Mechanical Alloying and Hot Pressing of Ti-Zr-Si-B Powder Mixtures

 , ,
, , 
 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen Preparation
2.2. Microstructure Evaluation
3. Results and Discussion
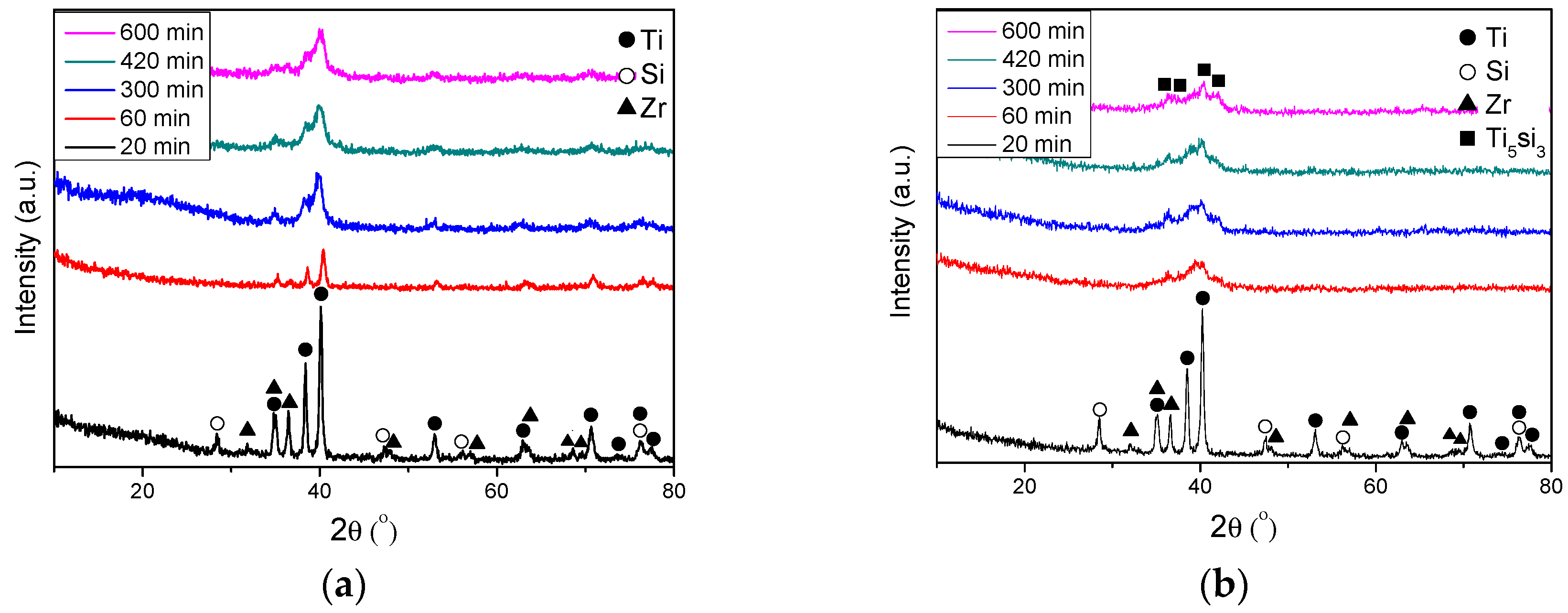
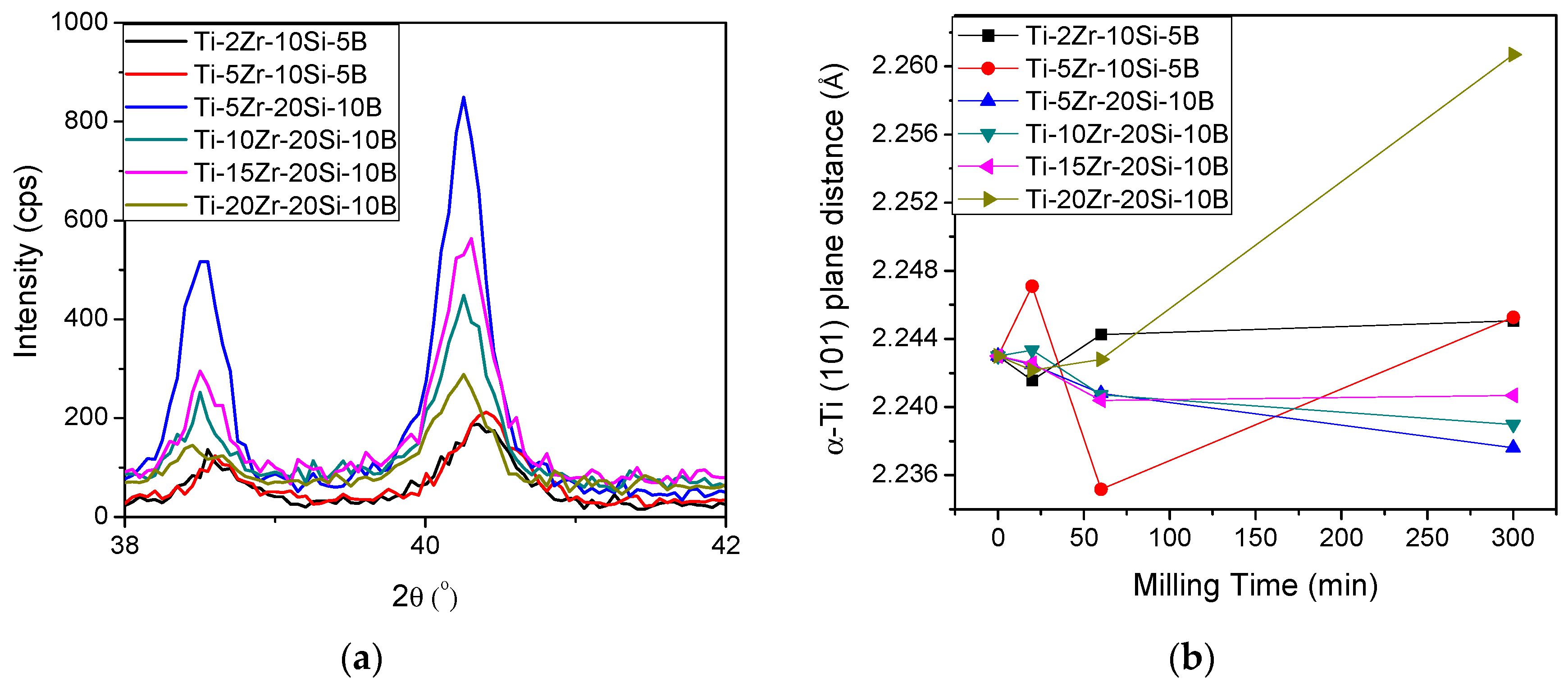
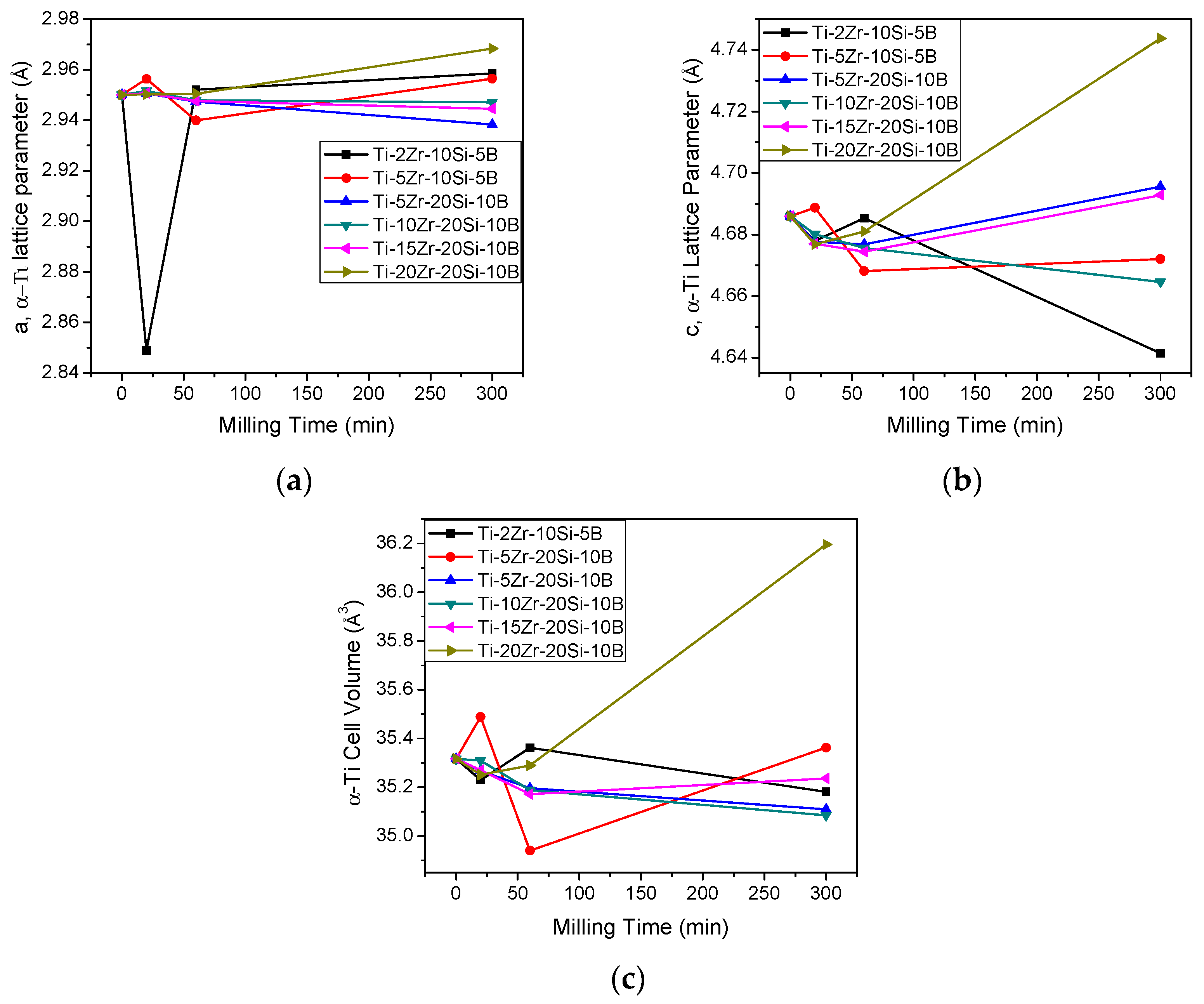
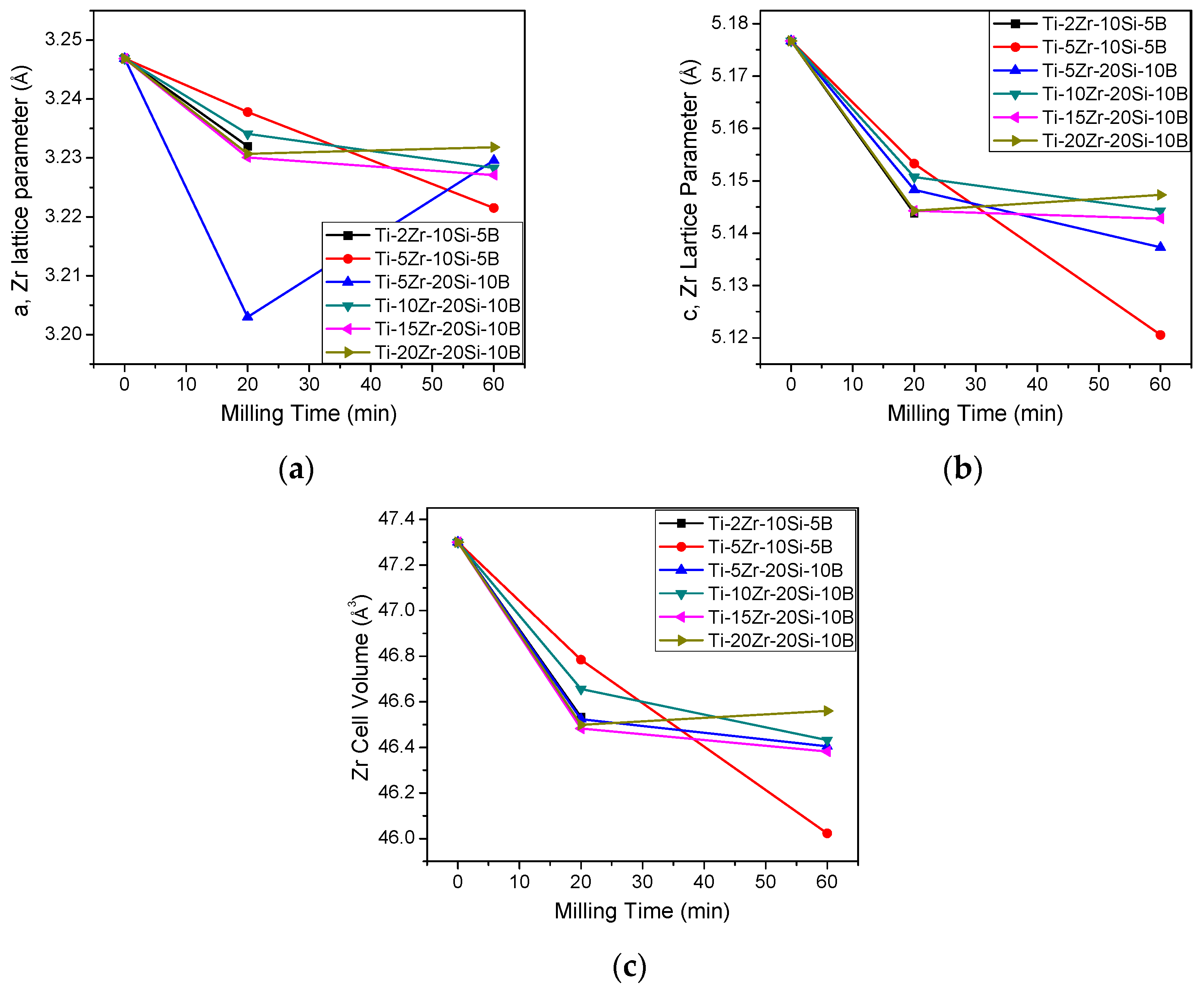
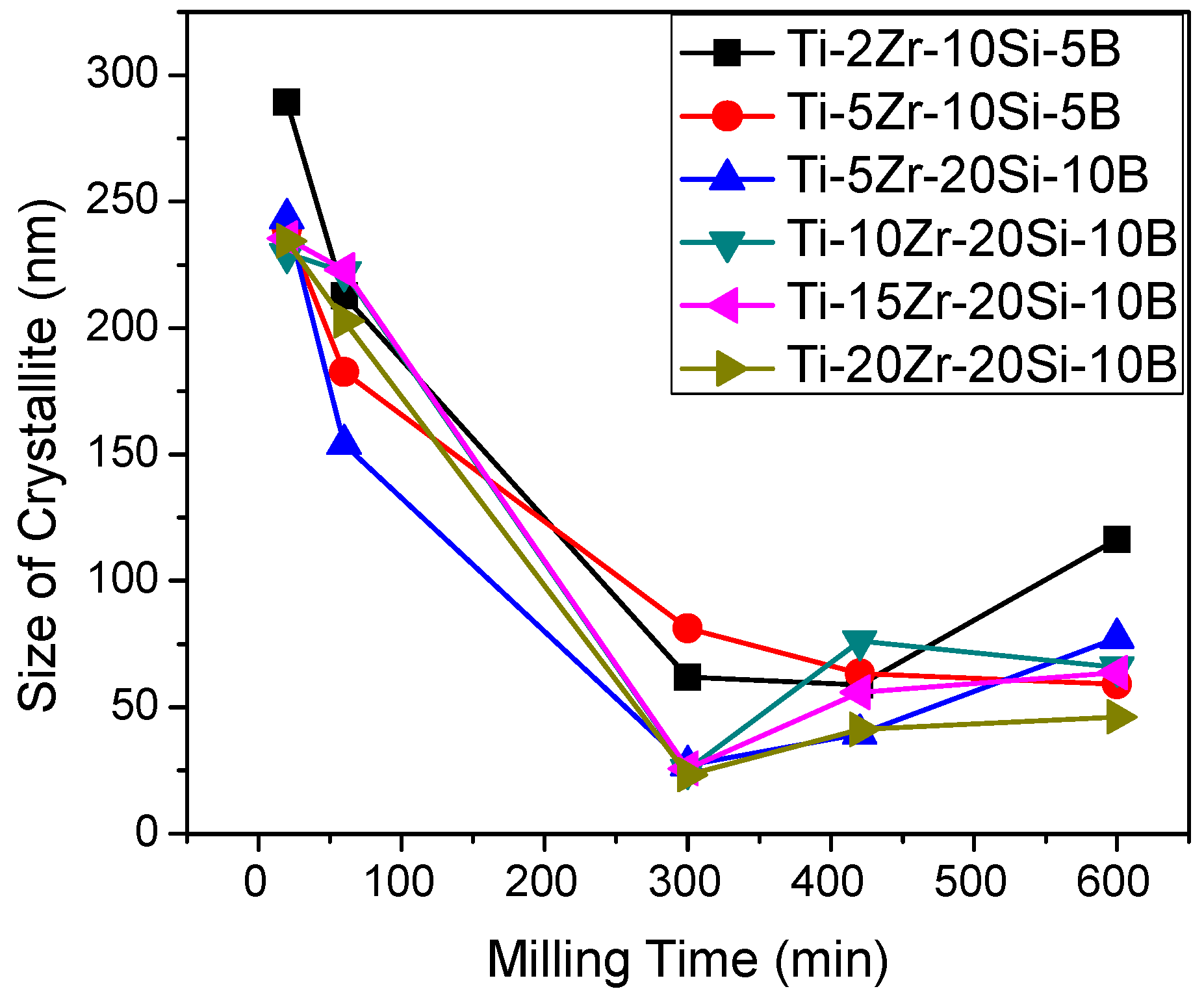
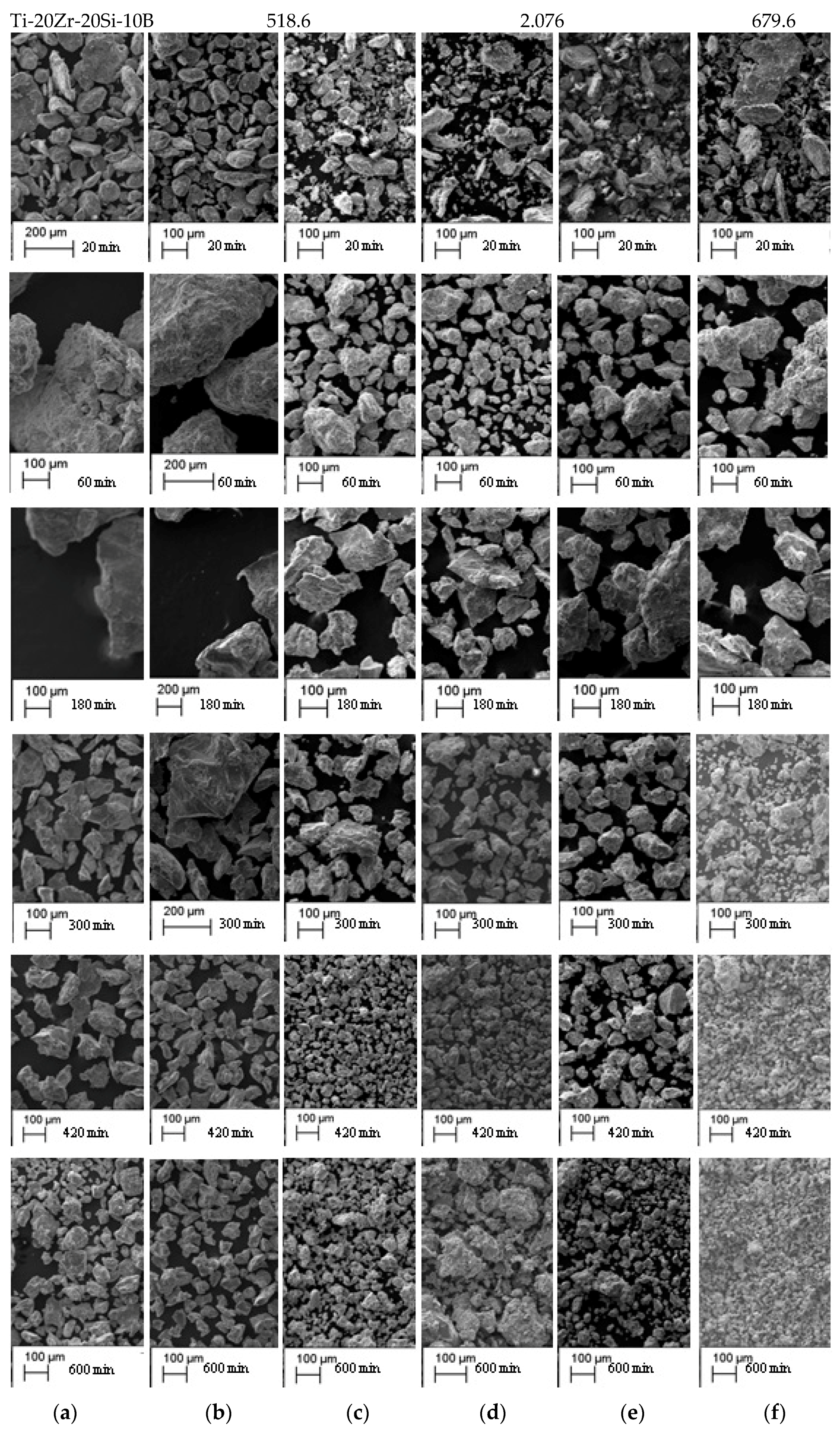
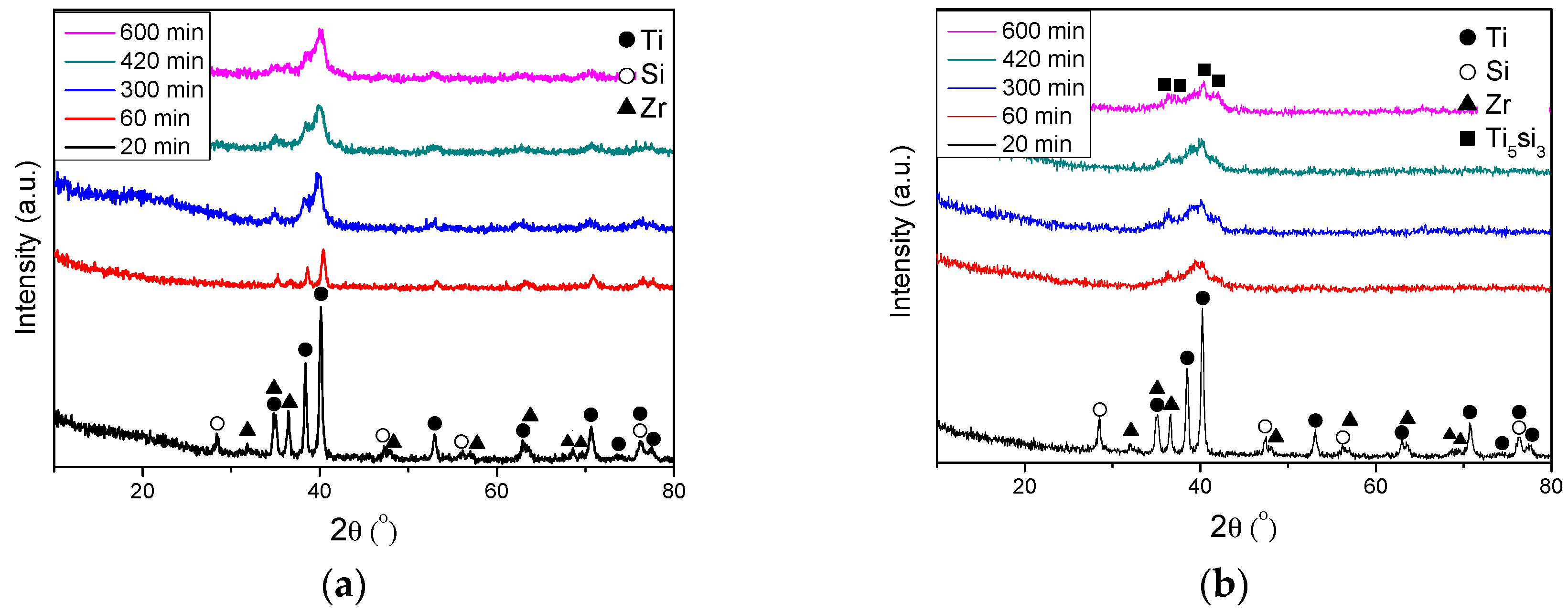
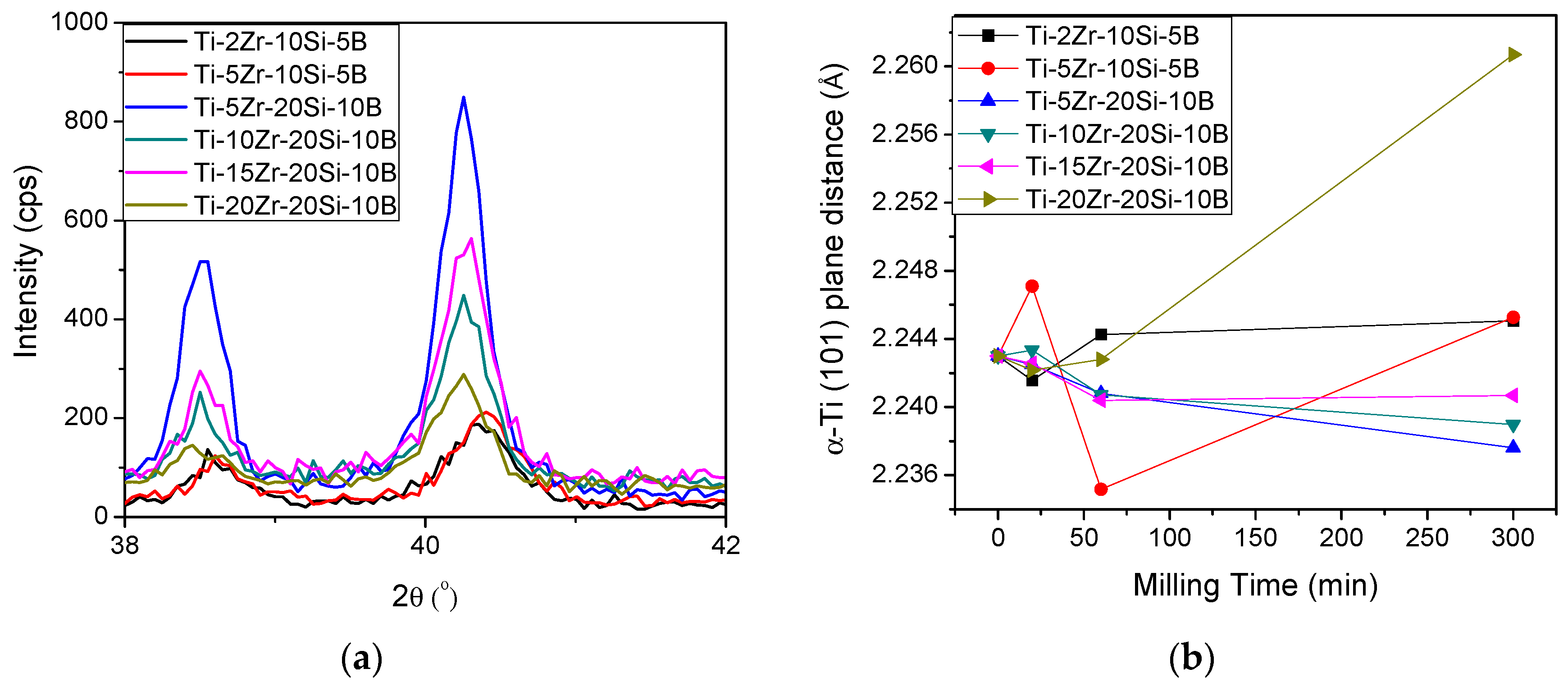
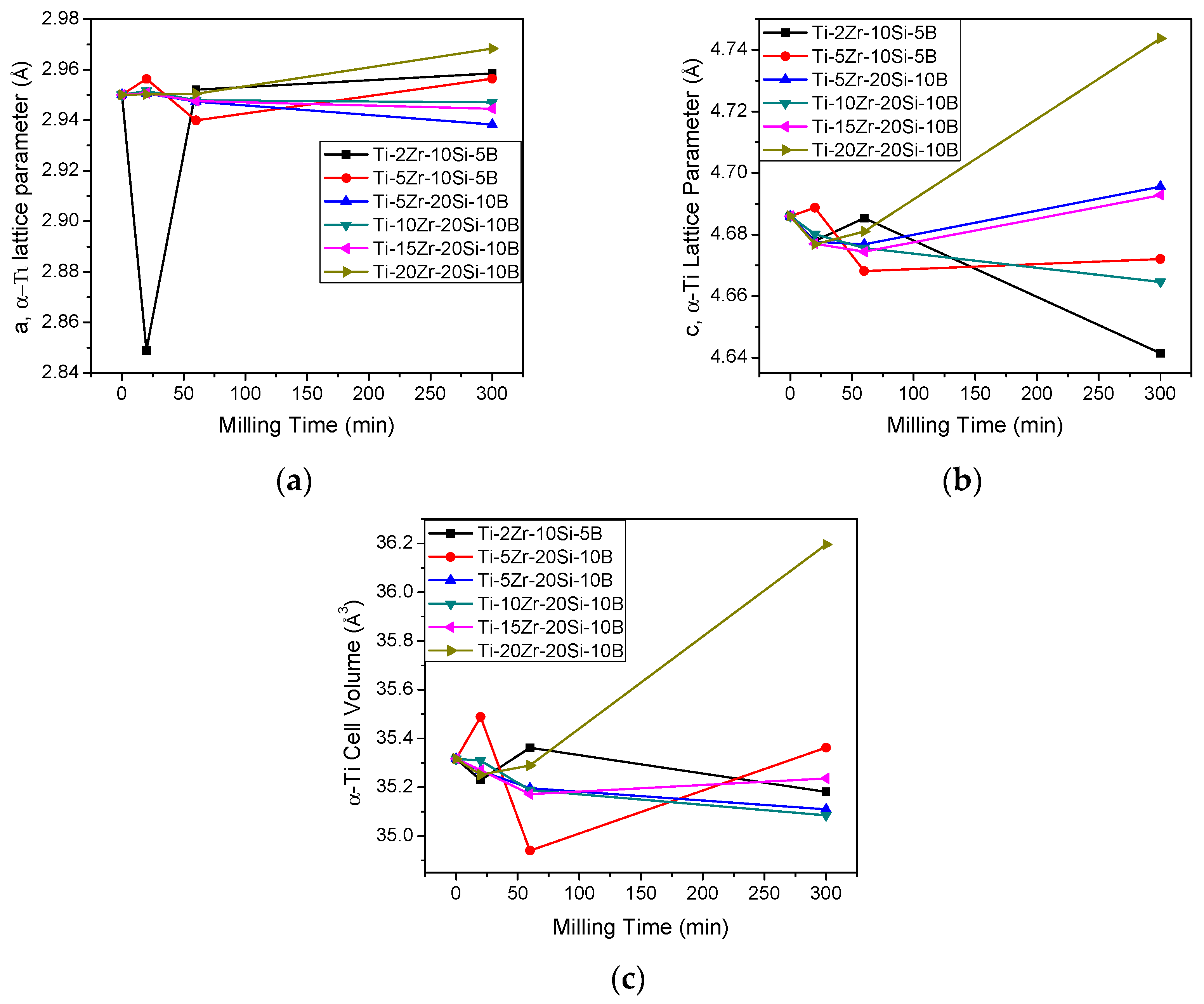
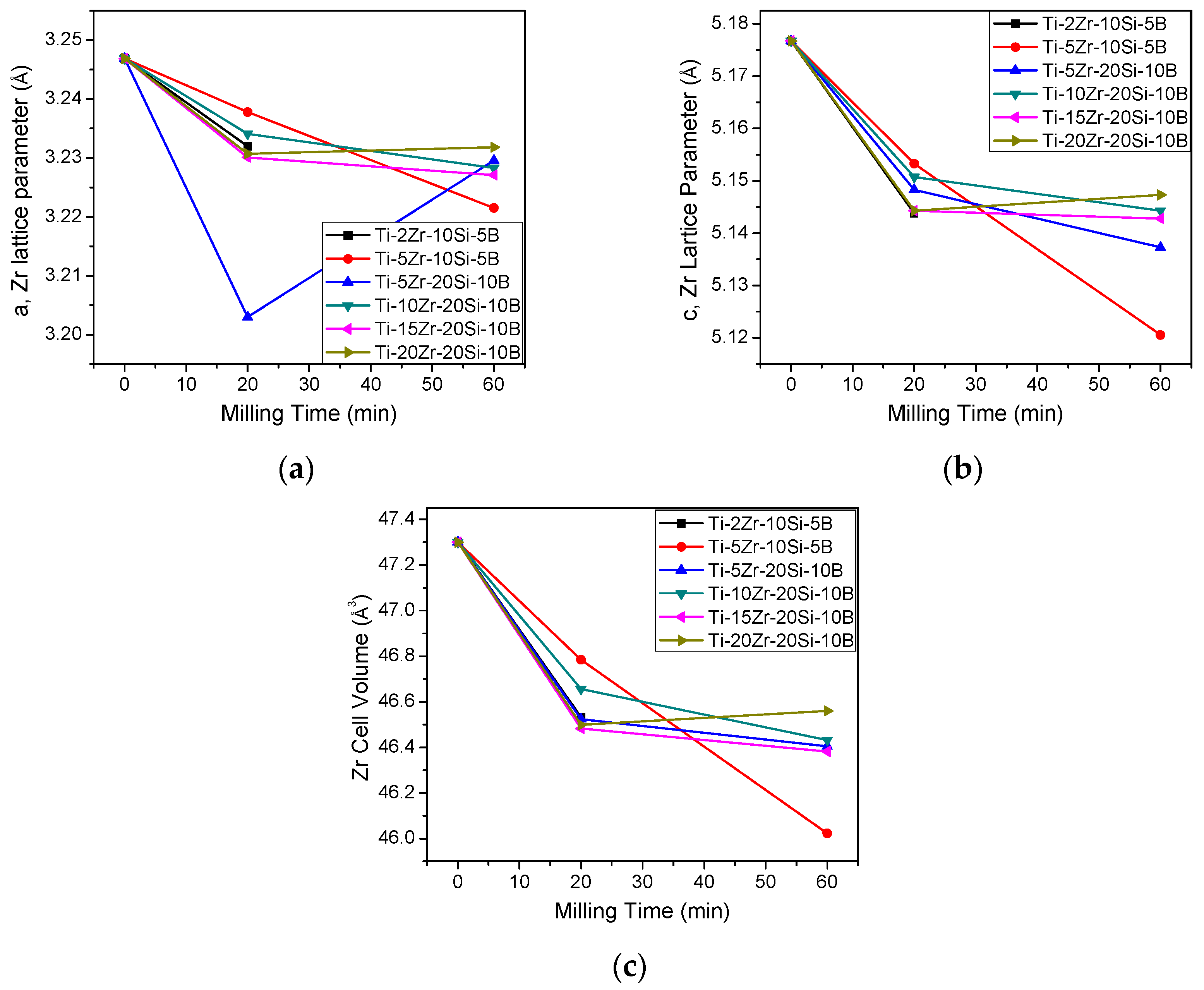
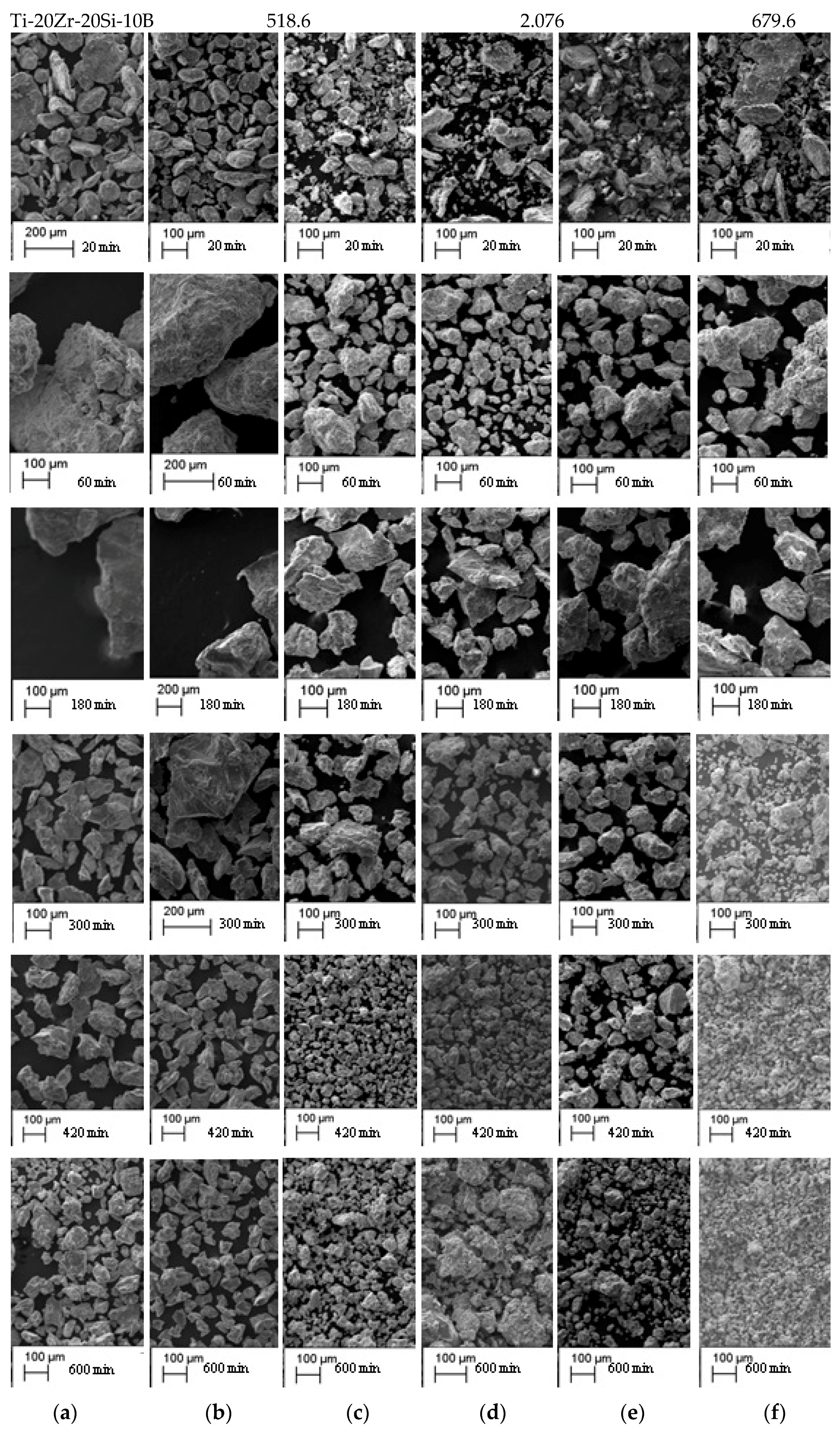
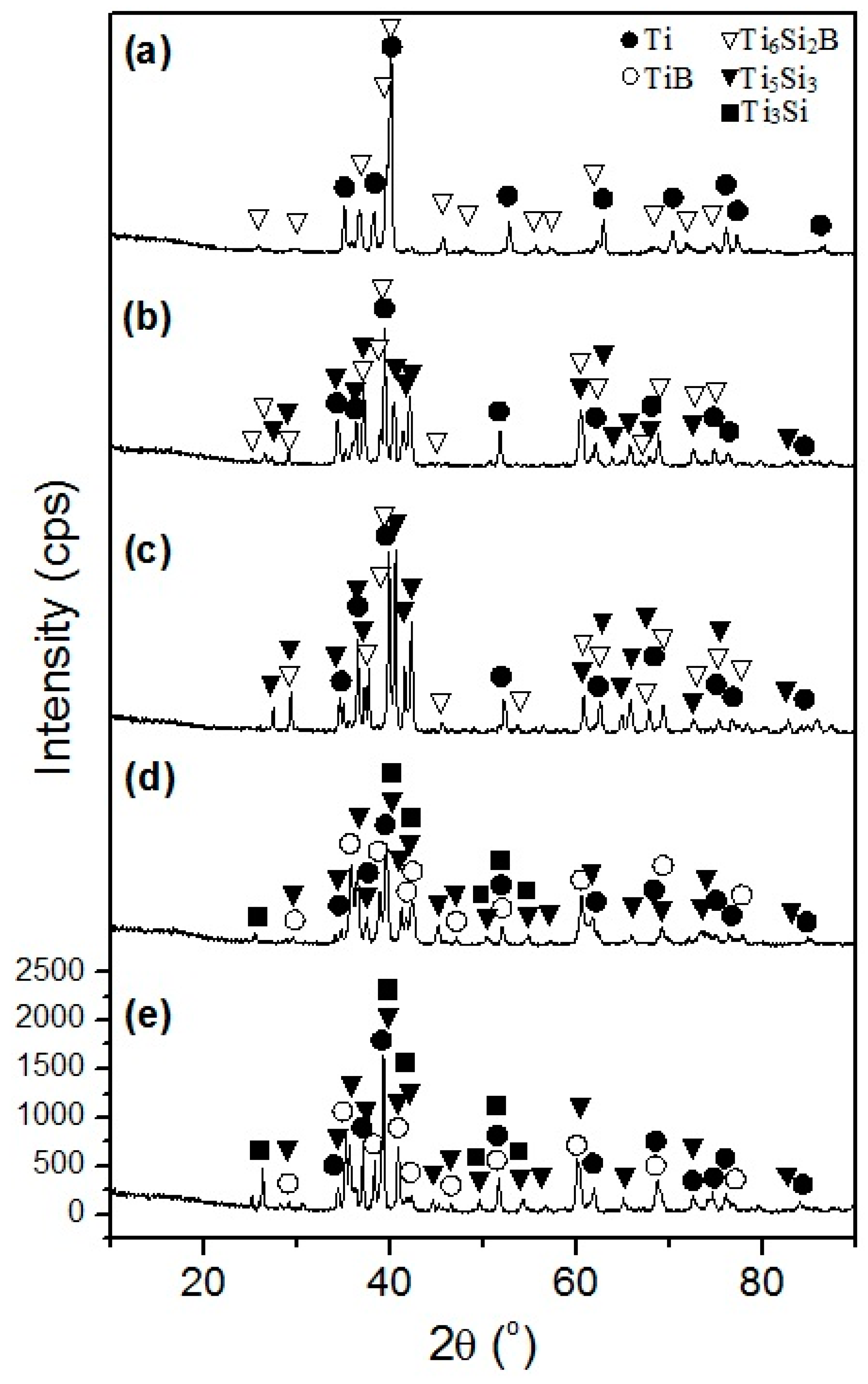
3.1. Mechanical Alloying
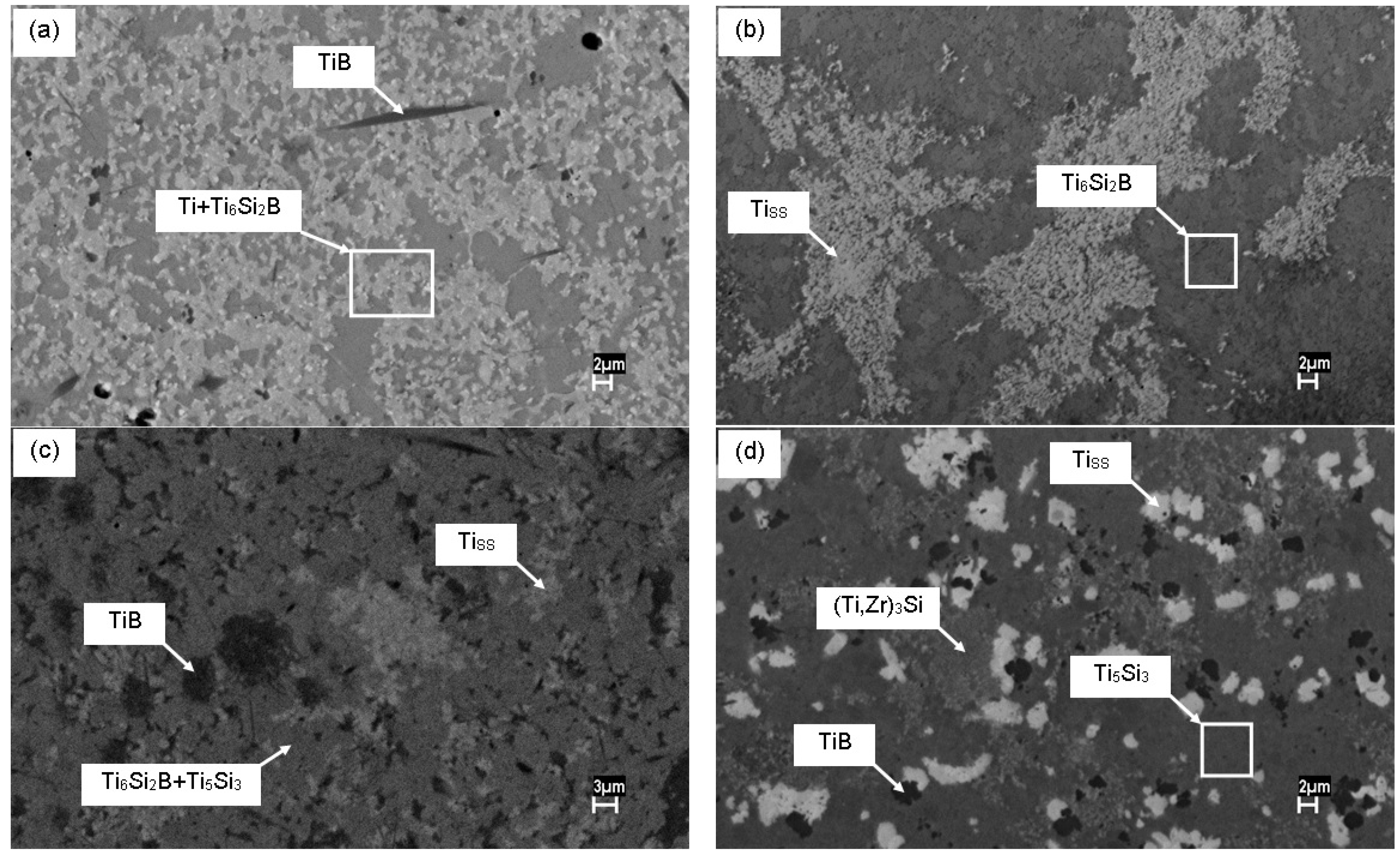
3.2. Hot Pressing
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Prasad, K.; Bazaka, O.; Chua, M.; Rochford, M.; Fedrick, L.; Spoor, J.; Symes, R.; Tieppo, M.; Collins, C.; Cao, A.; et al. Metallic Biomaterials: Current Challenges and Opportunities. Materials 2017, 10, 884. [Google Scholar] [CrossRef] [PubMed]
- Cremasco, A.; Messias, A.D.; Esposito, A.R.; de Rezende Duek, E.A.; Caram, R. Effects of alloying elements on the cytotoxic response of titanium alloys. Mater. Sci. Eng. C 2011, 31, 833–839. [Google Scholar] [CrossRef]
- Chen, Q.; Thouas, G.A. Metallic implant biomaterials. Mater. Sci. Eng. R 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Whittaker, M.T.; Harrison, W.; Hurley, P.J.; Williams, S. Modelling the behaviour of titanium alloys at high temperature for gas turbine applications. Mater. Sci. Eng. A 2010, 527, 4365–4372. [Google Scholar] [CrossRef]
- Dai, J.; Zhu, J.; Chen, C.; Weng, F. High temperature oxidation behavior and research status of modifications on improving high temperature oxidation resistance of titanium alloys and titanium aluminides: A review. J. Alloys Compd. 2016, 685, 784–798. [Google Scholar] [CrossRef]
- Yamanaka, K.; Mori, M.; Chib, A. Assessment of precipitation behavior in dental castings of a Co–Cr–Mo alloy. J. Mech. Behav. Biomed. Mater. 2015, 50, 268–276. [Google Scholar] [CrossRef] [PubMed]
- E, S.F.; Shi, L.; Guo, Z.G.; Liu, W.M. The recent progress of tribological biomaterials. Biosurf. Biotribol. 2015, 1, 81–97. [Google Scholar] [CrossRef]
- Wang, H.M.; Liu, Y.F. Microstructure and wear resistance of laser clad Ti5Si3/NiTi2 intermetallic composite coating on titanium alloy. Mater. Sci. Eng. A 2002, 338, 126–132. [Google Scholar] [CrossRef]
- Li, Y.H.; Yang, C.; Wang, F.; Zhao, H.D.; Qu, S.G.; Li, X.Q.; Zhang, W.W.; Li, Y.Y. Biomedical TiNbZrTaSi alloys designed by d-electron alloy design theory. Mater. Des. 2015, 85, 7–13. [Google Scholar] [CrossRef]
- Pilone, D.; Brotzu, A.; Felli, F. Effect of surface modification on the stability of oxide scales formed on TiAl intermetallic alloys at high temperature. Procedia Struct. Integr. 2016, 2, 2291–2298. [Google Scholar] [CrossRef]
- Ke, J.L.; Huang, C.H.; Chen, Y.H.; Tsai, W.Y.; Wei, T.Y.; Huang, J.C. In vitro biocompatibility response of Ti–Zr–Si thin film metallic glasses. Appl. Surf. Sci. 2014, 322, 41–46. [Google Scholar] [CrossRef]
- Tkachenko, S.; Datskevich, O.; Kulak, L.; Jacobson, S.; Engqvist, H.; Persson, C. Wear and friction properties of experimental Ti–Si–Zr alloys for biomedical applications. J. Mech. Behav. Biomed. Mater. 2014, 39, 61–72. [Google Scholar] [CrossRef] [PubMed]
- Rodrigues, G.; Nunes, C.A.; Suzuki, P.A.; Coelho, G.C. Thermal expansion of the Ti5Si3 and Ti6Si2B phases investigated by high-temperature X-ray diffraction. Intermetallics 2006, 14, 236–240. [Google Scholar] [CrossRef]
- Yang, Y.; Chang, Y.A.; Tan, L. Thermodynamic modeling and experimental investigation of the Ti-rich corner of the Ti–Si–B system. Intermetallics 2005, 13, 1110–1115. [Google Scholar] [CrossRef]
- Vojtěch, D.; Bártová, B.; Kubatík, T. High temperature oxidation of titanium–silicon alloys. Mater. Sci. Eng. A 2003, 361, 50–57. [Google Scholar] [CrossRef]
- Hsu, H.-C.; Wu, S.-C.; Hsu, S.-K.; Li, Y.-C.; Ho, W.-F. Structure and mechanical properties of as-cast Ti–Si alloys. Intermetallics 2014, 47, 11–16. [Google Scholar] [CrossRef]
- Ramos, E.C.T.; Silva, G.; Ramos, A.S.; Nunes, C.A.; Baptista, C.A.R.P. Microstructure and oxidation behavior of Ti–Si–B alloys. Mater. Sci. Eng. A 2003, 363, 297–306. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical Alloying and Milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Lee, Y.-S.; Lee, S.-M. Phase formation during mechanical alloying in the Ti–Si system. Mater. Sci. Eng. A 2007, 449–451, 1099–1101. [Google Scholar] [CrossRef]
- Nunes, P.A.; Ramos, A.S.; Ramos, E.C.T. Effect of Molybdenum on the Formation of Ti6Si2B in Mechanically Alloyed Ti–Mo–Si–B Powders. Mater. Sci. Forum 2012, 727, 216–221. [Google Scholar] [CrossRef]
- Taran-Zhovnir, Y.N. Laws of eutectic transformations in alloys. Met. Sci. Heat Treat. 1998, 40, 210–216. [Google Scholar] [CrossRef]
- Zhan, Y.; Zhang, X.; Hu, J.; Guo, Q.; Du, Y. Evolution of the microstructure and hardness of the Ti–Si alloys during high temperature heat-treatment. J. Alloys Compd. 2009, 479, 246–251. [Google Scholar] [CrossRef]
- Jiang, Z.; Dai, X.; Middleton, H. Effect of silicon on corrosion resistance of Ti–Si alloys. Mater. Sci. Eng. B 2011, 176, 79–86. [Google Scholar] [CrossRef]
- Ramos, A.S.; Nunes, C.A.; Rodrigues, G.; Ramos, E.C.T. Effect of zirconium addition on the phase transformations in as-cast and heat-treated Ti–Zr–Si–B alloys. J. Alloys Compd. 2014, 601, 94–99. [Google Scholar] [CrossRef]
- JCPDS: International Centre for Diffraction Date. Powder Diffraction File (Inorganic Phases), 1st ed.; JCPDS: International Centre for Diffraction Date: Swarthmore, PA, USA, 1988; Volume 2. [Google Scholar]
- Kraus, W.; Nolze, G. Powdercell—A program for the representation and manipulation of crystal structures and calculation of the resulting X-ray powder patterns. J. Appl. Crystallogr. 1996, 29, 301–303. [Google Scholar] [CrossRef]
- Rodriguez-Carvajal, J. Recent Developments of the Program FULLPROF, in Commission on Powder Diffraction (IUCr). Newsletter 2001, 26, 12–19. [Google Scholar]
- Yan, Z.H.; Oehring, M.; Bormann, R. Metastable phase formation in mechanically alloyed and ball milled Ti–Si. J. Appl. Phys. 1992, 72, 2478–2487. [Google Scholar] [CrossRef]
- Oehring, M.; Bormann, R. Nanocrystalline alloys prepared by mechanical alloying and ball milling. Mater. Sci. Eng. A 1991, 134, 1330–1333. [Google Scholar] [CrossRef]
- Ravi Chandran, K.S.; Panda, K.B.; Sahay, S.S. TiBw-reinforced Ti composites: Processing, properties, application prospects, and research needs. JOM 2004, 56, 42–48. [Google Scholar] [CrossRef]
- Li, C.; Zhan, Y.; Mo, Y.; She, J. In situ synthesized Ti5Si3/Ti–Mo lightweight structural composites. Int. J. Refract. Met. Hard Mater. 2013, 41, 432–436. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Milling Time | Ti | Zr | Si |
|---|---|---|---|
| Ti-2Zr-10Si-5B | |||
| 20 | 95.11 | 1.59 | 3.3 |
| 60 | 100 | 0 | 0 |
| 300 | 100 | 0 | 0 |
| Ti-5Zr-10Si-5B | |||
| 20 | 80.41 | 6.61 | 12.99 |
| 60 | 95.35 | 4.65 | 0 |
| 300 | 100 | 0 | 0 |
| Ti-5Zr-20Si-10B | |||
| 20 | 55.06 | 8.68 | 36.26 |
| 60 | 70.42 | 8.68 | 20.89 |
| 300 | 100 | 0 | 0 |
| Ti-10Zr-20Si-10B | |||
| 20 | 61.5 | 7.2 | 31.3 |
| 60 | 82.15 | 14.33 | 3.53 |
| 300 | 100 | 0 | 0 |
| Ti-15Zr-20Si-10B | |||
| 20 | 51.66 | 11.62 | 36.72 |
| 60 | 76.29 | 18.39 | 5.32 |
| 300 | 100 | 0 | 0 |
| Ti-20Zr-20Si-10B | |||
| 20 | 50.31 | 18.62 | 31.07 |
| 60 | 58.67 | 29.21 | 12.12 |
| 300 | ND | ND | ND |
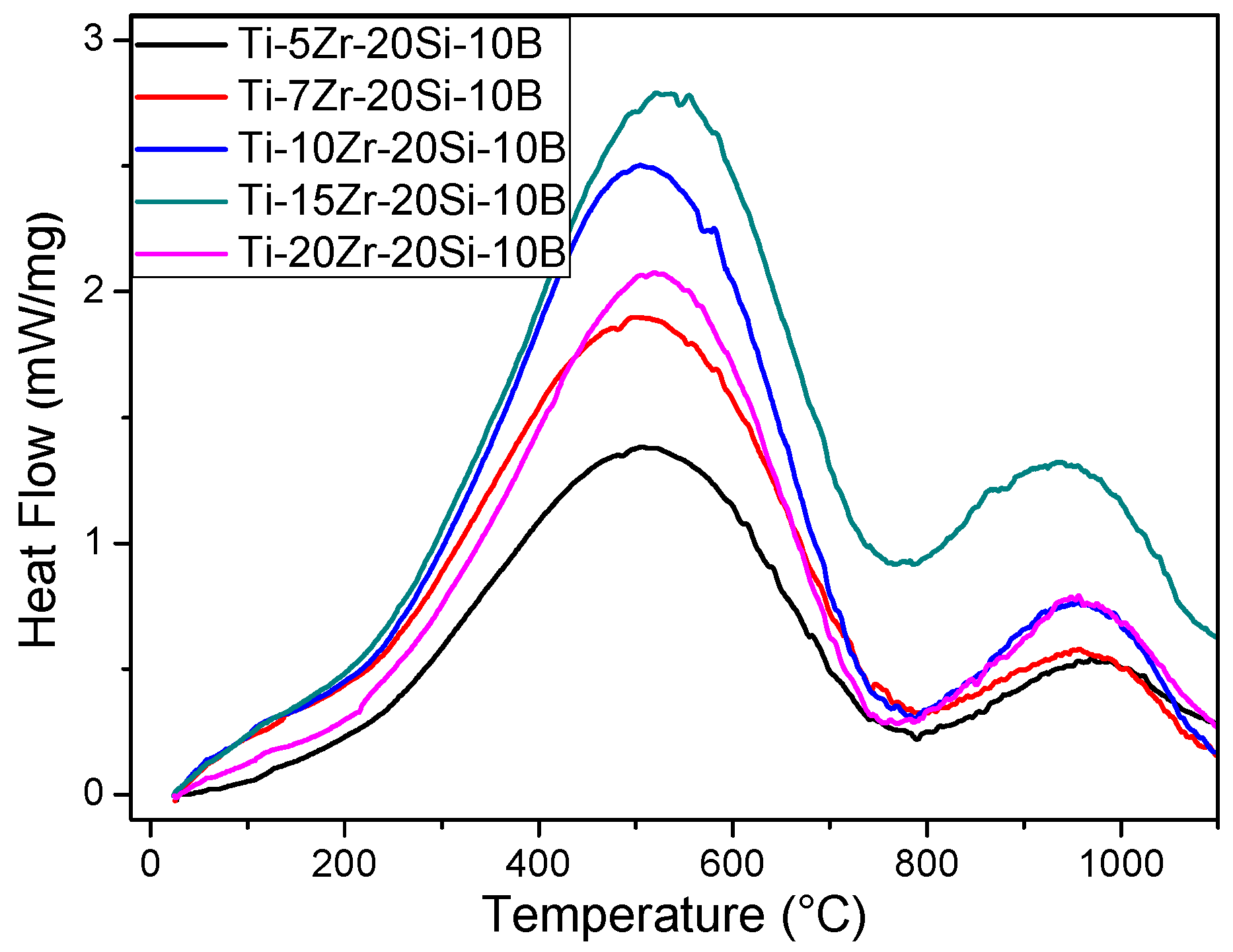
| Alloy | Peak Temperature (°C) | Released Heat Flow (mW/mg) | Enthalpy (kJ/kg) |
|---|---|---|---|
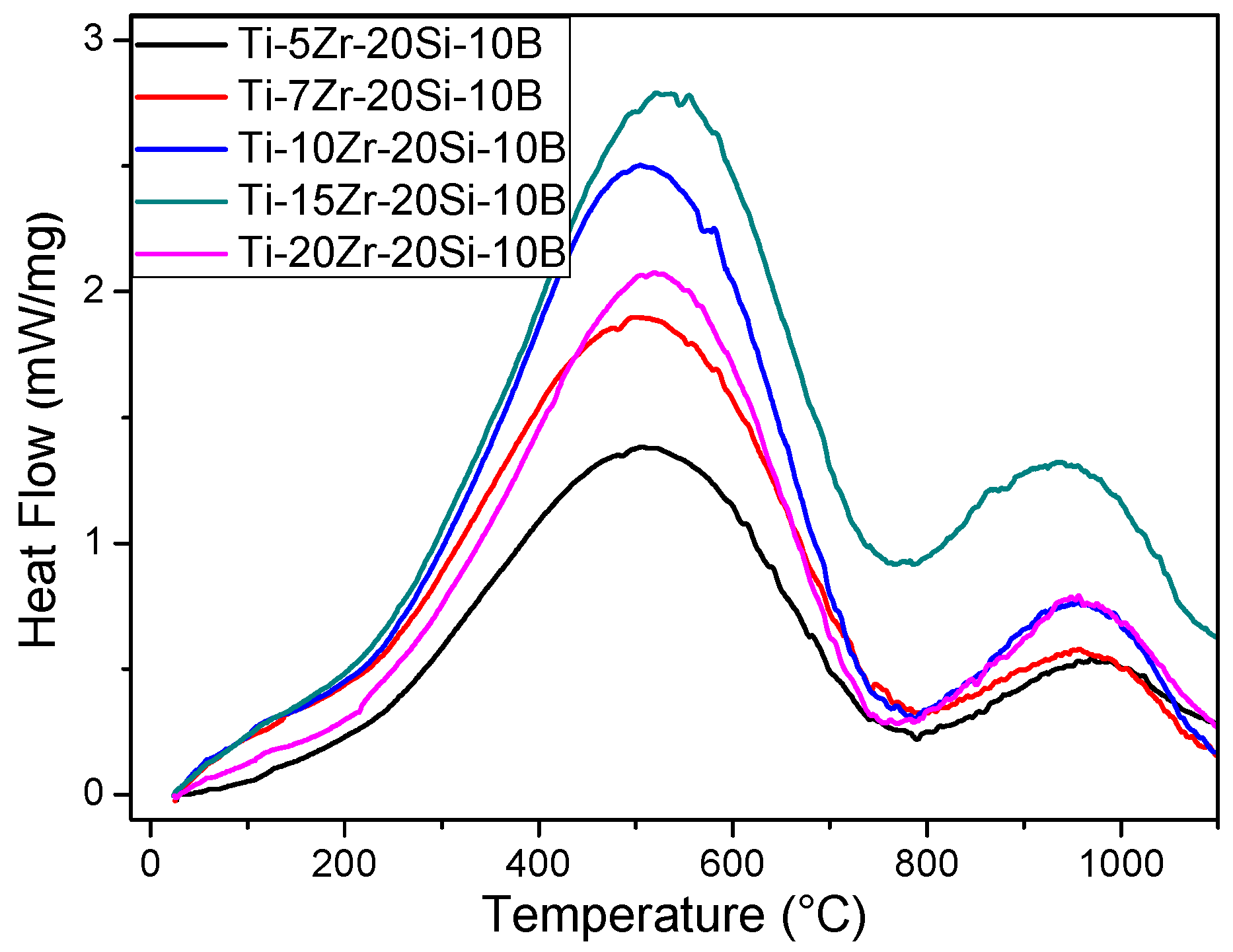
| Ti-5Zr-20Si-10B | 506.0 | 1.383 | 498.2 |
| Ti-7Zr-20Si-10B | 502.9 | 1.898 | 708.9 |
| Ti-10Zr-20Si-10B | 505.6 | 2.504 | 851.2 |
| Ti-15Zr-20Si-10B | 521.8 | 2.792 | 1008.3 |
| Ti-20Zr-20Si-10B | 518.6 | 2.076 | 679.6 |
| Phase | a, Lattice Parameter (Å) | c, Lattice Parameter (Å) | Cell Volume (Å3) |
|---|---|---|---|
| Ti-5Zr-10Si-5B | |||
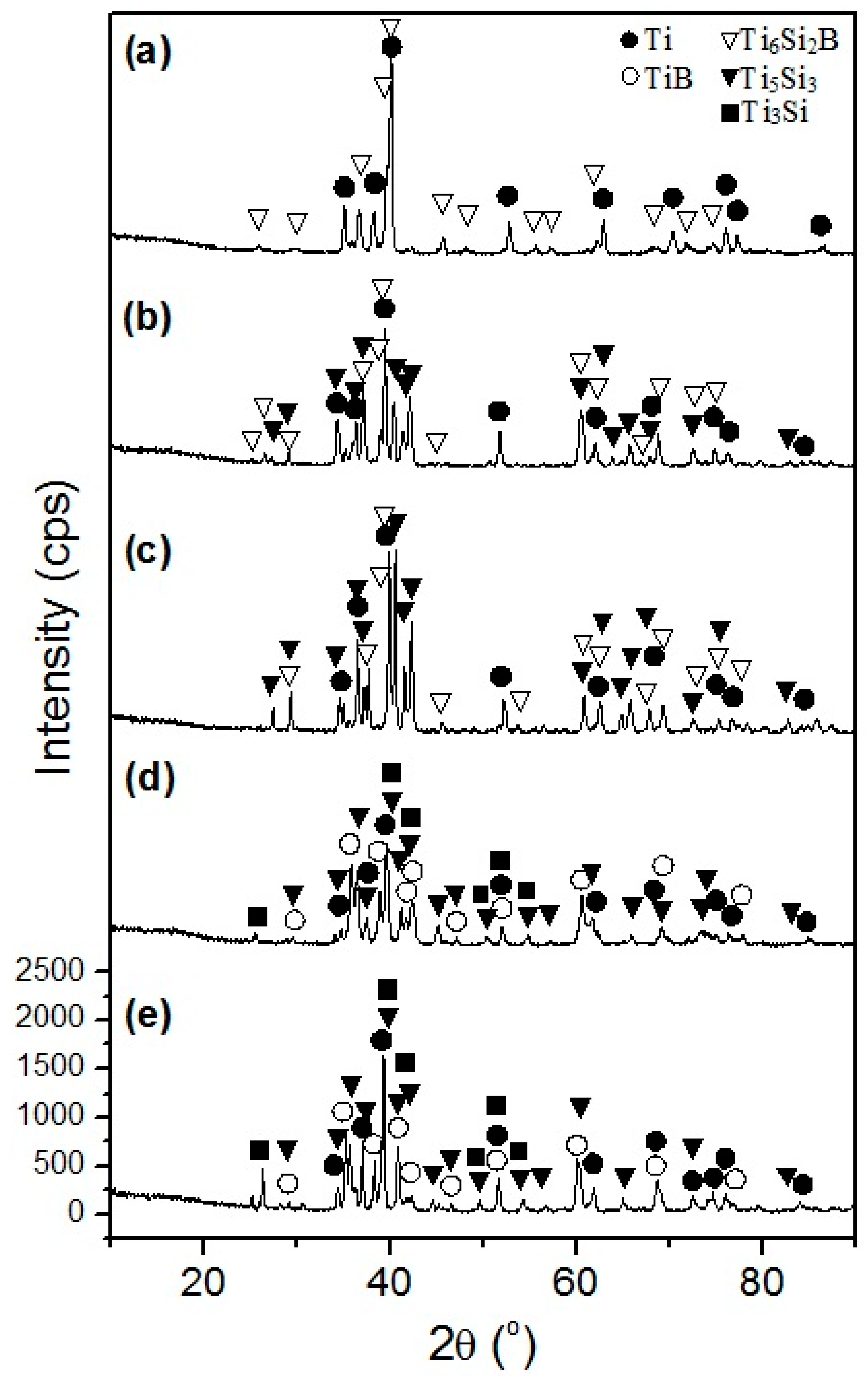
| Ti | 2.95771 | 4.71236 | 35.70094 |
| Ti6Si2B | 5.78801 | 3.75404 | 108.915 |
| TiB | 4.24411 | - | 76.44668 |
| Ti-5Zr-20Si-10B | |||
| Ti | 2.98027 | 4.7986 | 36.90651 |
| Ti5Si3 | 7.5088 | 5.18957 | 252.8635 |
| Ti-15Zr-20Si-10B | |||
| Ti | 3.044011 | 4.54363 | 36.46233 |
| Ti5Si3 | 7.34896 | 5.2634 | 246.178 |
| Ti-20Zr-20Si-10B | |||
| Ti | 2.90648 | 4.59135 | 33.58977 |
| Ti5Si3 | 7.39413 | 5.33051 | 252.3908 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rossi Bertoli, I.; Moreira Ferreira, L.; Xavier de Freitas, B.; Angelo Nunes, C.; Saraiva Ramos, A.; Filgueira, M.; Dos Santos, C.; Coaglia Trindade Ramos, E. Mechanical Alloying and Hot Pressing of Ti-Zr-Si-B Powder Mixtures. Metals 2018, 8, 82. https://doi.org/10.3390/met8020082
Rossi Bertoli I, Moreira Ferreira L, Xavier de Freitas B, Angelo Nunes C, Saraiva Ramos A, Filgueira M, Dos Santos C, Coaglia Trindade Ramos E. Mechanical Alloying and Hot Pressing of Ti-Zr-Si-B Powder Mixtures. Metals. 2018; 8(2):82. https://doi.org/10.3390/met8020082
Chicago/Turabian StyleRossi Bertoli, Isadora, Lucas Moreira Ferreira, Bruno Xavier de Freitas, Carlos Angelo Nunes, Alfeu Saraiva Ramos, Marcello Filgueira, Claudinei Dos Santos, and Erika Coaglia Trindade Ramos. 2018. "Mechanical Alloying and Hot Pressing of Ti-Zr-Si-B Powder Mixtures" Metals 8, no. 2: 82. https://doi.org/10.3390/met8020082
APA StyleRossi Bertoli, I., Moreira Ferreira, L., Xavier de Freitas, B., Angelo Nunes, C., Saraiva Ramos, A., Filgueira, M., Dos Santos, C., & Coaglia Trindade Ramos, E. (2018). Mechanical Alloying and Hot Pressing of Ti-Zr-Si-B Powder Mixtures. Metals, 8(2), 82. https://doi.org/10.3390/met8020082