Non-Contact Measurement of Small-Module Gears Using Optical Coherence Tomography



Abstract
1. Introduction
2. Methods and Experiments
2.1. Measurement of the Geometric Parameters of the Gears
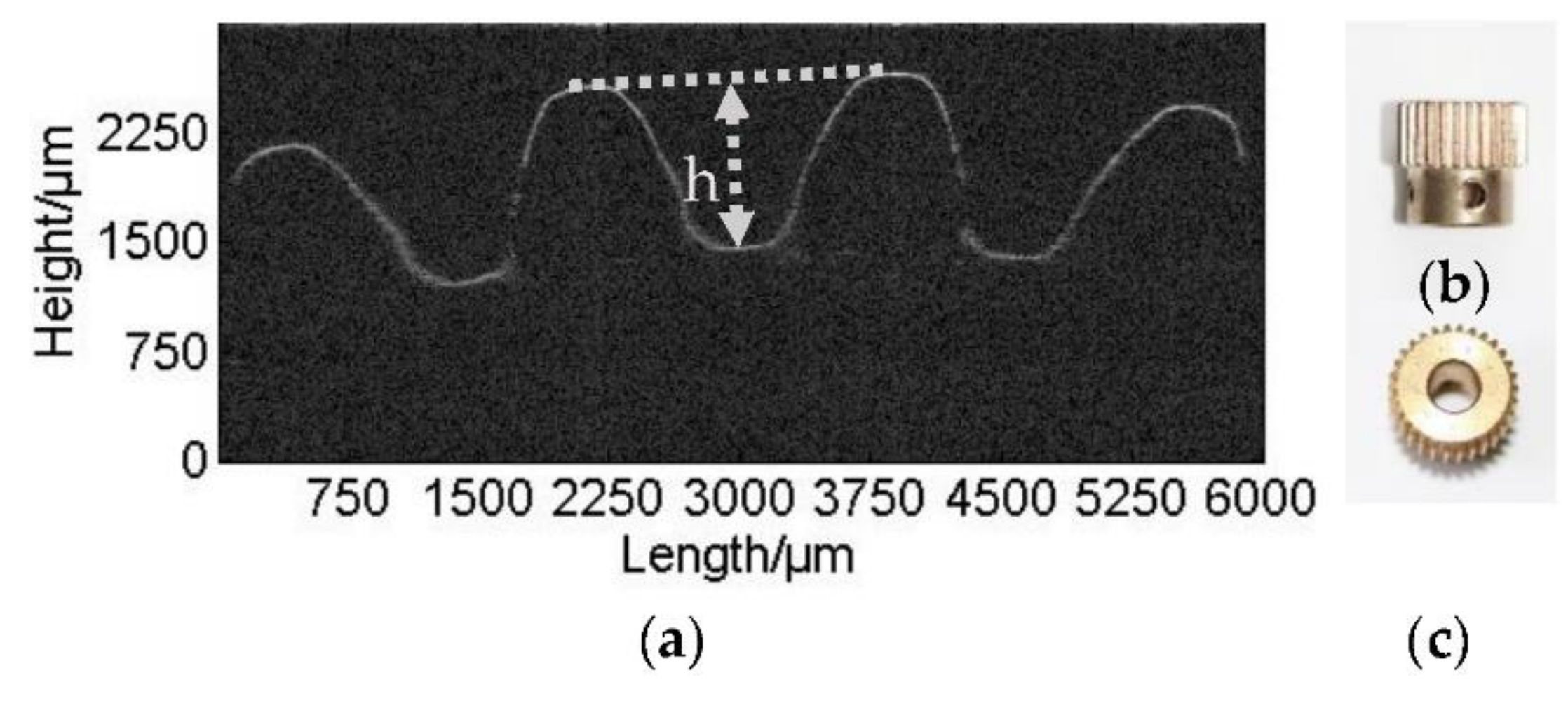
2.1.1. Analysis of Module, Addendum Coefficient, and Top Clearance Coefficient
2.1.2. Calculation of Tooth Number
2.1.3. Calculation of Pressure Angle, Modification Coefficient, and Tooth Thickness
2.2. Factors Affecting Optical Coherence Tomography Gear Measurement
2.2.1. Gear Material
2.2.2. Tooth Shape
2.2.3. Gear Roughness
2.3. Whole Teeth Profile Imaging
2.4. Systematic Evaluation of the Measurement Capabilities of the OCT Gear Measurement
3. Discussions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Goch, G. Gear metrology. Ann. Cirp 2003, 52, 659–695. [Google Scholar] [CrossRef]
- Feng, G. Present State and Development of Measuring Technology for Fine-pitch Gear. Tool Eng. 2007, 41, 3–6. [Google Scholar]
- Shi, Z.Y.; Zhang, W.N.; Lin, J.C. Present status and trends of measurement technology of fine-pitch gears. J. Beijing Univ. Technol. 2008, 34, 113–119. [Google Scholar]
- Isao, X.; Bonihara, Z. Ultramicro-pinions. Proc. Precis. Eng. Soc. 2003, 69, 3–6. [Google Scholar]
- Wan, P.; Guo, J.J.; Wang, J.D. Research on the Method of Continuous Scanning Measurement on the Tooth Surface of the Spiral Bevel Gear Based on the Constant Measuring Force. Adv. Mater. Res. 2012, 468–471, 1532–1540. [Google Scholar] [CrossRef]
- Li, W.; Ning, S. Study on Measurement of Flank Topography of Worm Wheel with CNC Gear Measuring Center. Tool Eng. 2006, 11, 66–69. [Google Scholar]
- Du, H.; Jin, W.; Zhang, X.; Hu, J. A Method of Dimension Measurement for Spur Gear Based on Machine Vision. In Proceedings of the 2011 International Conference on Multimedia and Signal Processing, Guilin, China, 14–15 May 2011; pp. 243–246. [Google Scholar]
- Younes, M.A. Automatic measurement of spur-gear dimensions using laser light. Part 1: Measurement of tooth thickness and pitch. Opt. Eng. 2005, 44, 087201. [Google Scholar] [CrossRef]
- Shi, Z.Y.; Wei, Z.H. Evolution and Some Trends in Precision Probe Technology. Tool Eng. 2007, 41, 3. [Google Scholar]
- Neuschaeferrube, U. Measurement of micro gears: Comparison of optical, tactile-optical, and CT measurements. In Proceedings of the Three-Dimensional Imaging, Interaction, and Measurement, San Francisco Airport, CA, USA, 23–27 January 2011; Volume 16. [Google Scholar]
- Huang, D.; Swanson, E.A.; Lin, C.P.; Schuman, J.S.; Stinson, W.G.; Chang, W.; Hee, M.R.; Flotte, T.; Gregory, K.; Puliafito, C.A. Optical coherence tomography. Science 1991, 254, 1178–1181. [Google Scholar] [CrossRef] [PubMed]
- Lawman, S.; Williams, B.M.; Zhang, J.; Shen, Y.C.; Zheng, Y. Scan-Less Line Field Optical Coherence Tomography, with Automatic Image Segmentation, as a Measurement Tool for Automotive Coatings. Appl. Sci. 2017, 7, 351. [Google Scholar] [CrossRef]
- Wiesauer, K.; Pircher, M.; Götzinger, E.; Hitzenberger, C.K.; Engelke, R.; Ahrens, G.; Grützner, G.; Stifter, D. Transversal ultrahigh-resolution polarization sensitive optical coherence tomography for strain mapping in materials. Opt. Express 2006, 14, 5945–5953. [Google Scholar] [CrossRef] [PubMed]
- Davidson, B.R.; Barton, J.K. Application of optical coherence tomography to automated contact lens metrology. J. Biomed. Opt. 2010, 15, 016009. [Google Scholar] [CrossRef] [PubMed]
- Thorlabs. GAN210C1—Spectral OCT System. Available online: https://www.thorlabschina.cn/thorproduct.cfm_partnumber=GAN210C1 (accessed on 10 August 2018).
- Chinese National Standard. GB 2362-90. Basic Rack Tooth Profile of Fine-Pitch Involute Cylindrical Gears; State Bureau of Technical Supervision: Beijing, China, 1990.
- Chinese National Standard. GB/T 1357-1987. Involute cylindrical gear module; State Bureau of Technical Supervision: Beijing, China, 1987.
- Yu, J.L.; Fu, W.; Yang, X.H. Plotting and calculation of drive parameters for profile shifted gear. China Heavy Equip. 2011, 1, 31–32. [Google Scholar]
- Shen, S.L.; Hou-Rong, W.U.; Cai, Y.S. The method of calculating gear wheel flank profile falling-at the initiation point. J. Hefei Univ. Technol. 2009, 32(s1), 239–241. [Google Scholar]
- Li, F.; Gao, Y.Q.; Zhong, K.J. Measurement of Focal Plane for Micro lens Array Using Metallographic Microscope. Key Eng. Mater. 2013, 552, 440–445. [Google Scholar] [CrossRef]
- Polito, A.; Del Borrello, M.; Isola, M.; Zemella, N.; Bandello, F. Repeatability and reproducibility of fast macular thickness mapping with stratus optical coherence tomography. Arch. Ophthalmol. 2005, 123, 1330–1337. [Google Scholar] [CrossRef] [PubMed]
- International Organization for Standardization. Fundamentals and Vocabulary; BS EN ISO 9000:2000; International Organization for Standardization: Geneva, Switzerland, 1999.
- Pan, J.N. Evaluating the Gauge Repeatability and Reproducibility for Different Industries. Qual. Quant. 2006, 40, 499–518. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Priority Level | The First Series | The Second Series |
|---|---|---|
| Standard modulus series (mm) | 0.1, 0.12, 0.15, 0.2, 0.25, 0.3, 0.4, 0.5, 0.6, 0.8, 1, 1.25, 1.5, 2, 2.5, 3, 4, 5, 6, 8, 10, 12, 16, 20, 25, 32, 40, 50 | 0.35, 0.7, 0.9, 1.75, 2.25, 2.75, (3.25), 3.5, (3.75), 4.5, 5.5, (6.5), 7, 9, (11), 14, 18, 22, 28, (30), 36, 45 |
| Gear Modulus (mm) * | Depth of the gear of six measurements (mm) | Mean Value (mm) | Standard Deviation | |||||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |||
| 0.2 (0.45) | 0.484 | 0.453 | 0.467 | 0.464 | 0.452 | 0.447 | 0.461 | |
| 0.5 (1.125) | 1.114 | 1.120 | 1.111 | 1.108 | 1.120 | 1.105 | 1.113 | |
| 0.8 (1.8) | 1.829 | 1.813 | 1.819 | 1.772 | 1.815 | 1.787 | 1.806 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, M.; Zhong, S. Non-Contact Measurement of Small-Module Gears Using Optical Coherence Tomography. Appl. Sci. 2018, 8, 2490. https://doi.org/10.3390/app8122490
Luo M, Zhong S. Non-Contact Measurement of Small-Module Gears Using Optical Coherence Tomography. Applied Sciences. 2018; 8(12):2490. https://doi.org/10.3390/app8122490
Chicago/Turabian StyleLuo, Manting, and Shuncong Zhong. 2018. "Non-Contact Measurement of Small-Module Gears Using Optical Coherence Tomography" Applied Sciences 8, no. 12: 2490. https://doi.org/10.3390/app8122490
APA StyleLuo, M., & Zhong, S. (2018). Non-Contact Measurement of Small-Module Gears Using Optical Coherence Tomography. Applied Sciences, 8(12), 2490. https://doi.org/10.3390/app8122490