
An Evolutionary Learning Whale Optimization Algorithm for Disassembly and Assembly Hybrid Line Balancing Problems

 , , ,
, , , 
Abstract
1. Introduction
- A novel layout scheme for a parallel disassembly line running in reverse for the same product is proposed to enhance the utilization of disassembled parts at each workstation.
- A new mathematical model for DALHBP is developed, incorporating human–machine collaborative disassembly, with defined decision variables, objective functions, and constraints.
- The ELWOA is introduced to solve large-scale DALHBP cases, incorporating evolutionary learning strategies to enhance global and local search capabilities.
- The mathematical model is first solved using CPLEX to verify its correctness. The robustness and efficiency of ELWOA are then demonstrated through numerical experiments, and its superiority is confirmed by comparing it with other algorithms.
2. Human–Machine Collaboration Disassembly and Assembly Hybrid Line Balance Problem
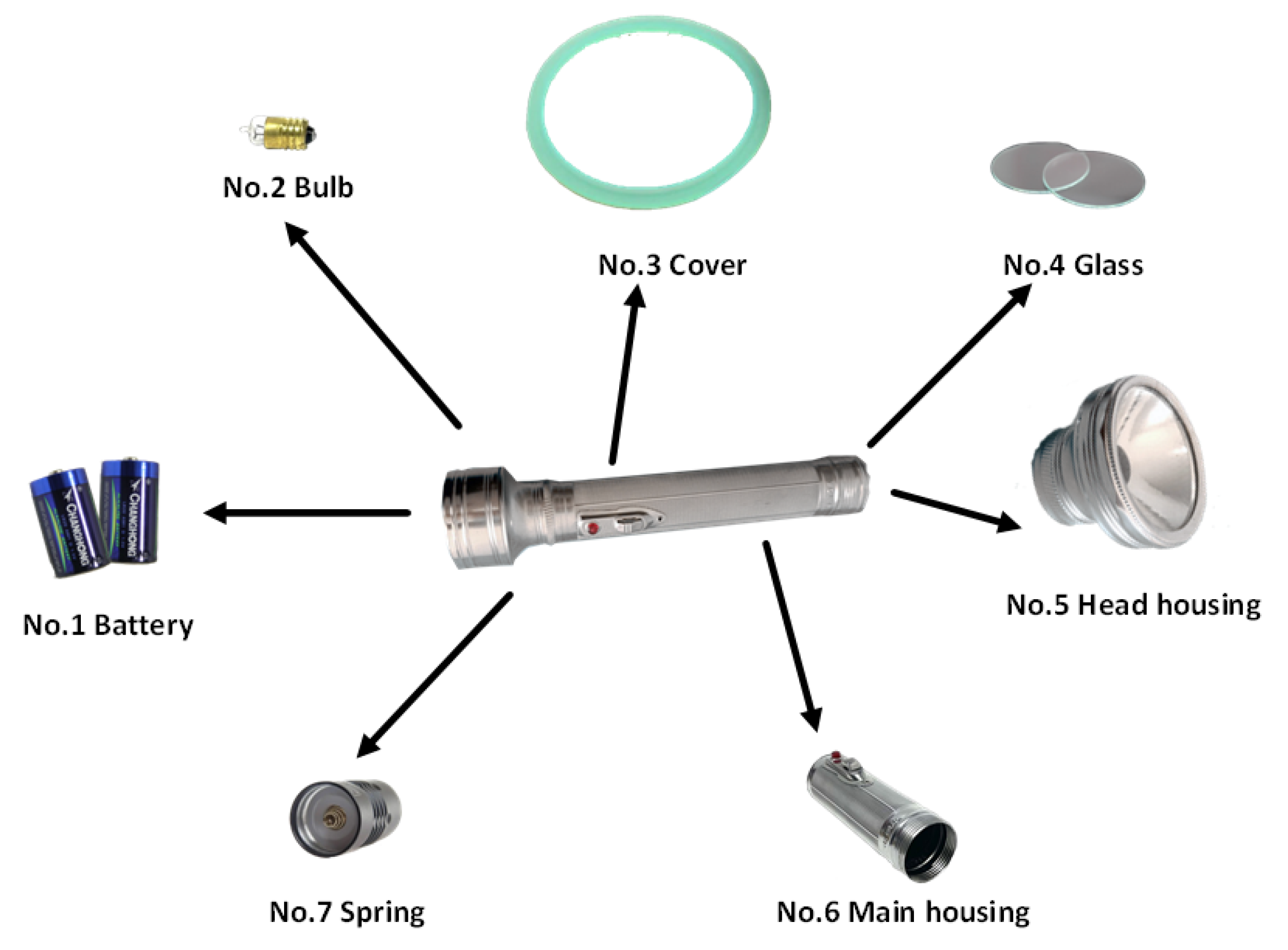
2.1. Problem Description
2.2. Mathematical Model
| I | Number of assembly tasks. |
| J | Number of disassembly tasks. |
| K | Number of workstations. |
| E | Number of subassemblies. |
| L | Sum of subassemblies and parts. |
| c | Cycle time of each workstation. |
| I | Set of all assembly tasks, . |
| J | Set of all disassembly tasks, |
| E | Set of all subassemblies, |
| L | Set of all subassemblies and parts, |
| W | Set of workstations, |
| Time to execute the i-th assembly task. | |
| Time for a worker to execute the j-th disassembly task. | |
| Time for a robot to execute the j-th disassembly task. | |
| Ae | Artificial node of TAOG. |
| Normal node in TAOG. | |
| Set of immediate predecessors of Ae. | |
| Set of immediate successors of Ae. | |
| ST | Set of pairs g = (i, j) of similar assembly task i and disassembly task j. |
| Unit time cost of executing the i-th assembly task. | |
| Unit time cost of a robot execute the j-th disassembly task. | |
| Unit time cost of a worker execute the j-th disassembly task. | |
| Penalty cost for a pair of similar tasks not assigning to a same workstation. | |
| Operating cost of opening of the k-th workstation. | |
| The value of reusing the l-th subassembly of the product. | |
| Profit from assembly. |
3. Proposed Algorithm
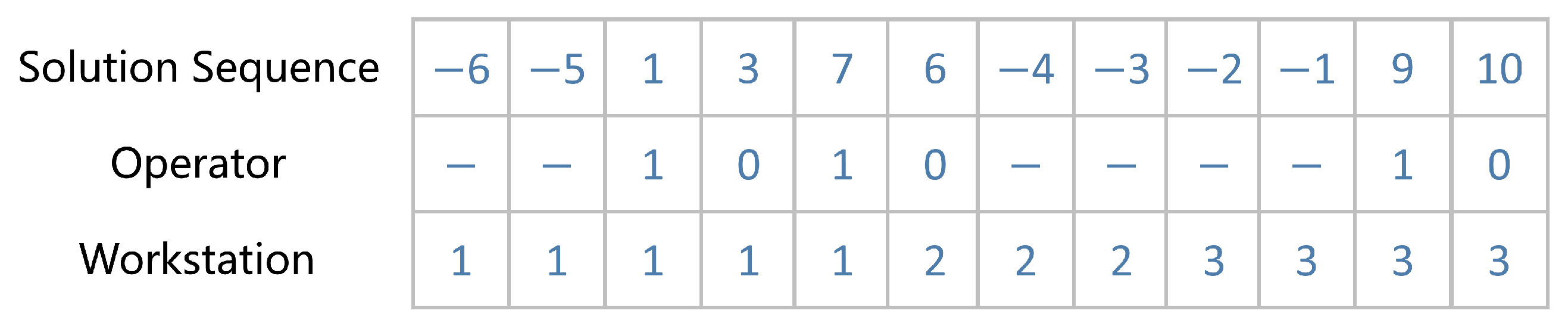
3.1. Encoding
- represents the task number. A positive integer denotes a disassembly task, while a negative integer denotes an assembly task.
- represents the performer of the disassembly task: 0 indicates that the task is performed manually, and 1 indicates that it is performed by a robot. Assembly tasks are performed manually by default (“-” in the figure), so the performer is not distinguished.
- represents the workstation number to which each task is assigned.
| Algorithm 1: Creating a disassembly sequence |
| Input: Subassembly stack, part stack, incidence matrix D |
| Output: Disassembly sequence |
|
| Algorithm 2: Create assembly sequence |
| Input: Total number of assembly tasks , immediately predecessor task matrix |
| Output: Assembly Sequence |
|
| Algorithm 3: Assign workstations |
| Input: |
| Output: |
|
3.2. Decoding
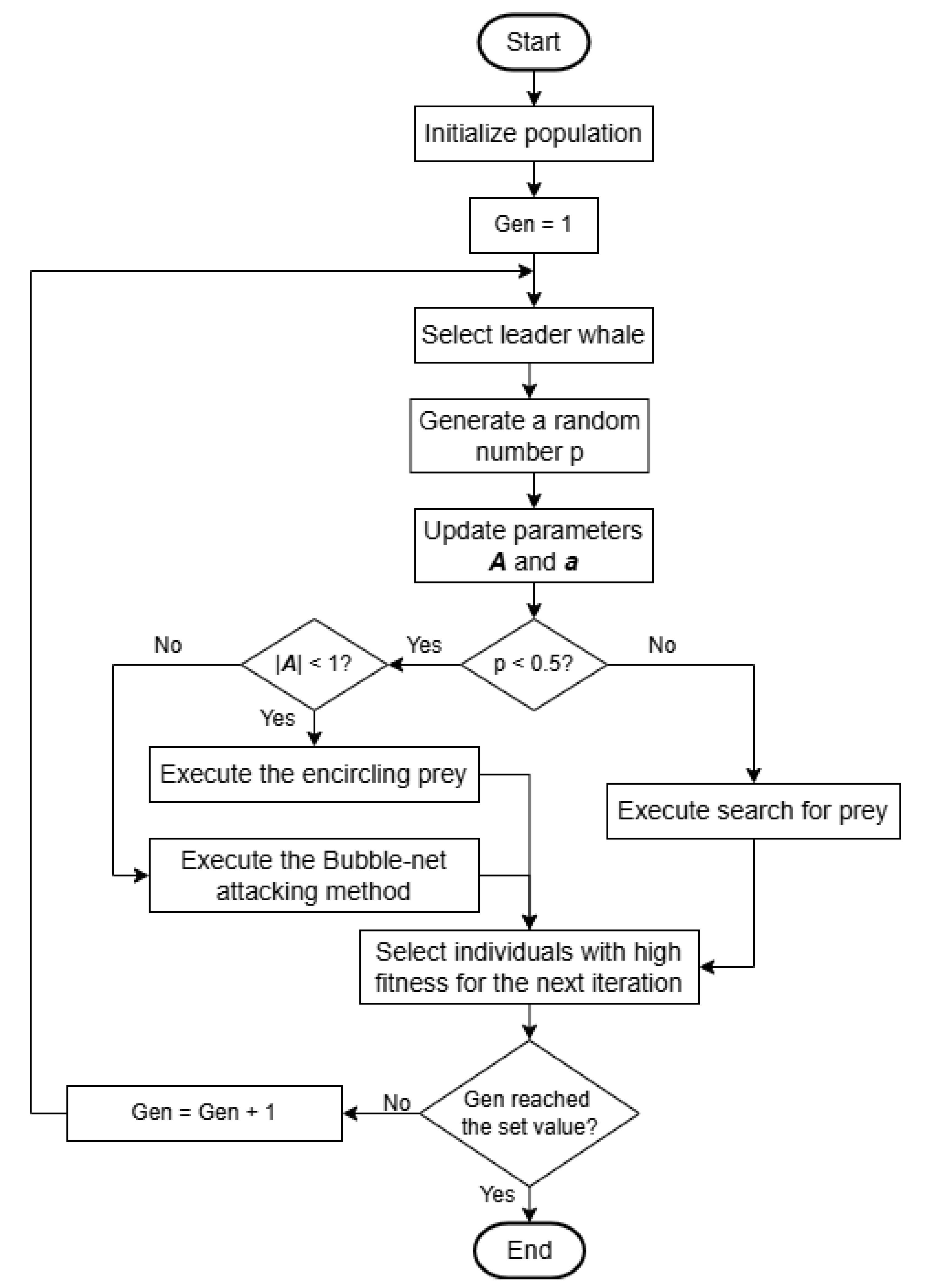
3.3. Search Process
3.3.1. Search for Prey
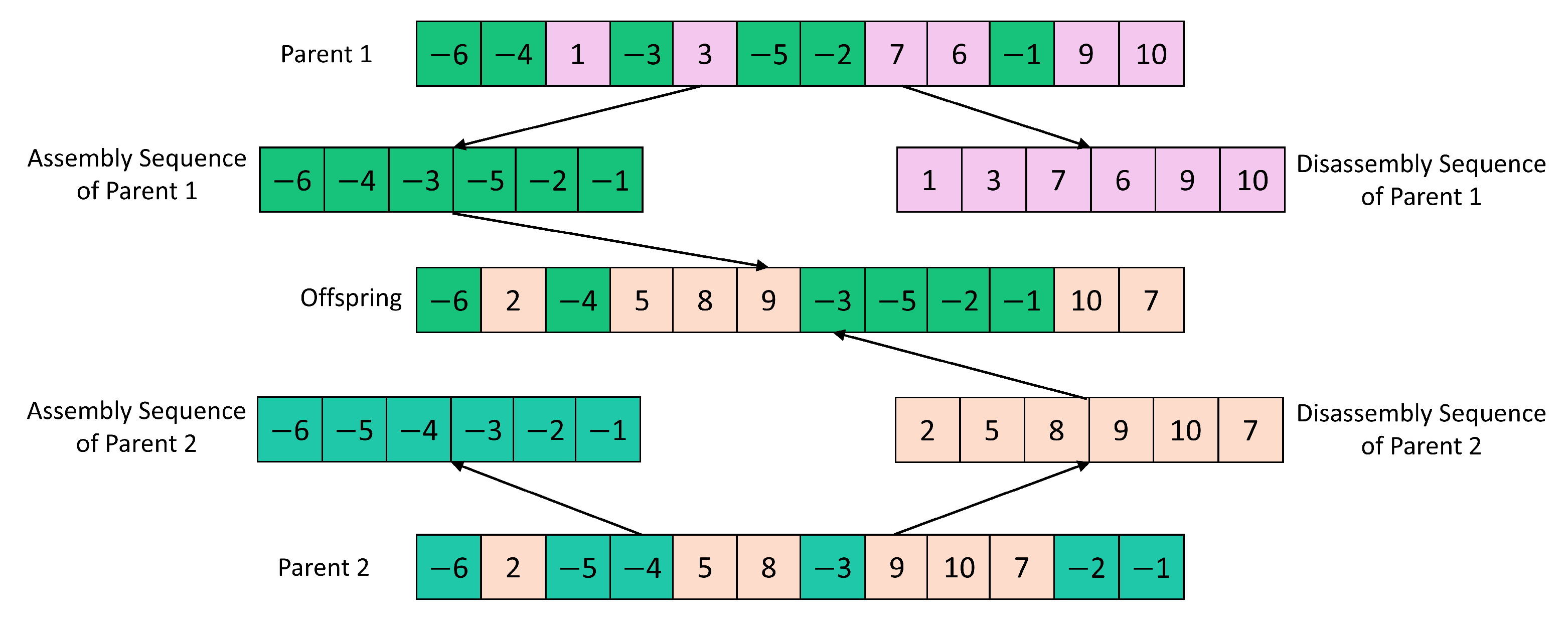
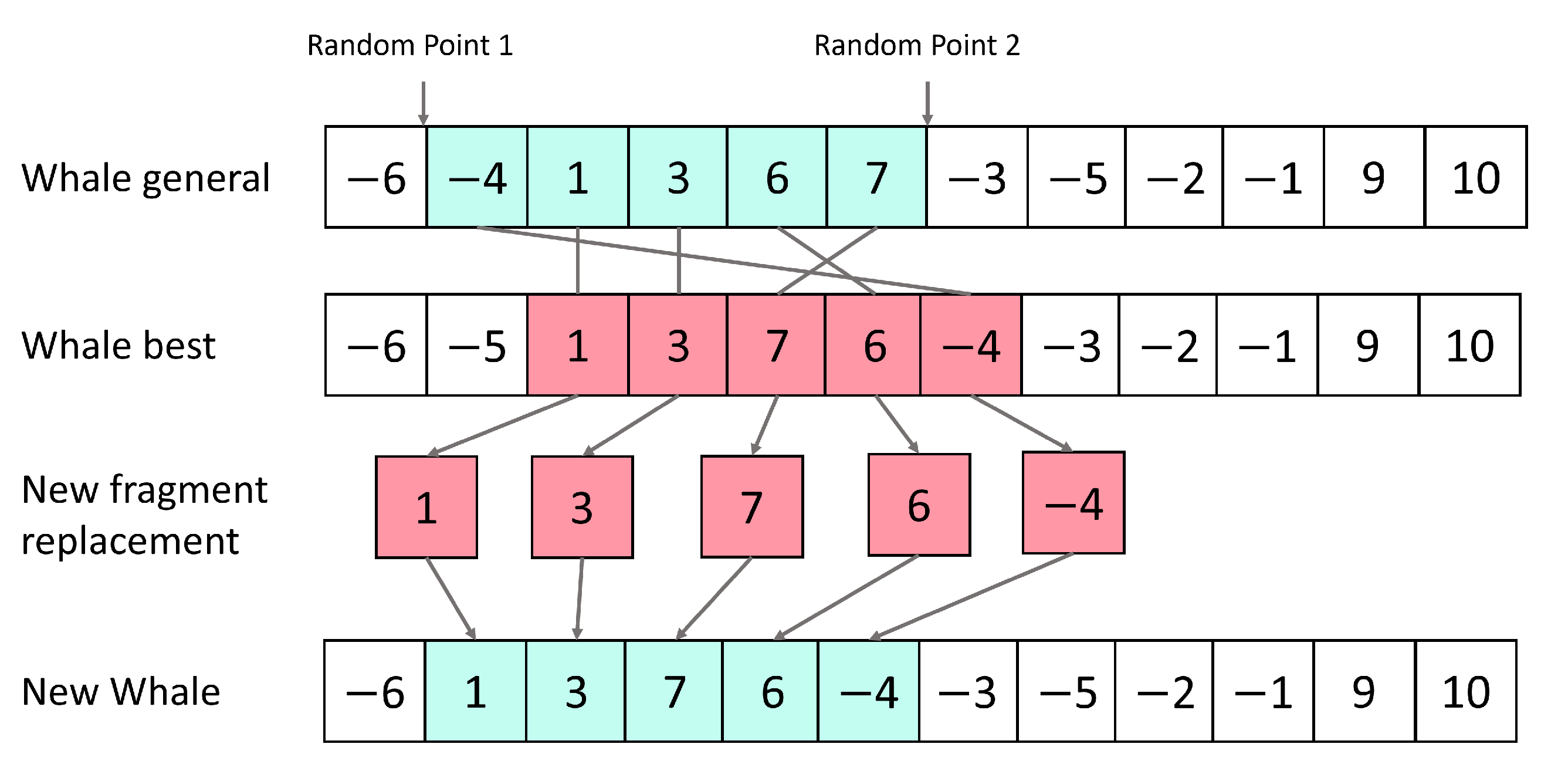
3.3.2. Bubble-Net Attacking Method
| Algorithm 4: Bubble-net attacking method |
| Input: Best sequence B, Normal sequence N |
| Output: New sequence 1, New sequence 2 |
|
3.3.3. The Process of Encircling Prey
3.4. Elite Reservation
| Algorithm 5: Elite population retention strategy. |
| Input: Initial Population P, population size N, offspring population Q |
| Output: Updated population |
|
4. Experimental Studies
4.1. Test Instances
4.2. Experimental Parameters
4.3. Experimental Results
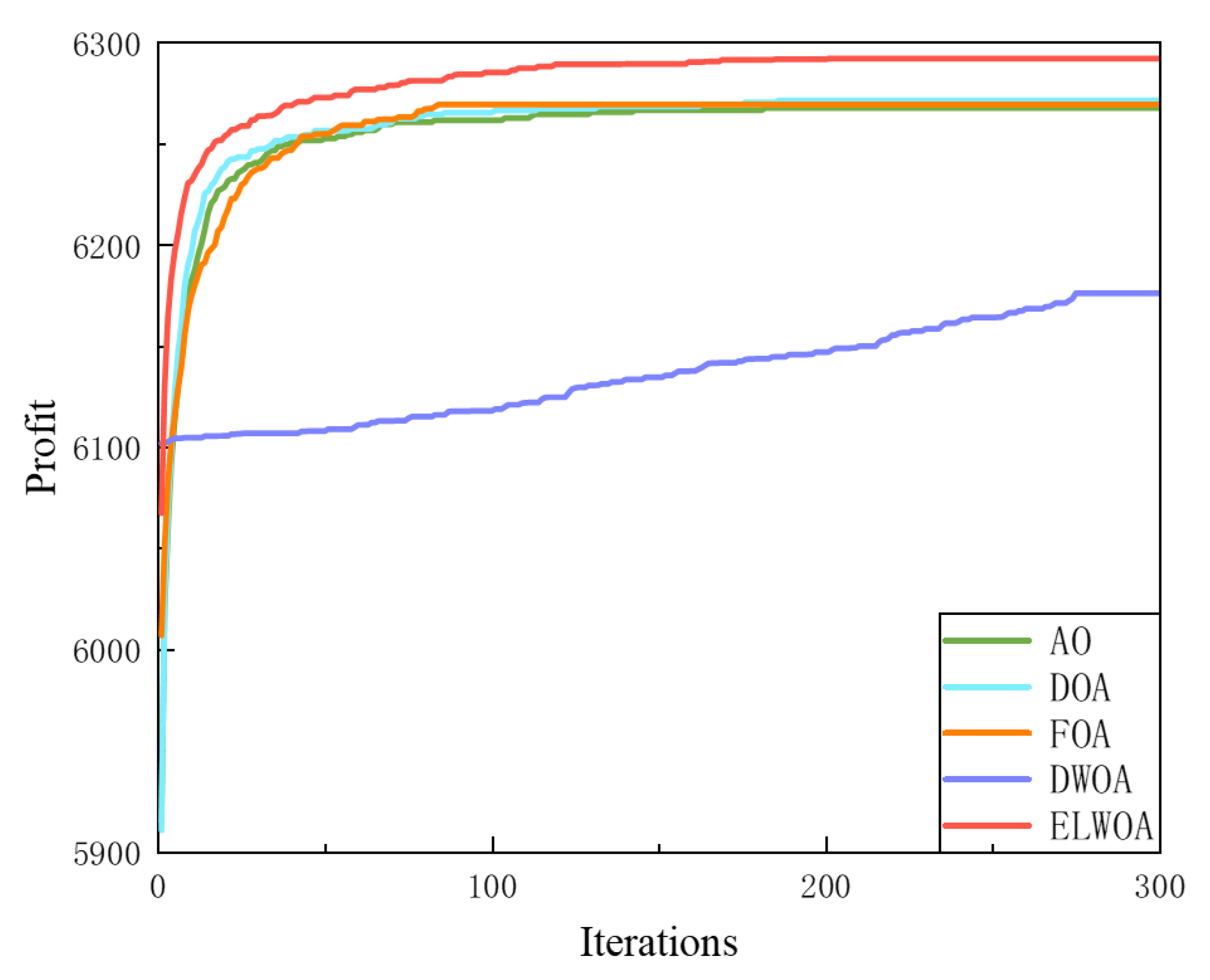
4.4. Algorithm Performance Experiments
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yolmeh, A.; Saif, U. Closed-loop supply chain network design integrated with assembly and disassembly line balancing under uncertainty: An enhanced decomposition approach. Int. J. Prod. Res. 2021, 59, 2690–2707. [Google Scholar] [CrossRef]
- Brennan, L.; Gupta, S.M.; Taleb, K.N. Operations planning issues in an assembly/disassembly environment. Int. J. Oper. Prod. Manag. 1994, 14, 57–67. [Google Scholar] [CrossRef]
- Ilgin, M.A.; Akçay, H.; Araz, C. Disassembly line balancing using linear physical programming. Int. J. Prod. Res. 2017, 55, 6108–6119. [Google Scholar] [CrossRef]
- Liu, M.; Liu, X.; Chu, F.; Zheng, F.; Chu, C. Robust disassembly line balancing with ambiguous task processing times. Int. J. Prod. Res. 2020, 58, 5806–5835. [Google Scholar] [CrossRef]
- Wang, K.; Li, X.; Gao, L.; Li, P. Modeling and balancing for disassembly lines considering workers with different efficiencies. IEEE Trans. Cybern. 2021, 52, 11758–11771. [Google Scholar] [CrossRef]
- Guo, X.; Fan, C.; Zhou, M.; Liu, S.; Wang, J.; Qin, S.; Tang, Y. Human–robot collaborative disassembly line balancing problem with stochastic operation time and a solution via multi-objective shuffled frog leaping algorithm. IEEE Trans. Autom. Sci. Eng. 2023, 21, 4448–4459. [Google Scholar] [CrossRef]
- Guo, X.; Wei, T.; Wang, J.; Liu, S.; Qin, S.; Qi, L. Multiobjective U-shaped disassembly line balancing problem considering human fatigue index and an efficient solution. IEEE Trans. Comput. Soc. Syst. 2022, 10, 2061–2073. [Google Scholar] [CrossRef]
- Guo, X.; Zhang, Z.; Qi, L.; Liu, S.; Tang, Y.; Zhao, Z. Stochastic hybrid discrete grey wolf optimizer for multi-objective disassembly sequencing and line balancing planning in disassembling multiple products. IEEE Trans. Autom. Sci. Eng. 2021, 19, 1744–1756. [Google Scholar] [CrossRef]
- Fu, Y.; Wang, Y.; Gao, K.; Huang, M. Review on ensemble meta-heuristics and reinforcement learning for manufacturing scheduling problems. Comput. Electr. Eng. 2024, 120, 109780. [Google Scholar] [CrossRef]
- Zhang, Z.; Fu, Y.; Gao, K.; Pan, Q.; Huang, M. A learning-driven multi-objective cooperative artificial bee colony algorithm for distributed flexible job shop scheduling problems with preventive maintenance and transportation operations. Comput. Ind. Eng. 2024, 196, 110484. [Google Scholar] [CrossRef]
- Fu, Y.; Ma, X.; Gao, K.; Li, Z.; Dong, H. Multi-objective home health care routing and scheduling with sharing service via a problem-specific knowledge-based artificial bee colony algorithm. IEEE Trans. Intell. Transp. Syst. 2023, 25, 1706–1719. [Google Scholar] [CrossRef]
- Zhao, Z.; Bian, Z.; Liang, J.; Liu, S.; Zhou, M. Scheduling and logistics optimization for batch manufacturing processes with temperature constraints and alternative thermal devices. IEEE Trans. Ind. Inform. 2024, 20, 11930–11939. [Google Scholar] [CrossRef]
- Zhao, Z.; Li, X.; Liu, S.; Zhou, M.; Yang, X. Multi-Mobile-Robot Transport and Production Integrated System Optimization. IEEE Trans. Autom. Sci. Eng. 2024, 1–12. [Google Scholar] [CrossRef]
- Zhao, Z.; Li, S.; Liu, S.; Zhou, M.; Li, X.; Yang, X. Lexicographic dual-objective path finding in multi-agent systems. IEEE Trans. Autom. Sci. Eng. 2024, 1–11. [Google Scholar] [CrossRef]
- Ketzenberg, M.E.; Souza, G.C.; Guide Jr, V.D.R. Mixed assembly and disassembly operations for remanufacturing. Prod. Oper. Manag. 2003, 12, 320–335. [Google Scholar] [CrossRef]
- Mete, S.; Çil, Z.A.; Özceylan, E.; Ağpak, K.; Battaïa, O. An optimisation support for the design of hybrid production lines including assembly and disassembly tasks. Int. J. Prod. Res. 2018, 56, 7375–7389. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhu, L.; Chen, Y.; Guan, C. A multi-objective hybrid evolutionary search algorithm for parallel production line balancing problem including disassembly and assembly tasks. Int. Trans. Oper. Res. 2023, 30, 3508–3553. [Google Scholar] [CrossRef]
- Guo, J.; Pu, Z.; Du, B.; Li, Y. Multi-objective optimisation of stochastic hybrid production line balancing including assembly and disassembly tasks. Int. J. Prod. Res. 2022, 60, 2884–2900. [Google Scholar] [CrossRef]
- Murphy, R.R.; Nomura, T.; Billard, A.; Burke, J.L. Human–robot interaction. IEEE Robot. Autom. Mag. 2010, 17, 85–89. [Google Scholar] [CrossRef]
- Maurtua, I.; Ibarguren, A.; Kildal, J.; Susperregi, L.; Sierra, B. Human–robot collaboration in industrial applications: Safety, interaction and trust. Int. J. Adv. Robot. Syst. 2017, 14, 1729881417716010. [Google Scholar] [CrossRef]
- Umbrico, A.; Orlandini, A.; Cesta, A.; Faroni, M.; Beschi, M.; Pedrocchi, N.; Scala, A.; Tavormina, P.; Koukas, S.; Zalonis, A.; et al. Design of advanced human–robot collaborative cells for personalized human–robot collaborations. Appl. Sci. 2022, 12, 6839. [Google Scholar] [CrossRef]
- Lee, R.K.J.; Zheng, H.; Lu, Y. Human-robot shared assembly taxonomy: A step toward seamless human-robot knowledge transfer. Robot. Comput.-Integr. Manuf. 2024, 86, 102686. [Google Scholar] [CrossRef]
- Wang, L.; Gao, R.; Váncza, J.; Krüger, J.; Wang, X.V.; Makris, S.; Chryssolouris, G. Symbiotic human-robot collaborative assembly. CIRP Ann. 2019, 68, 701–726. [Google Scholar] [CrossRef]
- Mirjalili, S.; Lewis, A. The whale optimization algorithm. Adv. Eng. Softw. 2016, 95, 51–67. [Google Scholar] [CrossRef]
- Ezzeldin, R.M.; Djebedjian, B. Optimal design of water distribution networks using whale optimization algorithm. Urban Water J. 2020, 17, 14–22. [Google Scholar] [CrossRef]
- Zhang, J.; Hong, L.; Liu, Q. An improved whale optimization algorithm for the traveling salesman problem. Symmetry 2020, 13, 48. [Google Scholar] [CrossRef]
- Abd El Aziz, M.; Ewees, A.A.; Hassanien, A.E. Whale optimization algorithm and moth-flame optimization for multilevel thresholding image segmentation. Expert Syst. Appl. 2017, 83, 242–256. [Google Scholar] [CrossRef]
- Li, Y.; He, Y.; Liu, X.; Guo, X.; Li, Z. A novel discrete whale optimization algorithm for solving knapsack problems. Appl. Intell. 2020, 50, 3350–3366. [Google Scholar] [CrossRef]
- Koc, A.; Sabuncuoglu, I.; Erel, E. Two exact formulations for disassembly line balancing problems with task precedence diagram construction using an AND/OR graph. IIE Trans. 2009, 41, 866–881. [Google Scholar] [CrossRef]
- Lu, Q.; Ren, Y.; Jin, H.; Meng, L.; Li, L.; Zhang, C.; Sutherland, J.W. A hybrid metaheuristic algorithm for a profit-oriented and energy-efficient disassembly sequencing problem. Robot. Comput.-Integr. Manuf. 2020, 61, 101828. [Google Scholar] [CrossRef]
- Tang, Y. Disassembly modeling, planning, and application. J. Manuf. Syst. 2002, 21, 200–217. [Google Scholar] [CrossRef]
- Nowakowski, P. A novel, cost efficient identification method for disassembly planning of waste electrical and electronic equipment. J. Clean. Prod. 2018, 172, 2695–2707. [Google Scholar] [CrossRef]
- Pistolesi, F.; Lazzerini, B.; Dalle Mura, M.; Dini, G. EMOGA: A hybrid genetic algorithm with extremal optimization core for multiobjective disassembly line balancing. IEEE Trans. Ind. Inform. 2017, 14, 1089–1098. [Google Scholar] [CrossRef]
- Cui, X.; Guo, X.; Zhou, M.; Wang, J.; Qin, S.; Qi, L. Discrete whale optimization algorithm for disassembly line balancing with carbon emission constraint. IEEE Robot. Autom. Lett. 2023, 8, 3055–3061. [Google Scholar] [CrossRef]
- Bairwa, A.K.; Joshi, S.; Singh, D. Dingo optimizer: A nature-inspired metaheuristic approach for engineering problems. Math. Probl. Eng. 2021, 2021, 2571863. [Google Scholar] [CrossRef]
- Abualigah, L.; Yousri, D.; Abd Elaziz, M.; Ewees, A.A.; Al-Qaness, M.A.; Gandomi, A.H. Aquila optimizer: A novel meta-heuristic optimization algorithm. Comput. Ind. Eng. 2021, 157, 107250. [Google Scholar] [CrossRef]
- Wang, J.; Guo, X.; Zhou, M.; Wang, J.; Qin, S.; Qi, L. Discrete fruit fly optimization algorithm for disassembly line balancing problems by considering human worker’s learning effect. In Proceedings of the 2022 Australian & New Zealand Control Conference (ANZCC), Gold Coast, Australia, 24–25 November 2022; IEEE: Piscataway, NJ, USA, 2022; pp. 201–206. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Task Index | Description | Operation Time |
|---|---|---|
| 1 | Assemble the main housing and spring together | 6 |
| 2 | Assemble main housing spring and battery together | 7 |
| 3 | Assemble Bulb and Head housing together | 3 |
| 4 | Assemble front and back together | 8 |
| 5 | Assemble cover and glass | 7 |
| 6 | Assemble the cover glass and other parts together | 3 |
| Component Index | Included Parts |
|---|---|
| 0 (Entire product) | 1, 2, 3, 4, 5, 6, 7 |
| 1 | 2, 3, 4, 5 |
| 2 | 1, 2, 5, 6, 7 |
| 3 | 3, 4 |
| 4 | 2, 5 |
| 5 | 1, 5, 6, 7 |
| 6 | 1, 6, 7 |
| 7 | 6, 7 |
| Assembly Task Index | Similar Disassembly Task Index |
|---|---|
| 1 | 10 |
| 2 | 9 |
| 3 | 6, 5, 8 |
| 4 | 4 |
| 5 | 7 |
| 6 | 2 |
| Case Index | EOL Product | Number of Assembly Tasks | Number of Disassembly Tasks | Subassemblies and Parts |
|---|---|---|---|---|
| 1 | flashlight | 6 | 10 | 15 |
| 2 | ballpoint pen | 5 | 13 | 15 |
| 3 | washing machine | 5 | 13 | 15 |
| 4 | radio | 8 | 30 | 29 |
| 5 | hammer | 21 | 46 | 63 |
| Experiment Index | Initial Population Num | Iteration Times | High Fitness Whale Retention Percentage | Middle Fitness Whale Retention Percentage | Low Fitness Whale Retention Percentage |
|---|---|---|---|---|---|
| 1 | 50 | 200 | 0.8 | 0.15 | 0.05 |
| 2 | 100 | 200 | 0.8 | 0.15 | 0.05 |
| 3 | 300 | 200 | 0.8 | 0.15 | 0.05 |
| 4 | 400 | 200 | 0.8 | 0.15 | 0.05 |
| 5 | 300 | 100 | 0.8 | 0.15 | 0.05 |
| 6 | 300 | 500 | 0.8 | 0.15 | 0.05 |
| 7 | 300 | 200 | 0.9 | 0.05 | 0.05 |
| 8 | 300 | 200 | 0.5 | 0.25 | 0.25 |
| Experiment Index | Experiment Times | Solution Time | Excellent Times | Best Objective | Worst Objective | Average Objective |
|---|---|---|---|---|---|---|
| 1 | 500 | 1.6 s | 123 | 6292 | 6135 | 6205.668 |
| 2 | 500 | 2.5 s | 144 | 6292 | 6130 | 6218.74 |
| 3 | 500 | 8.4 s | 407 | 6292 | 6242 | 6287.86 |
| 4 | 500 | 14.5 s | 415 | 6292 | 6185 | 6280.09 |
| 5 | 500 | 6.9 s | 336 | 6292 | 6185 | 6270.264 |
| 6 | 500 | 22.3 s | 412 | 6292 | 6192 | 6282.85 |
| 7 | 500 | 7.8 s | 127 | 6292 | 6142 | 6266.74 |
| 8 | 500 | 9.1 s | 76 | 6292 | 6130 | 6154.624 |
| Case Index | Solution | Human–Machine Distribution | Objective | Solution Time | |
|---|---|---|---|---|---|
| Execute by Human | Execute by Robot | ||||
| 1 | (1,3,-4,-6) → (7,9,-2,-5) → (6,10,-1,-3) | 3,6,10 | 1,7,9 | 1461 | 1.02 s |
| 2 | (1,12,-4,-5) → (7,9,10,-1,-2,-3) | 7,10,12 | 1,9 | 1480 | 1.62 s |
| 3 | (1,-5) → (-3,-4) → (4,9,13,-1) → (10,-2) | 1 | 4,9,10,13 | 1433 | 2.79 s |
| 4 | (2,11,14,20,30,-4,-6,-7,-8) → (9,24,27,29,-1,-2,-3,-5) | 9,29,30 | 2,11,14,20,2,4,27 | 5633 | 4.32 s |
| 5 | (1,2,4,7,11,-19,-20,-21) → (12,19,29,-12,-13,-16,-17,-18) → (21,36,41,-8,-10,-11) → (18,28,31,-6,-7,-14,-15) → (13,22,23,-4,-5) → (32,38,43,45,-1,-2,-3,-9) | 4,7,21,41,23,38 | 1,2,11,12,19,29, 36,18,28,31,13, 22,32,43,45 | 6292 | 7200 s+ |
| Case Index | Solution | Human–Machine Distribution | Objective | Solution Time | |
|---|---|---|---|---|---|
| Execute by Human | Execute by Robot | ||||
| 1 | (-6,-5,1,3,7) → (-4,-2,9) → (-1,10,-3,6) | 3,10 | 1 | 1461 | 1.112 s |
| 2 | (1,12,-4,-5) → (7,9,10,-1,-2,-3) | 7,10,12 | 1,9 | 1480 | 1.092 s |
| 3 | (1,-5) → (-3,-4) → (4,9,13,-1) → (10,-2) | 1 | 4,9,10,13 | 1433 | 1.026 s |
| 4 | (-8,-7,2,11,-6,14,-4,20,30) → (-5,24,-3,27,-2,29,-1,9) | 9,29,30 | 2,11,14,20,2,4,27 | 5633 | 2.423 s |
| 5 | (-21,1,-20,2,-19,4,-18,-17) → (-16,7,12,-8,21,-7,11,31) → (-6,-4,13,22) → (-3,19,18,32,-15,-2,38,-13,-1,43) → (-12,29,-11,36,-10,41) → (-9,45,-5,23,-14,28) | 4,7,21,38,41,23 | 1,2,12,11,31,13, 22,19,18,32,43, 29,36,45,28 | 6292 | 4.978 s |
| Case Index | ELWOA | CPLEX | ||
|---|---|---|---|---|
| Objective | Solution Time | Objective | Solution Time | |
| 1 | 1461 | 1.112 s | 1461 | 1.02 s |
| 2 | 1480 | 1.092 s | 1480 | 1.62 s |
| 3 | 1433 | 1.026 s | 1433 | 2.79 s |
| 4 | 5633 | 2.423 s | 5633 | 196.47 s |
| 5 | 6292 | 4.978 s | 6292 | 7200 s+ |
| Case Index | Objective | Runtimes | ELWOA | DWOA | DOA | AOA | FOA | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Excellent
Times | Excellent Ratio | Excellent
Times | Excellent
Ratio | Excellent
Times | Excellent
Ratio | Excellent
Times | Excellent
Ratio | Excellent
Times | Excellent Ratio | |||
| 1 | 1461 | 500 | 500 | 100% | 500 | 100% | 500 | 100% | 500 | 100% | 500 | 100% |
| 2 | 1480 | 500 | 500 | 100% | 500 | 100% | 500 | 100% | 500 | 100% | 500 | 100% |
| 3 | 1433 | 500 | 500 | 100% | 500 | 100% | 500 | 100% | 220 | 44% | 450 | 90% |
| 4 | 5633 | 500 | 500 | 100% | 500 | 100% | 440 | 88% | 380 | 76% | 500 | 100% |
| 5 | 6292 | 500 | 475 | 95% | 300 | 60% | 250 | 50% | 240 | 48% | 270 | 54% |
| Case Index | 1 | 2 | 3 | 4 | 5 | |
|---|---|---|---|---|---|---|
| Experiment Times | 500 | 500 | 500 | 500 | 500 | |
| Optimal | ELWOA | 1461 | 1480 | 1433 | 5633 | 6292 |
| DWOA | 1461 | 1480 | 1433 | 5633 | 6292 | |
| DOA | 1461 | 1480 | 1433 | 5633 | 6292 | |
| AOA | 1461 | 1480 | 1433 | 5633 | 6292 | |
| FOA | 1461 | 1480 | 1433 | 5633 | 6292 | |
| Worst | ELWOA | 1461 | 1480 | 1433 | 5633 | 6285 |
| DWOA | 1461 | 1480 | 1433 | 5633 | 6185 | |
| DOA | 1461 | 1480 | 1433 | 5583 | 6242 | |
| AOA | 1461 | 1480 | 1383 | 5583 | 6180 | |
| FOA | 1461 | 1480 | 1418 | 5633 | 6242 | |
| Average | ELWOA | 1461 | 1480 | 1433 | 5633 | 6291.65 |
| DWOA | 1461 | 1480 | 1433 | 5633 | 6233.74 | |
| DOA | 1461 | 1480 | 1433 | 5627 | 6269.58 | |
| AOA | 1461 | 1480 | 1411.9 | 5621 | 6267.5 | |
| FOA | 1461 | 1480 | 1431.5 | 5633 | 6271.3 | |
| Solution Time/s | ELWOA | 1.1 s | 0.5 s | 0.6 s | 1.5 s | 6.3 s |
| DWOA | 0.6 s | 0.5 s | 0.4 s | 1.1 s | 3.2 s | |
| DOA | 1.2 s | 0.8 s | 0.8 s | 4.2 s | 14.7 s | |
| AOA | 0.9 s | 0.7 s | 0.8 s | 2.3 s | 15.7 s | |
| FOA | 7.3 s | 2.5 s | 4.7 s | 5.7 s | 30.4 s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, X.; Meng, Q.; Wang, J.; Guo, X.; Liu, P.; Qi, L.; Qin, S.; Ji, Y.; Hu, B. An Evolutionary Learning Whale Optimization Algorithm for Disassembly and Assembly Hybrid Line Balancing Problems. Mathematics 2025, 13, 256. https://doi.org/10.3390/math13020256
Cui X, Meng Q, Wang J, Guo X, Liu P, Qi L, Qin S, Ji Y, Hu B. An Evolutionary Learning Whale Optimization Algorithm for Disassembly and Assembly Hybrid Line Balancing Problems. Mathematics. 2025; 13(2):256. https://doi.org/10.3390/math13020256
Chicago/Turabian StyleCui, Xinshuo, Qingbo Meng, Jiacun Wang, Xiwang Guo, Peisheng Liu, Liang Qi, Shujin Qin, Yingjun Ji, and Bin Hu. 2025. "An Evolutionary Learning Whale Optimization Algorithm for Disassembly and Assembly Hybrid Line Balancing Problems" Mathematics 13, no. 2: 256. https://doi.org/10.3390/math13020256
APA StyleCui, X., Meng, Q., Wang, J., Guo, X., Liu, P., Qi, L., Qin, S., Ji, Y., & Hu, B. (2025). An Evolutionary Learning Whale Optimization Algorithm for Disassembly and Assembly Hybrid Line Balancing Problems. Mathematics, 13(2), 256. https://doi.org/10.3390/math13020256