
Simple and Rapid Fabrication of Hydrophobic Coatings by a One-Step Spraying Method and Its Properties

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experimental Section
2.1. Materials
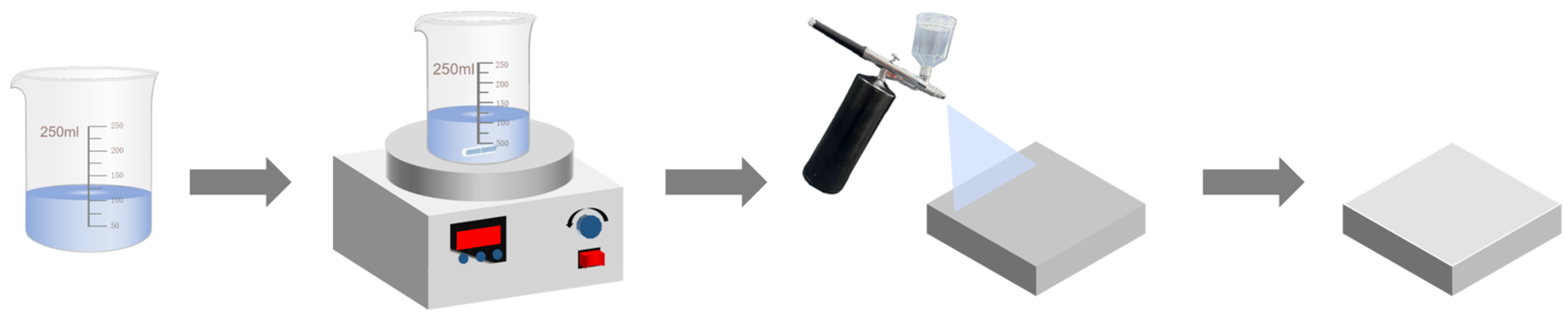
2.2. Preparation of Superhydrophobic Coating
2.3. Characterization
2.4. Superhydrophobic Coating Performance Tests
3. Results and Discussion
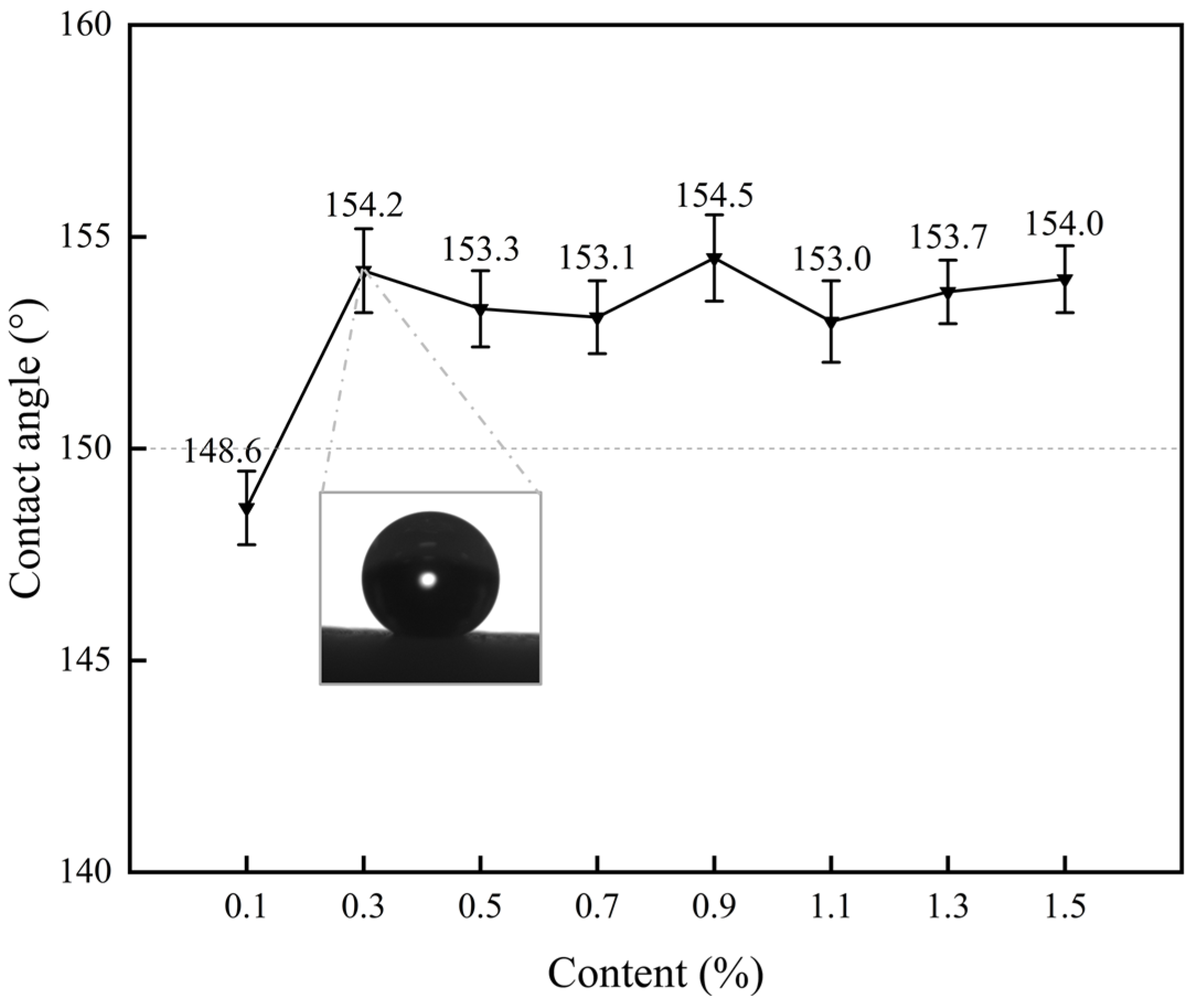
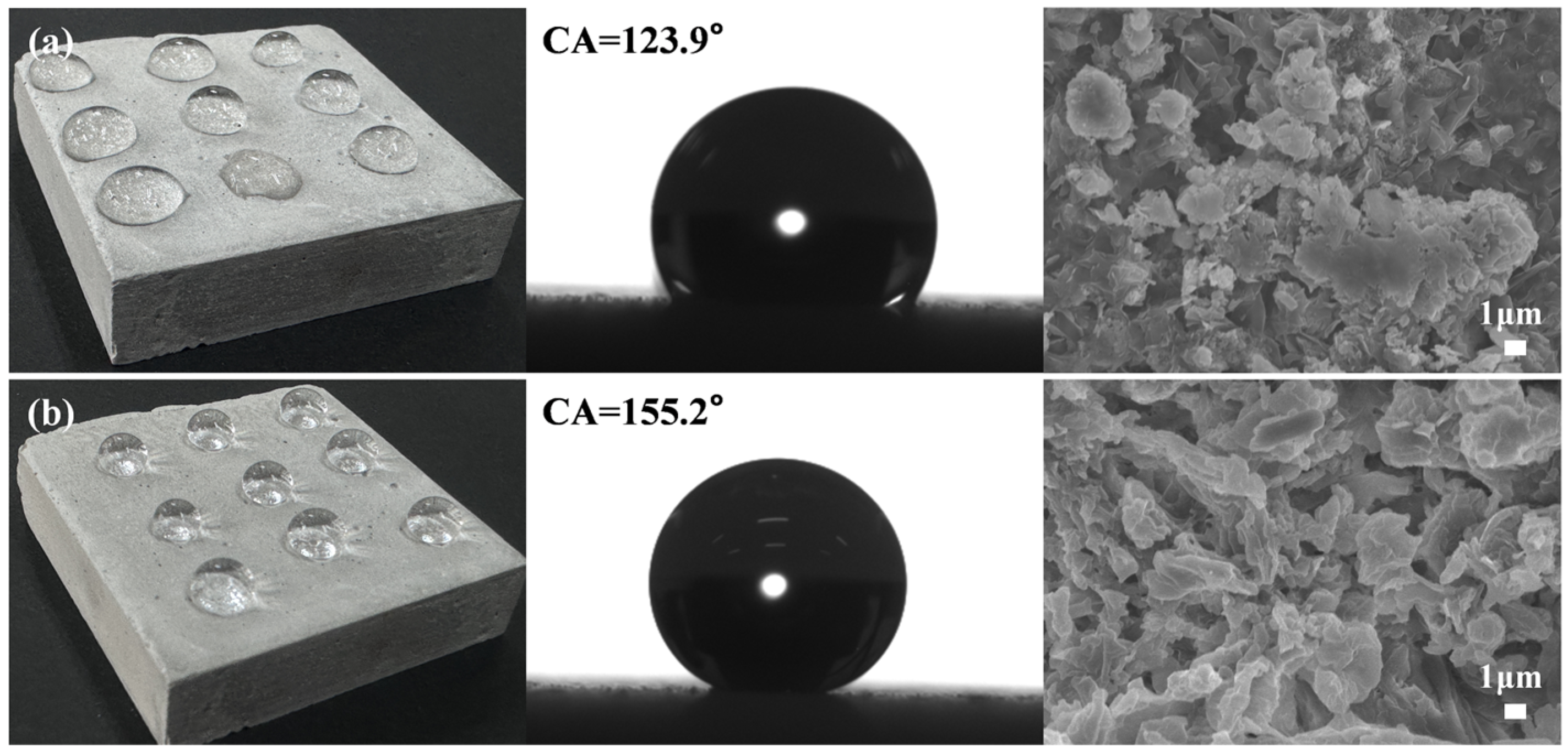
3.1. Surface Wettability Characteristics of Superhydrophobic Coatings
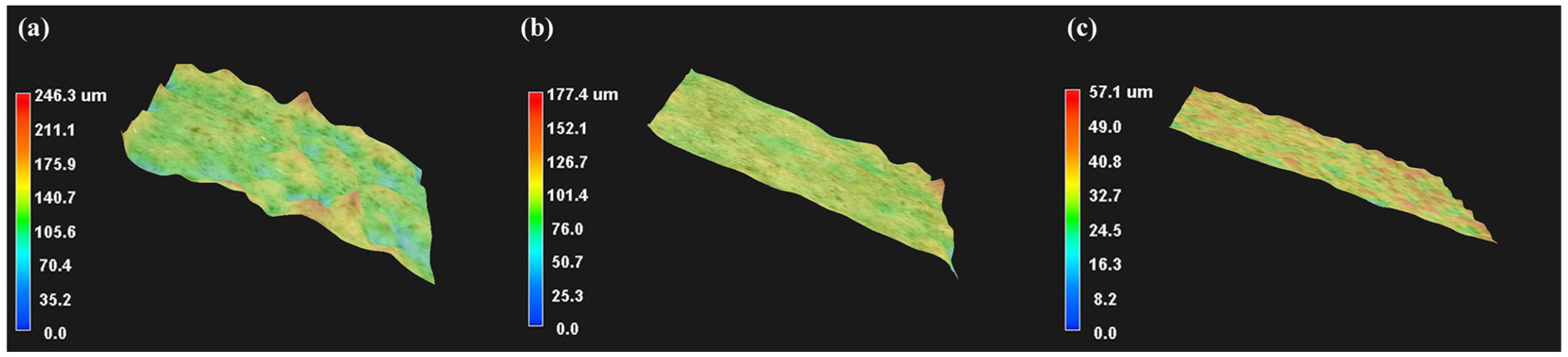
3.2. Surface Morphology Analysis of Superhydrophobic Coatings
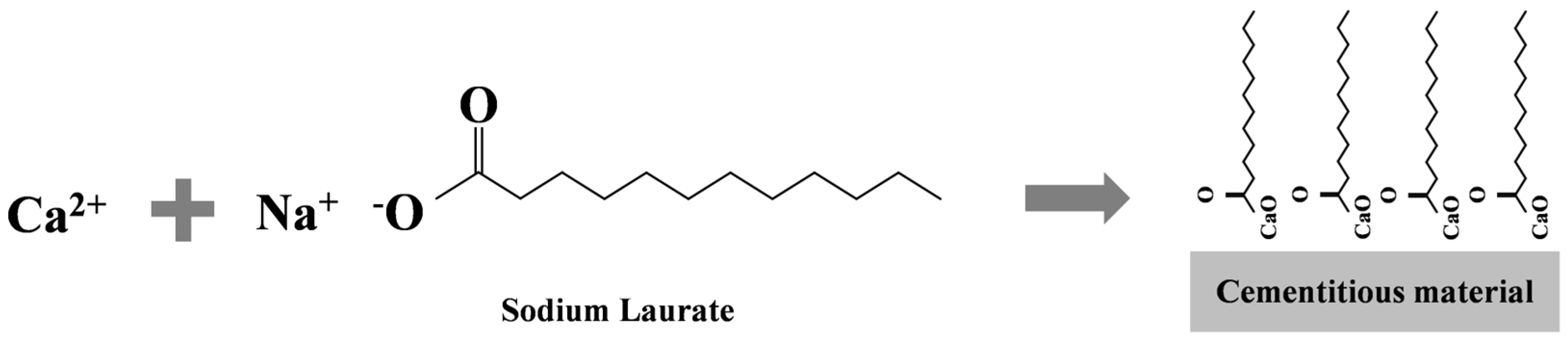
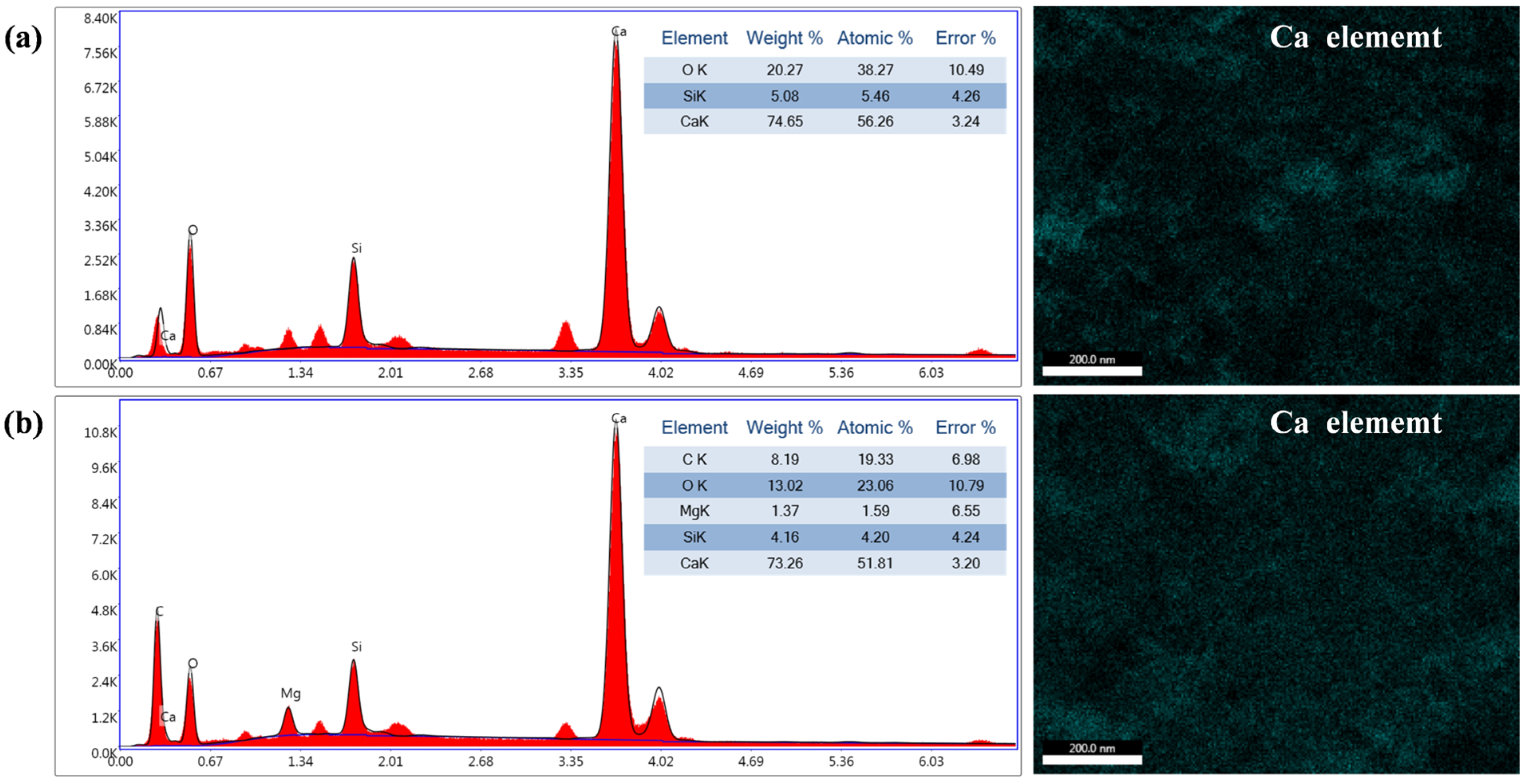
3.3. Surface Composition Analysis of Superhydrophobic Coatings
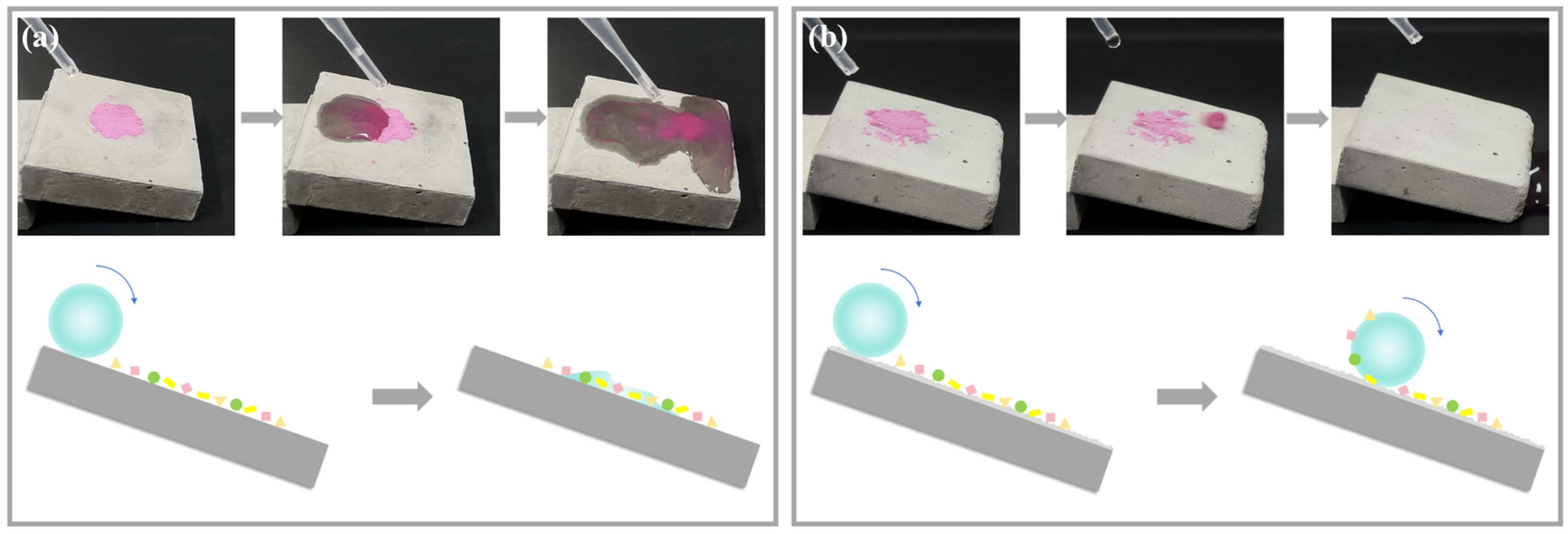
3.4. Self-Cleaning Properties
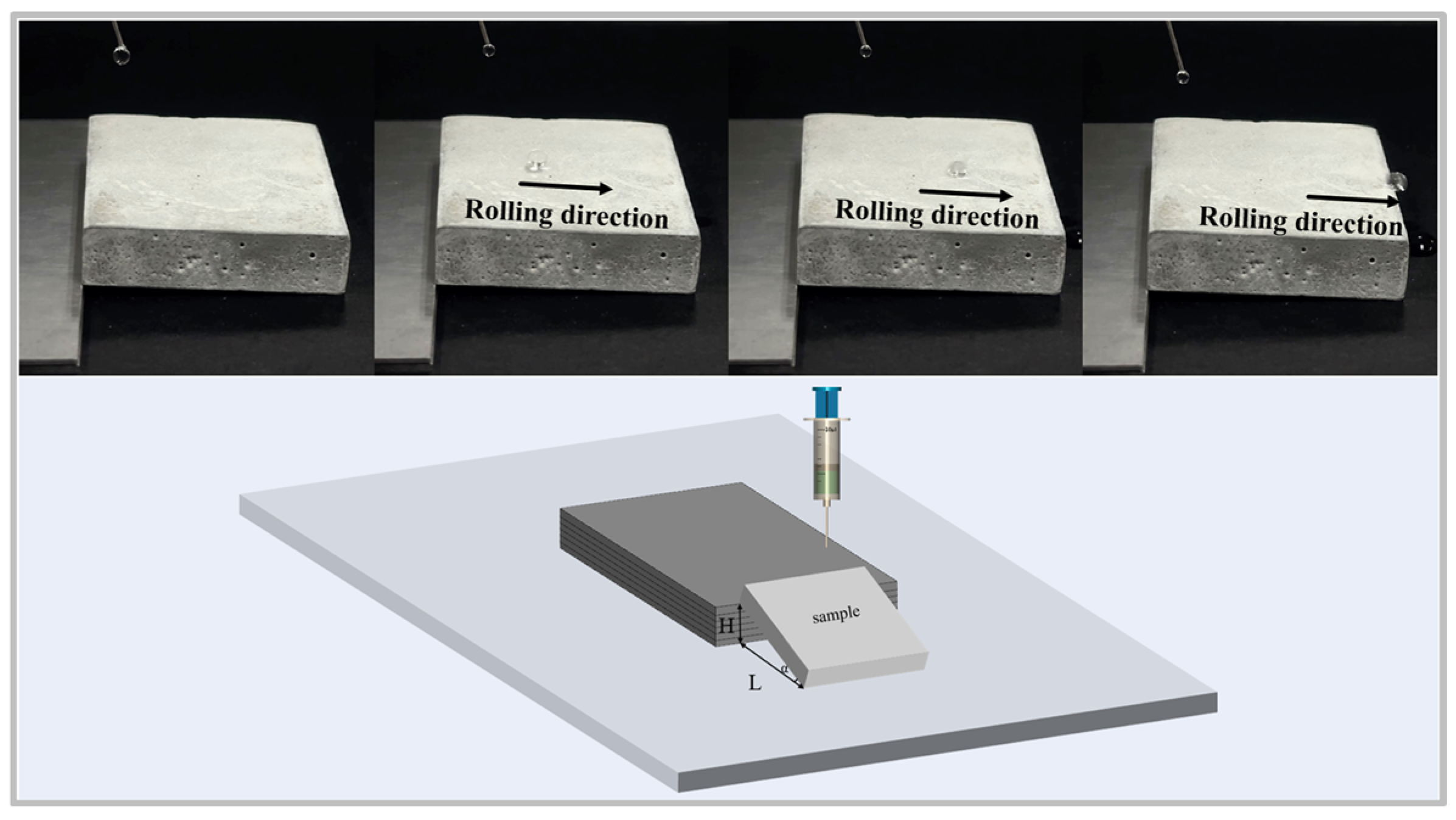
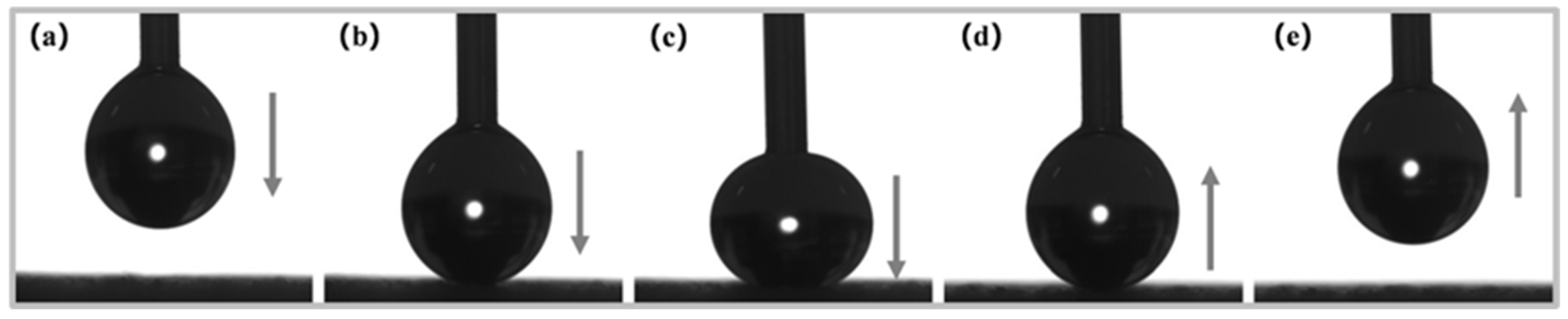
3.5. Adhesion Characteristics of Water Droplets to Coatings
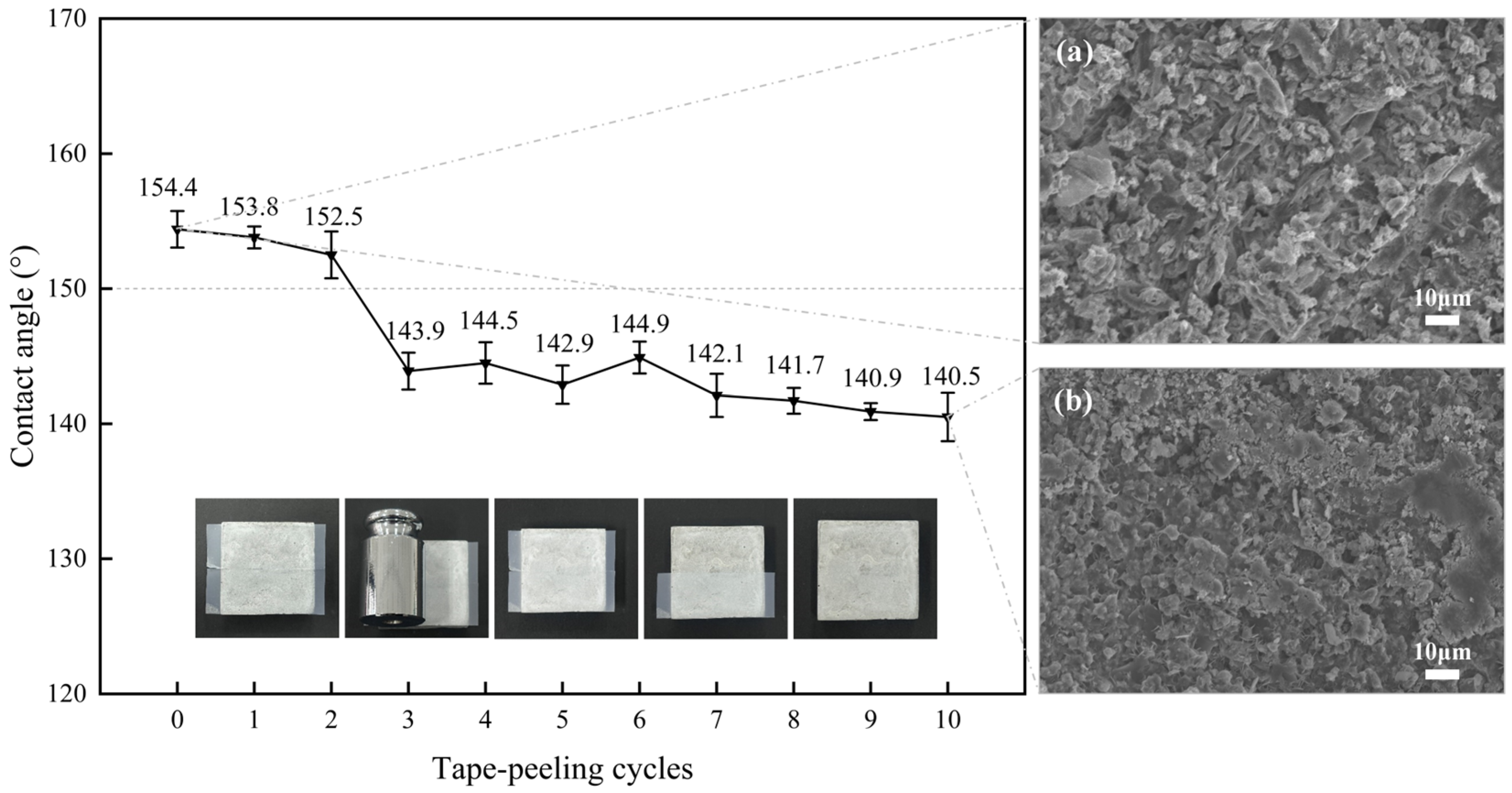
3.6. Mechanical Peeling Resistance
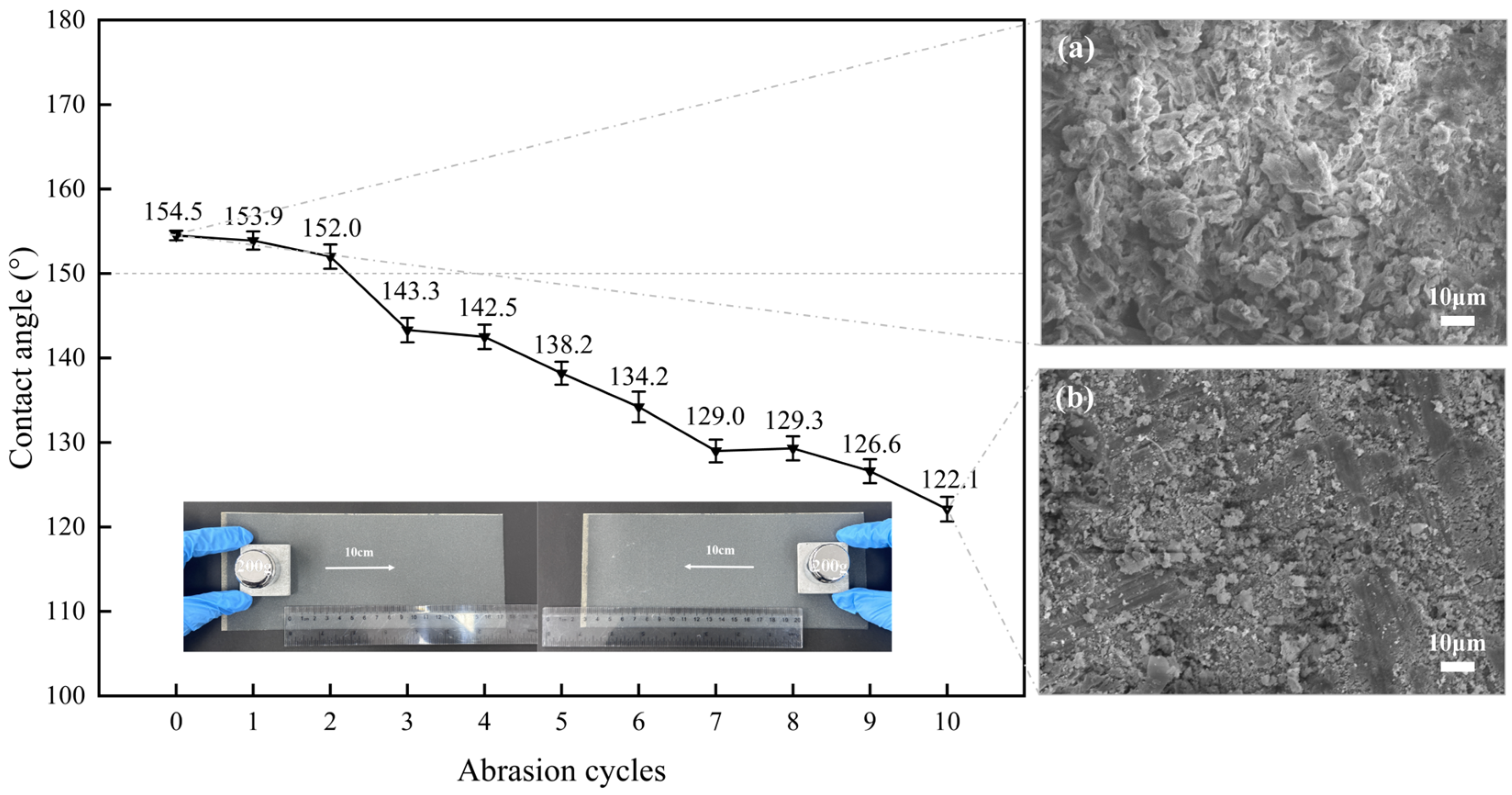
3.7. Abrasion Characteristics of Sandpaper
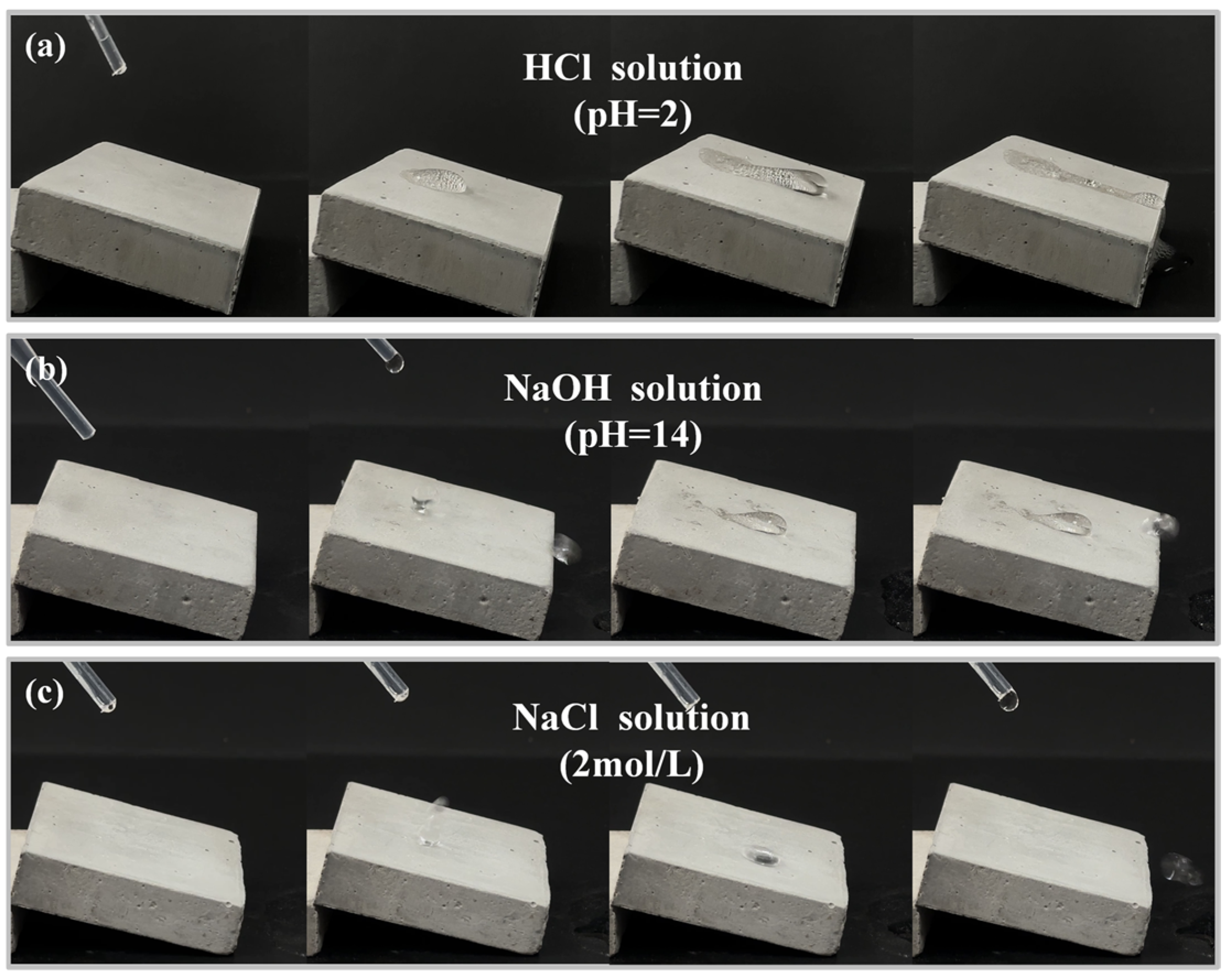
3.8. Chemical Corrosion Resistance Properties
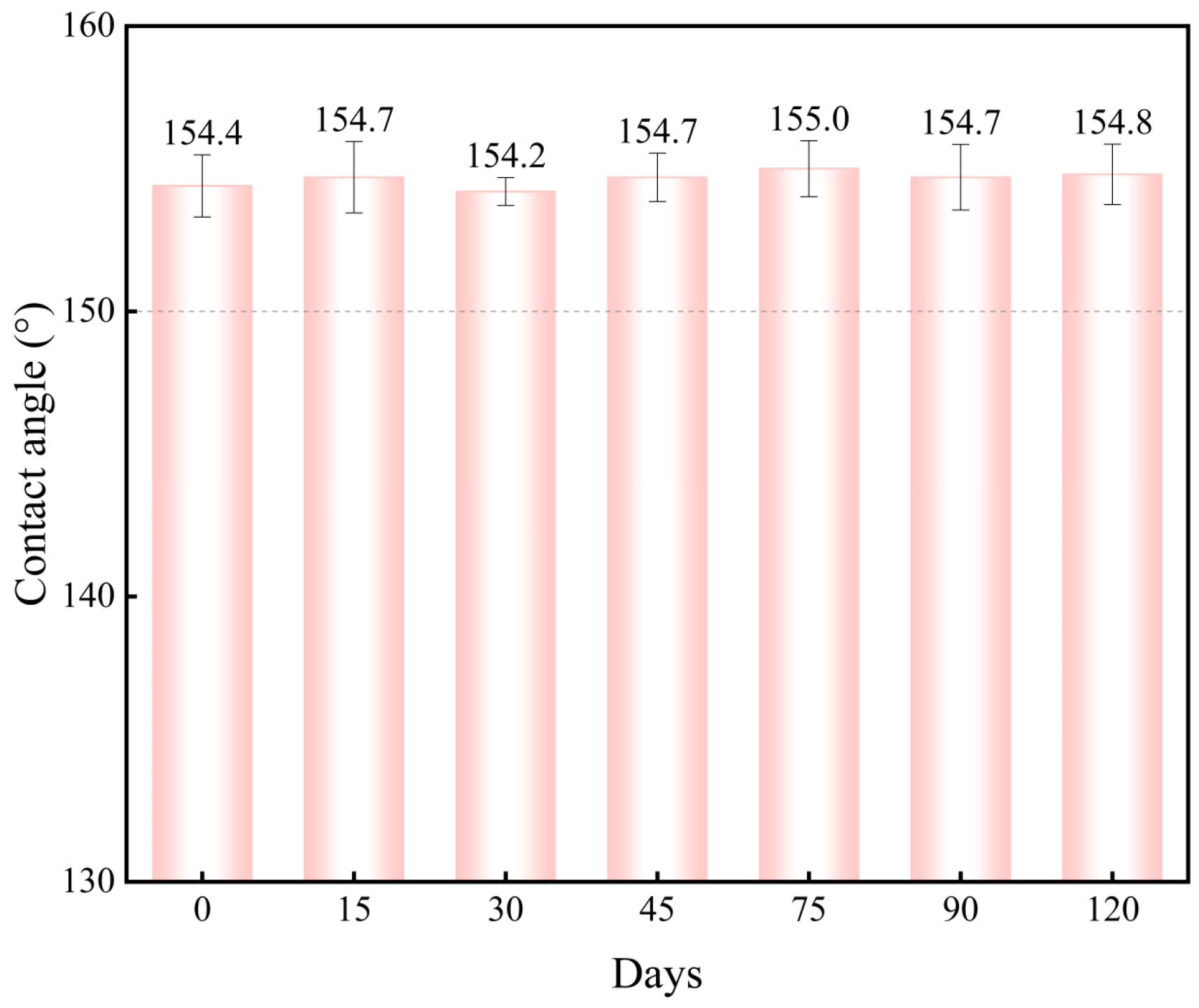
3.9. Environmental Stability
3.10. Surface Repairability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, J.; Gao, X.; Chen, S.; Lin, H.; Li, Z.; Lin, X. Hydrophobic or superhydrophobic modification of cement-based materials: A systematic review. Compos. Part B 2022, 243, 110104. [Google Scholar] [CrossRef]
- Shen, C.; Zhu, Y.; Shi, W.; He, K.; Xiao, X.; Xu, X.; Shi, J.; Xu, G. Mechanically stable superhydrophobic surface on cement-based materials. Chem. Phys. 2020, 538, 110912. [Google Scholar] [CrossRef]
- Yao, H.; Xie, Z.; Huang, C.; Yuan, Q.; Yu, Z. Recent progress of hydrophobic cement-based materials: Preparation, characterization and properties. Constr. Build. Mater. 2021, 299, 124255. [Google Scholar] [CrossRef]
- Zhang, F.; Pei, W.; Li, D.; Zhang, M.; Wang, C.; Lai, Y. A self-adaption robust superhydrophobic cement mortar for resistance of cold environment. Cold Reg. Sci. Technol. 2024, 228, 104323. [Google Scholar] [CrossRef]
- Rabajczyk, A.; Zielecka, M.; Klapsa, W.; Anna, D. Self-Cleaning Coatings and Surfaces of Modern Building Materials for the Removal of Some Air Pollutants. Materials 2021, 14, 2161. [Google Scholar] [CrossRef] [PubMed]
- Jiang, L.; Hou, P.; He, S.; Han, M.; Xiang, P.; Xiao, T.; Tan, X. The robust superhydrophobic SiO2/Diatomite/PDMS/KH-570/Me-MQ composite coating for self-cleaning application of building surface. Colloids Surf. A 2022, 634, 127936. [Google Scholar] [CrossRef]
- Cui, L.; Xiang, T.; Hu, B.; Lv, Y.; Rong, H.; Liu, D.; Zhang, S.; Gou, M.; Lv, Z.; Chen, D. Design of monolithic superhydrophobic concrete with excellent anti-corrosion and self-cleaning properties. Colloids Surf. A 2024, 685, 133345. [Google Scholar] [CrossRef]
- Gu, Z.; Zhao, M.; Liu, Q.; Mao, C.; Zhang, L.; Sun, X.; Lv, S. Photothermal superhydrophobic coating for concrete: Highly effective anti/deicing performance and corrosion resistance. Mater. Today Commun. 2024, 41, 110623. [Google Scholar] [CrossRef]
- Horgnies, M.; Chen, J. Superhydrophobic concrete surfaces with integrated microtexture. Cem. Concr. Compos. 2014, 52, 81–90. [Google Scholar] [CrossRef]
- Yang, F.; Zhou, W.; Li, F.; Yuan, L.; Diao, Y.; Liu, Y.; Pu, Y.; Zhang, Y.; Zhao, Y.; Jiang, O.; et al. Sprayable coating based on fluorinated silica nanocomposites with superhydrophobic and antibacterial properties for advanced concrete. Prog. Nat. Sci. Mater. Int. 2022, 32, 472–481. [Google Scholar] [CrossRef]
- Du, H.; Shen, Y.; Zhang, W.; Kong, X.; Fu, Y. Fabrication of superhydrophobic concrete with stable mechanical properties and self-cleaning properties. J. Build. Eng. 2023, 67, 105950. [Google Scholar] [CrossRef]
- Mao, J.; Wang, Q.; Qu, L.; Zhang, H.; Shi, Z.; Xu, S.; Li, X. Study of mortar layer property of superhydrophobic metakaolin based cement mortar. J. Build. Eng. 2022, 45, 103578. [Google Scholar] [CrossRef]
- Wang, P.; Yang, Y.; Wang, H.; Wang, H. Fabrication of super-robust and nonfluorinated superhydrophobic coating based on diatomaceous earth. Surf. Coat. Technol. 2019, 362, 90–96. [Google Scholar] [CrossRef]
- Wang, F.; Liu, H.; Ou, J.; Li, W. Fast fabrication of superhydrophobic surfaces on hardened cement paste using sodium laurate aqueous solution. Constr. Build. Mater. 2021, 278, 122385. [Google Scholar] [CrossRef]
- Wang, F.; Xie, T.; Ou, J.; Xue, M.; Li, W. Cement based superhydrophobic coating with excellent robustness and solar reflective ability. J. Alloys Compd. 2020, 823, 153702. [Google Scholar] [CrossRef]
- Wu, Y.; She, W.; Shi, D.; Jiang, T.; Hao, T.; Liu, J.; Zhang, Q.; You, J.; Li, R. An extremely chemical and mechanically durable siloxane bearing copolymer coating with self-crosslinkable and anti-icing properties. J. Compos. Part B Eng. 2020, 195, 108031. [Google Scholar] [CrossRef]
- Zhu, Q.; Li, B.; Li, S.; Luo, G.; Zheng, B.; Zhang, J. Durable superamphiphobic coatings with high static and dynamic repellency towards liquids with low surface tension and high viscosity. J. Colloid Interface Sci. 2020, 578, 262–272. [Google Scholar] [CrossRef] [PubMed]
- Luo, G.; Wen, L.; Yang, K.; Li, X.; Xu, S.; Pi, P.; Wen, X. Robust and durable fluorinated 8-MAPOSS-based superamphiphobic fabrics with buoyancy boost and drag reduction. J. Chem. Eng. 2020, 383, 123125. [Google Scholar] [CrossRef]
- Su, X.; Li, H.; Lai, X.; Zhang, L.; Liao, X.; Wang, J.; Chen, Z.; He, J.; Zeng, X. Dual-Functional Superhydrophobic Textiles with Asymmetric Roll-Down/Pinned States for Water Droplet Transportation and Oil–Water Separation. ACS Appl. Mater. Interfaces 2018, 10, 4213. [Google Scholar] [CrossRef] [PubMed]
- Wang, N.; Wang, Q.; Xu, S. A review on applications of superhydrophobic materials in civil engineering. Adv. Eng. Mater. 2021, 24, 2101238. [Google Scholar] [CrossRef]
- Xu, S.; Wang, Q.; Wang, N.; Qu, L.; Song, Q. Study of corrosion property and mechanical strength of eco-friendly fabricated superhydrophobic concrete. J. Clean. Prod. 2021, 323, 129267. [Google Scholar] [CrossRef]
- Zhi, D.; Lu, Y.; Sathasivam, S.; Parkin, I.; Zhang, X. Large-scale fabrication of translucent and repairable superhydrophobic spray coatings with remarkable mechanical, chemical durability and UV resistance. J. Mater. Chem. A 2017, 5, 10622–10631. [Google Scholar] [CrossRef]
- Li, Y.; Li, B.; Zhao, X.; Zhao, X.; Tian, N.; Zhang, J. Totally waterborne, nonfluorinated, mechanically robust, and self-healing superhydrophobic coatings for actual anti-icing. ACS Appl. Mater. Interfaces 2018, 10, 39391–39399. [Google Scholar] [CrossRef] [PubMed]
- Ma, T.; Ma, J.; Yang, C.; Zhang, J.; Cheng, J. Robust, multiresponsive, superhydrophobic, and oleophobic nanocomposites via a highly efficient multifluorination strategy. ACS Appl. Mater. Interfaces 2021, 13, 28949–28961. [Google Scholar] [CrossRef] [PubMed]
- Zhuang, L.; Li, J.; Liu, W.; Zhang, Y. Preparation and performance evaluation of new durable superhydrophobic wall coatings. Surf. Technol. 2021, 50, 239–246. [Google Scholar]
- Wang, F.; Zhang, M.; Lei, S.; Ou, J.; Li, W. Rapid preparation of superhydrophobic surface on cement stone. Appl. Phys. A Mater. Sci. Process. 2019, 125, 386. [Google Scholar] [CrossRef]
- Wei, Q.; Liu, X.; Zhang, X. Facile preparation of mechanically robust superhydrophobic concrete with self-cleaning property. Mater. Res. Express 2019, 6, 015001. [Google Scholar] [CrossRef]
- Lei, L.; Wang, Q.; Xu, S.; Wang, N.; Zheng, X. Fabrication of superhydrophobic concrete used in marine environment with anti-corrosion and stable mechanical properties. Constr. Build. Mater. 2020, 251, 118946. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, R.; Yu, Y.; Peng, B.; Lu, G.; Xing, X.; Yue, C.; Zhang, L. Simple and Rapid Fabrication of Hydrophobic Coatings by a One-Step Spraying Method and Its Properties. Coatings 2025, 15, 872. https://doi.org/10.3390/coatings15080872
Xu R, Yu Y, Peng B, Lu G, Xing X, Yue C, Zhang L. Simple and Rapid Fabrication of Hydrophobic Coatings by a One-Step Spraying Method and Its Properties. Coatings. 2025; 15(8):872. https://doi.org/10.3390/coatings15080872
Chicago/Turabian StyleXu, Rui, Yue Yu, Ben Peng, Guanghua Lu, Xiujun Xing, Changsheng Yue, and Lei Zhang. 2025. "Simple and Rapid Fabrication of Hydrophobic Coatings by a One-Step Spraying Method and Its Properties" Coatings 15, no. 8: 872. https://doi.org/10.3390/coatings15080872
APA StyleXu, R., Yu, Y., Peng, B., Lu, G., Xing, X., Yue, C., & Zhang, L. (2025). Simple and Rapid Fabrication of Hydrophobic Coatings by a One-Step Spraying Method and Its Properties. Coatings, 15(8), 872. https://doi.org/10.3390/coatings15080872