Abstract
Several factors have led to an increase in the focus on sustainable development. In this context, the concept of Circular Economy (CE) has gained tremendous momentum in research and implementation. Fitted into CE’s concept, the Life Extension Strategies (LES) have been popular among industrial practitioners, regulators, policymakers, and academics from different industries due to the several benefits of these strategies. The general scope of this study is to approach LES within the industrial environment. The main goal is to understand how Remanufacturing and Refurbishment (R/R) strategies have been applied in different industry types. To achieve this goal, we carried out a systematic literature review whereby we captured some examples of R/R applications that demonstrate the potential of application to various industries (e.g., aerospace/aeronautics, energy power, and automotive industries) and equipment types (e.g., nuclear reactor, hydropower plant, and turbine blades). We also described some strategies to implement LES (e.g., economic analysis and life cycle assessment) and the different impacts achieved or expected (life extension, cost-saving, and efficiency enhancement). Moreover, we discussed three specific points concerning R/R application, the LES categorization, and the inexistence of a multi-dimensional framework to LES. Finally, we provided a set of systematized information about R/R.
1. Introduction
There has been an increase in the public environmental consciousness, legal pressure, and competitiveness, for leading manufacturers to focus on sustainable development [1] and approach Sustainable Supply Chain Management (SSCM) through Triple Bottom Line (3BL), which involves trade-offs between economic, social, and environmental dimensions [2]. The CE, which has gained tremendous momentum in terms of research and implementation [3], proposes a system that keeps products, materials, and resources in the economy as long as possible [4]. The concept comes from several schools and has been the target of increasing literature debates [5] due to its potential to integrate economic growth and environmental protection [6].
Fitted into CE’s concept, the Life Extension Strategies (LES) have been popular among industrial practitioners, regulators, policymakers, and academics from different types of industries. Moreover, several benefits such as economic (reduction in Capital Expenditure (CAPEX), reduced assets downtime, improve in overall equipment effectiveness, and increase revenue), technical (restoration of systems’ condition, and improve fault detection and monitoring), social (job creation), and environmental (reduction emissions) have been reported in extending the service life of industrial assets through these strategies [7]. The most common strategies comprehend, among others, demanufacturing, recover, recycle, repurpose, remanufacture, refurbish, repair, reuse, reduce, rethink, and refuse [7,8,9,10,11].
Despite the benefits, the increasing attention by several stakeholders, and the amount of conducted research concerning life extension, there are still many open issues. For instance, LES, such as replacement, refurbishment, retrofitting, and repair, was applied to industry cases, whereas strategies such as reconditioning and remanufacturing lack relevant literature [7]. Additionally, few efforts have investigated sustainable production decision making addressing simultaneously economic, environmental, and social impacts [12]. Finally, there is still a lack of literature presenting existing barriers and potential CE opportunities, which can help companies position themselves better [13].
Furthermore, other works have endeavored LES in a more general approach. In this sense, Ref. [7] presented a comprehensive literature review and a classification framework for academic research and industrial practices related to the life extension of safety-critical systems and installations. Additionally, Ref. [3] analyzed the implementation of circular practices across the European Union (EU) member states based on circular strategies, nutrient cycles, ReSOLVE framework, and circular business models. More recently, Ref. [14] presented a systematic literature review within the CE, focusing on LES and devoted explicitly to providing academia and industry concrete elements to guide the implementation of LE into daily activities. Differently, this work will treat more specifically R/R strategies and will focus on their application and impacts. In this sense, to the best of our knowledge, a literature review focusing on the application and impacts of specific types of strategy within the industrial environment is original and demonstrates the relevance of this work.
The remanufacturing “prolong use of returned used components—so-called “cores”—that undergo a manufacturing-like process of disassembly, cleaning, part replacement, assembly and testing including quality controls to provide a “good as new” product” [15] or, in other words, “entails processes to return an existing system to at least Original Equipment Manufacturer (OEM) functional specifications with warranty” [16], whereas, the refurbishment, “refers to actions that are performed near the end of life in order to return a system to its functional state and achieve a performance higher than OEM functional requirement, and integrates partial replacement, reconditioning and partial redesigning” [7].
Therefore, the present study focuses on a systematic literature review on how R/R strategies were applied in different industries by describing the types of industries and equipment involved, the strategy application process, and its impacts. The results are expected to extend the body of knowledge in R/R and fill a literature gap regarding the first strategy.
The remainder of this paper is as follows. Section 2 defines the research questions and describes the applied methodology, and Section 3 details the cases gathered from the works included in this study. Section 4 presents a descriptive discussion of the results, formally responds to the designed research questions, and provides a set of systematized information about R/R. Finally, Section 5 quickly highlights three additional points and concludes this work.
2. Methodology
This study’s primary goal is to understand how life-extension strategies were applied in different industry types, focusing on R/R. To achieve this goal, we carried out a systematic literature review consisting of four steps. First, we identified through databases and journal directories potential documents on that subject. Then, we screened the title and abstract of those documents to select a more specific group related to life-extension strategies in the industrial environment. After, we analyzed the selected papers in full-text, and finally, we chose a group of documents to include since they described examples of R/R in the industrial environment. These four steps are detailed in the following subsections and based on the approaches [15,16,17] described. In addition to this, we also adopted the PRISMA guidelines [17].
2.1. Identification
The main objective of this work leads to the following research questions (RQs):
- RQ1.
- Which industries have been conducting R/R in their equipment to increase their useful life?
- RQ2.
- Which types of equipment have been R/R in these industries?
- RQ3.
- How do the industries have been conducting this process of R/R?
- RQ4.
- What have been the impacts of this process of R/R?
From the research questions, we identified a set of keywords and search queries composed by remanufacturing, refurbishment, modernization, upgrade, industrial, equipment (and synonymous such as machine and machinery), “useful life” (and correlated expressions such as lifecycle, “life cycle”, and “operational life cycle”).
A search expression was developed through these keywords. We used Boolean operators and truncation symbols to refine our search and avoid life-extension strategies within the context of products and goods since this study focuses on the industrial environment. Besides, the expression was adapted according to the rules and constraints of each database and journal directory. The search was carried out between October and November 2020 into ACM, IEEE Xplore, INSPEC, SCOPUS, and ScienceDirect. In all, 180 documents were found and advanced to the screening step. Table 1 shows the identification step results.

Table 1.
Identification step results.
2.2. Screening
In this second step, from the total of documents identified, nine of them were duplicated, and for this reason, they were excluded. The result was a set containing 171 documents. After removing the duplicates, we carried out an online analysis of the titles and the documents’ abstract. The inclusion criteria adopted was that the document should be related to life-extension strategy, especially R/R in the industrial environment. If the document’s abstract was not clear about the context, it advanced to the next step since it comprehends a full-text analysis, and any doubt regarding the context of the document could be addressed.
At the end of this step, 126 documents were excluded since they do not match the inclusion criteria. The remaining 45 documents (27 conference articles and 18 articles) advanced to eligibility for the next full-text analysis step.
2.3. Eligibility
The eligibility started with the download of the 45 documents selected in the previous step. In all, three documents were not available in full-text version. We tried to contact the authors requesting these three works, but only one request was met positively. Besides, for each document, we also evaluated the documents’ references as a cross-ref check. If the reference’s title contained one or more keywords or search queries, it was included for full-text analysis. In all, 12 documents were included by cross-ref check.
Therefore, we analyzed 55 full-text documents, seeking application descriptions of life-extension strategies, especially R/R (inclusion criteria). In all, 37 documents were excluded since they did not describe examples of these strategies’ application, although they were related to R/R or another life-extension strategy in the industrial environment.
2.4. Inclusion
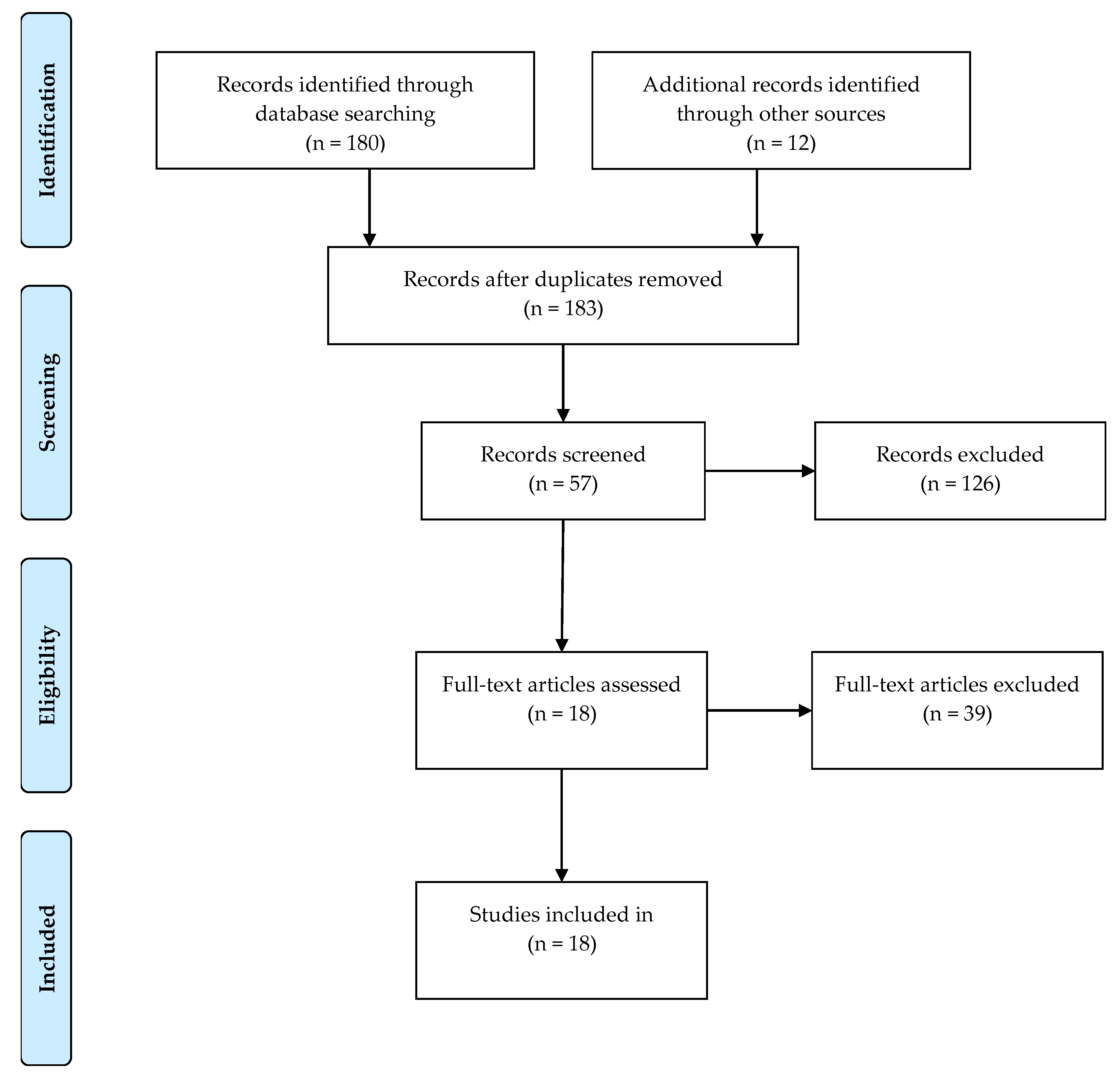
Finally, we included 18 documents (10 through search and 8 through cross-ref check) in this study describing examples of life-extension strategies applications, being seven conference articles and 11 articles. The range time of these publications was between 1994 and 2020. Table 2 shows the sources of journals and conference proceedings considered and the number of documents from each. Additionally, Figure 1 shows the complete PRISMA diagram of the review process carried out.
Table 2.
Sources of journals and conference proceedings considered.
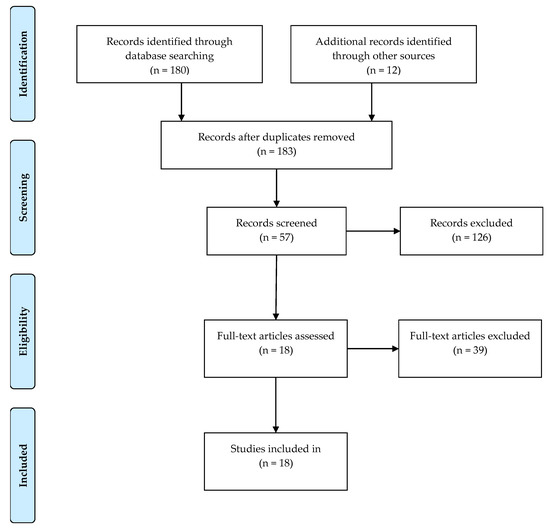
Figure 1.
Work’s PRISMA flow.
In order to analyze the reviewed literature, we applied, in part, the framework present by [7]. The publications were analyzed to identify four relevant elements to respond to the research questions established: (1) Type of industry; (2) Type of equipment/component; (3) Implemented Process; and (4) Achieved (or expected) impacts. Section 3 presents the selected cases’ descriptions consisting of the more prominent details.
3. Results
From the analysis of the documents included through the literature review, we categorized the studies by industry type—Aerospace/Aeronautics, Automotive, Electrolytic, Energy Power, Metallurgical, Pulp and Paper, Transportation. The cases’ details are described by pointing out the types of equipment or systems, the strategies applied, and the achieved or expected benefits within each industry type. Moreover, two examples concerning Rolling Element Bearing (REB) and one concerning Computer Numerical Controlled (CNC) Milling Machines are described at the end of the section due to the wide application of types of equipment in several different industry contexts
3.1. Aerospace/Aeronautics Industry
Aerospace and other components wear and damage, and sometimes they reach the end of their useful life earlier than expected. This fact occurs for several reasons, including overhauling techniques limitations and constraints related to the material’s nature. These constraints have influenced the manufacturing process due to the high costs to purchase the necessary raw material and the relevant energy consumption [18]. Considering the energy consumption, the manufacturing industry consumes the most considerable amount of energy and is responsible for around 38% of carbon dioxide (CO2) emissions. In this sense, cleaner production and the CE are highly expected to improve this scenario [1]. From the aeronautics/aerospace industry, two examples of remanufacturing applications are described as follows.
In the first example, Ref. [18] describes the remanufacturing of turbine-damaged blades by Laser Direct Deposition (LDD). First, a previous algorithm that uses a Sectional Gauss Map concept to extract Prominent Cross Sections (PCS) from a mesh object to reconstruct a model of a defective region of the turbine blade airfoil was used. The PCS extracted from a defective airfoil mesh facilitated semi-automated reverse engineering and complex geometric components reconstruction. Then, the results were compared to a reference model generated entirely in a Computer-aided Design (CAD) system. Additionally, tests were carried out to validate the strength of the repair. Finally, a Life Cycle Assessment (LCA) was performed on the LDD process, and the environmental impact results were compared between the LDD-based remanufacturing of a turbine blade and complete blade replacement. The LCA concluded that for minor defects (less than 18% volume), LDD was most beneficial regarding energy and environmental impacts, besides providing potential for more efficient repairs and cost savings. For the study, the volume repair was 10% (1.56 kg), and there was at least a 45% carbon footprint improvement and a 36% savings in total energy over replacing with a new blade.
In the second example, Ref. [1] performed an environmental impact comparison on different impeller manufacturing methods, including Plunge Milling (Conventional Manufacture—CM), Laser Cladding Form (Additional Manufacture—AM), and Additive Remanufacturing (Remanufacture—RM). First, they used an LCA based on the framework defined by the International Organization for Standardization (ISO) 14040 and 14044 consisting of the following phases: Goal and Scope Definition, Life Cycle Inventory Analysis (LCI), Life Cycle Impact Assessment (LCIA) and Interpretation. The LCIA considered the following issues: Global Warming Potential (GWP); Chinese Resource Depletion Potential (CADP); Eutrophication Potential (EP); Acidification Potential (AP); and Respiratory Inorganics (RI). In the LCI and LCIA analysis, comparing the production between CM and AM, the environmental burden of production using AM is approximately twice that of CM. Compared with CM, the RM of impellers would reduce GWP, CADP, and EP by 64.7%, 66.1%, and 75.4%, respectively.
3.2. Automotive Industry
This subsection presents three examples of LCA-based comparative studies highlighting the environmental benefits of remanufactured components within the automotive industry. First, Ref. [19] describes an LCA-based comparative evaluation between originally manufactured and remanufactured diesel engines; then, Ref. [20] describes an LCA-based assessment of remanufactured liquefied natural gas and diesel engines in China, and finally, Ref. [21] describes an LCA-based assessment of remanufactured and new manufactured manual transmission.
According to [19], in the manufacturing industries, metal processing operations contribute significantly toward CO2 emissions generating environmental issues. Moreover, the dependence on mineral resources and their scarcity has become a constraint to these industry’s development. The study attempted to identify diesel engine manufacturing and remanufacturing life cycle processes that contribute most to energy consumption and environmental impacts through an LCA. The LCA was based on the framework defined by the ISO 14040 and 14044 and consisted of the following phases: goal and scope definition, LCI, LCIA, and interpretation. Further, it included six parameters: GWP; (AP; EP; Ozone Depletion Potential (ODP); Photochemical Ozone Creation Potential (POCP); and Abiotic Depletion Potential (ADP). The main results were an estimated reduction of energy consumption by 66% in diesel engine remanufacturing compared to original manufacturing, and an estimated reduction in the environmental impact with the remanufacturing by 97%, 79%, 67%, 32%, 32%, and 25%, respectively, on ODP, EP, GWP, POCP, AP, and ADP.
According to [20], in 2013, China reached 137 million vehicles, and the automotive industry’s petroleum oil consumption exceeded 1/2 of the total Chinese consumption. Moreover, the automobiles’ gas exhaustion has contributed by 38.5%, 11.7%, 87.6%, and 6.2% of the total CO, CO2, NOx, and SO2 emissions. On the other hand, the transportation section, including heavy-duty truck operations, is the largest source of Greenhouse Gas (GHG) emissions in China. The study attempted to identify the processes contributing most to energy consumption and environmental impacts during Liquefied Natural Gas’s life cycles (LNG) and Diesel Engines through an LCA. The LCA was based on the framework defined by the ISO 14040 and 14044 and consisted of the following phases: goal and scope definition, LCI, LCIA, and interpretation. Further, it included six parameters: GWP; AP; EP; ODP; POCP; and Primary Energy Demand (PED). The main results were an estimated reduction of energy consumption by 41,91% remanufacturing LNG compared with remanufacturing diesel engines, and an estimated reduction in the environmental impact with the remanufacturing by 73,69%, 71,49%, 47,14%, and 43,90%, respectively, on EP, AP, GWP, and POCP. Additionally, the cost-benefit of the entire life cycle was significant for LNG engines.
According to [21], one of the world’s largest automotive manufacturers was committed to developing vehicles and components with better environmental proprieties than their predecessors over the complete life cycle. The study compared the environmental profiles of newly manufactured and remanufactured manual transmission 5-speed MQ250 (highest manufacturer volume transmission) through the LCA. The LCA was based on the framework defined by the ISO 14040 and 14044 and consisted of the following phases: goal and scope definition, LCI, LCIA, and interpretation. Further, it included six parameters: GWP; AP; EP; ODP; POCP; and Primary Energy Demand (PED). The remanufactured transmission’s main results were an estimated reduction in all gas emissions, highlighting a reduction of 47% in carbon monoxide. Besides, a reduction in environmental impact by 28%, 42%, and 41%, respectively, on GWP, EP, and POCP was estimated, and the energy consumption was reduced by 33%.
3.3. Electrolytic Industry
The electrolytic industry (production Chlorine, Primary Aluminum, and Cooper, for instance) requires high-power rectifier systems for their process, and most of these systems, installed over 25 years, required some upgrade level. Besides, these systems’ total costs increased, and factors such as efficiency, reliability, and maintenance became increasingly relevant [22]. In this sense, Ref. [22] describes the upgrading of rectifier systems that included reviewing several systems’ parts such as high-performance rectifier components, controls, and human-machine interface. First, a lifecycle assessment was carried out, including the technology assessment, evaluating the rectifier’s health and its systems constituents, and the network configuration and short circuit power. Besides, a capitalization of KW savings was calculated, resulting in considerable power savings and a payback period of three years. The upgrading results in a 25-years-old chlorine plant were increased quality of production, reliability of 99% reached, energy reduction of 12%. Additionally, 24-h spare parts availability was achieved.
3.4. Energy Power Industry
Managers in the energy sector have been increasingly required to operate aging equipment to supply energy demand and comply with government regulations. These types of equipment, during its operation, deteriorate until they reach a deterioration failure or other type of failure. Appropriate strategies concerning aging equipment management allow energy sector industries to achieve different benefits and be developed considering a future extension, modification, or functional upgrading [23]. This study included six examples of refurbishment applications within the energy power industry as follows.
In the first example, about hydropower plants, Ref. [24] considered refurbishment and upgrading an appropriate and convenient means for increasing the installed capacity and hence available energy generation. In this sense, the study described the refurbishment and upgrading of a power plant in India constructed in 1913–1914. The installed plant capacity was 1.750 MW (2 × 500 KW + 3 × 250 KW machines). First, it used data from 1982 to 2008 to perform dependability analysis (ensuring the minimum flow available for energy generation) and calculate the necessary installed capacity according to this flow. Then, it applied cost-benefit analysis to provide the best economically suitable alternative. A relationship between the investment and the return was established, and a criterion for financial viability based on Net Present Value (NPV) was applied. This analysis’ result was the economic feasibility of enhancing the plant capacity to 3 MW (6 × 500 KW machines) and 5.5 MW (4 × 1 MW + 2 × 750 KW machines). The study highlights less time to implementation, environmental impact reduction, life extension, reliability and efficiency enhancement, and new technologies more user-friendly regarding the benefits derived from refurbishment and upgrading.
The following two examples regard High Voltage Direct Current Converter (HVDCC). This converter type is a relevant revenue source and investment in several electric utilities, and the first example of refurbishment in these types of equipment is present by [25]. The study describes the 200 MW back-to-back (BTB) Oklaunion Converter Station (OCS) owned by American Electric Power (AEP) and operating since 1984, and its refurbishment aimed to provide a system life extension. The Life Extension Guidelines of Existing HVDCC systems published in 2007 and 2008 by the Electric Power Research Institute (EPRI) were referenced. Several AC Switchyard and DC Converter elements were selected, and their assessment was carried out using existing data and reports. The result was replacing the harmonic filter air-core reactors and resistors, harmonic thyristor valve assembly, HVDCC controls, valve cooling, and associated equipment as a part of the refurbishment, besides valve hall smoke detection. On the other hand, station service transformer, disconnect switches, circuit switchers, mind-point CCVTs in the filter banks, and bus PTs and filter bank CTs should not be considered for replacement at that time.
Similarly, Ref. [26] describes a project to refurbish the Konti-Skan (KS) HVDCC link between Sweden and Denmark operating at that time for more than 40 years. The KS comprehends two poles. Pole 1 between Vester Hassing (Denmark) and Stenkullen (Sweden) stations operated for nearly 40 years in 1990. Pole 2 between Vester Hassing (Denmark) and Lindome (Sweden) stations entered service in 1987. The project included replacing Pole 1 and the addition of top-level bipolar controls for both Pole 1 and 2. Several obsolete parts (outdoor equipment, transformers, capacitor banks, switchgear) were replaced, and the converters were upgraded to match the upgraded DC line and cable conductor circuit extending the useful life. Finally, the project aimed to overcome environmental issues such as mercury utilization, audible noise, DC current flowing in the sea, and impact at the sea electrode stations.
The fourth example is presented by [27] and describes a Static Var Compensator (SVC) refurbishment, which has operated for more than 20 years. The refurbishment aimed to extend the lifetime and enhance power quality. The project plan followed a systematic approach consisting of five phases and replaced all SVC main components (control systems, thyristor valves, and cooling system) and some aging substation components (a new and redesigned second harmonic filter bank). The SVC controls were replaced with new digital ones, and the second harmonic filter was completely redesigned to enhance performance. The project had to be completed in ten months due to the critical support provided by the SVC.
In the fifth example, Ref. [23] presents an approach to decision-making maintenance for aging equipment based on monetized risk values. The study briefly describes a potential mitigation action of refurbishment in a spare HP turbine with the bypass valve unit replacement in an Irish electricity generation company. The refurbishment aimed to reduce the duration and financial impact of forced outages. The project considered two options: replacing with the same design and the replacement with a design upgrade. A risk rate was developed to prioritize the best option and considered several factors such as revenue, intervention time, and actual cost repair, besides performance issues.
Finally, the last example within the energy sector concerns the refurbishment and core conversion of a nuclear reactor in operation since 1956 in India, described by [28]. The reactor was used to research several areas and has contributed towards training engineers and scientists over this time. However, due to the long service period, an extensive refurbishment of the reactor was planned to extend its useful life and upgrade the safety features. During the refurbishment, it was planned the incorporation of Multi-Purpose Research Reactor (MPRR) features. The reactor capacity was enhanced from 500 KW to 1 MW, and the useful life was extended after the intervention. Finally, the incorporation of the MPRR considerably improved the utility of the reactor for research purposes.
3.5. Metallurgical Industry
The metallurgical industry and chemical process plants have faced accelerated aging due to the operational environment. These industries typically have relevant electrical infrastructure in their facilities and production plants, and it is expected that these systems need to extend their useful life [29]. The study discussed the reliable operation of the electrical systems and equipment in a metallurgical plant. It approaches a Life Cycle Management (LCM) elaborated from multiple solution perspectives, such as upgrades, retrofits, re-engineering, replacement, and modifications. Through the LCM, implementing Obsolescence Management Program (OMP) was analyzed to bring out the benefits and disadvantages of executing such turn-around programs. Economic justification of OMPs for the equipment/systems could be possible only through data analysis covering equipment history, reliability indicators, and cost aspects. Finally, an Equipment/System Life Cycle Management Protocol (ESLCMP) for decision-making categorizes each equipment type or system according to the most appropriate Life Cycle Extension Strategy (LCES) for them. The intervention’s expected benefits were life extension, capacity enhancement, failure reduction, harmonic suppression, and process enhancement.
3.6. Pulp and Paper Industry
In the pulp and paper industry, Ref. [30] presents the refurbishment of an extensive pulp and paper mill’s power distribution system by retrofitting a 15.5 kV bus consisting of 32 overdutied 15 kV, 500 MVA air magnetic power circuit breakers operating since 1960. The plant was facing increasing demand in the power distribution systems, and a system’s fault could harm its competitiveness due to the downtime and hence loss in production. The first option was to replace the entire switchgear lineup at the cost of $5 Million. However, due to the installation complexity and excessive necessary downtime, it became less attractive. The second option was purchasing used equipment. However, issues concerning reliability, lack of new technologies, and extensive downtime became this option also less attractive. Finally, after considering economic, engineering, and logistical issues, the results favored the option of upgrading the existing power circuit breakers using vacuum retrofitting elements. This option’s cost was USD 1 million, generating savings compared to the total replacement and extending the system’s useful life.
3.7. Transportation Industry
In the transportation industry, Ref. [31] describes the refurbishment of port handling equipment—rotary-type equipment—through the modernization of the monitoring technology by introducing an Actual State Monitoring (ASM) system and a combination of technologies within Industry 4.0 concept. The strategy proposed was based on the prevention of failure due to the technical condition diagnostics and monitoring. The ASM helped identify defects in equipment by fixing diagnostic signs, informing that defects are present, developing, and leading to equipment failure. Additionally, ASM systems’ use contributed to planning the necessary resources (spares, tools, equipment, specialists) for carrying out work during scheduled equipment shutdowns. The intervention aimed to improve equipment maintenance and repair efficiency since these costs are up to 60% of the total operating costs.
3.8. REB and Milling Machines
3.8.1. REB
The REB has been widely used in modern industries and critical mechanical components in rotating machinery [32]. According to [16,17], REB repair can effectively extend its useful life and reduce costs between 60% and 80% compared with new bearings. Furthermore, machinery downtime can also be reduced, especially for customized REB. In this context, these two similar experimental examples concerning refurbished REB’s assessment are described below.
In the first example, Ref. [33] developed a continuum damage mechanics finite element model to quantify the damage in original and refurbished bearings. The model preserves the fatigue damage accumulated before refurbishment and evaluates its influence on the refurbished bearing fatigue life. The damage accumulation was calculated considering a definite number of contact cycles with the original bearing geometry, and the refurbishment was simulated by removing a layer of the original surface. The refurbished microstructural model was then subjected to additional computational contact cycles until a fatigue crack reaches the surface, signifying failure. The experiment’s result was a helpful life extension after refurbishment between 20% and 94% of the original life, depending on the fatigue damage level, between 50% and 90% of the L10 life, and the fixed amount of surface material removed, between 0.125 and 0.75b, where b is the half-width of the Hertzian contact.
In the second example, Ref. [34] investigated the effects of refurbishment on Rolling Contact Fatigue (RCF) in case-carburized AISI 8620 steel. The investigation was divided into two phases: experimental and analytical. First, in the experimental phase, the new specimens were exposed to fatigue cycles equal to 90% of the L10 life of the new material. These specimens were refurbished to the depths of 0.13b and 1.27b (b is the half-width of Hertzian contact) and subjected to RCF cycles in a Thrust Bearing Test Apparatus (TBTA) until a spall appeared on the surface. Then, in the analytical phase, a two-dimensional elastic-plastic finite element model was developed to estimate RCF life for new and refurbished specimens of case-carburized steel. The characteristics of case-carburized materials (i.e., variations in hardness and residual stresses) were incorporated in the 2D finite element model. The results suggested a dependency among the RCF life in the refurbished specimens and relative depth of regrinding, the contact half-width, and the material’s case depth. The results also showed that an increase in regrinding depth enhanced the Remaining Useful Life (RUL) of the refurbished specimens, demonstrating that a fair refurbishment process can improve the useful life of case-carburized bearings.
3.8.2. CNC Milling Machine
Milling machines are widely used in manufacturing factories, being essential mechanical tools in several industry types. Their primary function is removing excess materials and keeping surface quality through cutting tools [35]. A retrofitting of these types of machines based on augmented reality is described by [9]. A conceptual framework consisting of three layers was developed. The first layer comprised the backend (infrastructure), the second layer consists of the front-end (user interface), and the third layer was the Augmented Reality module that permits the digital models visualization. The framework was applied in a CNC Milling Machine. The results presented by the framework’s application were downtime reduction from months to a week. The retrofitting cost was reduced due to reducing the time needed for sourcing out components, designing the needed fixture, and converting an old machine to a smart machine through the introduction of Industry 4.0 concepts. Furthermore, the machinery’s useful life can be extended, and the competitiveness of less developed industries can be enhanced through the framework.
To finish this section, Table 3 summarizes the more relevant measured benefits from the cases described above.
Table 3.
Recap on the more relevant measured results.
4. Discussion
The general scope of this study is to approach LES within the industrial environment. The main goal was to understand how R/R strategies have been applied in different industry types, which types of equipment were involved, and describe the expected and achieved benefits. To achieve this goal, we carried out a systematic literature review from which we identified 192 documents, screened 57, and included 18 ones concerning R/R applications. By analyzing these documents, we can formally respond to the research questions established in Section 2.
A significant part of the examples analyzed in this work came from the energy power industry (33%), followed by the automotive industry (17%), and the aerospace/aeronautics industry (11%). Considering this study’s focus on R/R, refurbishment was used as a strategy in all the energy power industry examples besides the only example in the transportation industry. On the other hand, remanufacturing was used in aerospace/aeronautics and automotive examples, besides equipment that applies to several industries. This information allows responding to the RQ1 describing in which type of industry R/R has been used.
The LES were applied to several different types of equipment. The refurbishment was applied to a Bypass Valve Unit of an HP Turbine, a Nuclear Reactor, a Hydropower Plant, an SVC, and an HVDCC in the energy power industry. A Switchgear was refurbished in the pulp and paper mill industry, and a Port Handling Equipment in the transportation industry. Finally, the refurbishment of REB, which serves uncountable industry types, was studied in two different papers. On the other hand, remanufacturing was applied to Turbine Blades and Impellers in the aerospace/aeronautics industry. Further, Liquefied Natural Gas and Diesel Engines and Manual Transmissions were remanufactured in the automotive industry. This information allows responding to the RQ2 describing in which type of equipment R/R has been applied.
Industries have used different ways and processes to implement R/R, depending on the internal strategy and the expected benefits. In industries that have applied refurbishment, the following approaches were considered: an internal owned strategy was used by [25,26,27,28,30]; an economic analysis was performed by [23,24]; analytical models were developed by [33,34] to simulate the effects of the remanufacturing on REB, and a retrospective analysis of maintenance strategies was conducted by [31]. On the other hand, in the industries that have applied to remanufacture, [1,18,19,20,21], an LCA to calculate the impacts of the remanufactured items was to carry out. They considered the framework defined by the ISO 14040 and 14044. This information allows responding to the RQ3 describing the strategies used to implement R/R.
The last research question concerns the achieved or expected impacts generated by the R/R implementation. In the cases where the refurbishment was applied, the range of impacts was more extensive. It included life extension (27%), cost savings (19%), reducing downtime (15%), reducing environmental impact (8%), and efficiency enhancement, less time to implementation, maintenance system enhancement, power quality enhancement, reducing the loss of production, reliability enhancement, safety features upgrading, and use of new technologies (31% total). On the other hand, in the examples where the remanufacturing was applied, the range of impacts was less extensive and included only reducing environmental impact (50%), reducing energy consumption (30%), and cost savings (20%). This information allows responding to the RQ4 describing the impacts on implementing R/R. Table 4 shows a detailed distribution of the publications which have considered R/R and systematizes the more relevant information extracted from them.
Table 4.
Publications and systematized information about remanufacturing and refurbishment.
5. Conclusions
In Section 4, we responded to the proposed research questions for this work through descriptive analysis. However, three more points could be highlighted from this research, and in the following paragraphs, we will provide some insights about them. In the last paragraph, we will formally conclude this work.
First, the analysis of the documents included in this work showed that that the most used strategy was refurbishment (56%), followed by remanufacturing (28%), retrofitting (11%), and upgrading (6%). Concerning the refurbishment, from the examples defining it as the principal strategy, some described other strategies’ coupling depending on the system’s target. For instance, Ref. [28] described nuclear reactor refurbishment to jointly incorporate an MPRR feature with an upgrade in the safety features. Moreover, Ref. [30] described the electrical system refurbishment of a pulp and paper mill plant through a switchgear lineup’s retrofitting, Ref. [24] described the refurbishment of a hydropower plant coupled with the upgrading of the technologies to be more user friendly, and Ref. [31] described the rotary-type equipment refurbishment with the modernization of monitoring system by the introduction of an ASM system. Further, Refs. [26,27] have coupled the modernization of some system parts to refurbish HVDCC and SVC, respectively, within the energy power industry. On the other hand, remanufacturing was applied as an isolated strategy in all examples described in this work.
The second point concerns strategy categorization. In [9,22,29], although the process description matches the refurbishment definition in [7], these examples categorized the primary strategy as retrofitting (two first) and upgrading, and for this reason, they were not included in Table 4. Regardless of this study’s amplitude, this observation can suggest a fragility in definition and classification. One reason for this may be that some academic and professional literature still does not differentiate between R/R definitions. For instance, [3,36], respectively, academic and professional references, have treated both strategies, R/R, with the exact definition. More efforts to establish LES standard definitions should be performed in this vein, allowing a better categorization and understanding.
The third point regards the inexistence of a multi-dimensional framework. Several articles describe different types of frameworks, such as Technical-based [9], Risk Evaluation of Possible Interventions [23], LCA [4,5], Cost-benefit and Economical Analysis [24], Reconditioning Process [37], Assessment Process [38], Remanufacturing Process [39], and Benefits of Life Extension [7]. These papers have approached economic, technical, or social dimensions individually and have not considered their relationship. A multi-dimensional framework concerning life-extension strategies issues and integrating all these dimensions can offer future research direction. Additionally, it can enhance LE strategies’ decision-making processes since the strength of one dimension can complement the others’ weaknesses [7].
Finally, this work captured some examples of R/R applications that demonstrate the potential of application to various industries and equipment types. Moreover, we described some types of strategies used to implement LES and the different impacts which were achieved or expected. However, there are also some gaps in this field. We expect this work to fill some of these gaps, especially concerning extending the knowledge about remanufacturing and offering systematized information about R/R, helping academics and managers within the industry to understand these strategies better.
Author Contributions
Conceptualization, C.F. and G.G.; methodology, C.F. and G.G.; review investigation, C.F.; data curation, C.F.; analysis of results, C.F. and G.G.; writing—original draft preparation, C.F.; writing—review and editing, G.G.; supervision, G.G.; funding acquisition, G.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
This work was partially supported by: Base Funding—UIDB/00147/2020 and Programmatic Funding—UIDP/00147/2020 of the Systems and Technologies Center—SYSTEC—funded by national funds through the FCT/MCTES (PIDDAC) and Project STRIDE—“Smart Cyber-physical, Mathematical, Computation, and Power Engineering Research for Disruptive Innovation in Production, Mobility, Health, and Ocean Systems and Technologies”, ref. NORTE-01-0145-FEDER-000033, supported by North Portugal Regional Operational Programme (NORTE 2020), under the Portugal 2020 Partnership Agreement, through the European Regional Development Fund (ERDF). The work presented here was part of the project “RECLAIM- RE-manufaCturing and Refurbishment LArge Industrial equipMent” and received funding from the European Union’s Horizon 2020 research and innovation programme under grant agreement No 869884.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Peng, S.; Li, T.; Wang, X.; Dong, M.; Liu, Z.; Shi, J.; Zhang, H. Toward a Sustainable Impeller Production: Environmental Impact Comparison of Different Impeller Manufacturing Methods. J. Ind. Ecol. 2017, 21, S216–S229. [Google Scholar] [CrossRef] [Green Version]
- Isasi-Sanchez, L.; Morcillo-Bellido, J.; Ortiz-Gonzalez, J.I.; Duran-Heras, A. Synergic Sustainability Implications of Additive Manufacturing in Automotive Spare Parts: A Case Analysis. Sustainability 2020, 12, 8461. [Google Scholar] [CrossRef]
- Mhatre, P.; Panchal, R.; Singh, A.; Bibyan, S. A systematic literature review on the circular economy initiatives in the European Union. Sustain. Prod. Consum. 2021, 26, 187–202. [Google Scholar] [CrossRef]
- Merli, R.; Preziosi, M.; Acampora, A. How do scholars approach the circular economy? A systematic literature review. J. Clean. Prod. 2018, 178, 703–722. [Google Scholar] [CrossRef]
- Hofmann, F. Circular business models: Business approach as driver or obstructer of sustainability transitions? J. Clean. Prod. 2019, 224, 361–374. [Google Scholar] [CrossRef]
- Lieder, M.; Rashid, A. Towards circular economy implementation: A comprehensive review in context of manufacturing industry. J. Clean. Prod. 2016, 115, 36–51. [Google Scholar] [CrossRef]
- Shafiee, M.; Animah, I. Life extension decision making of safety critical systems: An overview. J. Loss Prev. Process Ind. 2017, 47, 174–188. [Google Scholar] [CrossRef] [Green Version]
- Habib, K. A product classification approach to optimize circularity of critical resources—The case of NdFeB magnets. J. Clean. Prod. 2019, 230, 90–97. [Google Scholar] [CrossRef]
- Mourtzis, D.; Angelopoulos, J.; Panopoulos, N. Recycling and retrofitting for industrial equipment based on augmented reality. Procedia CIRP 2020, 90, 606–610. [Google Scholar] [CrossRef]
- Morseletto, P. Targets for a circular economy. Resour. Conserv. Recycl. 2020, 153, 104553. [Google Scholar] [CrossRef]
- Tang, Y.; Zhou, M.; Caudill, R.J. An integrated approach to disassembly planning and demanufacturing operation. IEEE Trans. Robot. Autom. 2001, 17, 773–784. [Google Scholar] [CrossRef]
- Zhang, H.; Haapala, K.R. Integrating sustainable manufacturing assessment into decision making for a production work cell. J. Clean. Prod. 2015, 105, 52–63. [Google Scholar] [CrossRef]
- Masi, D.; Kumar, V.; Garza-Reyes, J.A.; Godsell, J. Towards a more circular economy: Exploring the awareness, practices, and barriers from a focal firm perspective. Prod. Plan. Control 2018, 29, 539–550. [Google Scholar] [CrossRef]
- Fontana, A.; Barni, A.; Leone, D.; Spirito, M.; Tringale, A.; Ferraris, M.; Reis, J.; Goncalves, G. Circular Economy Strategies for Equipment Lifetime Extension: A Systematic Review. Sustainability 2021, 13, 1117. [Google Scholar] [CrossRef]
- Kalverkamp, M.; Young, S.B. In support of open-loop supply chains: Expanding the scope of environmental sustainability in reverse supply chains. J. Clean. Prod. 2019, 214, 573–582. [Google Scholar] [CrossRef]
- Shafiee, M.; Mehrabad, M.S.; Naini, S.G.J. Warranty and sustainable improvement of used products through remanufacturing. Int. J. Prod. Lifecycle Manag. 2009, 4, 68. [Google Scholar] [CrossRef]
- Moher, D.; Liberati, A.; Tetzlaff, J.; Altman, D.G. Preferred reporting items for systematic reviews and meta-analyses: The PRISMA statement. BMJ 2009, 339, b2535. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wilson, J.M.; Piya, C.; Shin, Y.C.; Zhao, F.; Ramani, K. Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J. Clean. Prod. 2014, 80, 170–178. [Google Scholar] [CrossRef]
- Liu, Z.; Li, T.; Jiang, Q.; Zhang, H. Life Cycle Assessment-based Comparative Evaluation of Originally Manufactured and Remanufactured Diesel Engines. J. Ind. Ecol. 2014, 18, 567–576. [Google Scholar] [CrossRef]
- Shi, J.; Li, T.; Peng, S.; Liu, Z.; Zhang, H.; Jiang, Q. Comparative Life Cycle Assessment of remanufactured liquefied natural gas and diesel engines in China. J. Clean. Prod. 2015, 101, 129–136. [Google Scholar] [CrossRef]
- Warsen, J.; Laumer, M.; Momberg, W. Comparative Life Cycle Assessment of Remanufacturing and New Manufacturing of a Manual Transmission. In Glocalized Solutions for Sustainability in Manufacturing; Hesselbach, J., Herrmann, C., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 67–72. ISBN 978-3-642-19691-1. [Google Scholar] [CrossRef]
- Tambe, S.; Frisch, J. Upgrading rectifier systems—How to improve efficiency, increase reliability and reduce down time. In IEEE Geoscience and Remote Sensing Letters; IEEE: Piscataway, NJ, USA, 2004; pp. 119–125. [Google Scholar] [CrossRef]
- Leva, M.C.; Baldissone, G.; Caso, R.; Demichela, M.; Lawlor, L.; Mcaleer, B. Cost benefit evaluation of maintenance options for aging equipment using monetised risk values: A practical application. Procedia Manuf. 2018, 19, 119–126. [Google Scholar] [CrossRef]
- Rahi, O.P.; Kumar, A. Economic analysis for refurbishment and uprating of hydro power plants. Renew. Energy 2016, 86, 1197–1204. [Google Scholar] [CrossRef]
- Mehraban, B.; Adapa, R.; Attaway, B.; Johnson, R.; Wolf, G. Life extension investigation of AEP’s Oklaunion Converter Station. In Proceedings of the 2012 IEEE Power and Energy Society General Meeting, San Diego, CA, USA, 22–26 July 2012; pp. 1–6. [Google Scholar] [CrossRef]
- Kirby, N.M.; Horwill, C.; Macleod, N.M.; Critchley, D.R. Konti-Skan HVDC refurbishment and life extension methods for other HVDC projects. In Proceedings of the 2008 IEEE Power and Energy Society General Meeting—Conversion and Delivery of Electrical Energy in the 21st Century, Pittsburgh, PA, USA, 20–24 July 2008; pp. 1–5. [Google Scholar] [CrossRef]
- Mehraban, B.; Reed, D.; Gutman, R.; Depommier, B.; Hariharan, R.; Mendis, S.R.; Shah, S. SVC refurbishment for smart grid power quality enhancement and life extension. In Proceedings of the 2014 IEEE PES T&D Conference and Exposition, Chicago, IL, USA, 14–16 April 2014; pp. 1–8. [Google Scholar] [CrossRef]
- Sasidharan, K.; Khatri, D.C.; Singh, K.; Srivastav, A.P. Refurbishment and core conversion of the Apsara reactor. Nucl. Eng. Des. 2006, 236, 784–795. [Google Scholar] [CrossRef]
- Nair, V.V. Life cycle extension of electrical equipment and systems in a large metallurgical plant—A case Study. In Proceedings of the 2015 IEEE IAS Joint Industrial and Commercial Power Systems/Petroleum and Chemical Industry Conference (ICPSPCIC), Hyderabad, India, 19–21 November 2015; pp. 81–85. [Google Scholar] [CrossRef]
- Fish, M.W. When you have to retrofit 15 kV switchgear. In Proceedings of the IEEE Pulp and Paper Industry Conference, Nashville, TN, USA, 20–24 June 1994; pp. 188–193. [Google Scholar] [CrossRef]
- Yu, E.; Garibin, P.; Ol’khovik, E. Port Handling Equipment Lifecycle Management. In Proceedings of the 2019 International Multi-Conference on Industrial Engineering and Modern Technologies (FarEastCon), Vladivostok, Russia, 1–4 October 2019; pp. 1–4. [Google Scholar] [CrossRef]
- Li, X.; Zhang, W.; Ding, Q. Deep learning-based remaining useful life estimation of bearings using multi-scale feature extraction. Reliab. Eng. Syst. Saf. 2019, 182, 208–218. [Google Scholar] [CrossRef]
- Paulson, N.R.; Evans, N.E.; Bomidi, J.A.R.; Sadeghi, F.; Evans, R.D.; Mistry, K.K. A finite element model for rolling contact fatigue of refurbished bearings. Tribol. Int. 2015, 85, 1–9. [Google Scholar] [CrossRef]
- Golmohammadi, Z.; Sadeghi, F.; Walvekar, A.; Saei, M.; Mistry, K.K.; Kang, Y.S. Experimental and analytical investigation of effects of refurbishing on rolling contact fatigue. Wear 2017, 392–393, 190–201. [Google Scholar] [CrossRef]
- Liu, Y.-C.; Chang, Y.-J.; Liu, S.-L.; Chen, S.-P. Data-driven prognostics of remaining useful life for milling machine cutting tools. In Proceedings of the 2019 IEEE International Conference on Prognostics and Health Management (ICPHM), San Francisco, CA, USA, 17–20 June 2019; pp. 1–5. [Google Scholar] [CrossRef]
- Council of Supply Chain Management Professionals. CSCMP Supply Chain Management Definitions and Glossary. CSCMP 2013. pp. 1–222. Available online: https://cscmp.org/CSCMP/Educate/SCM_Definitions_and_Glossary_of_Terms.aspx (accessed on 18 July 2021).
- Kin, S.T.M.; Ong, S.K.; Nee, A.Y.C. Remanufacturing Process Planning. Procedia CIRP 2014, 15, 189–194. [Google Scholar] [CrossRef] [Green Version]
- Propst, J.E.; Griffin, P.T. Replace, Refurbish, or Retain? Evaluating aging electrical systems and equipment. In Proceedings of the 2000 IEEE Industry Applications Conference, 35th IAS Annual Meeting and World Conference on Industrial Applications of Electrical Energy, Rome, Italy, 8–12 October 2000; Volume 4, pp. 2790–2797. [Google Scholar]
- Ijomah, W.L.; McMahon, C.A.; Hammond, G.P.; Newman, S.T. Development of design for remanufacturing guidelines to support sustainable manufacturing. Robot. Comput. Integr. Manuf. 2007, 23, 712–719. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).