


Characterization and Comparative Analysis of Mechanical Parameters of FDM- and SLA-Printed ABS Materials


Abstract
1. Introduction
2. Materials, Methods, and Equipment
2.1. Material Specification
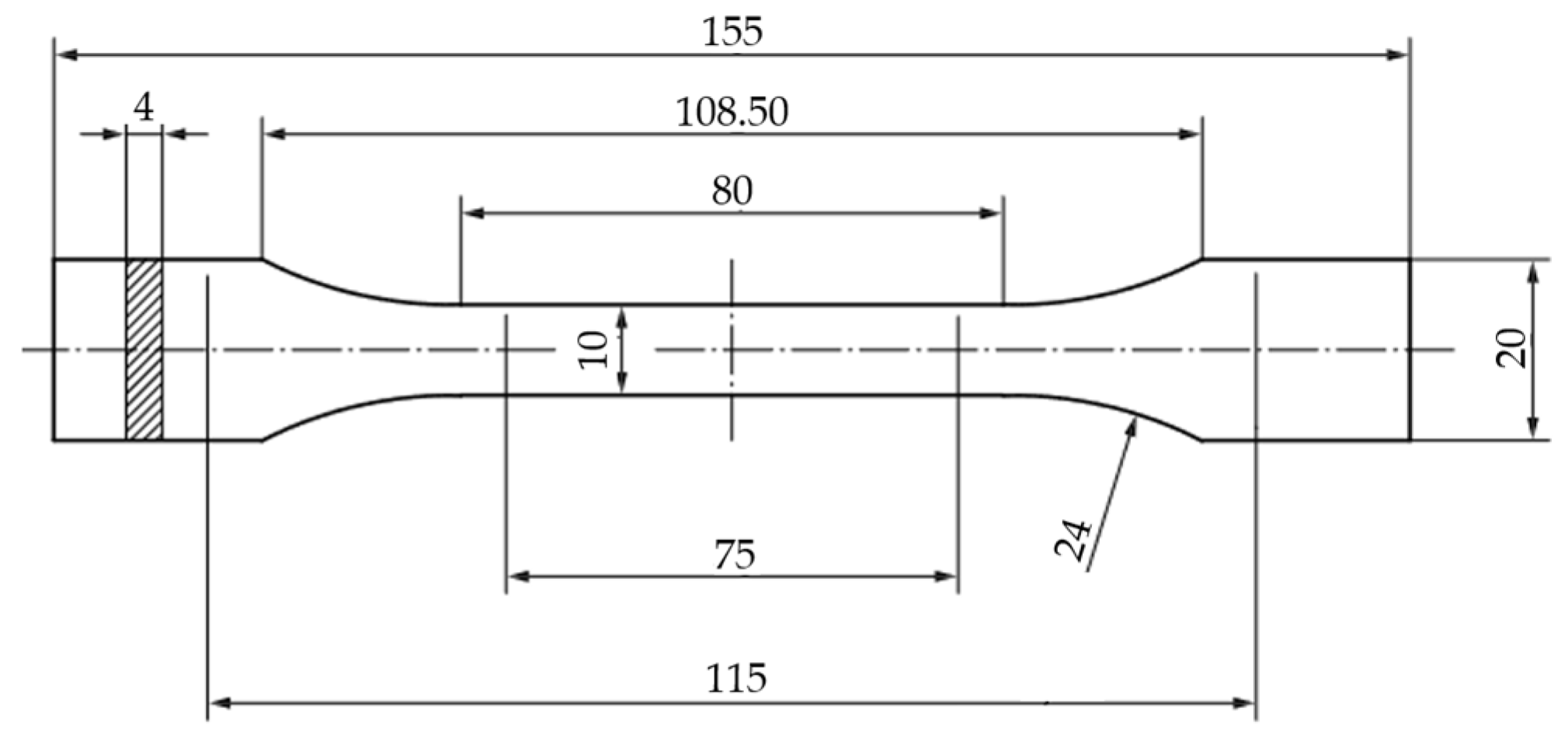
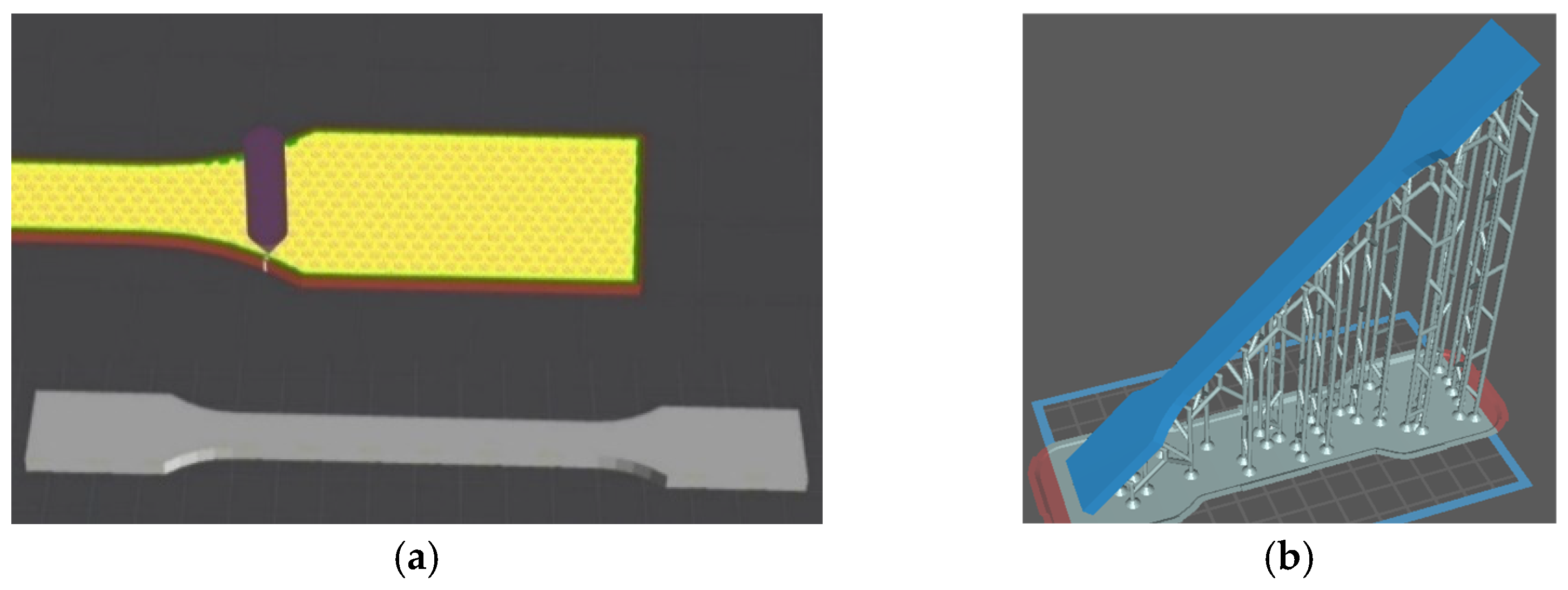
2.2. Specimens Geometrical Dimensions, Manufacturing Parameters, and Experimental Procedures
3. Results
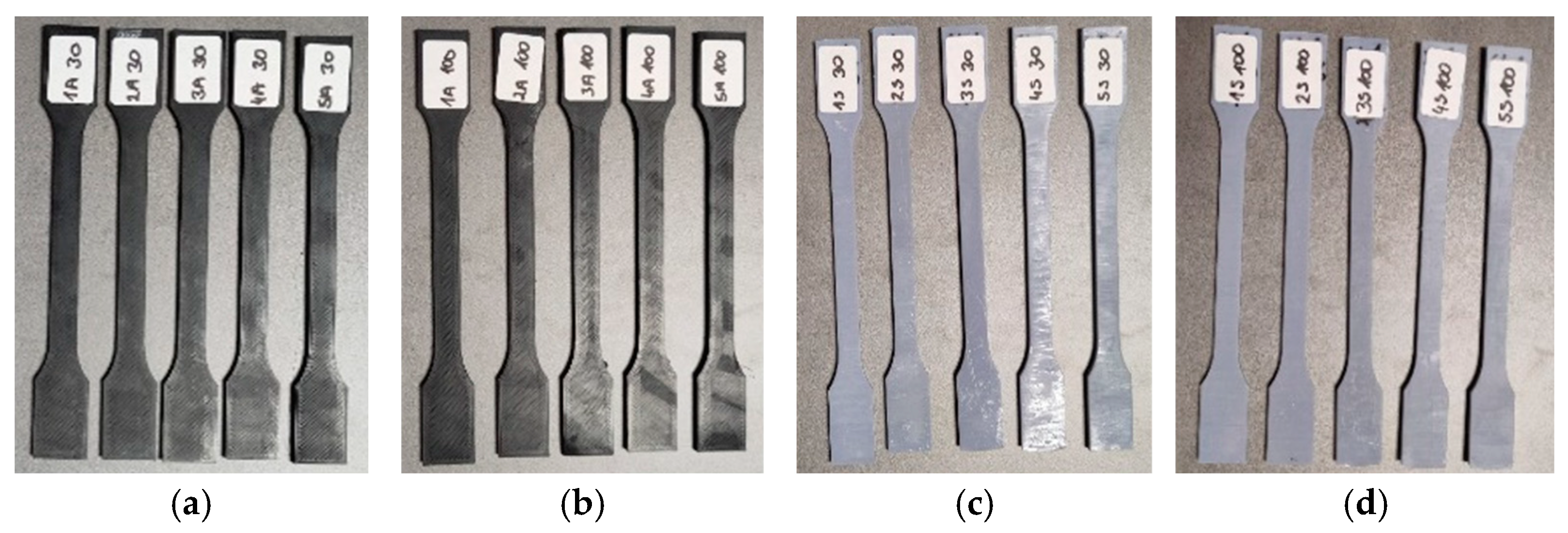
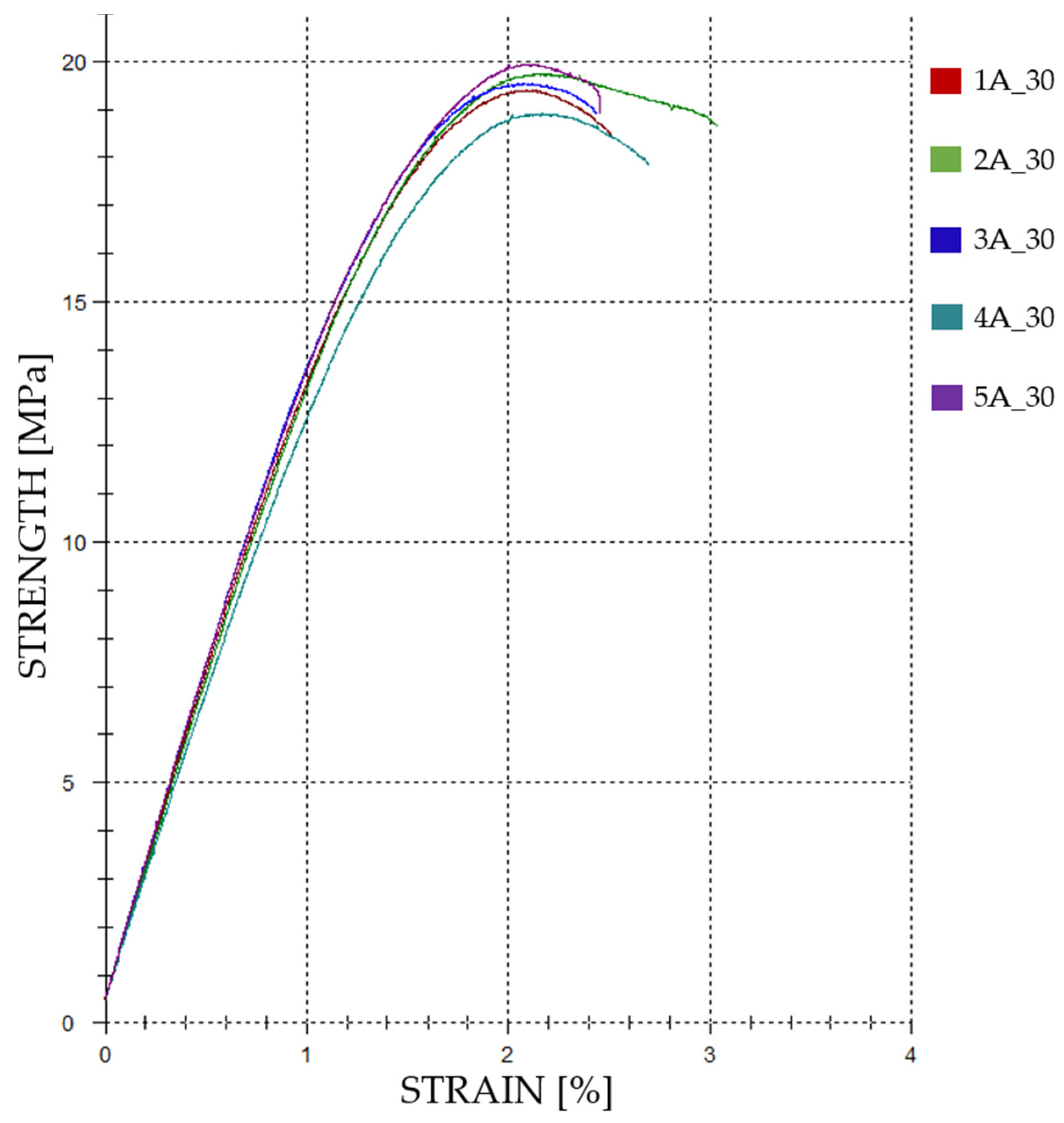
3.1. Mechanical Properties of the FDM 3D-Printed and Tensile-Tested ABS Specimens
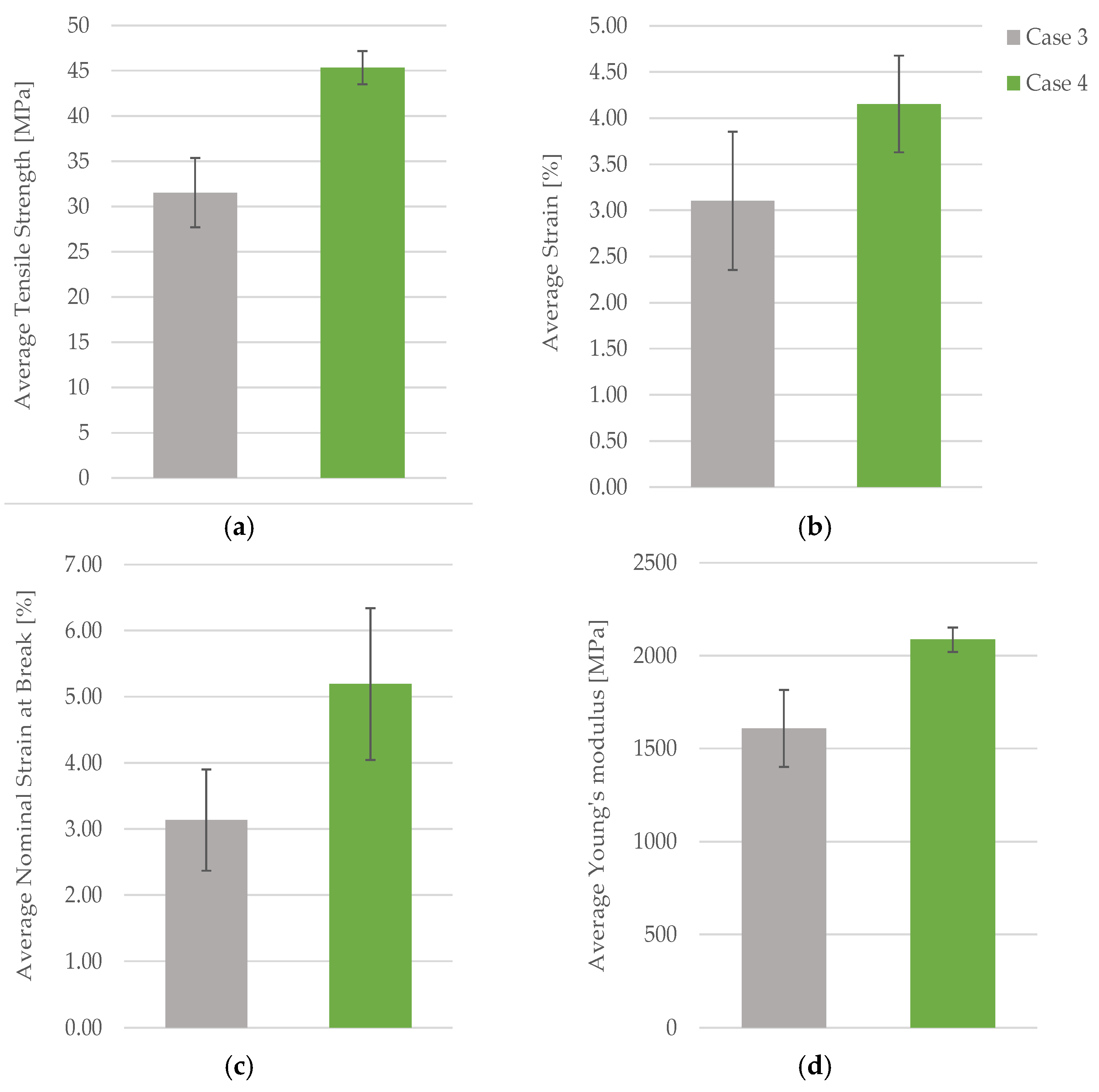
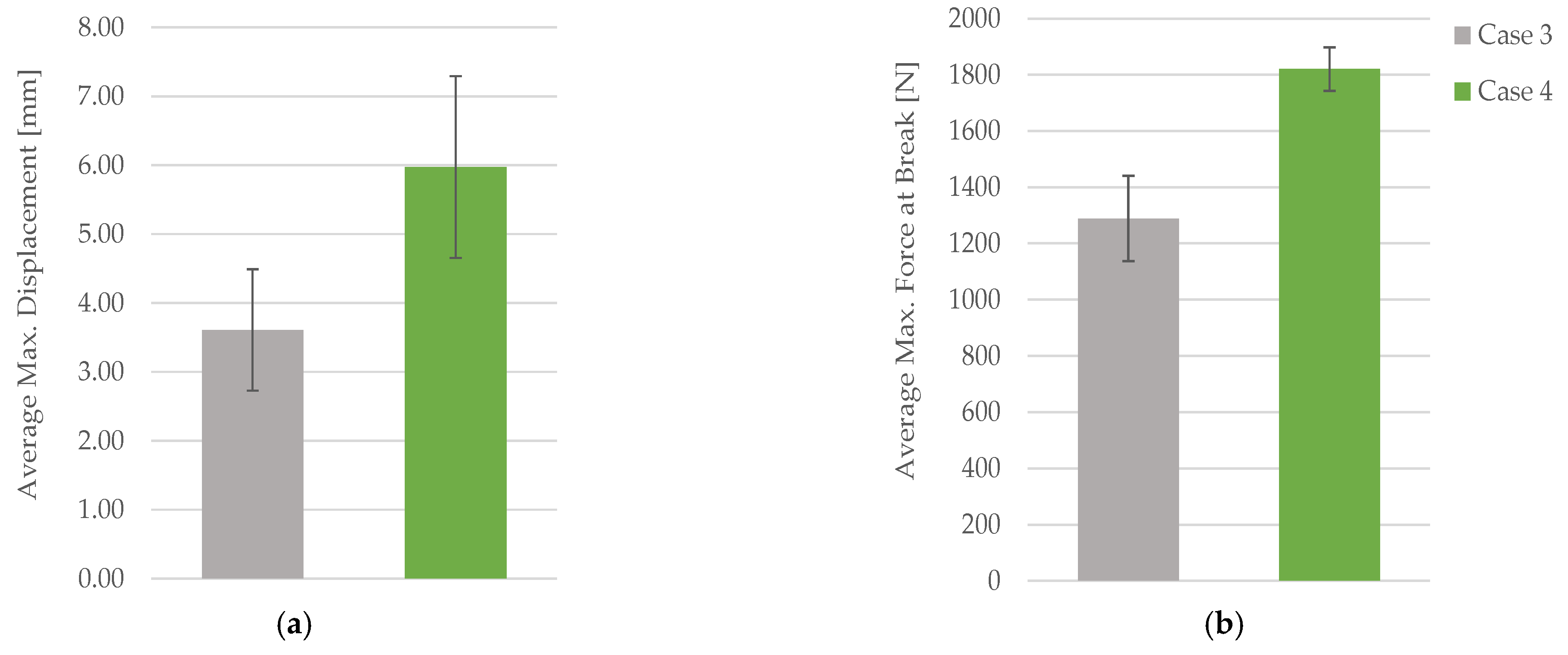
3.2. Mechanical Properties of the SLA 3D-Printed and Tensile-Tested ABS-like Resin Specimens
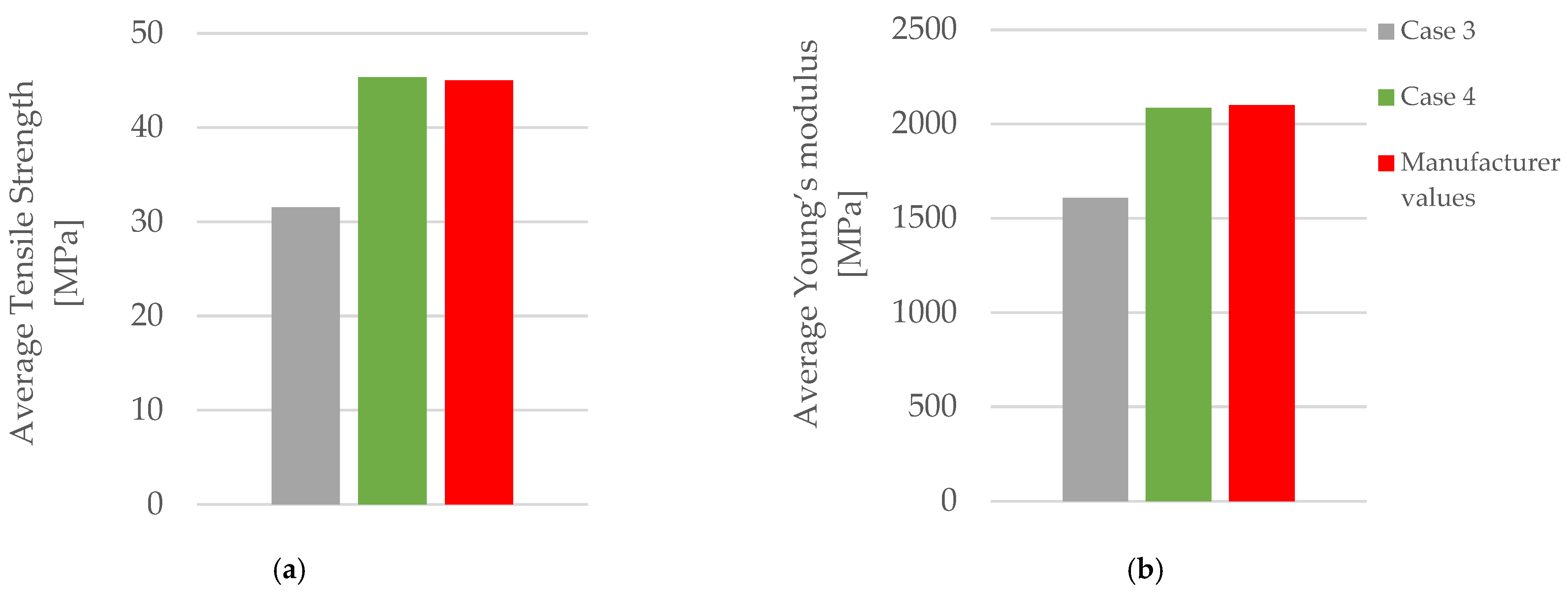
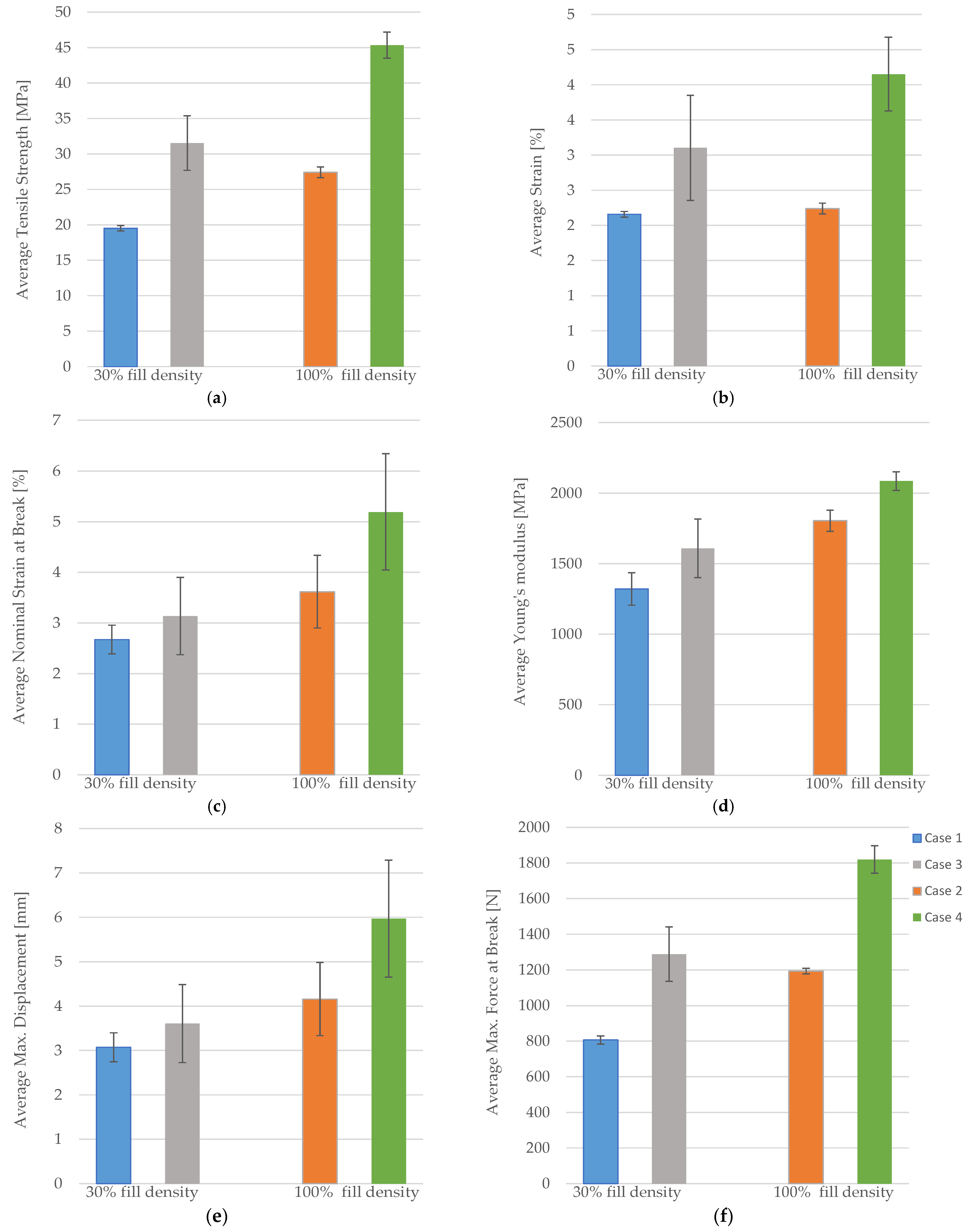
3.3. Comparative Analysis
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Introduction and basic principles. In Additive Manufacturing Technologies; Gibson, I., Rosen, D., Stucker, B., Khorasani, M., Eds.; Springer: Cham, Switzerland, 2021; pp. 1–21. [Google Scholar]
- Snyder, T.J.; Andrews, M.; Weislogel, M.; Moeck, P.; Stone-Sundberg, J.; Birkes, D.; Hoffert, M.P.; Lindeman, A.; Morrill, J.; Fercak, O.; et al. 3D Systems’ Technology Overview and New Applications in Manufacturing, Engineering, Science, and Education. 3D Print. Addit. Manuf. 2014, 1, 169–176. [Google Scholar] [CrossRef] [PubMed]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- ISO 17296-2:2015; Additive Manufacturing-General Principles—Part 2: Overview of Process Categories and Feedstock. International Organization for Standardization: Geneva, Switzerland, 2015.
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2015; Additive Manufacturing—General principles—Terminology. ISO/ASTM International: Geneva, Switzerland, 2015.
- Özsoy, K.; Erçetin, A.; Çevik, Z.A. Comparison of Mechanical Properties of PLA and ABS Based Structures Produced by Fused Deposition Modelling Additive Manufacturing. Avrupa Bilim Ve Teknol. Derg. (Eur. J. Sci. Technol.) 2021, 27, 802–809. [Google Scholar] [CrossRef]
- Jiang, J.; Xu, X.; Stringer, J. Support Structures for Additive Manufacturing: A Review. J. Manuf. Mater. Process. 2018, 2, 64. [Google Scholar] [CrossRef]
- Chua, C.K.; Leong, K.F.; Lim, C.S. Rapid Prototyping: Principles and Applications; World Scientific: Singapore, 2010. [Google Scholar]
- Algarni, M.; Ghazali, S. Comparative Study of the Sensitivity of PLA, ABS, PEEK, and PETG’s Mechanical Properties to FDM Printing Process Parameters. Crystals 2021, 11, 995. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Naveed, N. Investigating the material properties and microstructural changes of fused filament fabricated PLA and tough-PLA parts. Polymers 2021, 13, 1487. [Google Scholar] [CrossRef]
- Jin, Y.; Li, H.; He, Y.; Fu, J. Quantitative analysis of surface profile in fused deposition modelling. Addit. Manuf. 2015, 8, 142–148. [Google Scholar] [CrossRef]
- Dudek, P. FDM 3D printing technology in manufacturing composite elements. Arch. Metall. Mater. 2013, 58, 1415–1418. [Google Scholar] [CrossRef]
- Vyavahare, S.; Teraiya, S.; Panghal, D.; Kumar, S. Fused deposition modelling: A review. Rapid Prototyp. J. 2020, 26, 176–201. [Google Scholar] [CrossRef]
- Hozdić, E.; Hozdić, E. Comparative Analysis of the Influence of Mineral Engine Oil on the Mechanical Parameters of FDM 3D-Printed PLA, PLA+CF, PETG, and PETG+CF. Materials 2023, 16, 6342. [Google Scholar] [CrossRef] [PubMed]
- Zhakeyev, A.; Wang, P.; Zhang, L.; Shu, W.; Wang, H.; Xuan, J. Additive Manufacturing: Unlocking the Evolution of Energy Materials. Adv. Sci. 2017, 4, 1700187. [Google Scholar] [CrossRef] [PubMed]
- Riccio, C.; Civera, M.; Grimaldo Ruiz, O.; Pedullà, P.; Rodriguez Reinoso, M.; Tommasi, G.; Vollaro, M.; Burgio, V.; Surace, C. Effects of Curing on Photosensitive Resins in SLA Additive Manufacturing. Appl. Mech. 2021, 2, 942–955. [Google Scholar] [CrossRef]
- Vaz, V.M.; Kumar, L. 3D Printing as a Promising Tool in Personalized Medicine. AAPS PharmSciTech 2021, 22, 49. [Google Scholar] [CrossRef] [PubMed]
- Taneva, I.; Uzunov, T. Influence of post-polymerization processing on the mechanical characteristics of 3D-printed occlusal splints. J. Phys. Conf. Ser. IOP Publ. 2020, 1492, 012018. [Google Scholar] [CrossRef]
- Manapat, J.Z.; Chen, Q.; Ye, P.; Advincula, R.C. 3D Printing of Polymer Nanocomposites via Stereolithography. Macromol. Mater. Eng. 2017, 302, 1600553. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef]
- Huang, J.; Qin, Q.; Wang, J. A Review of Stereolithography: Processes and Systems. Processes 2020, 8, 1138. [Google Scholar] [CrossRef]
- Rutkowski, J.V.; Levin, B.C. Acrylonitrile-Butadiene-Styrene Copolymers (ABS): Pyrolysis and Combustion Products and their Toxicity—A review of the Literature. Fire Mater. 1986, 10, 93–105. [Google Scholar] [CrossRef]
- Brown, R.P. Plastics materials. Polym. Test. 1988, 8, 370. [Google Scholar] [CrossRef]
- Padzi, M.M.; Bazin, M.M.; Muhamad, W.M.W. Fatigue Characteristics of 3D Printed Acrylonitrile Butadiene Styrene (ABS). IOP Conf. Ser. Mater. Sci. Eng. 2017, 269, 012060. [Google Scholar] [CrossRef]
- Tan, L.J.; Zhu, W.; Zhou, K. Recent Progress on Polymer Materials for Additive Manufacturing. Adv. Funct. Mater. 2020, 30, 2003062. [Google Scholar] [CrossRef]
- Zhang, H.; Cai, L.; Golub, M.; Zhang, Y.; Yang, X.; Schlarman, K.; Zhang, J. Tensile, creep, and fatigue behaviors of 3D-printed acrylonitrile butadiene styrene. J. Mater. Eng. Perform. 2018, 27, 57–62. [Google Scholar] [CrossRef]
- Gokhare, V.G.; Raut, D.N.; Shinde, D.K. A review paper on 3D-printing aspects and various processes used in the 3D-printing. Int. J. Innov. Eng. Res. Technol. 2017, 6, 953–958. [Google Scholar]
- Alonso, A.; Lázaro, M.; Lázaro, D.; Alvear, D. Thermal characterization of acrylonitrile butadiene styrene-ABS obtained with different manufacturing processes. J. Therm. Anal. Calorim. 2023, 148, 10557–10572. [Google Scholar] [CrossRef]
- Fatimatuzahraa, A.W.; Farahaina, B.; Yusoff, W.A.Y. The effect of employing different raster orientations on the mechanical properties and microstructure of Fused Deposition Modeling parts. In Proceedings of the IEEE Symposium on Business, Engineering and Industrial Applications (ISBEIA), Langkawi, Malaysia, 25–28 September 2011. [Google Scholar]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Ziemian, C.; Sharma, M.; Ziemian, S. Anisotropic mechanical properties of ABS parts fabricated by fused deposition modelling. Mech. Eng. 2012, 23, 159–180. [Google Scholar]
- Ziemian, S.; Okwara, M.; Ziemian, C.W. Tensile and fatigue behavior of layered acrylonitrile butadiene styrene. Rapid Prototyp. J. 2015, 21, 270–278. [Google Scholar] [CrossRef]
- Rankouhi, B.; Javadpour, S.; Delfanian, F.; Letcher, T. Failure Analysis and Mechanical Characterization of 3D Printed ABS With Respect to Layer Thickness and Orientation. J. Fail. Anal. Prev. 2016, 16, 467–481. [Google Scholar] [CrossRef]
- Nomani, J.; Wilson, D.; Paulino, M.; Mohammed, M.I. Effect of layer thickness and cross-section geometry on the tensile and compression properties of 3D printed ABS. Mater. Today 2020, 22, 100626. [Google Scholar] [CrossRef]
- Suaidi, S.N.S.W.; Azizul, M.A.; Sulaiman, S.; Hao, T.Y. Effect of fused deposition modelling process parameters on the quality of ABS product. J. Ind. Eng. Innov. 2020, 2, 9. [Google Scholar]
- Baich, L.; Manogharan, G.; Marie, H. Study of infill print design on production cost-time of 3D printed ABS parts. Int. J. Rapid Manuf. 2016, 5, 308–319. [Google Scholar] [CrossRef]
- Yadav, D.; Chhabra, D.; Garg, R.K.; Ahlawat, A.; Phagat, A. Optimization of FDM 3D printing process parameters for multi-material using artificial neural network. Mater. Today Proc. 2020, 21, 1583–1591. [Google Scholar] [CrossRef]
- Samykano, M.; Selvamani, S.K.; Kadirgama, K.; Ngui, W.K.; Kanagaraj, G.; Sudhakar, K. Mechanical property of FDM printed ABS: Influence of printing parameters. Int. J. Adv. Manuf. Technol. 2019, 102, 2779–2796. [Google Scholar] [CrossRef]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A.M. The Influence of Manufacturing Parameters on the Mechanical Behaviour of PLA and ABS Pieces Manufactured by FDM: A Comparative Analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef] [PubMed]
- Abbott, A.C.; Tandon, G.P.; Bradford, R.L.; Koerner, H.; Baur, J.W. Process-structure-property effects on ABS bond strength in fused filament fabrication. Addit. Manuf. 2018, 19, 29–38. [Google Scholar] [CrossRef]
- Guimarães, A.L.A.; Neto, V.G.; Foschini, C.R.; Azambuja, M.D.A.; Hellmeister, L.A.V. Influence of ABS print parameters on a 3D open-source, self-replicable printer. Rapid Prototyp. J. 2020, 26, 1733–1738. [Google Scholar] [CrossRef]
- Domingo-Espin, M.; Travieso-Rodriguez, J.A.; Jerez-Mesa, R.; Lluma-Fuentes, J. Fatigue Performance of ABS Specimens Obtained by Fused Filament Fabrication. Materials 2018, 11, 2521. [Google Scholar] [CrossRef]
- Galeja, M.; Hejna, A.; Kosmela, P.; Kulawik, A. Static and Dynamic Mechanical Properties of 3D Printed ABS as a Function of Raster Angle. Materials 2020, 13, 297. [Google Scholar] [CrossRef]
- Yankin, A.; Alipov, Y.; Temirgali, A.; Serik, G.; Danenova, S.; Talamona, D.; Perveen, A. Optimization of Printing Parameters to Enhance Tensile Properties of ABS and Nylon Produced by Fused Filament Fabrication. Polymers 2023, 15, 3043. [Google Scholar] [CrossRef] [PubMed]
- Golubović, Z.; Danilov, I.; Bojović, B.; Petrov, L.; Sedmak, A.; Mišković, Ž.; Mitrović, N. A Comprehensive Mechanical Examination of ABS and ABS-like Polymers Additively Manufactured by Material Extrusion and Vat Photopolymerization Processes. Polymers 2023, 15, 4197. [Google Scholar] [CrossRef]
- Wypych, G. Odor in Relation to Different Polymers. In Handbook of Odors in Materials; Elsevier: Amsterdam, The Netherlands, 2013; pp. 73–99. [Google Scholar]
- Campo, E.A. Selection of Polymeric Materials—How to Select Design Properties from Different Standards; William Andrew Inc.: Norwich, NY, USA, 2008; ISBN 978-0-8155-1551-7 (978-0-8155). [Google Scholar]
- Zhu, Z.H.; Zhang, N.; Wang, T.; Hao, M.Y. Short Review of Polymer Composites for 3D Printing. IOP Conf. Ser. Mater. Sci. Eng. 2020, 758, 012046. [Google Scholar] [CrossRef]
- Poyraz, O. Influence of Build Direction and Post Processes on the Material and Part Attributes of Hard Resins Fabricated by Photopolymerization Based Additive Manufacturing. Mater. Res. 2023, 26, e20220362. [Google Scholar] [CrossRef]
- Billings, C.; Cai, C.; Liu, Y. Utilization of Antibacterial Nanoparticles in Photocurable Additive Manufacturing of Advanced Composites for Improved Public Health. Polymers 2021, 13, 2616. [Google Scholar] [CrossRef] [PubMed]
- Markiz, N.; Horváth, E.; Ficzer, P. Influence of printing direction on 3D printed ABS specimens. Prod. Eng. Arch. 2020, 26, 127–130. [Google Scholar] [CrossRef]
- Anastas, P.T.; Hammond, D.G. Inherent Safety at Chemical Sites—Reducing Vulnerability to Accidents and Terrorism through Green Chemistry; Elsevier Inc.: Amsterdam, The Netherlands, 2016; ISBN 978-0-12-804190-1. [Google Scholar]
- 3DTRCEK. Available online: https://3dtrcek.si/sl/abs-flame-retardant-v0-filament (accessed on 17 October 2023).
- ANYCUBIC. Available online: https://www.anycubic.com/collections/abs-like-resin/products/get-3-for-the-price-of-2-anycubic-abs-like-resin (accessed on 17 October 2023).
- ISO 527-2:2012; Plastics-Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. International Organization for Standardization: Geneva, Switzerland, 2012.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Diameter (mm) | 1.75 |
| Colour | black |
| Extrusion temperature (°C) | 240–260 |
| Bed platform temperature (°C) | 90–120 |
| Printing speed (mm/s) | 40–120 |
| Layer height (mm) | 0.1–0.2 |
| Parameter | Value |
|---|---|
| Layer thickness (mm) | 0.05 |
| Colour | silver |
| Normal exposure time (s) | 2–3 |
| Off time (s) | 0.5–2 |
| Bottom exposure time (s) | 20–40 |
| Bottom layers | 3–6 |
| Z lift distance (mm) | 5–10 |
| Z lift speed (mm/s) | 2–6 |
| Z retract speed (mm/s) | 2–6 |
| Material Type | ABS Filament | ABS-like Resin |
|---|---|---|
| Density (g/cm3) | 1.04 | 1.05–1.25 |
| Tensile strength (MPa) | ≥43 | 35–55 |
| Flexural strength (MPa) | ≥65 | 50–60 |
| Young’s modulus (MPa) | ≥2100 | 1400–1600 |
| Elongation at break (%) | ≥30 | 30–40 |
| Parameter | Value |
|---|---|
| Filament diameter (mm) | 1.75 |
| Infill pattern | Hexagon |
| Infill density (%) | 30; 100 |
| Nozzle diameter (mm) | 0.40 |
| Base print speed (mm/s) | 300.00 |
| Travel speed (mm/s) | 500.00 |
| First layer maximum (mm/s) | 60.00 |
| Top solid layers | 3 |
| Bottom solid layers | 3 |
| Layer height (mm) | 0.15 |
| First layer height (mm) | 0.15 |
| Extrusion temperature (°C) | 250 |
| Bed temperature (°C) | 90 |
| Parameter | Value |
|---|---|
| Infill pattern | Grid3D |
| Infill density (%) | 30; 100 |
| Top solid layers | 3 |
| Bottom layers | 3 |
| Layer thickness (mm) | 0.1 |
| Bootom exposure time (s) | 25 |
| Normal exposure time (s) | 2 |
| Z lift distance (mm) | 5 |
| Z lift speed (mm/s) | 4 |
| Z retract speed (mm/s) | 4 |
| Laser beam size (mm) | 0.08 |
| Printing orientation (°) | 45 |
| Recorded Parameter | Infill Density | ABS Filament | ABS-like Resin |
|---|---|---|---|
| Print time (h.min.s) | 30% 100% | 00.23.14 00.26.42 | 06.38.14 06.38.14 |
| Material mass used (g) | 30% 100% | 8.00 9.00 | 21.60 24.60 |
| Filament length used (m) | 30% 100% | 4.01 3.62 | - - |
| Quantity of material used (mL) | 30% 100% | - - | 19.63 22.31 |
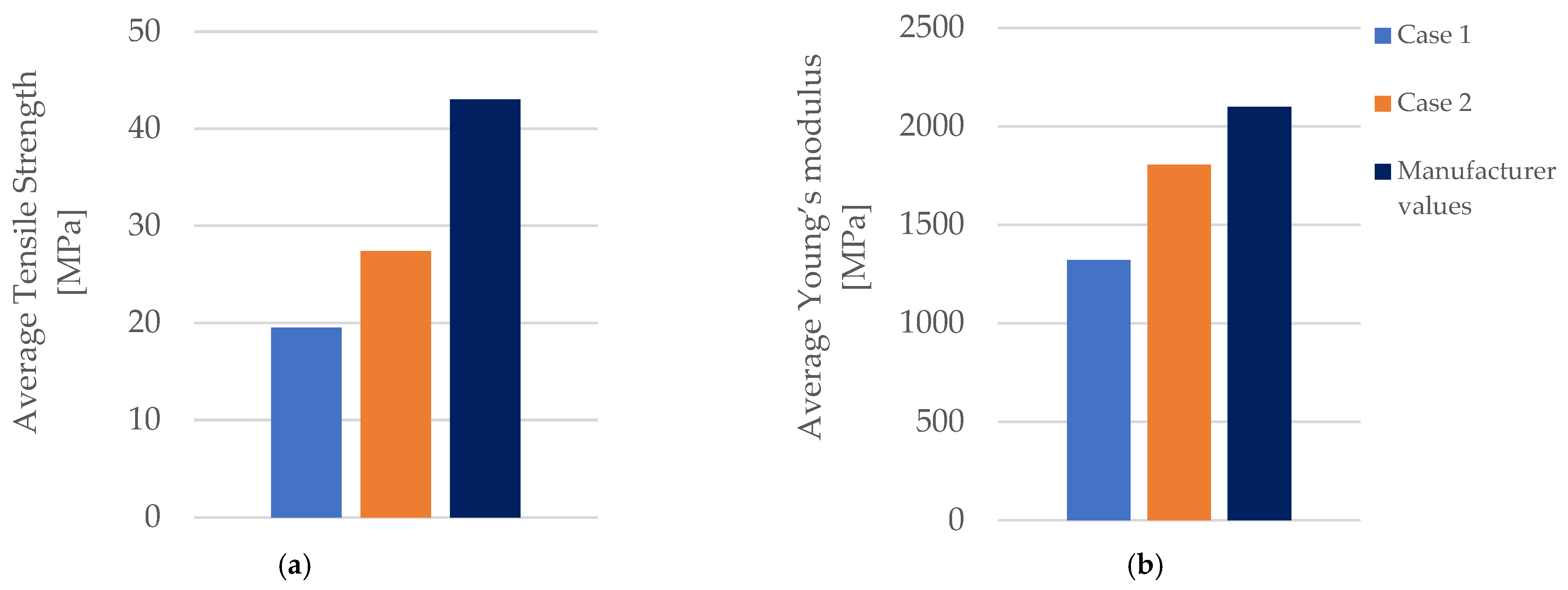
| Case | Specimen Code | Tensile Strength [MPa] | Strain [%] | Nominal Strain at Break [%] | Young’s Modulus [MPa] |
|---|---|---|---|---|---|
| Case 1 | 1A_30 | 19.423 | 2.11 | 2.51 | 1376.824 |
| 2A_30 | 19.756 | 2.15 | 3.13 | 1138.182 | |
| 3A_30 | 19.545 | 2.14 | 2.42 | 1409.644 | |
| 4A_30 | 18.911 | 2.22 | 2.76 | 1278.181 | |
| 5A_30 | 19.912 | 2.17 | 2.54 | 1400.937 | |
| Average (St. Dev.) | 19.509 (0.384) | 2.16 (0.04) | 2.67 (0.28) | 1320.754 (114.695) | |
| Case 2 | 1A_100 | 26.715 | 2.33 | 4.75 | 1730.422 |
| 2A_100 | 28.635 | 2.26 | 3.22 | 1831.286 | |
| 3A_100 | 27.187 | 2.28 | 3.09 | 1751.838 | |
| 4A_100 | 27.545 | 2.13 | 3.11 | 1920.691 | |
| 5A_100 | 26.925 | 2.20 | 3.92 | 1788.691 | |
| Average (St. Dev.) | 27.401 (0.756) | 2.24 (0.08) | 3.62 (0.72) | 1804.586 (75.380) |
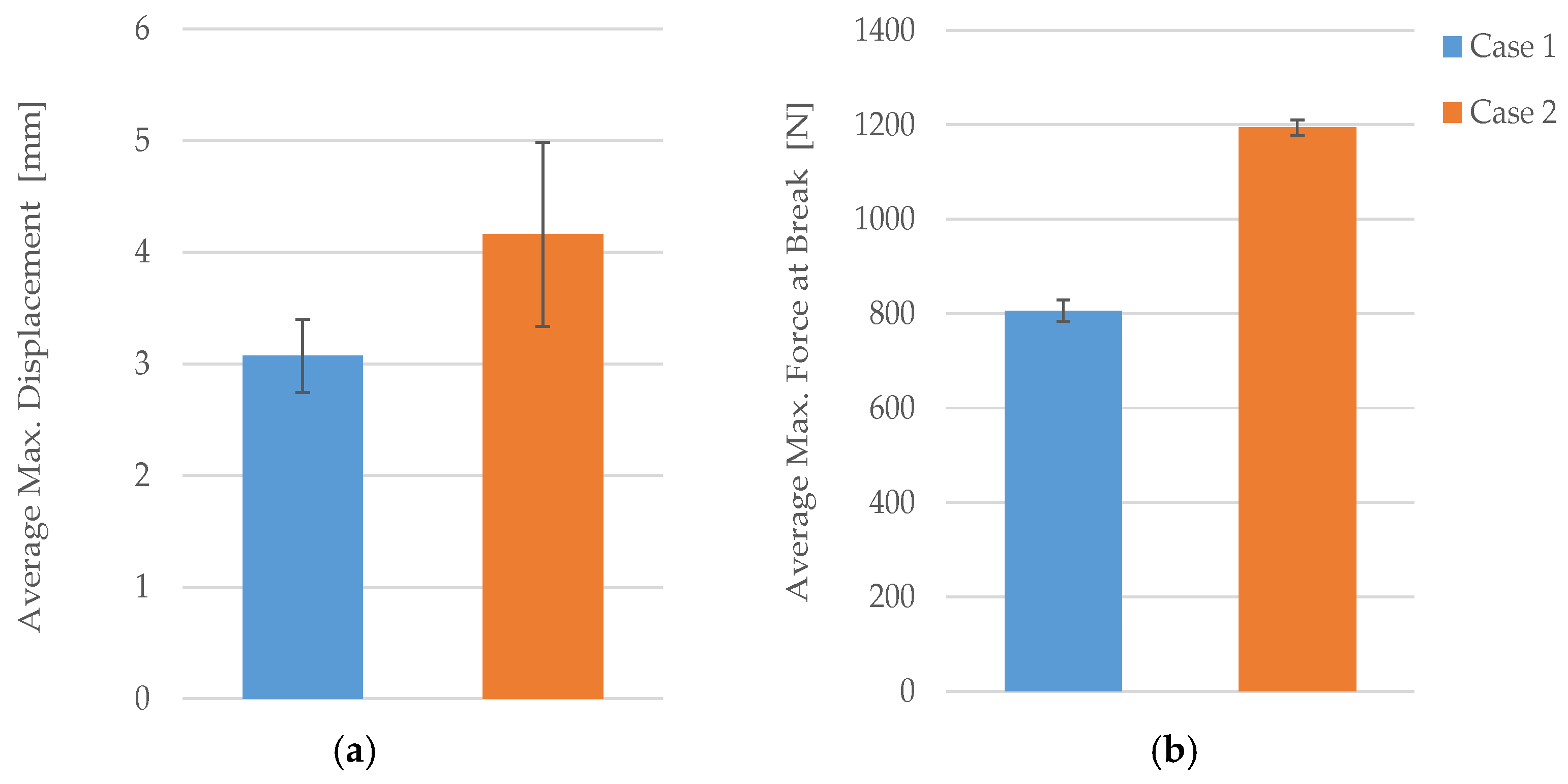
| Case | Specimen Code | Max. Displacement [mm] | Max. Force at Break [N] |
|---|---|---|---|
| Case 1 | 1A_30 | 2.89 | 794.750 |
| 2A_30 | 3.60 | 822.497 | |
| 3A_30 | 2.78 | 817.702 | |
| 4A_30 | 3.17 | 771.801 | |
| 5A_30 | 2.92 | 825.025 | |
| Average (St. Dev.) | 3.07 (0.33) | 806.355 (22.729) | |
| Case 2 | 1A_100 | 5.46 | 1177.557 |
| 2A_100 | 3.70 | 1217.823 | |
| 3A_100 | 3.55 | 1198.283 | |
| 4A_100 | 3.58 | 1194.612 | |
| 5A_100 | 4.51 | 1181.455 | |
| Average (St. Dev.) | 4.16 (0.83) | 1193.946 (15.922) |
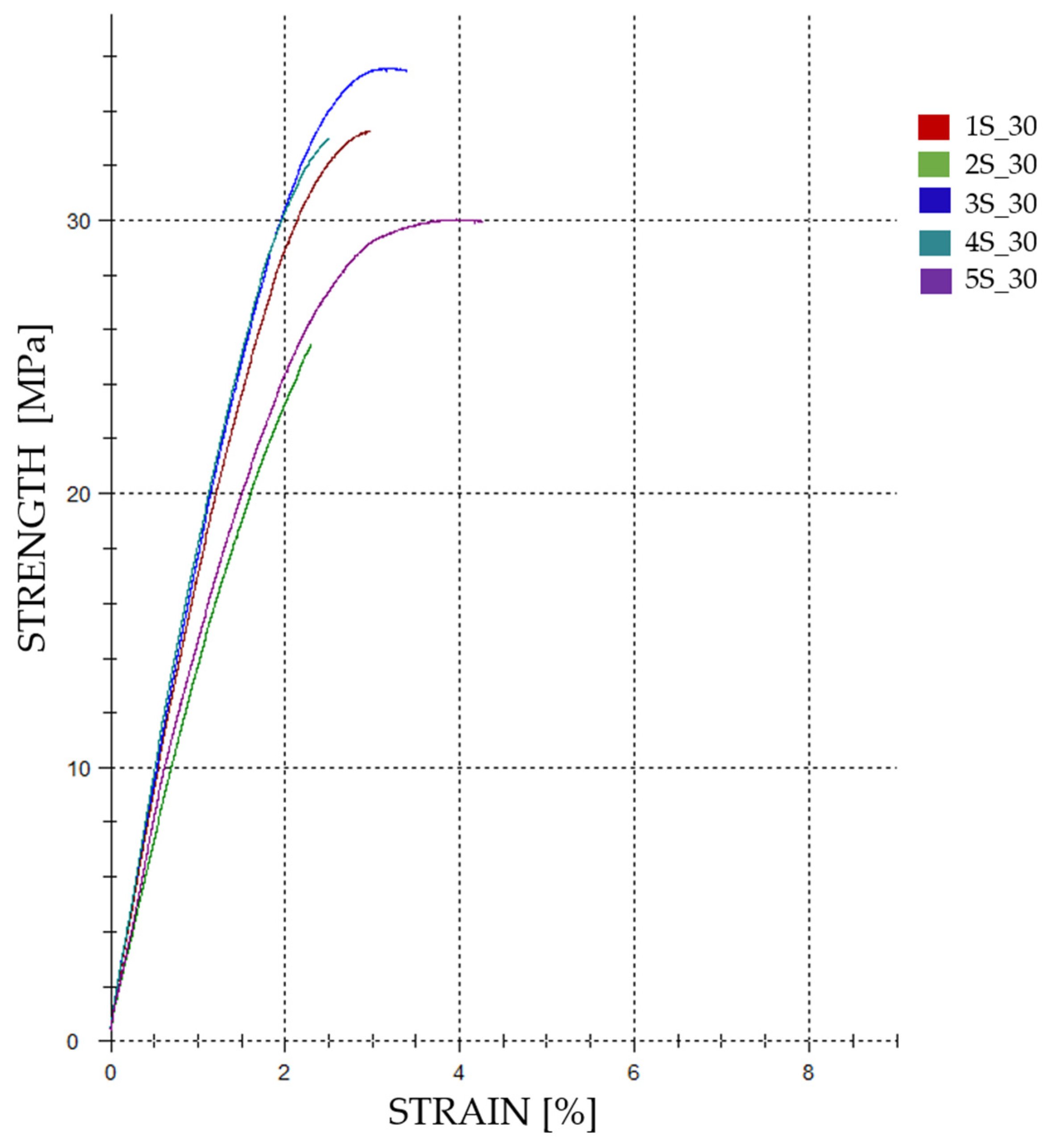
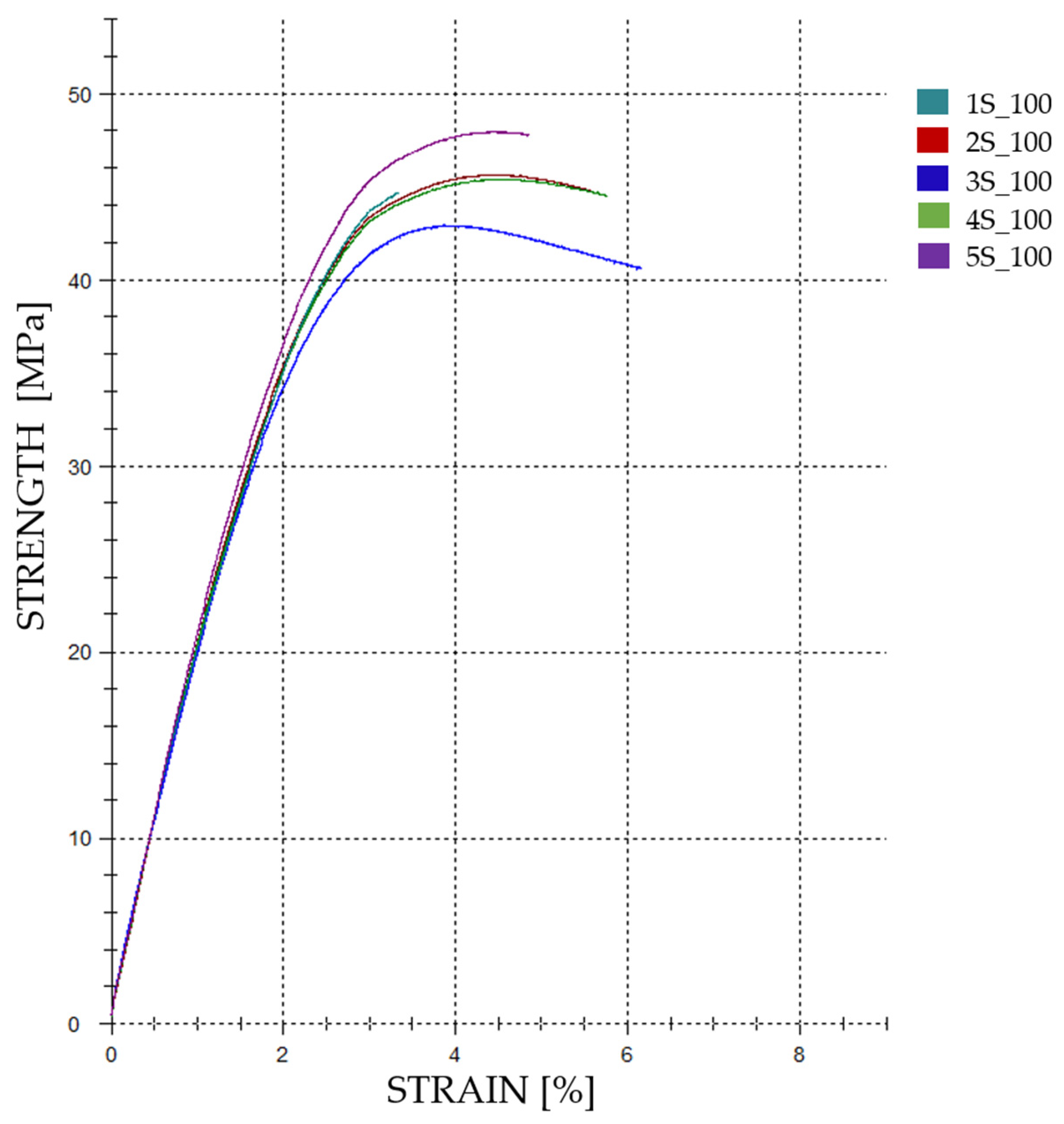
| Case | Specimen Code | Tensile Strength [MPa] | Strain [%] | Nominal Strain at Break [%] | Young’s Modulus [MPa] |
|---|---|---|---|---|---|
| Case 3 | 1S_30 | 33.312 | 3.01 | 3.07 | 1698.081 |
| 2S_30 | 25.658 | 2.36 | 2.36 | 1340.203 | |
| 3S_30 | 35.591 | 3.27 | 3.31 | 1787.256 | |
| 4S_30 | 33.018 | 2.59 | 2.61 | 1783.058 | |
| 5S_30 | 30.008 | 4.28 | 4.33 | 1434.025 | |
| Average (St. Deev.) | 31.517 (3.830) | 3.10 (0.75) | 3.14 (0.76) | 1608.525 (207.890) | |
| Case 4 | 1S_100 | 45.621 | 4.53 | 5.66 | 2050.024 |
| 2S_100 | 45.468 | 4.56 | 5.81 | 2043.581 | |
| 3S_100 | 42.915 | 3.91 | 6.25 | 2202.640 | |
| 4S_100 | 44.694 | 3.34 | 3.33 | 2073.162 | |
| 5S_100 | 48.010 | 4.42 | 4.91 | 2059.801 | |
| Average (St. Dev.) | 45.342 (1.839) | 4.15 (0.52) | 5.19 (1.15) | 2085.842 (66.237) |
| Case | Specimen Code | Max Displacement [mm] | Max Force at Break [N] |
|---|---|---|---|
| Case 3 | 1S_30 | 3.53 | 1374.599 |
| 2S_30 | 2.71 | 1047.965 | |
| 3S_30 | 3.81 | 1433.605 | |
| 4S_30 | 3.01 | 1347.233 | |
| 5S_30 | 4.98 | 1238.802 | |
| Average (St. Dev.) | 3.61 (0.88) | 1288.441 (151.859) | |
| Case 4 | 1S_100 | 6.51 | 1845.802 |
| 2S_100 | 6.67 | 1812.359 | |
| 3S_100 | 7.19 | 1709.733 | |
| 4S_100 | 3.83 | 1806.313 | |
| 5S_100 | 5.65 | 1924.241 | |
| Average (St. Dev.) | 5.91 (1.32) | 1819.689 (77.36) |
| Material | Case |
Average Tensile Strength σ [MPa] |
Average Strain ε [%] |
Average Nominal Strain at Break εtB [%] |
Average Young’s Modulus E [MPa] |
Average Maximal Displacement ΔL [mm] |
Average Maximal Force at Break Fmax [N] |
|---|---|---|---|---|---|---|---|
| ABS (filament) | Case 1 (St. Dev.) | 19.507 (0.384) | 2.16 (0.04) | 2.67 (0.28) | 1320.754 (114.695) | 3.07 (0.33) | 806.355 (22.729) |
| Case 2 (St. Dev.) | 27.401 (0.756) | 2.24 (0.08) | 3.62 (0.72) | 1788.691 (75.380) | 4.16 (0.83) | 1093.946 (15.922) | |
| ABS-like (resin) | Case 3 (St. Dev.) | 31.517 (3.830) | 3.10 (0.75) | 3.14 (0.76) | 1608.525 (207.890) | 6.51 (5.65) | 1288.441 (151.859) |
| Case 4 (St. Dev.) | 45.132 (1.839) | 4.15 (0.52) | 5.19 (1.15) | 2085.842 (66.237) | 5.91 (1.32) | 1924.241 (77.360) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hozdić, E. Characterization and Comparative Analysis of Mechanical Parameters of FDM- and SLA-Printed ABS Materials. Appl. Sci. 2024, 14, 649. https://doi.org/10.3390/app14020649
Hozdić E. Characterization and Comparative Analysis of Mechanical Parameters of FDM- and SLA-Printed ABS Materials. Applied Sciences. 2024; 14(2):649. https://doi.org/10.3390/app14020649
Chicago/Turabian StyleHozdić, Elvis. 2024. "Characterization and Comparative Analysis of Mechanical Parameters of FDM- and SLA-Printed ABS Materials" Applied Sciences 14, no. 2: 649. https://doi.org/10.3390/app14020649
APA StyleHozdić, E. (2024). Characterization and Comparative Analysis of Mechanical Parameters of FDM- and SLA-Printed ABS Materials. Applied Sciences, 14(2), 649. https://doi.org/10.3390/app14020649