
A Decision-Making Methodology Based on Expert Systems Applied to Machining Tools Condition Monitoring

 , ,
, ,  ,
,  and
and
Abstract
:1. Introduction
1.1. Expert Systems as Complementary Elements in Decision-Support Systems
1.2. Expert Systems in Machining Applications
1.3. Hierarchization Processes
2. Materials and Methods
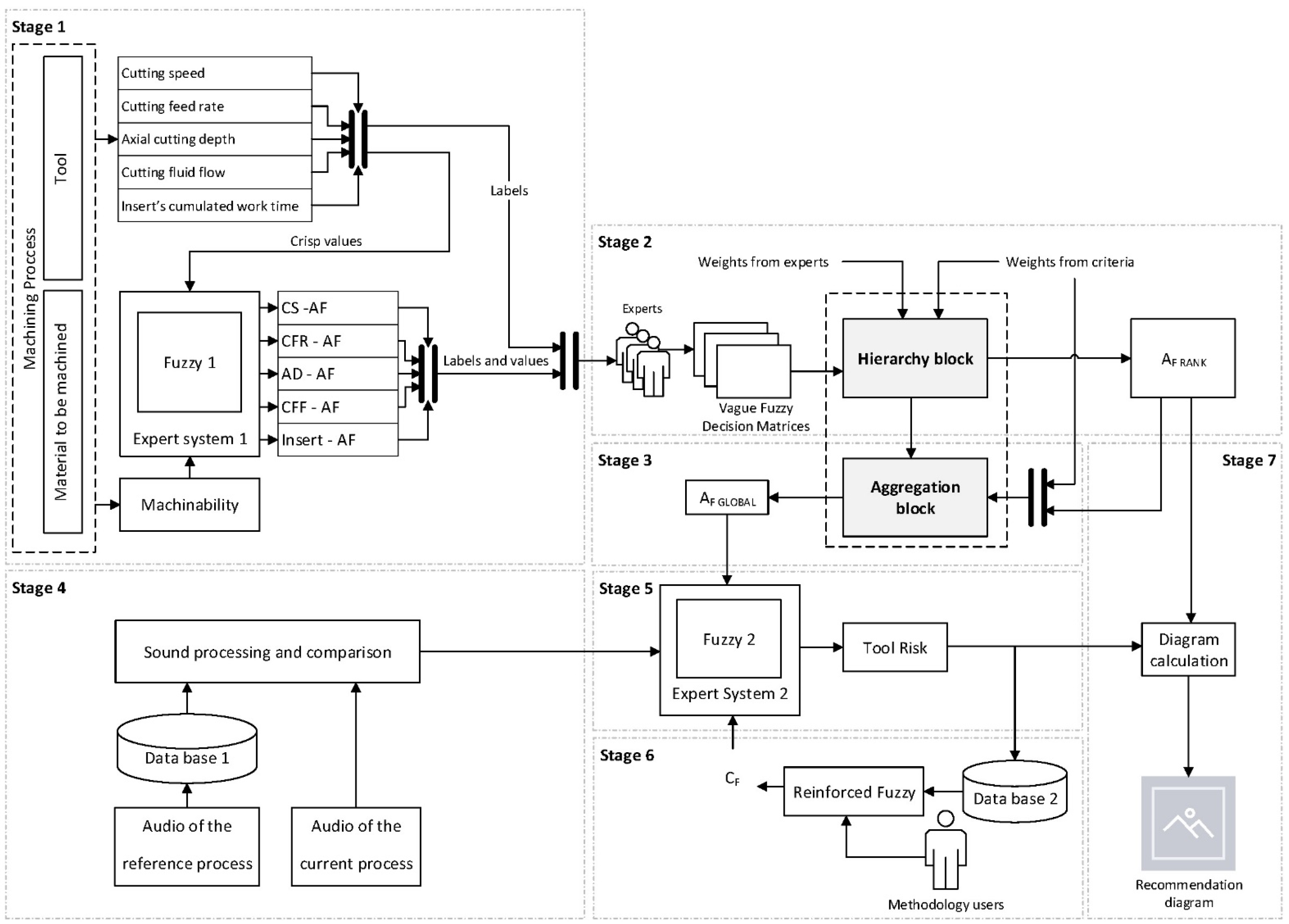
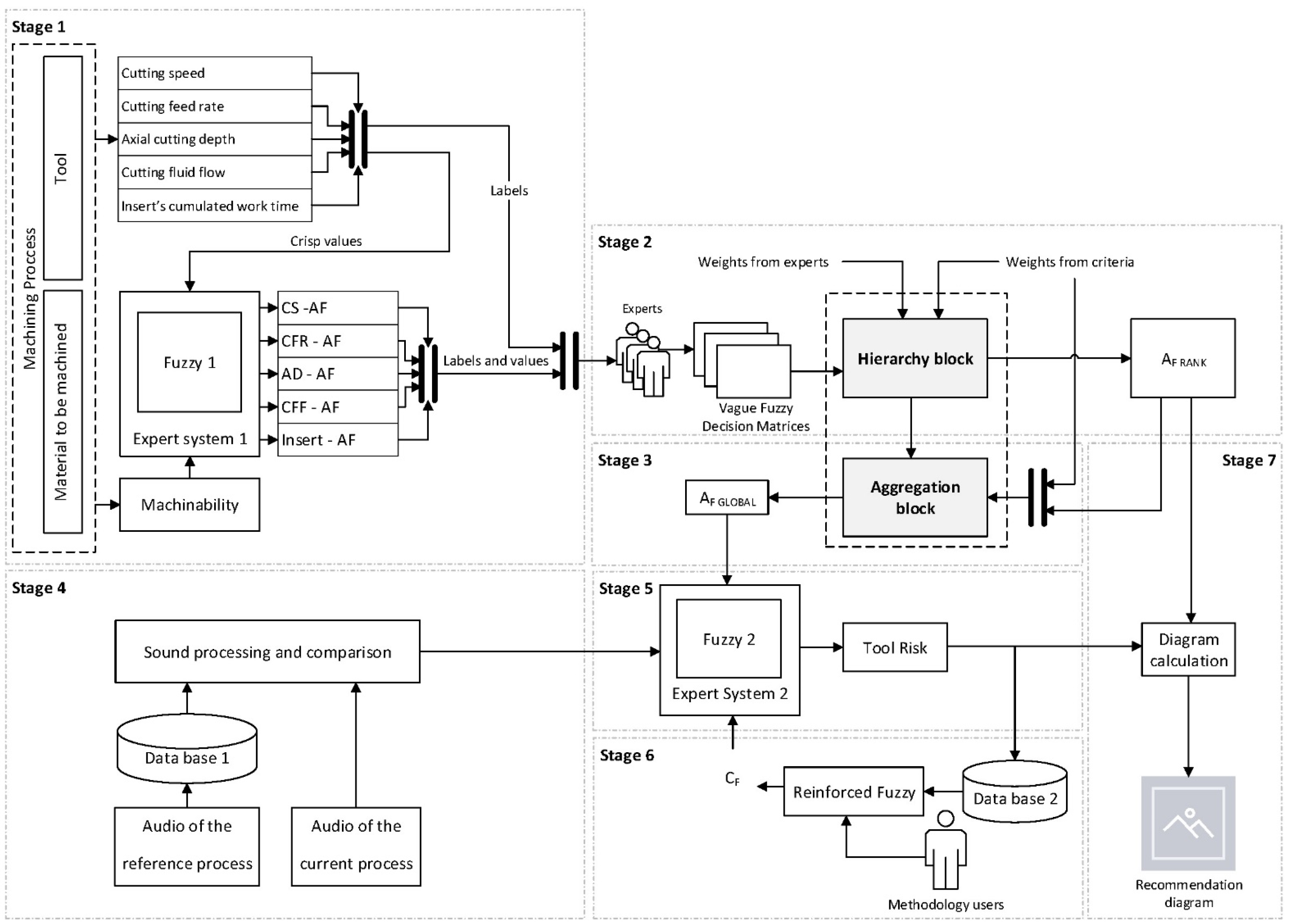
2.1. Definition of the Methodology
2.2. Implementation of the Methodology
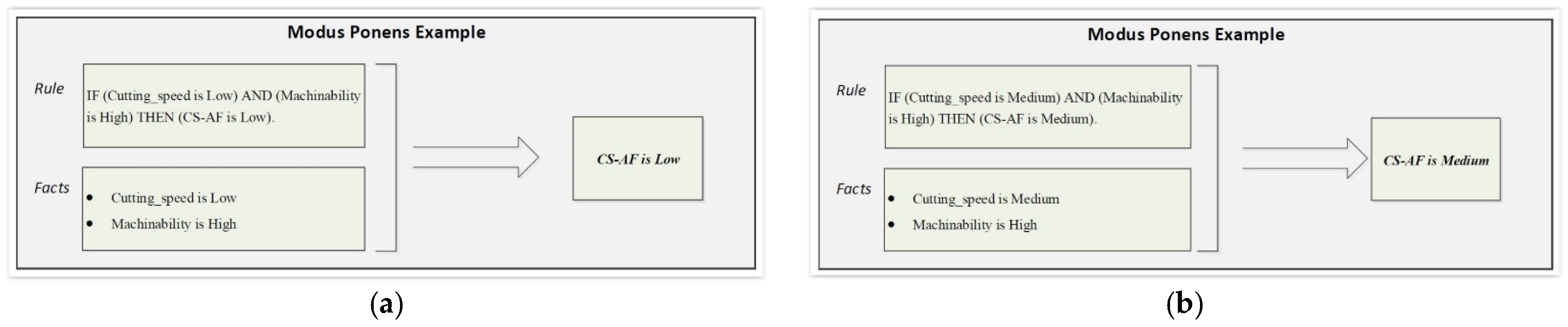
2.2.1. First Expert System
2.2.2. Hierarchization of the Aggressiveness Factors
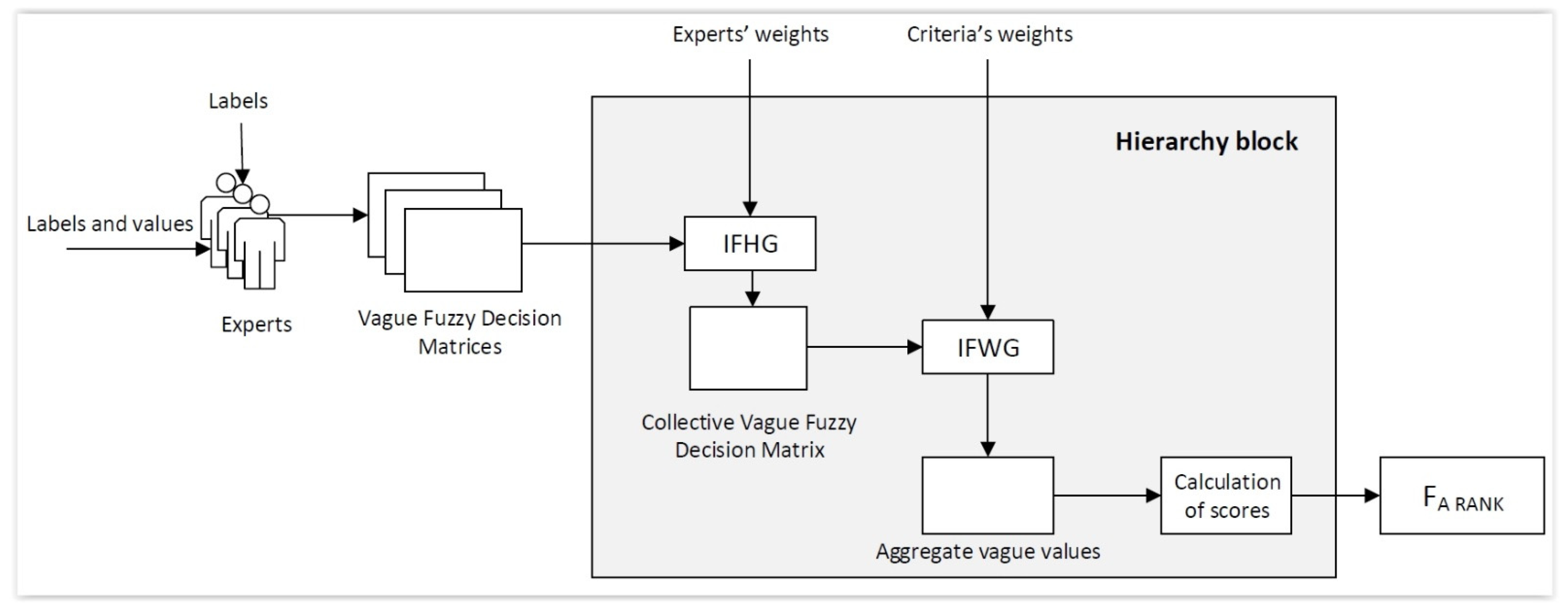
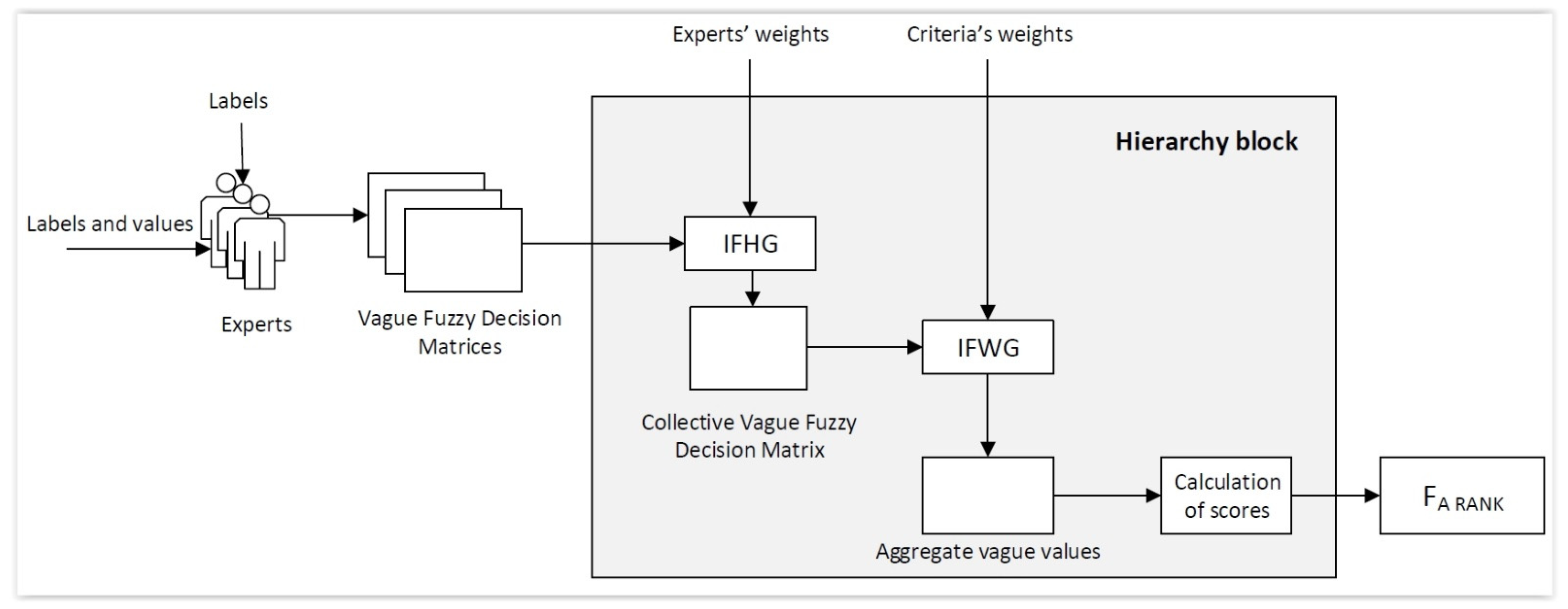
- First, a group of experts participates in the processes of the evaluation and hierarchization of a set of values, associated to the aggressiveness factors, taking into account a specific set of criteria. The results of such evaluations are expressed using vague fuzzy numbers [62] because of their capabilities, not just for modeling qualitative linguistic environments with higher accuracy, but also for extending uncertainty by controlling the determination of the membership functions. This allows for working on intervals in which it can be considered that the evaluations performed on the different values may have a membership degree that is independent of the function that links them to their respective criteria. Thus, for example, a certain value would not have a precise membership function that determines the degree to which it belongs, for instance, to the correct accomplishment of a criterion, but instead it would have an interval wherein such membership function could be contained. In the specific case of this work, the values to be hierarchized are the aggressiveness factors, while the associated criteria are the process variables. Furthermore, the vague number will describe the interval wherein the membership function that represents the membership of the aggressiveness factor in the risk associated with one of the input variables will lie. There will be, therefore, a vague number for each input value associated to each aggressiveness factor. In conclusion, these vague numbers will represent how close the corresponding aggressiveness factor is to belonging to a function that describes the risk associated with an input value. The evaluation results issued by each expert are stored in a matrix, named the Vague Fuzzy Decision Matrix, which may differ depending on the expert in charge of its elaboration.
- Afterwards, a set of weights associated with the experts and the criteria is defined, thus allowing us to prioritize those that show a higher importance level. For example, in the case of the experts, it allows us to distinguish those with more expertise, or in the case of the criteria, to identify those with a higher impact on the tool’s lifespan. For the determination of the experts’ weights, a sequential process will be followed. In this way, each expert will first perform a self-assessment, after which they will assess their colleagues, always using a 0–100 scoring scale. Once these assessments are obtained, the mean value of the scores for each expert will be calculated, thus determining their respective weights. In the case of the criteria’s weights, the different experts will assess their respective importance for and influence on the tool’s lifespan, determining the weight of each criterion using the median value, a metric that is more robust when faced with extreme values, because the determination of the influence of the dominant criteria can be equally valued, no matter who the expert is.
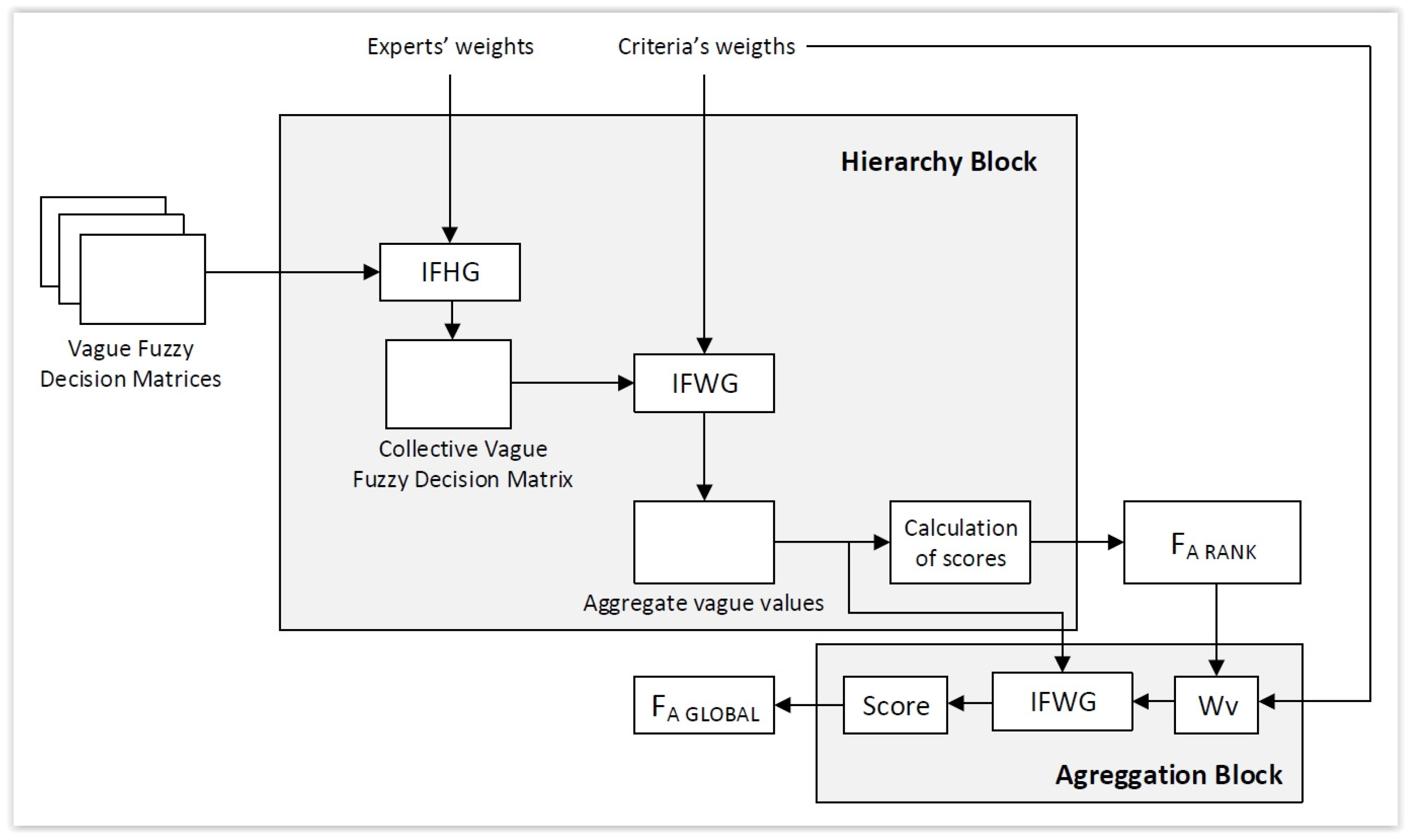
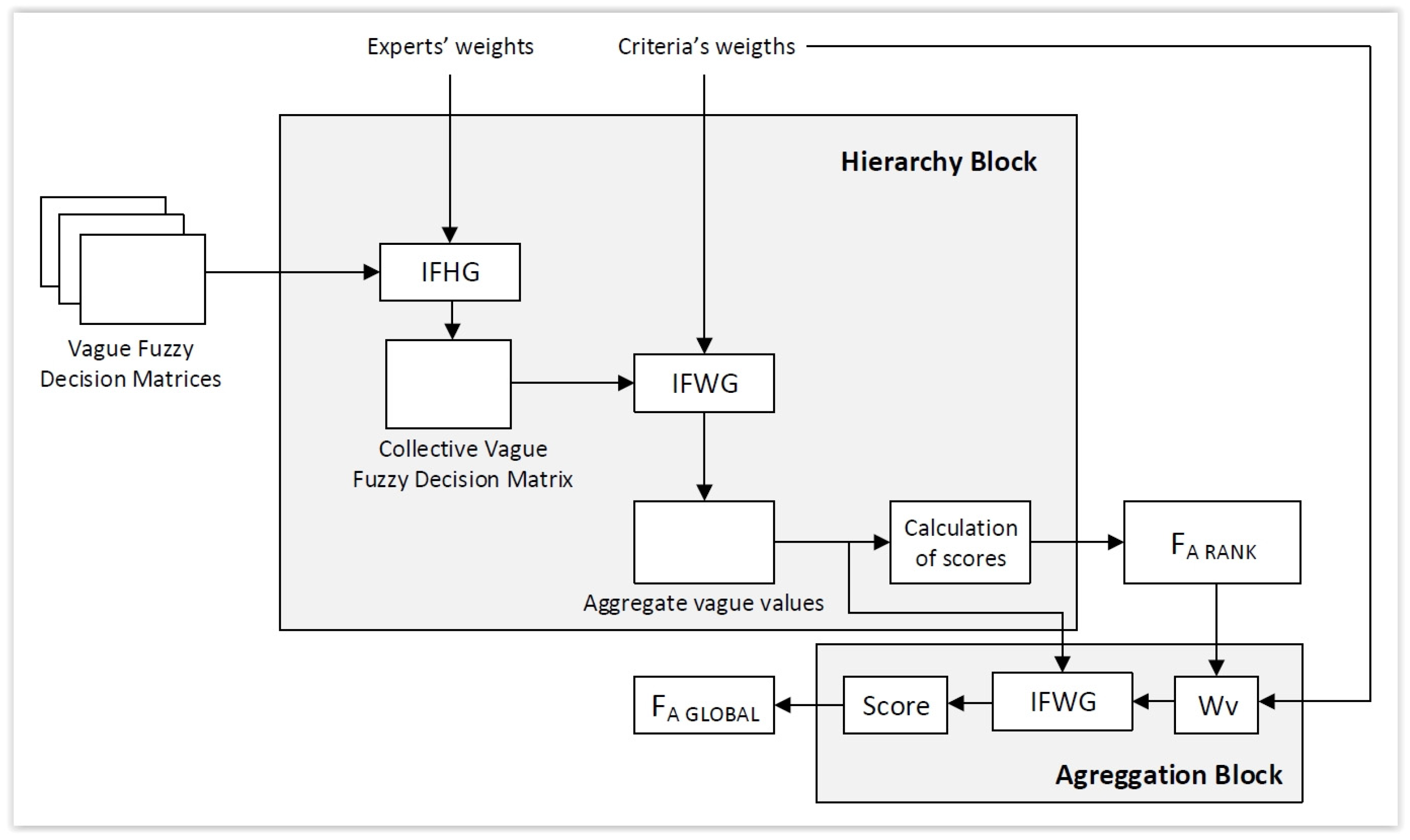
- Making use of a series of operators derived from the Intuitionistic Fuzzy Set concept [62,74], which are applicable to vague numbers as these are essentially intuitionistic fuzzy numbers [63], it is possible to perform an aggregation and a subsequent defuzzification of the vague numbers that compose the previously defined matrices (the Vague Fuzzy Decision Matrix). Such operators, among which the Intuitionistic Fuzzy Weighted Geometric (IFWG) operator, the Intuitionistic Fuzzy Ordered Weighted Geometric (IFOWG) operator, and the Intuitionistic Fuzzy Hybrid Geometric (IFHG) operator [67] are perhaps the most representative, allow us to group all the matrices into a new Collective Vague Fuzzy Decision Matrix, and after that, to generate the Aggregate Vague Values associated with each alternative. Using those values, it is possible to calculate a score for each aggressiveness factor, and thus to determine the hierarchization depending on the value of the weight obtained. The hierarchization will be performed by calculating the scores value of the aggregate vague numbers that represent each aggressiveness factor. These score values will lie within the [−1, 1] interval [75], with “1” indicating that the corresponding aggressiveness factor has to belong to the risk function of each of the input variables.
Implementation of the Hierarchization Process
2.2.3. Determination of the Global Aggressiveness Factor
2.2.4. Capture and Processing of the Machining Process Audio Signals
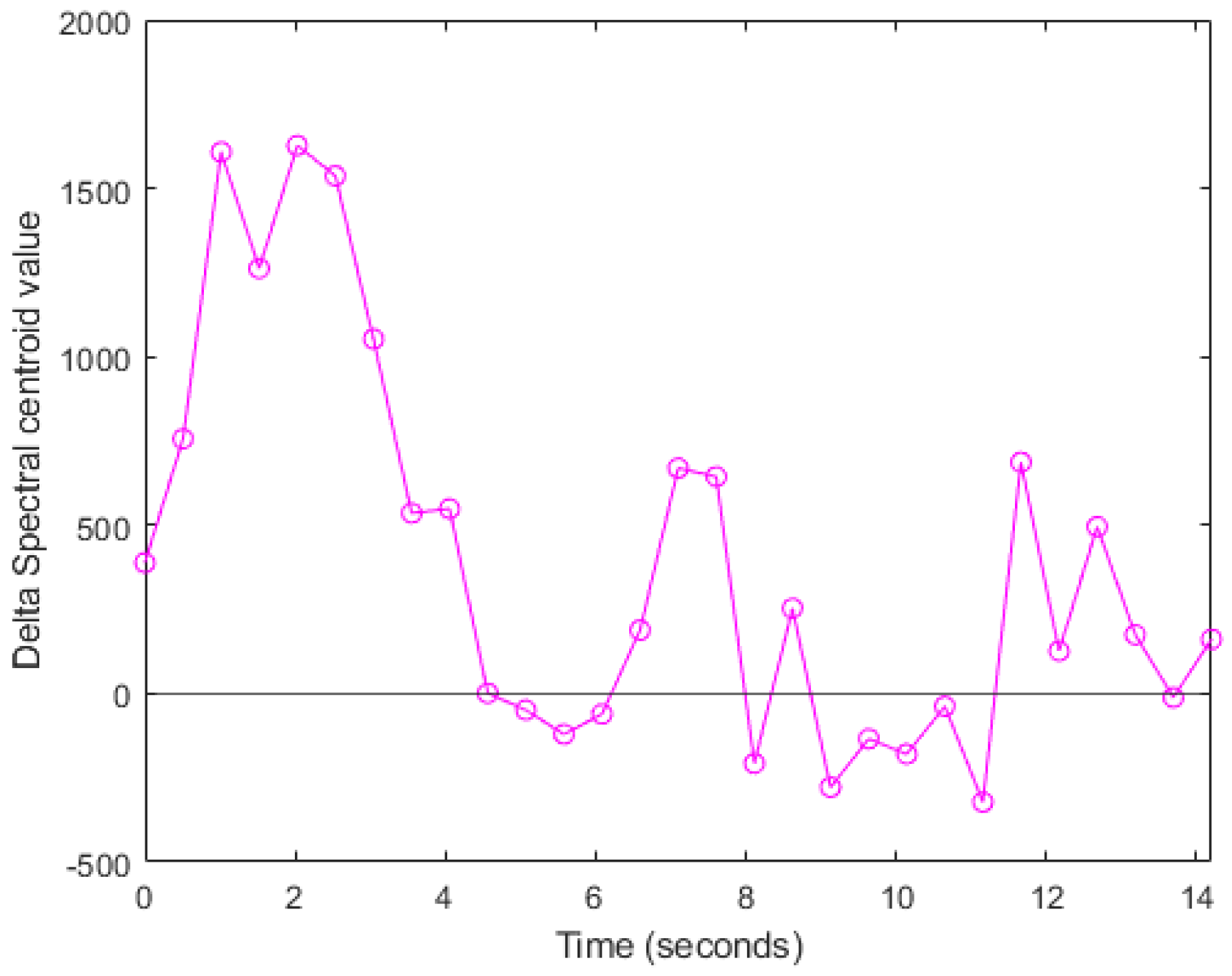
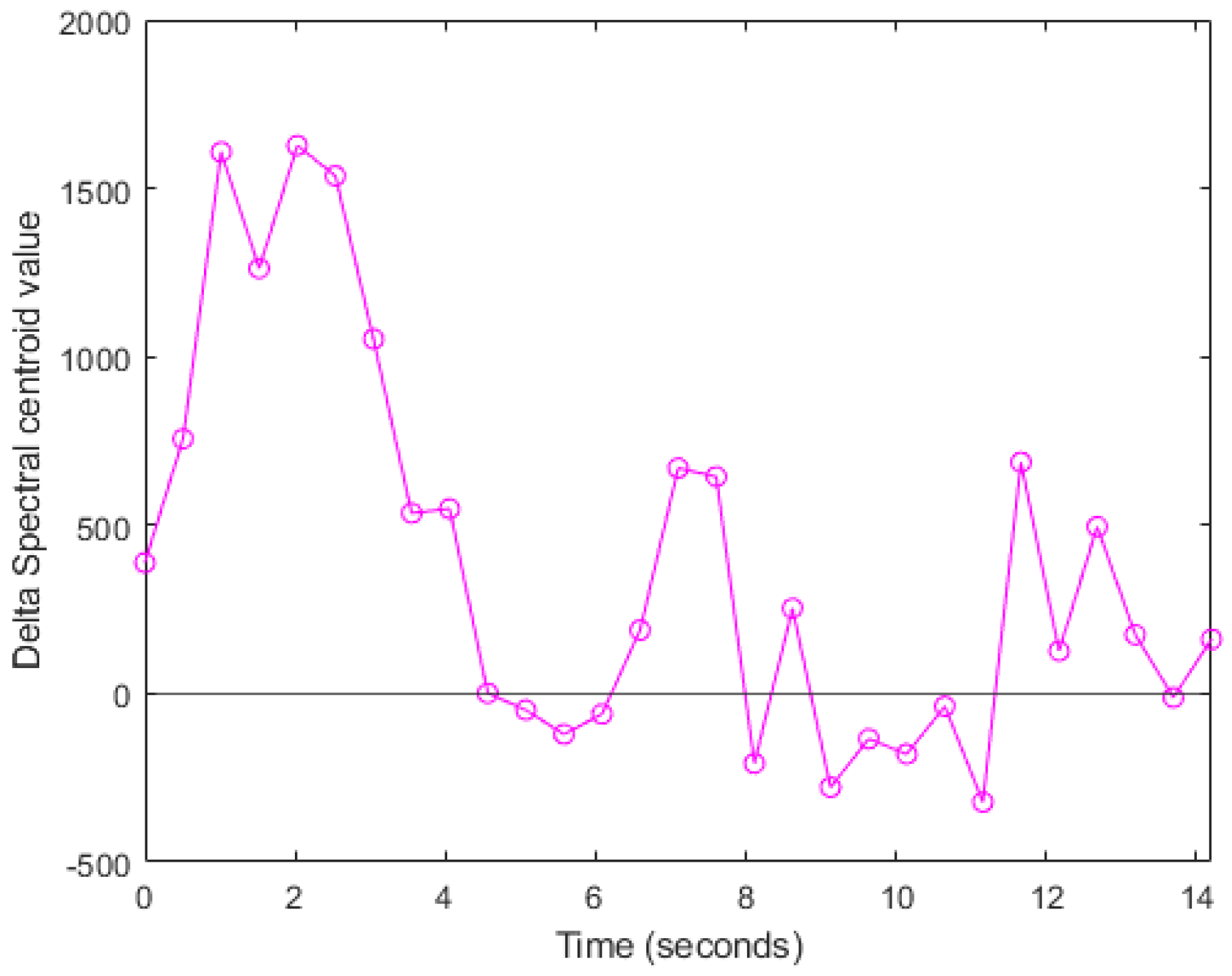
- Step 1—The centroids are calculated for the audio signal spectrum every 0.5 s, both for the current audio sample and for the reference sample stored in the database;
- Step 2—The difference function between the centroid functions associated with each audio sample is determined;
- Step 3—Once the centroid graphs for the spectra of both signal samples have been established, it is possible to calculate the difference between them, and later to determine the area associated with a given time interval;
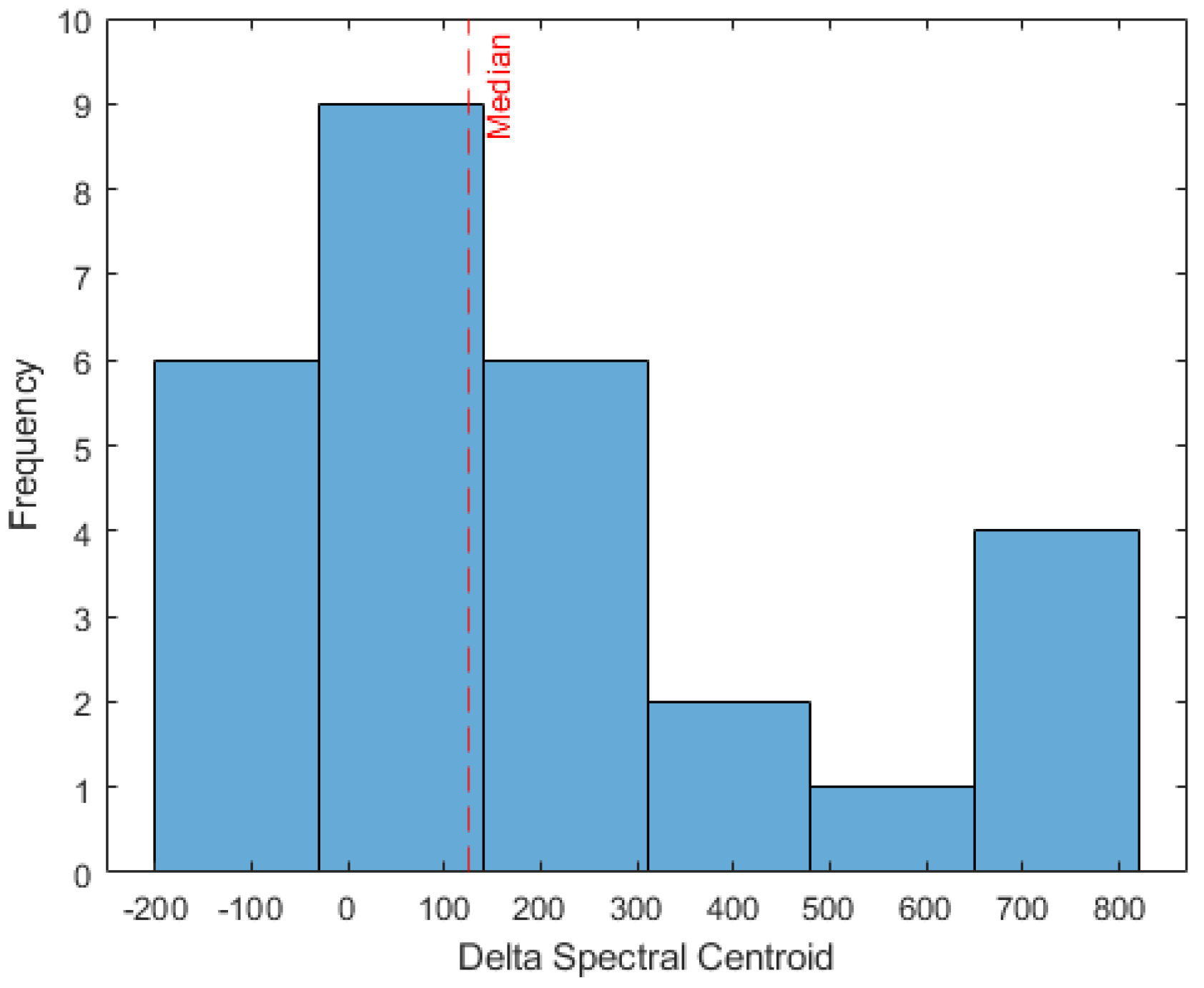
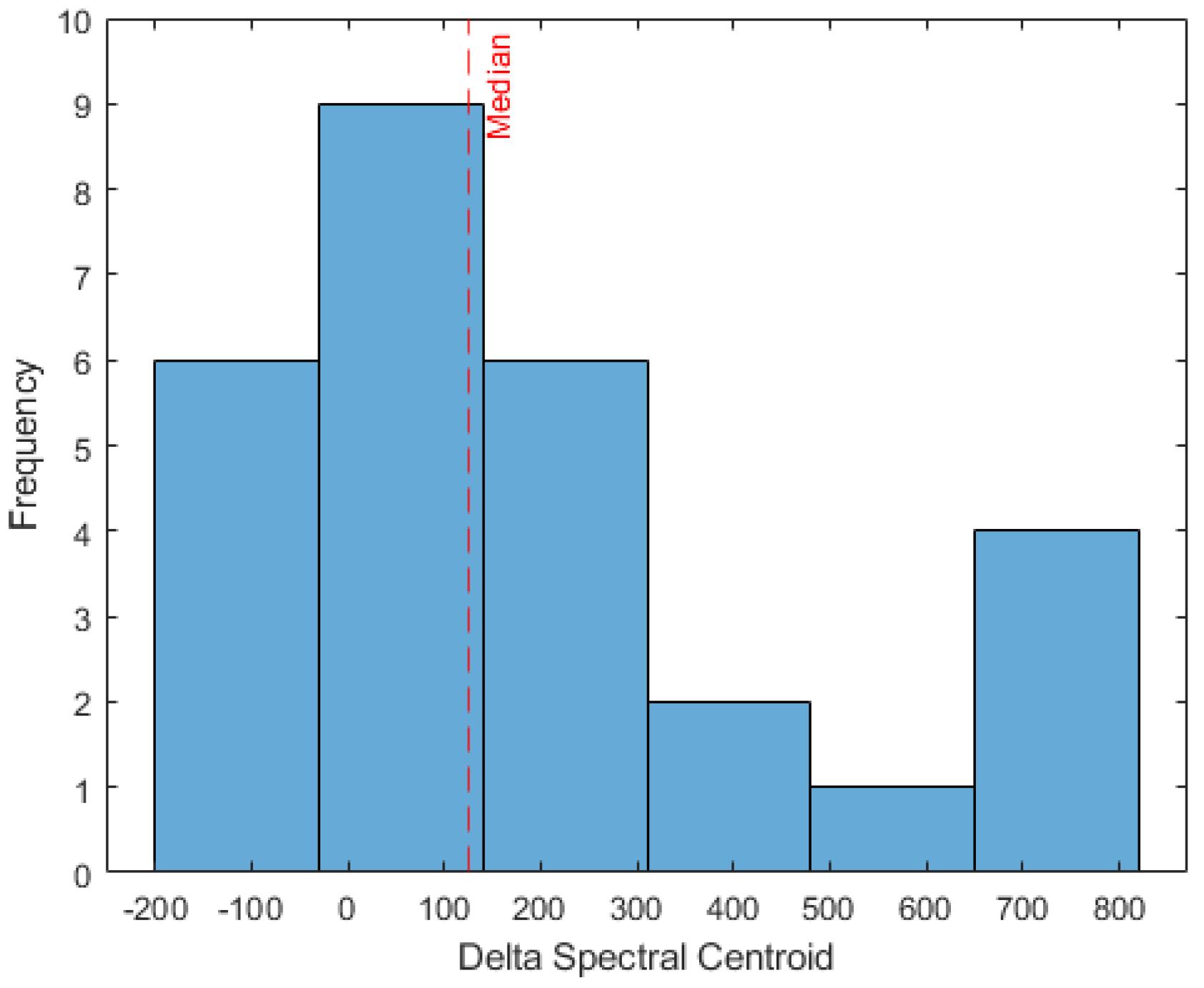
- Step 4—After that, the median value is calculated for the different areas obtained, and a value is determined that represents the distortion associated with the spectrum, taking into account that the ideal median value should be close to zero.
2.2.5. Second Expert System
2.2.6. Strategy for the Reinforcement of the Knowledge Base
2.2.7. Calculation of the Diagram and Interpretation of the Risk
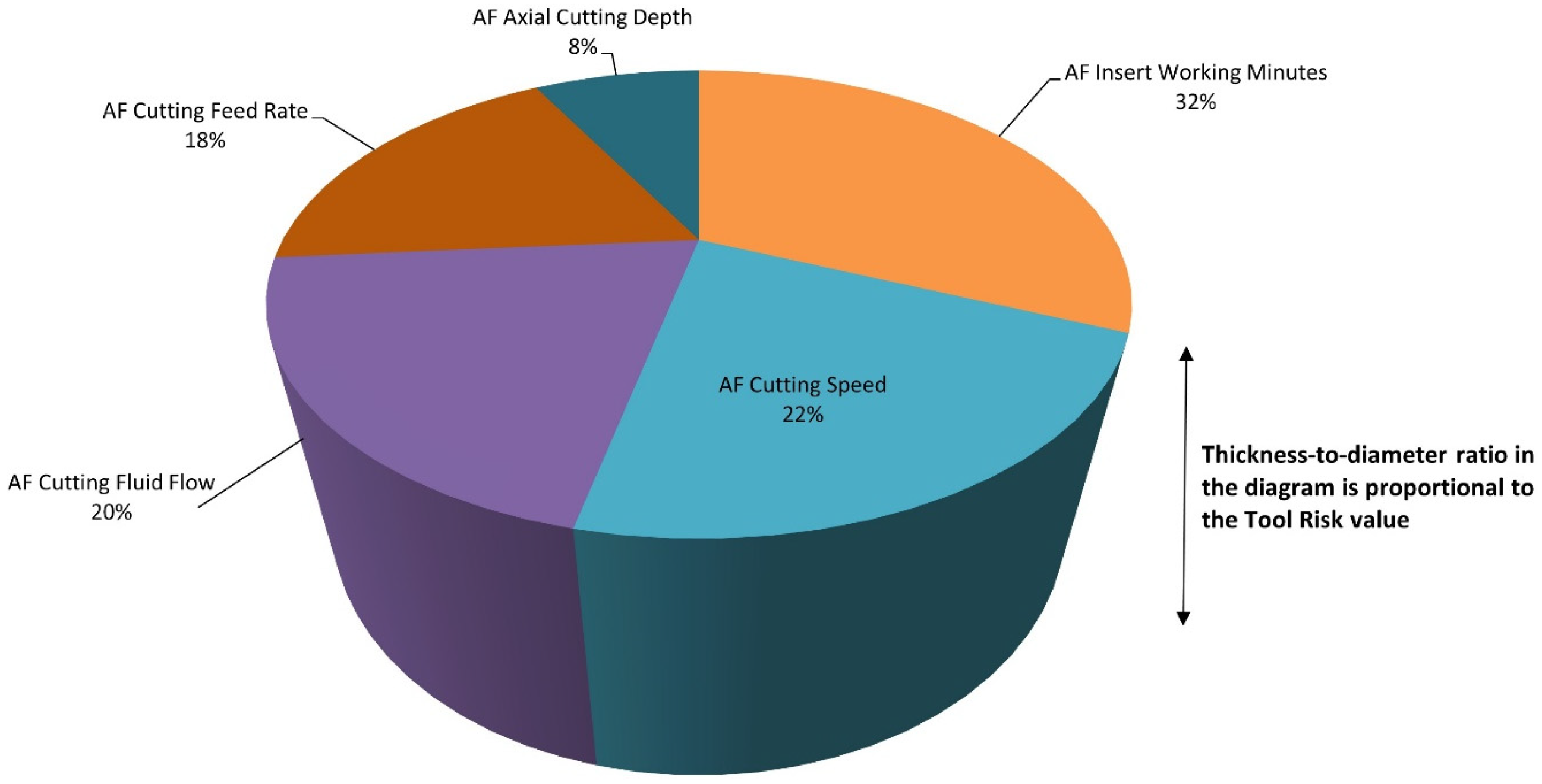
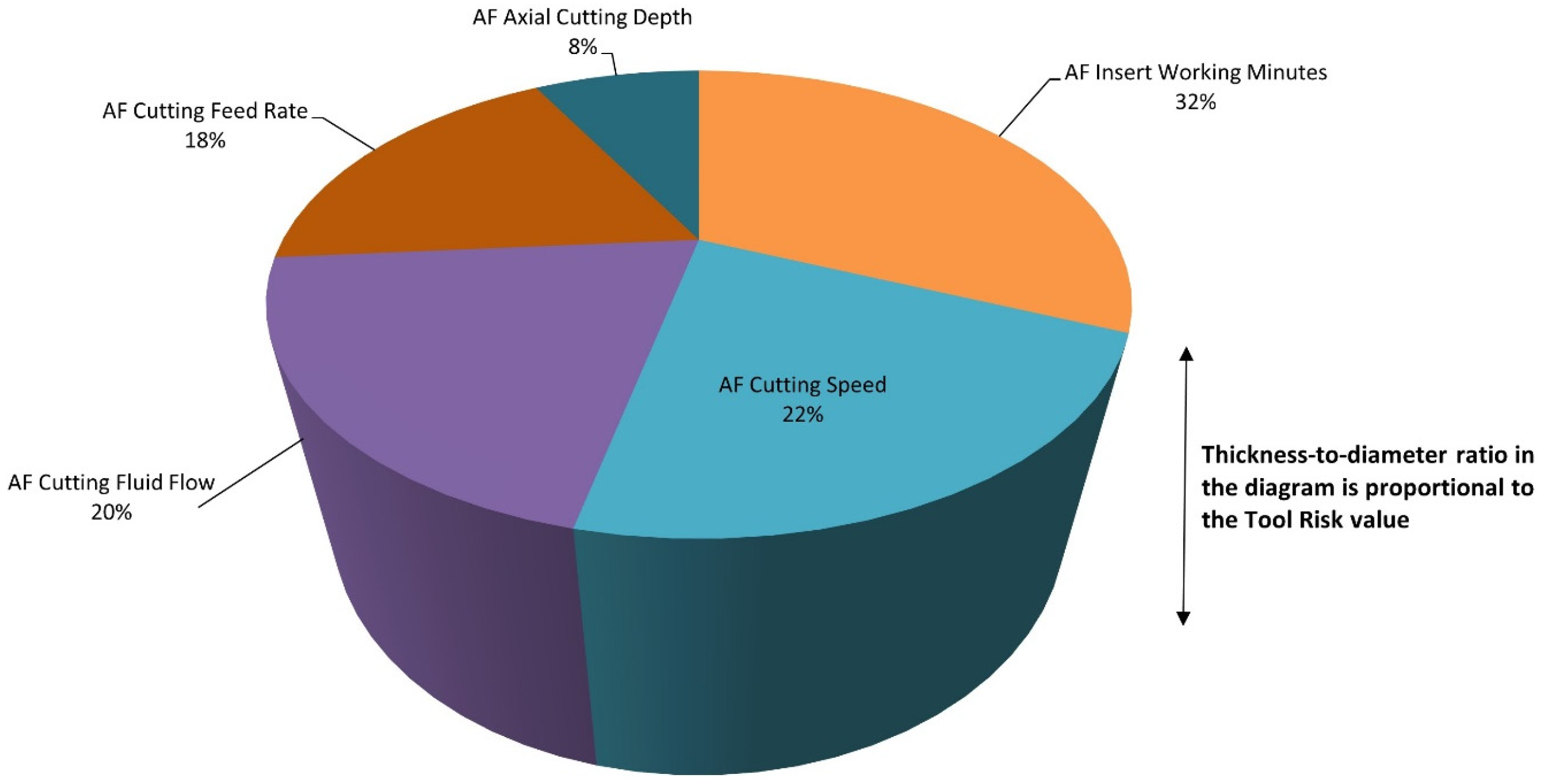
- For Tool Risk values lower than or equal to 60%, i.e., diagram thicknesses smaller than 60% of the diameter of its base, it will be understood that the work conditions do not involve relevant excesses in tool wear, and therefore there is little effect on the tool’s lifespan;
- For Tool Risk values in the 60–80% range of the diagram’s base diameter, it will be understood that the work conditions should be checked, as they might produce the early wear of the tool and a certain shortening of its lifespan;
- For Tool Risk values equal to or above 80%, it will be understood that the work conditions are inadequate, and must be changed at once.
3. Case Study
3.1. First Expert System
3.2. Hierarchization of the Aggressiveness Factors
3.2.1. Calculation of the Diagram and Interpretation of the Risk
3.2.2. Definition of the Weights of the Criteria and the Experts
3.2.3. Application of Operators
3.3. Determination of the Global Aggressiveness Factor
3.4. Capture and Processing of the Machining Audio Signals
3.5. Second Expert System
3.6. Strategy for the Reinforcement of the Knowledge Base
3.7. Calculation of the Diagram and Risk Interpretation
3.8. Validation
4. Discussion
- Expert systems: The use of expert systems, with respect to other prediction models used in artificial intelligence, such as machine learning or deep learning algorithms, and even classic statistical inference models, presents a differential advantage resulting from the use of symbolic reasoning for the creation of its knowledge base and its inference mechanism. In the face of normal computational reasoning, based on the identification of the statistical relevance of the collected data, and implemented by means of different algorithms such as random forest, Naïve Bayes, and different types of neural networks and evolutional programming approaches, symbolic reasoning possesses the ability to model knowledge based on symbols, such as in common language. On the other hand, the conceptualization of expert systems facilitates the diversification of the knowledge derived from information sources—in this case experts from the machining field—as well as generalizing its formalization [78], which allows and simplifies the appropriate use of machines by staff members possessing different skill and expertise levels in the field of study. This will result in a reduction in the machine’s dependence on its operator’s skills, and in the incorporation of external expertise and knowledge into the control of the machining process. Expert systems also help to reduce the uncertainty that is inherent to the machine condition assessment process itself, both the random or epistemic, and that associated to the vagueness that is present in human language [79]. It is of interest to mention that the inference engine used by the expert systems could be a different one, in this way making possible the incorporation of other engines or algorithms, which endows it with greater versatility and adaptability.
- Vague fuzzy sets: The use of multi-criteria models is common in decision-making stages, where a decision-maker must determine the ranking of a collection of alternatives according to some criteria in order to select the best option. As was already mentioned in the sub-section “1.3. Hierarchization processes”, new approaches have been developed in the last few decades incorporating new abilities that allow for solving some of the limitations that affect the “classic” models. In this work, a choice was made for the use of vague fuzzy sets to determine the hierarchization of the factors presenting a larger impact on the tool’s lifespan, which allows us to construct an error verification protocol that is specific to each machine. The use of this approach allows for not only limiting the random and epistemic [79,80] uncertainty in the scoring process, but also for controlling the hierarchization process itself [67]. Even if it is true that other multi-criteria methods exist that allow one to manage uncertainty in an implicit way, the choice of using vague fuzzy numbers is a novelty in the field of study.
Relevance to the Field of Study
5. Conclusions
- It allows one to evaluate the machine’s condition, addressing the different qualitative and qualitative factors that are associated with its usual operation and failure, this being of help to its operators, regardless of whether they are experts or not;
- It reduces the issues associated with a late/premature tool change, which might result in excessive costs to the company, as well as in other potential losses or damages;
- It establishes a standard tool condition evaluation process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AI | Artificial intelligence. |
| AF | Aggressiveness factor. |
| Specific Aggressiveness Factors | |
| AC-AF | Axial Cutting Depth Aggressiveness Factor. |
| CFR-AF | Cutting Feed Rate Aggressiveness Factor. |
| CFF-AF | Cutting Fluid Flow Aggressiveness Factor. |
| CS-AF | Cutting Speed Aggressiveness Factor. |
| Insert-AF | Insert’s Cumulated Work Time Aggressiveness Factor. |
| CNC | Computer Numerical Control. |
| IFHG | Intuitionistic Fuzzy Hybrid Geometric. |
| IFOWG | Intuitionistic Fuzzy Ordered Weighted Geometric. |
| IFWG | Intuitionistic Fuzzy Weighted Geometric. |
| OWG | Ordered Weighted Geometric. |
| WG | Weighted Geometric. |
References
- Saptaji, K.; Gebremariam, M.A.; Azhari, M.A.B.M. Machining of Biocompatible Materials: A Review. Int. J. Adv. Manuf. Technol. 2018, 97, 2255–2292. [Google Scholar] [CrossRef]
- Santos, M.C.; Machado, A.R.; Sales, W.F.; Barrozo, M.A.S.; Ezugwu, E.O. Machining of Aluminum Alloys: A Review. Int. J. Adv. Manuf. Technol. 2016, 86, 3067–3080. [Google Scholar] [CrossRef]
- Hovsepian, P.E.; Luo, Q.; Robinson, G.; Pittman, M.; Howarth, M.; Doerwald, D.; Tietema, R.; Sim, W.M.; Deeming, A.; Zeus, T. TiAlN/VN Superlattice Structured PVD Coatings: A New Alternative in Machining of Aluminium Alloys for Aerospace and Automotive Components. Surf. Coat. Technol. 2006, 201, 265–272. [Google Scholar] [CrossRef]
- Byrne, G.; Dornfeld, D.; Inasaki, I.; Ketteler, G.; König, W.; Teti, R. Tool Condition Monitoring (TCM)—The Status of Research and Industrial Application. CIRP Ann.—Manuf. Technol. 1995, 44, 541–567. [Google Scholar] [CrossRef]
- Ji, W.; Wang, L. Industrial Robotic Machining: A Review. Int. J. Adv. Manuf. Technol. 2019, 103, 1239–1255. [Google Scholar] [CrossRef] [Green Version]
- Zhou, C.; Guo, K.; Yang, B.; Wang, H.; Sun, J.; Lu, L. Singularity Analysis of Cutting Force and Vibration for Tool Condition Monitoring in Milling. IEEE Access 2019, 7, 134113–134124. [Google Scholar] [CrossRef]
- Kurada, S.; Bradley, C. A Review of Machine Vision Sensors for Tool Condition Monitoring. Comput. Ind. 1997, 34, 55–72. [Google Scholar] [CrossRef]
- Ambhore, N.; Kamble, D.; Chinchanikar, S.; Wayal, V. Tool Condition Monitoring System: A Review. Mater. Today Proc. 2015, 2, 3419–3428. [Google Scholar] [CrossRef]
- Rehorn, A.G.; Jiang, J.; Orban, P.E. State-of-the-Art Methods and Results in Tool Condition Monitoring: A Review. Int. J. Adv. Manuf. Technol. 2005, 26, 693–710. [Google Scholar] [CrossRef]
- Mohanraj, T.; Shankar, S.; Rajasekar, R.; Sakthivel, N.R.; Pramanik, A. Tool Condition Monitoring Techniques in Milling Process-a Review. J. Mater. Res. Technol. 2020, 9, 1032–1042. [Google Scholar] [CrossRef]
- Serin, G.; Sener, B.; Ozbayoglu, A.M.; Unver, H.O. Review of Tool Condition Monitoring in Machining and Opportunities for Deep Learning. Int. J. Adv. Manuf. Technol. 2020, 109, 953–974. [Google Scholar] [CrossRef]
- Ruitao, P.; Pang, H.; Jiang, H.; Hu, Y. Study of Tool Wear Monitoring Using Machine Vision. Autom. Control Comput. Sci. 2020, 54, 259–270. [Google Scholar] [CrossRef]
- Dou, J.; Xu, C.; Jiao, S.; Li, B.; Zhang, J.; Xu, X. An Unsupervised Online Monitoring Method for Tool Wear Using a Sparse Auto-Encoder. Int. J. Adv. Manuf. Technol. 2020, 106, 2493–2507. [Google Scholar] [CrossRef]
- Fong, K.M.; Wang, X.; Kamaruddin, S.; Ismadi, M.Z. Investigation on Universal Tool Wear Measurement Technique Using Image-Based Cross-Correlation Analysis. Meas. J. Int. Meas. Confed. 2021, 169, 108489. [Google Scholar] [CrossRef]
- Teti, R.; Jemielniak, K.; O’Donnell, G.; Dornfeld, D. Advanced Monitoring of Machining Operations. CIRP Ann.—Manuf. Technol. 2010, 59, 717–739. [Google Scholar] [CrossRef] [Green Version]
- Sick, B. On-Line and Indirect Tool Wear Monitoring in Turning with Artificial Neural Networks: A Review of More than a Decade of Research. Mech. Syst. Signal Process. 2002, 16, 487–546. [Google Scholar] [CrossRef]
- Shi, X.; Wang, R.; Chen, Q.; Shao, H. Cutting Sound Signal Processing for Tool Breakage Detection in Face Milling Based on Empirical Mode Decomposition and Independent Component Analysis. JVC/J. Vib. Control 2015, 21, 3348–3358. [Google Scholar] [CrossRef]
- Burstein, F.; Holsapple, C.W. Handbook on Decision Support Systems 1; Springer: Berlin, Germany, 2008. [Google Scholar]
- Burstein, F.; Holsapple, C.W. Handbook on Decision Support Systems 2; Springer: Berlin, Germany, 2008. [Google Scholar]
- Bonczek, R.H.; Holsapple, C.W.; Whinston, A.B.; Carter, H. Foundations of Decision Support Systems; Academic Press: New York, NY, USA, 1981. [Google Scholar]
- Hevner, A.R.; Chatterjee, S. Design Research in Information Systems: Theory and Practice; Springer: New York, NY, USA, 2010; ISBN 978-1-4419-6107-5. [Google Scholar]
- Lucas, P.J.F.; van der Gaag, L.C. Principles of Expert Systems; Addison-Wesley: Wokingham, UK, 1991; ISBN 0-201-41640-9. [Google Scholar]
- Krishnamoorthy, C.S.; Rajeev, S. Artificial Intelligence and Expert Systems for Engineers; CRC Press: Boca Raton, FL, USA, 1996. [Google Scholar]
- Liao, S.H. Expert System Methodologies and Applications-a Decade Review from 1995 to 2004. Expert Syst. Appl. 2005, 28, 93–103. [Google Scholar] [CrossRef]
- Sol, H.G.; Takkenberg, C.A.T.; de Vries Robbé, P.F. Expert Systems and Artificial Intelligence in Decision Support Systems. In Proceedings of the Second Mini Euroconference, Lunteren, The Netherlands, 17–20 November 1985. [Google Scholar]
- Kumar, Y.; Jain, Y. Research Aspects of Expert System. Int. J. Comput. Bus. Res. 2012, 1, 1–11. [Google Scholar]
- Myers, W. Introduction to Expert Systems. IEEE Expert 1986, 1, 100–109. [Google Scholar] [CrossRef]
- Buchanan, B.G. Expert Systems: Working Systems and the Research Literature. Expert Syst. 1986, 3, 32–50. [Google Scholar] [CrossRef]
- Todd, B.S. An Introduction to Expert Systems; Oxford University Computing Laboratory: Oxford, UK, 1992. [Google Scholar]
- Merritt, D. Building Expert Systems in Prolog; Springer: New York, NY, USA, 1989; ISBN 978-1-4613-8913-2. [Google Scholar]
- Comesaña-Campos, A.; Casal-Guisande, M.; Cerqueiro-Pequeño, J.; Bouza-Rodríguez, J.B. A Methodology Based on Expert Systems for the Early Detection and Prevention of Hypoxemic Clinical Cases. Int. J. Environ. Res. Public Health 2020, 17, 8644. [Google Scholar] [CrossRef]
- Casal-Guisande, M.; Comesaña-Campos, A.; Cerqueiro-Pequeño, J.; Bouza-Rodríguez, J.-B. Design and Development of a Methodology Based on Expert Systems, Applied to the Treatment of Pressure Ulcers. Diagnostics 2020, 10, 614. [Google Scholar] [CrossRef] [PubMed]
- Grosan, C.; Abraham, A. Rule-Based Expert Systems. Intell. Syst. Ref. Libr. 2011, 17, 149–185. [Google Scholar] [CrossRef]
- Berzal, F. Redes Neuronales & Deep Learning; Independently Published: Granada, Spain, 2018; ISBN 1731265387. [Google Scholar]
- Jackson, P. Introduction to Expert Systems; Addison-Wesley Publishing Co., Inc.: Wokingham, UK, 1986. [Google Scholar]
- Leondes, C.T. Expert Systems: The Technology of Knowledge Management and Decision Making for the 21st Century; Academic Press: San Diego, CA, USA, 2002; ISBN 978-0-12-443880-4. [Google Scholar]
- Hevner, A.R.; March, S.T.; Park, J.; Ram, S. Design Science in Information Systems Research. MIS Q. Manag. Inf. Syst. 2004, 28, 75–105. [Google Scholar] [CrossRef] [Green Version]
- Elangovan, M.; Ramachandran, K.I.; Sugumaran, V. Studies on Bayes Classifier for Condition Monitoring of Single Point Carbide Tipped Tool Based on Statistical and Histogram Features. Expert Syst. Appl. 2010, 37, 2059–2065. [Google Scholar] [CrossRef]
- Elangovan, M.; Devasenapati, S.B.; Sakthivel, N.R.; Ramachandran, K.I. Evaluation of Expert System for Condition Monitoring of a Single Point Cutting Tool Using Principle Component Analysis and Decision Tree Algorithm. Expert Syst. Appl. 2011, 38, 4450–4459. [Google Scholar] [CrossRef]
- Mesina, O.S.; Langari, R. A Neuro-Fuzzy System for Tool Condition Monitoring in Metal Cutting. J. Manuf. Sci. Eng. Trans. ASME 2001, 123, 312–318. [Google Scholar] [CrossRef]
- Saglam, H.; Unuvar, A. Tool Condition Monitoring in Milling Based on Cutting Forces by a Neural Network. Int. J. Prod. Res. 2003, 41, 1519–1532. [Google Scholar] [CrossRef]
- Li, S.; Elbestawi, M.A. Tool Condition Monitoring in Machining by Fuzzy Neural Networks. J. Dyn. Syst. Meas. Control Trans. ASME 1996, 118, 665–672. [Google Scholar] [CrossRef]
- Patange, A.D.; Jegadeeshwaran, R.; Dhobale, N.C. Milling Cutter Condition Monitoring Using Machine Learning Approach. IOP Conf. Ser. Mater. Sci. Eng. 2019, 624, 012030. [Google Scholar] [CrossRef]
- Zaloha, V.O.; Zinchenko, R.M.; Honshchyk, A.V. ANFIS Building Methodology for the Task of Cutting Tool Condition Diagnosis Using Matlab Software. Key Eng. Mater. 2014, 581, 466–471. [Google Scholar]
- Silva, R.G.; Reuben, R.L.; Baker, K.J.; Wilcox, S.J. Tool Wear Monitoring of Turning Operations by Neural Network and Expert System Classification of a Feature Set Generated from Multiple Sensors. Mech. Syst. Signal Process. 1998, 12, 319–332. [Google Scholar] [CrossRef]
- Aralikatti, S.S.; Ravikumar, K.N.; Kumar, H.; Shivananda Nayaka, H.; Sugumaran, V. Comparative Study on Tool Fault Diagnosis Methods Using Vibration Signals and Cutting Force Signals by Machine Learning Technique. SDHM Struct. Durab. Health Monit. 2020, 14, 127–145. [Google Scholar] [CrossRef]
- Zuperl, U.; Cus, F.; Balic, J. Intelligent Cutting Tool Condition Monitoring in Milling. J. Achiev. Mater. Manuf. Eng. 2011, 49, 477–486. [Google Scholar]
- Lin, X.; Zhou, B.; Zhu, L. Sequential Spindle Current-Based Tool Condition Monitoring with Support Vector Classifier for Milling Process. Int. J. Adv. Manuf. Technol. 2017, 92, 3319–3328. [Google Scholar] [CrossRef]
- Hwang, C.L.; Yoon, K. Multiple Attribute Decision Making: Methods and Applications A State-of-the-Art Survey; Springer: Berlin/Heidelberg, Germany, 1981; ISBN 9783642483189. [Google Scholar]
- Miller, G.A. The Magical Number Seven, plus or Minus Two: Some Limits on Our Capacity for Processing Information. Psychol. Rev. 1956, 63, 81–97. [Google Scholar] [CrossRef] [Green Version]
- Pugh, S. Concept Selection—A Method That Works. In Proceedings of the International Conference on Engineering Design, Heurista, Zürich, Rome, Italy, 9–13 August 1981; pp. 497–506. [Google Scholar]
- Pugh, S. Total Design: Integrated Methods for Successful Product Engineering; Addison-Wesley: Wokingham, England, 1991. [Google Scholar]
- Saaty, T.L. How to Make a Decision: The Analytic Hierarchy Process. Eur. J. Oper. Res. 1990, 48, 9–26. [Google Scholar] [CrossRef]
- Marsh, E.; Slocum, A.H.; Otto, K.N. Hierarchical Decision Making in Machine Design; Technical Report; MIT Precision Engineering Research Center: Cambridge, MA, USA, 1993. [Google Scholar]
- Behzadian, M.; Khanmohammadi Otaghsara, S.; Yazdani, M.; Ignatius, J. A State-of the-Art Survey of TOPSIS Applications. Expert Syst. Appl. 2012, 39, 13051–13069. [Google Scholar] [CrossRef]
- Opricovic, S.; Tzeng, G.H. Compromise Solution by MCDM Methods: A Comparative Analysis of VIKOR and TOPSIS. Eur. J. Oper. Res. 2004, 156, 445–455. [Google Scholar] [CrossRef]
- Brans, J.P.; Vincke, P.; Mareschal, B. How to Select and How to Rank Projects: The Promethee Method. Eur. J. Oper. Res. 1986, 24, 228–238. [Google Scholar] [CrossRef]
- Behzadian, M.; Kazemzadeh, R.B.; Albadvi, A.; Aghdasi, M. PROMETHEE: A Comprehensive Literature Review on Methodologies and Applications. Eur. J. Oper. Res. 2010, 200, 198–215. [Google Scholar] [CrossRef]
- Dyer, J.S. Maut—Multiattribute Utility Theory. In Multiple Criteria Decision Analysis: State of the Art Surveys; Springer: New York, NY, USA, 2005; Volume 78, pp. 265–295. ISBN 978-0-387-23067-2. [Google Scholar]
- Zadeh, L.A. Fuzzy Sets. Inf. Control 1965, 8, 338–353. [Google Scholar] [CrossRef] [Green Version]
- Bellman, R.E.; Zadeh, L.A. Decision-Making in a Fuzzy Environment. Manag. Sci. 1970, 17, B-141–B-164. [Google Scholar] [CrossRef]
- Gau, W.L.; Buehrer, D.J. Vague Sets. IEEE Trans. Syst. Man Cybern. 1993, 23, 610–614. [Google Scholar] [CrossRef]
- Bustince, H.; Burillo, P. Vague Sets Are Intuitionistic Fuzzy Sets. Fuzzy Sets Syst. 1996, 79, 403–405. [Google Scholar] [CrossRef]
- Xu, Z. Multi-Person Multi-Attribute Decision Making Models under Intuitionistic Fuzzy Environment. Fuzzy Optim. Decis. Mak. 2007, 6, 221–236. [Google Scholar] [CrossRef]
- Atanassov, K. Intuitionistic Fuzzy Sets. In Proceedings of the VII ITKR’s Session, Sofia, Bulgaria, 7–9 June 1983. [Google Scholar]
- Atanassov, K.T. Intuitionistic Fuzzy Sets. Fuzzy Sets Syst. 1986, 20, 87–96. [Google Scholar] [CrossRef]
- Xu, Z.; Yager, R.R. Some Geometric Aggregation Operators Based on Intuitionistic Fuzzy Sets. Int. J. Gen. Syst. 2006, 35, 417–433. [Google Scholar] [CrossRef]
- Xu, Z. An Overview of Methods for Determining OWA Weights. Int. J. Intell. Syst. 2005, 20, 843–865. [Google Scholar] [CrossRef]
- Mamdani, E.H.; Assilian, S. An Experiment in Linguistic Synthesis with a Fuzzy Logic Controller. Int. J. Man-Mach. Stud. 1975, 7, 1–13. [Google Scholar] [CrossRef]
- Mamdani, E.H. Advances in the Linguistic Synthesis of Fuzzy Controllers. Int. J. Man-Mach. Stud. 1976, 8, 669–678. [Google Scholar] [CrossRef]
- Mamdani, E.H. Application of Fuzzy Logic to Approximate Reasoning Using Linguistic Synthesis. IEEE Trans. Comput. 1977, C–26, 1182–1191. [Google Scholar] [CrossRef]
- Ross, T.J. Fuzzy Logic with Engineering Applications, 3rd ed.; John Wiley & Sons, Ltd.: Chichester, UK, 2010; ISBN 9781119994374. [Google Scholar]
- GRANTA EduPack, Formerly CES EduPack: Materials Education Support | Ansys. Available online: https://www.ansys.com/products/materials/granta-edupack (accessed on 29 December 2020).
- Atanassov, K.T. Intuitionistic Fuzzy Sets; Physica-Verlag Heidelberg: Heidelberg, Germany, 1999; ISBN 978-3-7908-2463-6. [Google Scholar]
- Chen, S.M.; Tan, J.M. Handling Multicriteria Fuzzy Decision-Making Problems Based on Vague Set Theory. Fuzzy Sets Syst. 1994, 67, 163–172. [Google Scholar] [CrossRef]
- Chai, T.; Draxler, R.R. Root Mean Square Error (RMSE) or Mean Absolute Error (MAE)?-Arguments against Avoiding RMSE in the Literature. Geosci. Model Dev. 2014, 7, 1247–1250. [Google Scholar] [CrossRef] [Green Version]
- Dubovikov, K. Managing Data Science; Packt Publishing Ltd.: Birmingham, UK, 2019; ISBN 978-1-83882-632-1. [Google Scholar]
- Pfeifer, R.; Lüthi, H.-J. Decision Support Systems and Expert Systems: A Complementary Relationship? In Expert Systems and Artificial Intelligence in Decision Support Systems; Springer: Dordrecht, The Netherlands, 1987; pp. 41–51. [Google Scholar]
- Thunnissen, D.P. Propagating and Mitigating Uncertainty in the Design of Complex Multidisciplinary Systems; California Institute of Technology: Pasadena, CA, USA, 2005. [Google Scholar]
- Herrmann, J.W. Engineering Decision Making and Risk Management; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015; ISBN 978-1-118-91933-0. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machining Process |
|---|
|
| Aggressiveness Factors Associated to the Machining Parameters | |||
|---|---|---|---|
| Input Data—Antecedents | Output Data—Consequents | ||
| Factors | Range | Factors | Range |
| Cutting speed (CS) | 0–1000 m/min | CS-AF | 0–10 |
| Cutting feed rate (CFR) | 0–1 mm/turn | CFR-AF | |
| Axial cutting depth (AD) | 0–10 mm | AD-AF | |
| Cutting fluid flow (CFF) | 0–100% | CFF-AF | |
| Insert’s cumulated work time (insert) | 0–100 min | Insert-AF | |
| Machinability of the material | 0–5 | * AF (aggressiveness factor) * The denomination of the output data indicator consists of two parts. The term on the left of the dash refers to the input variable, while the term on the right of the dash, AF, refers to the aggressiveness factor. For example, CS-AF refers to the cutting speed aggressiveness factor. | |
| Membership functions of the antecedents | Membership functions of the consequents | ||
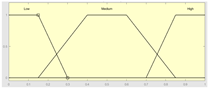
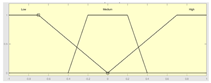
| Cutting speed (CS) | 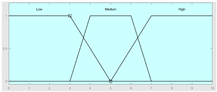 * In the initial configuration of the inference system, the membership functions of the consequents, that is, of the particular aggressiveness factors for each parameter, are the same, thus only a graph is shown. | ||
 | |||
| Cutting feed rate (CFR) | |||
 | |||
| Axial cutting depth (AD) | Initial configuration | ||
 |
| ||
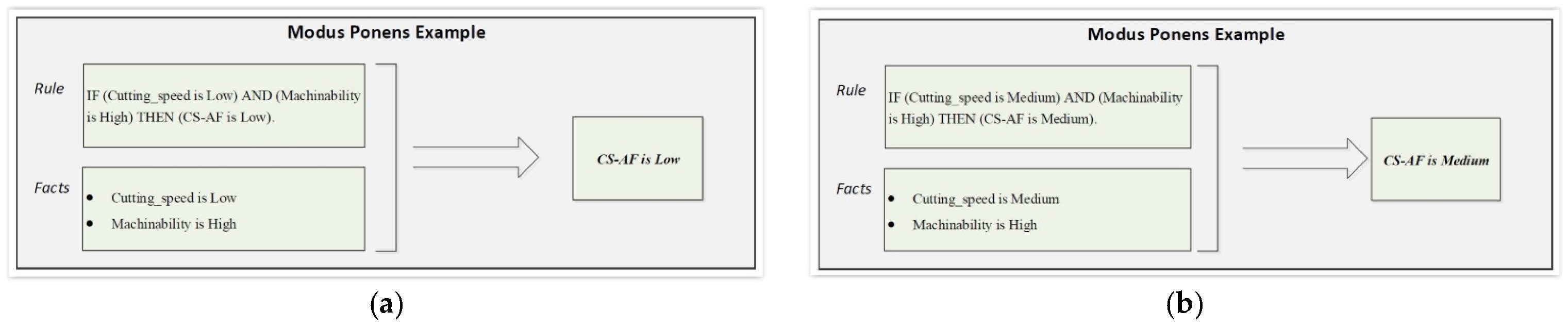
| Cutting fluid flow (CFF) | Subset of the 45 fuzzy rules
| ||
 | |||
| Insert’s cumulated work time (insert) | |||
 | |||
| Machinability of the material | |||
 | |||
| Intuitionistic Fuzzy Set | Vague Fuzzy Set |
|---|---|
| Aggressiveness Factors Associated with the Machining Parameters | |||
|---|---|---|---|
| Input Data—Antecedents | Output Data—Consequents | ||
| Factors | Range | Factors | Range |
| Global aggressiveness factor (AF Global) | −1 through 1 | Tool risk | 0–100 |
| Sound processing and comparison output (Delta_area_centroid) | 0 5000 | ||
| Membership functions of the antecedents | Membership functions of the consequent | ||
| Global aggressiveness factor (AF Global) |  | ||
 | |||
| Sound processing and comparison output (Delta_area_centroid) | Initial configuration | ||
 |
| ||
Subset of the 9 fuzzy rules
| |||
| Machining Process | |
|---|---|
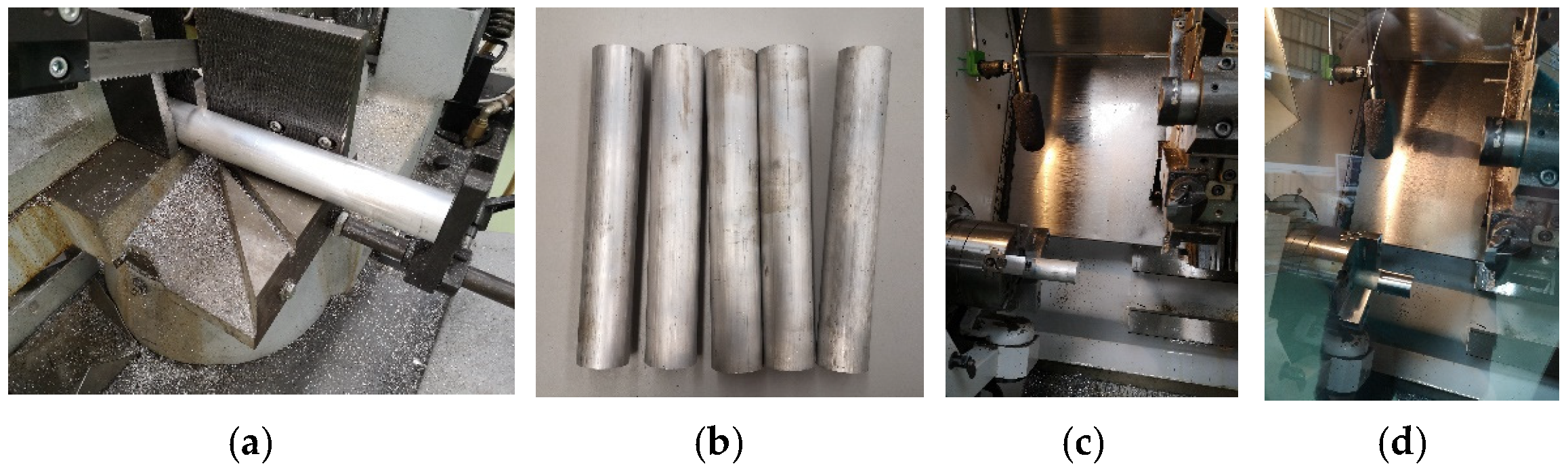
| Process | Lathe machining |
| Tool | |
| Designation | DNMG 15 06 08-MR 2025 |
| Insert thickness | 6.35 mm |
| Cumulated work time of the old insert | 30 min |
| Cumulated work time of the new insert | 0 min |
| General Variables of the Machining Process | |
| Cutting speed | 150 m/min |
| Cutting feed rate | 0.2 mm/turn |
| Axial cutting depth | 1 mm |
| Cutting fluid flow | 0% |
| Insert’s cumulated work time | 30 min |
| Material to be machined | |
| Material | Aluminium |
| Machinability | 4.5 |
| Cutting Speed Aggressiveness Factor | Cutting Feed Rate Aggressiveness Factor | Axial Cutting Depth Aggressiveness Factor | Cutting Fluid Flow Aggressiveness Factor | Insert’s Cumulated Work Time Aggressiveness Factor |
|---|---|---|---|---|
| 2.3733 | 2.1582 | 2.1582 | 5 | 5 |
| E1 | A1 | A2 | A3 | A4 | A5 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| C1 | 1 | 1 | 0.5 | 0.9 | 0.5 | 0.8 | 0.6 | 0.8 | 0.8 | 1 |
| C2 | 0.6 | 0.9 | 1 | 1 | 0.6 | 0.9 | 0.5 | 0.7 | 0.8 | 1 |
| C3 | 0.5 | 0.8 | 0.4 | 0.7 | 1 | 1 | 0.7 | 0.8 | 0.8 | 1 |
| C4 | 0.7 | 1 | 0.6 | 0.9 | 0.2 | 0.3 | 1 | 1 | 0.8 | 1 |
| C5 | 0.8 | 0.9 | 0.6 | 0.8 | 0.6 | 0.7 | 0.6 | 0.9 | 1 | 1 |
| E2 | A1 | A2 | A3 | A4 | A5 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| C1 | 0.9 | 1 | 0.8 | 0.9 | 0.6 | 0.7 | 0.5 | 0.9 | 0.6 | 0.9 |
| C2 | 0.4 | 0.8 | 0.8 | 1 | 0.7 | 1 | 0.4 | 0.6 | 0.4 | 0.8 |
| C3 | 0.6 | 0.7 | 0.5 | 0.9 | 0.9 | 1 | 0.8 | 1 | 0.7 | 0.9 |
| C4 | 0.7 | 0.9 | 0.7 | 0.9 | 0.3 | 0.5 | 0.7 | 0.9 | 0.6 | 0.9 |
| C5 | 0.5 | 0.7 | 0.7 | 1 | 0.4 | 0.9 | 0.4 | 1 | 0.9 | 1 |
| A1 | A2 | A3 | A4 | A5 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C1 | 0.979 | 1.000 | 0.549 | 0.900 | 0.519 | 0.779 | 0.579 | 0.819 | 0.755 | 0.979 |
| C2 | 0.553 | 0.879 | 0.956 | 1.000 | 0.619 | 0.919 | 0.478 | 0.679 | 0.696 | 0.956 |
| C3 | 0.519 | 0.779 | 0.418 | 0.736 | 0.979 | 1.000 | 0.719 | 0.837 | 0.779 | 0.979 |
| C4 | 0.700 | 0.979 | 0.619 | 0.900 | 0.217 | 0.332 | 0.931 | 0.979 | 0.755 | 0.979 |
| C5 | 0.728 | 0.856 | 0.619 | 0.837 | 0.553 | 0.736 | 0.553 | 0.919 | 0.979 | 1.000 |
| A1 | 0.68 | 0.89 |
| A2 | 0.60 | 0.86 |
| A3 | 0.52 | 0.70 |
| A4 | 0.64 | 0.86 |
| A5 | 0.81 | 0.98 |
| Rank | |
|---|---|
| A5 | 0.793 |
| A1 | 0.564 |
| A4 | 0.495 |
| A2 | 0.459 |
| A3 | 0.214 |
| Aggressiveness Factors | ||||||
|---|---|---|---|---|---|---|
| Experts | Cutting Speed | Cutting Feed Rate | Axial Cutting Depth | Cutting Fluid Flow | Insert’s Cumulated Work Time | Total |
| Expert A | 25% | 5% | 5% | 25% | 40% | 100% |
| Expert B | 20% | 15% | 10% | 20% | 35% | 100% |
| Expert C | 20% | 10% | 10% | 30% | 30% | 100% |
| Expert D | 20% | 15% | 15% | 40% | 10% | 100% |
| Expert E | 30% | 25% | 5% | 20% | 20% | 100% |
| Methodology | 22% | 18% | 8% | 20% | 32% | 100% |
| Experts | RMSE | RMSE Mean Value |
|---|---|---|
| Expert A | 7% | 7.2% |
| Expert B | 2% | |
| Expert C | 6% | |
| Expert D | 14% | |
| Expert E | 7% |
| Method/System | Efficiency | Scalability | Inference | Learning | Adaptability |
|---|---|---|---|---|---|
| Elangovan et al. [39] | The proposed system is based in the use of a decision trees classifier. It does not manage uncertainty. | The system is not scalable. | It uses statistical inference instead of symbolic reasoning. | The system incorporates knowledge in a way that is subsidiary to its classification process. | The system could not be easily used for monitoring other machine types, as it would require generating a preliminary dataset. |
| - | - | - | - | - | |
| Mesina and Langari [40] | The authors use a neuro-fuzzy system, which does manage uncertainty. | The system is not scalable. | It uses statistical inference and symbolic reasoning. | The system incorporates knowledge by means of a training process. | The system could not be easily used for monitoring other machine types, as it would require generating a training dataset. |
| = | - | = | - | - | |
| Saglam and Unuvar [41] | The proposed system is based in the use of a neural network, which implicitly manages uncertainty in a probabilistic way. | The system is not scalable. | The system uses statistical inference instead of symbolic reasoning. | The system incorporates new knowledge in the process of training the architecture. | The system could not be easily used for monitoring other machine types, as it would require a training dataset. |
| = | - | - | - | - | |
| Patange et al. [43] | The proposed system is based in the use of decision trees and random forest, which do not manage uncertainty. | The system is not scalable. | It uses statistical inference instead of symbolic reasoning. | The system incorporates knowledge in a subsidiary way to its classification process. | The system could not be easily used for monitoring other machine types. It would require a training dataset. |
| - | - | - | - | - | |
| Aralikatti et al. [46] | The proposed system is based in the use of machine learning techniques, including the use of the Naïve Bayes classifier. A probabilistic approach is applied to uncertainty control. | The system is not scalable. | The proposed system uses statistical inference instead of symbolic reasoning. | The system incorporates knowledge in a subsidiary way to its classification process. | The system could not be easily used for monitoring other machine types. It requires a training dataset. |
| = | - | - | - | - | |
| Lin et al. [48] | The proposed system is based on a least squares support vector machine (LS-SVM) classifier. It does not manage uncertainty in the starting data. | The system is not scalable. | The proposed system uses statistical inference instead of symbolic reasoning. | The system incorporates knowledge in a way that is subsidiary to its classification process. | The system could not be easily used for monitoring other machine types. It would require a training dataset. |
| - | - | - | - | - | |
| Proposed system | The proposed system manages uncertainty by means of the use of non-probabilistic approaches. | The proposed system is scalable. It is possible to modify the calculation and inference modules. | The proposed system uses deductive symbolic reasoning. | The system has the capability of modeling and incorporating new knowledge. Additionally, it is provided with a reinforcement module, by means of which it is possible to correct its behavior as the system is being used. | The system could easily be adapted to the monitoring of other machine types. It does not require a training process. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Casal-Guisande, M.; Comesaña-Campos, A.; Pereira, A.; Bouza-Rodríguez, J.-B.; Cerqueiro-Pequeño, J. A Decision-Making Methodology Based on Expert Systems Applied to Machining Tools Condition Monitoring. Mathematics 2022, 10, 520. https://doi.org/10.3390/math10030520
Casal-Guisande M, Comesaña-Campos A, Pereira A, Bouza-Rodríguez J-B, Cerqueiro-Pequeño J. A Decision-Making Methodology Based on Expert Systems Applied to Machining Tools Condition Monitoring. Mathematics. 2022; 10(3):520. https://doi.org/10.3390/math10030520
Chicago/Turabian StyleCasal-Guisande, Manuel, Alberto Comesaña-Campos, Alejandro Pereira, José-Benito Bouza-Rodríguez, and Jorge Cerqueiro-Pequeño. 2022. "A Decision-Making Methodology Based on Expert Systems Applied to Machining Tools Condition Monitoring" Mathematics 10, no. 3: 520. https://doi.org/10.3390/math10030520
APA StyleCasal-Guisande, M., Comesaña-Campos, A., Pereira, A., Bouza-Rodríguez, J.-B., & Cerqueiro-Pequeño, J. (2022). A Decision-Making Methodology Based on Expert Systems Applied to Machining Tools Condition Monitoring. Mathematics, 10(3), 520. https://doi.org/10.3390/math10030520