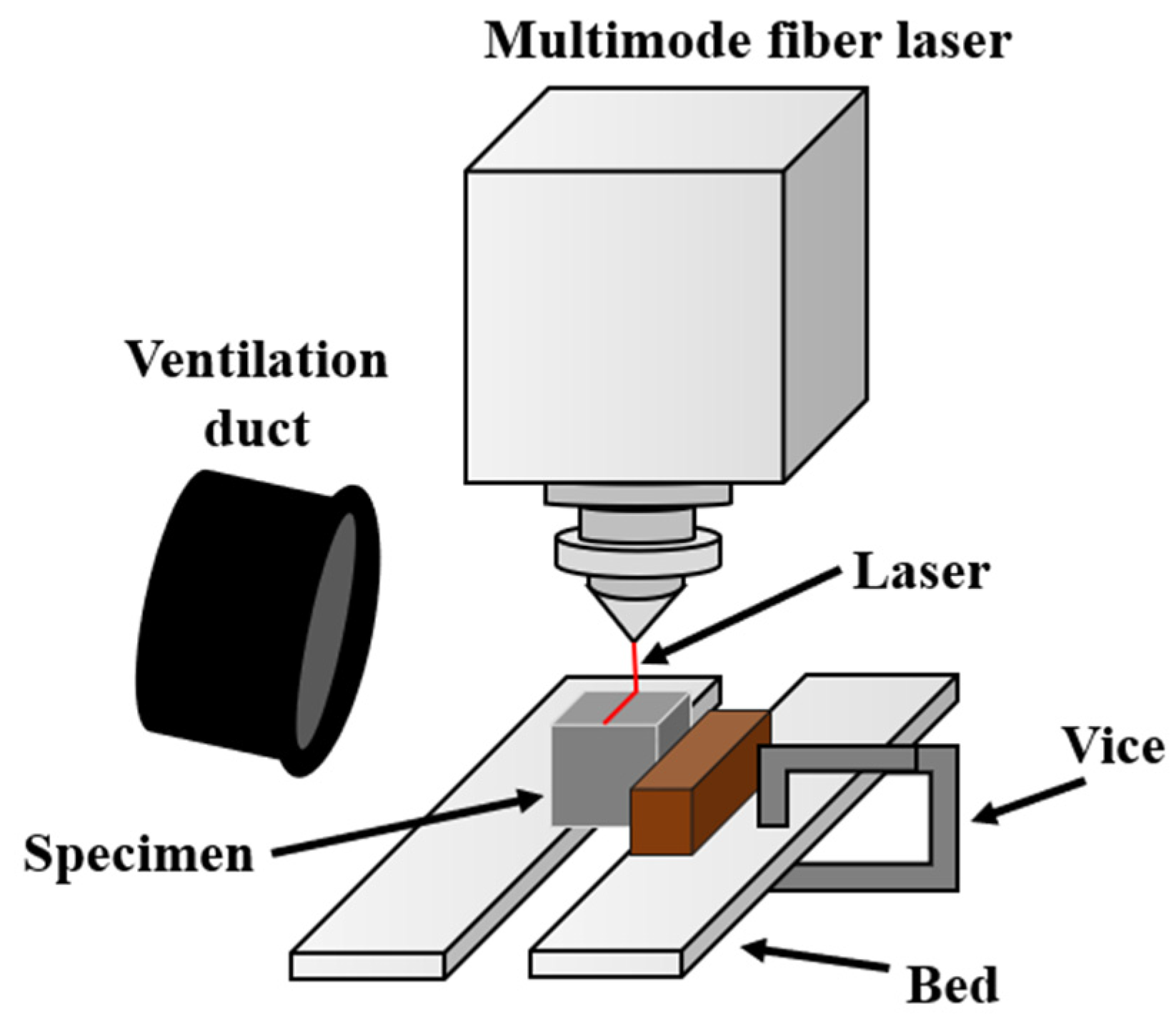
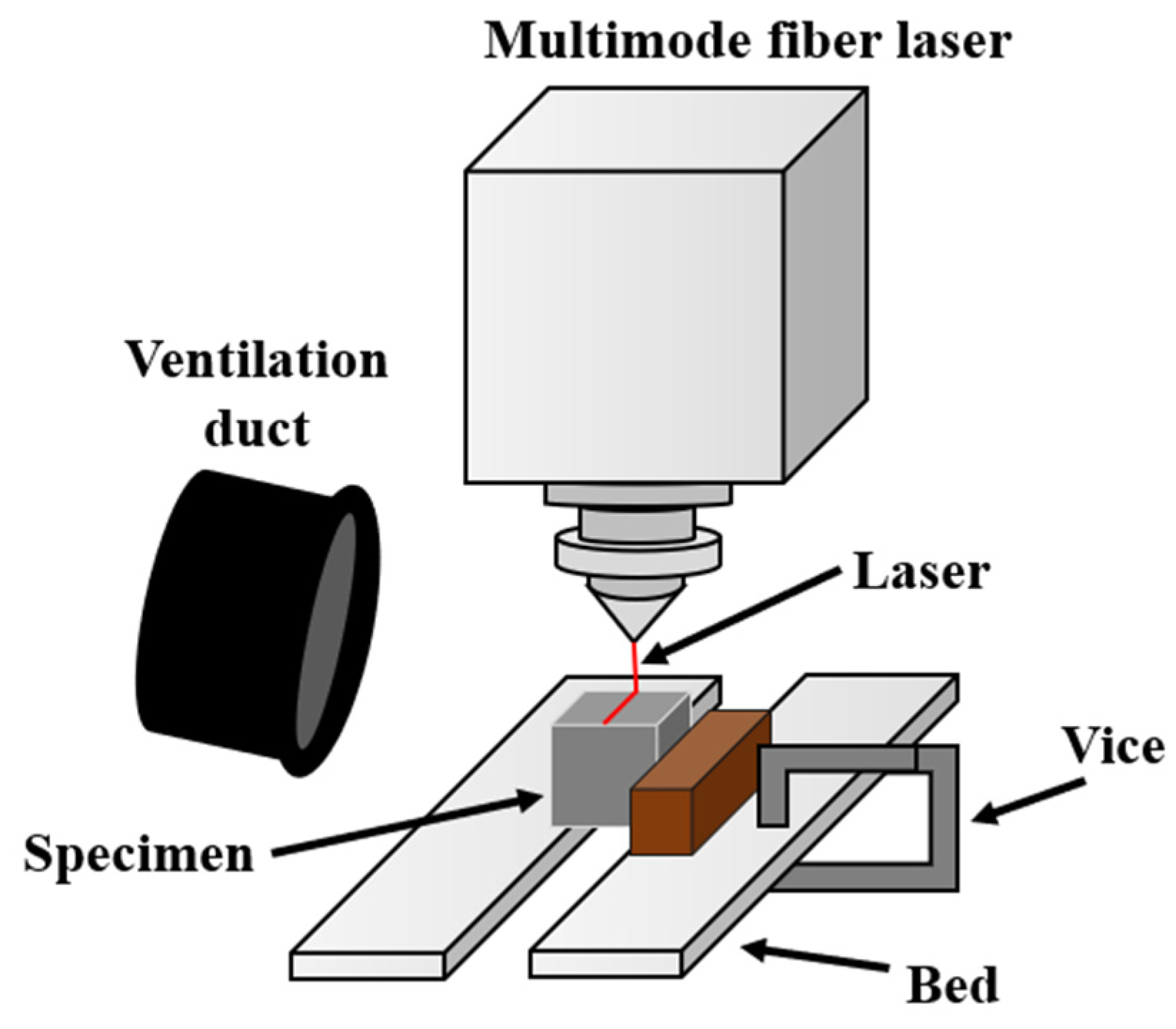
2. Laser Cutting
2.1. Constitution
2.1.1. Laser
CO2 Laser
Fiber Laser
YAG Laser
2.1.2. Focusing System
2.1.3. Electrical System
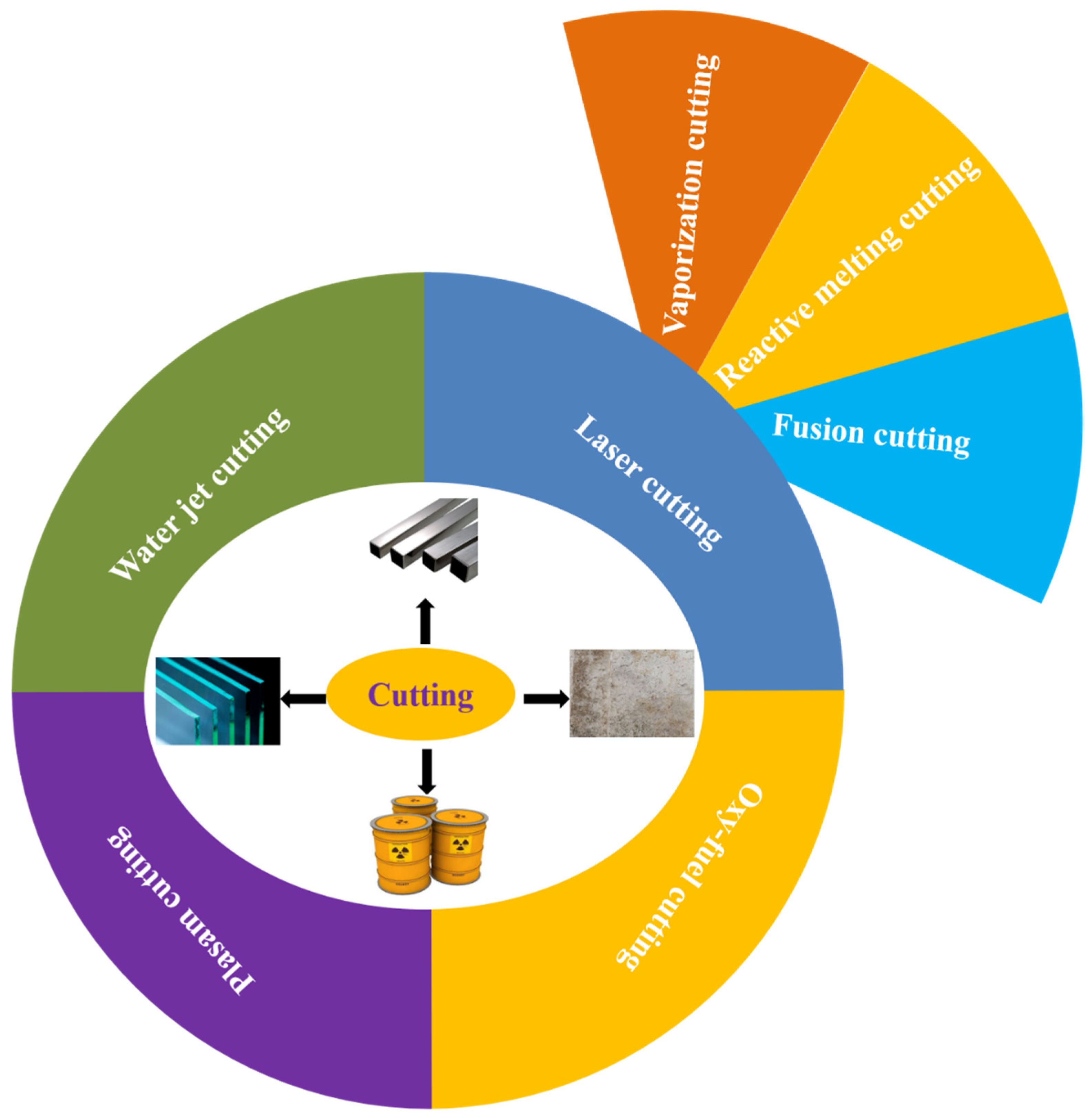
2.2. Classification of Cutting Mechanisms
2.2.1. Vaporization Cutting
2.2.2. Fusion Cutting
2.2.3. Reactive Melting Cutting
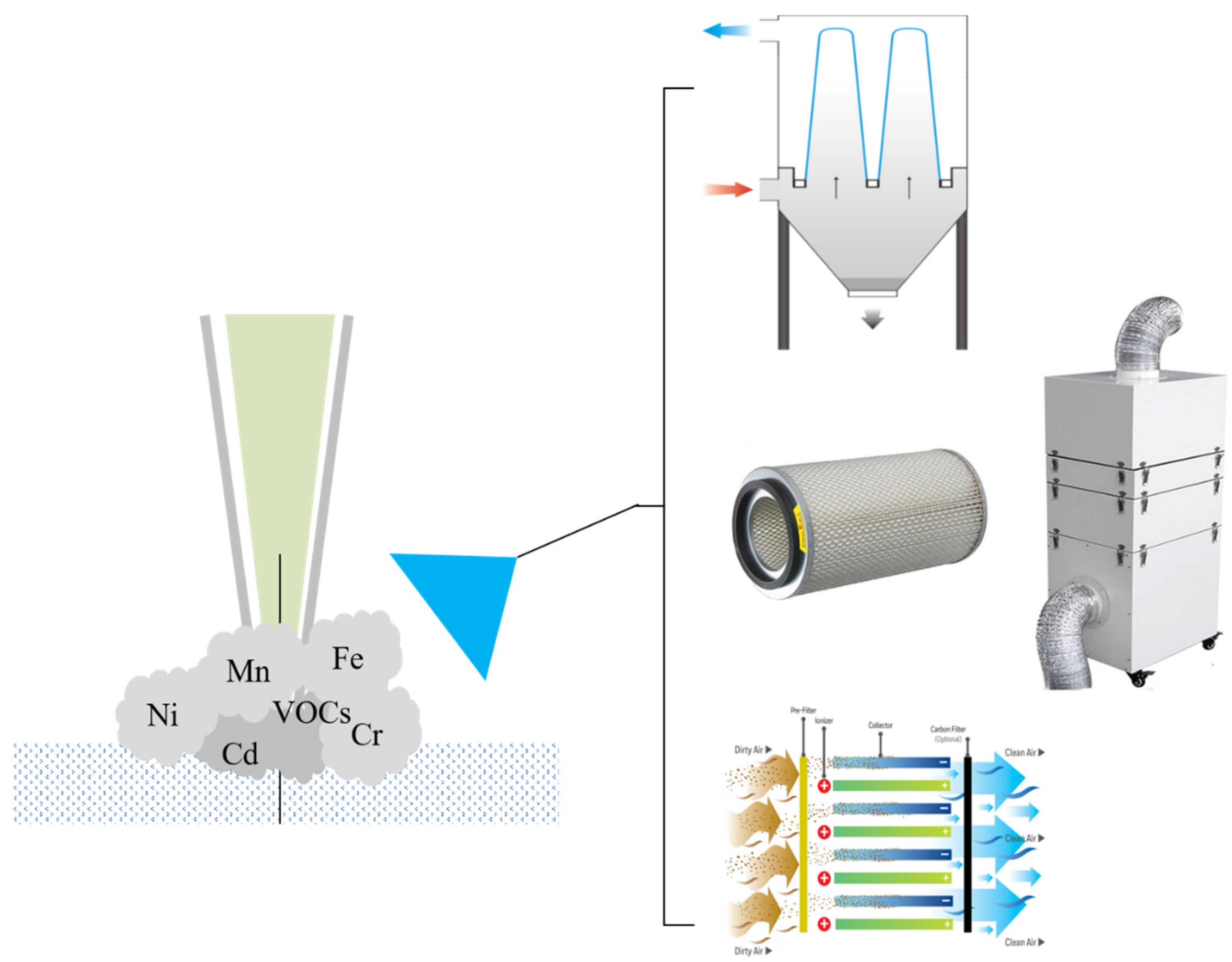
3. Pollution Control Strategy
3.1. Pollution Generation
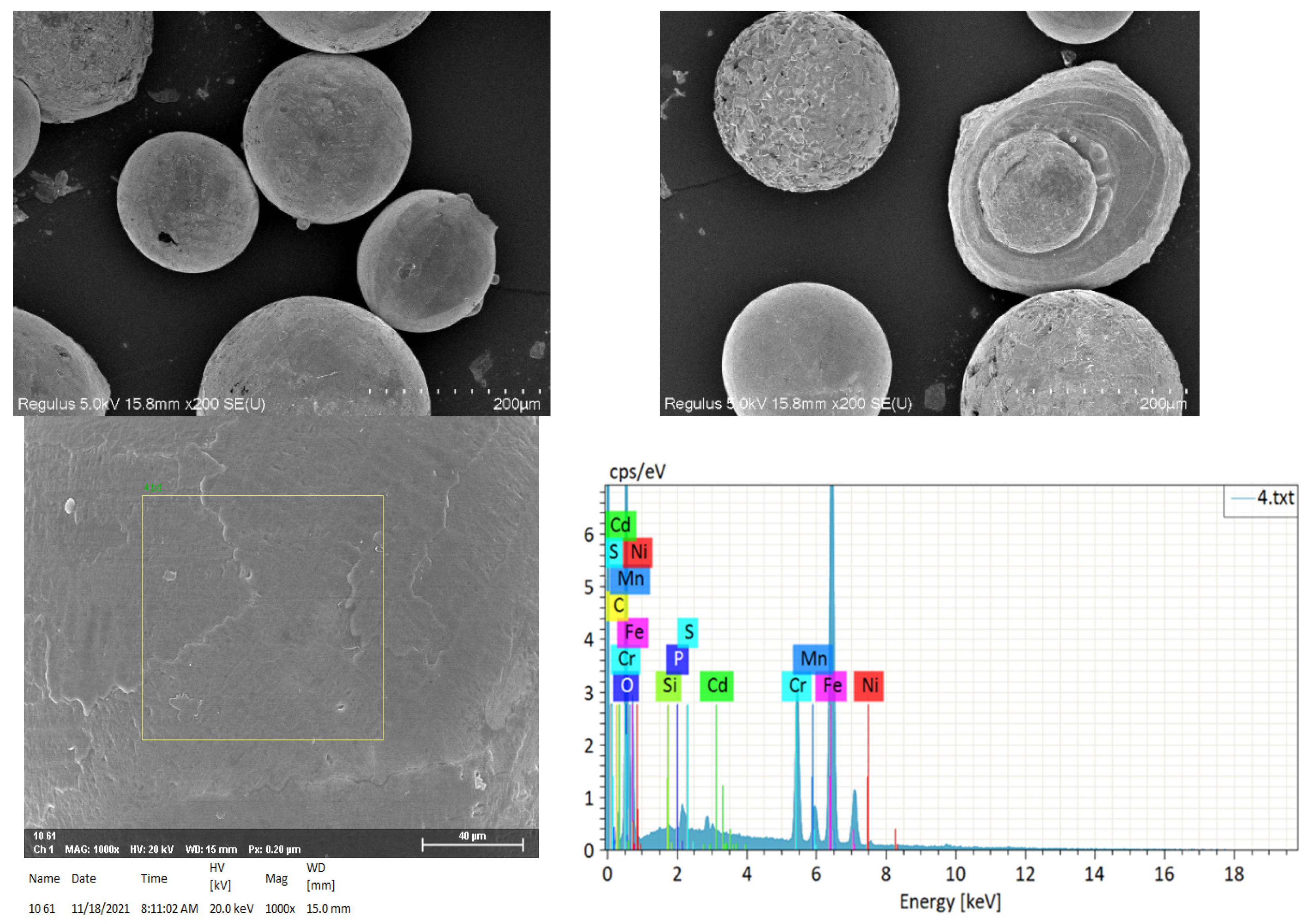
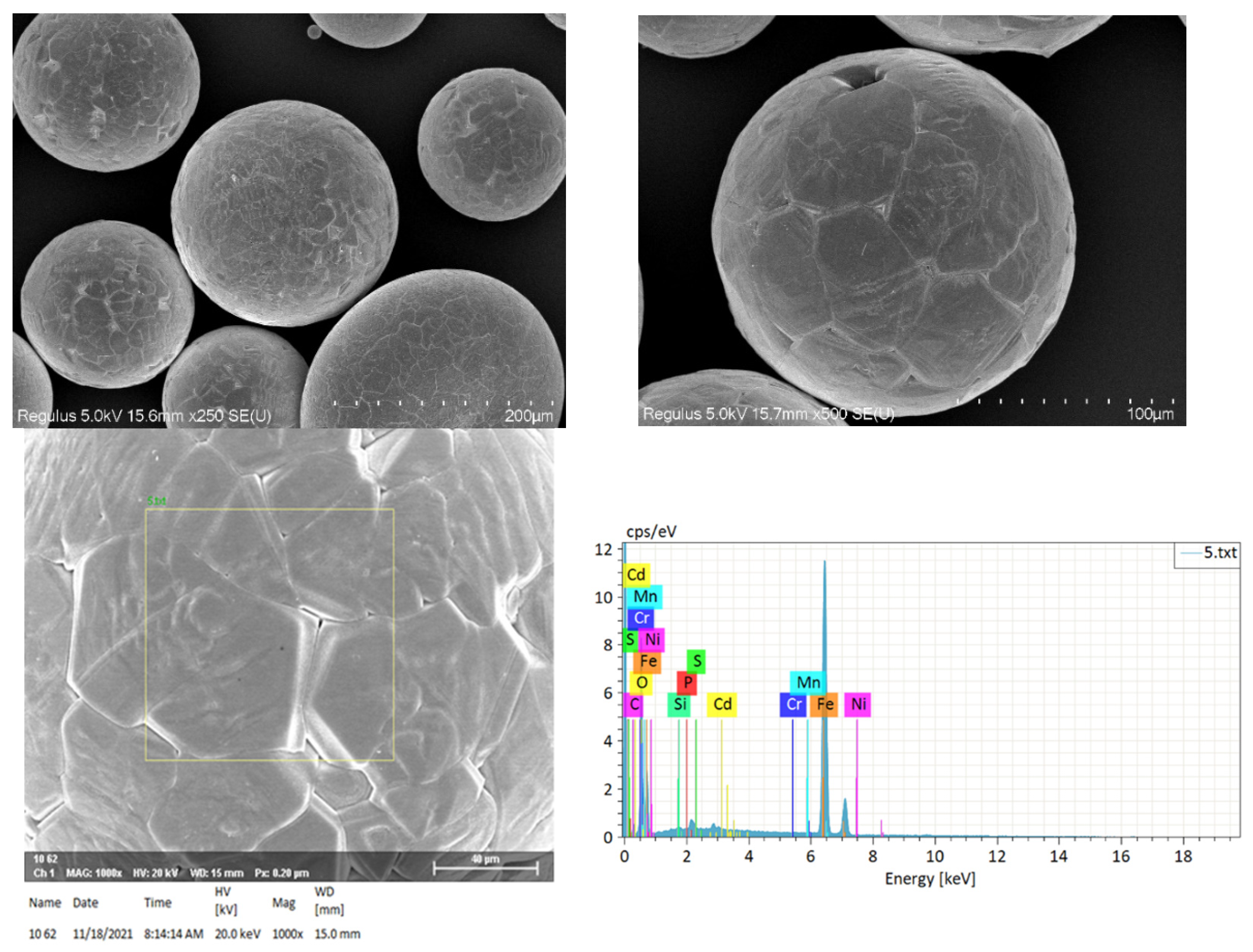
3.1.1. Particle Matter
3.1.2. Volatile Organic Compounds
3.2. Pollution Control
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ardelean, F.A. Study regarding modern cutting technologies. Rev. Tehnol. Neconv. 2011, 15, 11. [Google Scholar]
- Perel, V.; Hloch, S.; Tozan, H.; Yagimli, M.; Hreha, P. Comparative analysis of abrasive waterjet (AWJ) technology with selected unconventional manufacturing processes. Int. J. Phys. Sci. 2011, 6, 587–593. [Google Scholar]
- Lee, G.-R.; Lim, B.-J.; Cho, D.-W.; Park, C.-D. Selection methodology of the optimal cutting technology for dismantling of components in nuclear power plants. Ann. Nucl. Energy 2022, 166, 108808. [Google Scholar] [CrossRef]
- Lazarević, A.; Ćojbašić, Ž.; Lazarević, D. Computationally intelligent modelling of the plasma cutting process. Int. J. Comput. Integ. Manuf. 2020, 33, 252–264. [Google Scholar] [CrossRef]
- Lillemäe-Avi, I.; Liinalampi, S.; Lehtimäki, E.; Remes, H.; Lehto, P.; Romanoff, J.; Ehlers, S.; Niemelä, A. Fatigue strength of high-strength steel after shipyard production process of plasma cutting, grinding, and sandblasting. Weld. World 2018, 62, 1273–1284. [Google Scholar] [CrossRef] [Green Version]
- Gani, A.; Ion, W.; Yang, E. Experimental Investigation of Plasma Cutting Two Separate Thin Steel Sheets Simultaneously and Parameters Optimisation Using Taguchi Approach. J. Manuf. Process. 2021, 64, 1013–1023. [Google Scholar] [CrossRef]
- Devaraj, R.; Nasr, E.A.; Esakki, B.; Kasi, A.; Mohamed, H. Prediction and Analysis of Multi-Response Characteristics on Plasma Arc Cutting of Monel 400™ Alloy Using Mamdani-Fuzzy Logic System and Sensitivity Analysis. Materials 2020, 13, 3558. [Google Scholar] [CrossRef]
- Perec, A. Experimental research into alternative abrasive material for the abrasive water-jet cutting of titanium. Int. J. Adv. Manuf. Technol. 2018, 97, 1529–1540. [Google Scholar] [CrossRef]
- Hlaváč, L. Revised Model of Abrasive Water Jet Cutting for Industrial Use. Materials 2021, 14, 4032. [Google Scholar] [CrossRef]
- Karthik, K.; Sundarsingh, D.S.; Harivignesh, M.; Karthick, R.G.; Praveen, M. Optimization of machining parameters in abrasive water jet cutting of stainless steel 304. Mater. Today Proc. 2021, 46, 1384–1389. [Google Scholar] [CrossRef]
- Tyč, M.; Hlaváčová, I.M.; Barták, P. Analyses of Vibration Signals Generated in W. Nr. 1.0038 Steel during Abrasive Water Jet Cutting Aimed to Process Control. Materials 2022, 15, 345. [Google Scholar] [CrossRef] [PubMed]
- Kechagias, J.; Petropoulos, G.; Vaxevanidis, N. Application of Taguchi design for quality characterization of abrasive water jet machining of TRIP sheet steels. Int. J. Adv. Manuf. Technol. 2012, 62, 635–643. [Google Scholar] [CrossRef]
- Krenicky, T.; Servatka, M.; Gaspar, S.; Mascenik, J. Abrasive Water Jet Cutting of Hardox Steels—Quality Investigation. Processes 2020, 8, 1652. [Google Scholar] [CrossRef]
- Ramakrishna, C.S.; Raghuram, K.S.; Ben, B.A. Process Modelling and Simulation Analysis of CNC Oxy-Fuel Cutting Process on SA516 Grade 70 Carbon Steel. Mater. Today Proc. 2018, 5, 7818–7827. [Google Scholar] [CrossRef]
- Kudrna, L.; Merta, M. The Technology of the Oxy-Fuel Cutting on a CNC Machine. In Proceedings of the International Multidisciplinary Scientific GeoConference: SGEM 2018, Albena, Bulgaria, 2–8 July 2018; pp. 1045–1052. [Google Scholar]
- Zainudin, Z.I.; Ibrahim, M.R.; Razak, T.A.A.; Krishnan, P. Oxy Cutting for Mild Steel Response to Cutting Gap Using the Taguchi Method—An Experimental Study; Springer: Berlin/Heidelberg, Germany, 2021; pp. 251–261. [Google Scholar]
- Tauvana, A.I.; Widodo, W.; Subekti, M.I.; Syafrizal, S.; Nulhakim, L. Analysis of ST-37 metal cutting with machine-cut tools using Oxy-LPG. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Sanya, China, 2–14 November 2021; IOP Publishing: Bristol, UK, 2021; Volume 1098, p. 62099. [Google Scholar]
- Yun, S.H.; Adelman, R.A. Recent Developments in Laser Treatment of Diabetic Retinopathy. Middle East Afr. J. Ophthalmol. 2015, 22, 157–163. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Deng, W.; Showaib, E.A. Improving laser cutting quality of polymethylmethacrylate sheet: Experimental investigation and optimization. J. Mater. Res. Technol. 2020, 9, 1325–1339. [Google Scholar] [CrossRef]
- Sharifi, M.; Akbari, M. Experimental investigation of the effect of process parameters on cutting region temperature and cutting edge quality in laser cutting of AL6061T6 alloy. Optik 2019, 184, 457–463. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Shehabeldeen, T.A.; Zhou, J.; Showaib, E.; Elaziz, M.A. Prediction of laser cutting parameters for polymethylmethacrylate sheets using random vector functional link network integrated with equilibrium optimizer. J. Intell. Manuf. 2021, 32, 1377–1388. [Google Scholar] [CrossRef]
- Wang, H.-J.; Yang, T. A review on laser drilling and cutting of silicon. J. Eur. Ceram. Soc. 2021, 41, 4997–5015. [Google Scholar] [CrossRef]
- Oh, S.Y.; Shin, J.S.; Park, S.; Kim, T.S.; Park, H.; Lee, L.; Lee, J. Underwater laser cutting of thick stainless steel blocks using single and dual nozzles. Opt. Laser Technol. 2021, 136, 106757. [Google Scholar] [CrossRef]
- Vo, D.H.; Vo, A.T.; Ho, C.M.; Nguyen, H.M. The role of renewable energy, alternative and nuclear energy in mitigating carbon emissions in the CPTPP countries. Renew. Energy 2020, 161, 278–292. [Google Scholar] [CrossRef]
- Zhan, L.; Bo, Y.; Lin, T.; Fan, Z. Development and outlook of advanced nuclear energy technology. Energy Strat. Rev. 2021, 34, 100630. [Google Scholar] [CrossRef]
- Azam, A.; Rafiq, M.; Shafique, M.; Zhang, H.; Yuan, J. Analyzing the effect of natural gas, nuclear energy and renewable energy on GDP and carbon emissions: A multi-variate panel data analysis. Energy 2021, 219, 119592. [Google Scholar] [CrossRef]
- Liu, S.; He, Y.; Xie, H.; Ge, Y.; Lin, Y.; Yao, Z.; Jin, M.; Liu, J.; Chen, X.; Sun, Y.; et al. A State-of-the-Art Review of Radioactive Decontamination Technologies: Facing the Upcoming Wave of Decommissioning and Dismantling of Nuclear Facilities. Sustainibility 2022, 14, 4021. [Google Scholar] [CrossRef]
- Nathaniel, S.P.; Alam, S.; Murshed, M.; Mahmood, H.; Ahmad, P. The roles of nuclear energy, renewable energy, and economic growth in the abatement of carbon dioxide emissions in the G7 countries. Environ. Sci. Pollut. Res. 2021, 28, 47957–47972. [Google Scholar] [CrossRef]
- Anser, M.K.; Ahmad, M.; Khan, M.A.; Nassani, A.A.; Askar, S.E.; Zaman, K.; Abro, M.M.Q.; Kabbani, A. Progress in nuclear energy with carbon pricing to achieve environmental sustainability agenda: On the edge of one’s seat. Environ. Sci. Pollut. Res. 2021, 28, 34328–34343. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Rej, S. Can nuclear energy fuel an environmentally sustainable economic growth? Revisiting the EKC hypothesis for India. Environ. Sci. Pollut. Res. 2021, 28, 63065–63086. [Google Scholar] [CrossRef]
- Hrubiak, R.; Sinogeikin, S.V.; Rod, E.; Shen, G. The laser micro-machining system for diamond anvil cell experiments and general precision machining applications at the High Pressure Collaborative Access Team. Rev. Sci. Instruments 2015, 86, 072202. [Google Scholar] [CrossRef] [PubMed]
- Feller, J.; Mac Cawley, A.F.; Ramos-Grez, J.A.; La Fé-Perdomo, I. Determining optimal laser-beam cutting equipment investment through a robust optimization modeling approach. PLoS ONE 2021, 16, e0254893. [Google Scholar] [CrossRef]
- Wang, S.; Hu, Z.; Gu, F.; Peng, B.; Chen, Y.; Wu, F.; Wang, Y. A Rapid Manufacturing Method for Rectangular Splines Based on Laser Cutting and Welding. Trans. ASABE 2021, 64, 117–126. [Google Scholar] [CrossRef]
- Luke, A.M.; Mathew, S.; Altawash, M.M.; Madan, B.M. Lasers: A Review with Their Applications in Oral Medicine. J. Lasers Med Sci. 2019, 10, 324–329. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Singh, T.; Pandey, A.K. Parametric Optimization in the Laser Cutting of Titanium Alloy Sheet (Grade-II); Springer: Berlin/Heidelberg, Germany, 2020; pp. 343–351. [Google Scholar]
- Staehr, R.; Bluemel, S.; Jaeschke, P.; Suttmann, O.; Overmeyer, L. Laser cutting of composites—Two approaches toward an industrial establishment. J. Laser Appl. 2016, 28, 022203. [Google Scholar] [CrossRef]
- Fornaini, C.; Poli, F.; Merigo, E.; Lutey, A.; Cucinotta, A.; Chevalier, M.; Mckee, S.; Brulat, N.; Rocca, J.-P.; Trevisi, G. Nanosecond pulsed fiber laser irradiation for enhanced zirconia crown adhesion: Morphological, chemical, thermal and mechanical analysis. J. Photochem. Photobiol. B Biol. 2021, 219, 112189. [Google Scholar] [CrossRef] [PubMed]
- Vora, J.; Patel, C.; Abhishek, K.; Chaudhari, R. Influence of Machining Parameters of Fiber Laser Cutting on Al6061-T6; Springer: Berlin/Heidelberg, Germany, 2022; pp. 437–447. [Google Scholar]
- Pramanik, D.; Kuar, A.; Sarkar, S.; Mitra, S. Optimisation of edge quality on stainless steel 316L using low power fibre laser beam machining. Adv. Mater. Process. Technol. 2021, 7, 42–53. [Google Scholar] [CrossRef]
- Fomin, V.M.; Golyshev, A.; Orishich, A.; Shulyat’ev, V.B. Energy balance in high-quality cutting of steel by fiber and CO2 lasers. J. Appl. Mech. Tech. Phys. 2017, 58, 371–378. [Google Scholar] [CrossRef]
- Mushtaq, R.T.; Wang, Y.; Rehman, M.; Khan, A.M.; Mia, M. State-Of-The-Art and Trends in CO2 Laser Cutting of Polymeric Materials—A Review. Materials 2020, 13, 3839. [Google Scholar] [CrossRef] [PubMed]
- Moradi, M.; Moghadam, M.K.; Shamsborhan, M.; Beiranvand, Z.M.; Rasouli, A.; Vahdati, M.; Bakhtiari, A.; Bodaghi, M. Simulation, statistical modeling, and optimization of CO2 laser cutting process of polycarbonate sheets. Optik 2021, 225, 164932. [Google Scholar] [CrossRef]
- Kechagias, J.; Fountas, N.; Ninikas, K.; Petousis, M.; Vidakis, N.; Vaxevanidis, N. Surface characteristics investigation of 3D-printed PET-G plates during CO2 laser cutting. Mater. Manuf. Process. 2021, 1–11. [Google Scholar] [CrossRef]
- Ninikas, K.; Kechagias, J.; Salonitis, K. The Impact of Process Parameters on Surface Roughness and Dimensional Accuracy during CO2 Laser Cutting of PMMA Thin Sheets. J. Manuf. Mater. Process. 2021, 5, 74. [Google Scholar] [CrossRef]
- Chen, X.; Li, T.; Zhai, K.; Hu, Z.; Zhou, M. Using orthogonal experimental method optimizing surface quality of CO2 laser cutting process for PMMA microchannels. Int. J. Adv. Manuf. Technol. 2017, 88, 2727–2733. [Google Scholar] [CrossRef]
- Parthiban, A.; Sathish, S.; Chandrasekaran, M.; Ravikumar, R. Optimization of CO2 laser cutting parameters on Austenitic type Stainless steel sheet. In Proceedings of the International Conference on Emerging Trends in Engineering Research, Chennai, India, 20–21 October 2016; IOP Publishing Ltd: Bristol, UK, 2017; Volume 183, p. 012022. [Google Scholar] [CrossRef]
- Spena, P.R. CO2 Laser Cutting of Hot Stamping Boron Steel Sheets. Metals 2017, 7, 456. [Google Scholar] [CrossRef] [Green Version]
- Vora, J.; Chaudhari, R.; Patel, C.; Pimenov, D.Y.; Patel, V.K.; Giasin, K.; Sharma, S. Experimental Investigations and Pareto Optimization of Fiber Laser Cutting Process of Ti6Al4V. Metals 2021, 11, 1461. [Google Scholar] [CrossRef]
- Levichev, N.; Rodrigues, G.C.; Vorkov, V.; Duflou, J.R. Coaxial camera-based monitoring of fiber laser cutting of thick plates. Opt. Laser Technol. 2021, 136, 106743. [Google Scholar] [CrossRef]
- Li, M.; Chen, L.; Yang, X. A feasibility study on high-power fiber laser cutting of thick CFRP laminates using single-pass strategy. Opt. Laser Technol. 2021, 138, 106889. [Google Scholar] [CrossRef]
- Tamura, K.; Ishigami, R.; Yamagishi, R. Laser cutting of thick steel plates and simulated steel components using a 30 kW fiber laser. J. Nucl. Sci. Technol. 2016, 53, 916–920. [Google Scholar] [CrossRef]
- Seo, Y.; Lee, D.; Pyo, S. High-Power Fiber Laser Cutting for 50-mm-Thick Cement-Based Materials. Materials 2020, 13, 1113. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sharma, A.; Yadava, V. Experimental analysis of Nd-YAG laser cutting of sheet materials–A review. Opt. Laser Technol. 2018, 98, 264–280. [Google Scholar] [CrossRef]
- Rajamani, D.; Kumar, M.S.; Balasubramanian, E.; Tamilarasan, A. Nd: YAG laser cutting of Hastelloy C276: ANFIS modeling and optimization through WOA. Mater. Manuf. Process. 2021, 36, 1746–1760. [Google Scholar] [CrossRef]
- Li, Y.; Ding, J.; Bai, Z.; Yang, X.; Li, Y.; Tang, J.; Zhang, Y.; Qi, Y.; Wang, Y.; Lu, Z. Diamond Raman laser: A promising high-beam-quality and low-thermal-effect laser. High Power Laser Sci. Eng. 2021, 9, e35. [Google Scholar] [CrossRef]
- Esper, I.D.M.; From, P.J.; Mason, A. Robotisation and intelligent systems in abattoirs. Trends Food Sci. Technol. 2021, 108, 214–222. [Google Scholar] [CrossRef]
- Tamilarasan, A.; Rajamani, D. Multi-response optimization of Nd:YAG laser cutting parameters of Ti-6Al-4V superalloy sheet. J. Mech. Sci. Technol. 2017, 31, 813–821. [Google Scholar] [CrossRef]
- Leone, C.; Genna, S.; Caggiano, A.; Tagliaferri, V.; Molitierno, R. Influence of process parameters on kerf geometry and surface roughness in Nd:YAG laser cutting of Al 6061T6 alloy sheet. Int. J. Adv. Manuf. Technol. 2016, 87, 2745–2762. [Google Scholar] [CrossRef]
- Mishra, D.R.; Bajaj, A.; Bisht, R. Optimization of multiple kerf quality characteristics for cutting operation on carbon–basalt–Kevlar29 hybrid composite material using pulsed Nd:YAG laser using GRA. CIRP J. Manuf. Sci. Technol. 2020, 30, 174–183. [Google Scholar] [CrossRef]
- Smeesters, L.; Donner, S.; Thienpont, H.; Vervaeke, M. Beam-shaping lens for high-power laser cutting applications. In Optical Design and Engineering VIII; International Society for Optics and Photonics: Bellingham, WA, USA, 2021; pp. 18–25. [Google Scholar] [CrossRef]
- Endale, G.; Mohan, D.; Yadav, S. Focusing of radially polarized bessel gaussian and hollow gaussian beam of high NA to achieve super resolution. Optik 2022, 253, 168586. [Google Scholar] [CrossRef]
- Rong, Y.; Huang, Y.; Li, M.; Zhang, G.; Wu, C. High-quality cutting polarizing film (POL) by 355 nm nanosecond laser ablation. Opt. Laser Technol. 2021, 135, 106690. [Google Scholar] [CrossRef]
- Trierweiler, M.; Peterseim, T.; Neumann, C. Automotive LiDAR pollution detection system based on total internal reflection techniques. In Light-Emitting Devices, Materials, and Applications XXIV; International Society for Optics and Photonics: Bellingham, WA, USA, 2020; p. 1130216. [Google Scholar] [CrossRef]
- Sivarao, S.; Ali, A.; Ahmad, K.Z.K.; Pujari, S. RSM Modelling for Laser Cutting of Shore Wood to Replace Traditional Manufacturing Method. Key Eng. Mater. 2022, 908, 526–534. [Google Scholar] [CrossRef]
- Goffin, N.; Jones, L.C.R.; Tyrer, J.R.; Woolley, E. Just how (in)efficient is my laser system? Identifying opportunities for theoretical and auxiliary energy optimization. J. Laser Appl. 2021, 33, 012030. [Google Scholar] [CrossRef]
- Vasile, A.; Ionescu, C.; Bacis, I.B. Impact Protection of Vehicles by Automatic Cutting of General Power Supply with GTO. In Proceedings of the 2020 IEEE 26th International Symposium for Design and Technology in Electronic Packaging (SIITME), Pitesti, Romania, 21–24 October 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 404–407. [Google Scholar]
- Krot, K.; Chlebus, E.; Kuźnicka, B. Laser cutting of composite sandwich structures. Arch. Civ. Mech. Eng. 2017, 17, 545–554. [Google Scholar] [CrossRef]
- Sobih, M. Laser-Based Machining–An Advanced Manufacturing Technique for Precision Cutting; Elsevier: Amsterdam, The Netherlands, 2021; pp. 417–450. [Google Scholar]
- Fukazawa, T.; Ito, H.; Takanashi, M.; Shinoki, R.; Tabei, T.; Kawahara, T.; Keeley, F.X., Jr.; Drake, M.J.; Kobayashi, K. Short-term efficacy and safety of second generation bipolar transurethral vaporization of the prostate (B-TUVP) for large benign prostate enlargement: Results from a retrospective feasibility study. PLoS ONE 2021, 16, e0261586. [Google Scholar] [CrossRef]
- Aden, M.; Beyer, E.; Herziger, G.; Kunze, H. Laser-induced vaporization of a metal surface. J. Phys. D Appl. Phys. 1992, 25, 57–65. [Google Scholar] [CrossRef]
- Schroepfer, D.; Treutler, K.; Boerner, A.; Gustus, R.; Kannengiesser, T.; Wesling, V.; Maus-Friedrichs, W. Surface finishing of hard-to-machine cladding alloys for highly stressed components. Int. J. Adv. Manuf. Technol. 2021, 114, 1427–1442. [Google Scholar] [CrossRef]
- Borkmann, M.; Mahrle, A.; Beyer, E.; Leyens, C. Laser fusion cutting: Evaluation of gas boundary layer flow state, momentum and heat transfer. Mater. Res. Express 2021, 8, 036513. [Google Scholar] [CrossRef]
- Halm, U.; Nießen, M.; Schulz, W. Simulation of melt film dynamics in laser fusion cutting using a boundary layer approximation. Int. J. Heat Mass Transf. 2021, 168, 120837. [Google Scholar] [CrossRef]
- Pinder, T.; Goppold, C. Understanding the Changed Mechanisms of Laser Beam Fusion Cutting by Applying Beam Oscillation, Based on Thermographic Analysis. Appl. Sci. 2021, 11, 921. [Google Scholar] [CrossRef]
- Stoyanov, S.; Petring, D.; Arntz-Schroeder, D.; Günder, M.; Gillner, A.; Poprawe, R. Investigation on the melt ejection and burr formation during laser fusion cutting of stainless steel. J. Laser Appl. 2020, 32, 022068. [Google Scholar] [CrossRef]
- Qin, T.; Zhong, Z.; Jiao, H.; Zhou, L.; Huang, Y.; Long, Y. Experimental study on gas-assisted laser cutting carbon fiber reinforced plastics. Int. J. Adv. Manuf. Technol. 2022, 119, 6361–6370. [Google Scholar] [CrossRef]
- Zhou, T.; Huang, H.; Zou, M.; Geng, X.; Peng, F.; Xiao, H.; Tong, J. Picosecond Laser Cutting-Assisted Rapid Laser Reactive Sintering for the Fabrication of Crack-Free Protonic Ceramic Electrochemical Cells. ECS Meet. Abstr. 2021, 45, 1384. [Google Scholar] [CrossRef]
- Marimuthu, S.; Dunleavey, J.; Liu, Y.; Antar, M.; Smith, B. Laser cutting of aluminium-alumina metal matrix composite. Opt. Laser Technol. 2019, 117, 251–259. [Google Scholar] [CrossRef]
- Heiderscheit, T.; Shen, N.; Wang, Q.; Samanta, A.; Wu, B.; Ding, H. Keyhole cutting of carbon fiber reinforced polymer using a long-duration nanosecond pulse laser. Opt. Lasers Eng. 2019, 120, 101–109. [Google Scholar] [CrossRef]
- Park, C.; Jung, H.; Lee, H.; Hong, S.; Kim, H.; Cho, S.J. One-Step Laser Encapsulation of Nano-Cracking Strain Sensors. Sensors 2018, 18, 2673. [Google Scholar] [CrossRef] [Green Version]
- Wu, X.; Li, C.; Zhou, Z.; Nie, X.; Chen, Y.; Zhang, Y.; Cao, H.; Liu, B.; Zhang, N.; Said, Z.; et al. Circulating purification of cutting fluid: An overview. Int. J. Adv. Manuf. Technol. 2021, 117, 2565–2600. [Google Scholar] [CrossRef] [PubMed]
- Gedik, T.; Özmen, F.K.; Karel, F.B.; Koparal, A.S. Treatment of Metal Cutting Wastewaters in Bipolar Trickle Tower Reactor by Electrocoagulation and Electrochemical-Fenton methods: Reduction of Organic Matter, Boron, Heavy Metals, and Toxicity with Sludge Characterization. Water Air Soil Pollut. 2021, 232, 1–17. [Google Scholar] [CrossRef]
- Vinnikov, D.; Tulekov, Z. Plasma cutting and exposure to PM2.5 metal aerosol in metalworking, Almaty, Kazakhstan, 2020. Occup. Environ. Med. 2021, 78, 218–220. [Google Scholar] [CrossRef] [PubMed]
- Porcheron, E.; Dazon, C.; Gelain, T.; Chagnot, C.; Doyen, I.; Journeau, C.; Excoffier, E.; Roulet, D. Fukushima Daiichi fuel debris retrieval: Results of aerosol characterization during laser cutting of non-radioactive corium simulants. J. Nucl. Sci. Technol. 2021, 58, 87–99. [Google Scholar] [CrossRef]
- Şirin, Ş. Investigation of the performance of cermet tools in the turning of Haynes 25 superalloy under gaseous N2 and hybrid nanofluid cutting environments. J. Manuf. Process. 2022, 76, 428–443. [Google Scholar] [CrossRef]
- Das, K.K.; Reddy, R.C.; Bagoji, I.B.; Das, S.; Bagali, S.; Mullur, L.; Khodnapur, J.P.; Biradar, M.S. Primary concept of nickel toxicity–an overview. J. Basic Clin. Physiol. Pharmacol. 2019, 30, 141–152. [Google Scholar] [CrossRef] [Green Version]
- Lee, M.-H.; Yang, W.; Chae, N.; Choi, S. Aerodynamic diameter distribution of aerosols from plasma arc cutting for steels at different cutting power levels. J. Radioanal. Nucl. Chem. Artic. 2020, 323, 613–624. [Google Scholar] [CrossRef]
- Dazon, C.; Porcheron, E.; Journeau, C.; Suteau, C.; Chagnot, C.; Doyen, I.; Excoffier, E.; Roulet, D. Characterization of chemical composition and particle size distribution of aerosols released during laser cutting of fuel debris simulants. J. Environ. Chem. Eng. 2020, 8, 103872. [Google Scholar] [CrossRef]
- Peillon, S.; Fauvel, S.; Chagnot, C.; Gensdarmes, F. Aerosol Characterization and Particle Scrubbing Efficiency of Underwater Operations during Laser Cutting of Steel Components for Dismantling of Nuclear Facilities. Aerosol Air Qual. Res. 2017, 17, 1463–1473. [Google Scholar] [CrossRef] [Green Version]
- Dodds, J.M.; Rawcliffe, J. Radionuclide distribution during ytterbium doped fibre laser cutting for nuclear decommissioning. Prog. Nucl. Energy 2020, 118, 103122. [Google Scholar] [CrossRef]
- Sikka, M.P.; Mondal, M. A critical review on cleanroom filtration. Res. J. Text. Appar. 2021. [Google Scholar] [CrossRef]
- Gonzalez-Martin, J.; Kraakman, N.J.R.; Perez, C.; Lebrero, R.; Munoz, R. A state–of–the-art review on indoor air pollution and strategies for indoor air pollution control. Chemosphere 2021, 262, 128376. [Google Scholar] [CrossRef] [PubMed]
- Jaworek, A.; Sobczyk, A.T.; Krupa, A.; Marchewicz, A.; Czech, T.; Łukasz, Ś.; Boryczko, G. Hybrid electrostatic filtration system for fly ash particles emission control. J. Electrost. 2021, 114, 103628. [Google Scholar] [CrossRef]
- Joo, T.; Takeuchi, M.; Liu, F.; Rivera, M.P.; Barr, J.; Blum, E.S.; Parker, E.; Tipton, J.H.; Varnedoe, J.; Dutta, B.; et al. Evaluation of particle filtration efficiency of commercially available materials for homemade face mask usage. Aerosol Sci. Technol. 2021, 55, 1–15. [Google Scholar] [CrossRef]
- Sutherland, K.; Chase, G. Filters and Filtration Handbook; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Madić, M.; Petrović, G.; Petković, D.; Antucheviciene, J.; Marinković, D. Application of a Robust Decision-Making Rule for Comprehensive Assessment of Laser Cutting Conditions and Performance. Machines 2022, 10, 153. [Google Scholar] [CrossRef]
- Zhang, W. Dust Absorbing Apparatus of Laser Cutting Machine Tool. Chin. Patent ZL201076971Y, 25 June 2008. [Google Scholar]
- Powell, J.; Haferkamp, H.; Bach, F.W.; Seebaum, D.; Hampe, A. Filtration of the fumes generated by industrial CO2 laser cutting. J. Laser Appl. 1996, 8, 241–246. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Technologies | Advantages | Disadvantages |
|---|---|---|
| Vaporization cutting | High laser power density allows the surface of the workpiece to quickly reach the boiling point. | Vaporization may disrupt melt flow and cause discontinuous streak formation. |
| Fusion cutting | Cutting edges are oxide-free and do not require further treatment. | When the melt is ejected from the cut kerf by an assist gas, a fraction may adhere to the lower cut edge and form a burr. |
| Reactive melting cutting | The laser power is low. The heat transfer can ensure the continuous progress of the reaction melting cutting. | The large amount of exothermic energy released by the oxidation of the material destabilizes the melt front, and the highly oxidized cut edge produces a relatively large kerf width. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Y.; Xie, H.; Ge, Y.; Lin, Y.; Yao, Z.; Wang, B.; Jin, M.; Liu, J.; Chen, X.; Sun, Y. Laser Cutting Technologies and Corresponding Pollution Control Strategy. Processes 2022, 10, 732. https://doi.org/10.3390/pr10040732
He Y, Xie H, Ge Y, Lin Y, Yao Z, Wang B, Jin M, Liu J, Chen X, Sun Y. Laser Cutting Technologies and Corresponding Pollution Control Strategy. Processes. 2022; 10(4):732. https://doi.org/10.3390/pr10040732
Chicago/Turabian StyleHe, Yingyong, Honghu Xie, Yongjun Ge, Yishan Lin, Zhitong Yao, Binhui Wang, Meiqing Jin, Jie Liu, Xinyang Chen, and Yuhang Sun. 2022. "Laser Cutting Technologies and Corresponding Pollution Control Strategy" Processes 10, no. 4: 732. https://doi.org/10.3390/pr10040732
APA StyleHe, Y., Xie, H., Ge, Y., Lin, Y., Yao, Z., Wang, B., Jin, M., Liu, J., Chen, X., & Sun, Y. (2022). Laser Cutting Technologies and Corresponding Pollution Control Strategy. Processes, 10(4), 732. https://doi.org/10.3390/pr10040732