1. Introduction
Additive manufacturing (AM) currently makes it possible to manufacture highly accurate and optimized components. However, there is still not enough information on the quality of such parts.
The comparison of certain parameters of the surface texture, geometry, and internal porous structure of additive products requires the use of computerized measurement technologies with a high resolution and accuracy. This issue has been investigated by several authors. Zakharchenko et al. [
1] dealt with the minimization of surface texture functional parameter selection. For this purpose, they determined a linear correlation between the parameters. Four surfaces of IX15 steel products were used as samples after grinding, round grinding, superfinishing, and polishing. It was found that in 16–18 cases out of 26, there was a significant correlation, with a Pearson coefficient of more than 0.8. Random surface topography modeling methods were summarized in the paper of Pawlus et al. [
2]. Methods for the generation of surface topographies with a Gaussian and non-Gaussian height probability distribution were presented. Particular attention was paid to the modeling of two-process random surfaces. The selection of a suitable method for the random modeling of different types of surface topographies to obtain the dependence of the surface characteristics, production process, and surface function was discussed by Jiang et al. [
3]. In their conclusions, the authors stated that further research needs to focus on the development of a generalized feature-based technology tool-kit (an interdisciplinary subject, involving computer vision, image processing, and geometric modeling) with robustness for universal application, including fast algorithms, soft gauges, and uncertainty, to guarantee computational fidelity. Lou et al. [
4] characterized, in detail, the X-ray computed tomography method, which enables complex geometry assessment, and they researched the unique properties of additive manufacturing components’ surfaces. An improved understanding of the impacts of these features will assist in efforts to predict the performance of additive manufacturing parts, e.g., fatigue, heat exchange, and osseointegration. The use of an in situ sensor and cameras to obtain process data for the real-time monitoring and quality analysis of 3D-printed parts was discussed in detail by Kim et al. [
5]. They presented a review of quality control in seven different techniques in AM technology and provided detailed discussions of each quality process stage. Their research was limited to the review of only seven techniques of AM technology, which included photopolymer vat processes, material jetting processes, binder jetting processes, extrusion-based processes, powder bed fusion processes, direct energy deposition processes, and sheet lamination processes. Reiher et al. [
6] presented a holistic approach to help a designer in developing and manufacturing a product for additive manufacturing. The methodology itself was discussed and explained based on a real sample metal part. The general methodology was discussed on the basis of the space industry.
By using computer measurement technologies with a high resolution and accuracy, images of the unique surface textures of irregular surfaces, accurate images of the complex geometry, and the internal structural variability of various materials can be obtained. Several authors should be mentioned in this area. Angel [
7], in his dissertation, dealt with the verification of scanning systems and the determination of conformance to specifications in order to achieve the best performance—usually corresponding to the manufacturer’s specifications. Various methods and reference objects were developed in this project to establish the metrological traceability of the measurements. Moreover, investigations as well as international comparisons in the application of the two different areas were carried out. Bauza et al. [
8] researched selected precision parameters of components realized by additive manufacturing. They discussed the accuracy and uncertainty of parts produced with additive manufacturing processes. Slotwinski and Moylan [
9] summarized the key metrology-based technical challenges that limit the wider use of metal-based additive manufacturing processes. There are significant technical hurdles, many of which requiring metrology-based solutions, that prevent the full exploitation of additive manufacturing today. Additionally, in many cases, existing standards can be used as the basis for AM-specific standards, either as currently written or with some minor adjustments. This already-existing base of standards will greatly accelerate the development of additive manufacturing-specific standards. The issue of comparing the dual combined approach used in the traditional coordinate measurement of surfaces by touch systems and computer tomography was elaborated by du Plessis et al. [
10]. This dual combined approach uses traditional surface coordinate measurements on exterior accessible surfaces, which is followed by internal lattice measurements. The results show a clear method and workflow for the combination of these technologies for a holistic dimensional inspection.
The imaging of the surface textures of complex shapes and geometries with a variability in the internal structures of different materials can be achieved by various methods. The method’s selection depends on the specific requirements of the application, the material type, and the desired quality. Computer-aided design (CAD) softwares provide a virtual environment for the design and visualization of complex geometries. Virtual reality (VR) and augmented reality (AR) offer possibilities for visualization and interaction with complex structures in a virtual environment. Moreover, 3D scanning captures the actual surface geometries of physical objects. High-resolution imaging and photography can capture surface textures and details with high precision. A computed tomography (CT) scan shows the internal structures. Microscopy and nanoscopy provide high-resolution imaging of surface textures and internal structures at the microscopic and nanoscopic levels for small-sized specimens. Scientific articles by various authors deal with the research of these imaging methods. Javaid et al. [
11] identified the potential of 3D scanning for industry and its utility for reverse engineering, the design and measurement of complex curved surfaces, education, architecture, surveying, healthcare, quality monitoring, prototyping, and the development of industrial tools and equipment. These technologies are widely used in areas where high accuracy and a superior resolution are required, to verify that a physical object has been manufactured according to the accuracy specifications in production drawings. Thompson et al. [
12] researched the use of X-ray computed tomography (XCT), identifying a prerequisite for volumetric dimensional measurements in the industrial verification of physical objects manufactured by additive technologies (AM). There are two primary requirements when measuring the porosity of manufactured components (AM). The first relates to the increased resolution needed for the detection of small pores to allow for greater accuracy and precision in pore measurement. The second concerns the correlation of porosity and pore distribution measurements with more cost-effective measurement techniques to reduce the verification costs. Du Plessis et al. [
13], using newly developed X-ray micro-computed tomography (micro-CT) methods, implemented the testing and analysis of additively manufactured parts with an emphasis on accurate dimensional measurement and porosity analysis. MicroCT can be used not only for the high-quality, detailed analysis of individual components, but also for the cost-effective inspection of major defects using fast scans with minimal post-processing. The research on newly developed methods makes it clear that the micro-CT method is crucial to the holistic quality analysis and improvement of AM components. Kruth et al. [
14] presented an actual status and application examples that demonstrated CT metrology’s ability to control internal dimensions that cannot be measured by traditional coordinate measuring machines, and to combine dimensional quality control with material quality control to achieve a single quality control paradigm. CT metrology has great potential for the dimensional quality control of components with internal cavities that are not accessible by other measuring devices. It also enables the holistic measurement of mechanical components, i.e., the full assessment of the internal and external surfaces of the part, instead of a limited set of points. CT is the only control process that allows for a combination of dimensional and material quality control. De Chiffre et al. [
15] provided an overview of the state of the art and upcoming CT technologies, including CT system types, scanning capabilities, and technological advances. The paper provides an overview of application examples from the manufacturing industry, as well as other industries and activities in industrial computed tomography. The authors also identified the limitations and problems of the current CT in industrial applications.
The mechanical and geometric properties of specimens produced by the selected laser sintering (SLS) of thermoplastic powders largely depend on the interactions between the following process and material parameters: powder coating, exposure geometry, and material behavior in the solid and molten states [
16]. Critical processes’ repeatability in serial production can only be improved by the study of the aforementioned interactions [
17]. Kudelski et al. [
18] compared the costs, material, and printing time using FDM and SLS, based on the production batch size. In conclusion, the authors stated that FDM is the best choice to print one simple component (it is quicker, cheaper, and has a good result; the only disadvantage is the poor strength, especially in the Z direction). However, in the case of a larger production batch size for the same component, the use of SLS is more advantageous. Research on the mechanical properties of components (dimensional accuracy, tensile properties, and Shore hardness) produced by different AM methods (PolyJet, SLA, FDM, SLS) was performed by, e.g., Shilpa et al. [
19]. Each additive manufacturing process and its process parameters were studied in detail, along with a comparison of the mechanical properties of the final components. The order of the dimensional accuracy was PolyJet > SLS > FDM > SLA. The order of the tensile properties (tensile strength) was PolyJet > SLS > FDM > SLA. The order of the Shore hardness was PolyJet > SLA > FDM > SLS.
Tagliaferri et al. [
20] investigated the geometry of a proposed product, which significantly affects the optimal choice of AM technology, both technologically and economically. The results imply that FDM technology shows the greatest restrictions, preventing mass production due to manufacturing time and costs but also environmental impacts.
A frequently encountered problem is the aging of the source material. This factor can unfavorably affect the geometric and mechanical properties of manufactured components. Wegner et al. [
21] researched the processes of polyamide 12 aging (Laurinlactam) in SLS, comparing two different machines, with the objective of analyzing the correlation of the material quality, process parameters, and specimen properties. It was found that, aside from the surface quality, the mechanical properties in the direction of the build, especially the elongation at break and tensile strength, are the most sensitive characteristics to effects caused by material aging. In addition, Wudi and Drummer [
22] researched the impact of the processing time and temperature on the molecular changes and thermal properties of particle polyamide material 12 in SLS. The aging state showed high reproducibility. The post-condensation reaction during the aging of the polyamide 12 part cake material in SLS could be proven by GPC analysis.
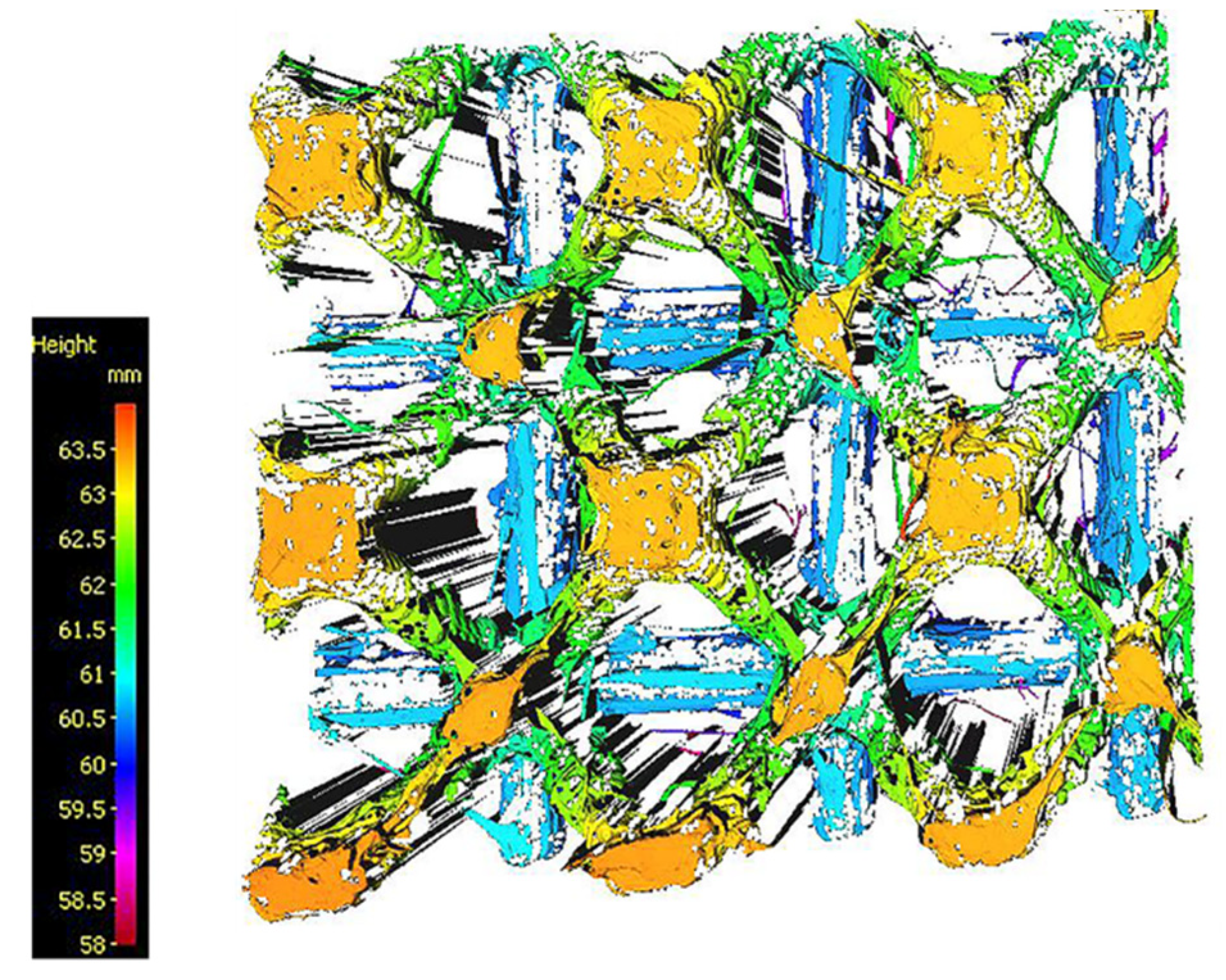
The measurement of SLS-based specimens is also a widely discussed issue. One important area is the method of three-dimensional surface parameter measurement. Grimm et al. [
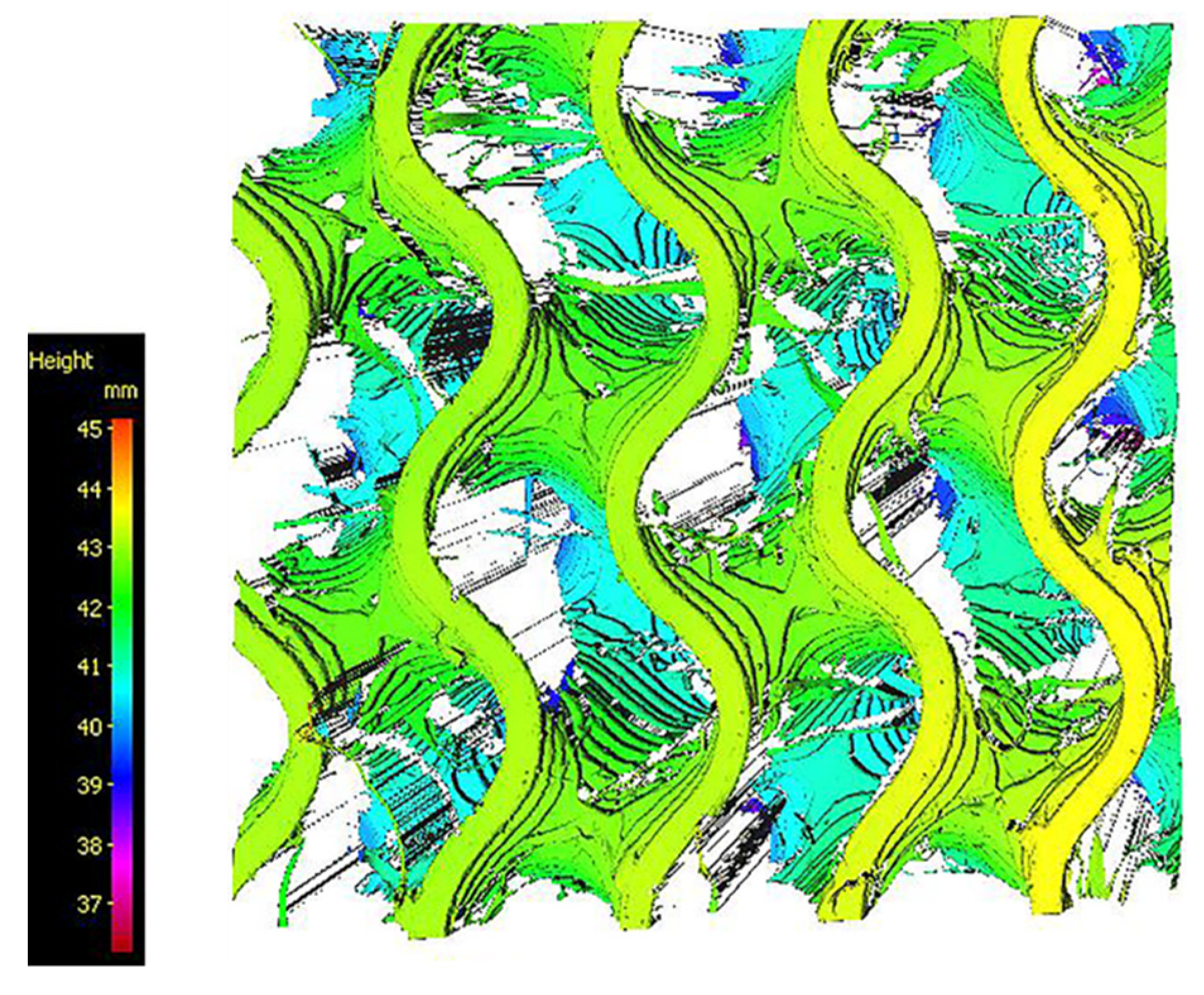
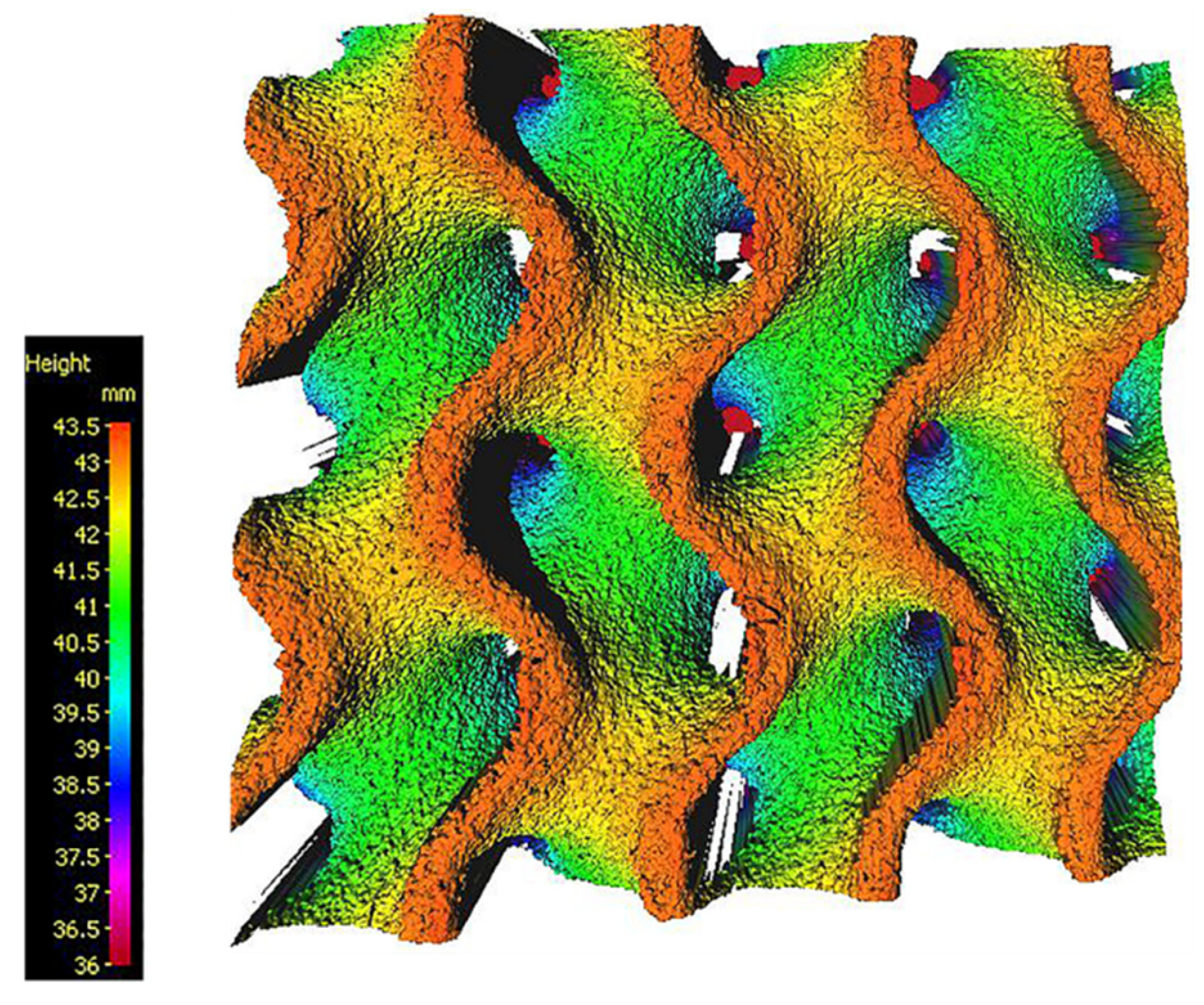
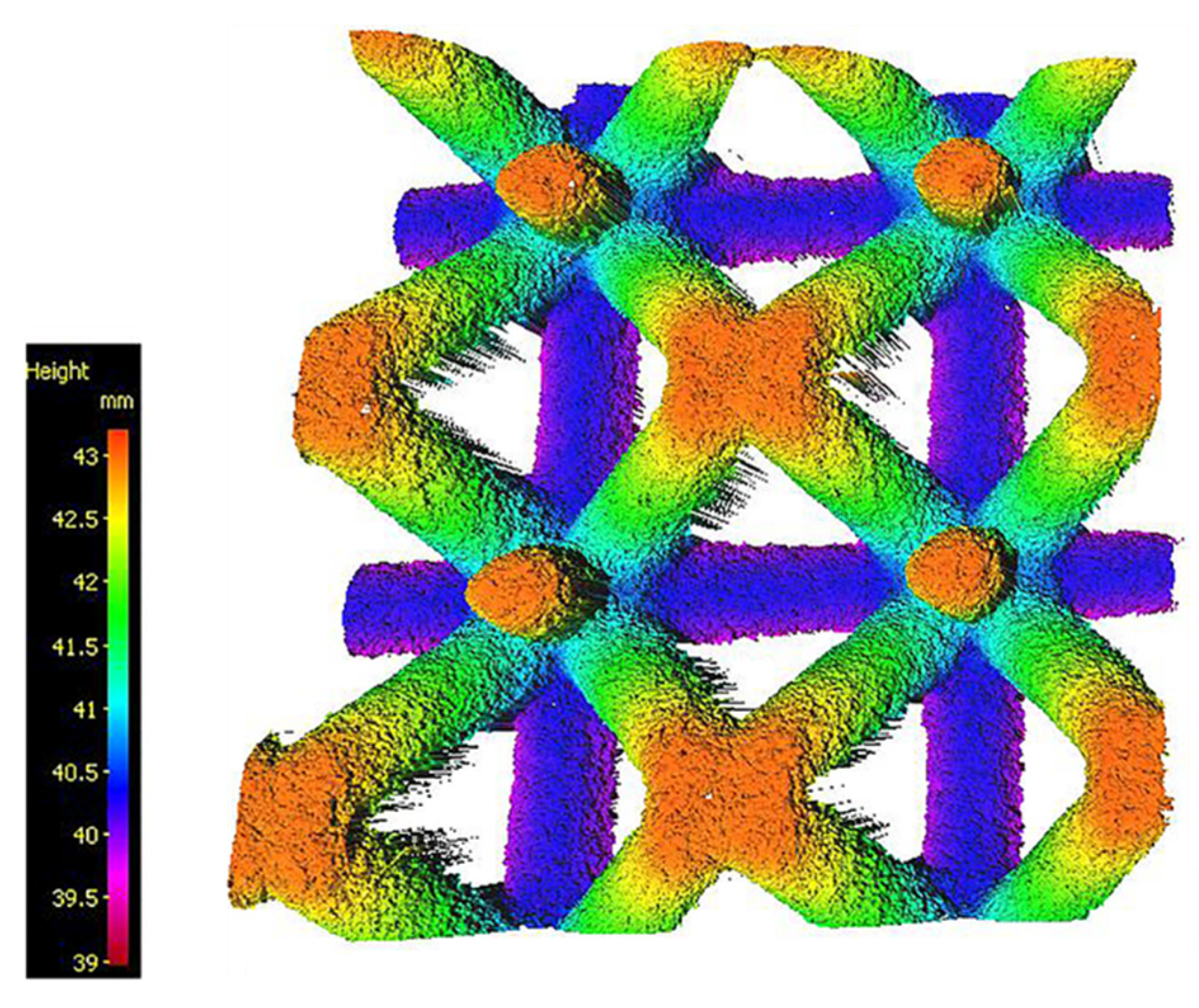
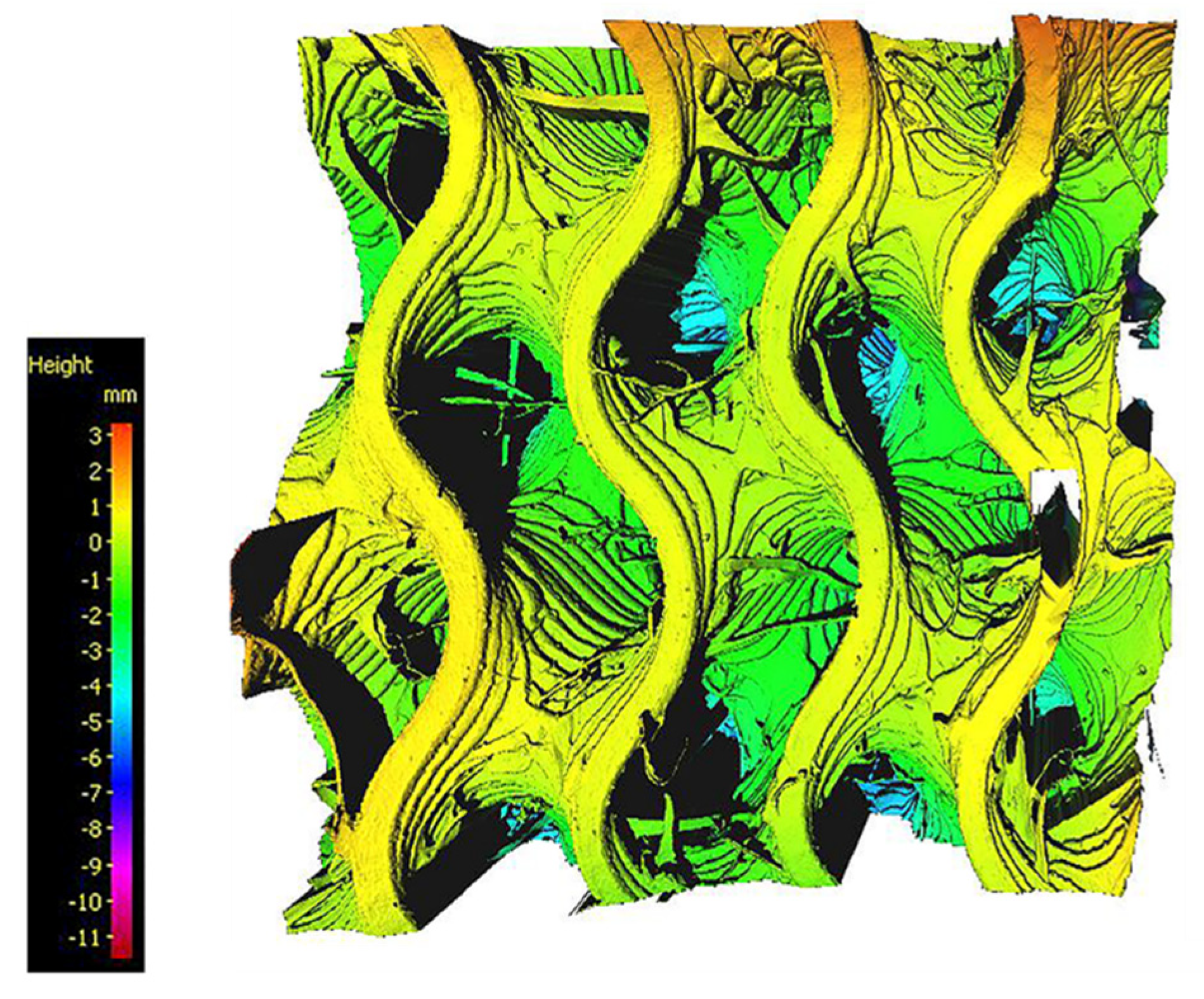
23] researched this issue via a new measurement method, using a confocal microscope and emphasizing the classification of various spatial orientations, and they highlighted a particular issue in laser sintering: the significance of orange crusts. Within this study, it was proven that an optical three-dimensional topography measurement, realized with a confocal microscope, offers the opportunity for higher statistical significance compared to state-of-the-art tactile profilometry. In particular, the surfaces of laser beam-melted parts showed strong correlations between the surface orientation and the areal parameters or analysis techniques, respectively.
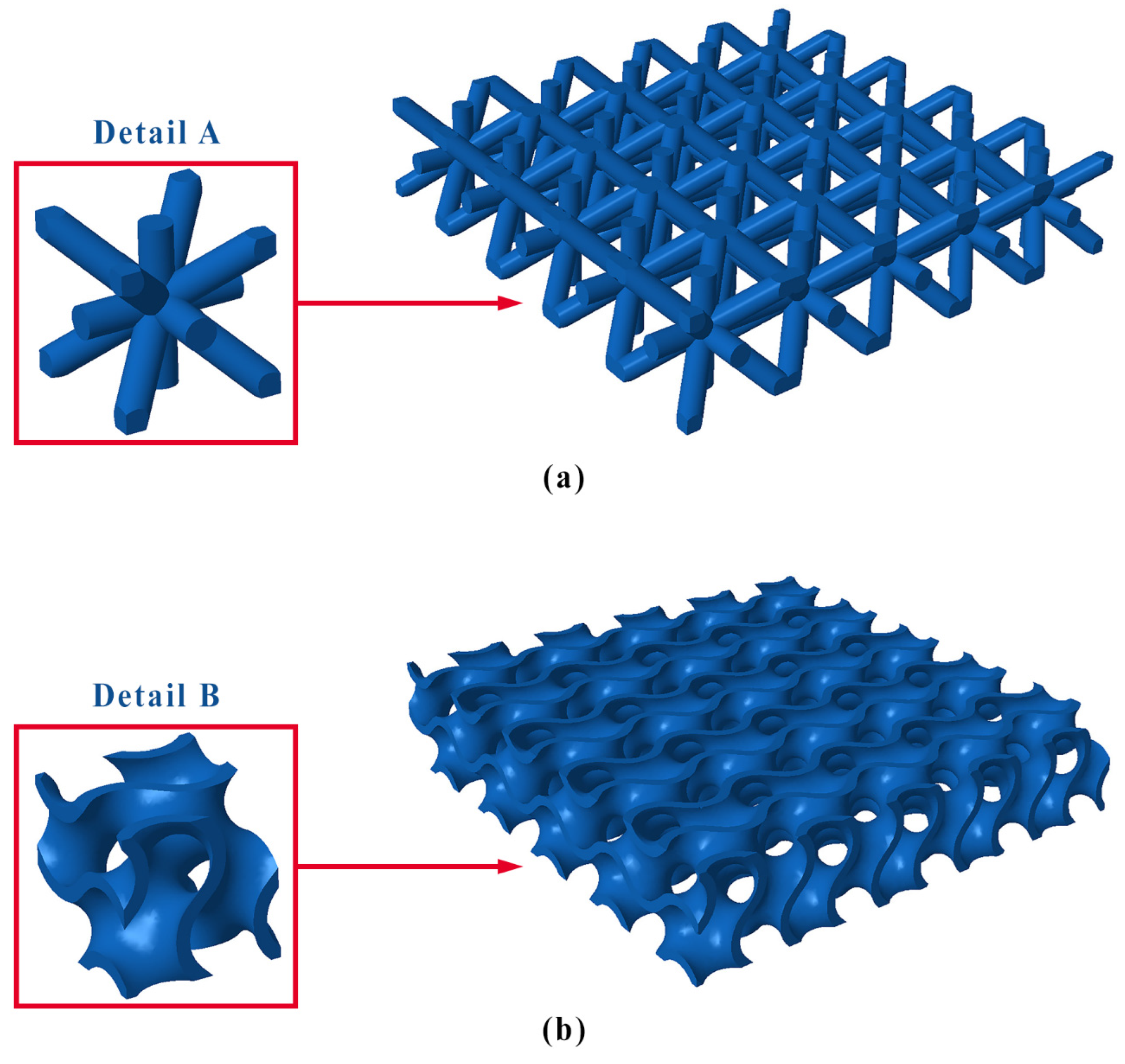
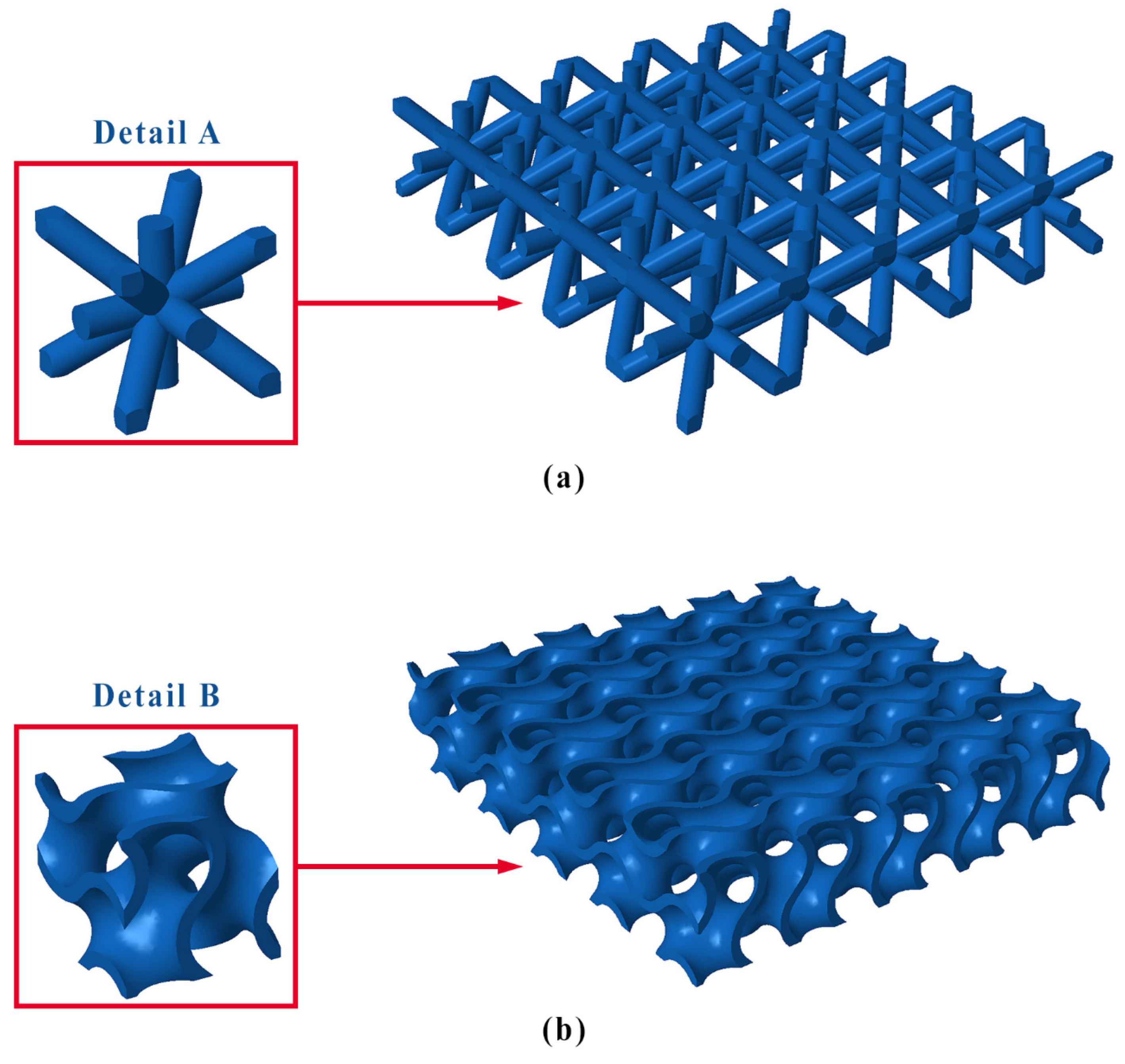
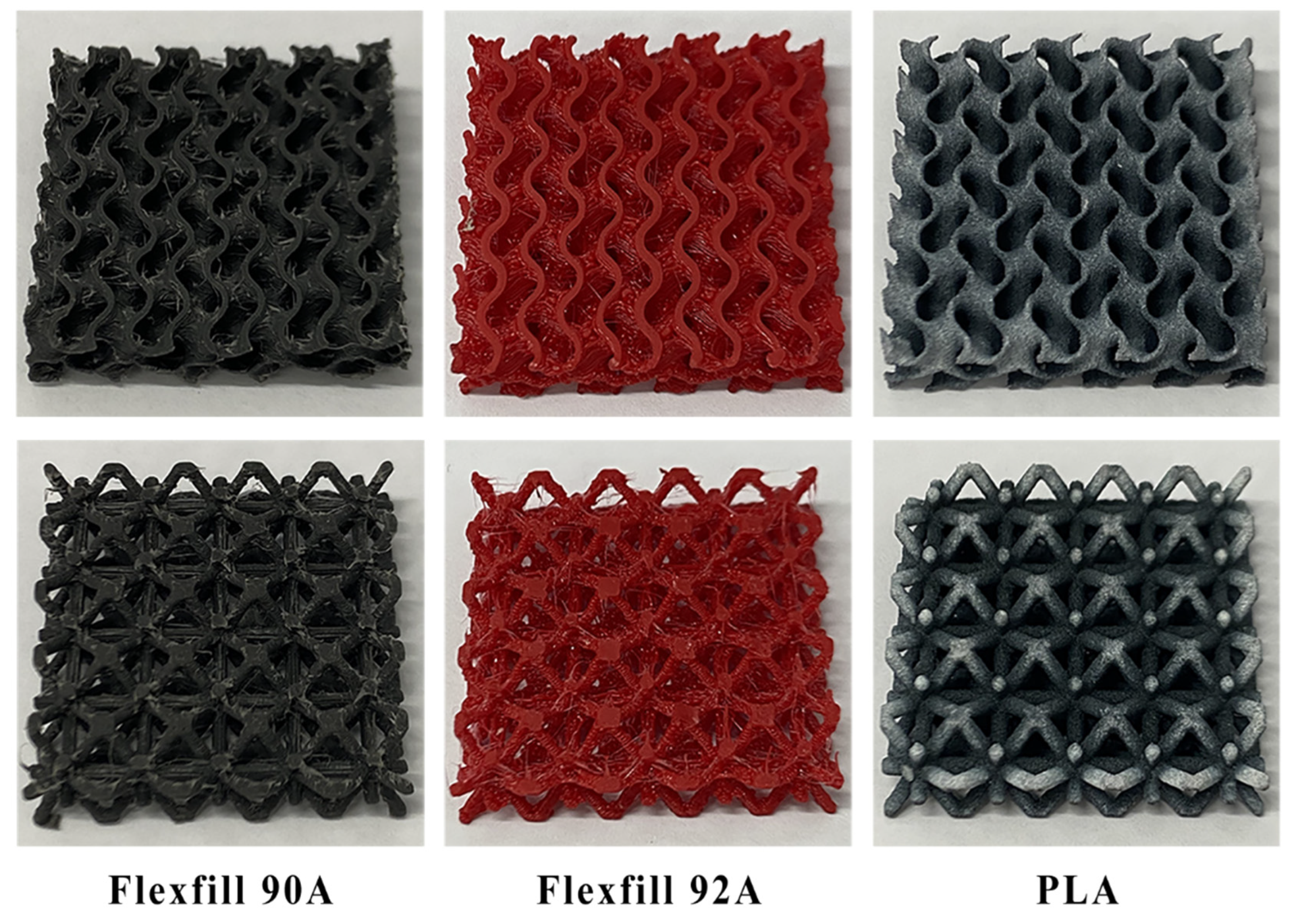
The present paper provides a quality comparison of selected surface texture parameters, the complex geometry, and the internal porous structures of additive products (lattice structure and gyroid structure).
4. Conclusions
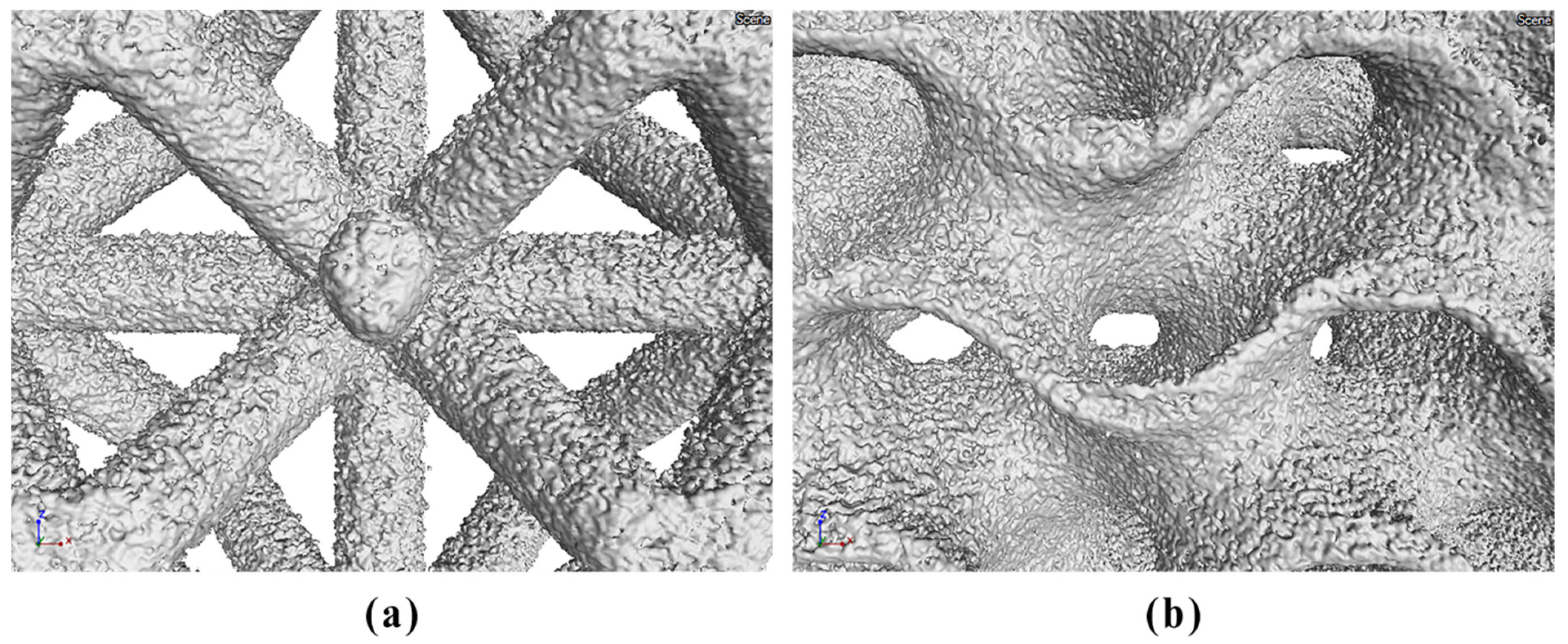
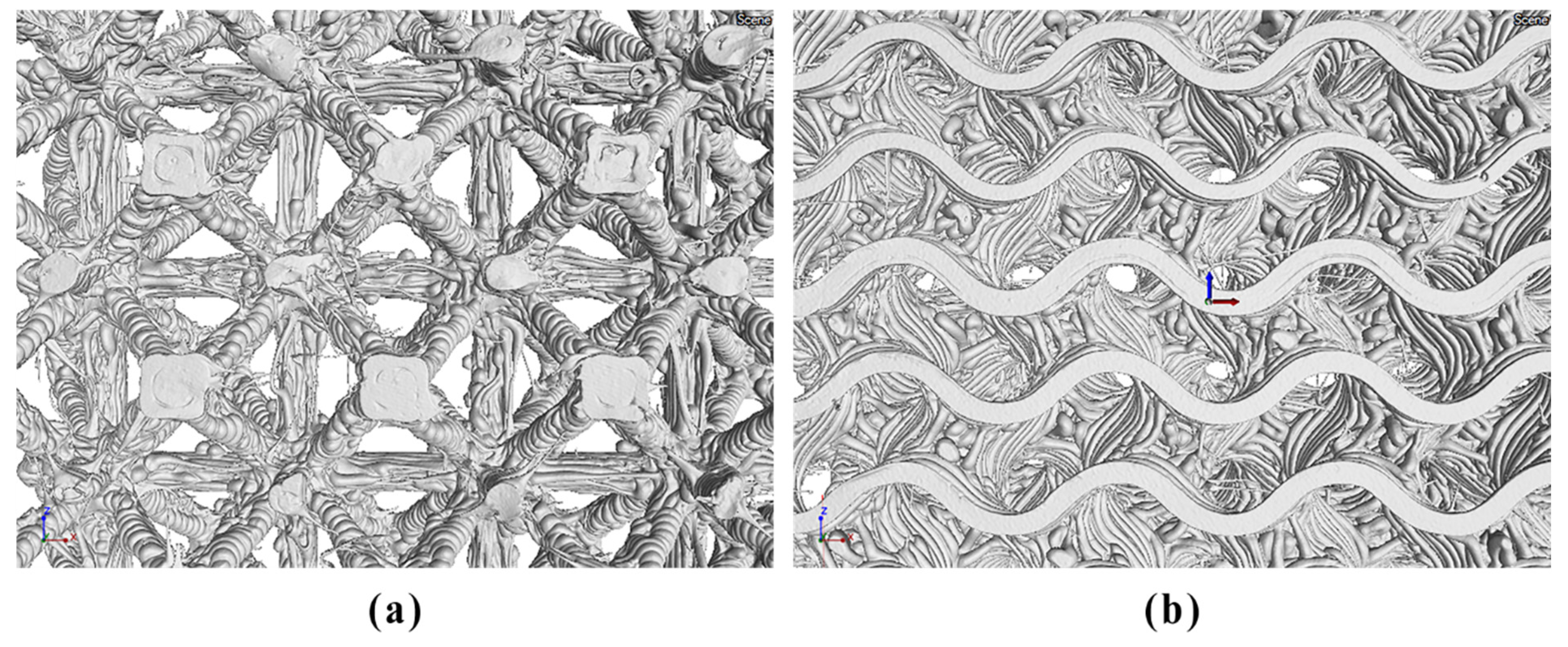
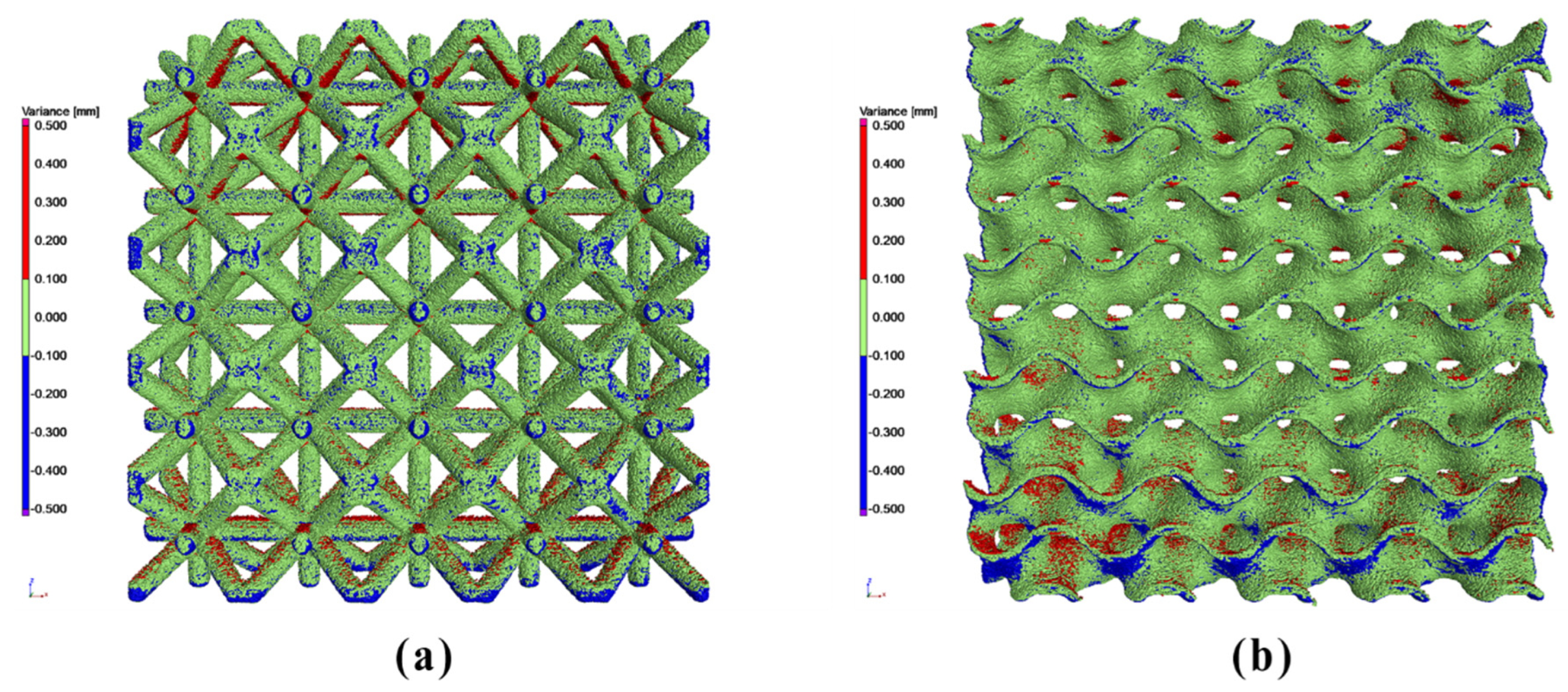
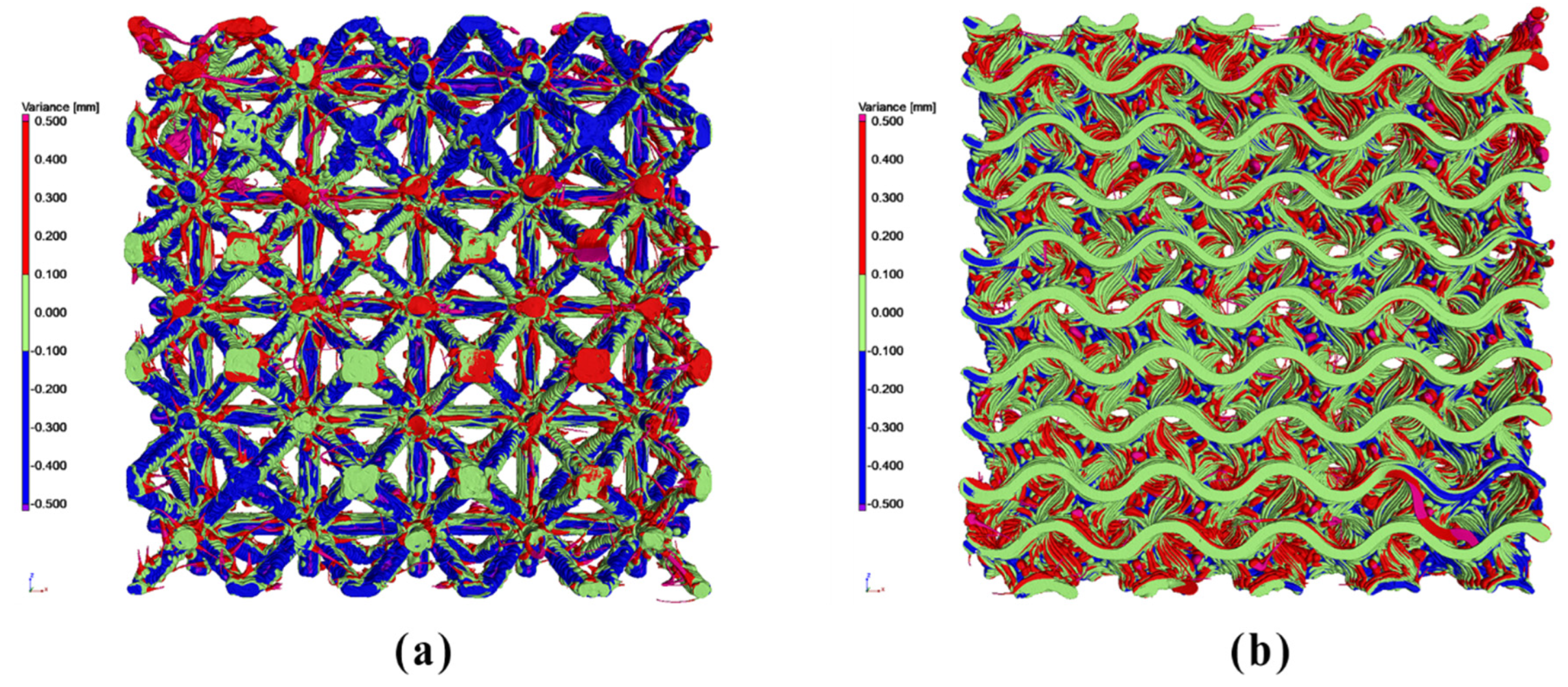
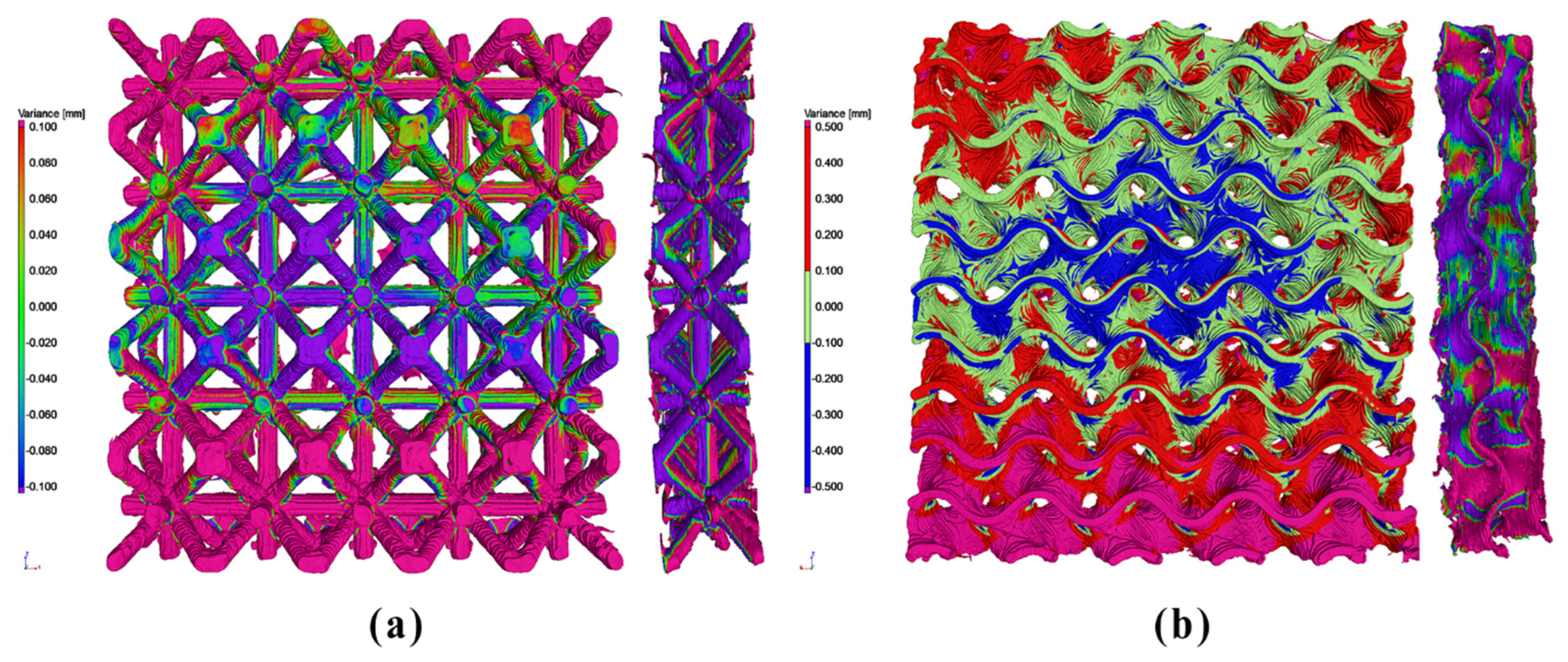
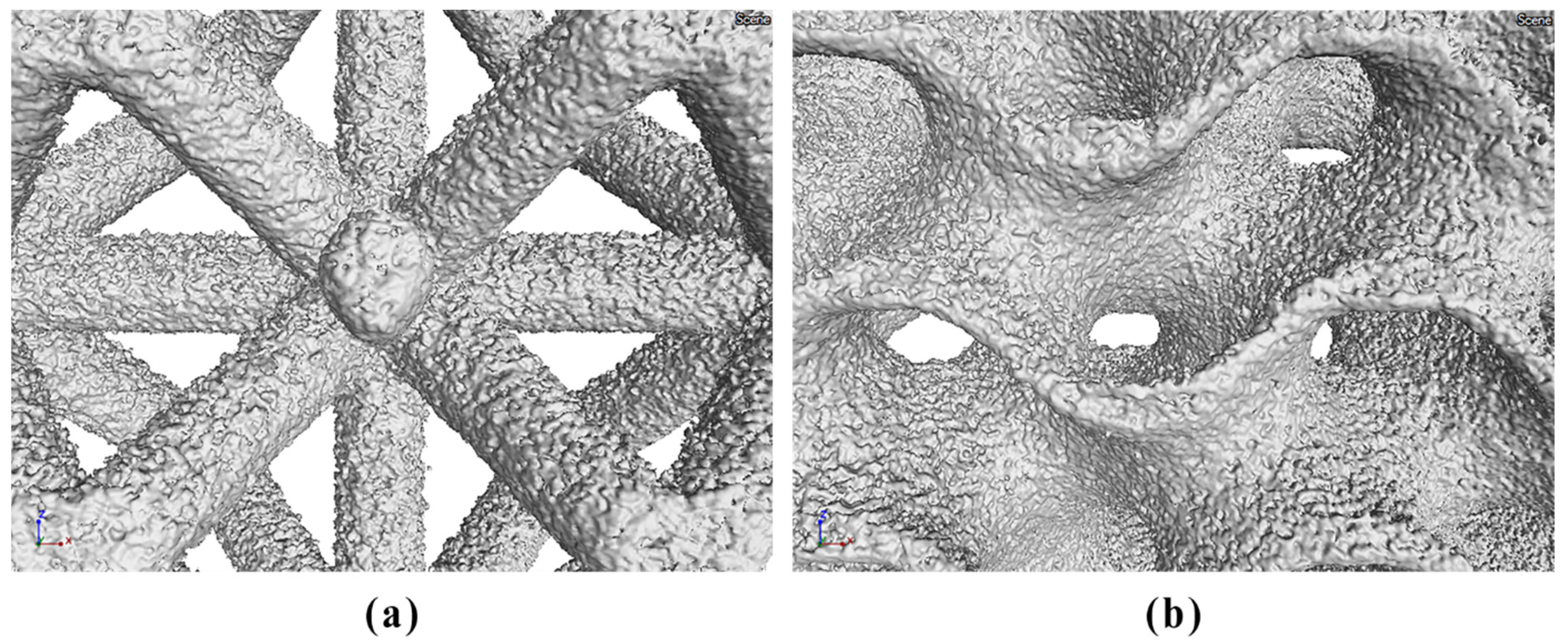
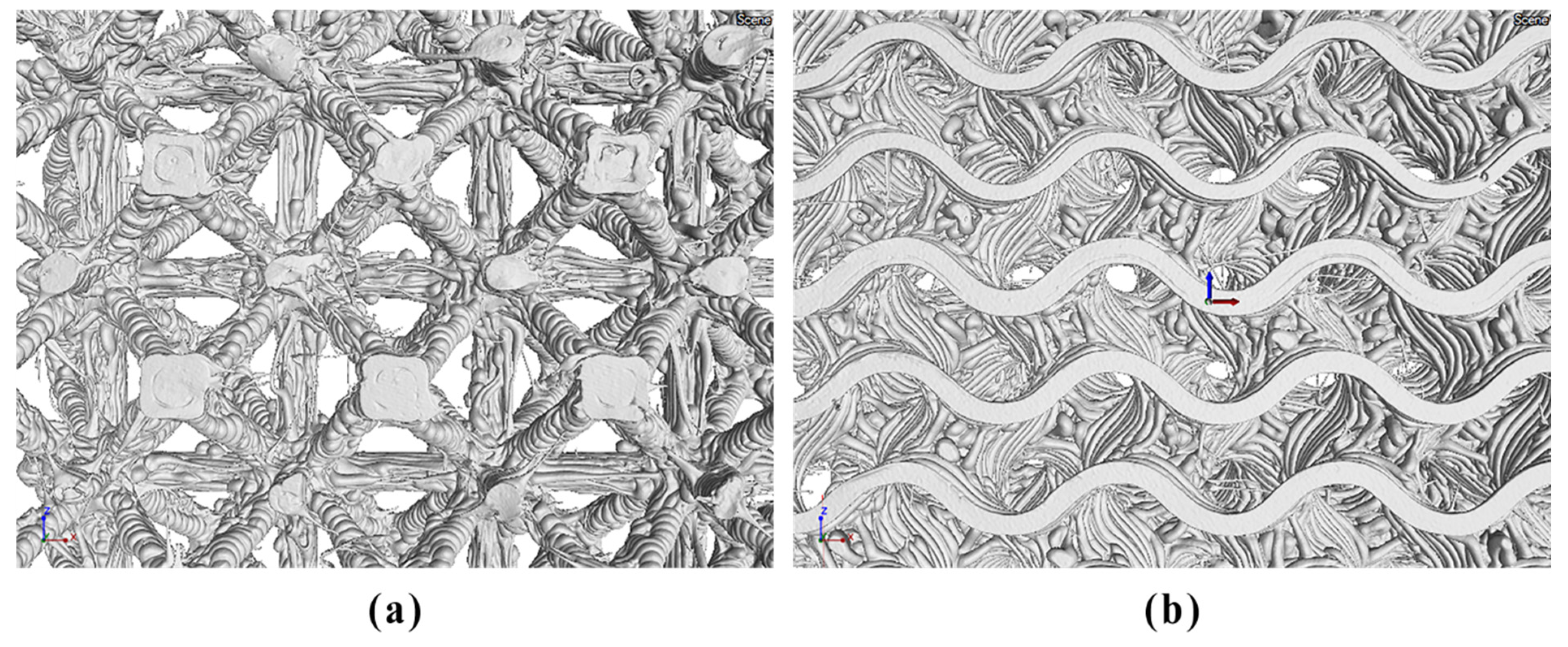
Additive technologies have the potential to be used in the manufacturing of many product categories. They are a prerequisite with regard to changing the current concept of supply chains, enabling the manufacturing of products with a complex internal structure, and they can effectively replace the conventional technologies used so far in some products’ manufacturing. When deciding on their application, however, whether the technology used is suitable for a given product and how it affects its final quality needs to be assessed. At the same time, a suitable structure needs to be selected to be used for the product’s manufacturing. When planning, a decision is often made between a lattice and gyroid structure. Based on the mentioned facts, the present research was carried out, aiming to compare the impact of the materials and technologies used on the quality of porous structures, represented by lattice and gyroid structures. The research was carried out on two types of test specimens: one with a lattice structure and the other with a gyroid structure. Then, the individual specimens were assessed using the industrial tomography method.
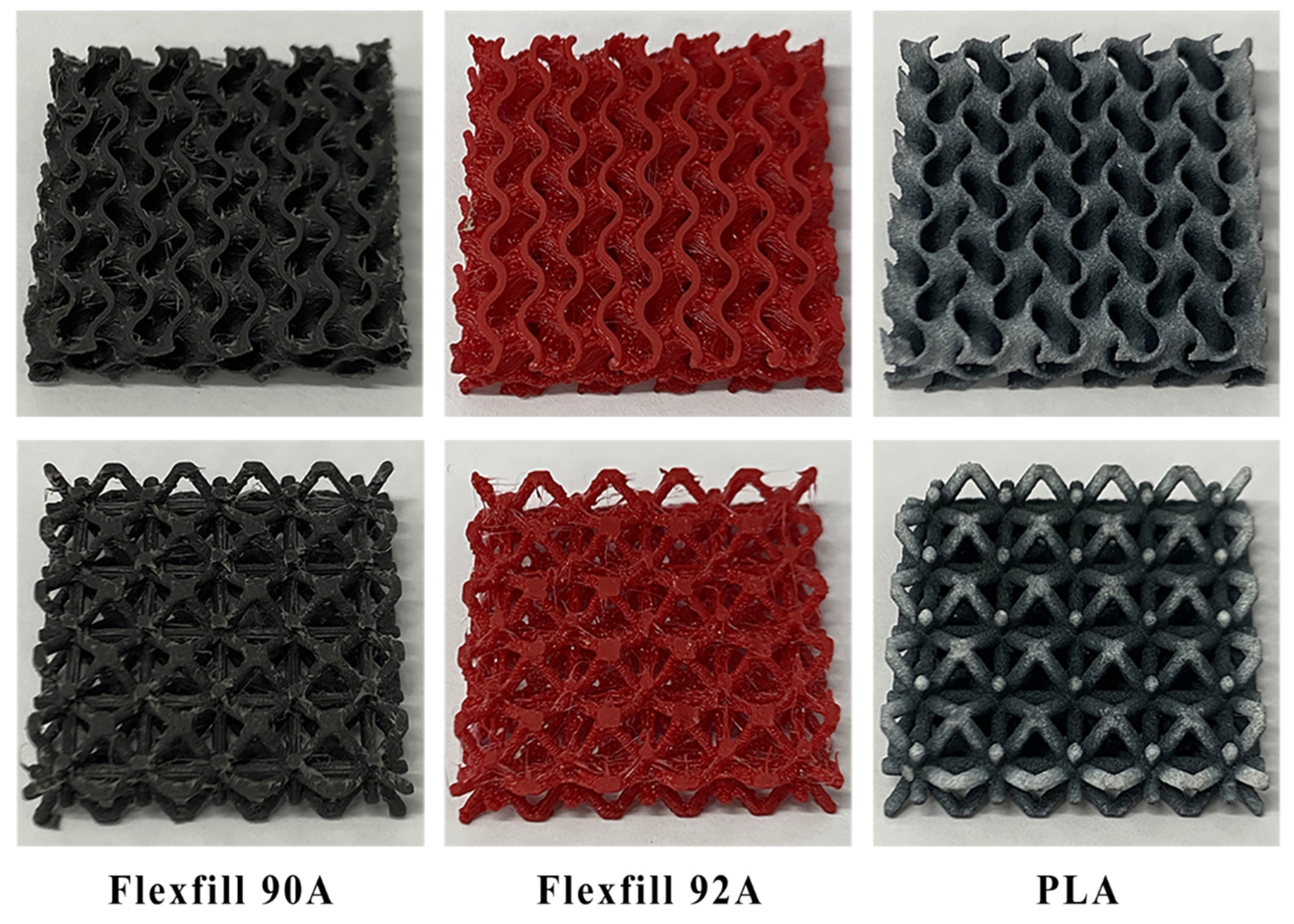
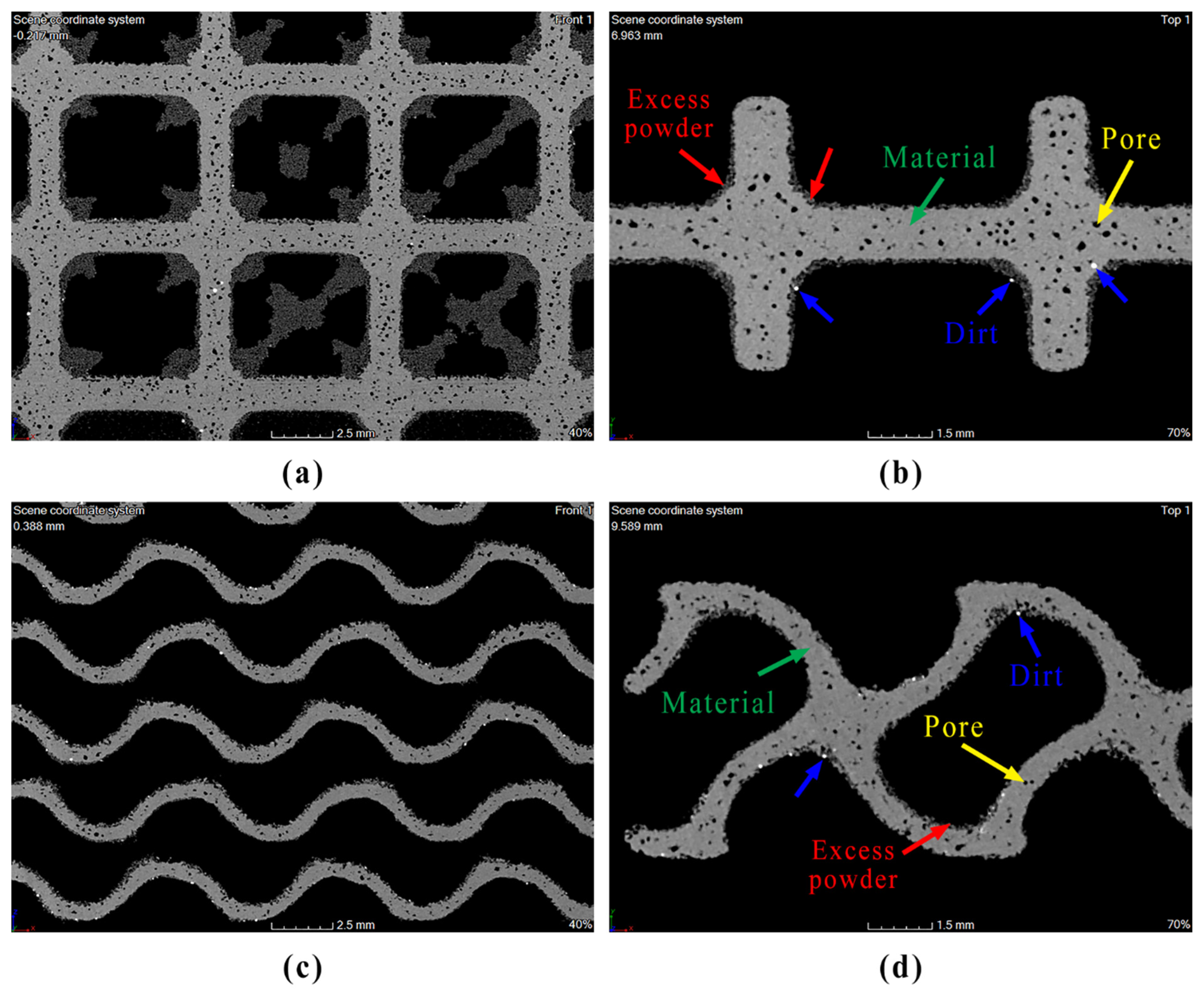
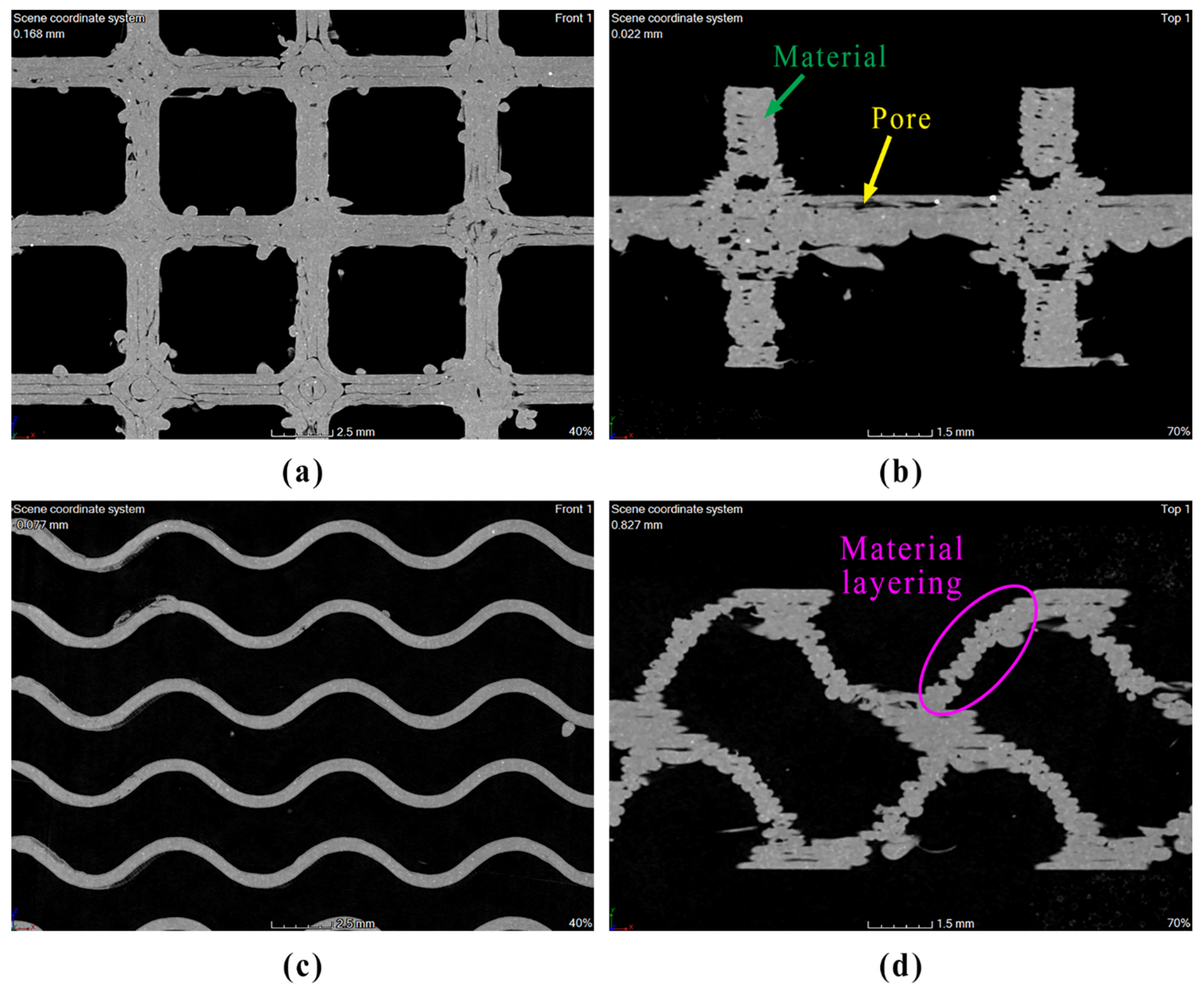
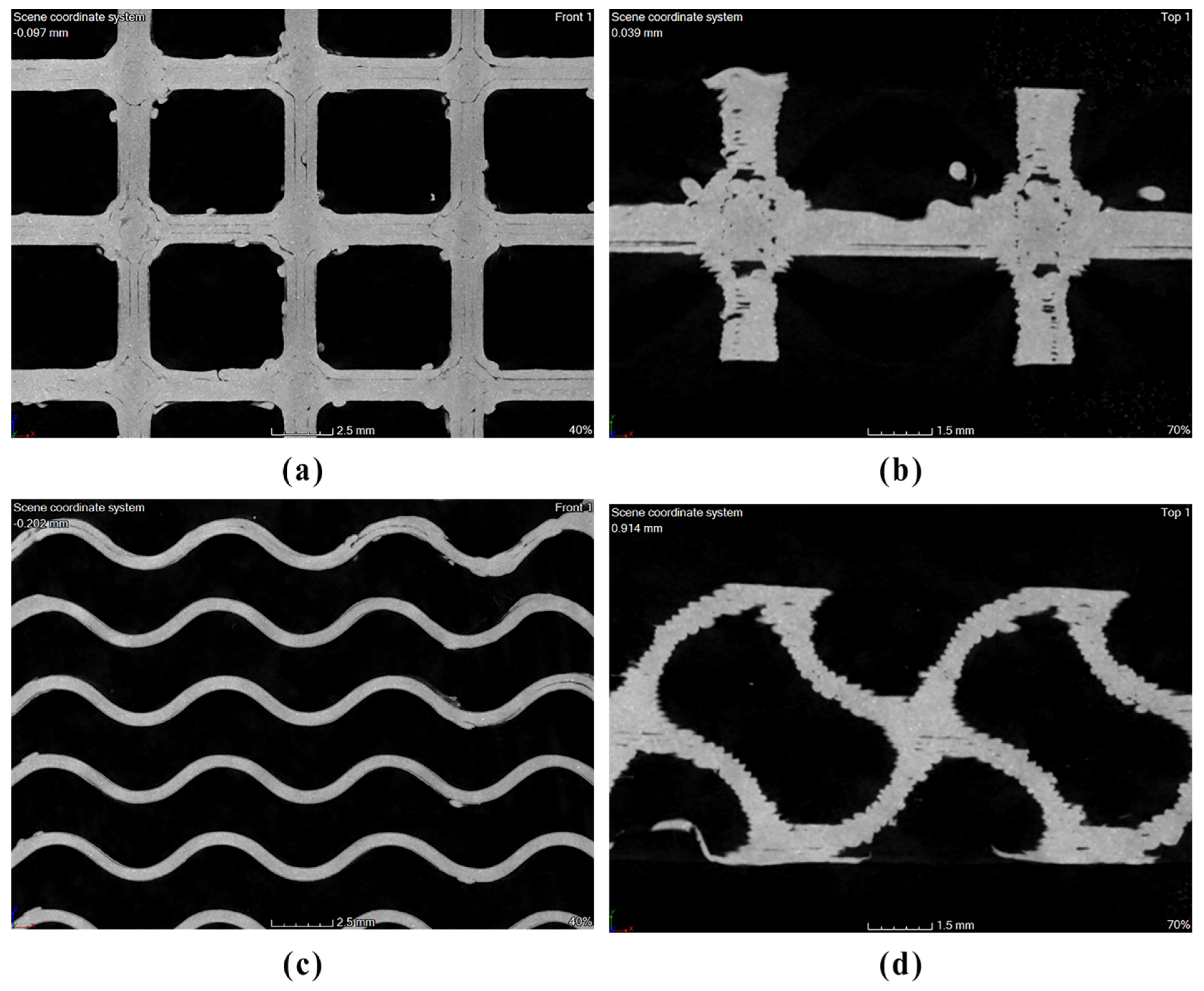
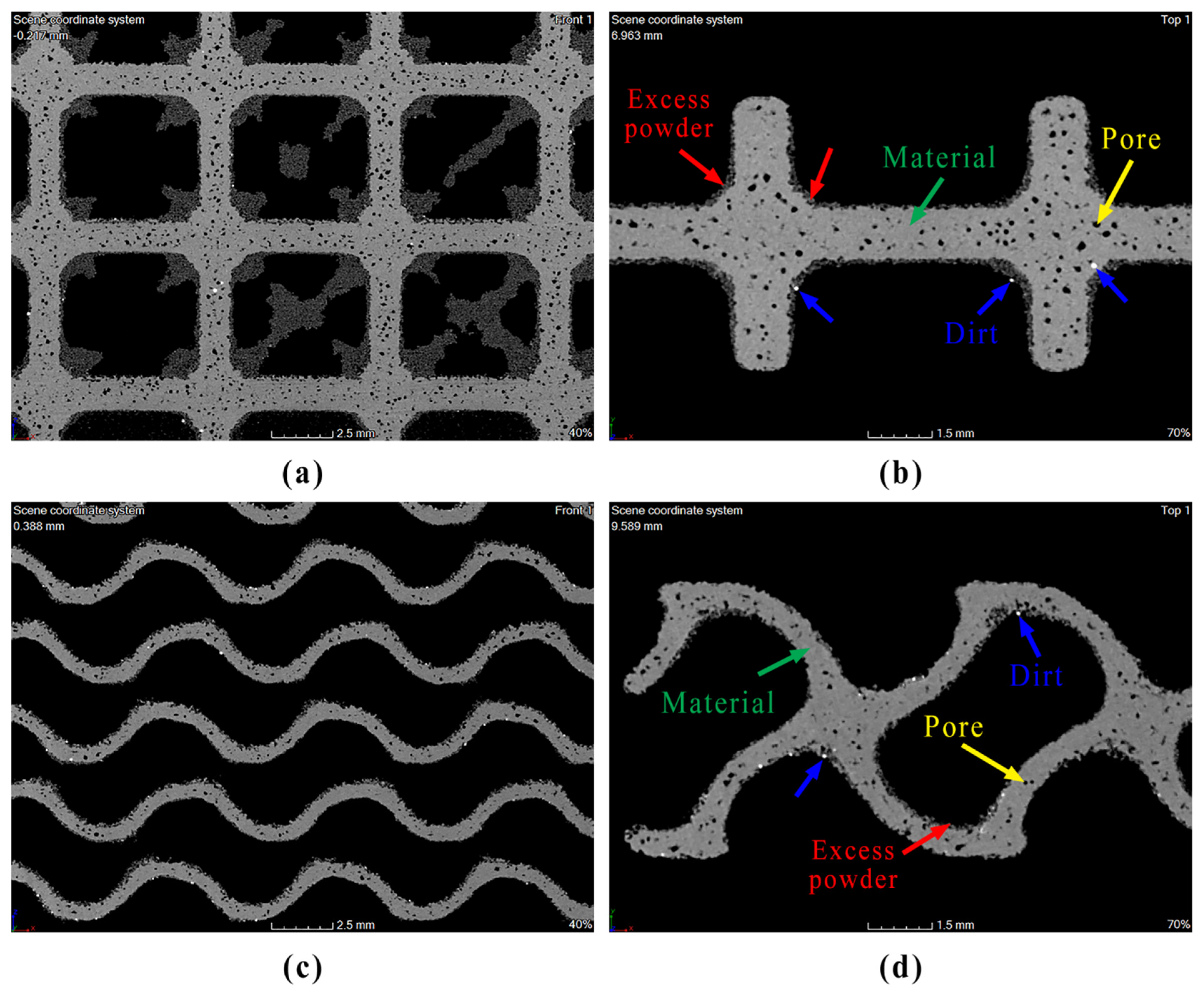
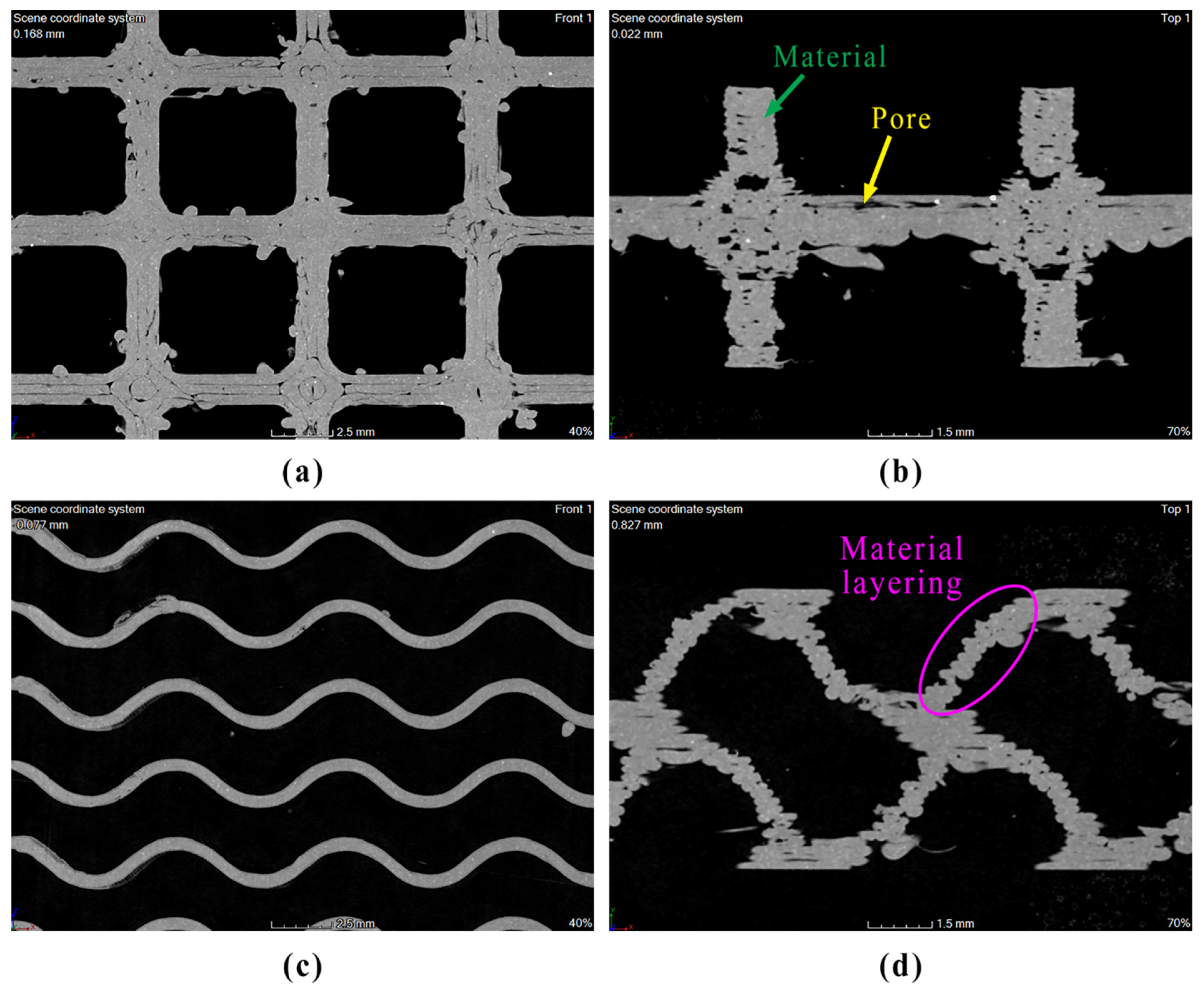
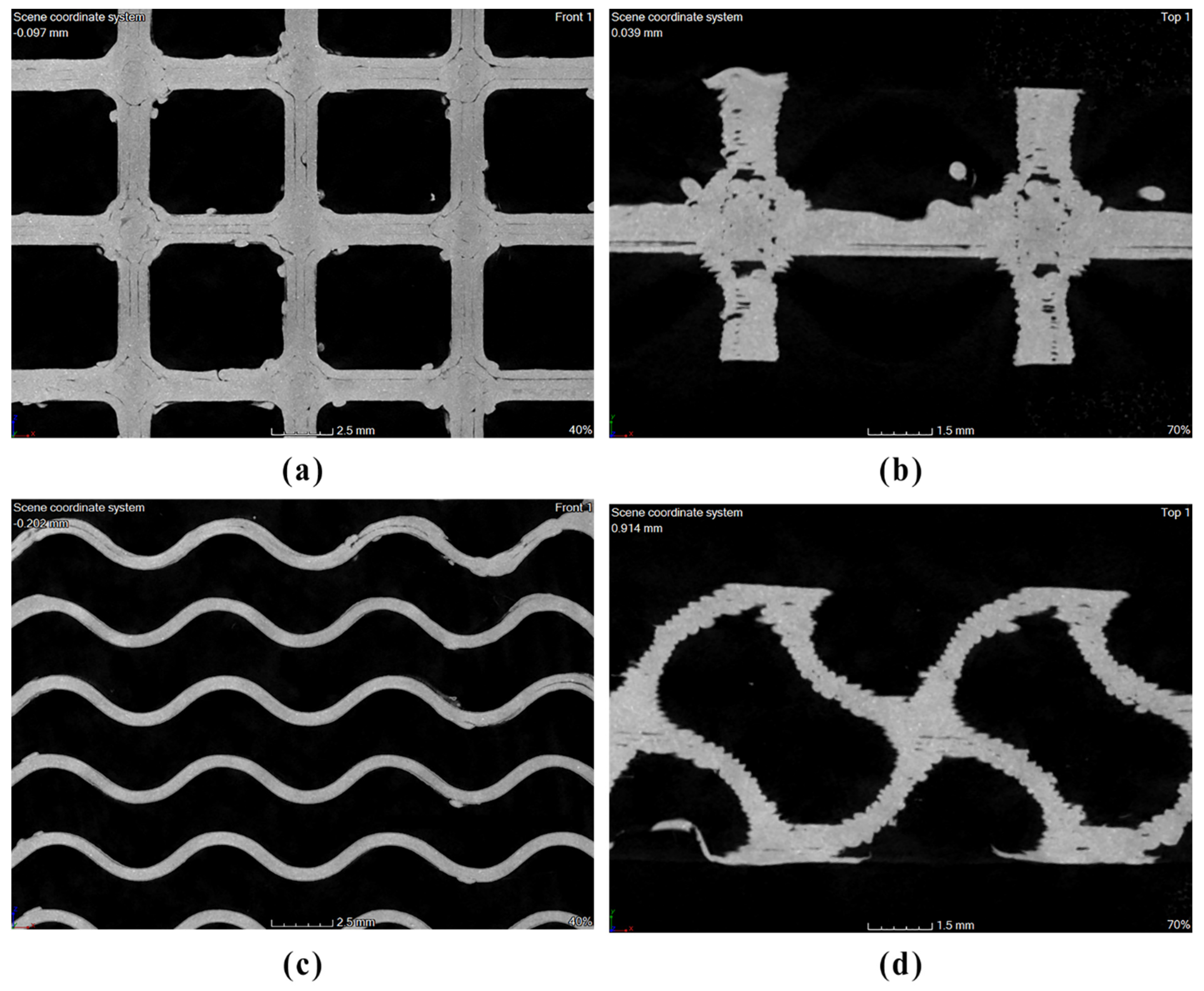
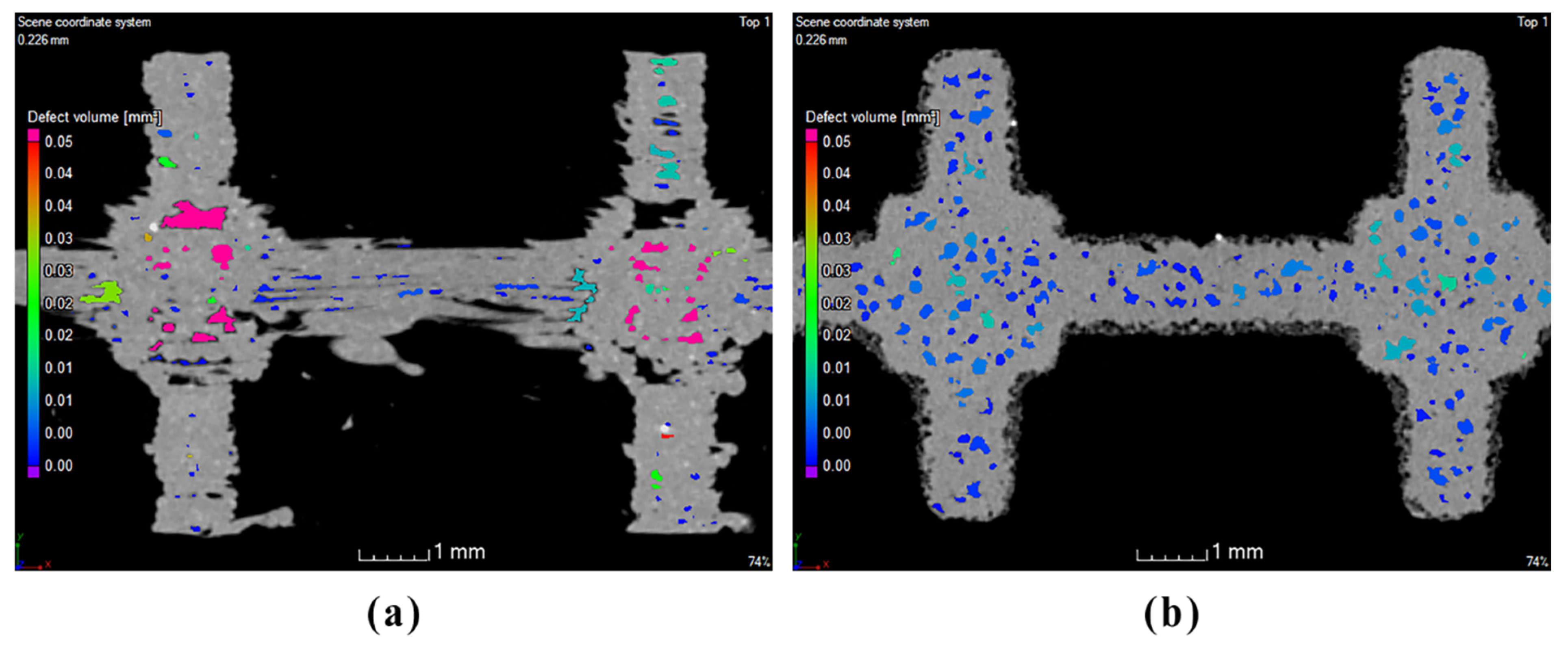
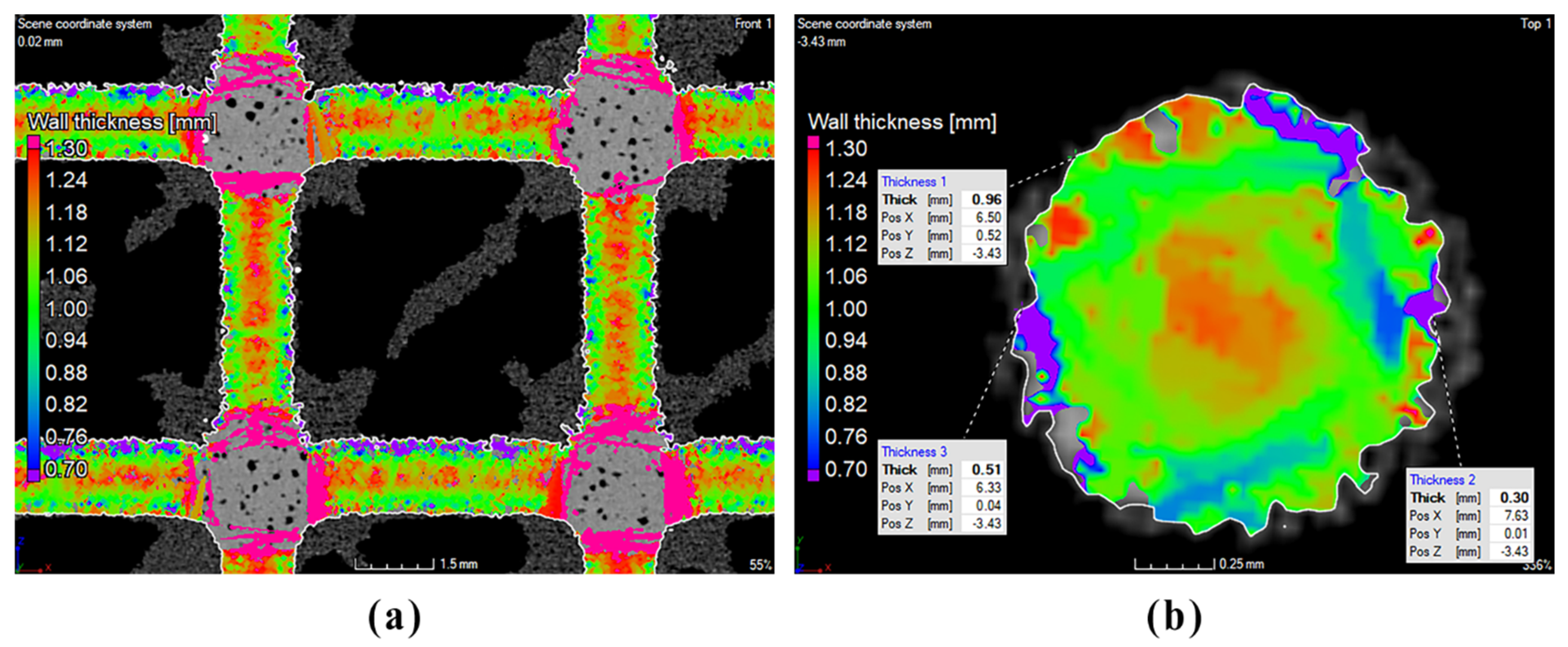
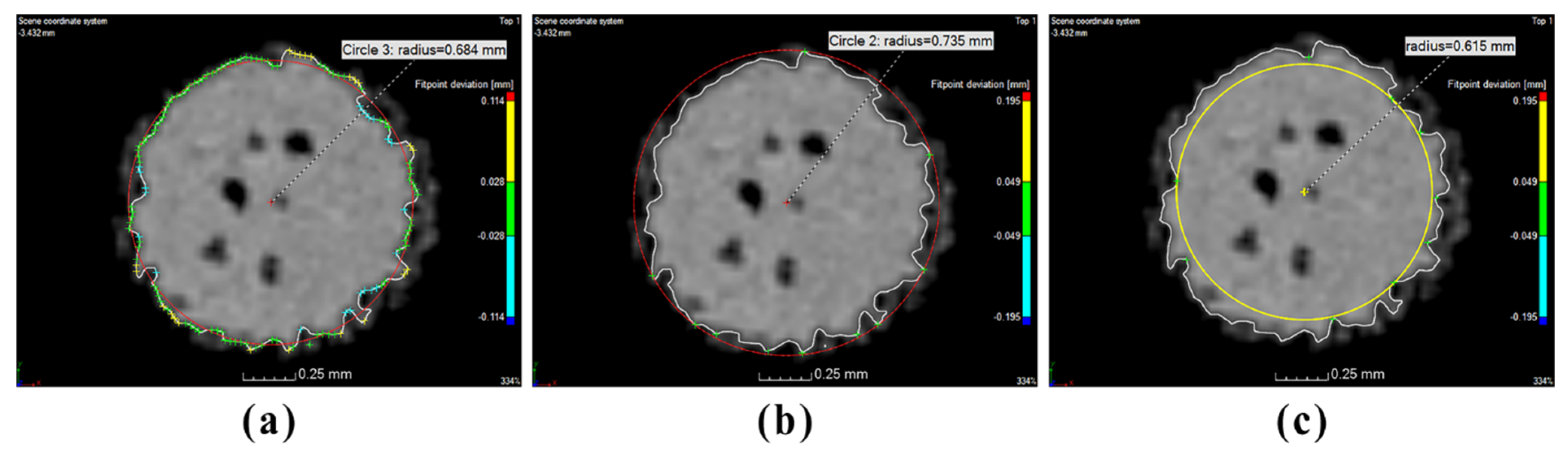
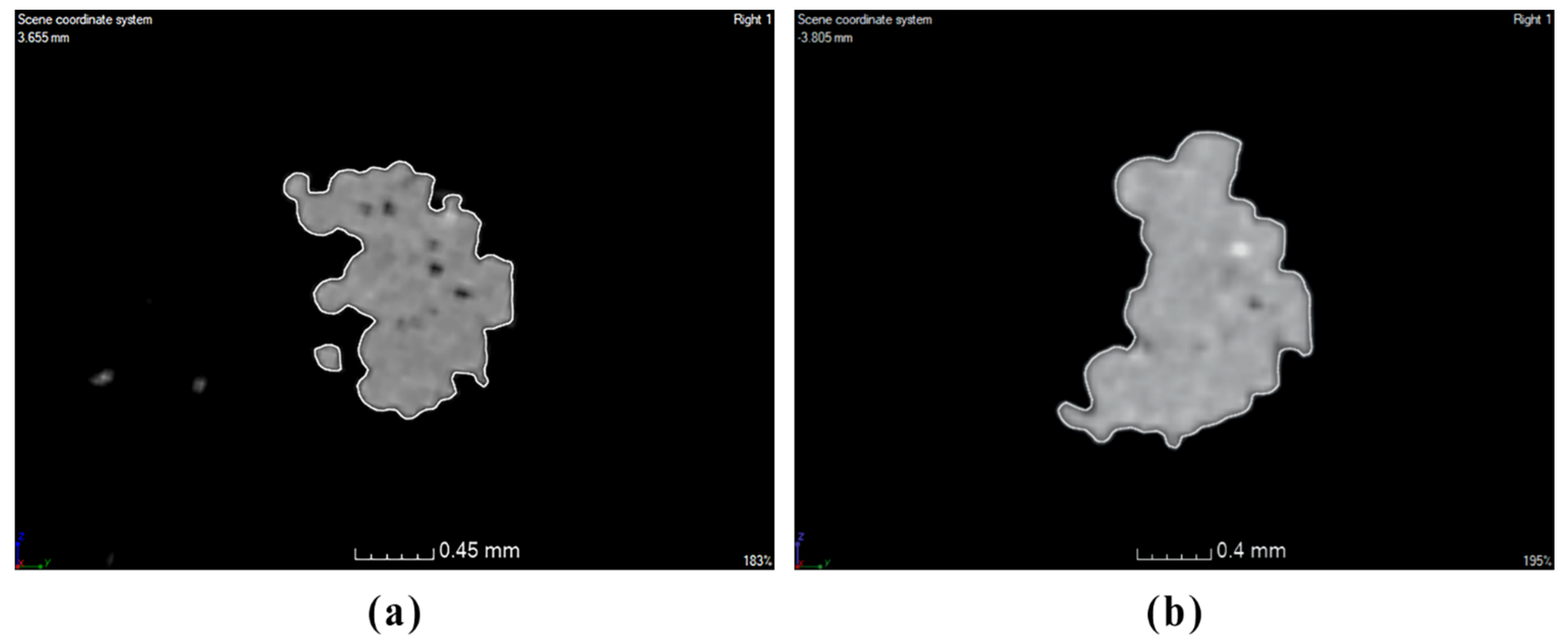
The results of computed tomography allow us to conclude that with SLS technology, care must be taken to remove excess powder, which may not be easy in complex structures. With the specimens manufactured by the FDM technology, the difference in the visual assessment of the printing quality is obvious. Black specimens are visually of better quality than red ones, and they deviate less from the reference values for specimens’ surfaces and the actual and nominal comparison. Red specimens are more accurately manufactured, and their external dimensions deviate less from the reference dimensions. Given the volume of the specimens, it is impossible to unequivocally state which samples are better manufactured; the differences between them are small. The porosity assessment of specimens manufactured by the FDM technology, i.e., the red and black ones, does not provide the desired results, as a significant number of pores emerge on the surface and the “gaps” between the layers cannot be considered as standardized pore shapes; thus, their software assessment is problematic, and the results are only informative. The result cannot be generalized to the entirety of FDM technology manufacturing; it only concerns the specimens tested by us. This is due to the technology, the specimens’ shapes, and the material used. The comparison of SLS and FDM manufacturing implies that SLS specimens yield better results in terms of the material volume, the specimen’s external dimensions, and the nominal and actual comparison to the reference models. The result is worse in the surface assessment, which is caused by the excess powder on the surface. The gray specimens’ porosity is higher than expected, which may be due to the specimens’ thin walls and their overall design. For the above reasons, the porosity results of SLS and FDM manufacturing cannot be compared. We observe a discrepancy between the visual specimens’ assessment and the measurement of roughness. With the FDM technology, in red and black specimens, we obtain contrasting results. Visually, the black specimen is better than the red one, but its porosity indicates the opposite. When comparing the printing of Flexfill 92A specimens, the result obviously depends on several parameters, such as the specific printer, the product’s design, and, finally, the operator’s experience, with a significant impact on manufacturing.
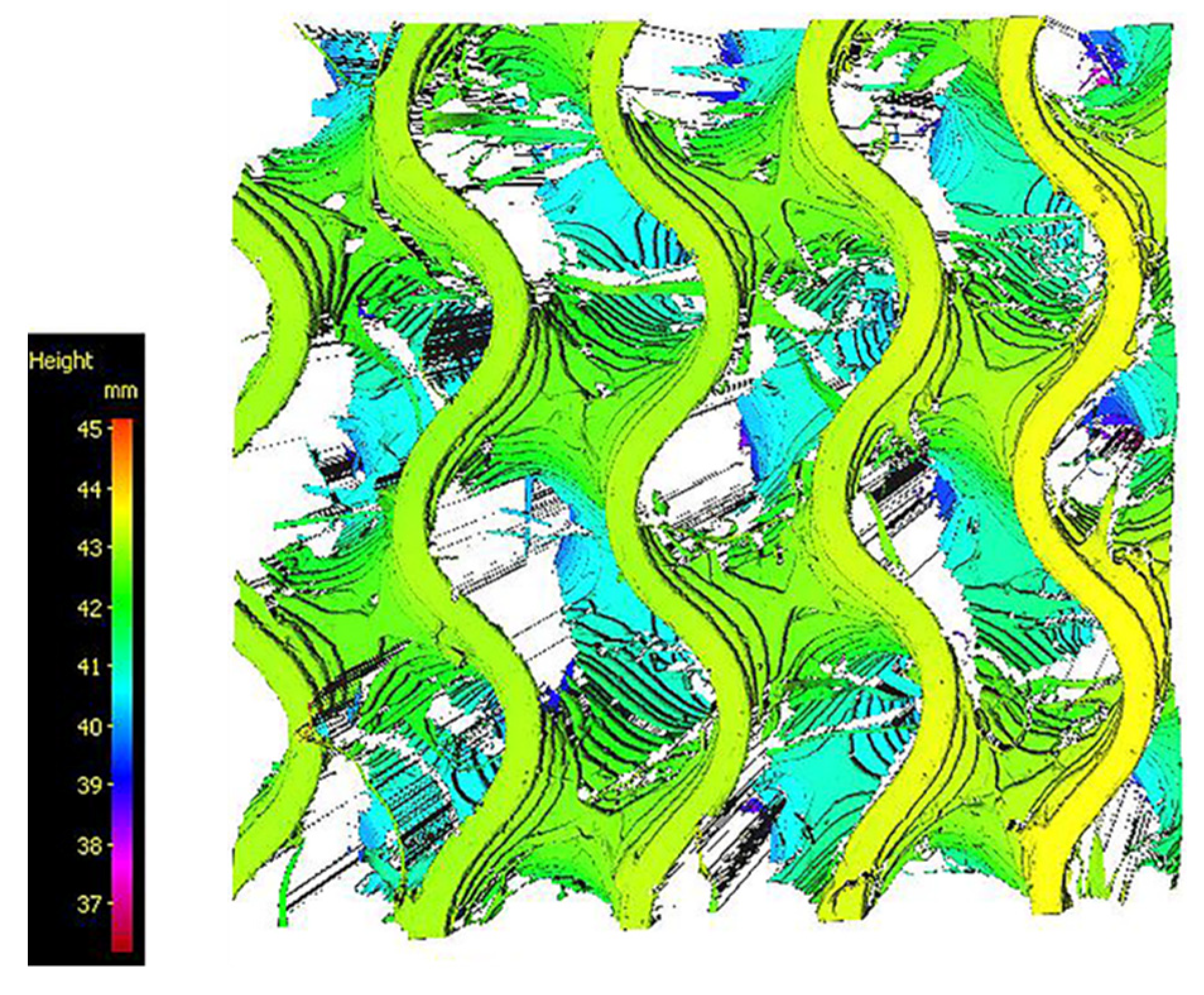
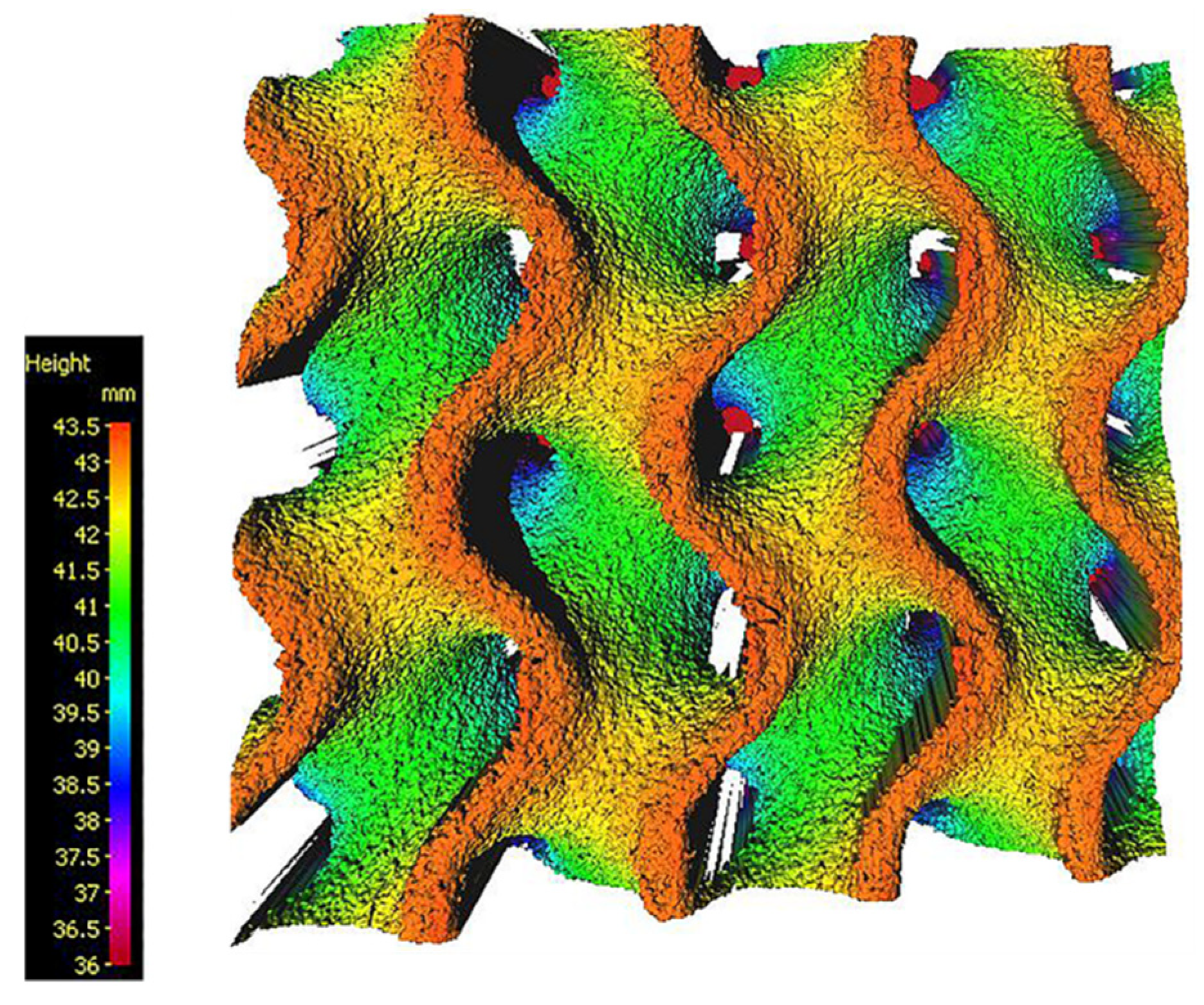
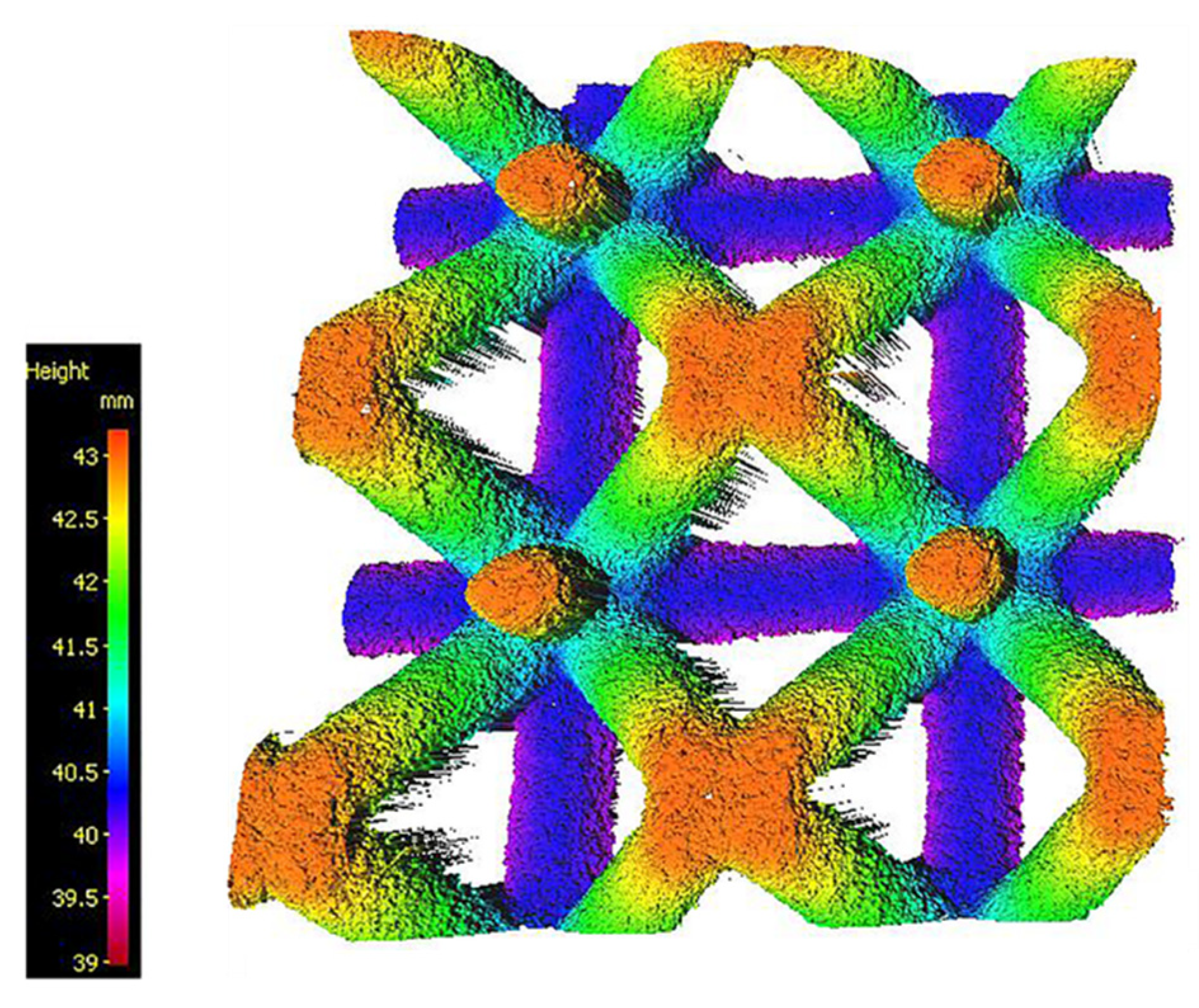
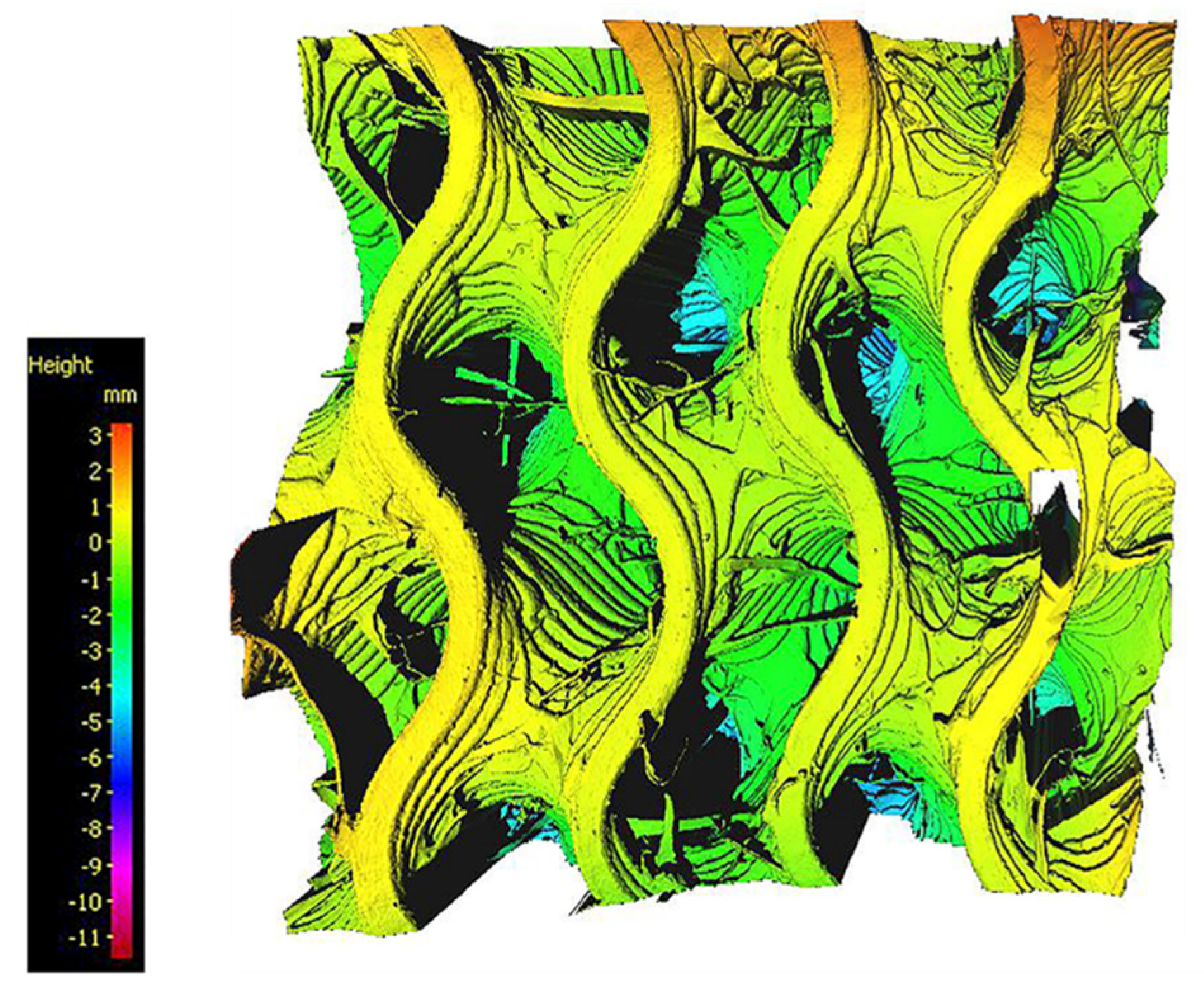
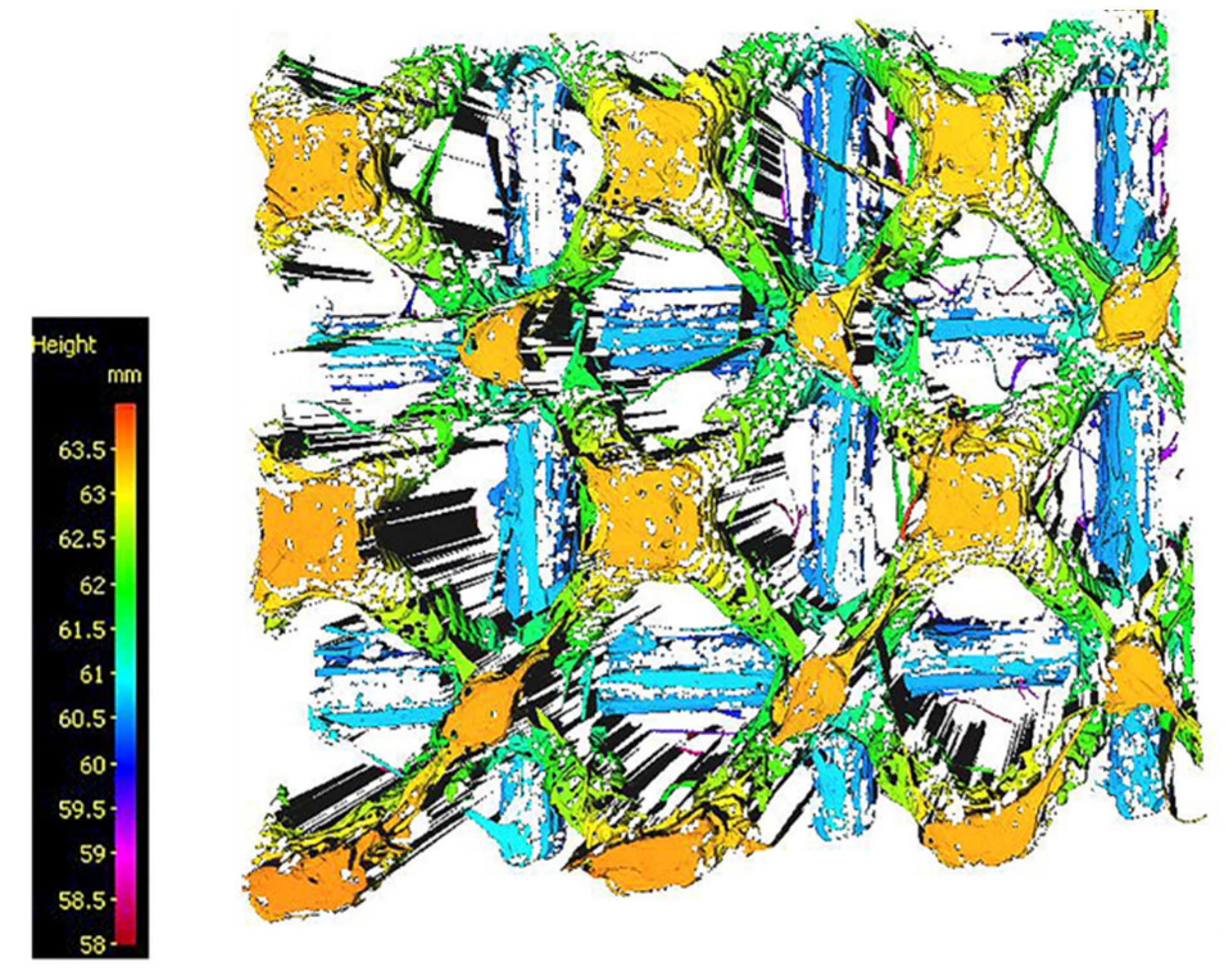
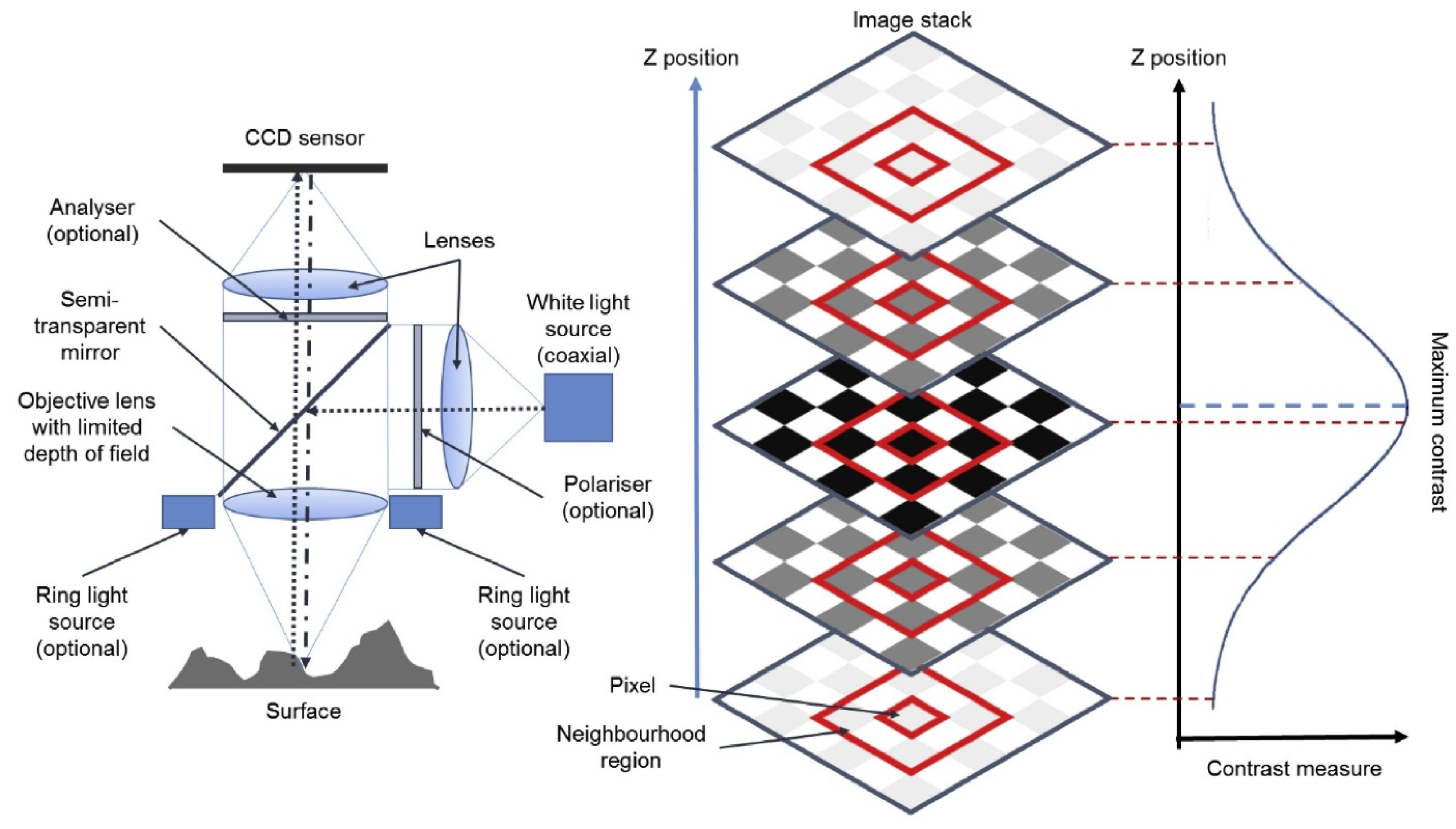
Roughness measurement with an optical microscope, based on the principle of image layering, is the most suitable method by which to analyze the experimental specimens’ surface structure. The color material differentiation is a disadvantage in terms of reflection for the red Flexfill 92A material, and despite the use of various options for the exposure time and brightness, the lattice structure could not be scanned. Other factors leading to the poor-quality scan were the effect of the surface color, the material roughness, the geometry of the structures, and ambient light. Regarding the creation of individual images of models to compare, the lattice structure was more complex due to its geometry. In the FDM technology-manufactured specimens, the lattice structure showed a roughness value of Rz = 316 µm, which was 2.5 times greater than in the second gyroid structure, where the values were around 137 µm. The specimens produced by the SLS method had parameters of Ra = 20 µm and Rz = 166 µm for the lattice structure. Smaller values of the height profile parameter Rz were noted in specimens manufactured with the use of the FDM method (for the case of the red gyroid specimen, see
Table 8).
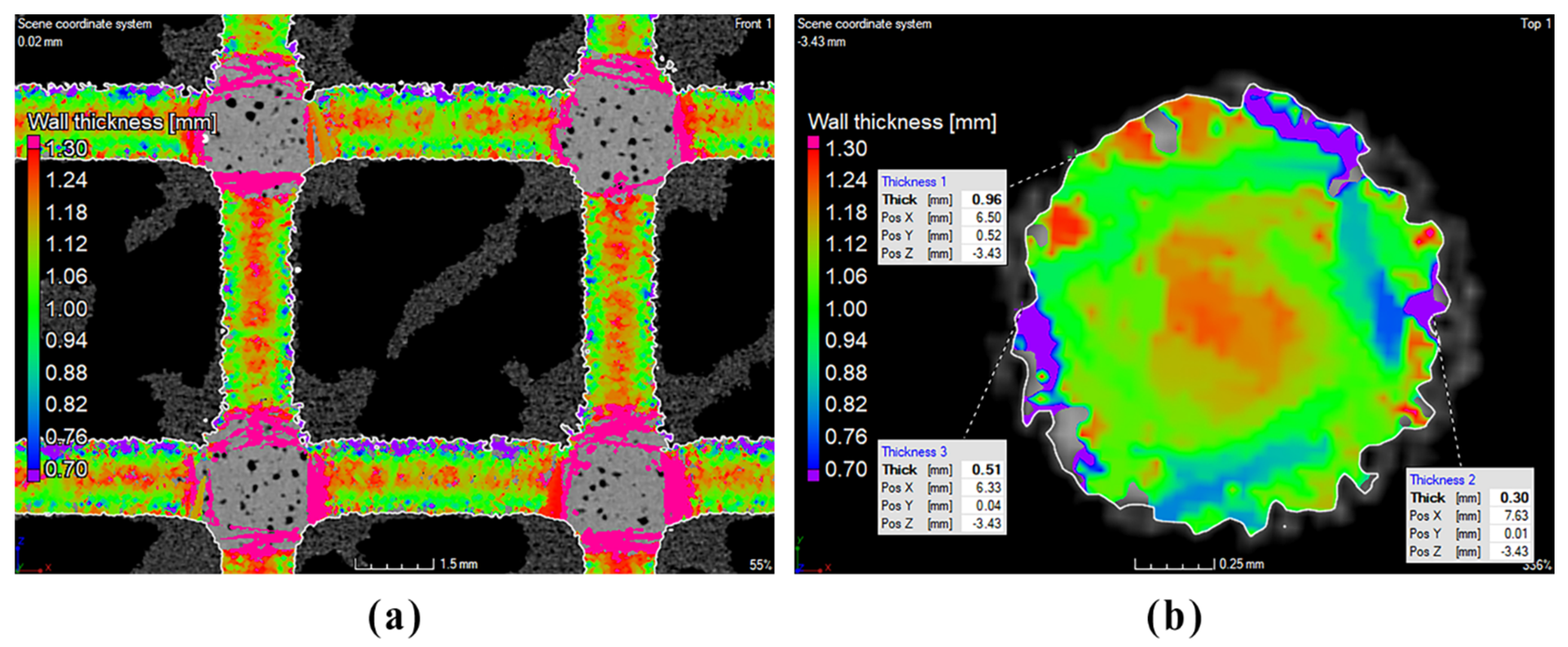
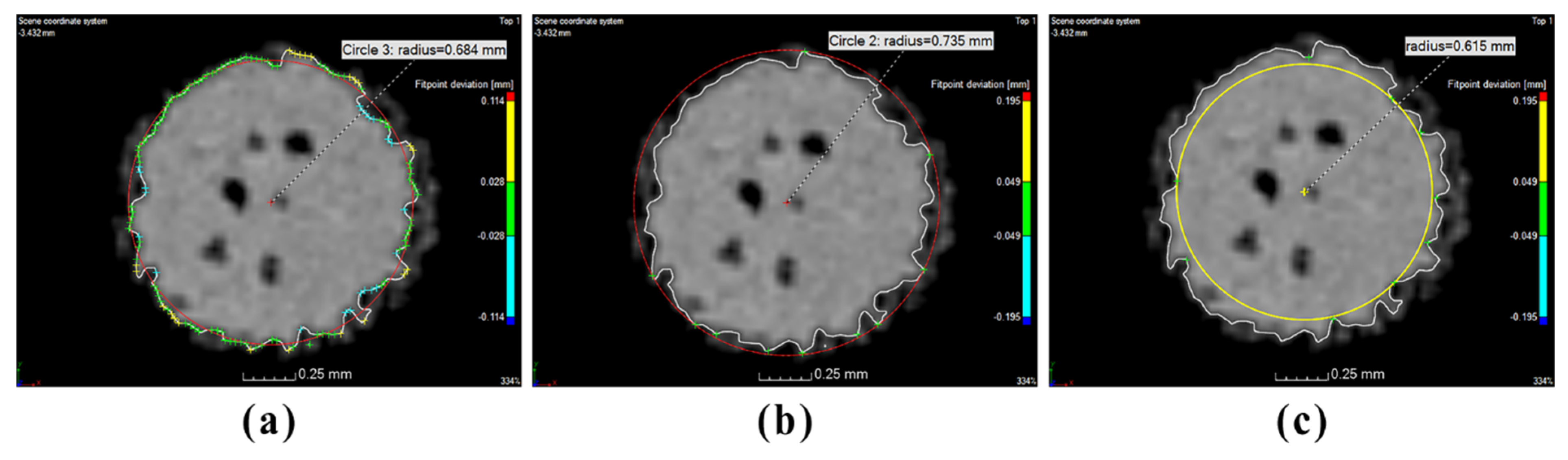
The VGStudio MAX 2.2 software, in the version, used has several algorithms for pore detection. However, none of them could be set so that “perfect” results could be obtained. The analyzed samples had a small wall thickness and significant material layering, and the pores created during FDM printing did not have a standard shape (sphere or crack), which made their identification difficult. One possibility is to use a different software program that does not assume that the surfaces are created equally, but the performed analyses may not have the same results. Another option is to scan a selected region of interest (ROI), which will increase the scan’s resolution (smaller voxel) and allow a more accurate evaluation of the selected ROI’s porosity. Subsequently, a correlation of the pore analysis results of this work with the results from imaging (ROI) could be performed. In the future, both approaches will be tested, and their advantages and disadvantages will be analyzed.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}