
Analysis of Acoustic Emissions for Determination of the Mechanical Effects of Scratch Tests





Abstract
:Featured Application
Abstract
1. Introduction
2. Experimental Methods
2.1. Scratch Tests
2.2. Single Grit Methods
2.3. Acoustic Emission Sensors and Data Processing
2.4. Materials
3. Results
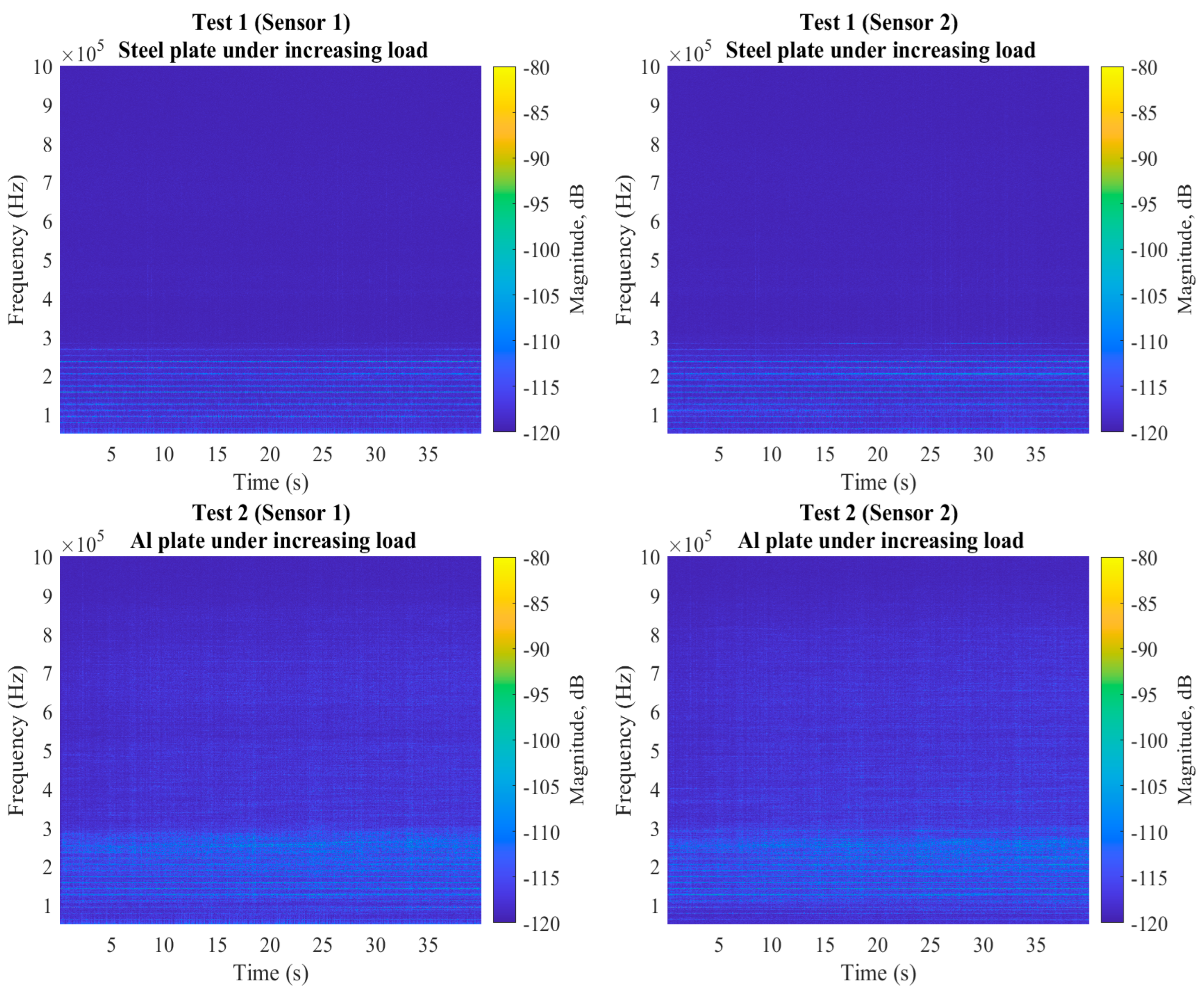
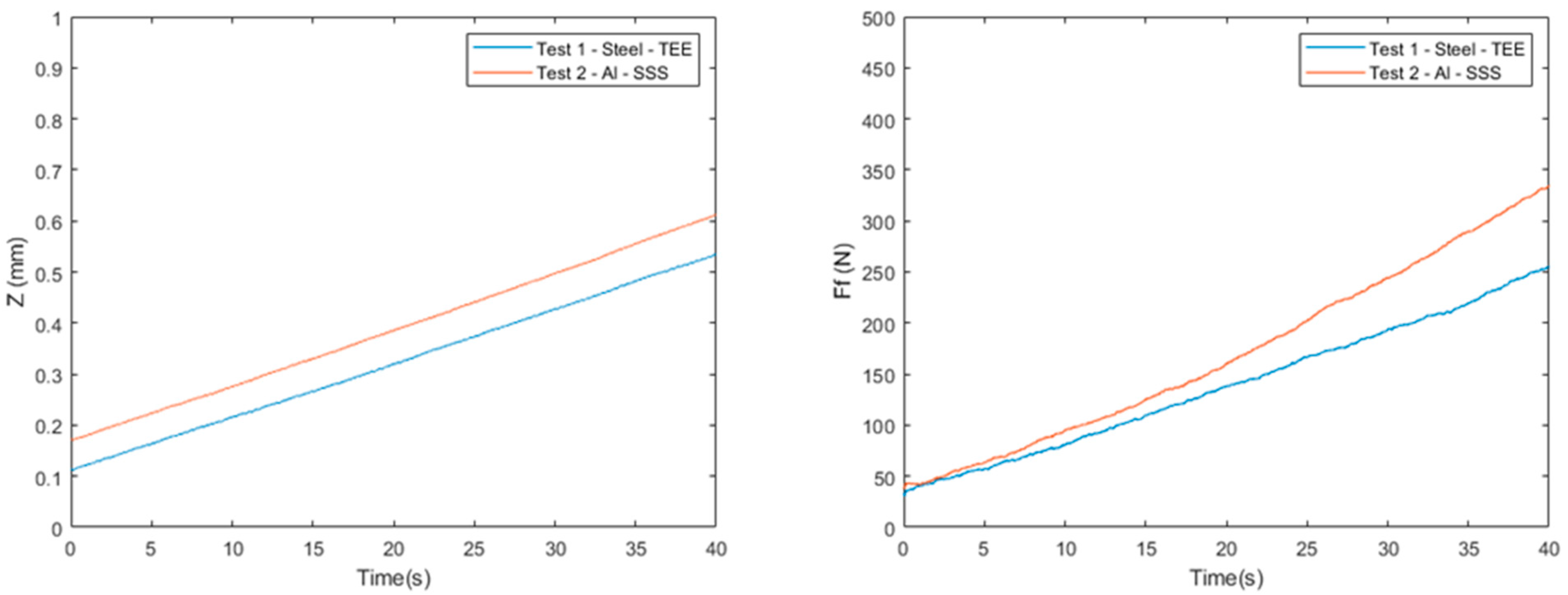
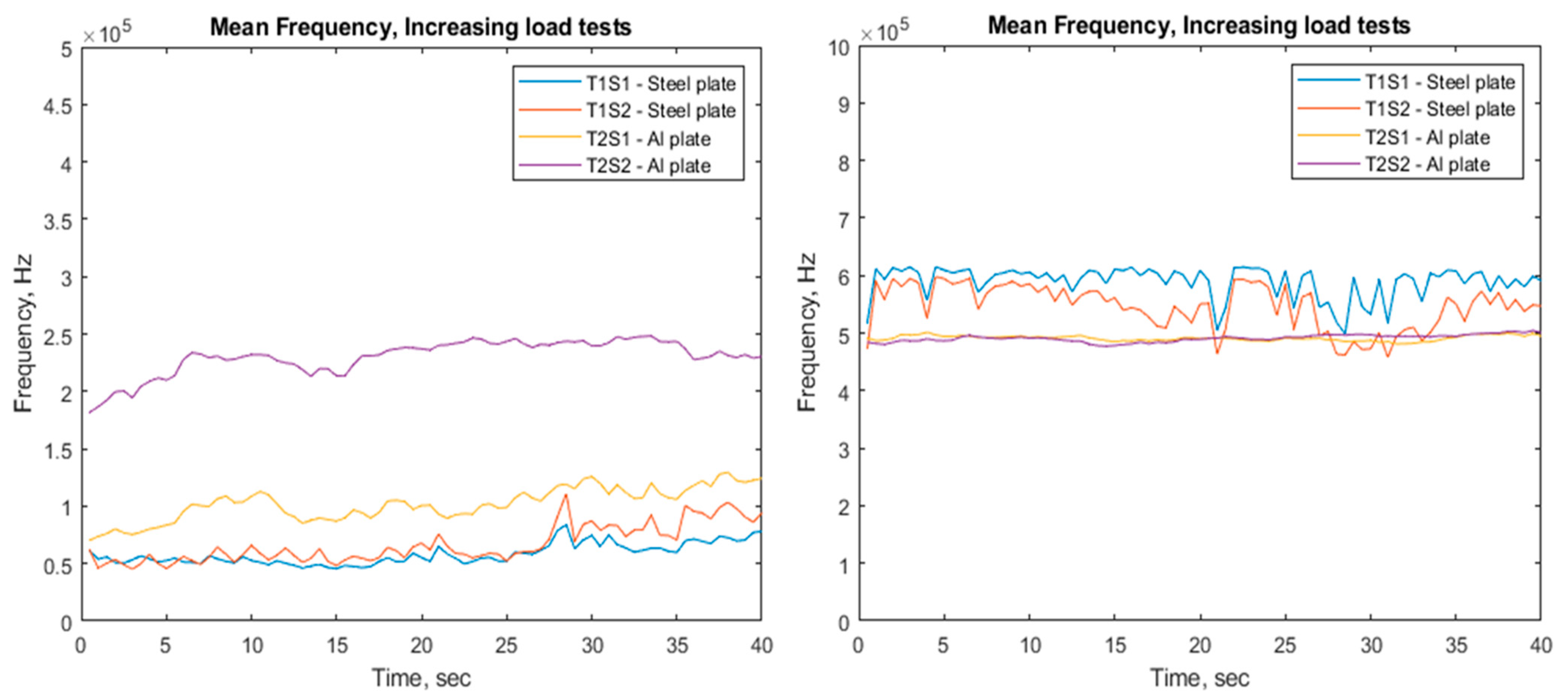
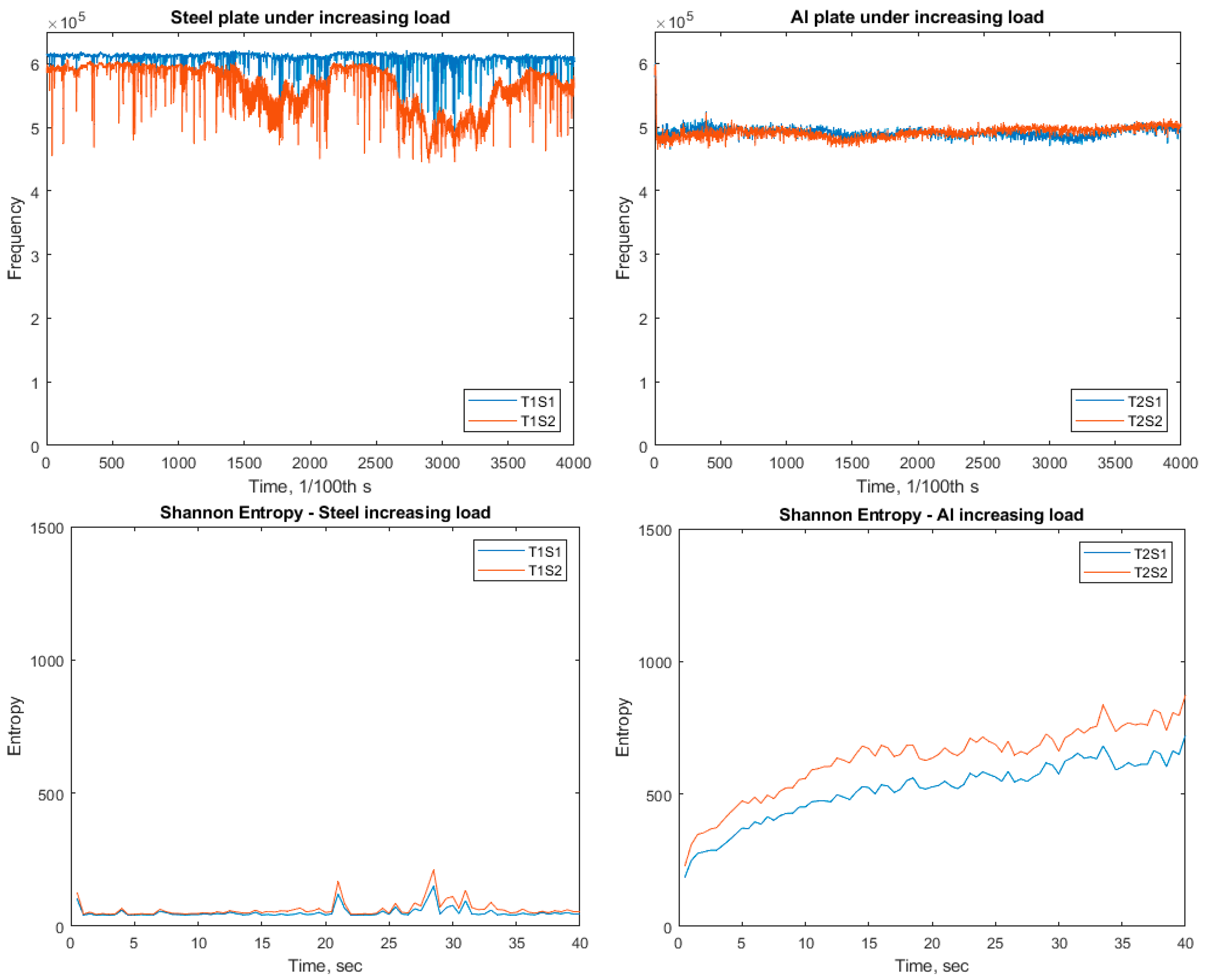
3.1. Scratch Tests with Increasing Load
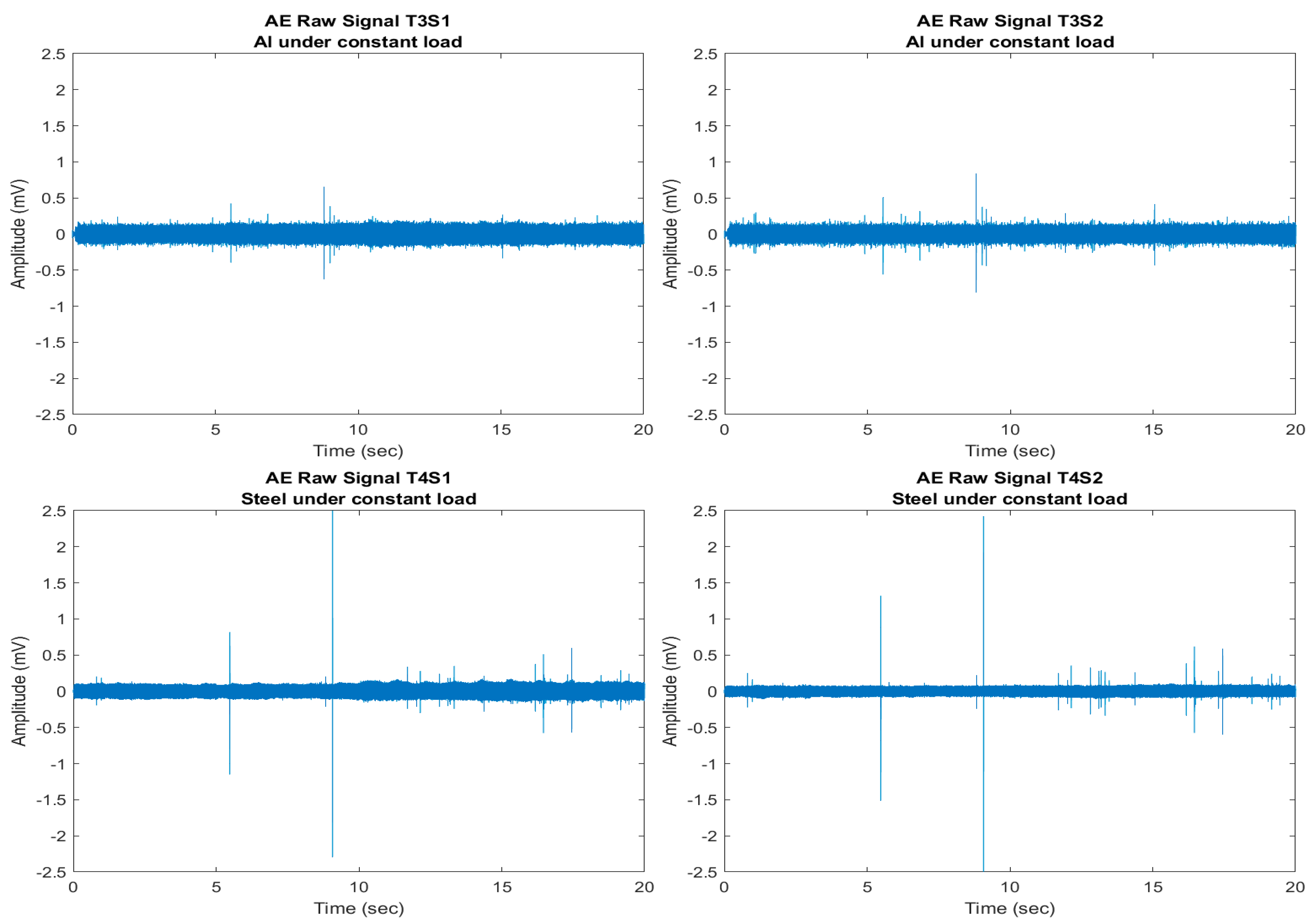
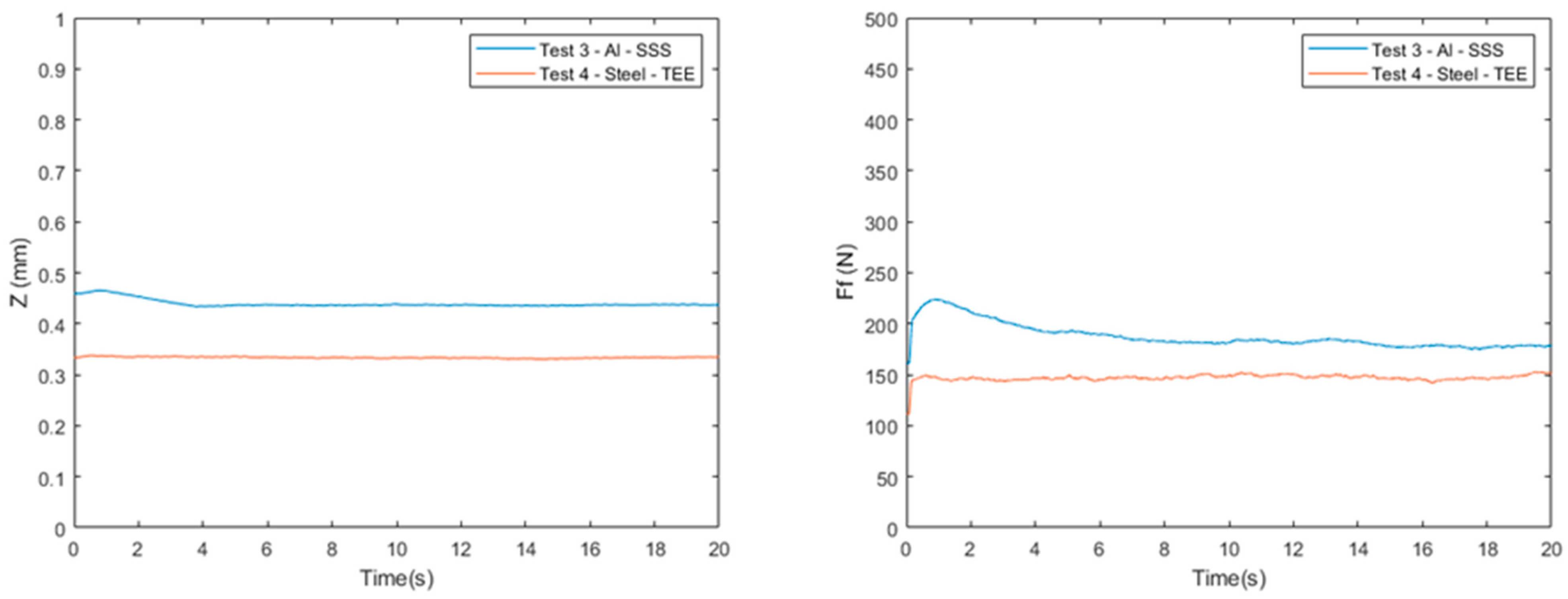
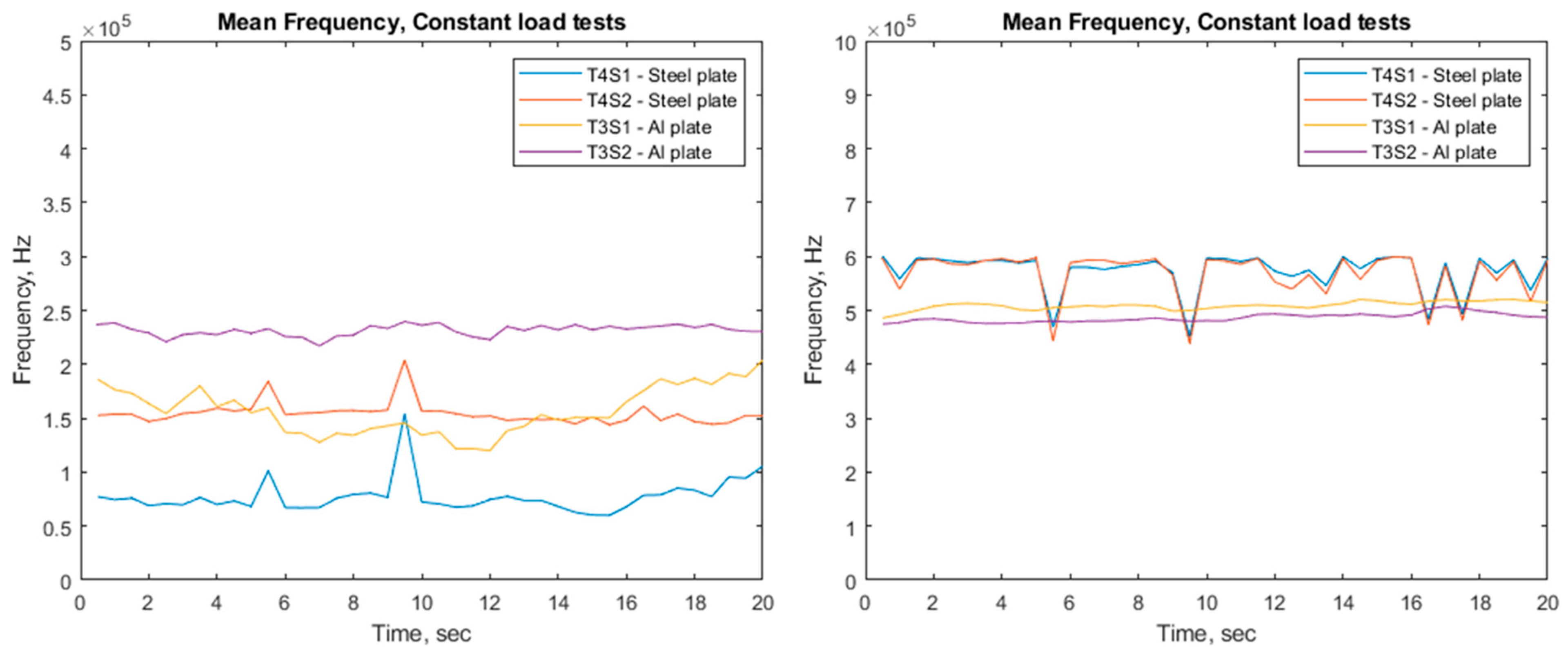
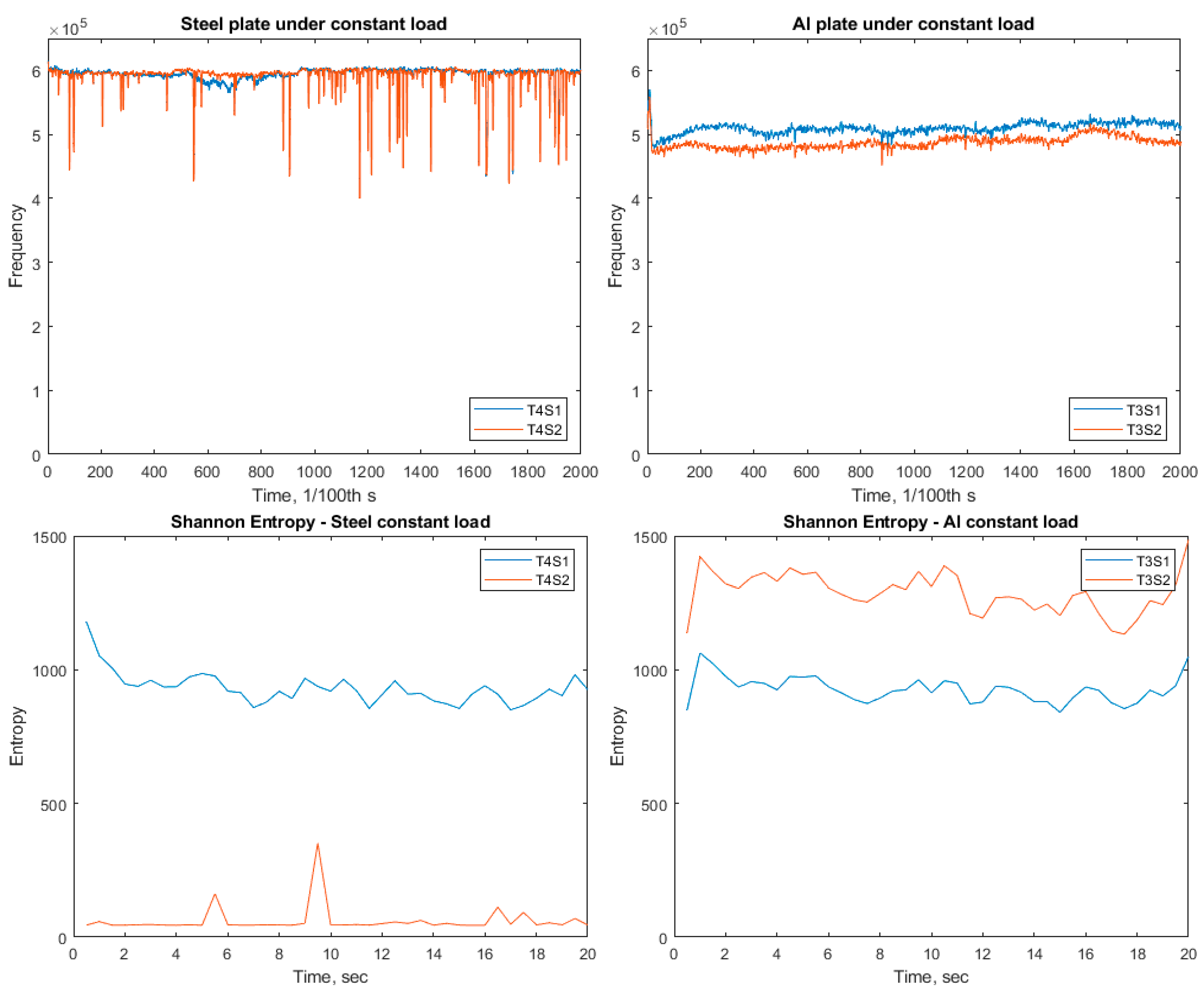
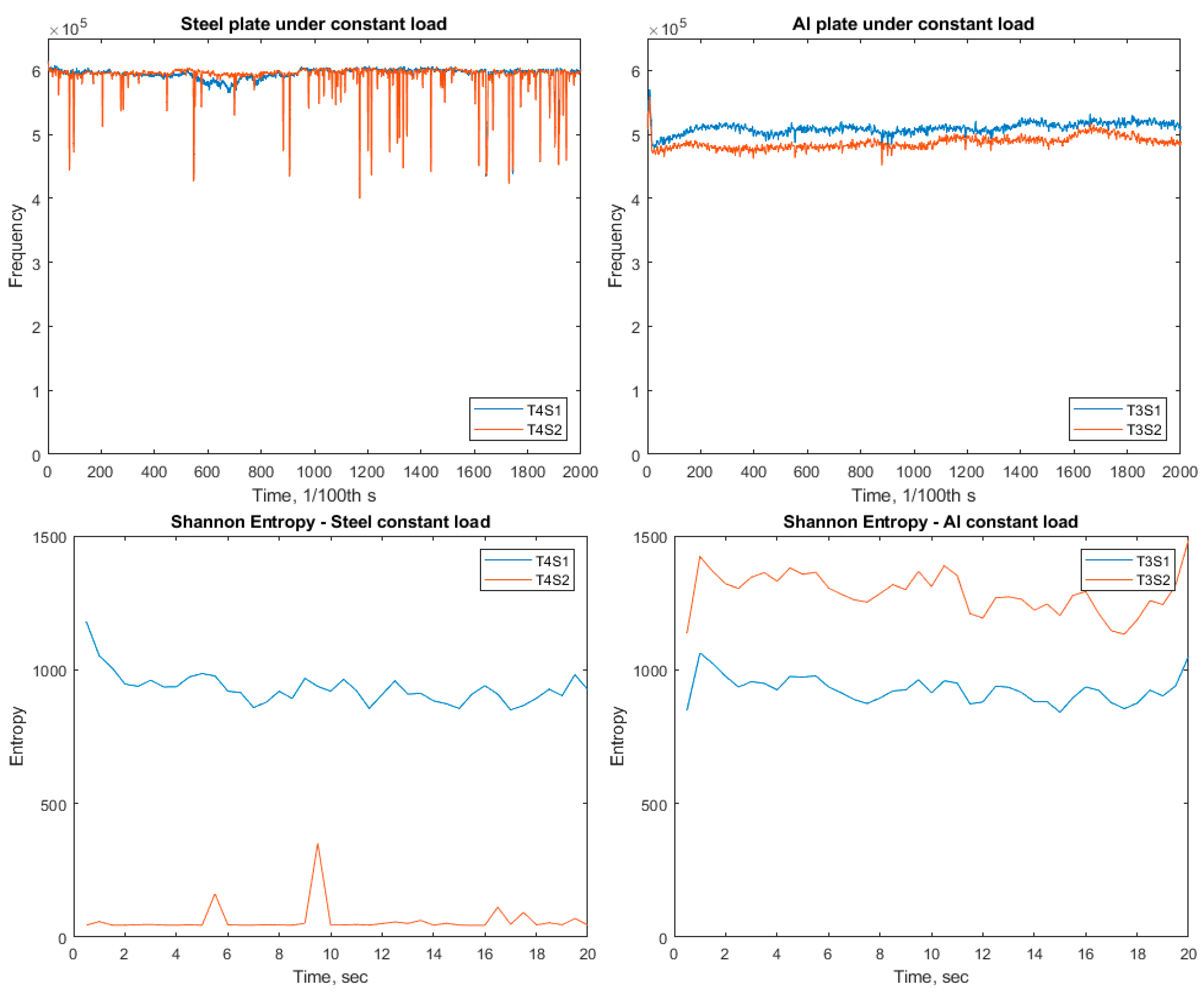
3.2. Scratch Tests with Constant Load
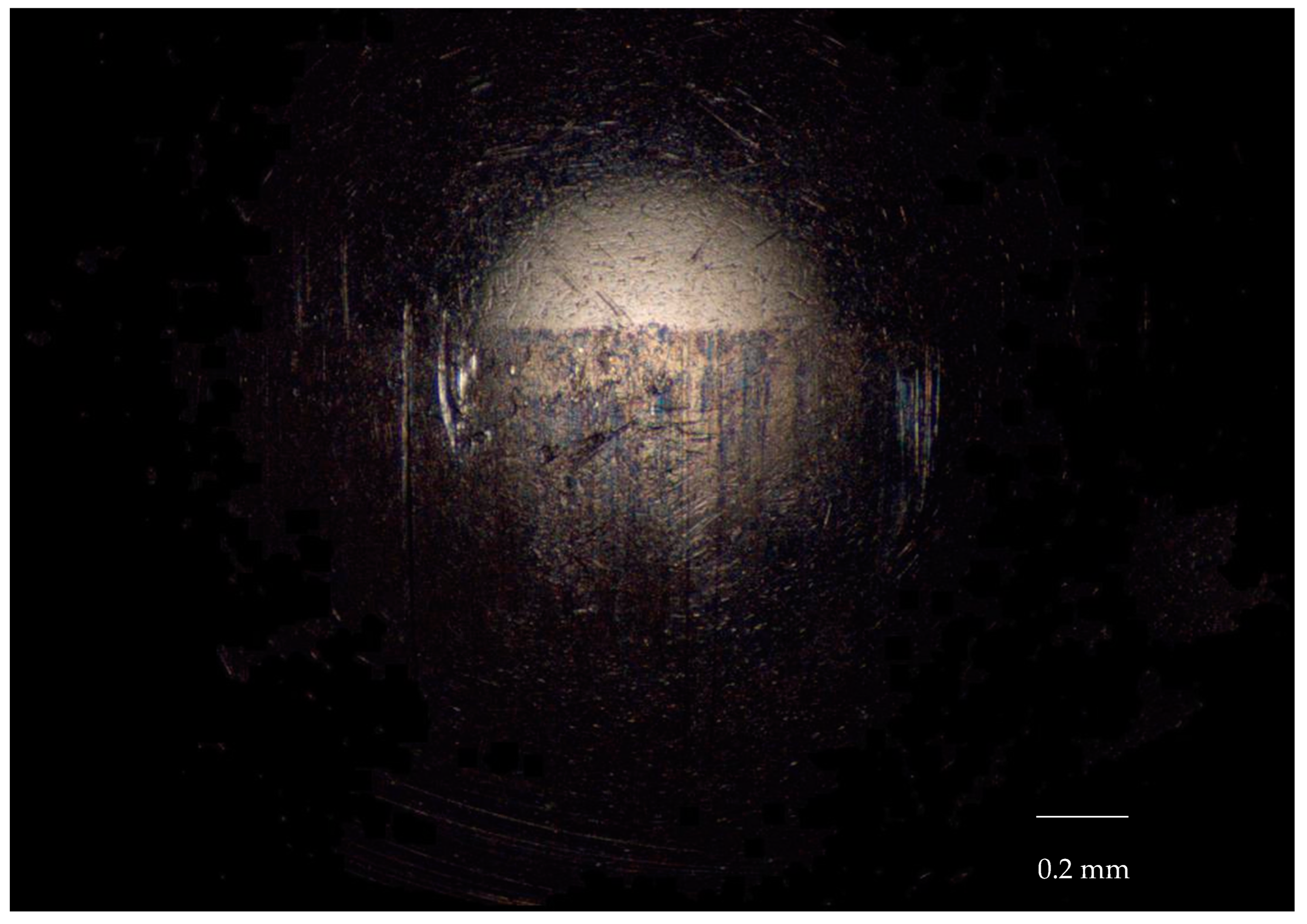
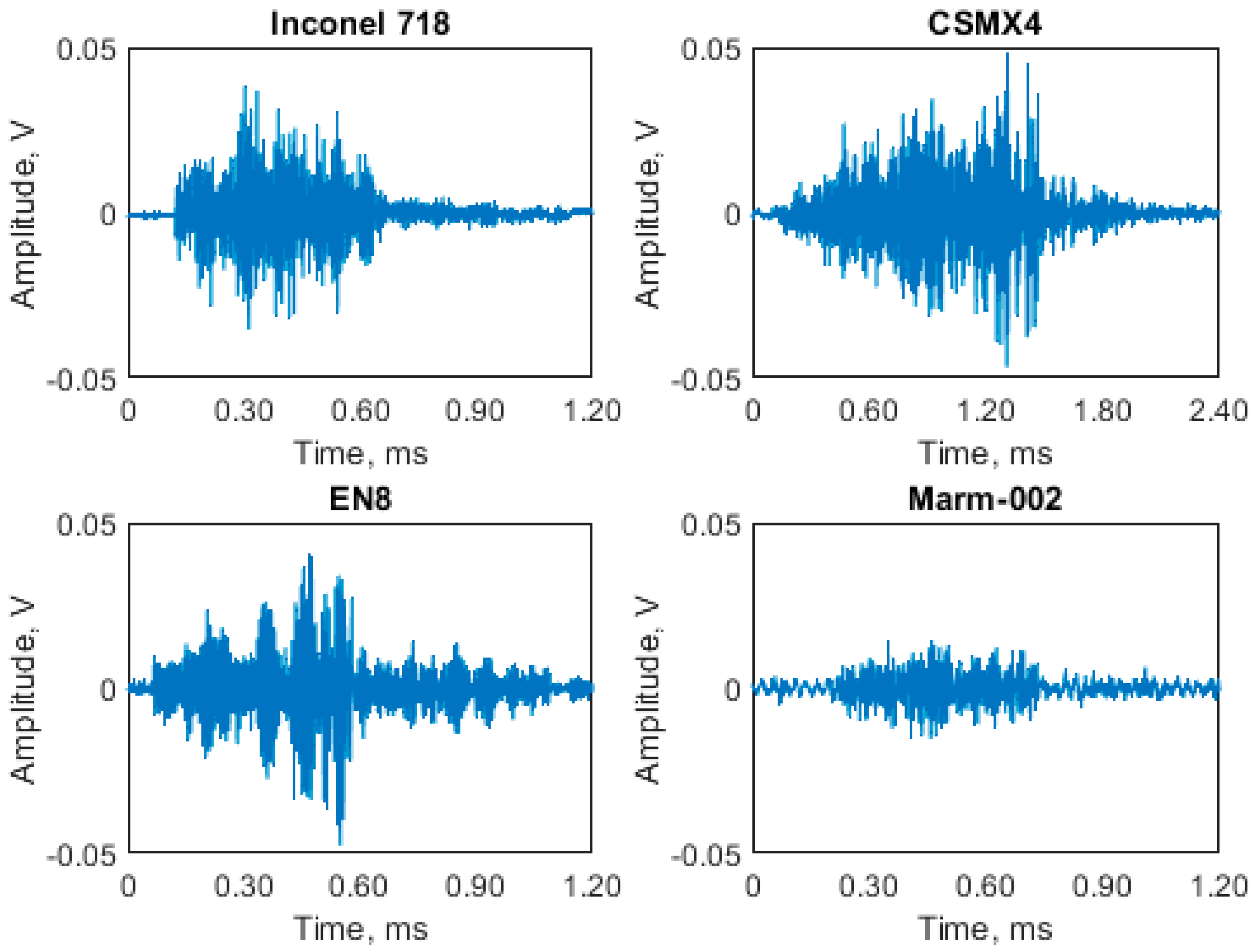
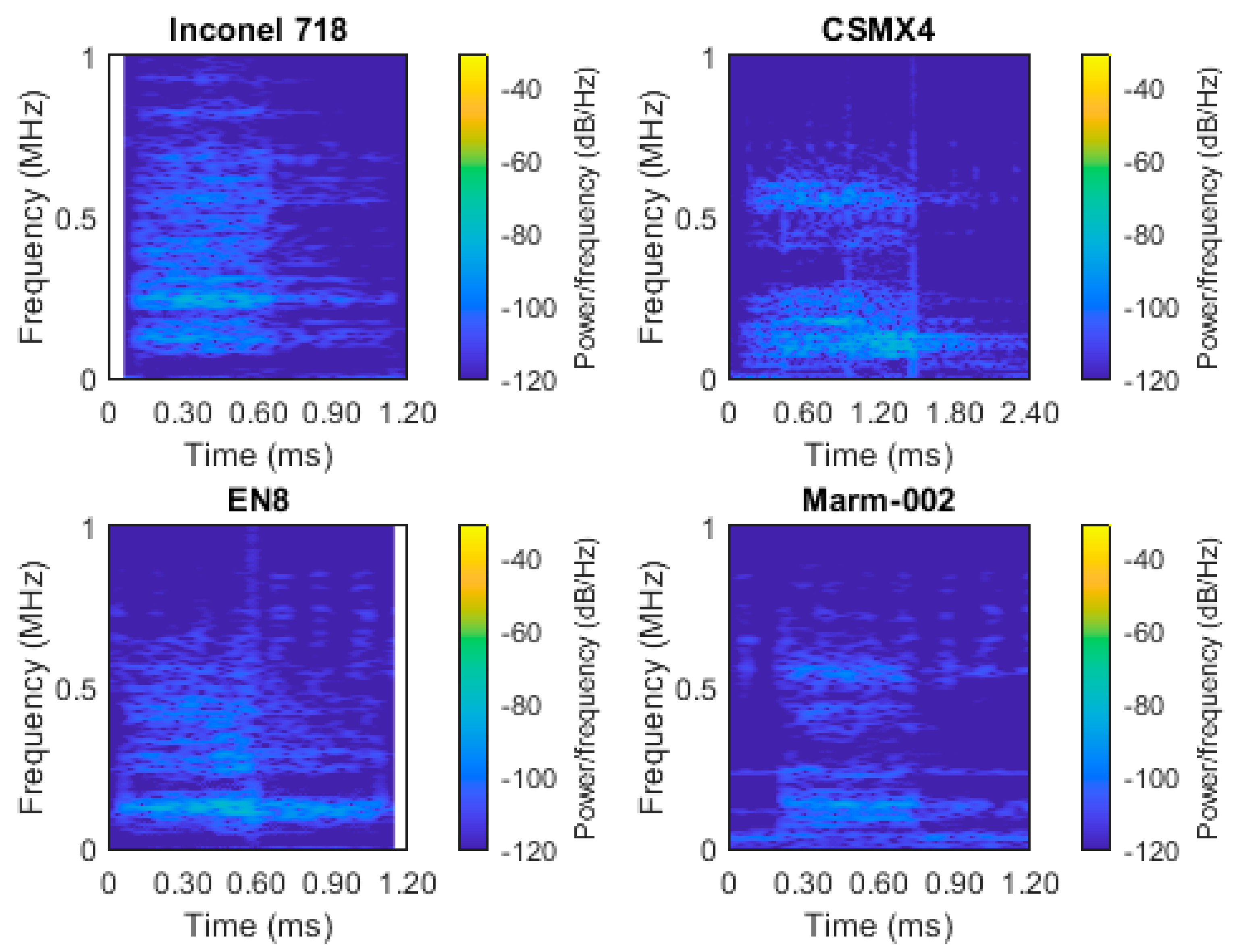
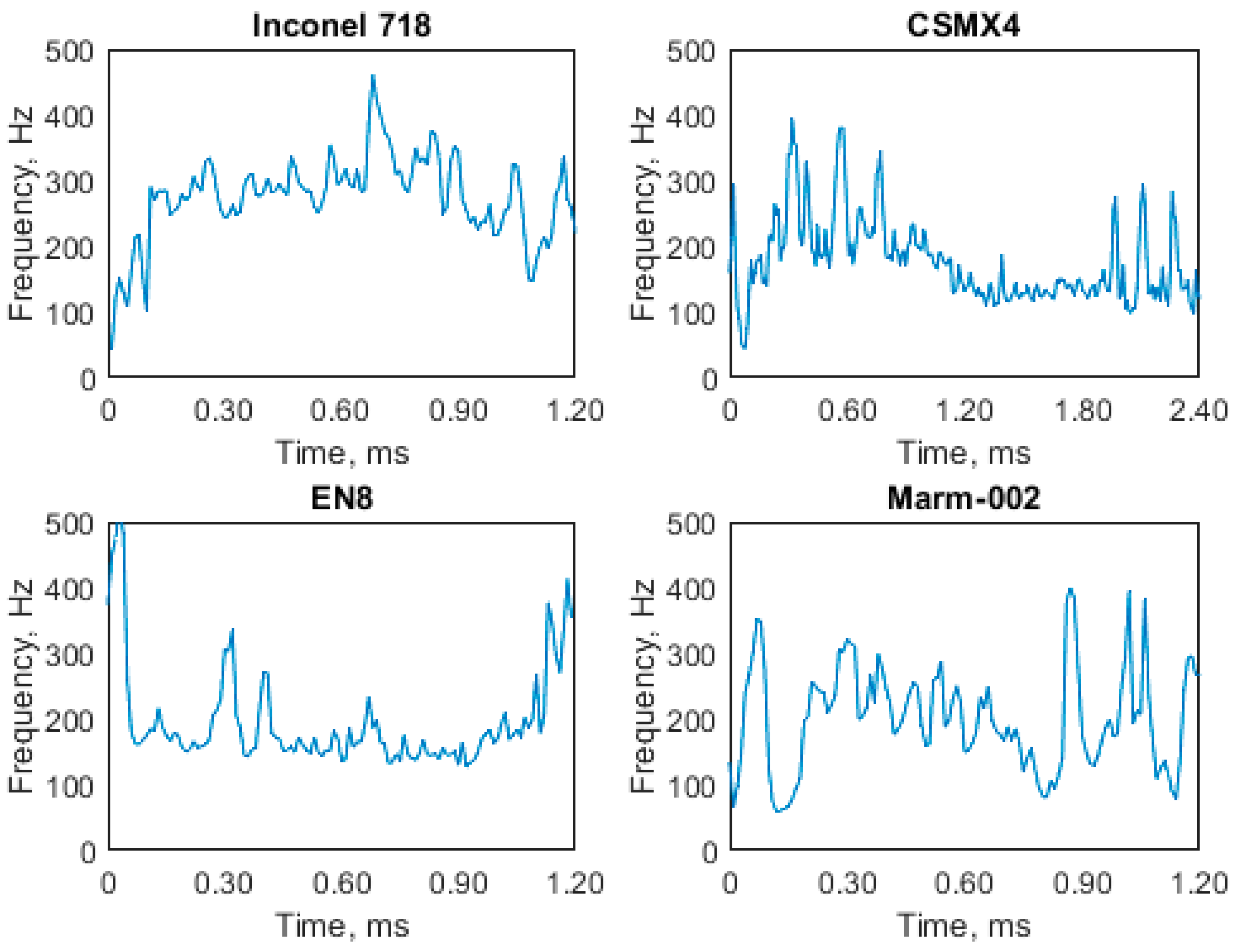
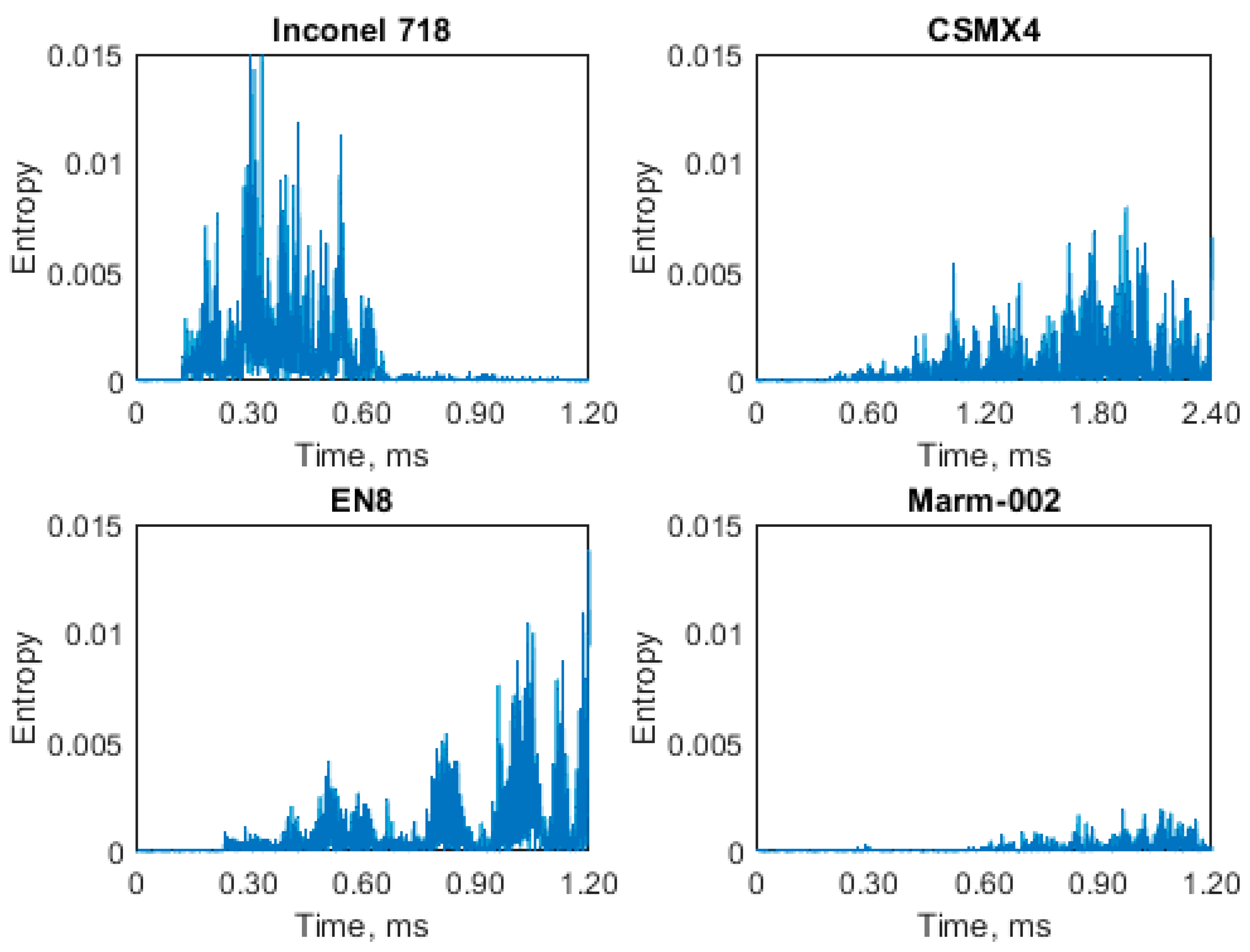
3.3. Single Grit Tests
4. Discussion
5. Conclusions
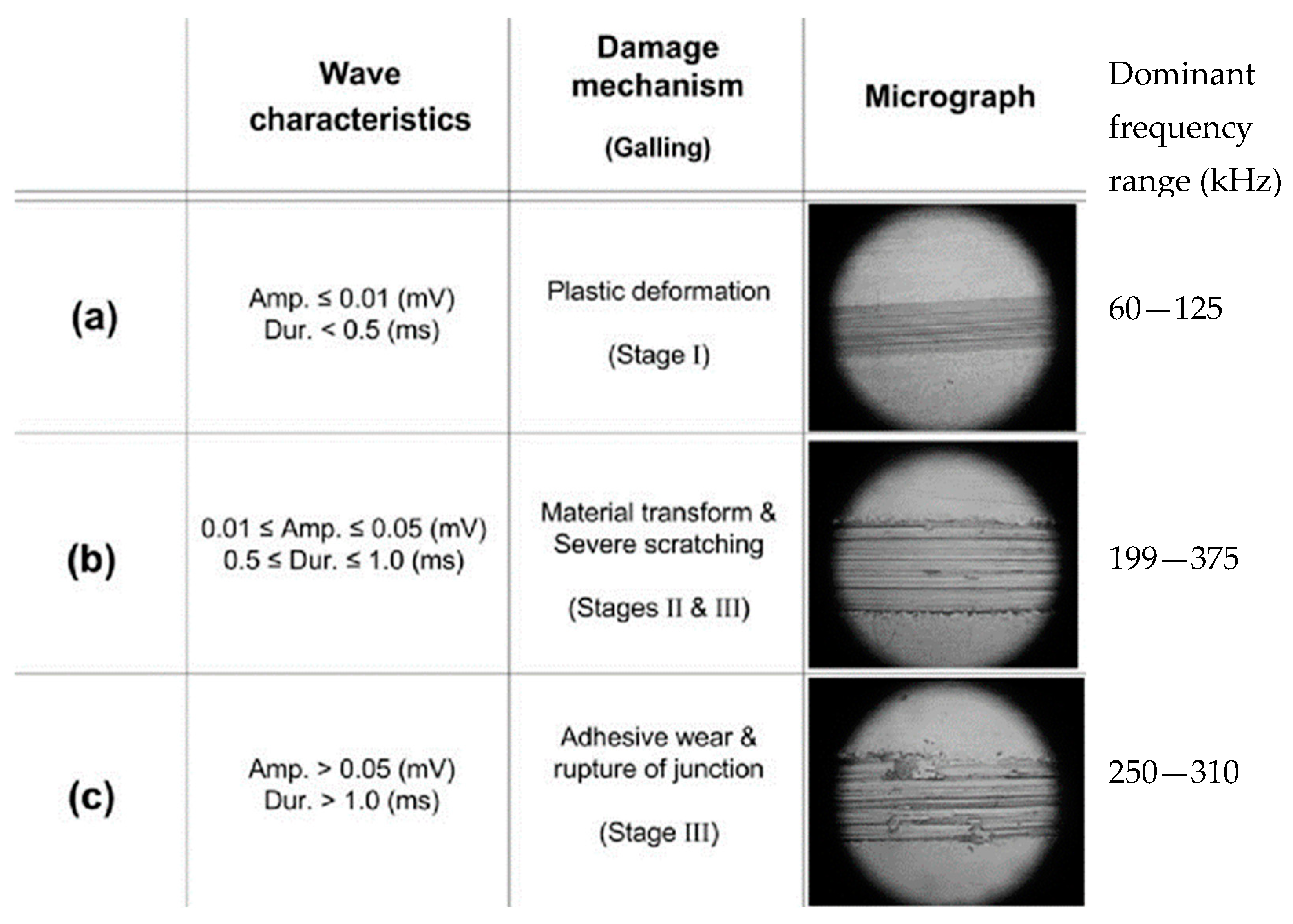
- Significant frequencies for the tests were found at far higher values than expected, at 400 kHz, 500 kHz, 700 kHz, 800 kHz, and 950 kHz. The expected frequency range, 60 kHz to 125 kHz, was found to be dominated by noise.
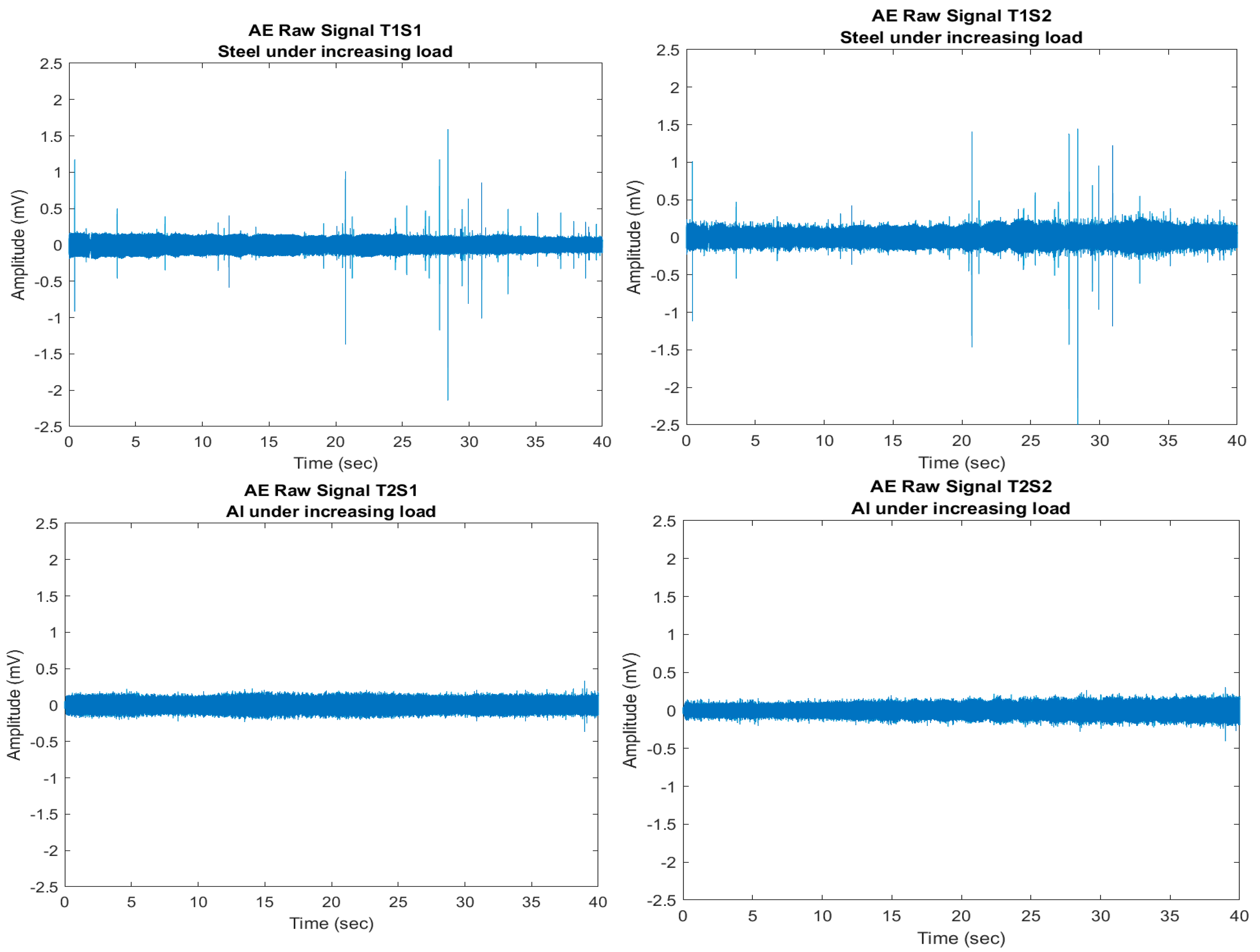
- There was no difference found between the AE signature of the aluminium or the steel for indenter scratch tests in the frequency domain.
- The mean frequency, centroid frequency, and Shannon entropy parameters showed a difference not reflected in Fourier techniques. Steel had a higher mean and centroid frequency (600 kHz) than aluminium (500 kHz), attributed to a difference in hardness, as demonstrated by a difference in depth of cut.
- Mean frequency performs as well as centroid frequency (for scratch tests).
- Visual inspection showed that galling did not occur, so differences are mostly attributed to differing frictional forces between the counter face and samples.
- In addition, this research found the following for single grit scratch tests:
- From the SG tests, the NI-based alloys appear to exhibit a distinguishable AE signature from one another in terms of frequency response.
- The frequency responses for the SG tests were found in the expected region, unlike the indenter scratch tests.
- Looking further into the SG tests, for each individual material there are differences in terms of AE response, This needs to be taken into consideration when carrying out scratch tests and using AE to correlate damage mechanisms.
- Centroid frequency and Shannon entropy can be used to discriminate between some materials.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gåård, A.; Sarih, R. Influence of Tool Material and Surface Roughness on Galling Resistance in Sliding Against Austenitic Stainless Steel. Tribol. Lett. 2012, 46, 179–185. [Google Scholar] [CrossRef]
- Karlsson, P.; Gåård, A.; Krakhmalev, P.; Bergström, J. Galling resistance and wear mechanisms for cold-work tool steels in lubricated sliding against high strength stainless steel sheets. Wear 2012, 286–287, 92–97. [Google Scholar] [CrossRef]
- Safara Nosar, N.; Olsson, M. Influence of tool steel surface topography on adhesion and material transfer in stainless steel/tool steel sliding contact. Wear 2013, 303, 30–39. [Google Scholar] [CrossRef]
- ASTM G98-17; ASTM Standard Test Method for Galling Resistance of Materials. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- Mostafavi, S.; Pashmforoush, F. Acoustic Emission Waves from the Onset of Galling between Tool and Sheet Material. In Materials Evaluation; ASNT: Columbus, OH, USA, 2013. [Google Scholar]
- Hou, Y.; Yu, Z.; Li, S. Galling Failure Analysis in Sheet Metal Forming Process. J. Shanghai Jiaotong Univ. 2010, 15, 245–249. [Google Scholar] [CrossRef]
- Eriksson, J.; Olsson, M. Tribological testing of commercial CrN, (Ti,Al)N and CrC/C PVD coatings—Evaluation of galling and wear characteristics against different high strength steels. Surf. Coat. Technol. 2011, 205, 4045–4051. [Google Scholar] [CrossRef]
- Gåård, A.; Krakhmalev, P.; Bergström, J. Influence of tool steel microstructure on origin of galling initiation and wear mechanisms under dry sliding against a carbon steel sheet. Wear 2009, 267, 387–393. [Google Scholar] [CrossRef]
- Pujante, J.; Pelcastre, L.; Vilaseca, M.; Casellas, D.; Prakash, B. Investigations into wear and galling mechanism of aluminium alloy-tool steel tribopair at different temperatures. Wear 2013, 308, 193–198. [Google Scholar] [CrossRef] [Green Version]
- Gåård, A.; Krakhmalev, P.; Bergström, J.; Hallbäck, N. Galling resistance and wear mechanisms – cold work tool materials sliding against carbon steel sheets. Tribol Lett. 2007, 26, 67–72. [Google Scholar] [CrossRef]
- Teymuri Sindi, C.; Ahmadi Najafabadi, M.; Salehi, M. Tribological Behavior of Sheet Metal Forming Process Using Acoustic Emission Characteristics. Tribol. Lett. 2013, 52, 67–79. [Google Scholar] [CrossRef]
- Sun, J.; Wood, R.J.K.; Wang, L.; Care, I.; Powrie, H.E.G. Wear monitoring of bearing steel using electrostatic and acoustic emission techniques. Wear 2005, 259, 1482–1489. [Google Scholar] [CrossRef]
- Skåre, T.; Thilderkvist, P.; Ståhl, J. Monitoring of friction processes by the means of acoustic emission measurements—deep drawing of sheet metal. J. Mater. Processing Tech 1998, 80, 263–272. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Santangelo, A.; Buse, C. Acoustic emission technique for online monitoring during cold forging of steel components: A promising approach for online crack detection in metal forming processes. Prod. Eng. Res. Dev. 2013, 7, 423–432. [Google Scholar] [CrossRef]
- Wang, L.; Wood, R.J.K. Acoustic emissions from lubricated hybrid contacts. Tribol. Int. 2009, 42, 1629–1637. [Google Scholar] [CrossRef]
- Shanbhag, V.V.; Rolfe, B.F.; Arunachalam, N.; Pereira, M.P. Understanding the source of acoustic emission signals during the wear of stamping tools. IOP Conf. Ser. Mater. Sci. Eng. 2018, 418, 12098. [Google Scholar] [CrossRef]
- Hase, A.; Mishina, H.; Wada, M. Correlation between features of acoustic emission signals and mechanical wear mechanisms. Wear 2012, 292–293, 144–150. [Google Scholar] [CrossRef]
- Moghadam, M.; Suleiman, M.H.; Christiansen, P.; Bay, N. Acoustic emission monitoring of the bending under tension test. Procedia Eng. 2017, 207, 1421–1426. [Google Scholar] [CrossRef]
- Shanbhag, V.V.; Rolfe, B.F.; Arunachalam, N.; Pereira, M.P. Investigating galling wear behaviour in sheet metal stamping using acoustic emissions. Wear 2018, 414–415, 31–42. [Google Scholar] [CrossRef]
- Chen, X.; Li, B. Acoustic emission method for tool condition monitoring based on wavelet analysis. Int. J. Adv. Manuf. Technol. 2007, 33, 968–976. [Google Scholar] [CrossRef]
- Griffin, J. Traceability of Acoustic Emission measurements for a proposed calibration method – Classification of characteristics and identification using signal analysis. Mech. Syst. Signal Processing 2015, 50–51, 757–783. [Google Scholar] [CrossRef]
- Sindi, C.T.; Najafabadi, M.A.; Salehi, M. Investigation of surface damages during sheet metal forming using acoustic emission. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2013, 227, 286–296. [Google Scholar] [CrossRef]
- Heinrichs, J.; Olsson, M.; Jacobson, S. New understanding of the initiation of material transfer and transfer layer build-up in metal forming—In situ studies in the SEM. Wear 2012, 292–293, 61–73. [Google Scholar] [CrossRef]
- van der Heide, E.; Schipper, D.J. Galling initiation due to frictional heating. Wear 2003, 254, 1127–1133. [Google Scholar] [CrossRef]
- Chai, M.; Hou, X.; Zhang, Z.; Duan, Q. Identification and prediction of fatigue crack growth under different stress ratios using acoustic emission data. Int. J. Fatigue 2022, 160, 1. [Google Scholar] [CrossRef]
- Barile, C.; Casavola, C.; Pappalettera, G.; Kannan, V.P. Application of different acoustic emission descriptors in damage assessment of fiber reinforced plastics: A comprehensive review. Eng. Fract. Mech. 2020, 235, 107083. [Google Scholar] [CrossRef]
- Hase, A.; Wada, M.; Mishina, H. The relationship between acoustic emissions and wear particles for repeated dry rubbing. Wear 2008, 265, 831–839. [Google Scholar] [CrossRef]
- Hase, A.; Mishina, H.; Wada, M. Microscopic study on the relationship between AE signal and wear amount. Wear 2013, 308, 142–147. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Indenter Material | Plate Material | Loading Profile | Load (N) | Length (mm) | Duration of Scratch (s) | AE Sensor Position | |
|---|---|---|---|---|---|---|---|
| Test 1 | Tool steel | Steel SA52100 | Increasing | 300–1500 | 40 | 40 | A |
| Test 2 | Tool steel | Aluminium | Increasing | 300–1500 | 40 | 40 | B |
| Test 3 | Tool steel | Aluminium | Constant | 1000 | 20 | 20 | C |
| Test 4 | Tool steel | Steel SA52100 | Constant | 1000 | 20 | 20 | C |
| Element (Wt. %) | Steel SA52100 (ASTM SAE AISI 52100 Steel Properties, Composition, Equivalent (theworldmaterial.com) (accessed on 23 January 2022) | Inconel 718 (Inconel 718|Material Datasheet (inconel-718.com) (accessed on 23 January 2022) | CSMX4 (AISI CMSX-4 Nickel Alloys: Chemical Composition & Other Alloy Properties. (alloytester.com) (accessed on 23 January 2022) | EN8 Steel (Engineering Steel EN8 (080M40) (smithmetal.com) (accessed on 23 January 2022) | MARM-002 (Mar-M002|HB SPEICAL ALLOY (hb-specialalloy.com) (accessed on 23 January 2022) |
|---|---|---|---|---|---|
| Aluminium, Al | 5.6 | 5.5 | |||
| Boron, B | 0.015 | ||||
| Carbon, C | 0.980–1.10 | 0.36–0.440 | |||
| Cobalt, Co | 10 | 8.25 | |||
| Chromium, Cr | 1.30–1.60 | 18 | 7 | 5.5 | |
| Iron, Fe | 96.5–97.32 | 18.3 | Balance | 0.5 | |
| Manganese, Mn | 0.250–0.450 | 0.6–0.1 | |||
| Molybdenum, Mo | 3 | 0.6 | 0.7 | ||
| Nickel, Ni | 53.7 | 67 | 59 | ||
| Niobium, Nb | 5.1 | ||||
| Phosphorous, P | <0.0250 | 0.04 | |||
| Rhenium, Re | 3 | ||||
| Silicon, Si | 0.150–0.300 | ||||
| Sulphur, S | <0.0250 | <0.05 | |||
| Tantalum, Ta | 3.0 | ||||
| Titanium, Ti | 0.9 | 1 | 1.0 | ||
| Tungsten, W | 6 | 10 |
| Property | Aluminium H8 Temper | Steel SA52100 | Inconel 718 | CMSX4 | EN8 Steel | MARM-002 |
|---|---|---|---|---|---|---|
| Density (kg/m3) | 2710 | 7700–8030 | 8193 | 8690 | 7800–8030 | 8267 |
| Hardness (HV) | 44 | 848 | 456 | 520 | 178 | 470 |
| Tensile Strength (MPa) | 400 | 590 | 758–1407 | 1090 | 510–660 | 965 |
| Yield Strength (MPa = N/mm2) | 335 | 360 | 1150 | 1150 | 245–530 | 815 |
| Elastic Modulus (GPa) | 68.3 | 190–210 | 31 | 18.5 | 200 | 24.6 |
| Elongation (%) | 20 | 21–27 | 10–12 | 32.8 | 13–17 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Devenport, T.; Rolfe, B.; Pereira, M.; Griffin, J.M. Analysis of Acoustic Emissions for Determination of the Mechanical Effects of Scratch Tests. Appl. Sci. 2022, 12, 6724. https://doi.org/10.3390/app12136724
Devenport T, Rolfe B, Pereira M, Griffin JM. Analysis of Acoustic Emissions for Determination of the Mechanical Effects of Scratch Tests. Applied Sciences. 2022; 12(13):6724. https://doi.org/10.3390/app12136724
Chicago/Turabian StyleDevenport, Timothy, Bernard Rolfe, Michael Pereira, and James M. Griffin. 2022. "Analysis of Acoustic Emissions for Determination of the Mechanical Effects of Scratch Tests" Applied Sciences 12, no. 13: 6724. https://doi.org/10.3390/app12136724
APA StyleDevenport, T., Rolfe, B., Pereira, M., & Griffin, J. M. (2022). Analysis of Acoustic Emissions for Determination of the Mechanical Effects of Scratch Tests. Applied Sciences, 12(13), 6724. https://doi.org/10.3390/app12136724