Manufacturing of Titanium Components with 3DPMD



Abstract
:1. Introduction
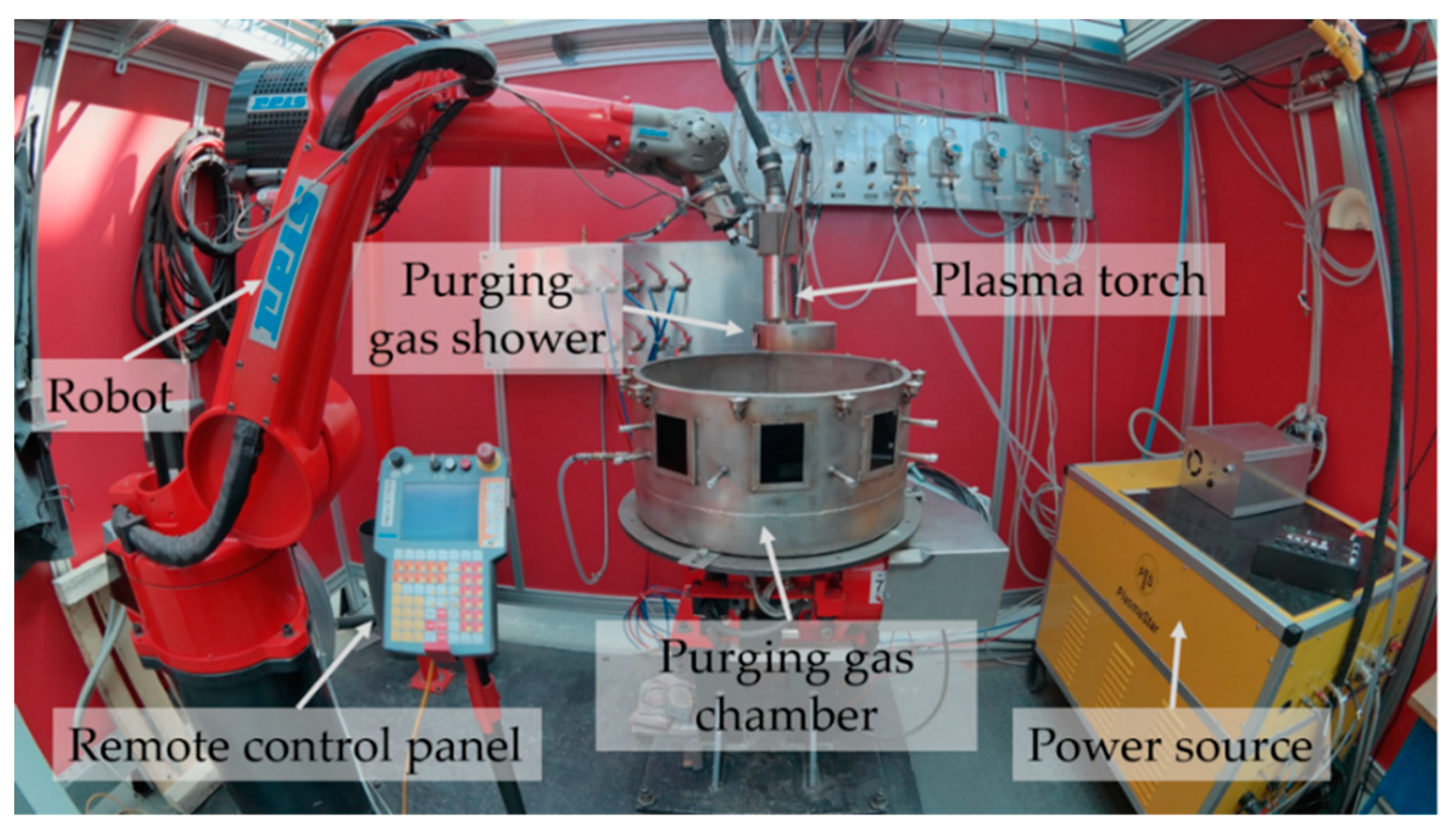
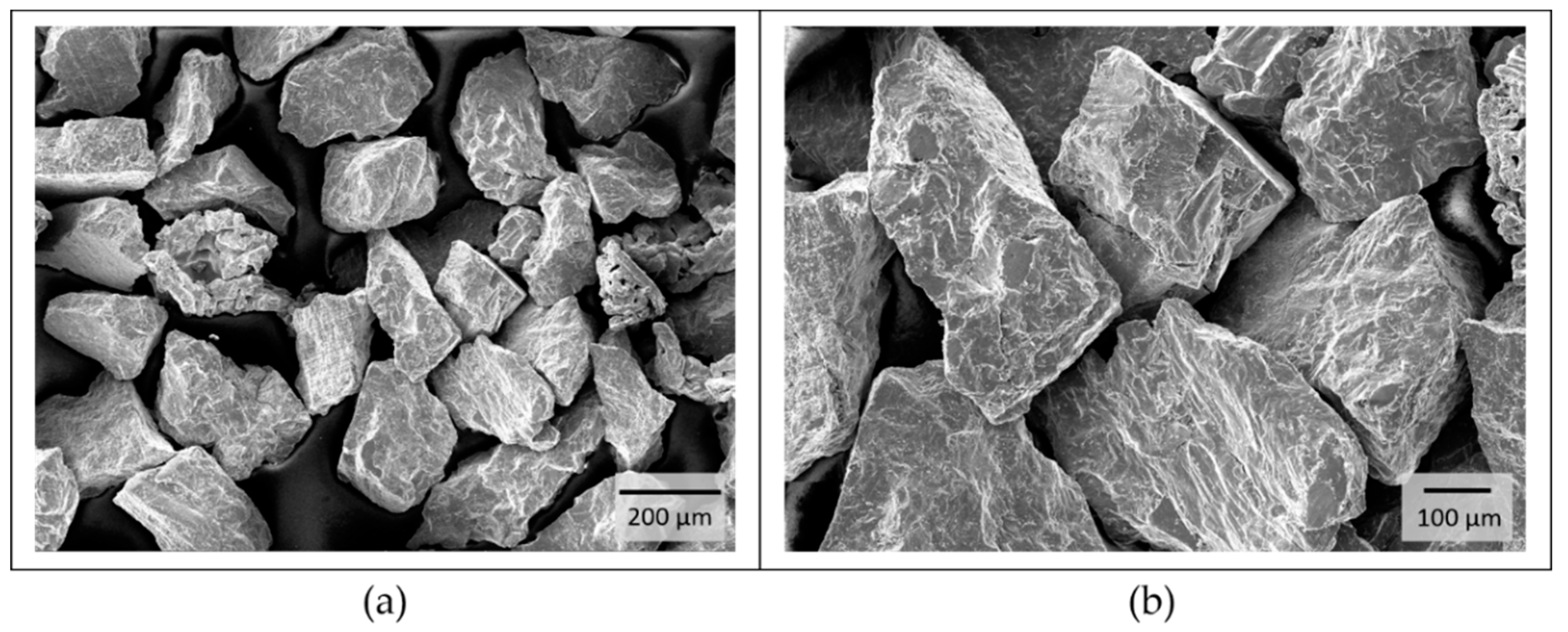
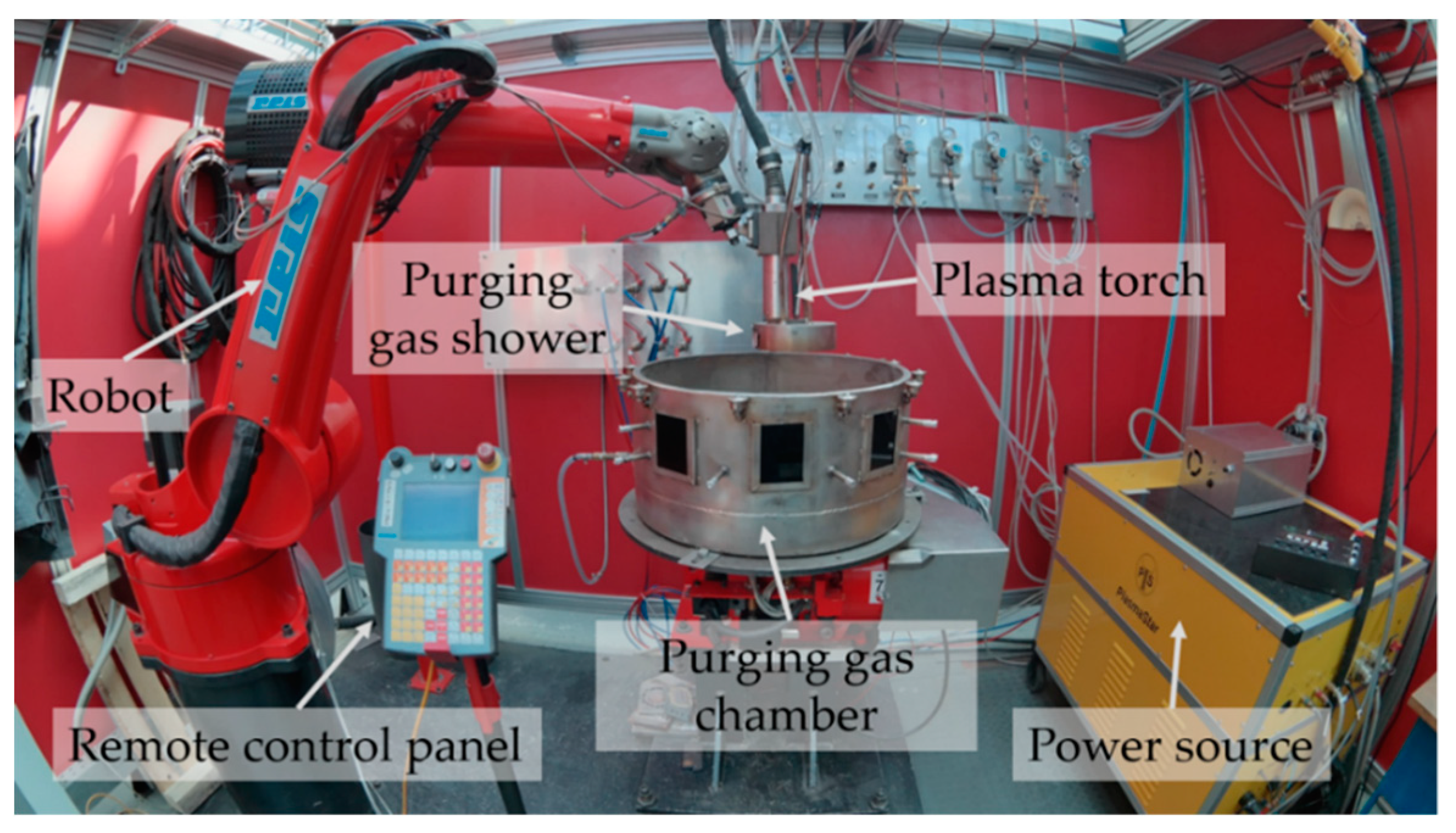
2. Materials and Methods
3. Results and Discussion
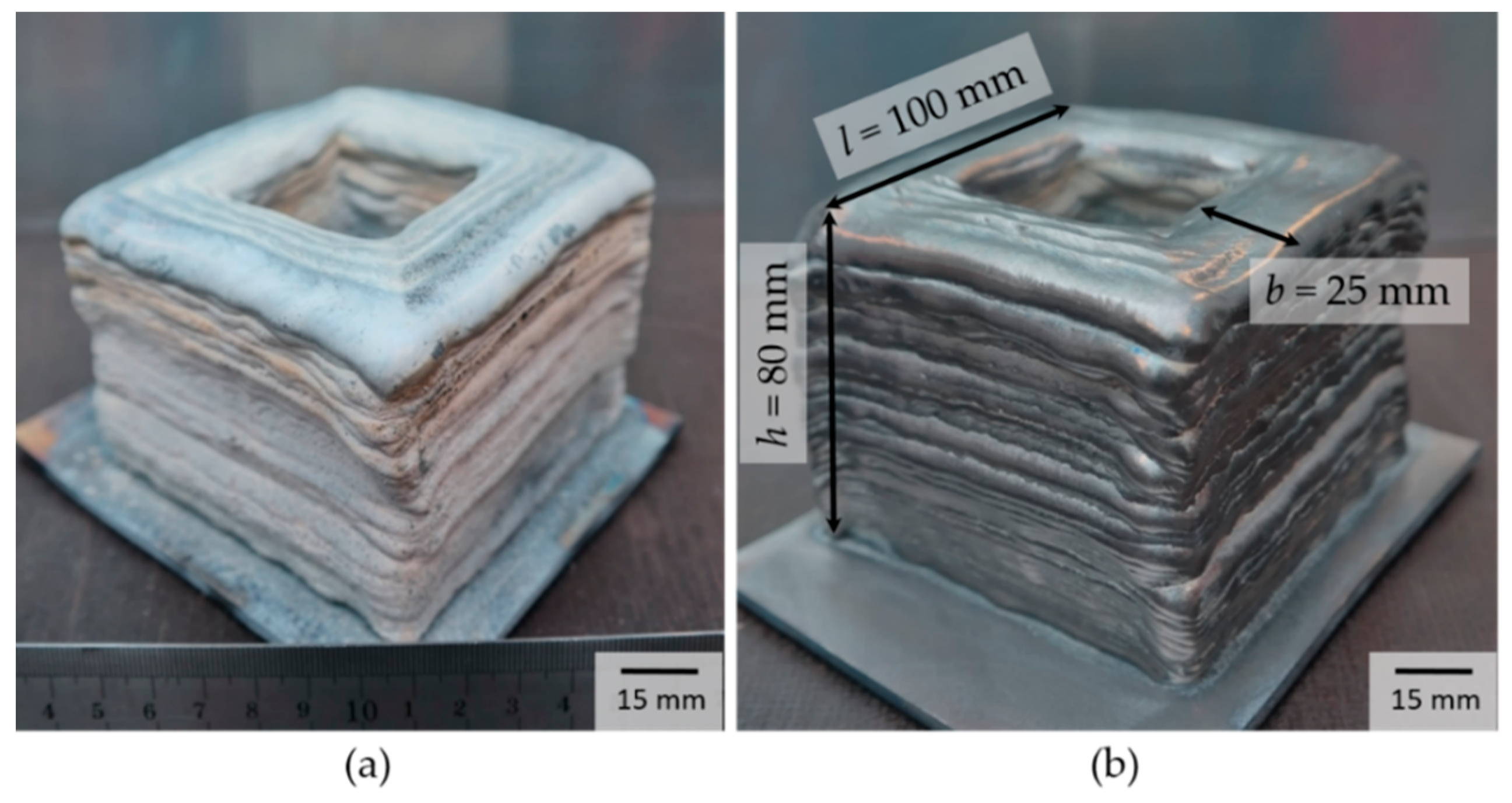
3.1. Build Cycle and External Shape
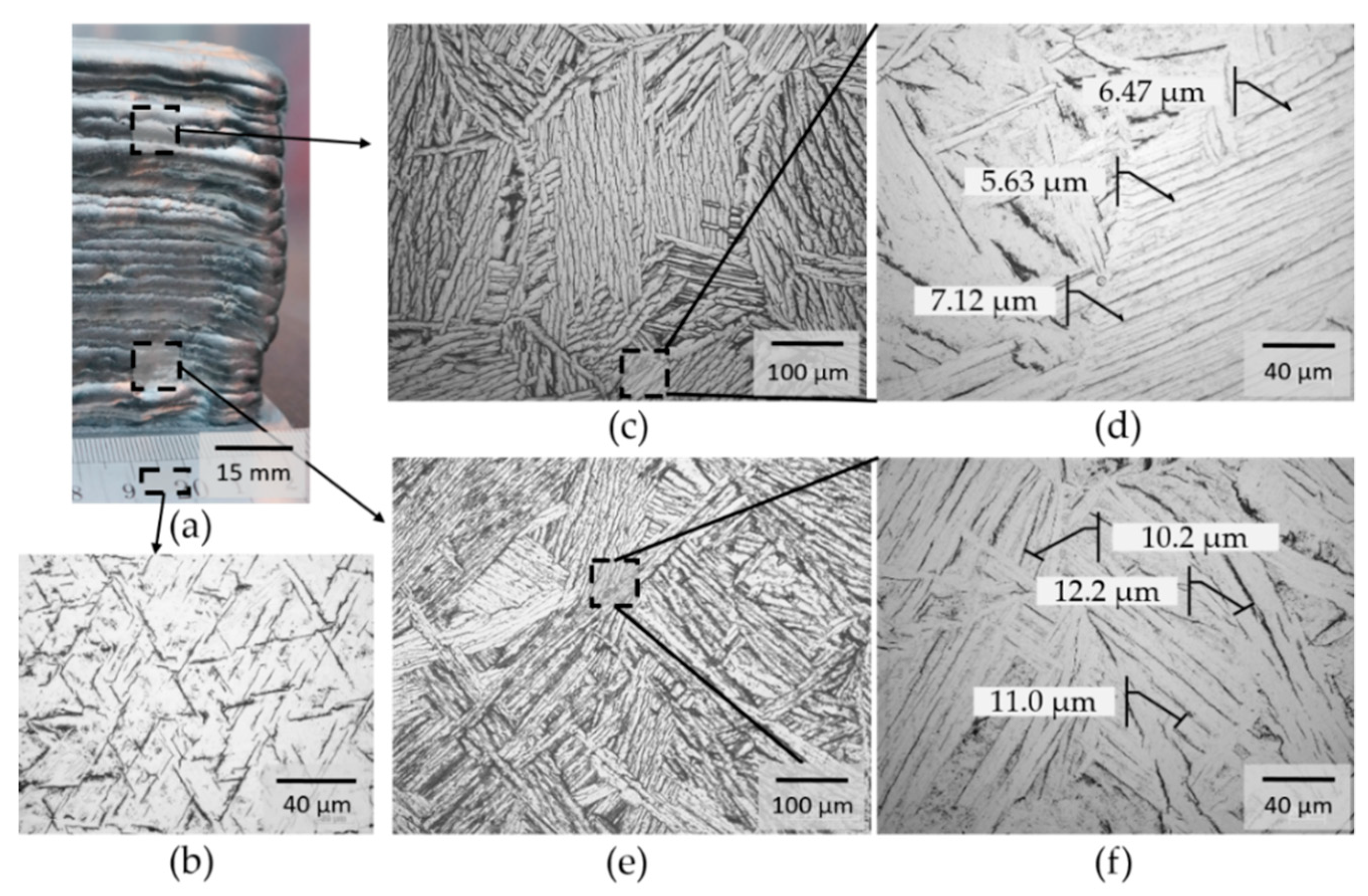
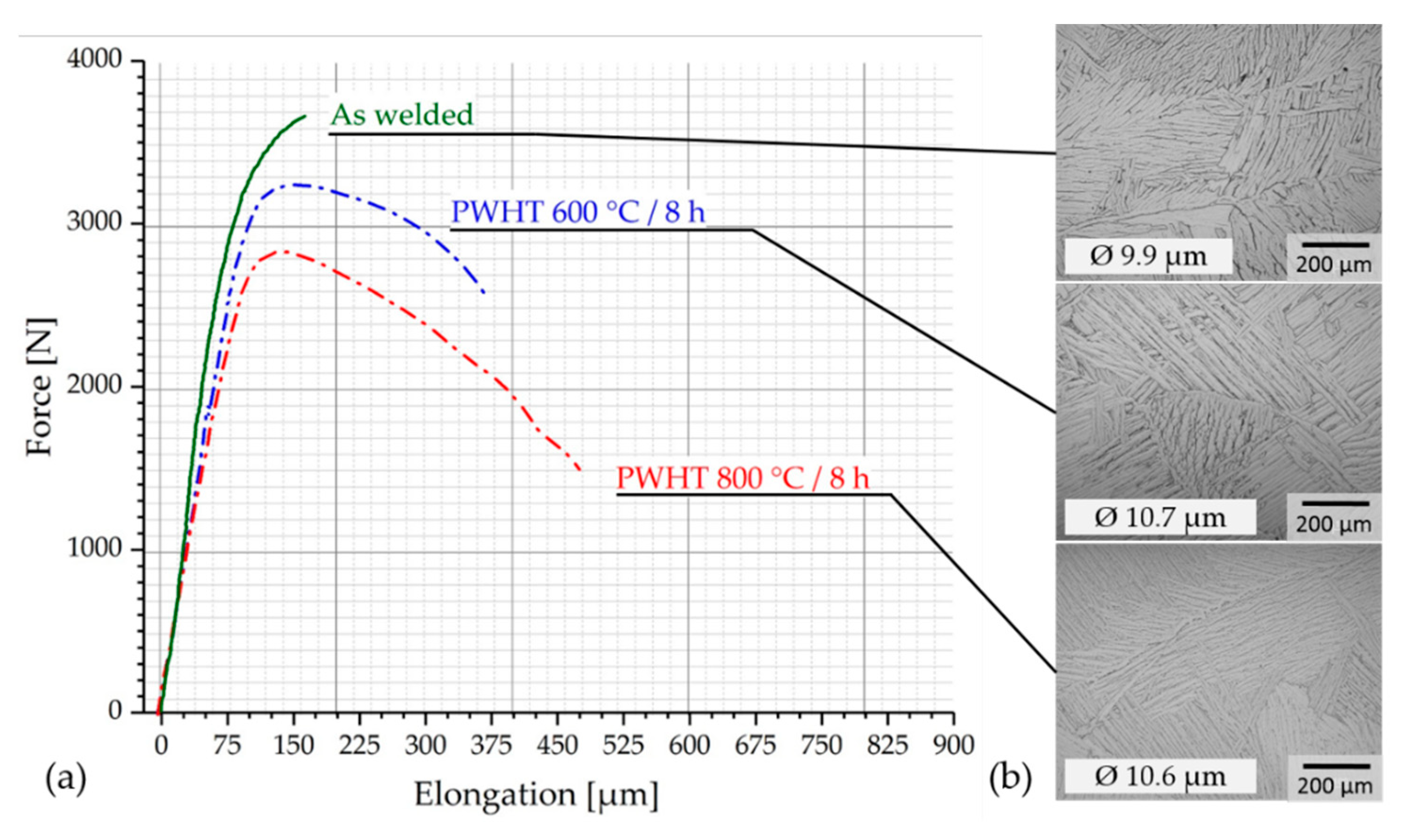
3.2. Microstructure
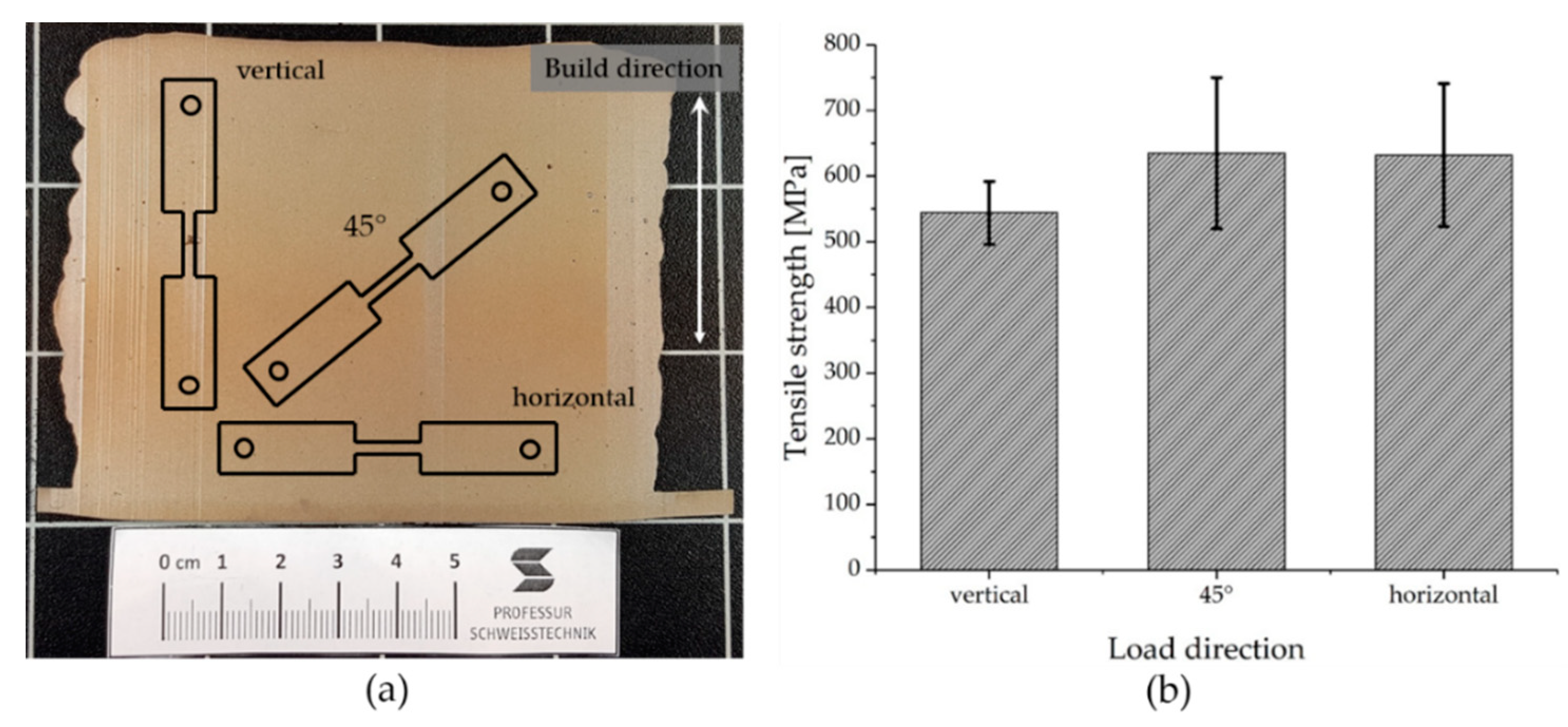
3.3. Tensile Tests
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Wysocki, B.; Maj, P.; Krawcynska, A.; Rozniatowski, K.; Zdunek, J.; Kurzydlowski, K.J.; Swieszkkowski, W. Microstructure and mechanical properties investigation of CP titanium processed by selective laser melting (SLM). J. Mater. Process. Technol. 2017, 241, 13–23. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titanium, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2003. [Google Scholar]
- ISO/ASTM DIS 52900:2018 Additive Manufacturing–General Principles–Terminology; Beuth: Berlin, Germany, 2018.
- Galarrage, H.; Warren, R.J.; Lados, D.A.; Dehoff, R.R.; Kirka, M.M.; Nandwana, P. Effects of heat treatsments on microstructure and properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting (EBM). Mater. Sci. Eng. 2017, 685, 417–428. [Google Scholar] [CrossRef]
- Nune, K.C.; Li, S.; Misra, R.D.K. Advancements in three-dimensional titanium alloy mesh scaffolds fabricated by electron beam melting for biomedical devices: Mechanical and biological aspects. Sci. Chin. Mater. 2018, 61, 455–474. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K. Additive manufacturing of strong and ductile Ti-6Al-4V by selective laser melting via in situ martensitic decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Vaithilingam, J.; Goodridge, R.D.; Hague, R.J.M.; Christie, S.D.R.; Edmondson, S. The effect of laser melting on the surface chemistry of Ti6al4V components fabricated by selective laser melting. J. Mater. Process. Technol. 2016, 232, 1–8. [Google Scholar] [CrossRef]
- Pyka, G.; Kerckhofs, G.; Papantoniou, I.; Speirs, M.; Schrooten, J.; Wevers, M. Surface roughness and morphology customization of additive manufactured open porous Ti6Al4V structures. Materials 2013, 6, 4737–4757. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colgrove, P. Wire+Arc additive Manufacturing. Mater. Sci. Technol. 2015, 32, 641–647. [Google Scholar] [CrossRef]
- Chen, T.; Pang, S.; Tang, Q.; Suo, H.; Gong, S. Induction of ball-filled pores in electron beam freeform fabrication of Ti-6-Al-4-V alloy by dissolved gas and metallic vapor. Metall. Mater. Trans. A 2015, 46, 5499–5503. [Google Scholar] [CrossRef]
- Martina, F.; Mehnen, J.; Williams, S.W.; Colegrove, P.; Wang, F. Investigation of the benefits of plasma deposition for the additive layer manufacture of Ti-6Al-4V. J. Mater. Process. Technol. 2012, 212, 1377–1386. [Google Scholar] [CrossRef]
- Lin, J.J.; Ly, Y.H.; Liu, Y.X.; Xu, B.S.; Sun, Z.; Li, Z.G.; Wu, Y.X. Microstructural evolution and mechanical properties of Ti-6Al-4V wall deposited by pulsed plasma arc additive manufacturing. Adv. Mater. Res-SWITZ 2016, 102, 30–40. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, F.H. The additive manufacturing (AM) of titanium alloys. Metal. Powder Rep. 2017, 72, 96–106. [Google Scholar] [CrossRef]
- Akerfeldt, P.; Antti, M.-L.; Pederson, R. Influence of microstructure on mechanical properties of laser metal wire-deposition. Mater. Sci. Eng. 2016, 674, 428–437. [Google Scholar] [CrossRef]
- Baufeld, B.; Brandl, E.; Van der Biest, O. Wire based additive layer manufacturing: Comparison of microstructure and mechanical properties of Ti-6Al-4V components fabricated by laser-beam deposition and shape metal deposition. J. Mater. Process. Technol. 2015, 211, 1146–1158. [Google Scholar] [CrossRef]
- Brandl, E.; Baufeld, B.; Leyens, C.; Gault, R. Additive manufactured Ti-6Al-4V using welding wire: Comparison of laser and arc beam deposition and evaluation with respect to aerospace materials specifications. Physcs Proc. 2010, 5, 595–606. [Google Scholar] [CrossRef]
- Wang, J.; Pan, Z.; Ma, Y.; Lu, Y.; Shen, C.; Cuiuri, D.; Li, H. Characterization of wire arc additively manufactured titanium aluminide functionally graded material: Microstructure, mechanical properties and oxidation behavior. Mater. Sci. Eng. 2018, 734, 110–119. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti-6Al-4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Beese, A.M.; Carroll, B.E. Review of mechanical properties of Ti-6Al-4V made by laser-based additive manufacturing using powder feedstock. JOM 2016, 68, 724–734. [Google Scholar] [CrossRef]
- Shi, X.; Ma, S.; Liu, C.; Wu, Q.; Lu, J.; Liu, Y.; Shi, W. Selective laser melting-wire arc additive manufacturing hybrid fabrication of Ti-6Al-4V alloy: Microstructure and mechanical properties. Mater. Sci. Eng. 2017, 684, 196–204. [Google Scholar] [CrossRef]
- Hoefer, K.; Hälsig, A.; Mayr, P. Arc-based additive manufacturing of steel components—Comparison of wire- and powder-based variants. Weld World 2018, 62, 243–247. [Google Scholar] [CrossRef]
- Hoefer, K.; Mayr, P. 3DPMD—Additive manufacturing of titanium parts using 3D plasma metal deposition. Mater. Sci. Forum 2018, 941, 2137–2141. [Google Scholar] [CrossRef]
- Hoefer, K.; Nitsche, A.; Abstoss, K.G.; Ertugrul, G.; Haelsig, A.; Mayr, P. Multi-Material additive manufacturing by 3D plasma metal deposition for graded structures of super duplex alloy 1.4410 and the austenitic corrosion resistant alloy 1.4404. JOM 2019, 71, 1554–1559. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Wu, X.; Dargusch, M.S. Comparative study of commercially pure titanium produced by laser engineered net shaping, selective laser melting and casting process. Mater. Sci. Eng. 2017, 705, 385–393. [Google Scholar] [CrossRef]
- Lütjering, G. Influence of processing on microstructure and mechanical properties (alpha + beta) titanium alloys. Mater. Sci. Eng. 1998, 243, 32–45. [Google Scholar] [CrossRef]
- Dinda, G.; Song, L.; Mazumber, J. Fabrication of Ti-6Al-4V scaffolds by direct metal deposition. Metall. Mater. Trans. A 2008, 38, 2914–2922. [Google Scholar] [CrossRef]
- Yan, M.; Cuiuri, D.; Hoye, N.; Huijun, L.; Zengxi, P. The effect of location on the microstructure and mechanical properties of titanium aluminides produced by additive layer manufacturing using in-situ alloying and gas tungsten arc welding. Mater. Sci. Eng. 2015, 631, 230–240. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Titanium | Oxygen |
|---|---|---|
| Ti Grade 4 | bal. | <0.30 wt.% [2] |
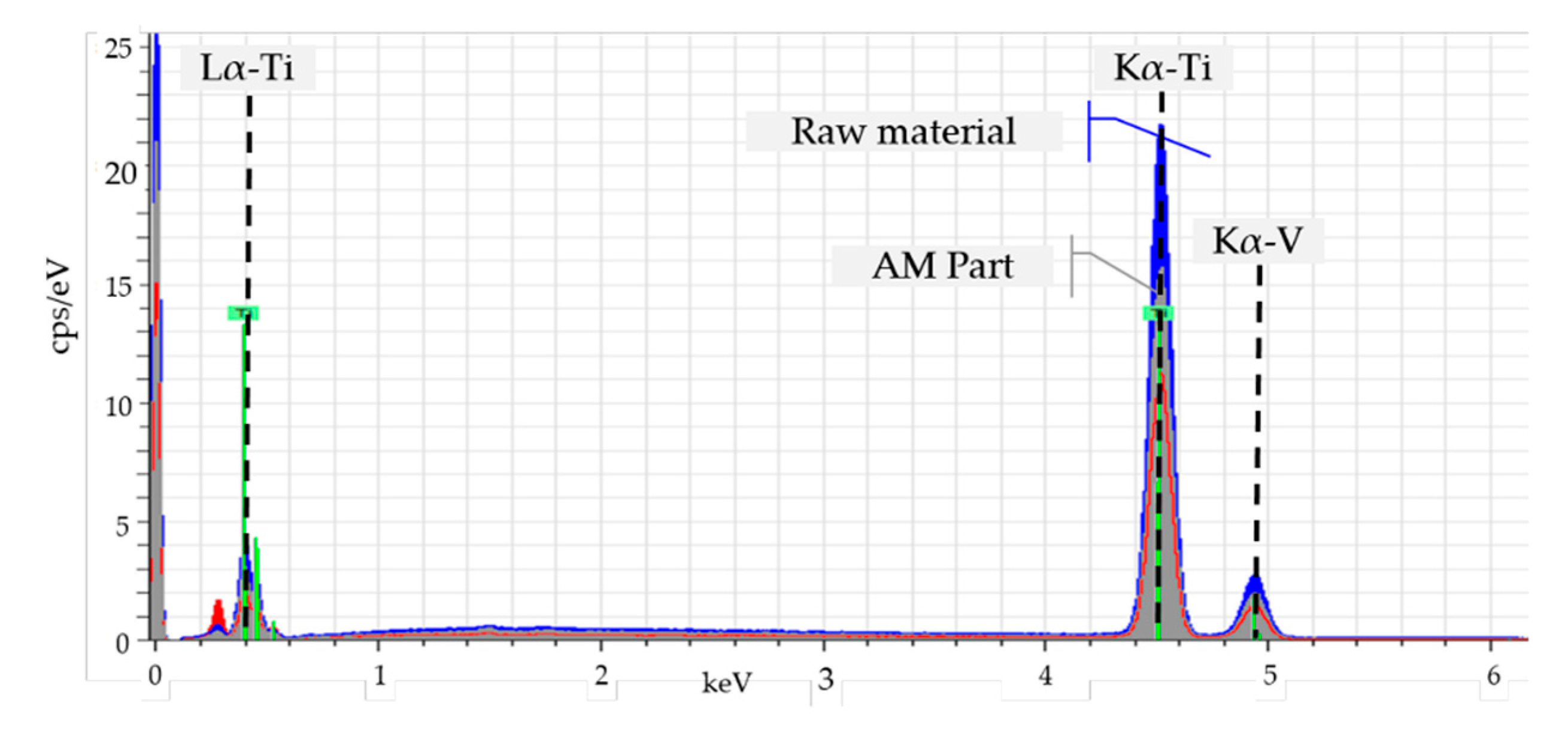
| Raw material | 99.70 wt.% | 0.30 wt.% |
| AM Part | 98.32 wt.% | 0.68 wt.% |
| PWHT | Fmax (N) | Elongation (µm) | Rp0.2 (MPa) | Rm (MPa) | A (%) |
|---|---|---|---|---|---|
| none | 3660 | 80 | 714 | 816 | 0.8 |
| 600 °C/8 h | 3256 | 325 | 805 | 832 | 3.2 |
| 800 °C/8 h | 2762 | 475 | 710 | 732 | 4.6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hoefer, K.; Nitsche, A.; Haelsig, A.; Mayr, P. Manufacturing of Titanium Components with 3DPMD. Metals 2019, 9, 562. https://doi.org/10.3390/met9050562
Hoefer K, Nitsche A, Haelsig A, Mayr P. Manufacturing of Titanium Components with 3DPMD. Metals. 2019; 9(5):562. https://doi.org/10.3390/met9050562
Chicago/Turabian StyleHoefer, Kevin, Alexander Nitsche, André Haelsig, and Peter Mayr. 2019. "Manufacturing of Titanium Components with 3DPMD" Metals 9, no. 5: 562. https://doi.org/10.3390/met9050562
APA StyleHoefer, K., Nitsche, A., Haelsig, A., & Mayr, P. (2019). Manufacturing of Titanium Components with 3DPMD. Metals, 9(5), 562. https://doi.org/10.3390/met9050562