
Understanding the Role of Quartz Powder Content and Fineness on the Micro-Structure and Mechanical Performance of UHPC

 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Sample Preparation and Curing
2.2.1. Mix Design
2.2.2. Sample Preparation
2.2.3. Specimen Dimensions and Curing
2.3. Testing Methods
2.3.1. Flowability Test
2.3.2. Compressive Strength Test
2.3.3. Flexural Toughness Test
2.3.4. Tensile Strength Test
2.3.5. Scanning Electron Microscopy Test
2.3.6. Thermogravimetric Analysis Test
2.3.7. Pore Structure Test
2.3.8. X-Ray Diffraction Test
3. Results and Analysis
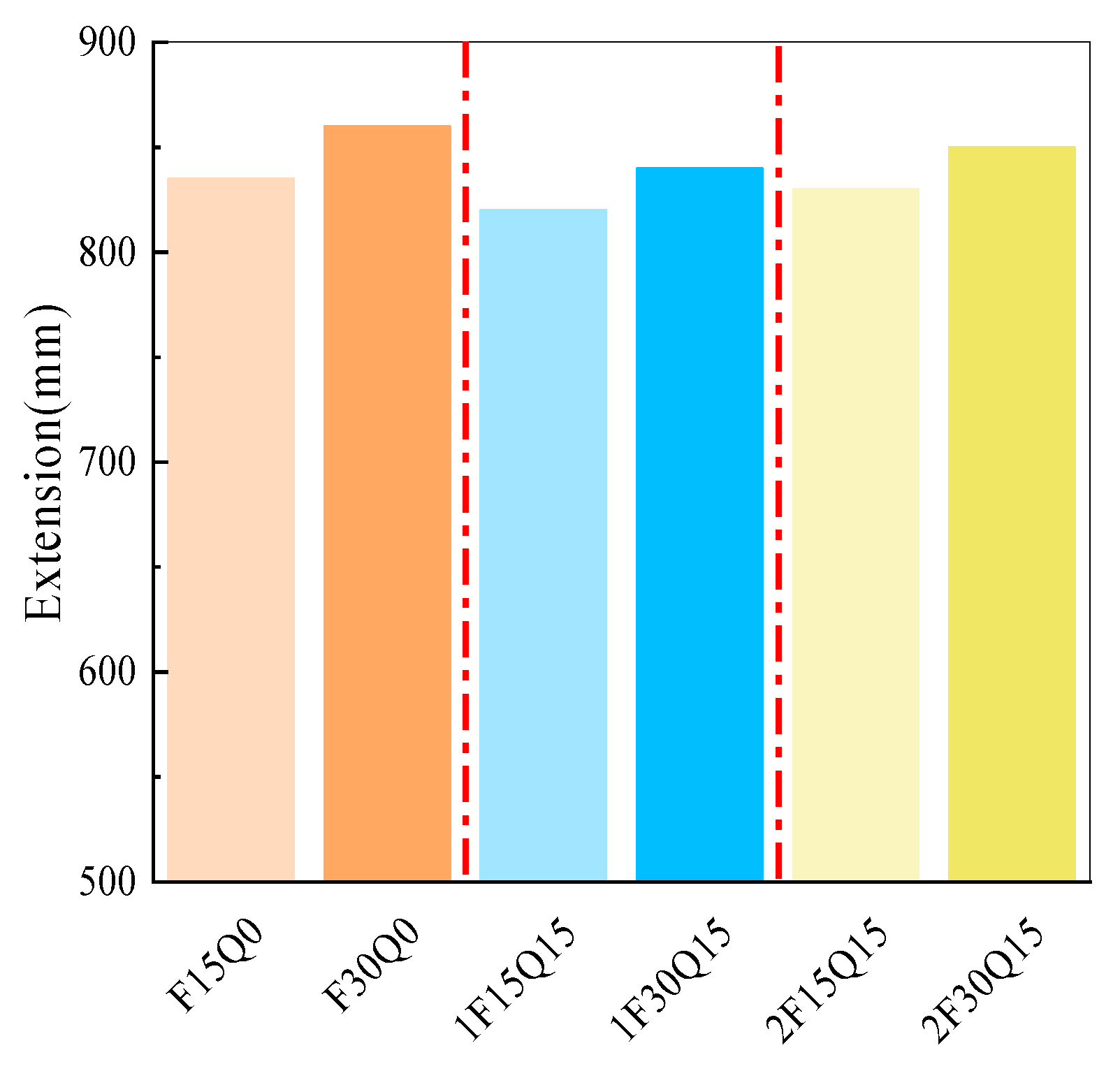
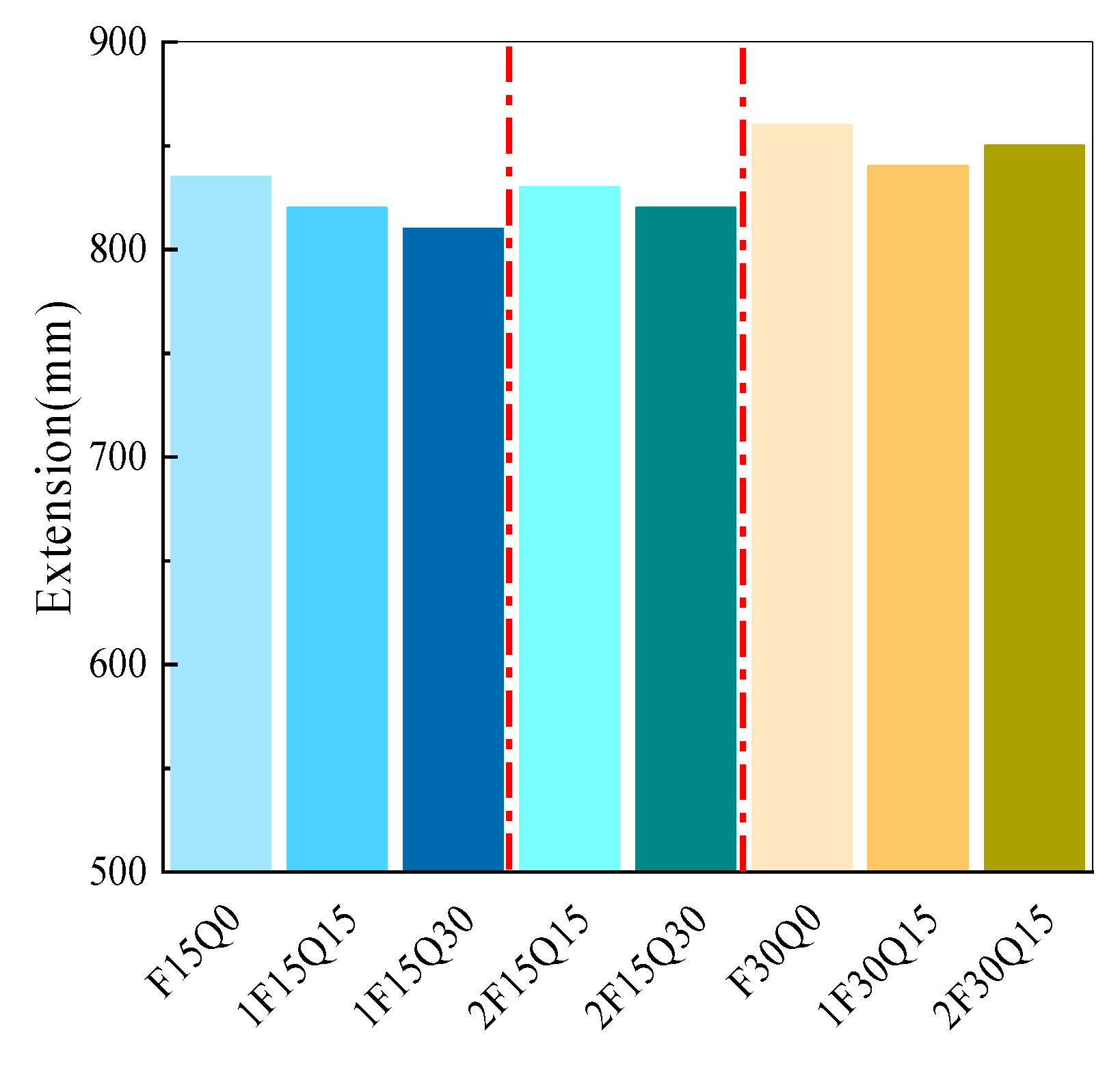
3.1. Effect of FAMs and Quartz Powder on the Extensibility of UHPC
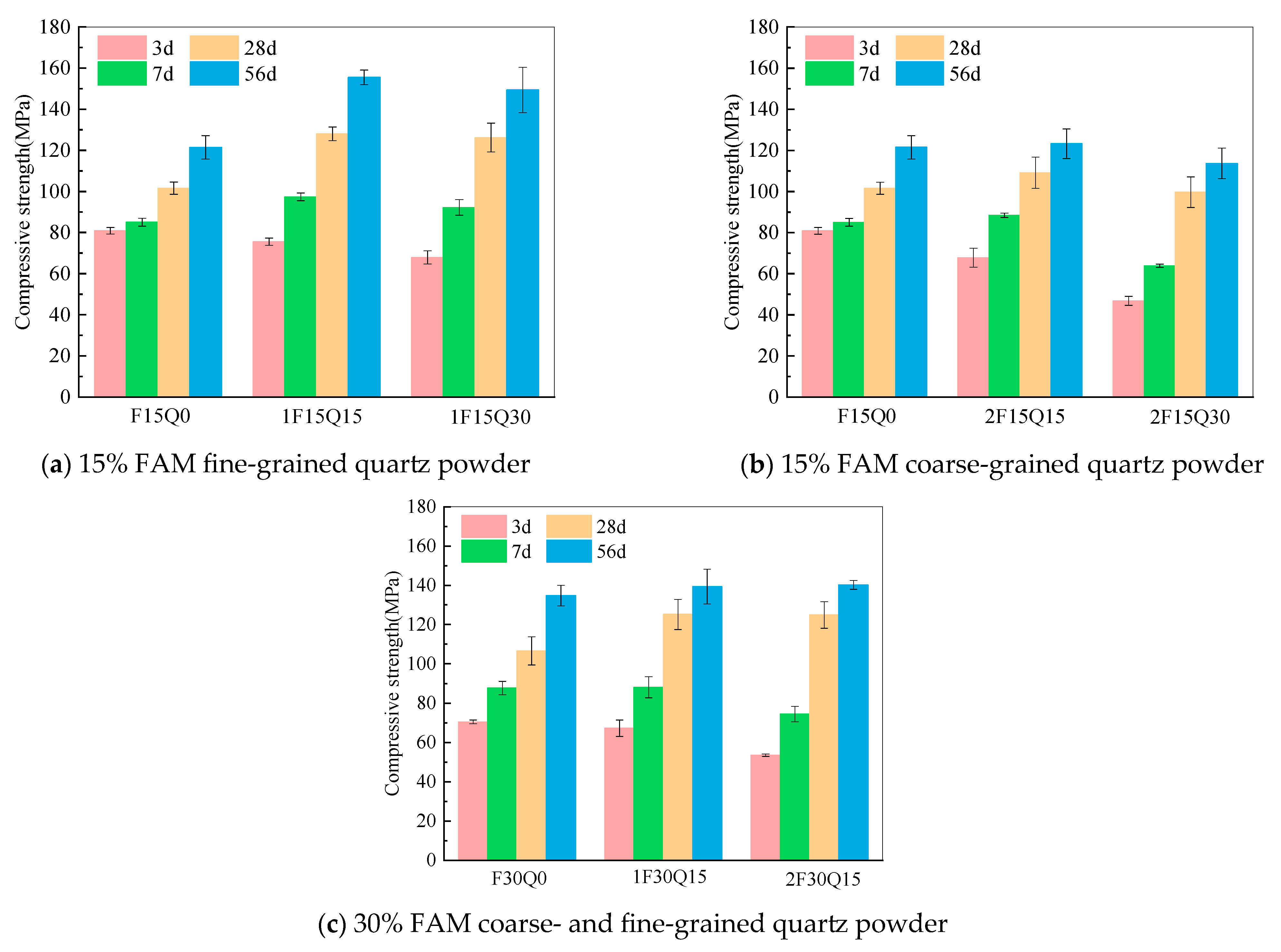
3.2. Compressive Strength of UHPC Incorporating Quartz Powder
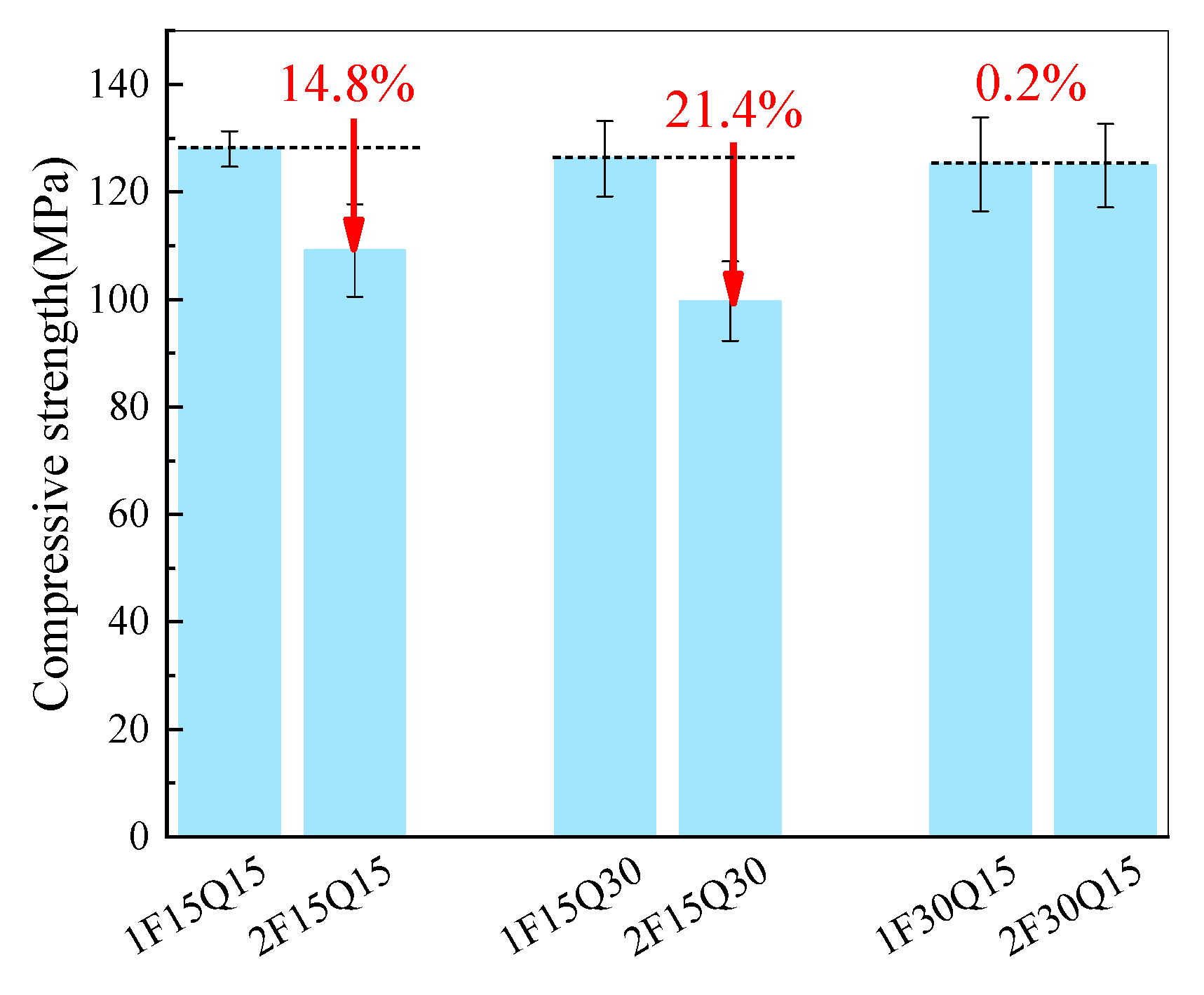
3.2.1. Influence of Quartz Powder Content and Fineness on Compressive Strength
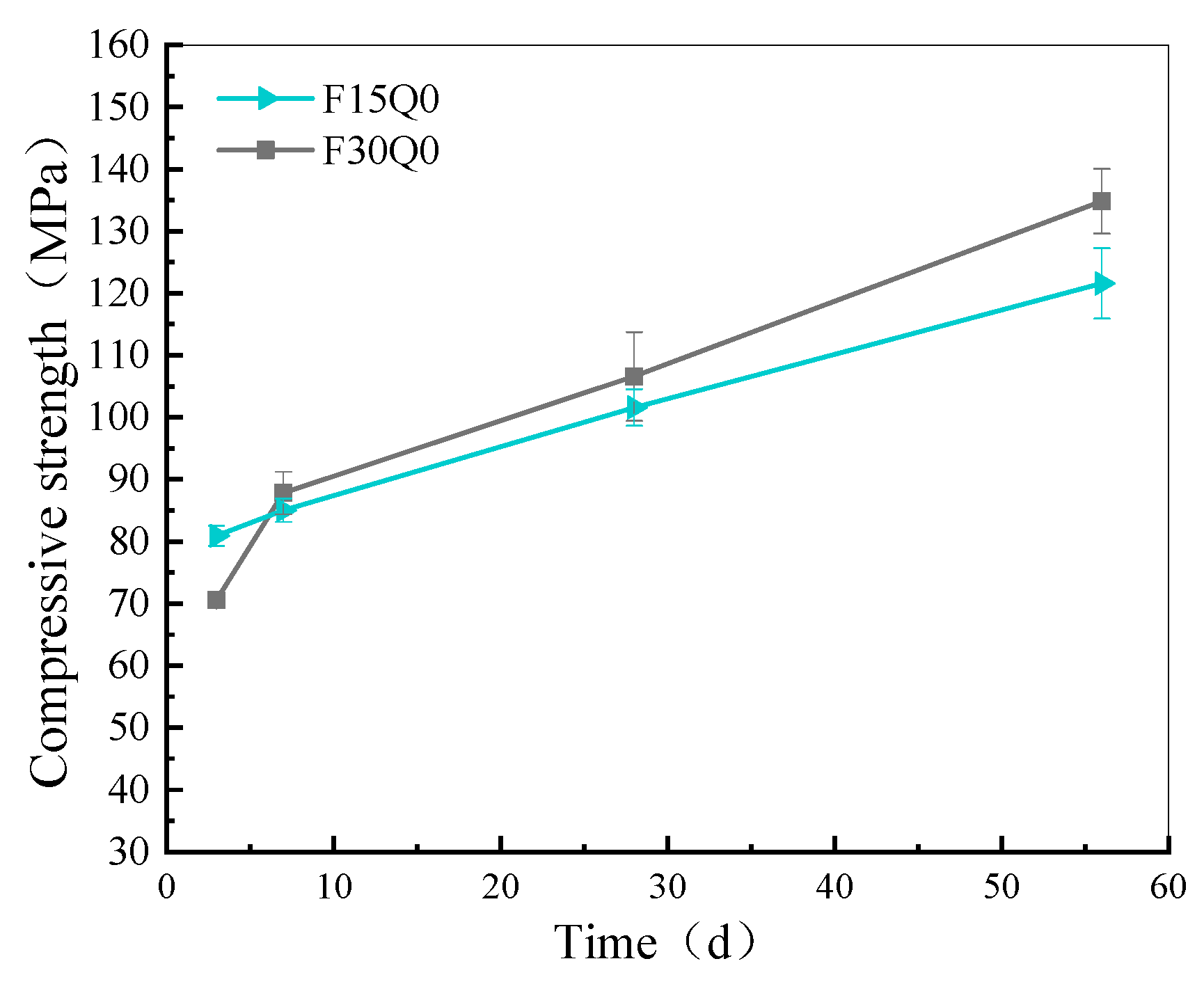
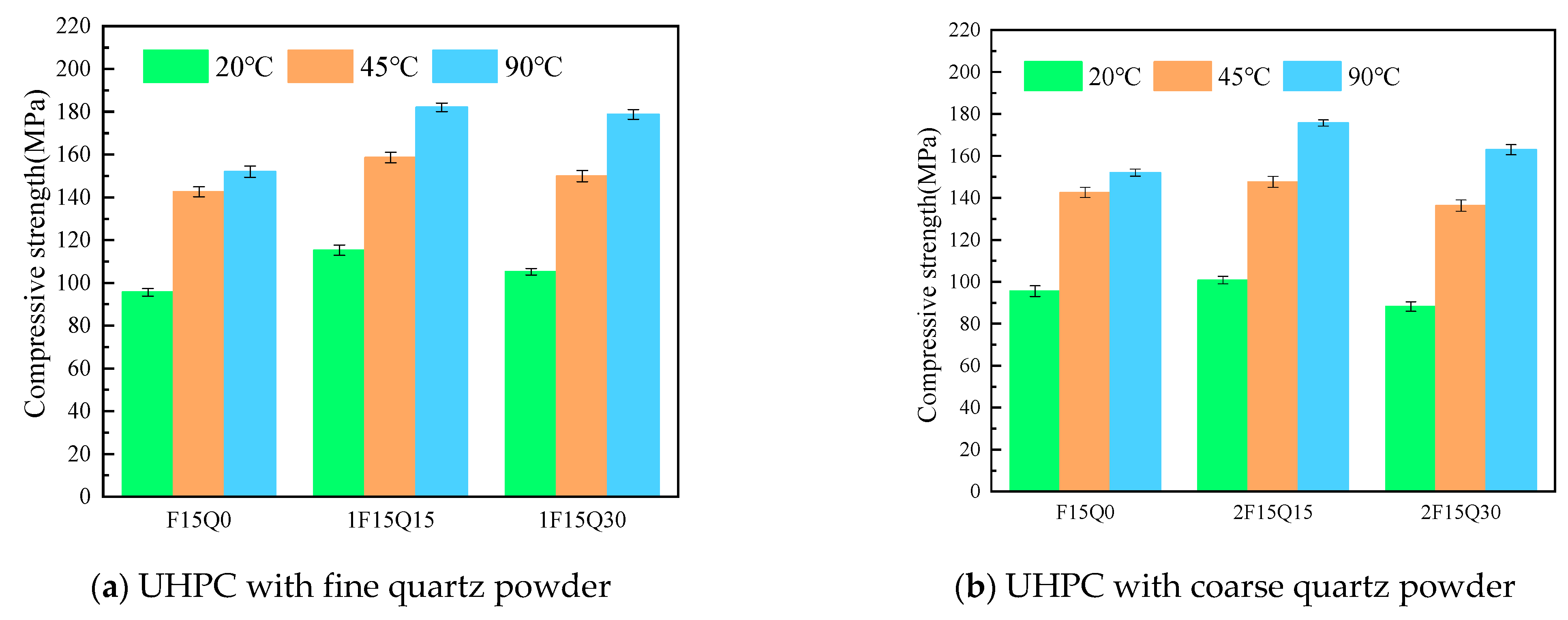
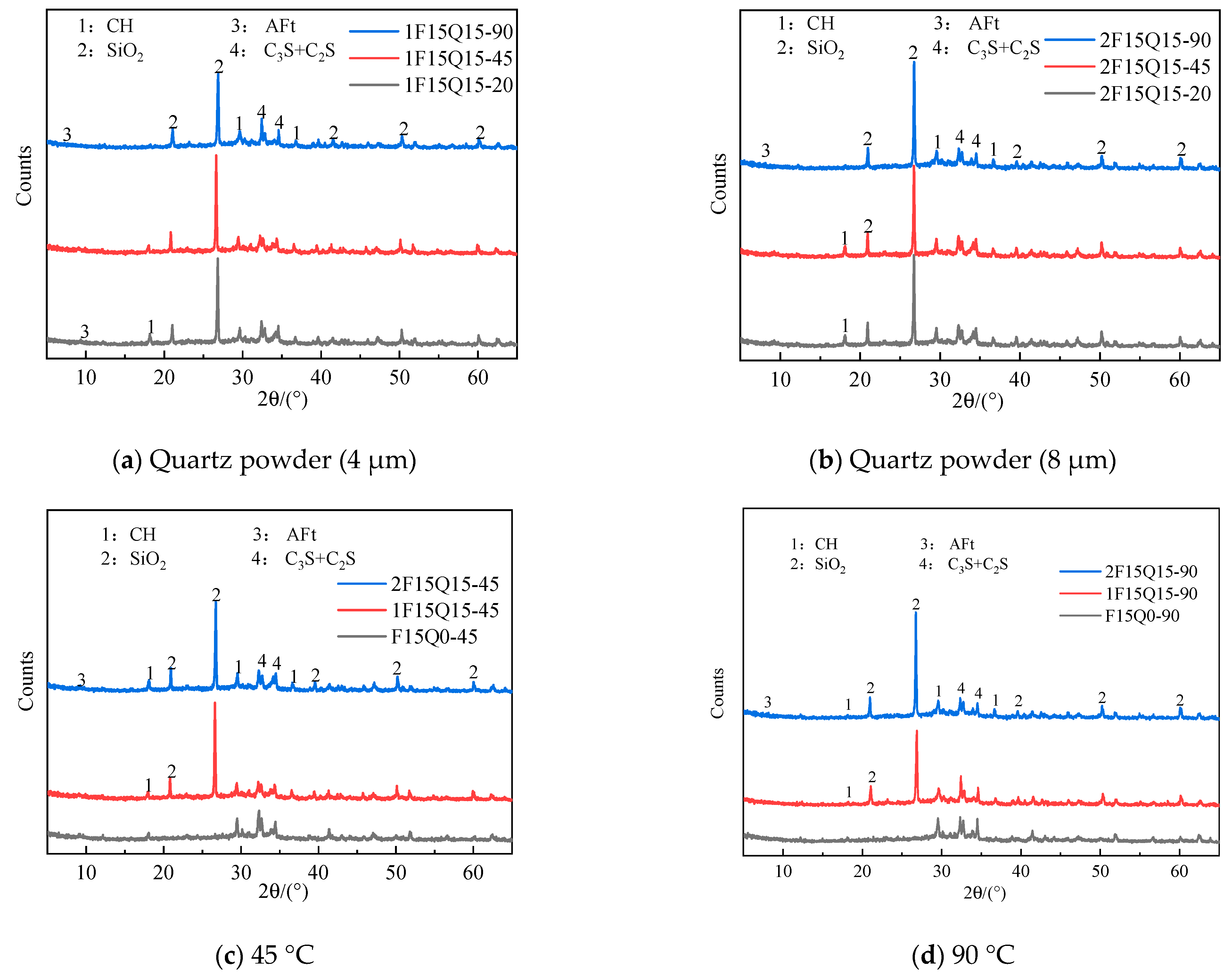
3.2.2. Influence of Curing Temperature on Compressive Strength
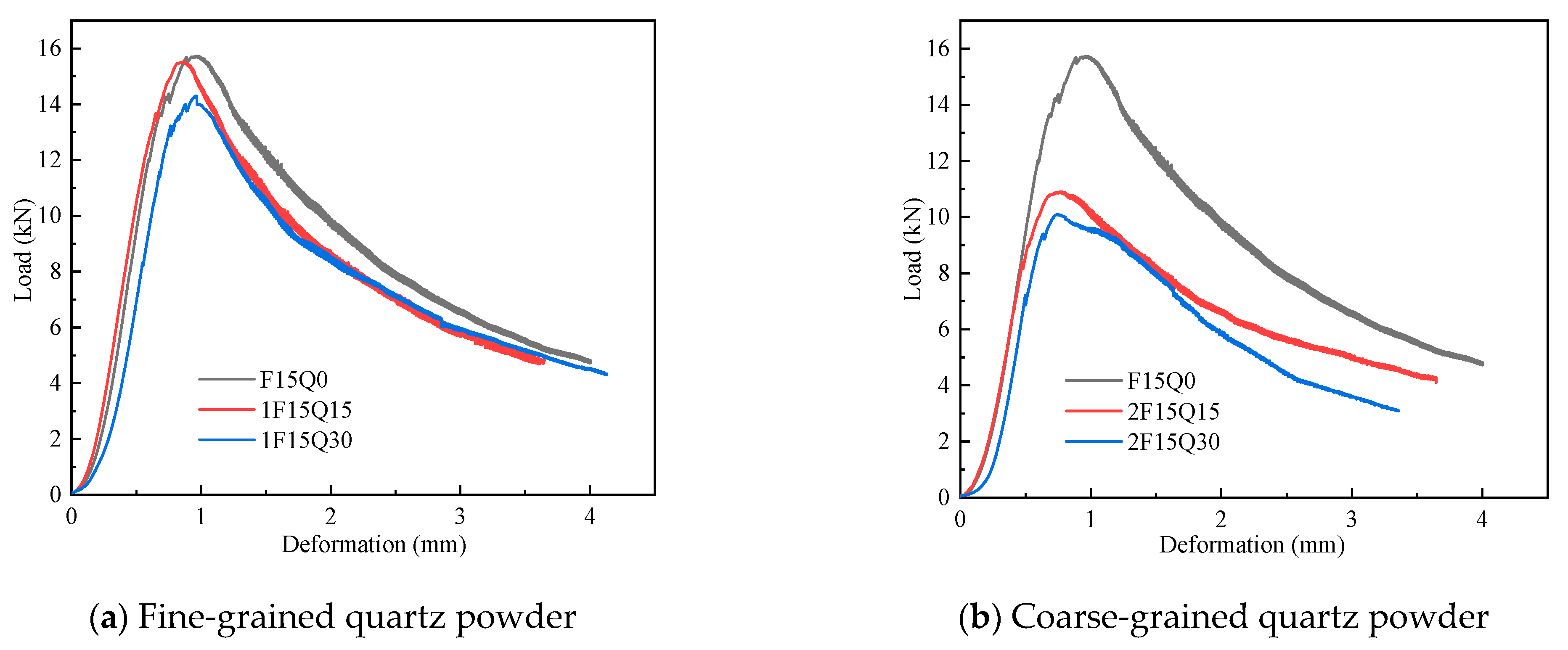
3.3. Flexural Performance
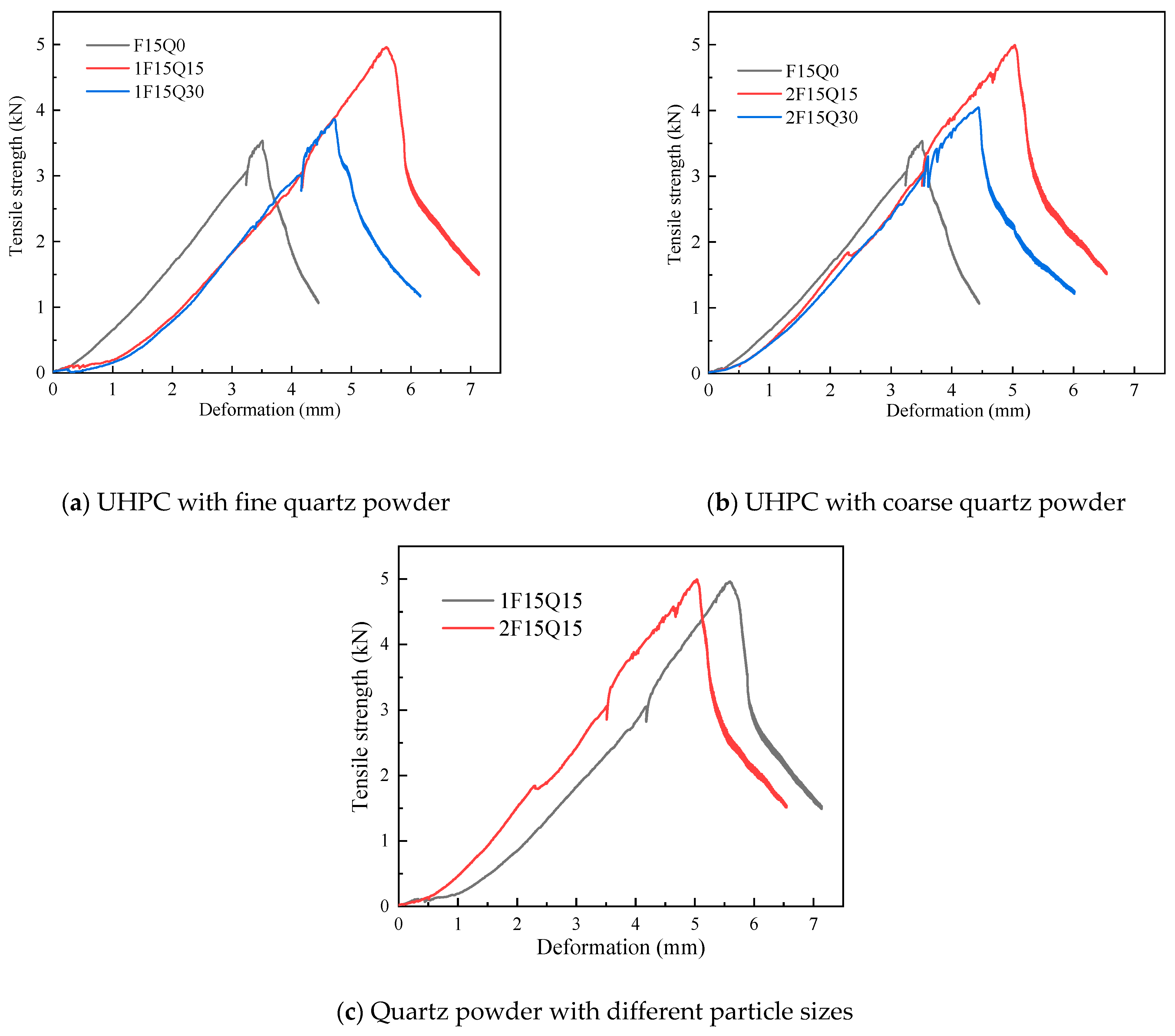
3.4. Tensile Strength
3.5. Mechanism Analysis of Influence of Quartz Powder on the Mechanical Properties of UHPC
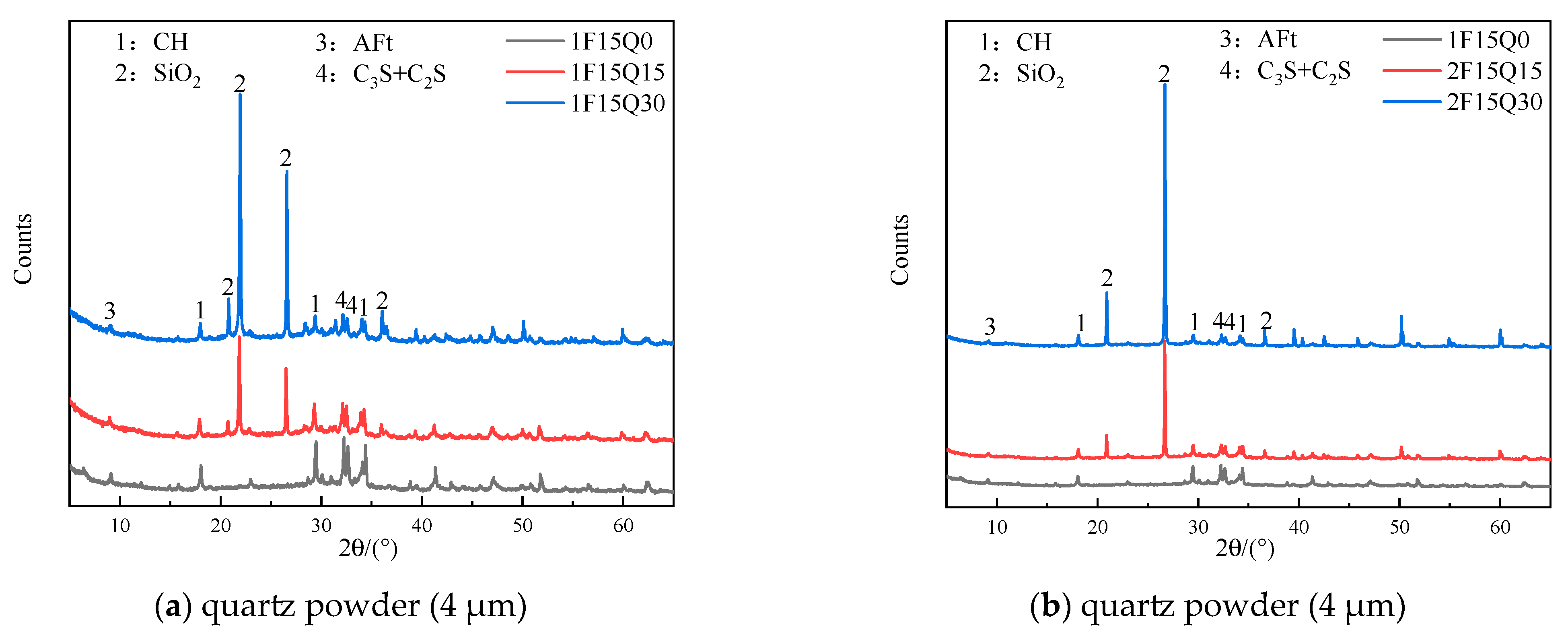
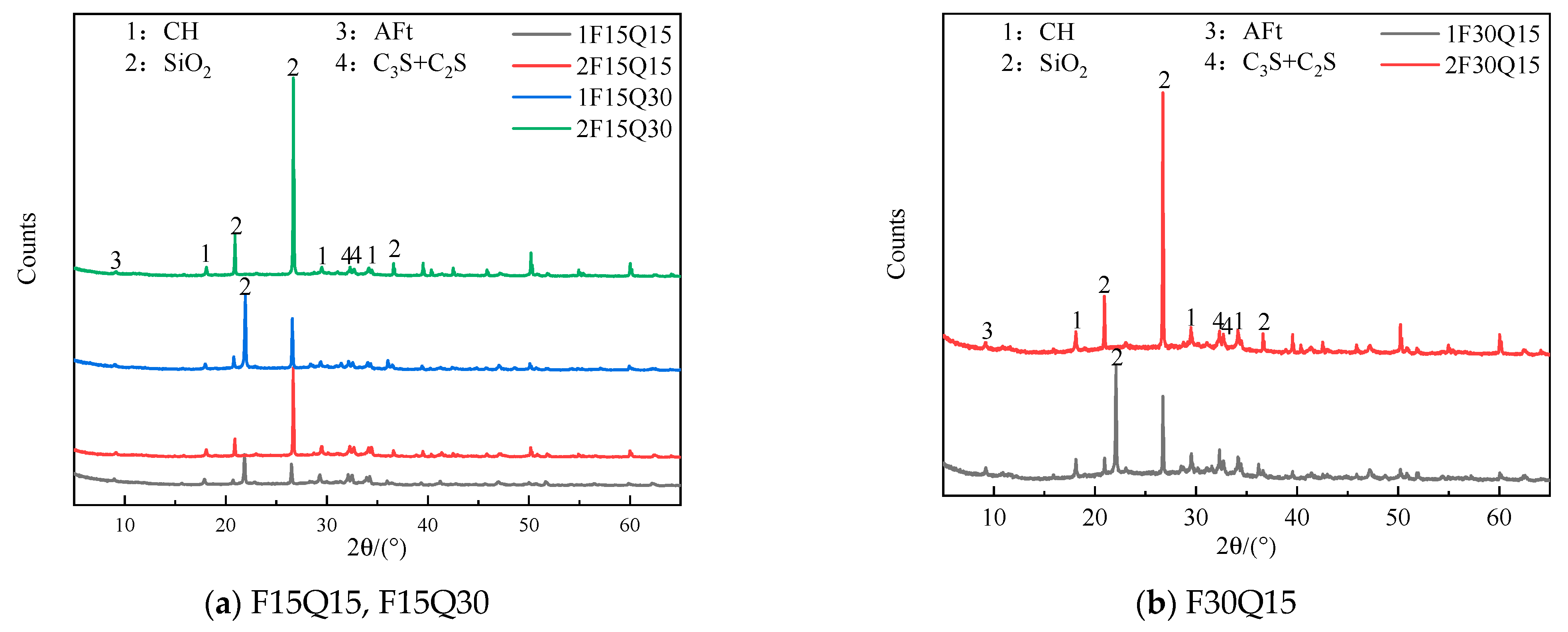
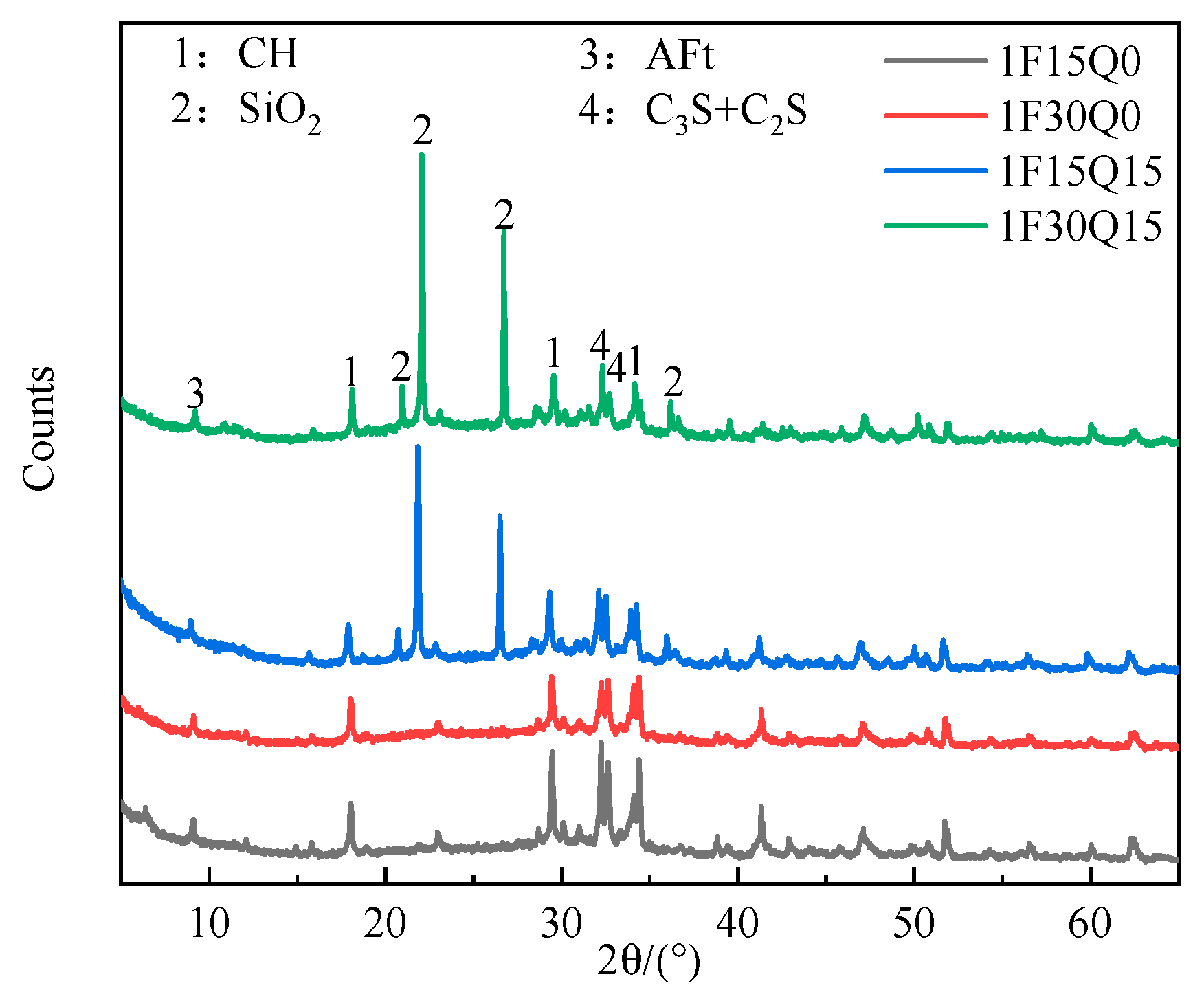
3.5.1. Hydration Product Analysis
- (1)
- XRD Test Results
- (2)
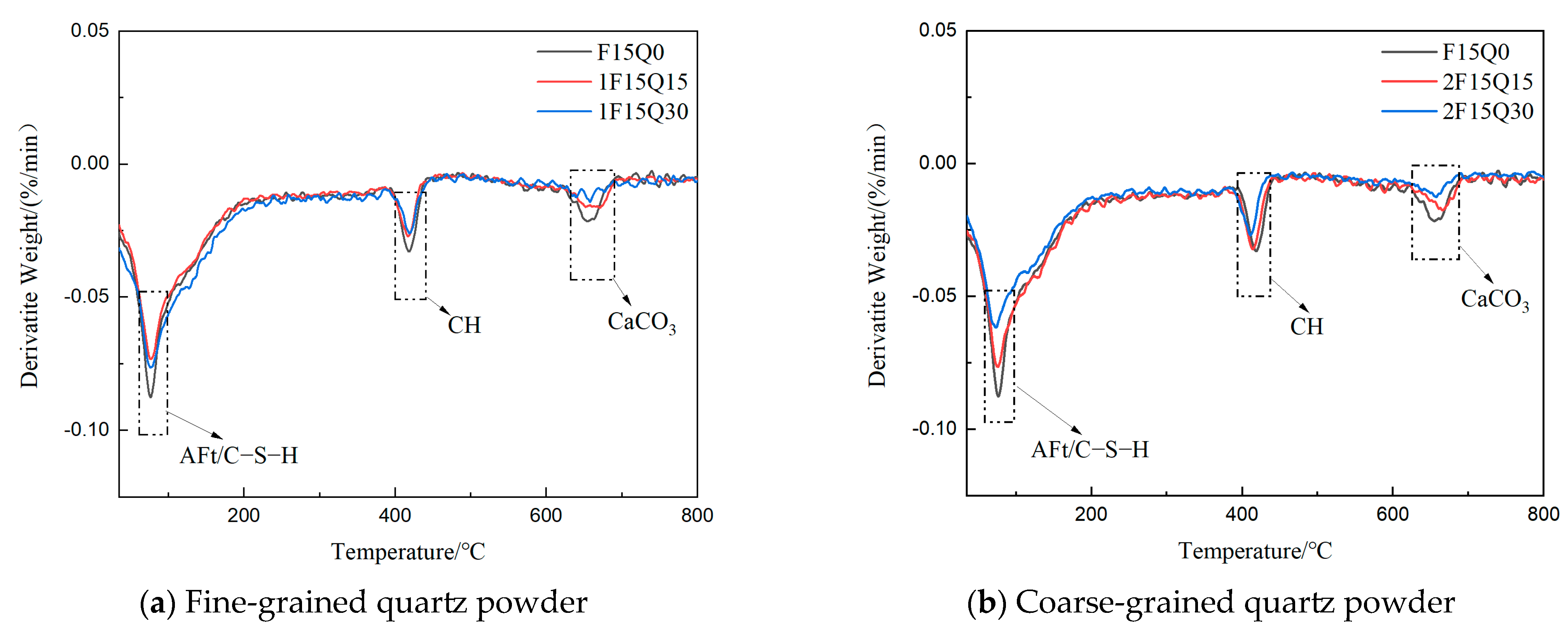
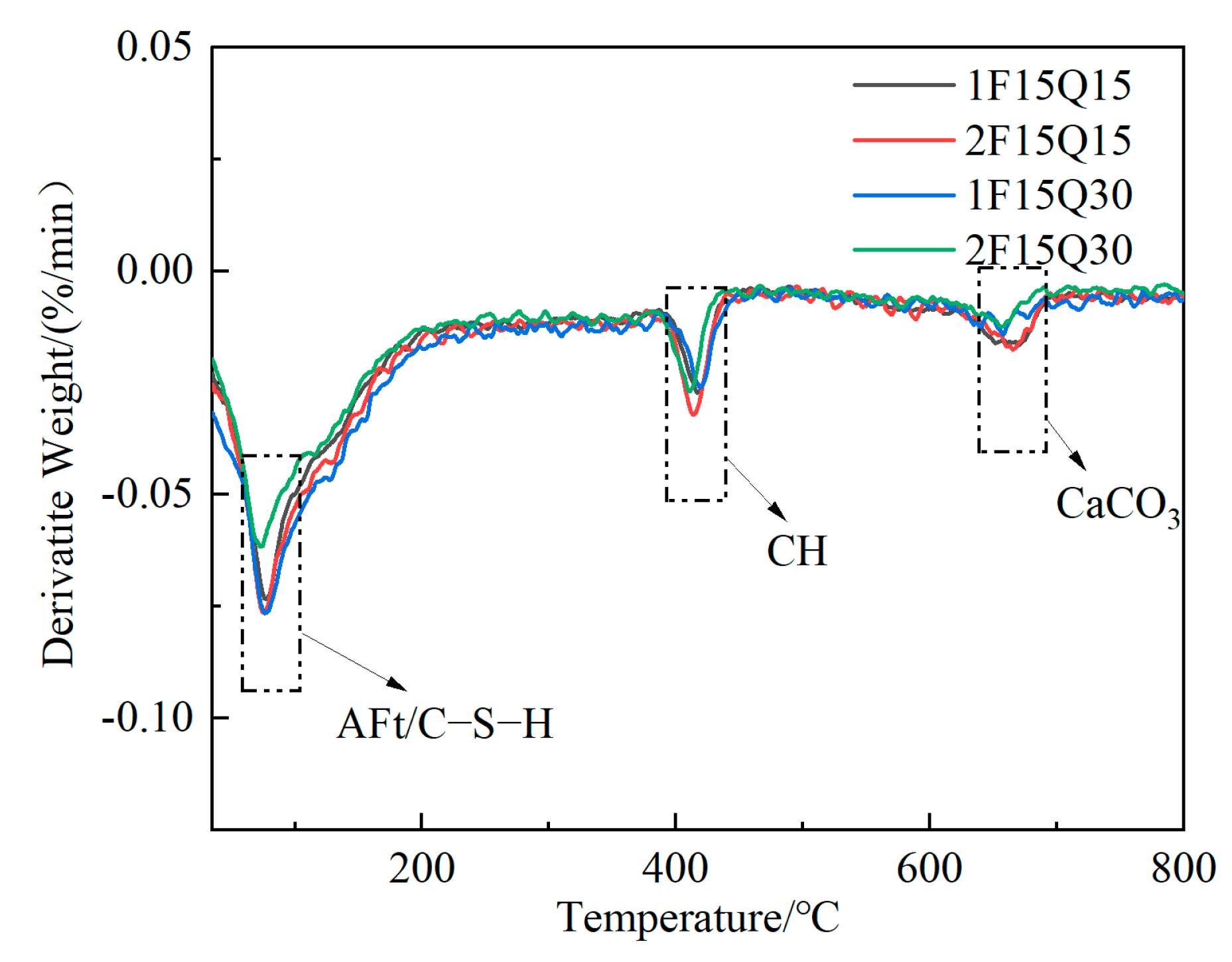
- DTG test results
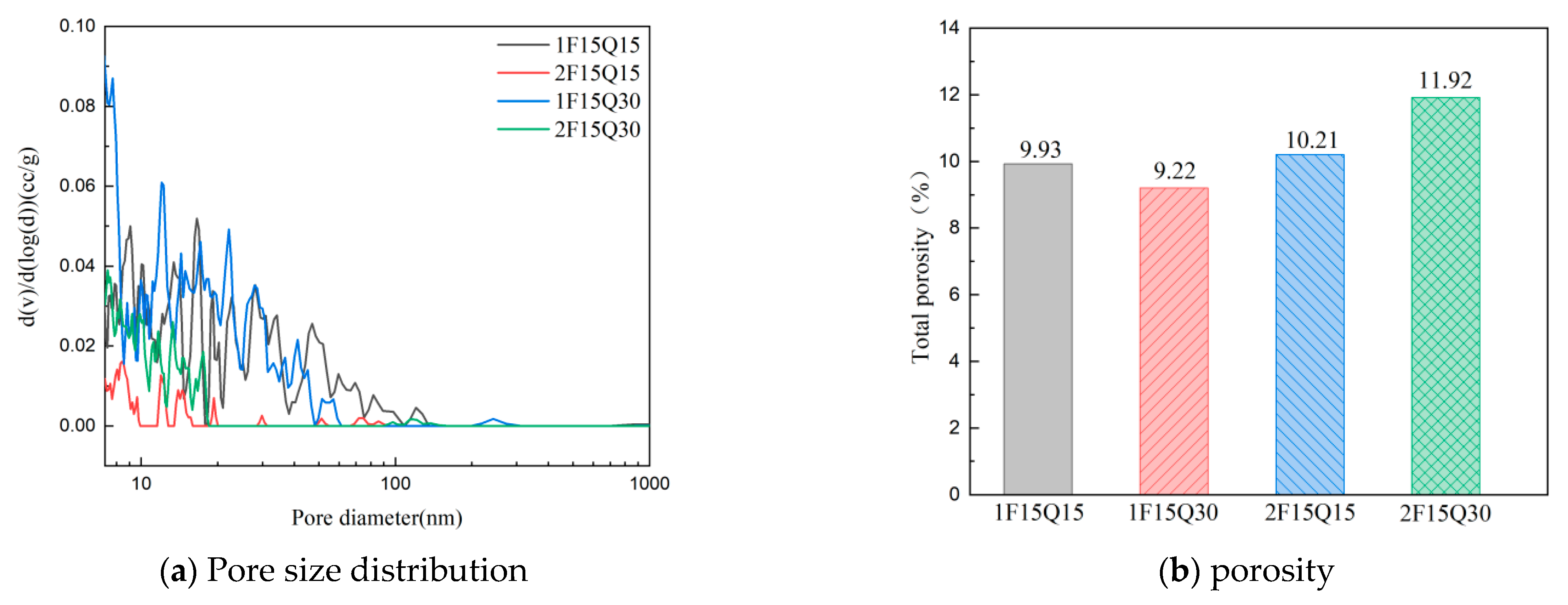
3.5.2. Mercury Intrusion Porosimetry Results
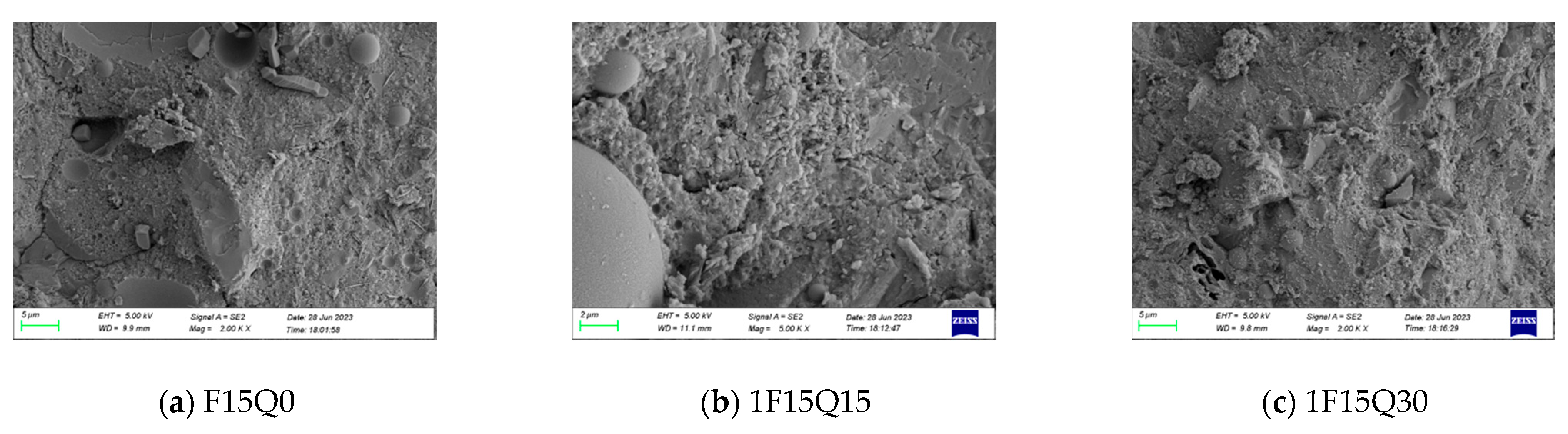
3.5.3. SEM
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lai, J.; Yang, H.; Wang, H.; Zheng, X.; Wang, Q. Properties and modeling of ultra-high-performance concrete subjected to multiple bullet impacts. J. Mater. Civ. Eng. 2018, 30, 04018256.1–04018256.11. [Google Scholar] [CrossRef]
- Habert, G.; Arribe, D.; Dehove, T.; Espinasse, L.; Le Roy, R. Reducing environmental impact by increasing the strength of concrete: Quantification of the improvement to concrete bridges. J. Clean. Prod. 2012, 35, 250–262. [Google Scholar] [CrossRef]
- Ren, M.; Wen, X.; Gao, X.; Liu, Y. Thermal and mechanical properties of ultra-high performance concrete incorporated with microencapsulated phase change material. Constr. Build. Mater. 2021, 273, 121714. [Google Scholar] [CrossRef]
- Allena, S.; Newtson, C.M.; Weldon, B.D.; Jauregui, D.V. Mechanical properties and durability issues of ultra-high performance concrete-an overview. Int. Rev. Chem. Eng. 2018, 10, 16–25. [Google Scholar] [CrossRef]
- Haber, Z.B.; Graybeal, B.A. Performance of Grouted Connections for Prefabricated Bridge Deck Elements; United States. Federal Highway Administration. Office of Infrastructure Research and Development: Washington, DC, USA, 2018.
- Xue, J.; Briseghella, B.; Huang, F.; Nuti, C.; Tabatabai, H.; Chen, B. Review of ultra-high performance concrete and its application in bridge engineering. Constr. Build. Mater. 2020, 260, 119844. [Google Scholar] [CrossRef]
- Ji, X.; Jiang, Y.; Gao, X.; Sun, M. Synergistic effect of microfibers and oriented steel fibers on mechanical properties of UHPC. J. Build. Eng. 2024, 91, 109742. [Google Scholar] [CrossRef]
- Ahmed, F.B.; Biswas, R.K.; Sen, D.; Tasnim, S. Flexural and Shear Strengthening of Reinforced-Concrete Beams with Ultra-High-Performance Concrete (UHPC). Constr. Mater. 2024, 4, 468–492. [Google Scholar] [CrossRef]
- Alkaysi, M.; El-Tawil, S. Effects of variations in the mix constituents ofultra high performance concrete (UHPC) on costand performance. Mater. Struct. 2016, 49, 4185–4200. [Google Scholar] [CrossRef]
- Yu, R.; Zhou, F.; Yin, T.; Wang, Z.; Ding, M.; Liu, Z.; Leng, Y.; Gao, X.; Shui, Z. Uncovering the approach to develop ultra-high performance concrete (UHPC) with dense meso-structure based on rheological point of view: Experiments and modeling. Constr. Build. Mater. 2020, 271, 121500. [Google Scholar] [CrossRef]
- Fan, D.; Yu, R.; Shui, Z.; Wu, C.; Song, Q.; Liu, Z.; Sun, Y.; Gao, X.; He, Y. A new design approach of steel fibre reinforced ultra-high performance concrete composites: Experiments and modeling. Cem. Concr. Compos. 2020, 110, 103597. [Google Scholar] [CrossRef]
- Fan, D.; Yu, R.; Shui, Z.; Wu, C.; Wang, J.; Su, Q. A novel approach for developing a green ultra-high performance concrete (UHPC) with ad-vanced particles packing meso-structure. Constr. Build. Mater. 2020, 265, 120339. [Google Scholar]
- Bae, Y.; Pyo, S. Effect of steel fiber content on structural and electrical properties of ultra high performance concrete (UHPC) sleepers. Eng. Struct. 2020, 222, 111131. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; He, W.; Wu, L. Effects of steel fiber content and shape on mechanical properties of ultra high performance concrete. Constr. Build. Mater. 2016, 103, 8–14. [Google Scholar] [CrossRef]
- Yoo, D.Y.; Kim, S.; Park, G.J.; Park, J.J.; Kim, S.W. Effects of fiber shape, aspect ratio, and volume fraction on flexural behavior of ul-tra-high-performance fiber-reinforced cement composites. Compos. Struct. 2017, 174, 375. [Google Scholar] [CrossRef]
- Yoo, D.Y.; Lee, J.H.; Yoon, Y.S. Effect of fiber content on mechanical and fracture properties of ultra high performance fiber reinforced cementitious composites. Compos. Struct. 2013, 106, 742–753. [Google Scholar] [CrossRef]
- Yoo, D.Y.; Shin, H.O.; Yang, J.M.; Yoon, Y.S. Material and bond properties of ultra performance fiber reinforced concrete with micro steel fibers. Compos. Part B 2014, 58, 122–133. [Google Scholar] [CrossRef]
- Shahrokhinasab, E.; Looney, T.; Floyd, R.; Garber, D. Effect of Fiber, Cement, and Aggregate Type on Mechanical Properties of UHPC. Civ. Eng. J. 2021, 7, 1290–1309. [Google Scholar] [CrossRef]
- Yazıcı, H. The effect of curing conditions on compressive strength of ultra high strength concrete with high volume mineral admixtures. Build. Environ. 2007, 42, 2083–2089. [Google Scholar] [CrossRef]
- Yu, R.; Spiesz, P.; Brouwers, H. Development of an eco-friendly ultra-high performance concrete (UHPC) with efficient cement and mineral admixtures uses. Cem. Concr. Compos. 2015, 55, 383–394. [Google Scholar] [CrossRef]
- Feng, S.L.; Zhao, P. Study on the Compressive Strength and Mixing of Ultra-High Performance Concrete. Appl. Mech. Mater. 2013, 357–360, 825–828. [Google Scholar] [CrossRef]
- Graybeal, B.; Brühwiler, E.; Kim, B.S.; Toutlemonde, F.; Voo, Y.L.; Zaghi, A. International perspective on UHPC in Bridge Engineering. J. Bridge Eng. 2020, 25, 04020094. [Google Scholar] [CrossRef]
- Ren, L.; Fang, Z.; Wang, K. Design and behavior of super-long span cable-stayed bridge with CFRP cables and UHPC members. Compos. Part B Eng. 2019, 164, 72–81. [Google Scholar] [CrossRef]
- He, Z.; Jiang, Y.; Shi, J.; Qin, J.; Liu, D.; Yalçınkaya, Ç.; He, Y. Effect of silica fume on the performance of high-early-strength UHPC prepared with mag-nesium ammonium phosphate cement. Case Stud. Constr. Mater. 2024, 20, e03351. [Google Scholar]
- Tabrizi, N.M.; Mostofinejad, D.; Eftekhar, M.R. Effects of Different Fibers and Cement Substituting Minerals on Mechanical Properties of Ultra-High-Performance Fiber-Reinforced Concrete. ACI Mater. J. 2023, 120, 15–30. [Google Scholar]
- Zhou, M.; Lu, W.; Song, J.; Lee, G.C. Application of Ultra-High performance concrete in bridge engineering. Constr. Build. Mater. 2018, 186, 1256–1267. [Google Scholar] [CrossRef]
- Berodier, E.; Scrivener, K. Understanding the Filler Effect on the Nucleation and Growth of C-S-H. J. Am. Ceram. Soc. 2014, 97, 3764–3773. [Google Scholar] [CrossRef]
- Benezet, J.; Benhassaine, A. The influence of particle size on the pozzolanic reactivity of quartz powder. Powder Technol. 1999, 103, 26–29. [Google Scholar] [CrossRef]
- Kadri, E.H.; Aggoun, S.; De Schutter, G.; Ezziane, K. Combined effect of chemical nature and fineness of mineral powders on Portland cement hydration. Mater. Struct. 2010, 43, 665–673. [Google Scholar] [CrossRef]
- Sobuz, M.H.; Kabbo, M.K.; Khatun, M.; Alahmari, T.S.; Jameel, M.; Khan, M.M. Microstructural assessment and supervised machine learning-aided modeling to explore the potential of quartz powder as an alternate binding material in concrete. Case Stud. Constr. Mater. 2025, 22, e04568. [Google Scholar] [CrossRef]
- Kathirvel, P.; Murali, G. Effect of using available GGBFS, silica fume, quartz powder and steel fibres on the fracture behavior of sustainable reactive powder concrete. Constr. Build. Mater. 2023, 375, 130997. [Google Scholar] [CrossRef]
- Wille, K.; Naaman, A.E.; Tawlls, E.I. Optimizing ultra-high-performance fiber reinforced concrete. Concr. Int. 2011, 33, 35–42. [Google Scholar]
- Wille, K.; Naaman, A.E.; El-Tawil, S.; Parra-Montesinos, G.J. Ultra-high performance concrete and fiber reinforced concrete: Achieving strength and ductility without heat curing. Mater. Struct. 2012, 45, 309–324. [Google Scholar] [CrossRef]
- Yang, K.H.; Cho, A.R.; Song, J.K. Effect of water-binder ratio on the mechanical properties of calcium hydroxide-based alka-li-activated slag concrete. Constr. Build. Mater. 2012, 29, 504–511. [Google Scholar] [CrossRef]
- GB/T 2419-2005; Test Method for Fluidity of Cement Mortar. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2005.
- GB/T50081-2019; Standard for Test Method of Concrete Physical and Mechanical Properties. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2019.
- ASTM C 1018; Flexural Toughness and First-Crack Strength of Fiber-Reinforced Concrete (Using Beam With Third-Point Loading). American Society for Testing and Materials: West Conshohocken, PA, USA, 1997.
- JC/T 2461-2018; Standard Test Method for the Mechanical Properties of Ductile Fiber Reinforced Cementitious Composites. China Building Materials Press: Beijing, China, 2018.
- ASTM E1131-20; Standard Test Method for Compositional Analysis by Thermogravimetry. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM D4404-10; Standard Test Method for Determination of Pore Volume and Pore Volume Distribution of Soil and Rock by Mercury Intrusion Porosimetry. American Society for Testing and Materials: West Conshohocken, PA, USA, 2010.
- ASTM C1365-18; Standard Test Method for Determination of the Proportion of Phases in Portland Cement and Portland-Cement Clinker Using X-Ray Powder Diffraction Analysis. American Society for Testing and Materials: West Conshohocken, PA, USA, 2018.
- Xu, S.D. Study on the Effect of Micro-and Nano-Scale Stone Powder on the Properties of Cement-Based Materials. Master’s Thesis, Guangdong University, Guangzhou, China, 2021. (In Chinese). [Google Scholar]
- Ghasemi, Y.; Emborg, M.; Cwirzen, A. Exploring the relation between the flow of mortar and specific surface area of its con-stituents. Constr. Build. Mater. 2019, 211, 492–501. [Google Scholar] [CrossRef]
- Mehdipour, I.; Khayat, K.H. Effect of particle-size distribution and specific surface area of different binder systems on packing density and flow characteristics of cement paste. Cem. Concr. Compos. 2017, 78, 120–131. [Google Scholar] [CrossRef]
- Wang, C.; Yu, Q.; Zhan, B.; Gao, P.; Guo, B.; Chu, Y.; Chen, Y.; Bian, P. Activity quantification and assessment of recycled concrete powder based on the contributions of the dilution effect, physical effect and chemical effect. J. Clean. Prod. 2024, 442, 140918. [Google Scholar] [CrossRef]
- Ghazy, A.; Bassuoni, M.T.; Shalaby, A. Nano-modified fly ash concrete: A repair option for concrete pavements. ACI Mater. J. 2016, 113, 231–242. [Google Scholar] [CrossRef]
- Ding, X.; Du, H.; Wu, E.; Yi, P.; Li, Y.; Luo, Y.; Liu, W. Investigating the hydration, mechanical properties, and pozzolanic activity of cement paste con-taining co-combustion fly ash. Buildings 2024, 14, 1305. [Google Scholar] [CrossRef]
- Bolina, F.L.; Lago, B.D.; Rodríguez, E.D. Effects of thermal properties on temperature field of UHPC structures under fire conditions. Constr. Build. Mater. 2024, 411, 134254. [Google Scholar] [CrossRef]
- Chen, Y.; Li, S.; Mezari, B.; Hensen, E.; Yu, R.; Schollbach, K.; Brouwers, H.; Yu, Q. Effect of highly dispersed colloidal olivine nano-silica on early age properties of ultra-high performance concrete. Cem. Concr. Compos. 2022, 131, 104564. [Google Scholar] [CrossRef]
- Oinam, Y.; Dahal, M.; Mesfin, M.; Park, S.; Kim, H.-K.; Pyo, S. On improved microstructure properties of slag-based UHPC incorporating calcium formate and calcium chloride. J. Build. Mater. 2024, 90, 109551. [Google Scholar] [CrossRef]
- Xu, Y.; He, T.; Yang, R.; Ma, X. New insights into the impact of inorganic salt on cement pastes mixed with alkali free liquid accelerator in low temperature. J. Build. Eng. 2023, 70, 106419. [Google Scholar] [CrossRef]
- Ruben, S.; Hadi, K.K.; Peter, N.; Van den Abeele, L. Classification and Milling Increase Fly Ash Pozzolanic Reactivity. Front. Built Envi-Ronment 2021, 7, 670996. [Google Scholar]
- Feng, J.; Liu, S.; Wang, Z. Effects of ultrafine fly ash on the properties of high-strength concrete. J. Therm. Anal. Calorim. 2015, 121, 1213–1223. [Google Scholar] [CrossRef]
- Huang, Z.M.; Liu, J.Z.; Zhang, K.W. Influence of Mineral Admixtures on the Short and Long-term Performance of Steam-cured Concrete. Energy Procedia 2012, 16, 836–841. [Google Scholar]
- Qin, L.; Gao, X.; Chen, T. Influence of mineral admixtures on carbonation curing of cement paste. Constr. Build. Mater. 2019, 212, 653–662. [Google Scholar] [CrossRef]
- Qiu, J.; Zhu, M.; Zhou, Y.; Guan, X. Effect and mechanism of coal gangue concrete modification by fly ash. Constr. Build. Mater. 2021, 294, 123563. [Google Scholar] [CrossRef]
- Yang, H.; Shen, Z.; Zhang, M.; Wang, Z.; Li, J. Mechanical properties and microstructure of cement-based materials by different high-temperature curing methods: A review. J. Build. Eng. 2024, 96, 110464. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | SiO2 | Al2O3 | CaO | Fe2O3 | MgO | K2O | ZrO2 | S3O |
|---|---|---|---|---|---|---|---|---|
| Cement | 15.42 | 5.13 | 63.26 | 3.16 | 2.27 | 0.89 | 0.13 | 1.94 |
| SF | 91.93 | 0.35 | 0.76 | 0.80 | 0.26 | 0.79 | - | - |
| Quartz powder | 94.58 | 0.71 | 0.14 | 0.38 | 0.28 | 0.14 | - | - |
| FAMs | 58.35 | 15.70 | 7.75 | 7.49 | 0.35 | 2.72 | 0.53 | 0.21 |
| Specimen Code | Cement (kg/m3) | SF (kg/m3) | FAMs (kg/m3) | Quartz Powder (kg/m3) | Quartz Sand (kg/m3) | Steel Fiber (%) | Water (kg/m3) | SP (%) |
|---|---|---|---|---|---|---|---|---|
| F15Q0 | 950 | 127 | 190 | 0 | 450 | 2.5 | 190 | 1.5 |
| 1F15Q15 | 760 | 127 | 190 | 190 | 450 | 2.5 | 190 | 1.5 |
| 1F15Q30 | 570 | 127 | 190 | 380 | 450 | 2.5 | 190 | 1.5 |
| 2F15Q15 | 760 | 127 | 190 | 190 | 450 | 2.5 | 190 | 1.5 |
| 2F15Q30 | 570 | 127 | 190 | 380 | 450 | 2.5 | 190 | 1.5 |
| F30Q0 | 760 | 127 | 380 | 0 | 450 | 2.5 | 190 | 1.5 |
| 1F30Q15 | 570 | 127 | 380 | 190 | 450 | 2.5 | 190 | 1.5 |
| 2F30Q15 | 570 | 127 | 380 | 190 | 450 | 2.5 | 190 | 1.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, J.; Li, Y.; Huang, Y.; Yuan, G.; Cao, Z.; Zhang, W.; Zheng, H.; Zang, Y.; Mao, X.; Li, M. Understanding the Role of Quartz Powder Content and Fineness on the Micro-Structure and Mechanical Performance of UHPC. Buildings 2025, 15, 1513. https://doi.org/10.3390/buildings15091513
Xu J, Li Y, Huang Y, Yuan G, Cao Z, Zhang W, Zheng H, Zang Y, Mao X, Li M. Understanding the Role of Quartz Powder Content and Fineness on the Micro-Structure and Mechanical Performance of UHPC. Buildings. 2025; 15(9):1513. https://doi.org/10.3390/buildings15091513
Chicago/Turabian StyleXu, Jianguang, Yongsheng Li, Yue Huang, Guojian Yuan, Zhonglu Cao, Wei Zhang, Heping Zheng, Yun Zang, Xingtai Mao, and Mengmeng Li. 2025. "Understanding the Role of Quartz Powder Content and Fineness on the Micro-Structure and Mechanical Performance of UHPC" Buildings 15, no. 9: 1513. https://doi.org/10.3390/buildings15091513
APA StyleXu, J., Li, Y., Huang, Y., Yuan, G., Cao, Z., Zhang, W., Zheng, H., Zang, Y., Mao, X., & Li, M. (2025). Understanding the Role of Quartz Powder Content and Fineness on the Micro-Structure and Mechanical Performance of UHPC. Buildings, 15(9), 1513. https://doi.org/10.3390/buildings15091513