
Evaluation of the Grading and Morphology of Recycled Asphalt Pavement Clusters Using the Emulsification–Separation Disposal Method

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. RAP Materials
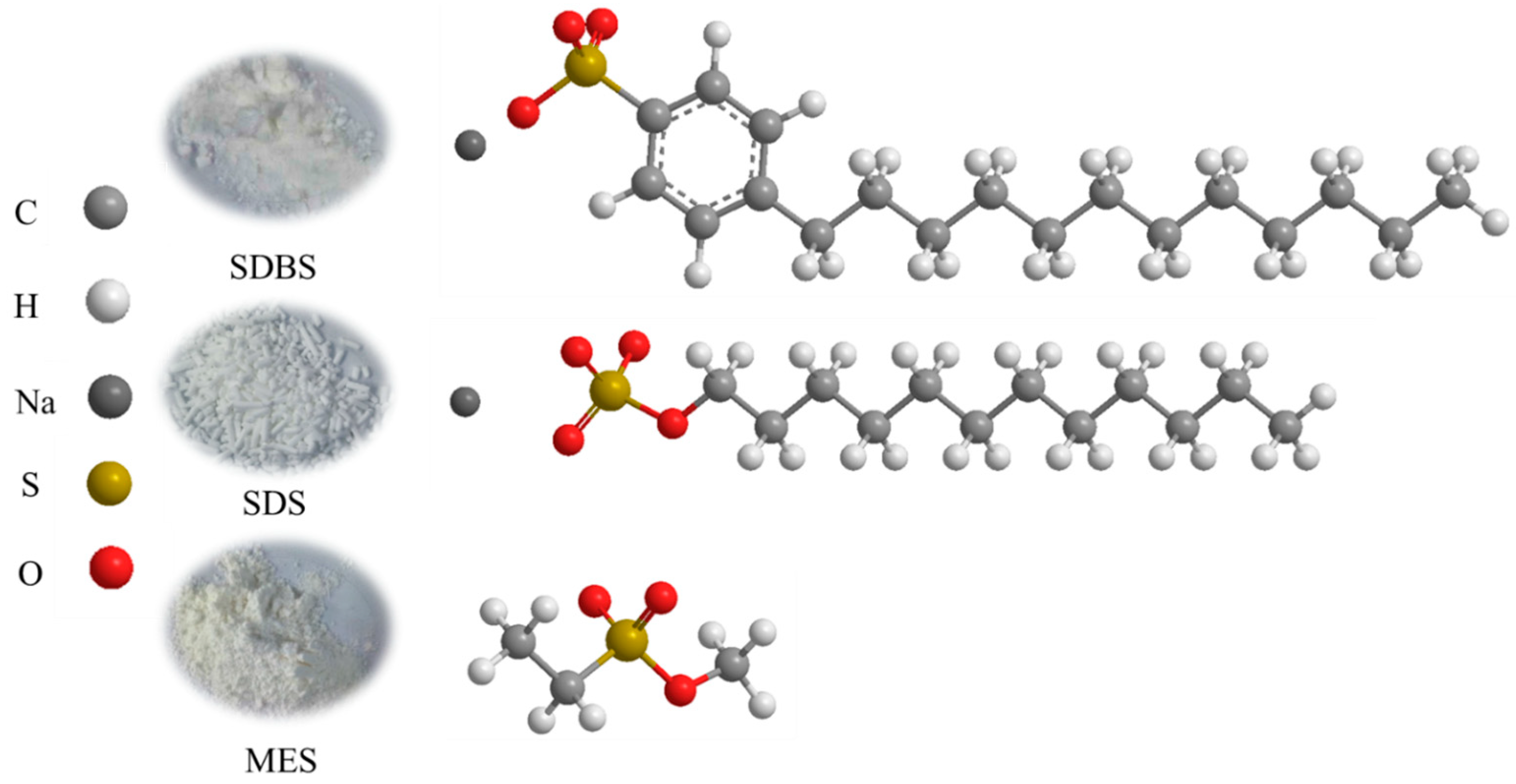
2.1.2. Anionic Surfactants
2.2. Emulsification–Separation of RAP
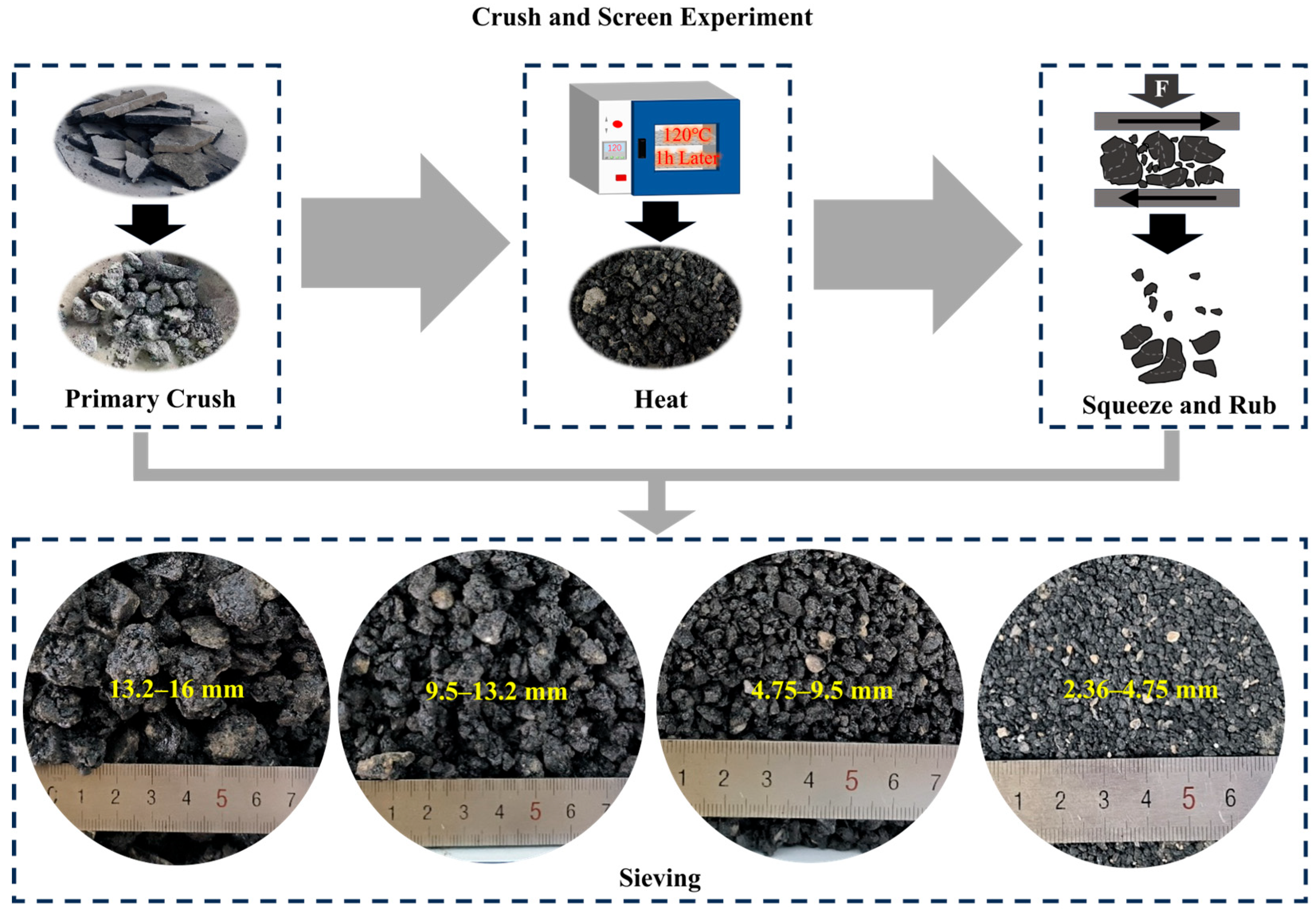
2.2.1. RAP Pretreatment Experiments
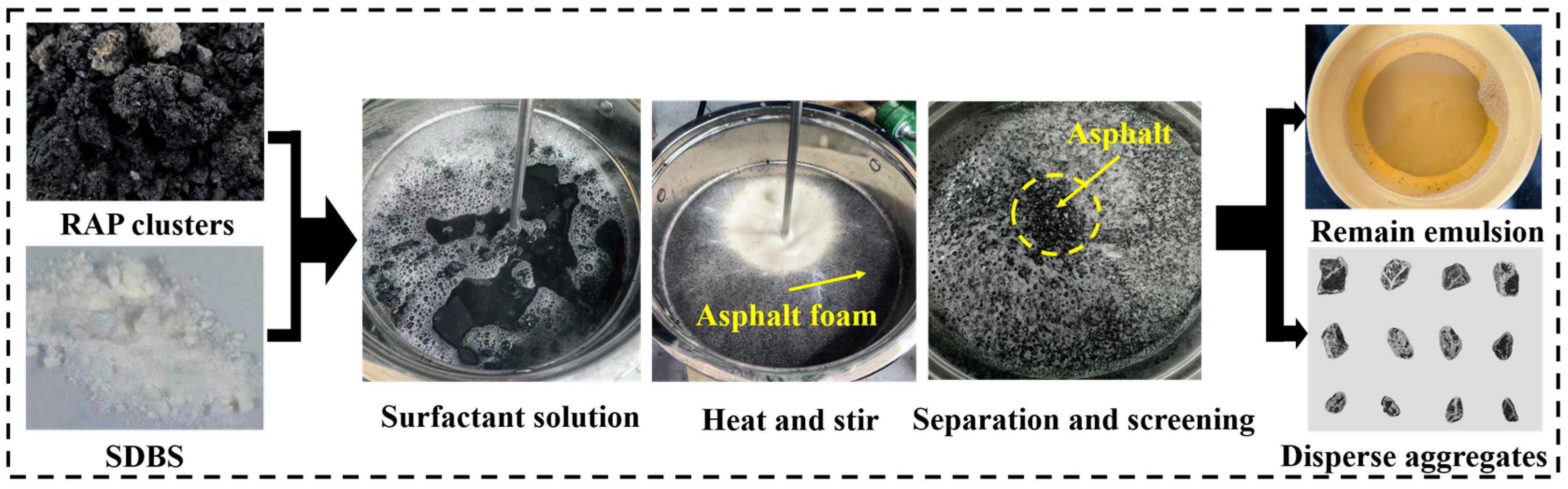
2.2.2. RAP Emulsification–Separation Experiments
2.3. Test Methods
2.3.1. Asphalt Content and Aggregate Gradation
2.3.2. Modulus of Fineness Method
2.3.3. Improvement of the Loss Percentage Method
2.3.4. Angularity of Aggregates
2.3.5. Aggregate Micro-Morphological Analysis
2.3.6. Recycling of the Remaining Emulsion
3. Results and Discussions
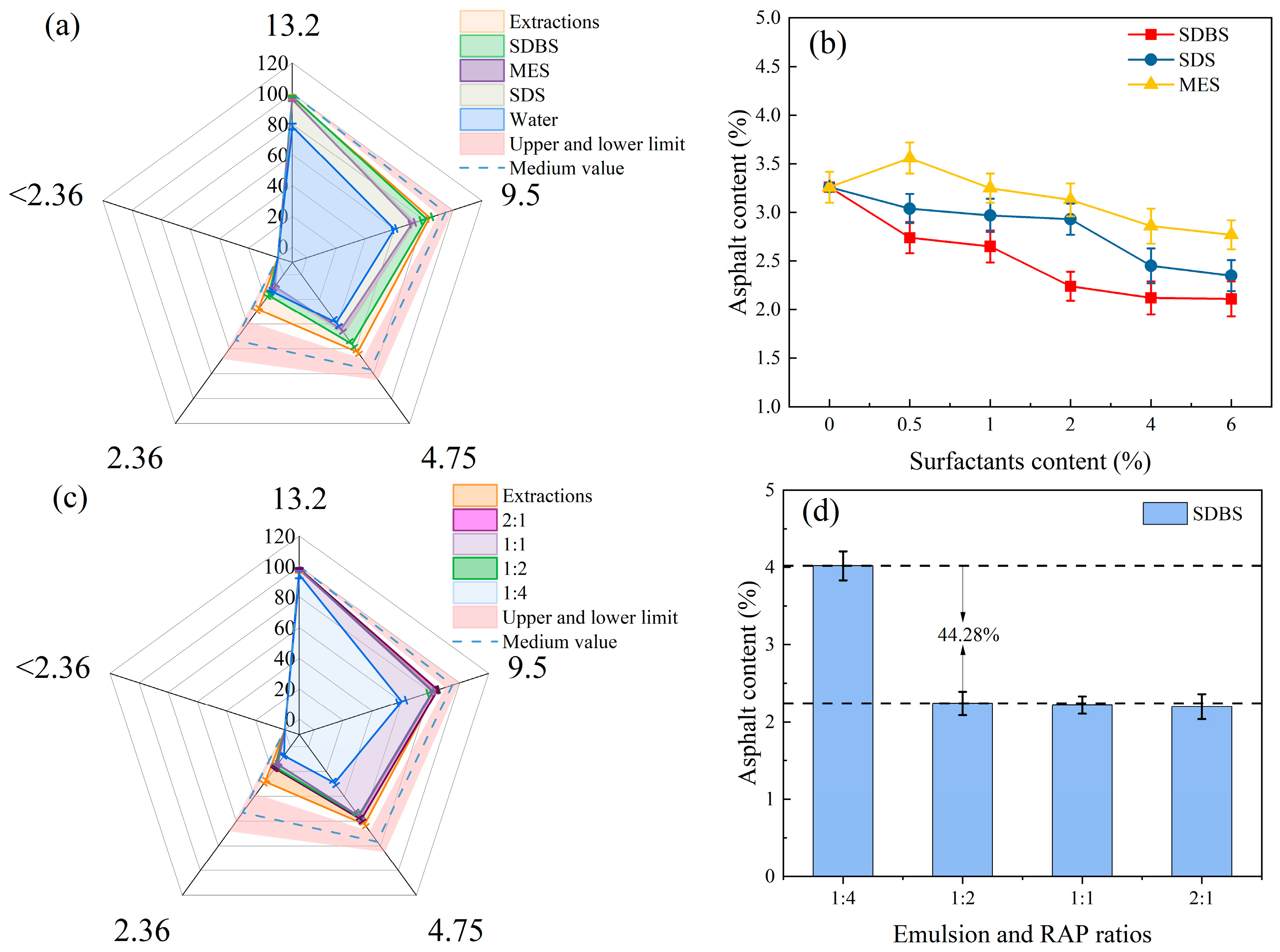
3.1. Influence of Anionic Surfactant Type and Content on Oil Removal Efficiency
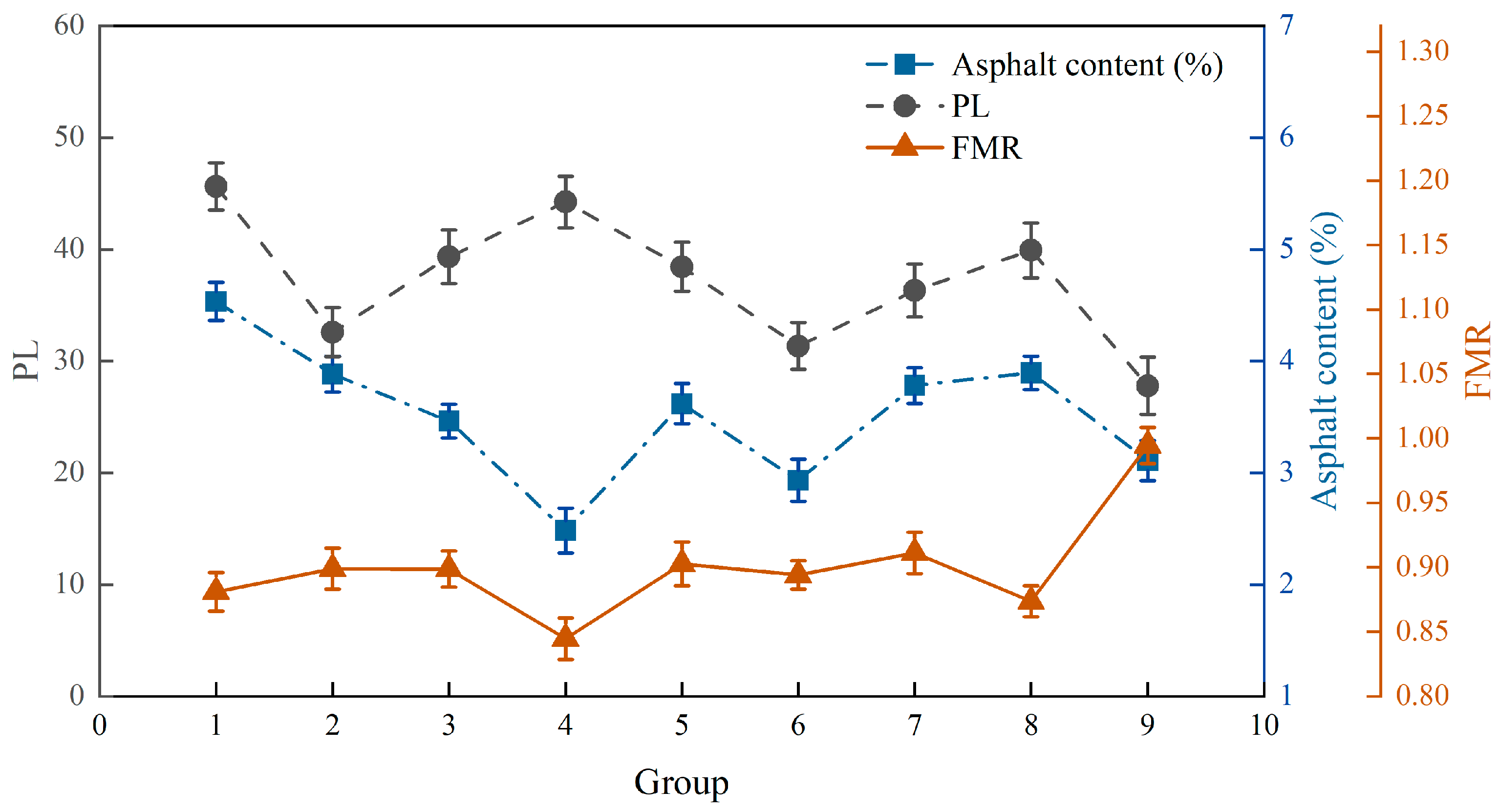
3.2. Influence of Process Parameters on the Emulsification–Separation Effect
3.3. Influence of RAP Particle Size on Emulsification–Separation
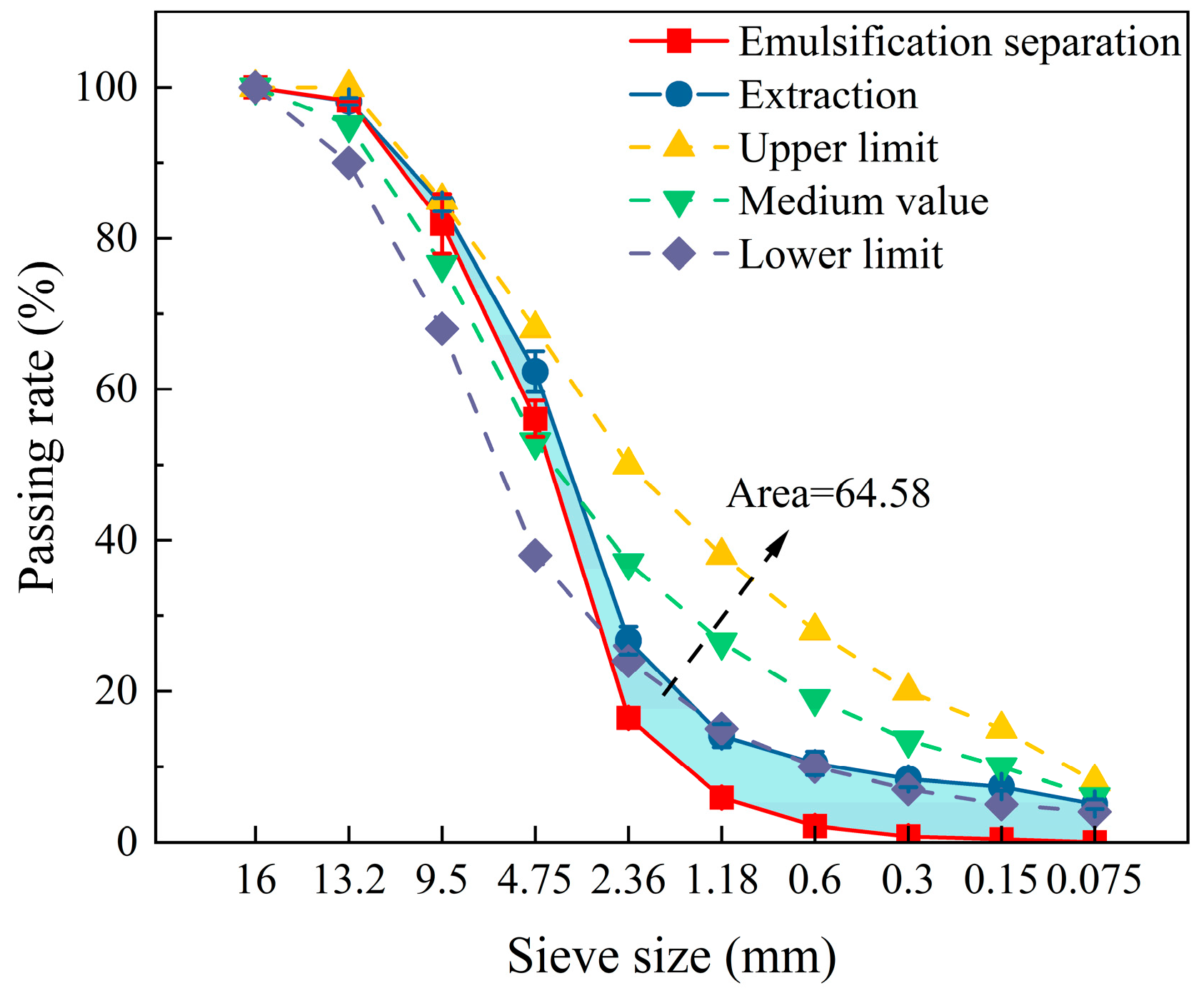
3.3.1. Effects of AC-13 Grading RAP on Emulsification–Separation
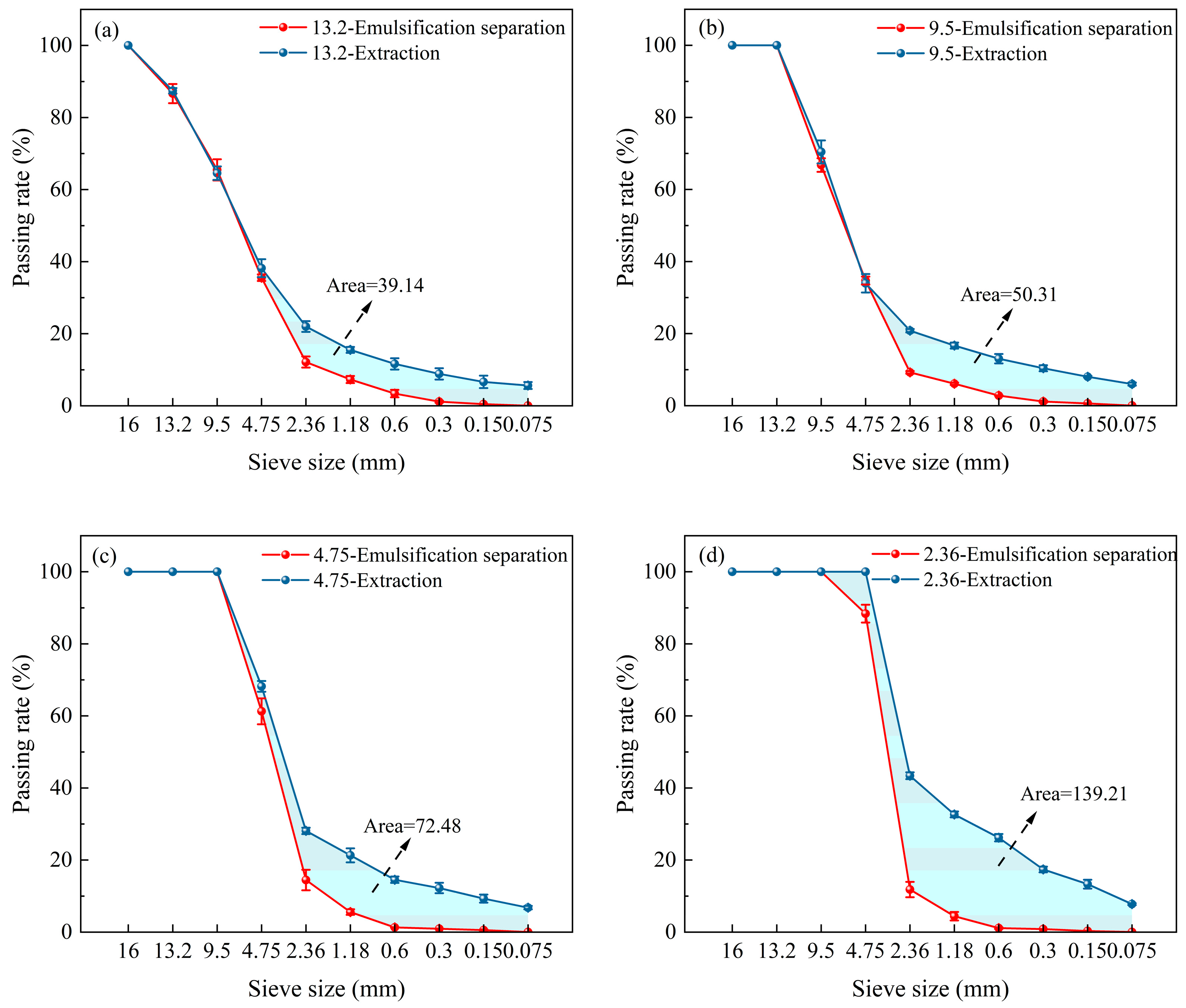
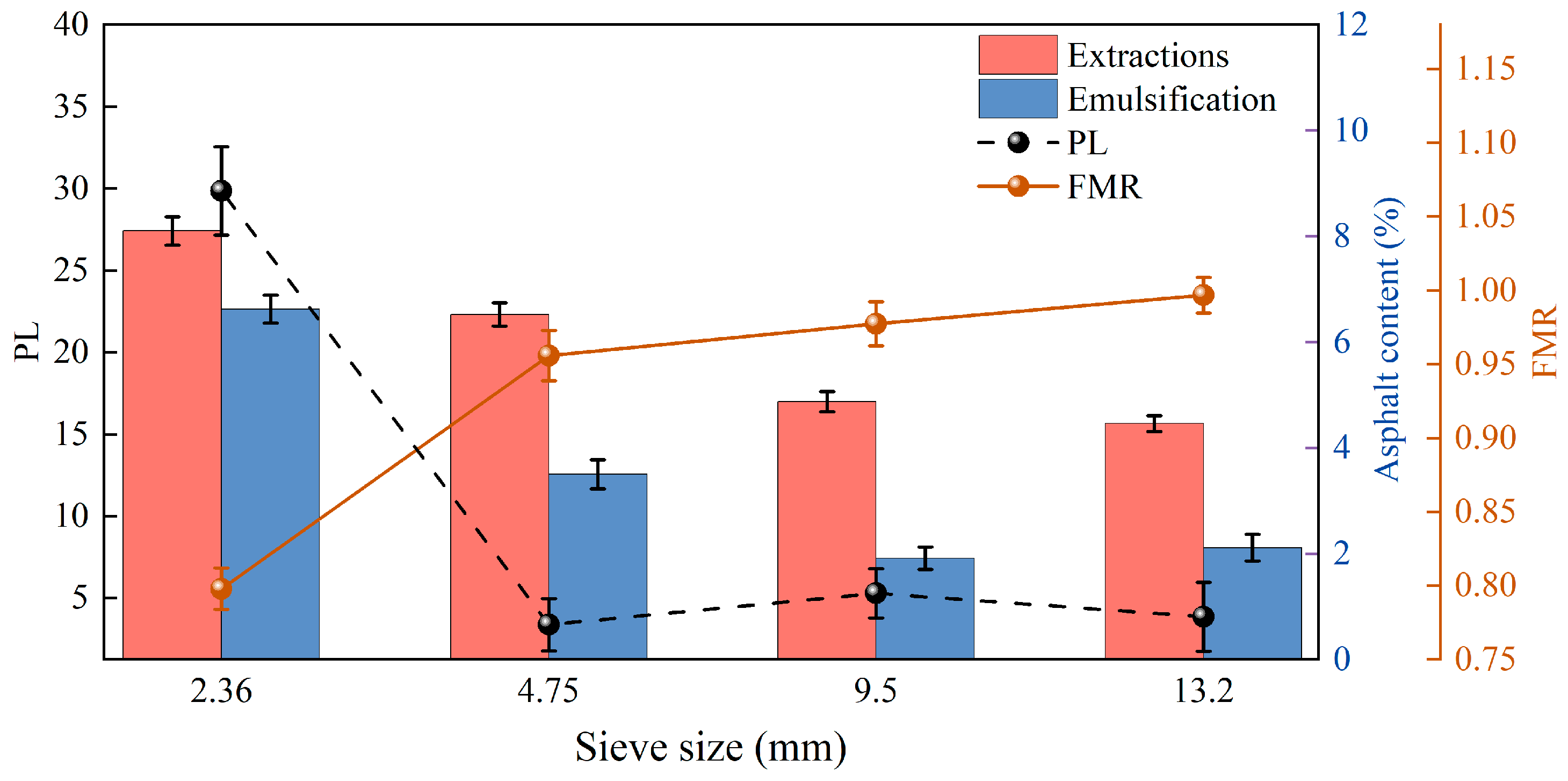
3.3.2. Emulsification–Separation Effects of Different Sizes of RAP Materials
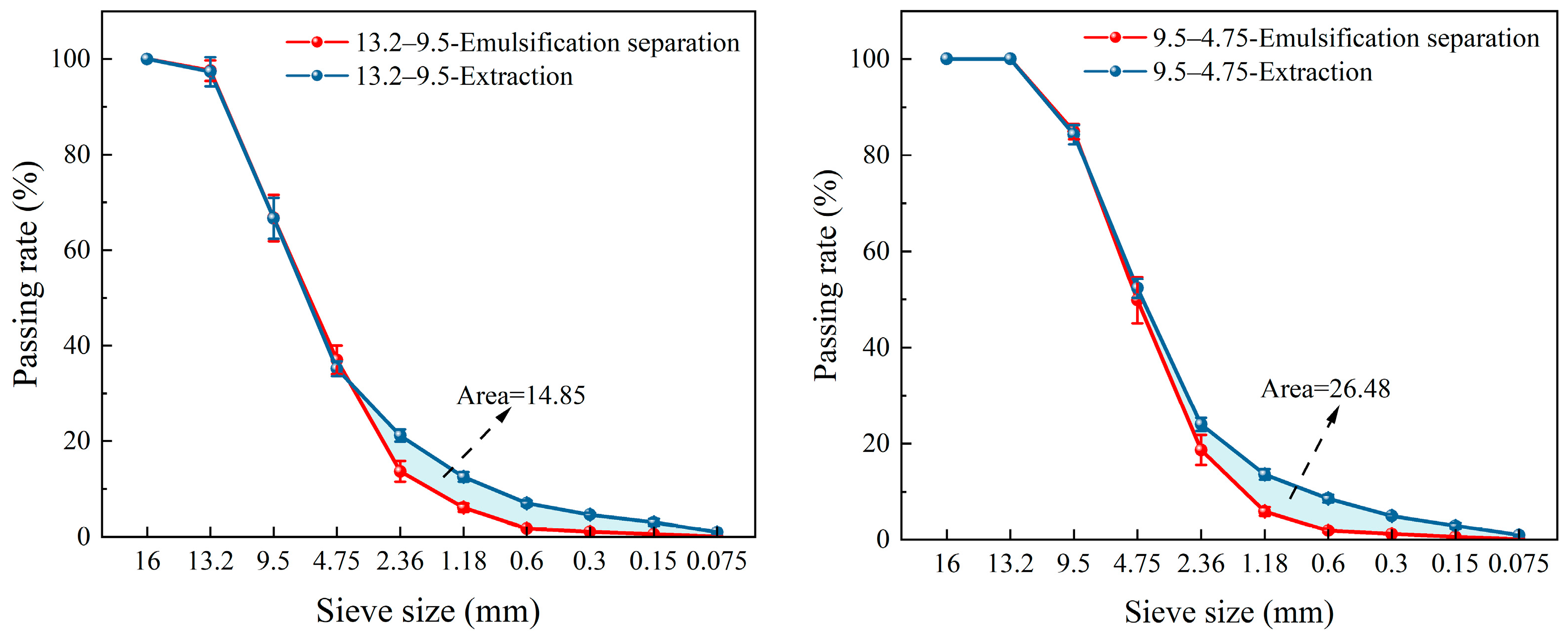
3.3.3. Emulsification–Separation Effects of Different RAP Gradation Levels
3.4. Recovery of the Emulsion During Emulsification–Separation
3.5. Angularity of Recycled Aggregates
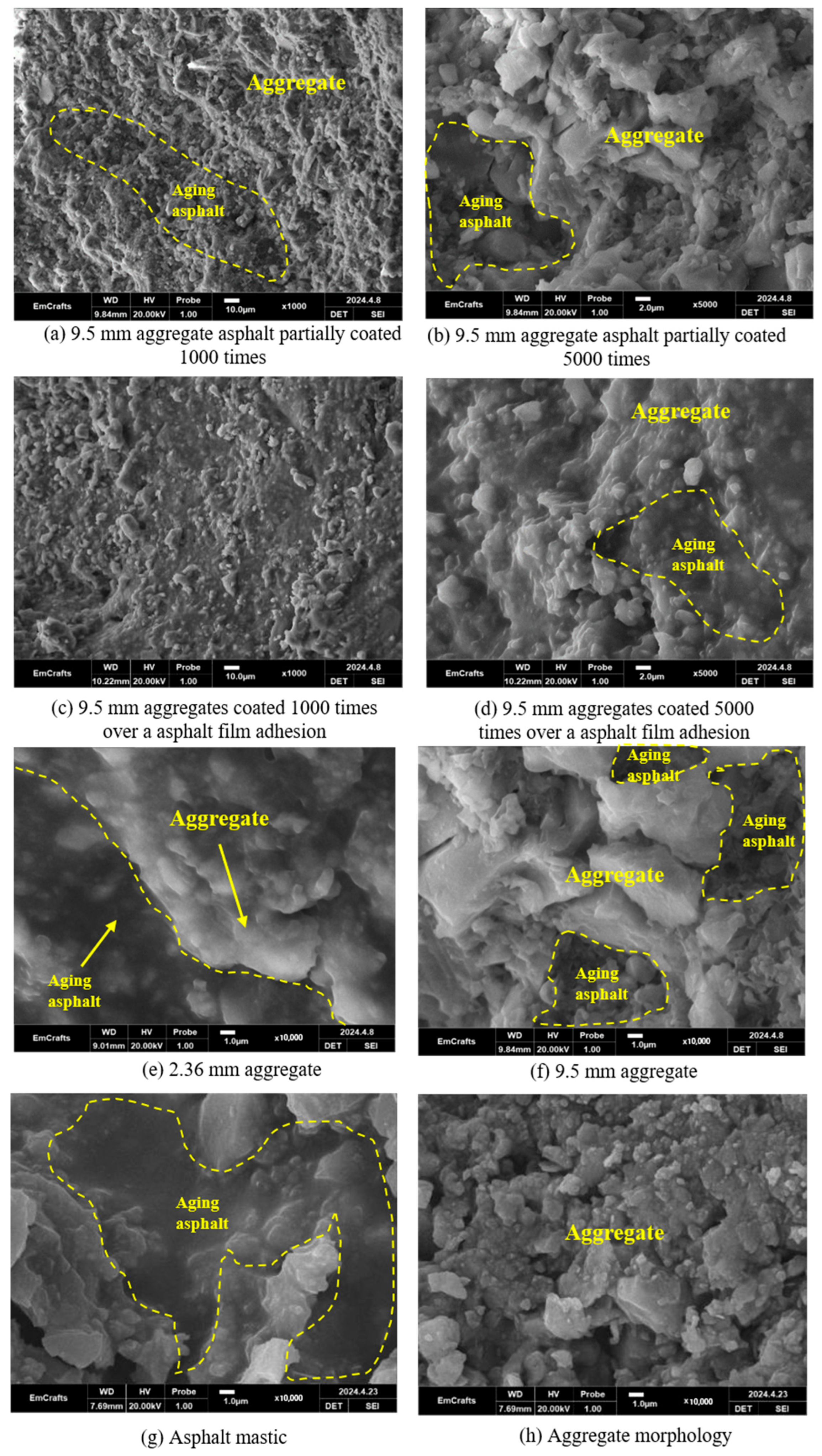
3.6. Micro-Morphological Analysis Using SEM
3.7. Mechanism Analysis of RAP Emulsification–Separation
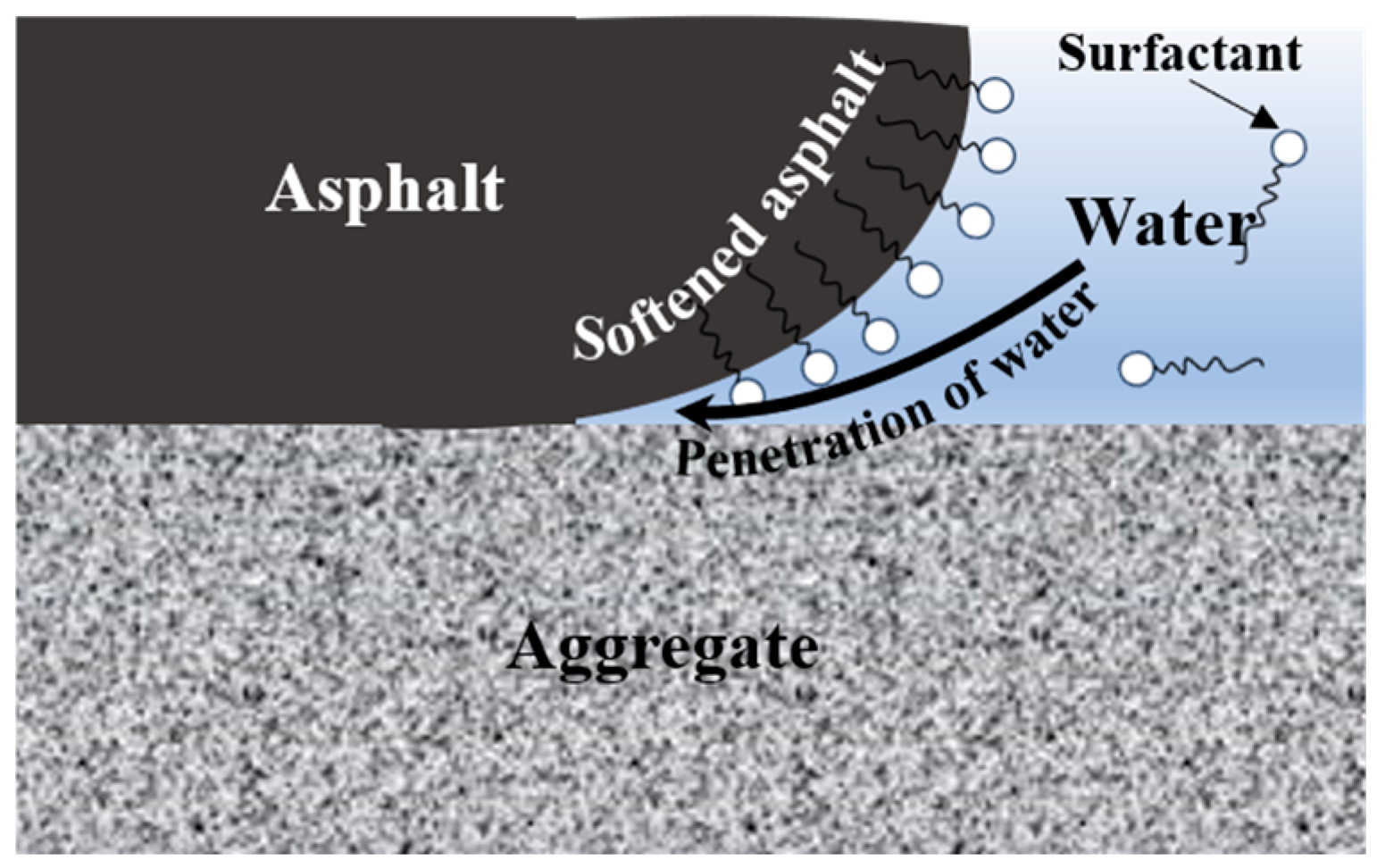
3.7.1. Action of Surfactants
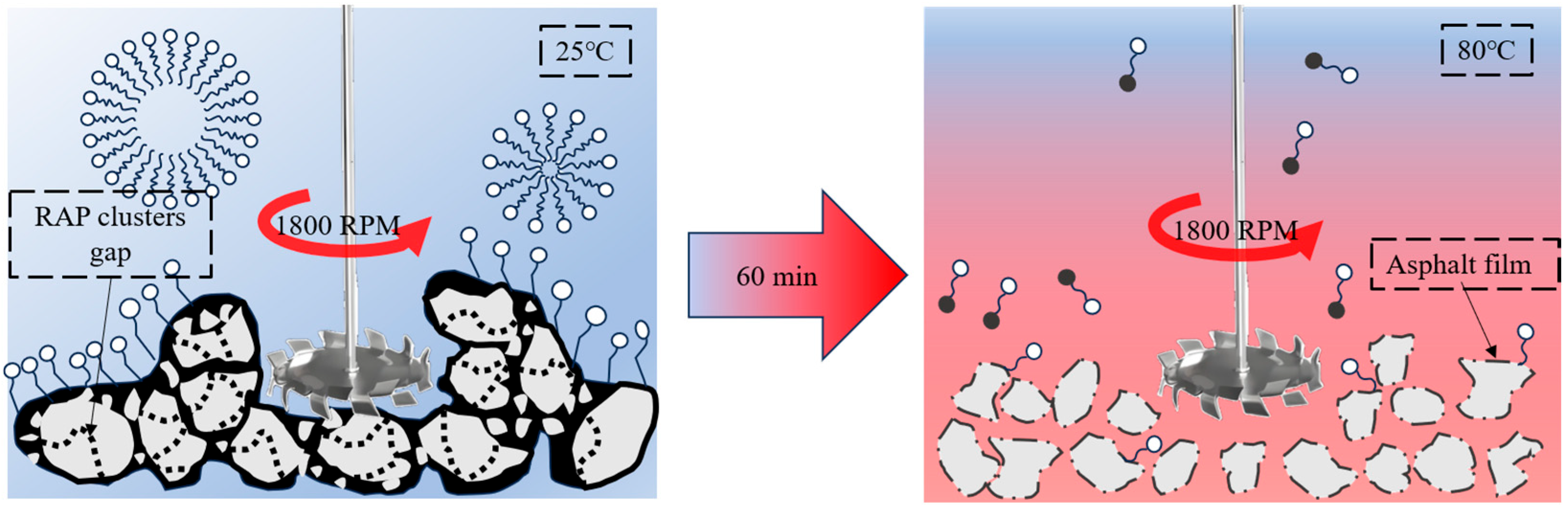
3.7.2. Influence of Process Parameters
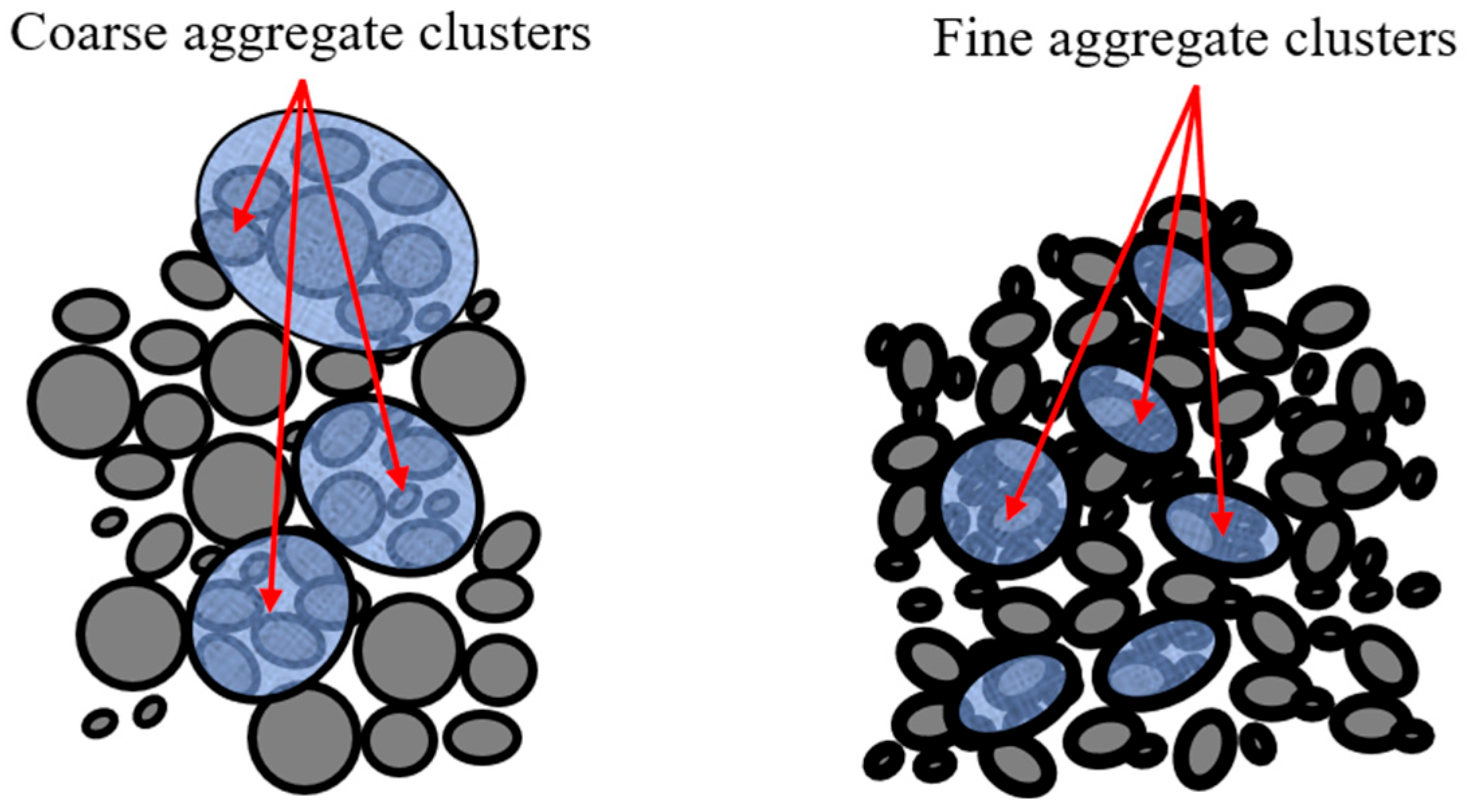
3.7.3. Influence of Aggregate Size
4. Conclusions
- Through orthogonal experiments, the following optimal separation conditions were established: 2 wt% SDBS surfactants, 1:2 emulsion-to-RAP ratio, 80 °C temperature, and 60 min processing at 1800 RPM. Under these conditions, the AC-13 RAP asphalt content was reduced to 2.24%, the PL decreased to 26.9, and the FMR reached 0.89. We processed RAP of different particle sizes separately and gradually mixed them to achieve the best results. The RAP of 9.5 mm achieved superior separation, with its asphalt content being 3.30%. Optimal results were achieved by mixing 13.2 and 9.5 mm RAPs in a 1:1 ratio, reducing the asphalt content to 1.67%, and the PL decreased to 18.06 with an FMR of 0.998.
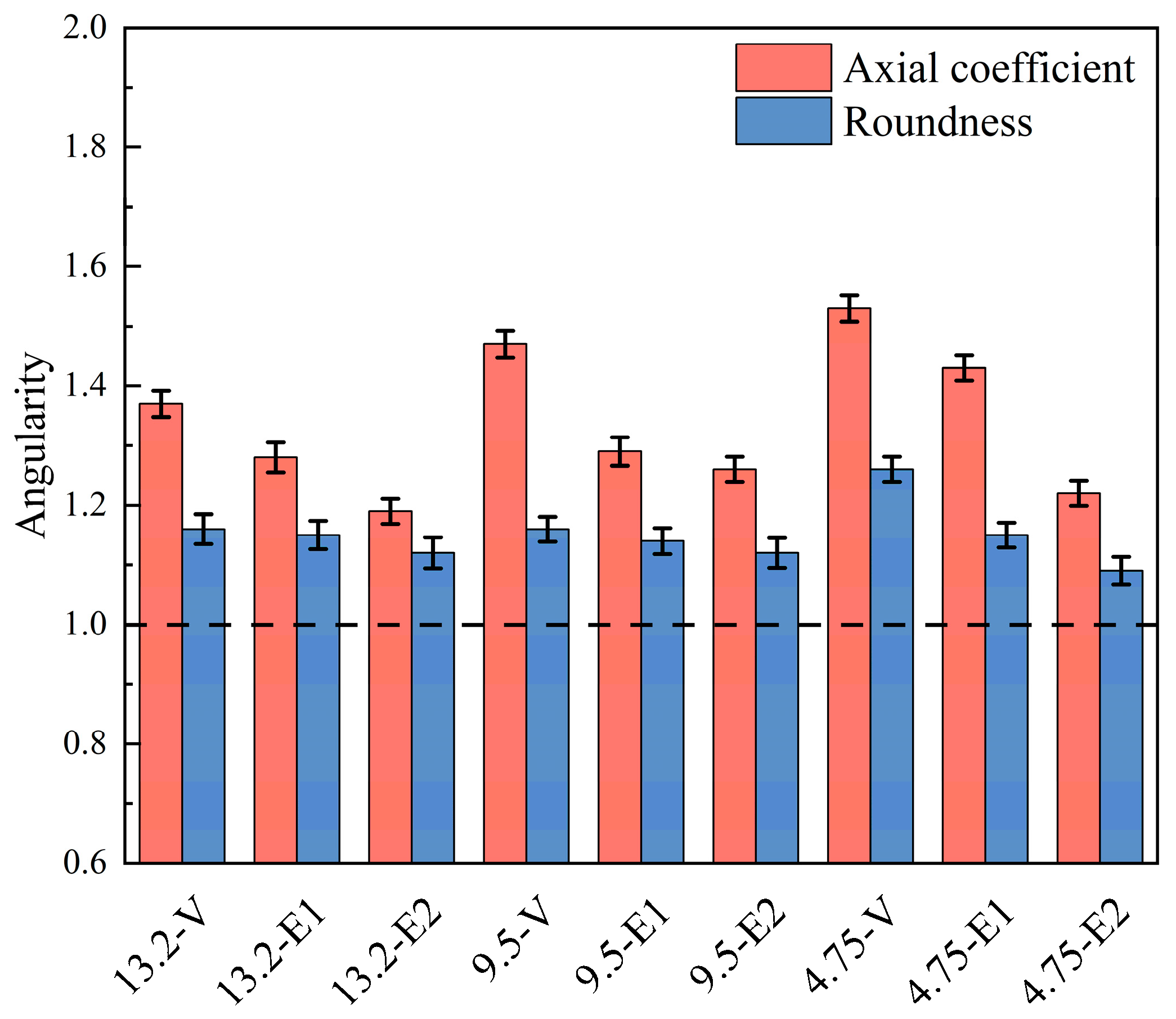
- The angularity of the emulsification of the RAP aggregate was slight decrease and its axial ratio was relatively small compared to that of the extracted aggregate, which is a reduction of only about 0.1. The roundness of the aggregates was slightly reduced, but no difference was observed between them.
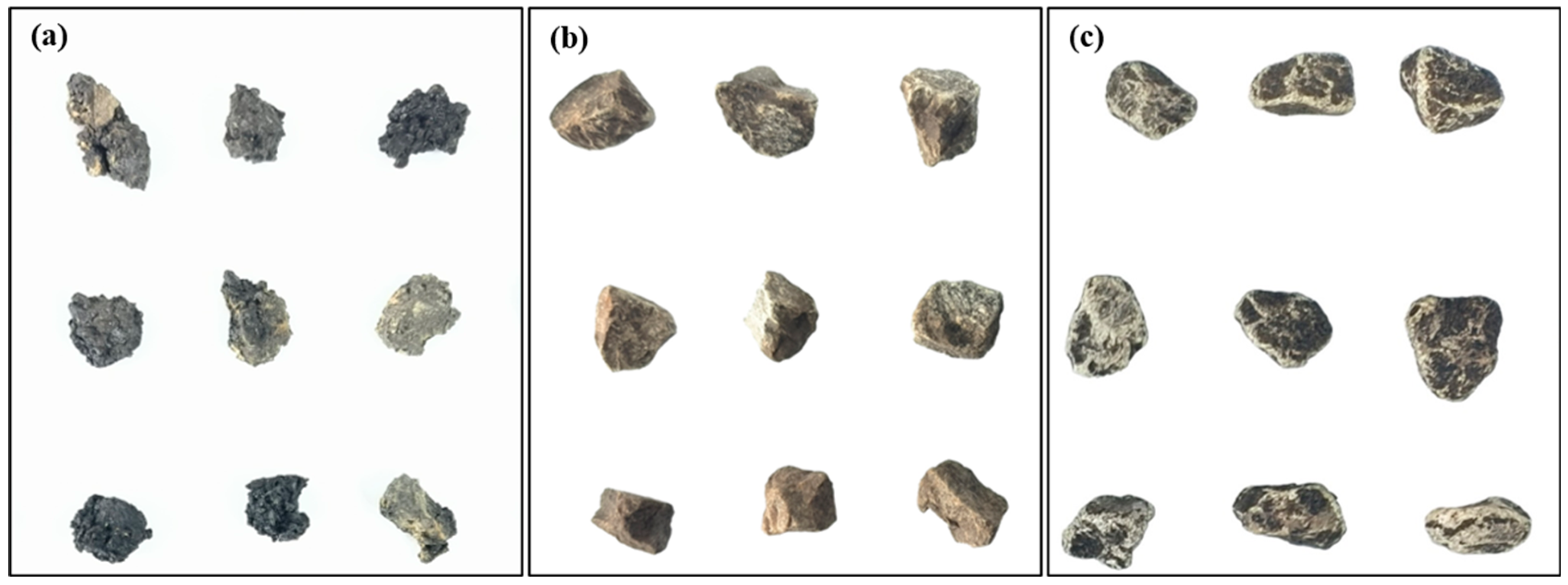
- The form of asphalt adhesion to the aggregate can also be observed from the microscopic morphology of the treated RAP aggregate surface. The asphalt on the surface of the better-treated coarse aggregate of 9.5 mm was basically washed off, and the morphology of the aggregate surface was exposed. The fine RAP aggregate of 2.36 mm, retained most of the asphalt mortar on its surface, further research will be conducted to address this.
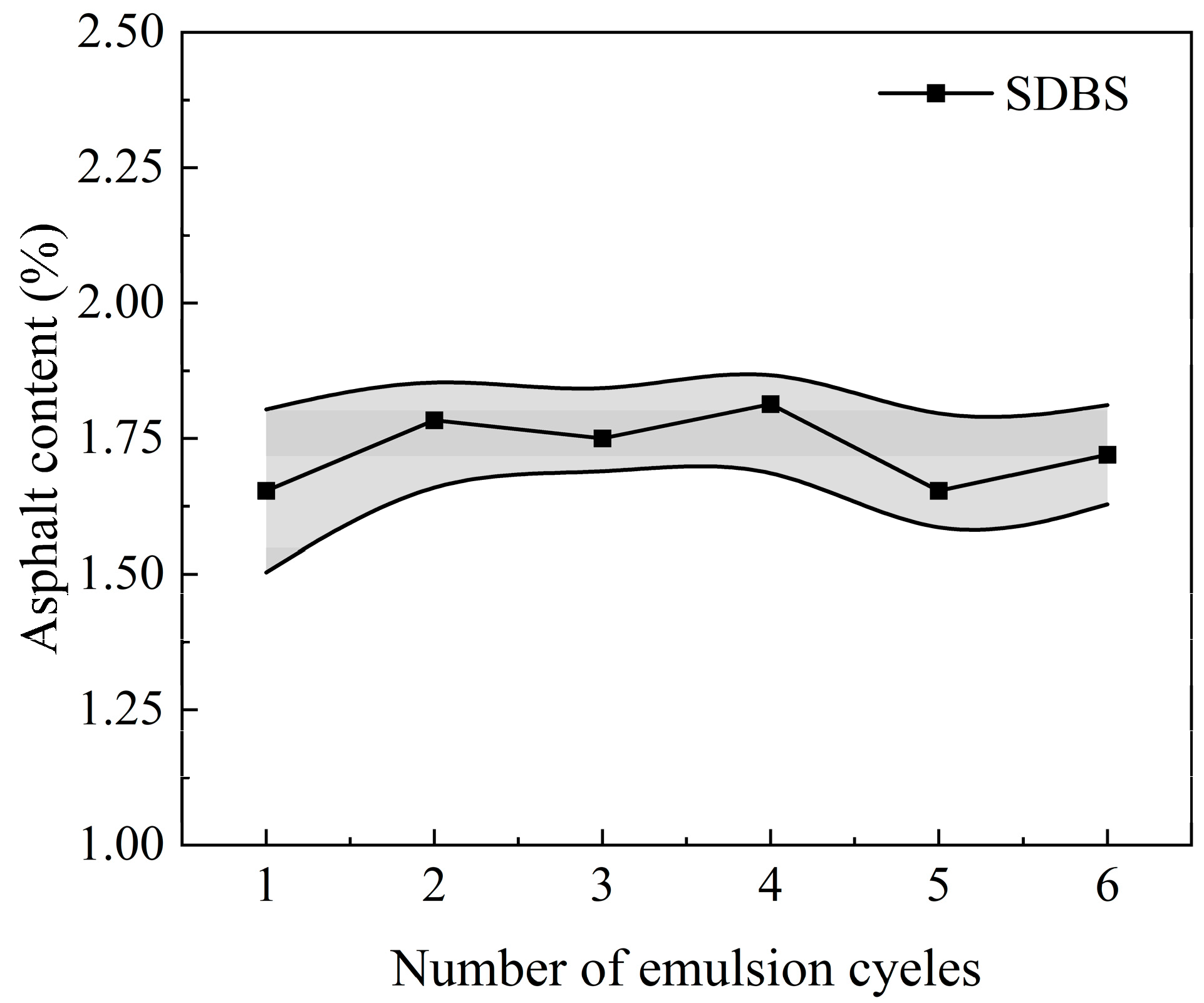
- Under optimal processing conditions, as the number of emulsion cycles increased, the asphalt content of the aggregate reached about 1.7% and then did not change much. As a result, the emulsion collected from the RAP emulsification–separation process could be reused in the system, achieving zero effluent discharge.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ali, A.W.; Mehta, Y.A.; Nolan, A.; Purdy, C.; Bennert, T. Investigation of the impacts of aging and RAP percentages on effectiveness of asphalt binder rejuvenators. Constr. Build. Mater. 2016, 110, 211–217. [Google Scholar] [CrossRef]
- Mirhosseini, A.F.; Tahami, S.A.; Hoff, I.; Dessouky, S.; Ho, C.-H. Performance evaluation of asphalt mixtures containing high-RAP binder content and bio-oil rejuvenator. Constr. Build. Mater. 2019, 227, 116465. [Google Scholar] [CrossRef]
- Xue, Y.; Liu, C.; Qu, J.; Lv, S.; Ju, Z.; Ding, S.; An, H.; Ren, K. Research on pavement performance of recycled asphalt mixture based on separation technology of asphalt and aggregate in RAP. Constr. Build. Mater. 2023, 393, 132103. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, C.; Chen, T.; Zhang, W.; Yao, K.; Fan, C.; Liang, M.; Guo, C.; Yao, Z. Evaluation on the mechanical performance of recycled asphalt mixtures incorporated with high percentage of RAP and self-developed rejuvenators. Constr. Build. Mater. 2021, 269, 121337. [Google Scholar] [CrossRef]
- Yi, X.; Chen, H.; Wang, H.; Shi, C.; Yang, J. The feasibility of using epoxy asphalt to recycle a mixture containing 100% reclaimed asphalt pavement (RAP). Constr. Build. Mater. 2022, 319, 126122. [Google Scholar] [CrossRef]
- Yan, Y.; Roque, R.; Hernando, D.; Lopp, G. Effect of reclaimed asphalt pavement and recycled asphalt shingles on fracture tolerance of asphalt binders. J. Test. Eval. 2019, 47, 3259–3274. [Google Scholar] [CrossRef]
- Feng, D.; Cao, J.; Gao, L.; Yi, J. Recent developments in asphalt-aggregate separation technology for reclaimed asphalt pavement. J. Road Eng. 2022, 2, 332–347. [Google Scholar] [CrossRef]
- Abdalfattah, I.A.; Mogawer, W.S.; Stuart, K. Quantification of the degree of blending in hot-mix asphalt (HMA) with reclaimed asphalt pavement (RAP) using Energy Dispersive X-Ray Spectroscopy (EDX) analysis. J. Clean. Prod. 2021, 294, 126261. [Google Scholar] [CrossRef]
- Abdelaziz, A.; Masad, E.; Epps Martin, A.; Mercado, E.A.; Bajaj, A. Multiscale characterization of aging and rejuvenation in asphalt binder blends with high RAP contents. J. Mater. Civ. Eng. 2021, 33, 04021287. [Google Scholar] [CrossRef]
- Cherif, R.; Eddhahak, A.; Gabet, T.; Hammoum, F.; Neji, J. Effect of the processing conditions on the viscoelastic properties of a high-RAP recycled asphalt mixture: Micromechanical and experimental approaches. Int. J. Pavement Eng. 2021, 22, 708–717. [Google Scholar] [CrossRef]
- Yao, Y.; Yang, J.; Gao, J.; Zheng, M.; Song, L.; Xu, J.; Sun, C. RAP chunks produced in cold milling operation of asphalt pavement: Evaluation, mechanism, and engineering investigation in China. J. Traffic Transp. Eng. 2024, 11, 972–1000. [Google Scholar] [CrossRef]
- Li, D.; Ding, Y.; Wang, J.; Shi, Y.; Cao, Z.; Sun, G.; Huang, B. Multiscale molecular simulations on the rejuvenation of recycled asphalt mixture: An insight into molecular impact of rejuvenators in aged asphalt binders. J. Clean. Prod. 2023, 414, 137621. [Google Scholar] [CrossRef]
- Ma, Y.; Hu, W.; Polaczyk, P.A.; Han, B.; Xiao, R.; Zhang, M.; Huang, B. Rheological and aging characteristics of the recycled asphalt binders with different rejuvenator incorporation methods. J. Clean. Prod. 2020, 262, 121249. [Google Scholar] [CrossRef]
- Zaumanis, M.; Boesiger, L.; Kunz, B.; Mazzoni, H.; Bruhin, P.; Mazor, S.; Poulikakos, L. Three indexes to characterise crushing and screening of reclaimed asphalt pavement. Int. J. Pavement Eng. 2022, 23, 4977–4990. [Google Scholar] [CrossRef]
- Yang, J.; Tao, W.; Gao, J.; Yu, D.; Zhou, J.; He, L.; Yao, Y. Measurement of particle agglomeration and aggregate breakdown of reclaimed asphalt pavement. Constr. Build. Mater. 2021, 296, 123681. [Google Scholar] [CrossRef]
- Yang, X.; Shen, J.; Kim, S. Effect of clustering of reclaimed asphalt pavement particles on rutting performance of asphalt mixtures containing RAP. J. Mater. Civ. Eng. 2023, 35, 04023239. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, H.; Wang, K.; Huang, G.; Shen, Z.; Sun, L. Effect of recycled aggregate gradation on the degree of blending and performance of recycled hot-mix asphalt (HMA). J. Clean. Prod. 2023, 398, 136550. [Google Scholar] [CrossRef]
- Navaro, J.; Bruneau, D.; Drouadaine, I.; Colin, J.; Dony, A.; Cournet, J. Observation and evaluation of the degree of blending of reclaimed asphalt concretes using microscopy image analysis. Constr. Build. Mater. 2012, 37, 135–143. [Google Scholar] [CrossRef]
- Pan, Y.; Li, J.; Yang, T.; Liu, G.; Zhou, J.; Guo, P.; Zhao, Y. Optimization of gradation design of recycled asphalt mixtures based on fractal and Mohr-Coulomb theories. Constr. Build. Mater. 2020, 248, 118649. [Google Scholar] [CrossRef]
- Bressi, S.; Dumont, A.-G.; Pittet, M. Cluster phenomenon and partial differential aging in RAP mixtures. Constr. Build. Mater. 2015, 99, 288–297. [Google Scholar] [CrossRef]
- Ai, X.; Cao, J.; Feng, D.; Gao, L.; Hu, W.; Yi, J. Performance evaluation of recycled asphalt mixtures with various percentages of RAP from the rotary decomposition process. Constr. Build. Mater. 2022, 321, 126406. [Google Scholar] [CrossRef]
- Yu, X.; Tang, W.; Li, N.; Jiang, M.; Huang, J.; Wang, D. Refined decomposition: A new separation method for RAP materials and its effect on aggregate properties. Constr. Build. Mater. 2022, 358, 129452. [Google Scholar] [CrossRef]
- Qu, L.; Wang, Y.; Wang, L.; Li, X.; Xiao, Y. Experimental evaluation of fatigue performance of recycled asphalt mixture using refined separation recycled aggregates. Constr. Build. Mater. 2024, 411, 134786. [Google Scholar] [CrossRef]
- Qiu, J.; Huurman, M.; De Bruin, B.; Demmink, E.; Frunt, M. Towards 90% warm re-use of porous asphalt using foaming technology. J. Clean. Prod. 2018, 190, 251–260. [Google Scholar] [CrossRef]
- Han, S.; Liu, Y.; Xu, O.; Li, B. Influence of material characteristics on adhesion at interface between asphalt and aggregate. Chang. Daxue Xuebao/J. Chang. Univ. 2010, 30, 6–9. [Google Scholar]
- Ge, D.; You, Z.; Chen, S.; Liu, C.; Gao, J.; Lv, S. The performance of asphalt binder with trichloroethylene: Improving the efficiency of using reclaimed asphalt pavement. J. Clean. Prod. 2019, 232, 205–212. [Google Scholar] [CrossRef]
- Li, Q.; Sun, D.; Chen, F.; Xu, H.; Xu, Z. New insights into interaction between oil and solid during hydrothermal treatment of oily sludge. J. Hazard. Mater. 2024, 471, 134358. [Google Scholar] [CrossRef]
- Kang, Y.; Xu, H.; Cao, Y.; Wang, J.; Cui, J.; Sun, X. Advances in oil sludge separation technology and mechanism at normal temperature: A review. J. Environ. Chem. Eng. 2024, 12, 114329. [Google Scholar] [CrossRef]
- Li, W.; Ma, Y.; Feng, X.; Alheshibri, M.; Bu, X.; Ma, G.; Ni, M.; Li, Q.; Liu, A.; Niu, X. Optimization of an oil recovery process from oily sludge using a combined technique of froth flotation and centrifugal treatment. J. Clean. Prod. 2023, 400, 136752. [Google Scholar] [CrossRef]
- Zhang, X.; Yin, Z.; Qin, J.; Yang, W.; Cao, Y.; Zhang, L. Role of surfactants in facilitating oil-solid separation in oily sludge treatment. Sep. Purif. Technol. 2025, 358, 130275. [Google Scholar] [CrossRef]
- Pan, D.; Jing, L.; Yong, Z.; Jin, L.; Tai, Y. Anionic/non-ionic surfactant system for washing oily sludge. Adv. Chem. Ind. 2014, 33, 2753–2757. [Google Scholar]
- JTG/T T5521-2019; Technical Specifications for Highway Asphalt Pavement Recycling. Ministry of Transport of the People’s Republic of China: Beijing, China, 2019.
- JTG E20-2019; Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering. Ministry of Transport of the People’s Republic of China: Beijing, China, 2019.
- Ling, H.J.; Wang, D.X.; Bai, H.E.; Wu, K.H. Evaluation and Control on Conglomeration of RAP in Cold Recycling Project of Asphalt Concrete Pavement. Highway 2008, 11, 221–225. (In Chinese) [Google Scholar]
- Xu, G.; Ma, T.; Fang, Z. The evaluation method of particle clustering phenomena in RAP. Appl. Sci. 2019, 9, 424. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sieve Size (mm) | Passing Percentage of RAP Materials (%) | ||||
|---|---|---|---|---|---|
| Extracted Gradation | 13.2–16 | 9.5–13.2 | 4.75–9.5 | 2.36–4.75 | |
| 16 | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 |
| 13.2 | 97.84 | 87.65 | 100.00 | 100.00 | 100.00 |
| 9.5 | 83.94 | 62.08 | 68.18 | 100.00 | 100.00 |
| 4.75 | 62.79 | 35.57 | 35.78 | 68.44 | 100.00 |
| 2.36 | 26.82 | 21.86 | 21.16 | 27.63 | 43.18 |
| 1.18 | 14.46 | 15.21 | 16.10 | 19.69 | 31.87 |
| 0.6 | 10.09 | 11.04 | 12.13 | 13.56 | 25.19 |
| 0.3 | 8.31 | 8.61 | 9.79 | 10.58 | 16.70 |
| 0.15 | 6.77 | 6.45 | 7.87 | 8.07 | 12.10 |
| 0.075 | 5.31 | 5.87 | 5.70 | 6.26 | 7.50 |
| Asphalt content (%) | 4.81 | 4.41 | 5.18 | 6.08 | 6.71 |
| Group | Temperatures (°C) | Rotation Times (min) | Rotation Speeds (RPM) |
|---|---|---|---|
| 1 | 60 | 30 | 280 |
| 2 | 60 | 60 | 1800 |
| 3 | 60 | 90 | 700 |
| 4 | 80 | 30 | 1800 |
| 5 | 80 | 60 | 700 |
| 6 | 80 | 90 | 280 |
| 7 | 90 | 30 | 700 |
| 8 | 90 | 60 | 280 |
| 9 | 90 | 90 | 1800 |
| Project (Factor) Calculation Values | Factors | Order | ||
|---|---|---|---|---|
| Rotation Speed | Temperature | Rotation Time | ||
| K1 | 11.360 | 11.88 | 11.396 | Temperature > Rotation time > Rotation speed |
| K2 | 10.864 | 9.037 | 10.800 | |
| K3 | 9.476 | 10.784 | 9.505 | |
| R | 0.628 | 0.948 | 0.630 | |
| Project (Factor) Calculation Values | Factors | Order | ||
|---|---|---|---|---|
| Rotation Speed | Temperature | Rotation Time | ||
| K1 | 2.617 | 2.679 | 2.704 | Rotation speed > Temperature > Rotation time |
| K2 | 2.695 | 2.641 | 2.675 | |
| K3 | 2.788 | 2.779 | 2.720 | |
| R | 0.057 | 0.046 | 0.015 | |
| Project (Factor) Calculation Values | Factors | Order | ||
|---|---|---|---|---|
| Rotation Speed | Temperature | Rotation Time | ||
| K1 | 116.886 | 117.543 | 126.187 | Rotation time > Rotation speed > Temperature |
| K2 | 114.084 | 114.014 | 110.909 | |
| K3 | 104.586 | 103.998 | 98.459 | |
| R | 4.100 | 4.515 | 9.243 | |
| Sieve Size (mm) | 13.2 | 9.5 | 4.75 | 2.36 |
|---|---|---|---|---|
| Asphalt content (%) | 1.95 | 1.74 | 3.15 | 6.12 |
| Sieve Size (mm) | FMR | PL | Asphalt Content (%) |
|---|---|---|---|
| 9.5–13.2 | 0.99 | 18.06 | 1.67 |
| 4.75–9.5 | 1.00 | 15.67 | 1.80 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cong, P.; Yu, K. Evaluation of the Grading and Morphology of Recycled Asphalt Pavement Clusters Using the Emulsification–Separation Disposal Method. Appl. Sci. 2025, 15, 7375. https://doi.org/10.3390/app15137375
Cong P, Yu K. Evaluation of the Grading and Morphology of Recycled Asphalt Pavement Clusters Using the Emulsification–Separation Disposal Method. Applied Sciences. 2025; 15(13):7375. https://doi.org/10.3390/app15137375
Chicago/Turabian StyleCong, Peiliang, and Kexuan Yu. 2025. "Evaluation of the Grading and Morphology of Recycled Asphalt Pavement Clusters Using the Emulsification–Separation Disposal Method" Applied Sciences 15, no. 13: 7375. https://doi.org/10.3390/app15137375
APA StyleCong, P., & Yu, K. (2025). Evaluation of the Grading and Morphology of Recycled Asphalt Pavement Clusters Using the Emulsification–Separation Disposal Method. Applied Sciences, 15(13), 7375. https://doi.org/10.3390/app15137375