



Modelling of Failure Behaviour of 3D-Printed Composite Parts


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
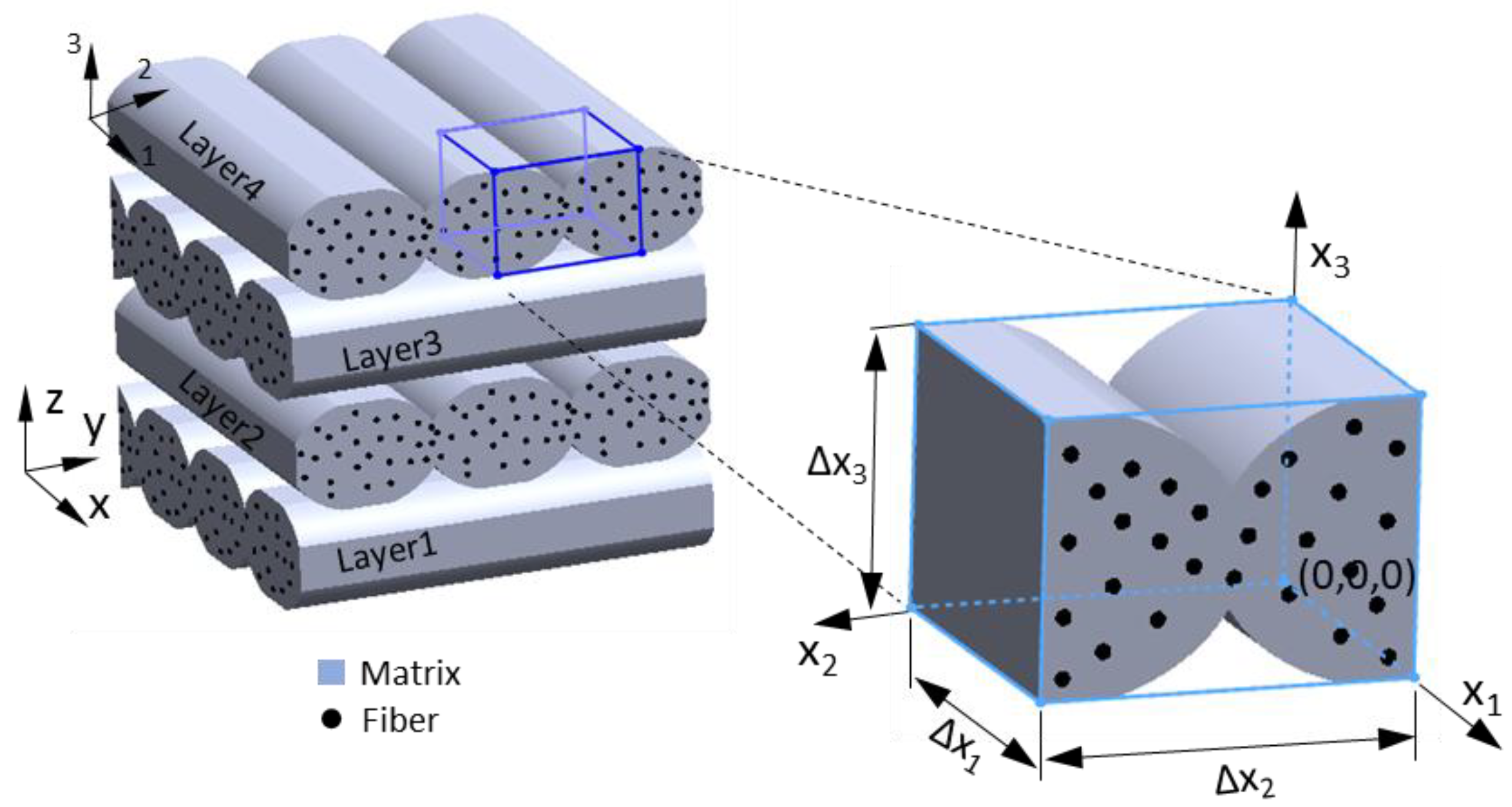
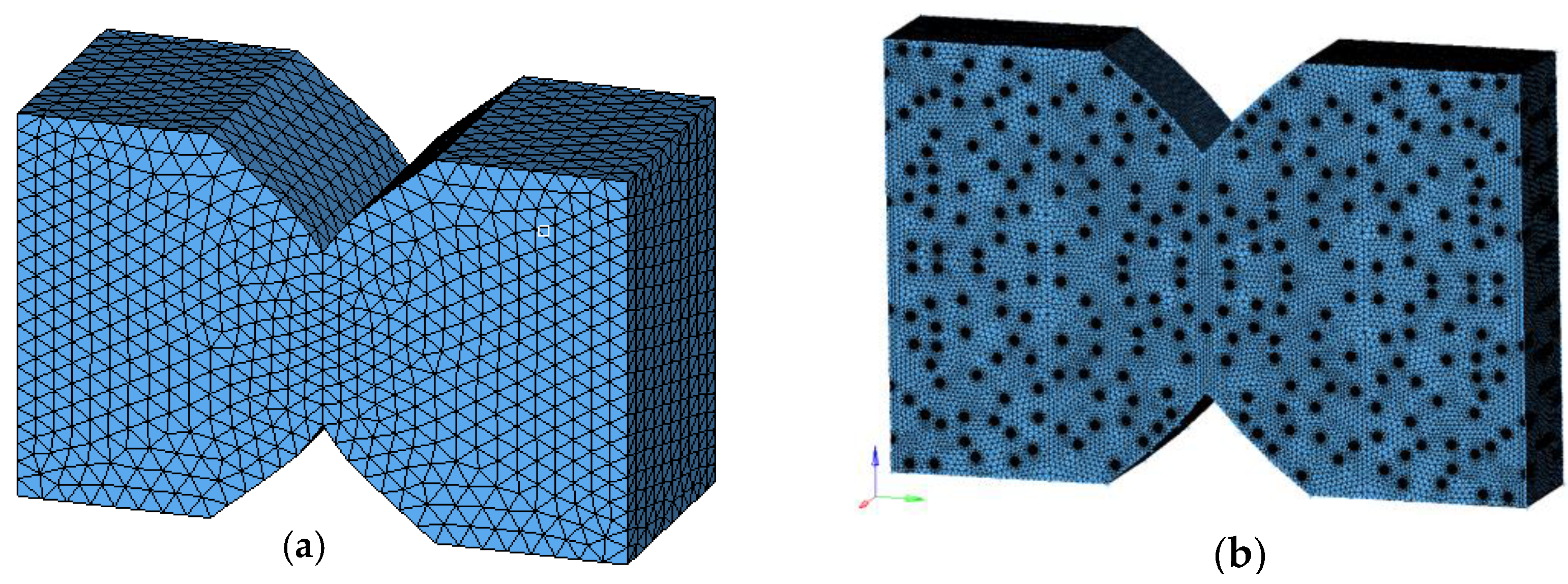
2.2. Computational Modelling
2.2.1. Computational Methodology-1
2.2.2. Computational Methodology-2
3. Results and Discussion
3.1. Isotropic Material (ABS Polymer)
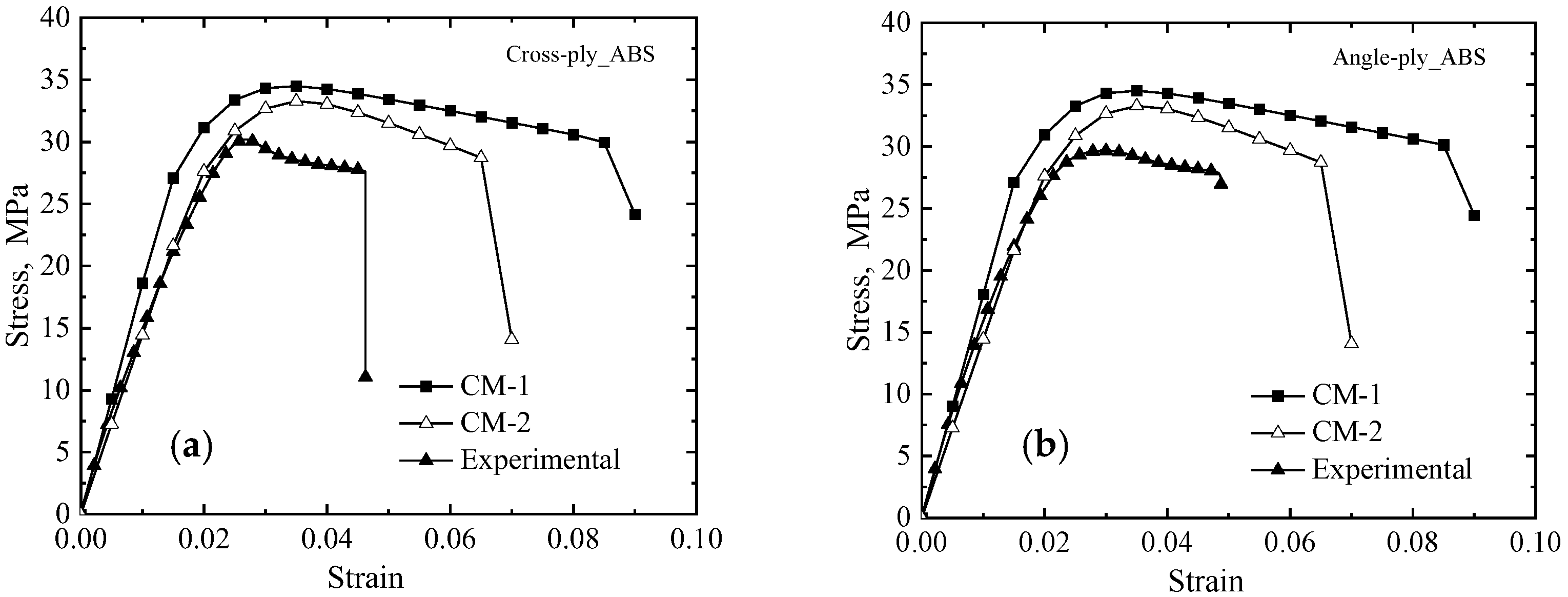
3.2. Composite Material (ABS + sCF)
4. Conclusions
- The significant difference in the computational and experimental results indicates that the 3D-printed parts have inferior quality, and such parts can be further improved with proper selection of printing conditions and printing strategies.
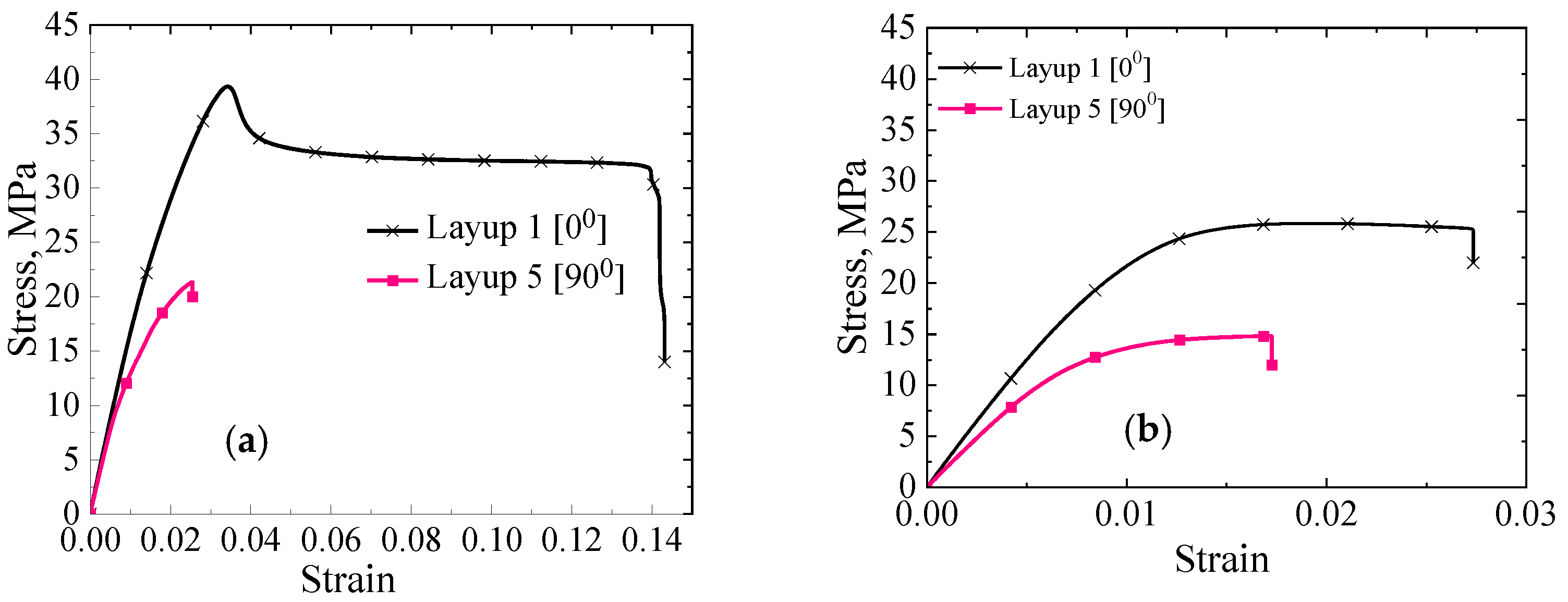
- The material behaviour of 3D-printed parts with an ABS polymer displayed linear behaviour followed by nonlinear softening behaviour before fracture. In contrast, 3D-printed3D-printed composite parts exhibited linear behaviour followed by nonlinear hardening behaviour before the sudden fracture. The hardening behaviour is mainly attributed to sCF in the composite parts.
- Nonlinear behaviour in 3D-printed3D-printed composites is mainly attributed to matrix material (ABS polymer). Therefore, nonlinear data of ABS materials are considered for damage modelling, and the sCF reinforcements remain elastic during deformation.
- For realistic failure modelling of 3D-printed parts, it is recommended to use the mechanical testing data of unidirectionally 3D-printed parts in the computational models. Further, consider the mechanical testing data to replicate the predominant failure modes in the computational models.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pal, A.K.; Mohanty, A.K.; Misra, M. Additive manufacturing technology of polymeric materials for customized products: Recent developments and future prospective. RSC Adv. 2021, 11, 36398–36438. [Google Scholar] [CrossRef] [PubMed]
- Pignatelli, F.; Percoco, G. An application-and market-oriented review on large format additive manufacturing, focusing on polymer pellet-based 3D printing. Prog. Addit. Manuf. 2022. [Google Scholar] [CrossRef]
- Singh, P.; Balla, V.K.; Gokce, A.; Atre, S.V.; Kate, K.H. Additive manufacturing of Ti-6Al-4V alloy by metal fused filament fabrication (MF3): Producing parts comparable to that of metal injection molding. Prog. Addit. Manuf. 2021, 6, 593–606. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, K.; Neto, V.; Peng, Y.; Valente, R.; Ahzi, S. Interfacial behaviors of continuous carbon fiber reinforced polymers manufactured by fused filament fabrication: A review and prospect. Int. J. Mater. Form. 2022, 15, 18. [Google Scholar] [CrossRef]
- Balla, V.K.; Kate, K.H.; Satyavolu, J.; Singh, P.; Tadimeti, J.G.D. Additive manufacturing of natural fiber reinforced polymer composites: Processing and prospects. Compos. Part B Eng. 2019, 174, 106956. [Google Scholar] [CrossRef]
- Somireddy, M.; Singh, C.V.; Czekanski, A. Analysis of the material behavior of 3D printed laminates via FFF. Exp. Mech. 2019, 59, 871–881. [Google Scholar] [CrossRef]
- Patterson, A.E.; Pereira, T.R.; Allison, J.T.; Messimer, S.L. IZOD impact properties of full-density fused deposition modeling polymer materials with respect to raster angle and print orientation. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 1891–1908. [Google Scholar] [CrossRef]
- Dou, H.; Ye, W.; Zhang, D.; Cheng, Y.; Tian, Y. Compression performance with different build orientation of fused filament fabrication polylactic acid, acrylonitrile butadiene styrene, and polyether ether ketone. J. Mater. Eng. Perform. 2022, 31, 1925–1933. [Google Scholar] [CrossRef]
- Rabbi, M.F.; Chalivendra, V. Interfacial fracture characterization of multi-material additively manufactured polymer composites. Compos. Part C Open Access 2021, 5, 100145. [Google Scholar] [CrossRef]
- Gljušćić, M.; Franulović, M.; Lanc, D.; Božić, Ž. Application of digital image correlation in behavior modelling of AM CFRTP composites. Eng. Fail. Anal. 2022, 136, 106133. [Google Scholar] [CrossRef]
- Sun, Z.P.; Guo, Y.B.; Shim, V.P.W. Influence of printing direction on the dynamic response of additively-manufactured polymeric materials and lattices. Int. J. Impact Eng. 2022, 167, 104263. [Google Scholar] [CrossRef]
- Krzikalla, D.; Měsíček, J.; Halama, R.; Hajnyš, J.; Pagáč, M.; Čegan, T.; Petrů, J. On flexural properties of additive manufactured composites: Experimental, and numerical study. Compos. Sci. Technol. 2022, 218, 109182. [Google Scholar] [CrossRef]
- Bouaziz, M.A.; Marae-Djouda, J.; Zouaoui, M.; Gardan, J.; Hild, F. Crack growth measurement and J-integral evaluation of additively manufactured polymer using digital image correlation and FE modeling. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 1318–1335. [Google Scholar] [CrossRef]
- Pan, Z.B.; Zhou, W.; Zhang, K.; Ma, L.H.; Liu, J. Flexural damage and failure behavior of 3D printed continuous fiber composites by complementary nondestructive testing technology. Polym. Compos. 2022, 43, 2864–2877. [Google Scholar] [CrossRef]
- Edelen III, D.L.; Bruck, H.A. Predicting failure modes of 3D-printed multi-material polymer sandwich structures from process parameters. J. Sandw. Struct. Mater. 2022, 24, 1049–1075. [Google Scholar] [CrossRef]
- Somireddy, M.; Singh, C.V.; Czekanski, A. Mechanical behaviour of 3D printed composite parts with short carbon fiber reinforcements. Eng. Fail. Anal. 2020, 107, 104232. [Google Scholar] [CrossRef]
- Prajapati, A.R.; Rajpurohit, S.R.; Somireddy, M. Computational Models: 3D Printing, Materials and Structures. In Fused Deposition Modeling Based 3D Printing; Springer: Cham, Switzerland, 2021; pp. 403–417. [Google Scholar]
- Scapin, M.; Peroni, L. Numerical simulations of components produced by fused deposition 3D printing. Materials 2021, 14, 4625. [Google Scholar] [CrossRef]
- Bonada, J.; Pastor, M.M.; Buj-Corral, I. Influence of Infill Pattern on the Elastic Mechanical Properties of Fused Filament Fabrication (FFF) Parts through Experimental Tests and Numerical Analyses. Materials 2021, 14, 5459. [Google Scholar] [CrossRef]
- Cuan-Urquizo, E.; Espinoza-Camacho, J.I.; Álvarez-Trejo, A.; Uribe, E.; Treviño-Quintanilla, C.D.; Crespo-Sánchez, S.E.; Gómez-Espinosa, A.; Roman-Flores, A.; Olvera-Silva, O. Elastic response of lattice arc structures fabricated using curved-layered fused deposition modeling. Mech. Adv. Mater. Struct. 2021, 28, 1498–1508. [Google Scholar] [CrossRef]
- Cerda-Avila, S.N.; Medellín-Castillo, H.I.; Lim, T. Analytical models to estimate the structural behaviour of fused deposition modelling components. Rapid Prototyp. J. 2021, 27, 658–670. [Google Scholar] [CrossRef]
- Yao, T.; Ouyang, H.; Dai, S.; Deng, Z.; Zhang, K. Effects of manufacturing micro-structure on vibration of FFF 3D printing plates: Material characterisation, numerical analysis and experimental study. Compos. Struct. 2021, 268, 113970. [Google Scholar] [CrossRef]
- Sosa-Rey, F.; Abderrafai, Y.; Lewis, A.D.; Therriault, D.; Piccirelli, N.; Lévesque, M. OpenFiberSeg: Open-source segmentation of individual fibers and porosity in tomographic scans of additively manufactured short fiber reinforced composites. Compos. Sci. Technol. 2022, 226, 109497. [Google Scholar] [CrossRef]
- Dialami, N.; Rivet, I.; Cervera, M.; Chiumenti, M. Computational characterization of polymeric materials 3D-printed via fused filament fabrication. Mech. Adv. Mater. Struct. 2022. [Google Scholar] [CrossRef]
- Rivet, I.; Dialami, N.; Cervera, M.; Chiumenti, M.; Reyes, G.; Pérez, M.A. Experimental, computational, and dimensional analysis of the mechanical performance of fused filament fabrication parts. Polymers 2021, 13, 1766. [Google Scholar] [CrossRef]
- Ferretti, P.; Santi, G.M.; Leon-Cardenas, C.; Fusari, E.; Donnici, G.; Frizziero, L. Representative Volume Element (RVE) Analysis for Mechanical Characterization of Fused Deposition Modeled Components. Polymers 2021, 13, 3555. [Google Scholar] [CrossRef]
- Moola, A.R.; Santo, J.; Penumakala, P.K. Multiscale analysis for predicting elastic properties of 3D printed polymer-graphene nanocomposites. Mater. Today Proc. 2022, 62, 4025–4029. [Google Scholar] [CrossRef]
- Gonabadi, H.; Chen, Y.; Yadav, A.; Bull, S. Investigation of the effect of raster angle, build orientation, and infill density on the elastic response of 3D printed parts using finite element microstructural modeling and homogenization techniques. Int. J. Adv. Manuf. Technol. 2022, 118, 1485–1510. [Google Scholar] [CrossRef]
- Sánchez-Balanzar, L.; Velázquez-Villegas, F.; Ruiz-Huerta, L.; Caballero-Ruiz, A. A multiscale analysis approach to predict mechanical properties in fused deposition modeling parts. Int. J. Adv. Manuf. Technol. 2021, 115, 2269–2279. [Google Scholar] [CrossRef]
- Sayyidmousavi, A.; Fawaz, Z. A micromechanical approach to the mechanical characterization of 3D-printed composites. Polym. Polym. Compos. 2022, 30, 09673911221078481. [Google Scholar] [CrossRef]
- Sharafi, S.; Santare, M.H.; Gerdes, J.; Advani, S.G. A multiscale modeling approach of the Fused Filament Fabrication process to predict the mechanical response of 3D printed parts. Addit. Manuf. 2022, 51, 102597. [Google Scholar] [CrossRef]
- Monaldo, E.; Marfia, S. Multiscale technique for the analysis of 3D-printed materials. Int. J. Solids Struct. 2021, 232, 111173. [Google Scholar] [CrossRef]
- Wei, N.; Yao, S.; Rao, Y.; Wang, K.; Peng, Y. An integrated prediction model for processing related yield strength of extrusion-based additive manufactured polymers. Mech. Adv. Mater. Struct. 2022. [Google Scholar] [CrossRef]
- Gljušćić, M.; Franulović, M.; Lanc, D.; Žerovnik, A. Representative volume element for microscale analysis of additively manufactured composites. Addit. Manuf. 2022, 56, 102902. [Google Scholar] [CrossRef]
- De Macedo, R.Q.; Ferreira, R.T.L.; Gleadall, A.; Ashcroft, I. VOLCO-X: Numerical simulation of material distribution and voids in extrusion additive manufacturing. Addit. Manuf. 2021, 40, 101900. [Google Scholar] [CrossRef]
- Hasanov, S.; Gupta, A.; Alifui-Segbaya, F.; Fidan, I. Hierarchical homogenization and experimental evaluation of functionally graded materials manufactured by the fused filament fabrication process. Compos. Struct. 2021, 275, 114488. [Google Scholar] [CrossRef]
- Tang, H.; Sun, Q.; Li, Z.; Su, X.; Yan, W. Longitudinal compression failure of 3D printed continuous carbon fiber reinforced composites: An experimental and computational study. Compos. Part A Appl. Sci. Manuf. 2021, 146, 106416. [Google Scholar] [CrossRef]
- Somireddy, M.; Czekanski, A. Computational modeling of constitutive behaviour of 3D printed composite structures. J. Mater. Res. Technol. 2021, 11, 1710–1718. [Google Scholar] [CrossRef]
- Somireddy, M. Multiscale Material Modeling of Additively Manufactured Composite Laminates. Ph.D. Thesis, York University, Toronto, ON, Canada, 2019. [Google Scholar]
- Multiscale Designer Tool; Altair Engineering Inc.: Troy, MI, USA; Available online: https://www.altair.com/multiscale-designer (accessed on 19 October 2022).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing Strategy | Materials | |
|---|---|---|
| ABS Polymer | ABS + sCF Composite | |
| Cross-ply | Cross-ply_ABS | Cross-ply_ABS + sCF |
| Angle-ply | Angle-ply_ABS | Angle-ply_ABS + sCF |
| Property | E, in MPa | in MPa | in MPa | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Value | 2230 | 0.34 | 30 | 40 | 200 | −100 | 0.07 | 0.10 | 36 | 0.10 |
| Property | E1, in GPa | E2, in GPa | G12, in GPa | G23, in GPa | ν12 |
|---|---|---|---|---|---|
| Value | 225 | 15 | 15 | 7 | 0.02 |
| Experimental [6] | CLT and Tsai–Hill [6] | Computational Modelling | ||
|---|---|---|---|---|
| CM-1 | CM-2 | |||
| Cross-ply | ||||
| Ex, in MPa | 1783.9 ± 2.7 | 1673.0 | 1865.7 | 1751.1 |
| Ut, in MPa | 29.7 ± 0.7 | 25.2 | 34.5 | 33.3 |
| εt | 0.0367 ± 0.0135 | 0.0135 | 0.09 | 0.07 |
| Angle-ply | ||||
| Ex, in MPa | 1728.7 ± 16.4 | 1645.6 | 1810.2 | 1720.2 |
| Ut, in MPa | 28.0 ± 1.3 | 25.5 | 35.4 | 33.8 |
| εt | 0.0435 ± 0.0049 | 0.0143 | 0.09 | 0.069 |
| Experimental [16] | CLT and Tsai–Hill [16] | Computational Modelling | ||
|---|---|---|---|---|
| CM-1 | CM-2 | |||
| Cross-ply | ||||
| Ex, in MPa | 2863.9 ± 78.7 | 2125.9 | 3704.2 | 2974.5 |
| Ut, in MPa | 23.5 ± 0.5 | 26.0 | 61.6 | 33.6 |
| εt | 0.0158 ± 0.0006 | 0.0097 | 0.05 | 0.022 |
| Angle-ply | ||||
| Ex, in MPa | 2094.6 ± 43.5 | 1733.3 | 2594.0 | 2053.9 |
| Ut, in MPa | 21.7 ± 0.5 | 22.7 | 43.52 | 24.3 |
| εt | 0.0243 ± 0.0011 | 0.0105 | 0.07 | 0.028 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Somireddy, M.; Czekanski, A.; Atre, S.V. Modelling of Failure Behaviour of 3D-Printed Composite Parts. Appl. Sci. 2022, 12, 10724. https://doi.org/10.3390/app122110724
Somireddy M, Czekanski A, Atre SV. Modelling of Failure Behaviour of 3D-Printed Composite Parts. Applied Sciences. 2022; 12(21):10724. https://doi.org/10.3390/app122110724
Chicago/Turabian StyleSomireddy, Madhukar, Aleksander Czekanski, and Sundar V. Atre. 2022. "Modelling of Failure Behaviour of 3D-Printed Composite Parts" Applied Sciences 12, no. 21: 10724. https://doi.org/10.3390/app122110724
APA StyleSomireddy, M., Czekanski, A., & Atre, S. V. (2022). Modelling of Failure Behaviour of 3D-Printed Composite Parts. Applied Sciences, 12(21), 10724. https://doi.org/10.3390/app122110724