Automated Continuous Production Line of Parts Made of Metallic Foams


Abstract
1. Introduction
2. Materials and Methods
3. Results
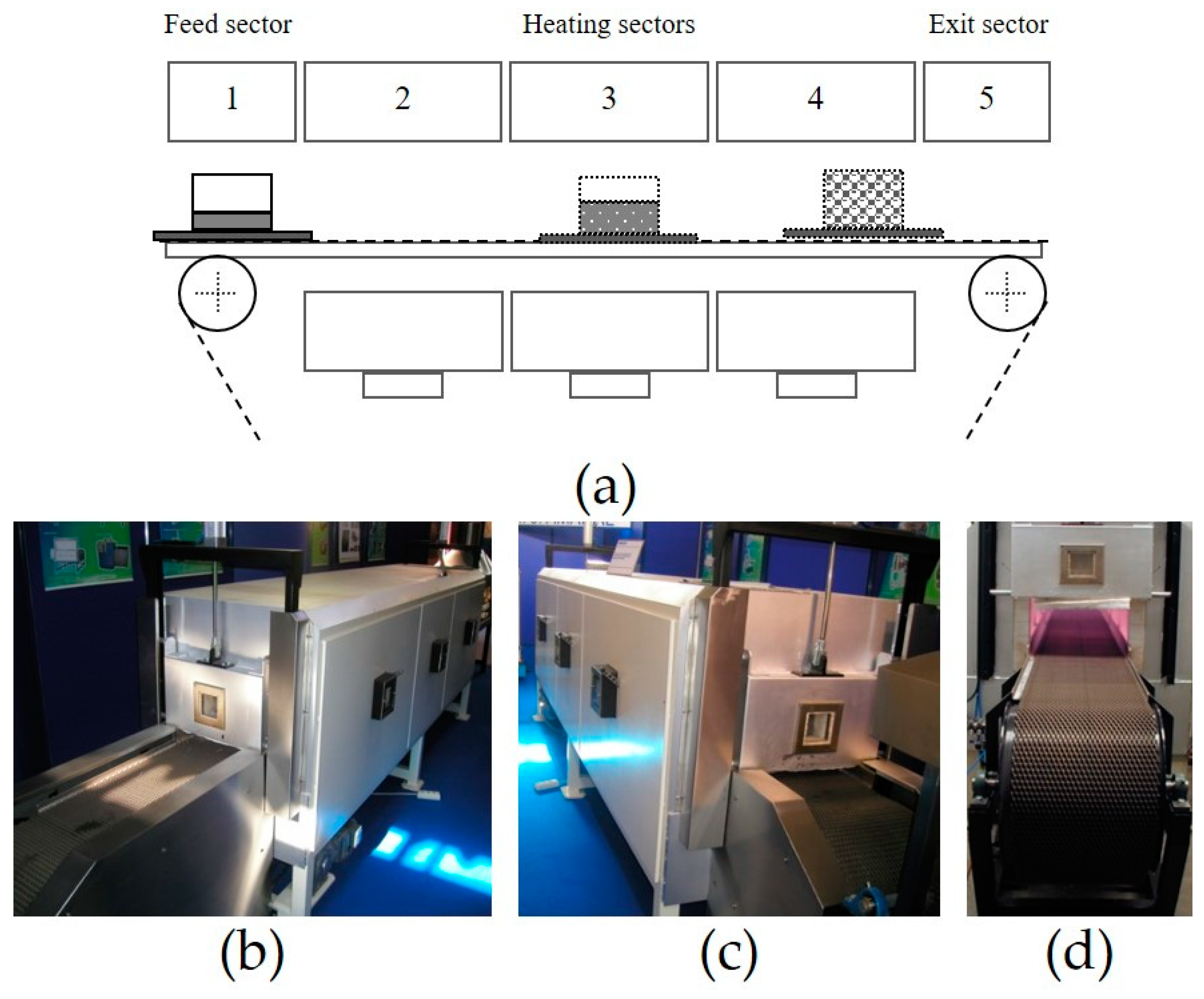
3.1. Continuous Foaming Furnace
3.2. Cooling Sector and Robotic System
- The signal is emitted, triggering the start of two immediate mechanisms: the opening of the furnace door and the course of the mechanical arm into the furnace;
- The mechanical robotic system arm dovetails in the tray containing the mold with the formed liquid foam;
- The mechanical robotic system arm extracts the tray containing the mold with the formed liquid foam (third heating zone) from the furnace, and puts it into the cooling sector;
- The mechanical system arm puts the tray on the second conveyor belt and the furnace door is closed, simultaneously.
3.3. Operation Mode
- The loading of the mold (open or closed) or the hollow structures containing the foamable precursor material is placed into a stainless-steel tray in the feed sector of the continuous foaming furnace on the conveyor belt at the room temperature.
- The first furnace door is opened and the tray with the mold and foamable precursor material enters the furnace.
- The first furnace door is closed immediately after the tray enters the furnace.
- The tray containing the mold and the precursor material moves through the conveyor belt by a controlled motion through the three heating zones. The foamable precursor material expands, filling the mold completely.
- The mold reaches the three-heating zones and touches the suspended metallic chains. This physical contact activates a signal to start the operation of extracting the mold with the formed liquid metallic foam by the robotic system, which is associated with the command of opening/closing the second furnace door. The mechanical arm system activates the movement towards the furnace and the furnace door at the end of the continuous furnace starts to open.
- The mechanical system arm enters in the third heating sector of the furnace and dovetails in the tray, which was developed for this purpose.
- The mechanical arm system begins the transportation of the mold with the liquid metallic foam and places it on the conveyor belt of the continuous foaming furnace that is programmed to ensure the uniform solidification of the formed foam up to the room temperature.
- The worker can open the mold and extract the resulting component made of solid metallic foam.
3.4. Case-Studies
4. Conclusions
- The transition from a manual operation (piece by piece production) to an automated and continuous operation;
- The quality of the formed foam parts no longer depends on the experience and training of the worker since the process is automated;
- The safety of workers is ensured and no personnel protective equipment (e.g., heat protection clothing, gloves and safety glasses) is necessary. The workers only carry out tasks at the room temperature;
- No limitation in terms of weight, due to the support of the mechanical arm system;
- The automatic and controlled extraction operation of formed foams from the heating zone to the cooling sector prevents the collapse of the foams and reduces the number of rejected parts;
- The controlled cooling ensures uniform solidification of the foam in all directions and avoids the appearance of defects in formed parts, especially in larger pieces, avoiding inferior mechanical properties;
- The volume of production of foam parts per unit time increases.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- García-Moreno, F. Commercial Applications of Metal Foams: Their Properties and Production. Materials 2016, 9, 85. [Google Scholar] [CrossRef]
- Kim, S.; Lee, C.-W. A Review on Manufacturing and Application of Open-cell Metal Foam. Procedia Mater. Sci. 2014, 4, 305–309. [Google Scholar] [CrossRef]
- Garcia-Avila, M.; Portanova, M.; Rabiei, A. Ballistic performance of composite metal foams. Compos. Struct. 2015, 125, 202–211. [Google Scholar] [CrossRef]
- Vesenjak, M.; Borovinšek, M.; Ren, Z.; Irie, S.; Itoh, S. Behavior of Metallic Foam under Shock Wave Loading. Metals 2012, 2, 258–264. [Google Scholar] [CrossRef]
- Shim, C.; Yun, N.; Robin Yu, R.; Byun, D. Mitigation of Blast Effects on Protective Structures by Aluminum Foam Panels. Metals 2012, 2, 170–177. [Google Scholar] [CrossRef]
- Duarte, I.; Peixinho, N.; Andrade-Campos, A.; Valente, R. Special Issue on Cellular Materials. Sci. Technol. Mater. 2018, 30, 1–3. [Google Scholar] [CrossRef]
- Obi, B. Polymeric Foams Structure-Property-Performance: A Design Guide, 1st ed.; Imprint William Andrew Elsevier Inc.: Oxford, UK, 2017. [Google Scholar]
- Scheffler, M.; Colombo, P. Cellular Ceramics, Structure, Manufacturing, Properties and Applications; WILEY-VCH Verlag GmbH: Weinheim, Germany, 2005. [Google Scholar]
- Duarte, I.; Banhart, J. A study of aluminium foam formation—Kinetics and microstructure. Acta Mater. 2000, 48, 2349–2362. [Google Scholar] [CrossRef]
- Matijasevic-Lux, B.; Banhart, J.; Fiechter, S.; Görke, O.; Wanderk, N. Modification of titanium hydride for improved aluminium foam manufacture. Acta Mater. 2006, 54, 1887–1900. [Google Scholar] [CrossRef]
- Stöbener, K.; Baumeister, J.; Rausch, G.; Rausch, M. Forming metal foams by simpler methods for cheaper solutions. Met. Powder Rep. 2005, 60, 12–14. [Google Scholar] [CrossRef]
- Orbulov, I.N.; Szlancsik, A. On the Mechanical Properties of Aluminum Matrix Syntactic Foams. Adv. Eng. Mater. 2018, 20, 1700980. [Google Scholar] [CrossRef]
- Duarte, I.; Vesenjak, M.; Krstulović-Opara, L.; Ren, Z. Crush performance of multifunctional hybrid foams based on an aluminium alloy open-cell foam skeleton. Polym. Test. 2018, 67, 246–256. [Google Scholar] [CrossRef]
- Duarte, I.; Ferreira, J.M.F. 2D quantitative analysis of metal foaming kinetics by hot-stage microscopy. Adv. Eng. Mater. 2014, 16, 33–39. [Google Scholar] [CrossRef]
- Gupta, N.; Rohatgi, P.K. Metal Matrix Syntactic Foams: Processing, Microstructure, Properties and Applications; DEStech Publications, Inc.: Lancaster, PA, USA, 2015. [Google Scholar]
- Movahedi, N.; Murch, G.E.; Belova, I.V.; Fiedler, T. Functionally graded metal syntactic foam: Fabrication and mechanical properties. Mater. Des. 2019, 168, 107652. [Google Scholar] [CrossRef]
- Duarte, I.; LovreKrstulović-Opara, L.; Dias-de-Oliveira, J.; Vesenjak, M. Axial crush performance of polymer-aluminium alloy hybrid foam filled tubes. Thin-Walled Struct. 2019, 138, 124–136. [Google Scholar] [CrossRef]
- Duarte, I.; Krstulović-Opara, L.; Vesenjak, M. Axial crush behaviour of the aluminium alloy in situ foam filled tubes with very low wall thickness. Compos. Struct. 2018, 192, 184–192. [Google Scholar] [CrossRef]
- Duarte, I.M.A.; Banhart, J.; Ferreira, A.J.M.; Santos, M.J.G. Foaming around fastening elements. Mater. Sci. Forum 2016, 514–516, 712–717. [Google Scholar] [CrossRef]
- Duarte, I.; Vesenjak, M.; Krstulović-Opara, L.; Ren, Z. Static and dynamic axial crush performance of in situ foam-filled tubes. Compos. Struct. 2015, 124, 128–139. [Google Scholar] [CrossRef]
- Banhart, J.; Seeliger, H.-W. Aluminium Foam Sandwich Panels: Manufacture, Metallurgy and Applications. Adv. Eng. Mater. 2008, 10, 793–802. [Google Scholar] [CrossRef]
- Crupi, V.; Epasto, G.; Guglielmino, E. Impact Response of Aluminum Foam Sandwiches for Light-Weight Ship Structures. Metals 2011, 1, 98–112. [Google Scholar] [CrossRef]
- Baumgärtner, F.; Duarte, I.; Banhart, J. Industrialization of powder compact foaming process. Adv. Eng. Mater. 2000, 2, 168–174. [Google Scholar] [CrossRef]
- Paeplow, M.; García-Moreno, F.; Meagher, A.J.; Rack, A.; Banhart, J. Coalescence Avalanches in Liquid Aluminum Foams. Metals 2017, 7, 298. [Google Scholar] [CrossRef]
- Mukherjee, M.; Garcia-Moreno, F.; Banhart, J. Solidification of metal foams. Acta Mater. 2010, 58, 6358–6370. [Google Scholar] [CrossRef]
- Stanzick, H.; Duarte, I.; Banhart, J. Der schäumprozeß von aluminium. Materialwissenschaft und Werkstofftechnik 2000, 31, 409–411. [Google Scholar] [CrossRef]
- Duarte, I.; Vesenjak, M.; Krstulović-Opara, L.; Vesenjak, M. Dynamic compressive behaviour of aluminium foams fabricated from rejected precursor materials. Cienc. Tecnol. Mater. 2016, 28, 19–22. [Google Scholar] [CrossRef]
- Bangash, M.K. Graziano Ubertalli, Davide Di Saverio, Monica Ferraris and Niu Jitai Joining of Aluminium Alloy Sheets to Aluminium Alloy Foam Using Metal Glasses. Metals 2018, 8, 614. [Google Scholar] [CrossRef]
- Chen, N.; Feng, Y.; Chen, J.; Li, B.; Chen, F.; Zhao, J. Vacuum Brazing Processes of Aluminum Foam. Rare Met. Mater. Eng. 2013, 42, 1118–1122. [Google Scholar]
- Hangai, Y.; Kobayashi, R.; Suzuki, R.; Matsubara, M.; Yoshikawa, N. Aluminum Foam-Filled Steel Tube Fabricated from Aluminum Burrs of Die-Castings by Friction Stir Back Extrusion. Metals 2019, 9, 124. [Google Scholar] [CrossRef]
- Duarte, I.; Krstulović-Opara, L.; Vesenjak, M. Analysis of performance of in situ carbon steel bar reinforced Al-alloy foams. Compos. Struct. 2016, 152, 432–443. [Google Scholar] [CrossRef]
- Kuwahara, T.; Osaka, T.; Saito, M.; Suzuki, S. Compressive Properties of A2024 Alloy Foam Fabricated through a Melt Route and a Semi-Solid Route. Metals 2019, 9, 153. [Google Scholar] [CrossRef]
- Rivera, N.M.T.; Torres, J.T.; Valdés, A.F. A-242 Aluminium Alloy Foams Manufacture from the Recycling of Beverage Cans. Metals 2019, 9, 92. [Google Scholar] [CrossRef]
- Duarte, I.; Vesenjak, M.; Krstulović-Opara, L. Variation of quasi-static and dynamic compressive properties in a single aluminium foam block. Mater. Sci. Eng. A 2014, 616, 171–182. [Google Scholar] [CrossRef]
- Ulbin, M.; Vesenjak, M.; Borovinšek, M.; Duarte, I.; Higa, Y.; Shimojima, K.; Ren, Z. Detailed Analysis of Closed-Cell Aluminum Alloy Foam Internal Structure Changes during Compressive Deformation. Adv. Eng. Mater. 2018, 20, 1800164. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powders | Purity (%) | D90 (µm) | D50 (µm) | D10 (µm) | Medium Diameter (µm) | Oxygen (%) |
|---|---|---|---|---|---|---|
| Aluminum | 99.7 | 128 | 57 | 17 | 67 | 0.7 |
| Silicon | 99.5 | 91 | 30 | 4.4 | 48 | 0.5 |
| 6061-alloy | − | 250 | 116 | 59 | 140 | 1.1 |
| Foam Parts | Dimensions | Foam Density (g/cm3) | Compressive Strength (MPa) |
|---|---|---|---|
| Integral-skin foams | |||
| Cube foams | 20 × 20 × 20 mm3 | 0.4–0.6 | 5–8 |
| Cylindrical foams | ϕ * = h * = 30 mm | 0.5–0.6 | 7–12 |
| Cylindrical foams | ϕ * = 26 mm; h * = 23 mm | 0.6–0.8 | 8–21 |
| In-situ foam filled tubes (FFTs) | |||
| Cylindrical in-situ FFTs | ϕouter ** = 27 mm; ϕinner ** = 26.4 mm Tube wall thickness = 0.6 mm h = 26 mm | 0.6–0.7 **** | 19–23 |
| Square in-situ FFTs | 25 × 25 × 25 mm3 Tube wall thickness = 1.5 mm | 0.4–0.6 **** | 38–48 |
| Cylindrical in-situ FFTs | ϕouter ** = 30 mm; ϕinner ** = 26 mm Tube wall thickness = 2 mm h = 23 mm | 0.5–0.6 **** | 61–64 |
| In-situ reinforced foams | |||
| In-situ carbon steel bar *** reinforced FFTs | ϕ = 25 mm; h = 23 mm | 0.4–0.8 **** | 19–42 |
| Foam Parts | Dimensions | Foam Density (g/cm3) | Bending Strength (kN) |
|---|---|---|---|
| Integral-skin foams | |||
| Cylindrical foams | ϕ * = 25 mm; L * = 200 mm | 0.6–0.7 | 0.8–1.8 |
| Cylindrical foams | ϕ * = 25 mm; L ** = 150 mm | 0.5–0.8 | 1.5–2.8 |
| In-situ foam filled tubes (FFTs) | |||
| Cylindrical in-situ FFTs | ϕouter *** = 30 mm; ϕinner *** = 25 mm L = 150 mm | 0.6–0.7 **** | 9.9–10.6 |
| In-situ reinforced foams | |||
| In-situ carbon steel bar **** reinforced FFTs | ϕ = 25 mm; L = 200 mm | 0.5–0.8 **** | 1.1–2.1 |
| In-situ carbon steel bar **** reinforced FFTs | ϕ = 25 mm; L = 150 mm | 0.5–0.8 **** | 1.6–2.7 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duarte, I.; Vesenjak, M.; Vide, M.J. Automated Continuous Production Line of Parts Made of Metallic Foams. Metals 2019, 9, 531. https://doi.org/10.3390/met9050531
Duarte I, Vesenjak M, Vide MJ. Automated Continuous Production Line of Parts Made of Metallic Foams. Metals. 2019; 9(5):531. https://doi.org/10.3390/met9050531
Chicago/Turabian StyleDuarte, Isabel, Matej Vesenjak, and Manuel J. Vide. 2019. "Automated Continuous Production Line of Parts Made of Metallic Foams" Metals 9, no. 5: 531. https://doi.org/10.3390/met9050531
APA StyleDuarte, I., Vesenjak, M., & Vide, M. J. (2019). Automated Continuous Production Line of Parts Made of Metallic Foams. Metals, 9(5), 531. https://doi.org/10.3390/met9050531