Abstract
Additive manufacturing (AM) of titanium alloys enables the production of complex, high-performance components, but the steep thermal gradients and rapid solidification involved make it challenging to control crystallographic texture and phase evolution. This review synthesizes the current understanding of how these thermal conditions influence grain morphology, texture intensity, and solid-state transformations in key alloys such as Ti-6Al-4V (Ti64), Ti-6Al-2Sn-4Zr-2Mo (Ti6242), Ti-5Al-5Mo-5V-3Cr (Ti5553), and metastable β-Ti systems processed by powder bed fusion-based processes (PBF) such as laser powder bed fusion (LPBF) and electron beam powder bed fusion (EBPBF/EBM). Emphasis is placed on mechanisms governing epitaxial columnar β-grain growth, α′ martensite formation, and the development of heterogeneous α/β distributions. The impact of processing variables on texture development and transformation kinetics is critically examined, alongside phase fractions. Across studies, AM-induced textures are consistently linked to mechanical anisotropy, with performance strongly dependent on build direction and alloy chemistry. Post-processing strategies, including tailored heat treatments and hot isostatic pressing (HIP), show clear potential to modify grain structure, reduce texture intensity, and stabilize desirable phase balances in titanium alloys. These insights highlight the emerging ability to deliberately engineer microstructures for reliable, application-specific properties in powder-based AM titanium alloys.
1. Introduction
Titanium and its alloys have emerged as critical materials in modern engineering due to their exceptional combination of properties, including high specific strength, low density, excellent corrosion resistance, and superior biocompatibility [1,2]. These attributes make titanium alloys indispensable in a wide range of high-performance applications such as aerospace components, biomedical implants, chemical processing equipment, and marine structures [3,4]. Among metallic materials, titanium uniquely bridges the gap between lightweight aluminum alloys and high-strength steels, offering a superior strength-to-weight ratio that is particularly advantageous in industries where performance efficiency and material longevity are paramount [5,6]. Different alloy systems, such as α, β, and α + β titanium alloys, exhibit distinct microstructural and phase transformation behaviors, allowing for targeted optimization of strength, ductility, and fatigue resistance [7,8]. Titanium grades offer excellent strength comparable to that of high-strength steels, while being approximately 45% lighter [9]. Due to their high chemical reactivity, they form a thin (5–6 nm) oxide film, which provides exceptional corrosion resistance in diverse environments, including seawater, acids, and chlorine [10,11]. Combined with excellent fatigue resistance, fracture toughness, high-temperature strength, and biocompatibility [12,13,14,15,16]. Titanium and its alloys are widely used across various industries, including aerospace, biomedical, nuclear, chemical, energy, automotive, military, and marine [4,9,10,11,17].
The growing adoption of titanium alloys in additive manufacturing (AM) has revolutionized its design flexibility and manufacturing efficiency, allowing complex geometries and graded microstructures that were previously difficult to achieve through conventional manufacturing routes [18,19]. After nearly three decades of development, AM has matured to the point where the performance of its fabricated parts can rival that of parts produced by conventional processes. As a result, AM has progressed from primarily serving as a prototyping tool to becoming a viable method for producing fully functional, end-use components. Despite their advantages, the widespread use of titanium alloys is often limited by high production and processing costs, as well as challenges in controlling microstructure and texture during fabrication [20,21]. According to ISO/ASTM 52900:2021, AM technologies are grouped into seven main categories: powder bed fusion (PBF), vat photopolymerization, material extrusion, material jetting, binder jetting, directed energy deposition, and sheet lamination [22,23]. Among these methods, PBF has become particularly prominent because it supports a wide range of materials and enables the production of intricate, high-precision components [24,25,26]. PBF uses a high-energy heat source, such as a laser or electron beam, to selectively melt and fuse metal powders on a powder bed following a predefined path [27,28].
PBF processes, particularly laser powder bed fusion (LPBF) and electron beam PBF (EBPBF/EBM), have gained significant attention for the fabrication of high-performance metallic components, including titanium alloys [29,30,31]. By selectively melting and consolidating metal powders layer by layer under precisely controlled conditions, these techniques enable the fabrication of near-net-shaped, complex geometries directly from digital models with minimal material waste. Furthermore, careful optimization of process parameters, such as beam power, scan speed, and hatch spacing, along with improved forming conditions like powder and build plate preheating or re-scanning, can regulate microstructural heterogeneity, enhance mechanical properties, and reduce typical defects, including porosity, incomplete fusion, and spheroidization [32,33,34]. Driven by these factors and the need for functional components, the AM research community has concentrated heavily on using metal powders in PBF processes such as LPBF and EBPBF. Researchers have extensively studied commercially pure titanium (CP-Ti) [35], alpha, beta, and alpha-beta alloys, such as Ti-6Al-4V (Ti64) [36], Ti-30Nb-2.5Sn [37], Ti-5Al-5Mo-5V-3Cr (Ti5553) [38], Ti-14Mo [39], Ti-3Al-8V-6Cr-4Mo-4Zr (Ti38644) [40], Ti-10V-2Fe-3Al [40], Ti-6Al-2Sn-4Zr-2Mo (Ti6242) [41], Ti-6Al-2Sn-4Zr-6Mo (Ti6246) [42], and others [43], using PBF techniques. Among titanium alloys, α + β alloys are particularly versatile, as their microstructures can be tailored to meet specific property requirements. By adjusting thermomechanical processing, these alloys can develop lamellar, equiaxed, bimodal, or trimodal microstructures. Ti64 is the most widely used α + β alloy, with aluminum stabilizing the α phase and vanadium stabilizing the β phase.
The performance of titanium alloys is mostly controlled by their microstructural features, which, in turn, are related to the crystallographic texture evolution and phase transformations during AM. In both traditional and AM routes, these factors are of primary importance in determining the alloy’s mechanical behavior, including strength, ductility, fatigue resistance, and anisotropy [44]. Accordingly, understanding and controlling texture and phase transformation mechanisms constitute an important step toward optimizing the structure–property relationships of titanium alloys. Titanium alloys exhibit various phases with distinct crystalline structures that influence their mechanical properties. The α and α′ phases have a hexagonal close-packed (hcp) structure, offering good corrosion resistance and high-temperature stability. In contrast, the β and β′ phases are body-centered cubic (bcc), which enhances formability and allows for heat-treatable strengthening. Metastable phases such as α″ (orthorhombic), ω, O′, and O″ (hexagonal) can form under specific conditions, affecting hardness and ductility [45]. Understanding these phases is key to tailoring titanium alloys for aerospace, biomedical, and industrial applications. Ran et al. [46] observed that the basket-weave microstructure in Ti55511 alloy exhibits the highest strength but the lowest ductility, whereas the Widmanstätten microstructure shows the reverse behavior. The bimodal microstructure combines the benefits of both, offering an optimal balance of strength and ductility. Hsu et al. [47] reported that the microstructure of EBPBF-processed Ti64 primarily consists of acicular α′-martensite forming a basket-weave pattern, along with thin grain boundary α and lamellar Widmanstätten αm phases. The α′-martensite and αm phases form during deposition and may transform into the α + β phase upon reheating of previously deposited layers. The formation of different phases in the Ti64 microstructure during AM is governed by the local cooling rates within the bulk material. Cooling rates above 410 K/s promote the formation of α′-martensite, while slower cooling favors the development of αm phases [48,49]. Wu et al. [50] observed that the deposited Ti-47Al-2Cr-2V alloy primarily consists of γ and α2 phases, with minimal cracking and element loss. Variations in the temperature gradient and solidification rate result in columnar grains growing from the bottom of the molten pool and equiaxed grains forming near the surface. The as-solidified microstructure is lamellar, and subsequent thermal cycles result in layered near-lamellar and duplex microstructures, with (α2 + γ) lamellae coarsening through both continuous and discontinuous mechanisms.
Crystallographic texture refers to the preferred orientation of the grains in the microstructure. In titanium alloys, strong textures often develop during thermomechanical processing or rapid solidification in AM, particularly for those containing the hcp α phase. Such textures can result in mechanical properties that depend on direction, thereby influencing yield strength, deformation mechanisms, and fatigue performance. Tailoring the texture through process parameter optimization, scan strategies, or post-processing heat treatments thus constitutes a key strategy for enhancing isotropy and mechanical reliability. Phase transformations also play a crucial role in defining the microstructure and performance of titanium alloys. The high-temperature body-centered cubic (bcc) β-phase/low-temperature hcp α-phase transformation controls the mechanical response of the alloy and its thermal stability. The β → α transformation kinetics, the morphology of the transformed phases (e.g., lamellar, martensitic, or equiaxed), and the presence of metastable phases such as α′ or α″ are factors that directly influence hardness, toughness, and fatigue life. In the LPBF and EBPBF processes, rapid cooling rates can induce the formation of metastable martensitic α′ phases, which contribute to high strength but may sacrifice ductility [51,52]. Compared to conventionally manufactured titanium alloys, PBF-processed titanium alloys often exhibit characteristic process-induced defects, non-uniform microstructures, anisotropic mechanical properties, and high tensile residual stresses, which have been extensively analyzed [53,54]. Controlled heat treatment or hot isostatic pressing (HIP) has often been considered to favor the stabilization of the β phase and refine the α/β microstructure toward a balanced combination of strength and ductility.
Control of crystallographic texture in alloys that undergo solid-state phase transformations remains a significant challenge in PBF-based processes. This issue is even more acute for titanium alloys such as Ti64, Ti6242, and Ti6246 [55,56]. A typical α + β microstructure is usually obtained during AM processing due to the rapid solidification of the first layers, while the high cooling rates and successive thermal cycles account for two successive transformation modes. The first involves a displacive transformation that generates martensitic α phases either as laths or acicular morphologies, according to the Burgers orientation relationship with the β matrix. The second involves a diffusion-controlled transformation that may occur when cooling is slower, or reheating occurs prior to the deposition of new layers, resulting in partial decomposition and randomization of texture [57,58]. Due to repeated reheating events, most martensitic products retain their original crystallographic orientation, as thermal exposure is insufficient to revert the material to the β phase field. In AM-processed Ti64, a pronounced cube texture typically forms during the liquid-to-solid β phase transformation. This texture develops as columnar β grains grow against the heat flow, aligning their <001>β direction with the build direction due to the steep thermal gradient between the newly deposited layers and the substrate [59]. Zhang et al. [60] evaluated the LPBF-fabricated TC21 alloy, which exhibits columnar prior β grains with a pronounced <100> fiber texture. During cooling from the β phase field, the β → α transformation follows the Burgers orientation relationship with distinct variant selection. Along the build direction, the α phase morphology and scale vary, with fine, rib-like α forms at the bottom and martensitic α′ appearing at the top. In the middle region, α precipitates sequentially from grain boundaries into intragranular areas as αGB → αWGB → αWM → αS. Sun et al. [61] compared the microstructure and crystallographic texture of Ti-15Mo-5Zr-3Al produced by EBPBF and LPBF. Both techniques generate a cubic texture using bidirectional scanning with 90° rotation per layer, but the mechanisms differ. In EBPBF, the <001> texture along the build direction is mainly due to vertically grown columnar cells, whereas in LPBF, it arises from both vertically and horizontally grown columnar cells, reflecting the narrow, deep melt pools in LPBF versus the wide, shallow pools in EBPBF. As a result, X-scan samples show distinct textures: <100> along the build direction in EBPBF and <110> in LPBF. Texture analysis reveals that, under specific conditions, columnar β grains can deviate by approximately 45° from the ideal <001>β orientation relative to the build direction [62,63]. This deviation primarily arises from the orientation of the maximum thermal gradient during the deposition of a new layer. As shown in Table 1, each β grain can potentially transform into up to twelve different α variants, further increasing the complexity of texture control. Four variant selection and texture development mechanisms have been proposed to date for these allotropic alloys: (1) residual stresses in the high-temperature β phase, (2) nucleation on metastable α phases, (3) variant clustering for strain accommodation, and (4) grain boundary characteristics favorable to preferential nucleation upon transformation [58]. In as-deposited AM specimens, variant selection often leads to a pronounced α-phase texture [60]. However, weaker α textures have also been observed in some cases, depending on processing conditions [63]. This weak texture arises when the β → α transformation occurs with nearly equal likelihood for all 12 α variants, indicating an absence of α-variant selection.

Table 1.
Twelve α-phase variants formed from a β grain via the Burgers orientation relationship Adapted from Refs. [58,64].
Alpha-variant selection remains a largely unexplored but critical aspect of the final microstructure in α-β titanium alloys, as α/α variant boundaries are the predominant type of interface governing microstructural behavior. Insights from the experimental studies by Lu et al. [65], suggest that α-variant selection is more prevalent in equiaxed prior-β grains than in columnar prior-β grains in AM-processed Ti64, Ti-4Al-2V, and Ti6242 alloys, a trend that may extend to other α-β Ti alloys. In equiaxed grains, α variants tend to form Category I triple-α-variant clusters with Type 2 α/α boundaries, whereas in columnar grains, Category II clusters are more common. The self-accommodation of transformation strains during the β → α transition is likely the primary mechanism driving the formation of these clusters. Beyond prior-β grain morphology and size, other latent microstructural features, such as α-variant lath thickness, cluster structure, α/α boundary energy, and the distribution of Schmid factors (greater than 0.45) among α variants, play a significant role in determining mechanical behavior [65]. Understanding the interplay of these factors is essential for tailoring microstructure and optimizing the properties of PBF-fabricated titanium alloys. Despite its importance, α-variant selection in titanium alloys remains largely unexplored. This is primarily due to (i) the crystallographic complexity of α-variant formation, (ii) the time-intensive nature of electron backscatter diffraction (EBSD) at fine step sizes, and (iii) the challenges in quantitatively analyzing and interpreting EBSD data. Nevertheless, understanding α-variant selection is crucial for capturing the microstructural complexity of AM α-β Ti alloys and their variations in mechanical properties, complementing the influences of prior β grain size and morphology [66,67], α-lath thickness [67,68], and solidification texture [69,70]. Studies on LPBF-processed TC11 alloys by Xie et al. [71], indicate that processing power has a significant influence on the microstructure and variant selection. High-power conditions yield fully columnar grains, while low power produces mixed columnar-equiaxed structures with ultrafine α lamellae. The β → α transformation governs whether α lamellae retain Burger’s orientation relationships (BOR) at grain boundaries, with continuous boundaries favoring BOR retention. Across conditions, type 4 coherency boundaries dominate variant selection due to their low interface energy, while intragranular α/α’ boundaries commonly exhibit type 4 and type 3 semi-coherent relationships. These relationships underscore the pivotal role of nucleation and growth mechanisms in shaping the distribution of α-variants in PBF-built titanium alloys.
Another critical mechanism during PBF of titanium alloys is evaporation at the melt-pool scale, which plays a crucial role in controlling thermal behaviour and melt-pool stability, with direct consequences for the final part quality [72,73]. Exposure to a high-intensity energy beam causes a rapid rise in surface temperature, which can locally exceed the boiling points of certain alloying elements. Because many titanium alloys contain elements with lower boiling temperatures, such as aluminium, these species preferentially vaporize [74,75]. This selective loss alters the local chemistry of the melt pool and vapor plume, which can impact the evolution of microstructure and mechanical performance after solidification. At the same time, vapor expulsion produces a recoil pressure on the melt-pool surface, driving molten material downward and destabilizing the free surface. Under sufficiently high energy input, this effect promotes a shift from a shallow conduction-mode melt pool to a deeper, keyhole-type morphology. While keyhole formation increases energy absorption through multiple reflections, it also amplifies melt-pool fluctuations, thereby increasing the likelihood of defects, such as porosity and spatter [76]. Thus, evaporation-driven effects strongly couple thermal, fluid-flow, and compositional phenomena during the PBF processing of titanium alloys.
This review is to provide a comprehensive and critical analysis of the current understanding of crystallographic texture evolution and phase transformation mechanisms in titanium alloys fabricated through PBF-based AM processes, including LPBF and EBPBF processes. Despite significant advances in AM of titanium alloys, a systematic understanding of how different PBF techniques influence texture, phase stability, and microstructural evolution remains limited, as much of the literature focuses on isolated experimental studies. This review aims to fill this gap by synthesizing knowledge on β-grain morphology, α/α′ formation, retained β phases, and the resulting anisotropy in microstructure and mechanical properties. Emphasis is placed on the underlying metallurgical mechanisms, including crystal structures, allotropic transitions, variant selection rules, and the role of alloying elements in stabilizing specific phases during and after PBF processing. The influence of solidification conditions, thermal gradients, alloy chemistry, and rapid cooling cycles on nucleation, epitaxial grain growth, textural intensity, and heterogeneity is critically examined. Considerable attention is given to texture formation during solidification and cooling, the evolution of phase constituents under repeated thermal cycling, and the interplay between texture and phase transformation in dictating mechanical anisotropy. The review also integrates insights from post-processing strategies, such as heat treatments and HIP, as well as advances in characterization techniques and modeling approaches, to highlight current challenges, emerging research opportunities, and strategies for tailoring microstructure and improving the reliability of titanium components produced by PBF-AM.
2. Metallurgical Fundamentals of Titanium Alloys
The metallurgical behavior of titanium alloys is governed by their crystallographic texture, phase transformations, and alloying content, all of which determine microstructure evolution and mechanical performance in both conventional and AM processes [45,58]. Titanium exhibits allotropic transformations, enabling it to exist in multiple crystallographic forms depending on temperature and composition. At ambient temperature, titanium is stable in the α-phase [45,77]. Above ~882 °C, titanium transforms into the β-phase, bcc structure with higher symmetry and more slip systems, resulting in enhanced ductility [78]. In addition to these equilibrium phases, metastable martensitic forms, α′ and α″, can develop during rapid cooling from the β-phase region [79,80]. The α′ martensite forms via a diffusionless, displacive transformation and is typically observed in α + β alloys such as Ti64, contributing to high strength but reduced ductility [81]. The α″ phase is more common in near-β alloys with high β-stabilizer content, such as Ti6246, and exhibits a plate-like morphology with moderate ductility and high strength.
Phase transformations in titanium alloys are governed by the allotropic α ↔ β transition, whose temperature depends strongly on purity, occurring within the range of 860–960 °C in commercially pure titanium (CP-Ti). At this temperature, the crystal structure of Ti changes from hcp Ti-α to bcc Ti-β during heating, with the reverse transformation occurring upon cooling. At low heating and cooling rates, the α ↔ β transformation proceeds through diffusive nucleation and growth, resulting in a cellular microstructure. At higher cooling rates, it exhibits martensitic, diffusionless characteristics, resulting in a needle-like microstructure. Unlike titanium alloys, where retained β may occur, pure titanium fully transforms, and β phase cannot be retained at room temperature. While martensitic products in titanium alloys are often described as α′ or α″ and follow crystallographic relationships such as the Burgers orientation relationship, in pure titanium, the high-rate β → α transformation is primarily characterized by rapid, shear-dominated lattice rearrangement rather than the formation of distinct metastable phases [82]. Rapid cooling or repeated thermal cycling, as encountered in AM, can result in the retention of metastable phases, microstructural refinement, and high defect densities, all of which impact mechanical performance. Alloying elements are primarily responsible for controlling phase stability and transformation behavior. The additions of α-stabilizers such as aluminum, oxygen, and nitrogen raise the α-phase stability, increase the α → β transformation temperature, and promote solid-solution strengthening [83].
The β-stabilizers, including vanadium, molybdenum, niobium, and tantalum, reduce the transformation temperature and extend the β-phase field so that metastable α′ or α″ martensite can be produced by rapid cooling. Near-β alloys utilize this effect to achieve high strength with moderate ductility, while α + β alloys balance the two phases to attain an optimum combination of both creep resistance and toughness. Figure 1 illustrates how α and β stabilizers influence the microstructural development of titanium alloys. The solidification and phase transformation behavior of titanium alloys differ significantly between conventional processing and AM. In conventional casting or forging, cooling rates are relatively slow, favoring equilibrium α + β microstructures with coarser grains. Solid-state transformations occur gradually, allowing for diffusion-controlled phase evolution and the development of uniform texture [84,85,86]. In contrast, powder-based AM processes such as LPBF and EBPBF involve extremely high cooling rates (103–106 K/s) and repeated thermal cycling. These conditions promote the formation of fine-scale α′ martensite within retained β grains, characterized by limited diffusion and high defect densities, including dislocations, nano-twins, and stacking faults [27,87,88]. Repeated reheating during layer deposition can induce partial decomposition of α′ into equilibrium α + β or α” in near-β alloys, leading to hierarchical microstructures with complex textures. Consequently, controlling process parameters in AM is critical to tailoring phase fractions, texture, and mechanical performance [89,90,91].
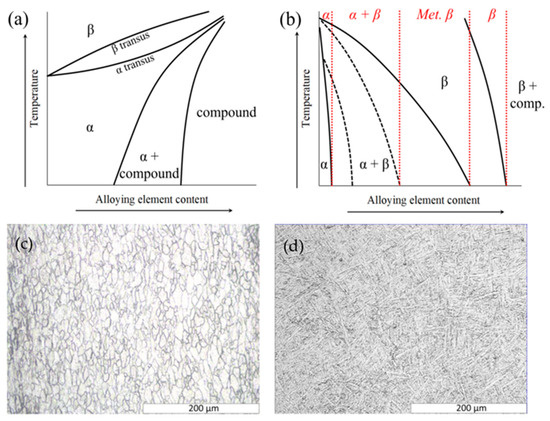
Figure 1.
Influence of (a) α and (b) β stabilizing elements on the microstructural evolution of titanium alloys. The black dashed lines indicate the metastable α-β region, while the red dashed lines show the predicted microstructure at room temperature. (c) Representative microstructure of commercially pure α-titanium, and (d) representative microstructure of annealed Ti64 α-β alloy. Reproduced from [92] (Open access article).
3. PBF-Based AM Processes
In recent years, AM has gained significant attraction across multiple disciplines owing to its ability to produce complex shapes that are otherwise unattainable through conventional methods [93,94,95,96,97]. Advances in AM enable the production of lightweight, high-strength components that are especially relevant in biomedical, dental, and even space exploration sectors. PBF-based AM is a strategic technology for on-site fabrication and repair, supporting long-duration missions with highly efficient resource utilization. PBF systems operate by sequentially depositing thin layers of metal powder, typically with a particle size of approximately 30 µm, and melting them using a thermal energy source, such as a laser or electron beam [97,98]. LPBF stands out as a highly established metal AM technique known for producing dense, high-precision, and functional metal components. In LPBF, a recoating system evenly spreads a thin layer of metal powder onto a substrate plate housed within a controlled chamber filled with inert gas, such as argon or nitrogen (Figure 2a). Typically, the powder particles used are highly spherical to ensure good flowability and packing density, which are crucial for achieving uniform layering [99]. Once the powder layer is deposited, a focused, high-power laser beam scans the surface according to cross-sectional data derived from a 3D CAD model. This laser selectively melts the powder particles, causing them to fuse and solidify into a continuous, solid layer that matches the desired geometry. This layer-by-layer fusion process continues until the entire 3D structure is complete. Support structures may be employed where necessary to stabilize parts and dissipate heat during fabrication, which are removed during post-processing. EBPBF/EBM represents a relatively recent and highly specialized approach developed by Arcam (Mölnlycke, Sweden), which utilizes an electron beam as the heat source to melt metal powder within a high-vacuum environment [100,101]. Unlike LPBF, which uses photons, EBM utilizes electrons generated from a tungsten filament operating at approximately 60 kV, producing an energy density exceeding 100 kW/cm2. The electron beam is then precisely controlled by two magnetic coils: one to focus the beam diameter and another to deflect it across the build area, allowing for the targeted melting of the powder layer in accordance with the cross-sectional geometry derived from a CAD model (Figure 2b). The EBM process begins by spreading a thin layer of metal powder, typically about 50 µm thick, onto a preheated build platform. Preheating is a critical step accomplished with a low-intensity, defocused electron beam that rapidly scans the powder bed to sinter the particles lightly and elevate the temperature (up to approximately 720 °C) without fully melting. Table 2 illustrates the differences in cooling rates, prior-β grain morphology, α/α′ formation, and texture evolution.
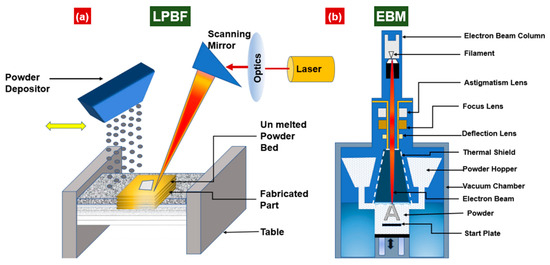
Figure 2.
Schematic representations of the PBF-based AM systems (a) LPBF and (b) EBM. Reproduced from [95] with permission from Springer. License Number: 6151671355091.
Table 2.
Comparison of LPBF and EBPBF titanium alloys in terms of cooling, microstructure, and texture.
Among the key advantages of LPBF and EBPBF are their high precision, exceptional dimensional accuracy, and the potential for microstructural control through process parameter optimization [102]. LPBF, which utilizes a high-energy laser as a heat source, typically produces fine microstructures and superior surface finishes, resulting in enhanced mechanical properties, including high strength and hardness [103]. EBPBF, on the other hand, operates in a high-vacuum environment using an electron beam, reducing contamination and residual stress while enabling faster build rates [104]. Process-induced defects such as internal voids, residual stress, geometric distortions, surface defects, and anisotropic mechanical properties are common concerns [105,106]. Additionally, powder handling and recycling introduce risks of contamination and variation in particle morphology, which can affect the overall process stability. From an economic perspective, high equipment costs and limited build volumes also restrict large-scale industrial adoption [107]. Feedstock powder characteristics have a significant influence on part quality in PBF, as factors such as particle size distribution, morphology, flowability, and packing behavior determine how uniformly each layer is spread and how consistently it melts. Elambasseril et al. [108] addressed this challenge by examining four Ti64 powders with different characteristics (Table 3) and investigating how these differences affected the powder-bed density and, ultimately, part quality. Using detailed analyses of surface chemistry, particle size, morphology, and rheology, combined with a powder-bed capsule method and micro-CT, they evaluated powder-bed density across more than a thousand layers.
Table 3.
Chemical composition and nominal particle size range for each Ti64 powder Adapted from Ref. [108].
Representative morphologies are shown in Figure 3a–d, where all powders display the typical mix of spherical particles, satellites, and occasional elongated shapes. Notably, the 15–25 µm powders contained fewer elongated particles than the 25–45 µm powders. Figure 3e highlights more subtle differences between the 25–45 µm powders from Suppliers A and B: although both appear similarly spherical under SEM, quantitative shape analysis reveals clear distinctions. Supplier B’s powder contained a higher proportion of highly spherical and spherical particles (55.49% vs. 42.57%), fewer satellite-bearing particles (34.13% vs. 41.57%), and fewer agglomerates and elongated particles. Based on these morphology metrics, Supplier B’s powder exhibits superior characteristics that would generally support better layer spreading and more stable melting behavior during LPBF. However, the µCT analysis shows that powder morphology alone does not dictate print quality, as multiple interacting factors shape the final part. Despite Supplier B’s powder appearing morphologically superior, the pore frequency plots (Figure 3f,g) reveal that it produced a higher number of pores, whereas Supplier A’s samples showed fewer but slightly larger defects. The cross-sectional images (Figure 3h,i) support this; parts built with Supplier B’s powder contain more small voids, while those from Supplier A appear cleaner and more uniform. The sphericity-diameter plots (Figure 3j,k) further indicate that smaller pores, especially in Supplier A’s samples, are generally more spherical, reflecting more stable melt pool behavior. In contrast, the less spherical, irregular pores seen in Supplier B’s samples point to occasional melt pool instability or incomplete fusion. In both powders, most elongated defects are observed near the cuboid edges, likely due to limited remelting at the scan boundaries or gas entrapment during solidification. The interactions between laser power and scanning velocity can define regions of incomplete melting, stable processing, and over-melting. If the energy input is too low, say, due to low power or high scan speed, poor fusion defects are most likely to develop; these often take the form of irregular or elongated pores generated through incomplete melt pool overlap. On the other hand, excessive energy input because of high power or low scanning speeds promotes overheating, keyhole porosity, and melt track instability. Even within a nominally optimal energy density, very high combinations of power and scanning speed may promote “balling” phenomena driven by surface tension instabilities. In general, the dynamics of the melt pool are controlled by laser parameters, scanning strategy, and powder behavior, which determine the formation and distribution of defects. These defects, in turn, directly impact the mechanical integrity and surface quality of the fabricated parts. Thus, these results underscore that the quality of the powder, process conditions, and melt pool dynamics collectively determine the density of LPBF parts and cannot be predicted solely from morphology. Similarly, Jeffs et al. [110] utilized the five sets of process parameters to investigate the relationships between process parameters, microstructural characteristics, and impact energy in EBPBF-fabricated Ti64 specimens. The details of the process parameters are shown in Table 4 [110].
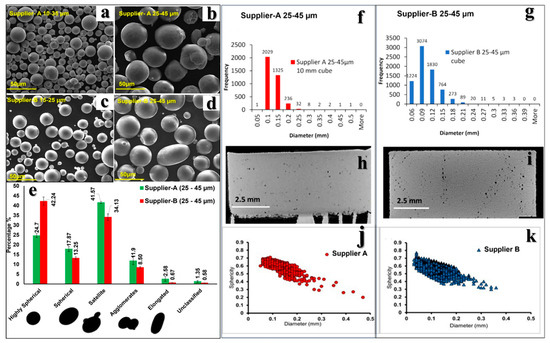
Figure 3.
(a–d) SEM images of Ti64 powders from Supplier A and B across different size ranges [108], (e) Powder shape classification for both suppliers. Reproduced from [108], (f,g) µCT-derived defect size distributions in LPBF cubes built using 25–45 µm powders, (h,i) Representative µCT sections showing porosity in cubes from each supplier, and (j,k) Pore sphericity versus diameter, indicating more spherical defects for Supplier A. reproduced from [108,111] (open access articles).
Table 4.
Details of process parameters used for deposition.
Figure 4a–e shows representative build-plane microstructures for the five parameter sets, illustrating how α-lath morphology and columnar prior-β grain structure evolve under different EBPBF conditions. These variations stem from the layer-wise melting and strong thermal gradients inherent to the process, which promote epitaxial β-grain growth and the development of grain-boundary α, including the familiar Widmanstätten platelets and β-colony features. Figure 4f–h illustrate the relationship between impact energy (in both vertical and horizontal directions) and microstructural metrics, including average α-lath width, prior-β grain width, and grain area.
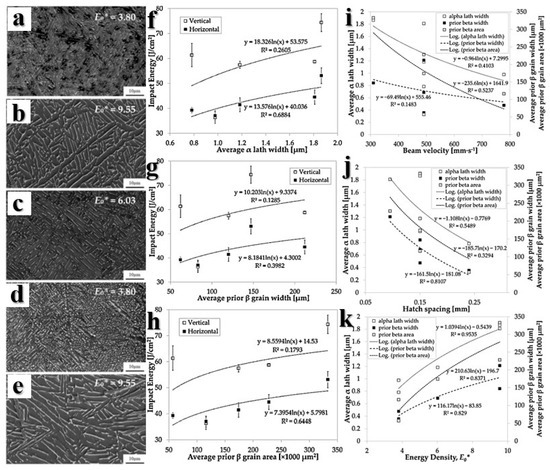
Figure 4.
Influence of processing parameters on the microstructure and impact energy of EBPBF-produced Ti64. (a–e) Build-plane microstructures for parameter sets 1–5. (f–h) Correlations between impact energy (vertical and horizontal) and key microstructural features: (f) α-lath width, (g) prior β-grain width, and (h) prior β-grain area, (i–k) Effect of processing parameters on these microstructural metrics, including (i) beam velocity, (j) hatch spacing, and (k) normalized energy density E0* reproduced from [110] (open access article).
A clear trend emerges; specimens with coarser laths and larger grains tend to exhibit higher impact energy, consistent with an intergranular fracture mode, in which fewer grain boundaries allow more energy to be absorbed during impact. Figure 4i–k then illustrate how these features respond to changes in beam velocity, hatch spacing, and normalized energy density (E0*). While increasing velocity or hatch spacing generally refines both α laths and prior-β grains, with some scatter, their combined effect, expressed as E0*, produces much stronger and more consistent correlations (R2 > 0.8). This highlights the value of viewing process parameters in an integrated manner to better predict and tailor the resulting microstructure. The EBPBF process parameters play a decisive role in shaping both the microstructure and mechanical response of Ti64. Higher energy input tends to produce larger prior-β grains and wider α laths, which in turn contribute to increased impact energy, most notably in horizontally oriented samples. The results emphasize the need to carefully balance energy density and related process variables, as their combined control is essential for designing targeted microstructures to achieve better performance in AM Ti64 and similar high-performance alloys.
4. Solidification and Microstructure Evolution
In PBF-based AM processes, the solidification behavior of titanium alloys is primarily controlled by the growth of epitaxial layers on the existing solid phase rather than by the formation of new nuclei. The melt pool undergoes cooling along the path that maximizes heat dissipation after the passage of the laser or electron beam. During this cooling process, the previously solidified base layer and the build plate, with their high thermal conductivity, serve as the primary heat sinks. As a result, the maximum temperature gradient (G) tends to align with the build direction (BD) [112,113,114]. The stable phase at elevated temperatures is bcc β-Ti, and bcc metals generally exhibit a preferred growth direction along the <100> direction. Consequently, grains with the <100> β axis closely aligned with G will grow preferentially [114,115]. During this process, multiple grains with varying orientations grow competitively within the melt pool and grains whose growth directions are not well-aligned with the growth direction of the melt pool G are gradually eliminated [115,116,117]. As subsequent melt pools repeatedly partially re-melt the top of the preceding layers, the distinct interlayer boundaries are erased. This results in the formation of a macro-columnar prior-β grain microstructure, where a small number of “successful” β grains grow continuously along the BD for several millimeters or more. This is regarded as the fundamental microstructural source of the significant mechanical anisotropy observed in AM-processed alloys such as Ti64 [31,112,113,117,118].
The morphology and scale of the solidified microstructure can be explained based on G and solidification rate (R), as defined by classical solidification theory, as illustrated in Figure 5 [119,120,121]. The G/R ratio specifically controls the stability of the solidification interface. A high G/R ratio ensures a flat interface, while a decrease in G/R (i.e., an increase in R or a decrease in G) disrupts the interface, resulting in a shift from planar to cellular to dendritic growth. Under certain conditions, a columnar-to-equiaxed transition (CET) may also occur [115,122]. On the other hand, the cooling rate (CR = G × R) influences the size of the microstructure, such as the spacing of secondary dendrite arms or cell size. Higher CR values typically result in the observation of finer microstructures [115,123]. From this viewpoint, the scan strategy is a crucial process parameter as it determines the trajectory of the energy source, greatly impacting the shape of the melt pool and the local G and R distributions [26,124]. When unidirectional or bidirectional scanning is applied in the same direction for each layer, heat conduction predominantly occurs towards the build plate, resulting in the maintenance of a high-temperature, high-thermal gradient region that is nearly parallel to the build direction. This generally encourages the growth of columnar β grains that are aligned with the boundary layer [114,115]. On the other hand, an alternating scan strategy is employed, where the scan direction is rotated by an asymmetrical angle, such as 90° or 67°, with each layer. This results in periodic changes in the laser travel direction and the solidification rate R vector within the XY plane. This strategy has the potential to result in a “zigzag” pattern for the columnar grain growth path, weakening texture strength, and, in certain instances, decreasing the aspect ratio [26,125,126]. These findings indicate that the scan strategy serves as a crucial metallurgical control tool for regulating solidification thermodynamics and crystal growth direction [26,126].
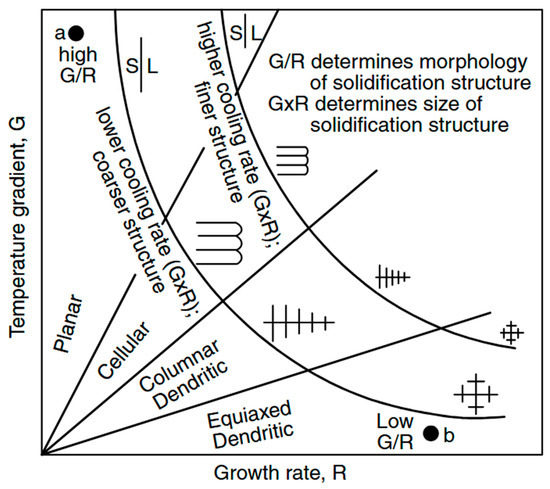
Figure 5.
Effect of the temperature gradient (G) and the solidification rate (R) on the resulting microstructural features and size during solidification. Reproduced from [127] with permission from John Wiley and Sons, License number: 6151720658069.
The building direction (BD)-aligned columnar prior β microstructure induces mechanical anisotropy that is dependent on the relative orientation between the build direction and the loading axis. Build orientation is defined as the direction in which the part is manufactured, which determines the angle between the BD and the external loading axis. This angle aligns the columnar prior β grains and α/α′ lath texture [26,126]. Many studies suggest that the mechanical anisotropy of AM alloys is a result of two factors: microstructural anisotropy caused by columnar grains and transformation products, as well as anisotropy in process-induced defects found along interlayer boundaries and scan trajectories [26,126,128]. From the standpoint of columnar β grain boundaries, they can function as brittle pathways under specific loading conditions. When horizontally built specimens are loaded perpendicular to BD, there is a noticeable increase in yield and tensile strengths because of load transfer across the columnar grains. However, certain cases indicate a decrease in ductility due to the opening of a grain boundary [125,126]. On the other hand, when vertically built specimens are loaded parallel to the BD, the loading axis is aligned with the columnar grain boundaries, which promotes more consistent plastic deformation and a tendency for greater elongation at similar levels of process defects [125]. However, if the process is not optimized, leading to residual lack of fusion defects between layers, these defect planes generally align within the XY plane (i.e., at the interlayer interfaces). In vertically constructed specimens, the loading axis acts perpendicular to these weak planes, which may result in a notable decrease in ductility and the occurrence of brittle fracture [26,125,129]. Therefore, the ultimate mechanical anisotropy is determined by the overlap between the microstructural pathways, which are influenced by columnar grains and transformation products, and the fracture pathways created by interlayer defects and porosity in various build directions [26,128].
Recent research has focused on inducing the Columnar-to-Equiaxed Transition (CET) to achieve an equiaxed microstructure, as the columnar prior β microstructure is a significant factor in mechanical anisotropy. Epitaxial growth is the prevailing phenomenon in AM of Ti64, resulting in the formation of β columnar grains that are aligned with the build direction. To reduce anisotropy and achieve a more isotropic microstructure, it is essential to regulate the process in a way that allows heterogeneous nuclei in the liquid phase to form more prominently than epitaxial growth [130,131]. One approach involves the addition of inoculants or grain refiners to create stable nucleation sites with a minimal lattice structure mismatch in β-Ti. Refractory ceramic particles, such as lanthanum oxide (La2O3), zirconium nitride (ZrN), and titanium nitride (TiN), have been shown to effectively refine beta grains in Wire Arc Additive Manufacturing (WAAM) of Ti64 [132]. Under certain processing regimes, including increased energy density, and with favorable alloy compositions, columnar grains can traverse several melt pools and develop to lengths of several millimeters [133,134]. In addition, research using powders treated with boron nitride nanotubes (BNNTs) has shown that fine equiaxed β grains, measuring several micrometers in size, can be achieved, along with a weakened texture, through a nucleation mechanism involving nanoparticles in rapid solidification environments [128,129]. An alternative method involves regulating solute elements through alloy design. The incorporation of elements such as silicon (Si), boron (B), yttrium (Y), zirconium (Zr), molybdenum (Mo), and chromium (Cr) has the potential to generate a region of constitutional supercooling within the liquid preceding the solidification interface. This strategy limits current columnar growth and encourages the formation of new nucleation [131,135,136]. However, it has been reported that in regions with very high thermal gradients, such as at the melt pool boundary, nucleation can be thermodynamically suppressed even with the presence of inoculants, resulting in the formation of a “nucleation-free zone” (NFZ). As a result, a combination of columnar and equiaxed grains may occur in the melt pool, with the columnar grains being present at the edges and the equiaxed grains dominating in the central region [122,124]. Narayana et al. [137] utilized LPBF to produce Ti64 alloys containing varying amounts of Fe and Cr, investigating how these β-stabilizers affect the microstructure and performance. At low Fe levels (1–2 wt%), the alloys still showed mainly coarse columnar grains with only a small fraction of near-equiaxed grains, indicating limited grain refinement. Increasing Fe to 3–4 wt% triggered a clear transition: columnar grains faded out, equiaxed grains became dominant, and full equiaxed grain growth emerged. Correspondingly, the β-grain size decreased from approximately 190 μm to roughly 70 μm. These changes significantly affected the mechanical behavior; higher Fe contents improved strength but significantly reduced ductility, with the 4 wt% Fe alloy reaching ~1460 MPa yet only exhibiting 3% elongation. The Cr-modified alloys mirrored these trends, showing similar microstructural evolution and room-temperature properties.
The microstructure and mechanical performance of PBF-processed titanium alloys are greatly affected by the solid-state transformation pathway that occurs after solidification. The morphology and texture of the parent β grains are determined by solidification conditions, as explained above. The final room-temperature microstructure is defined by the subsequent solid-state transformations that take place within these β grains during cooling [31,118]. LPBF and EBM demonstrate fundamentally distinct thermal histories, which in turn result in unique transformation pathways and microstructures. LPBF processes typically utilize low preheating temperatures, frequently below 200 °C, and a low thermal conductivity powder bed, resulting in exceptionally high cooling rates, ranging from 103 to 105 K/s. These rates significantly exceed the necessary cooling rate (approximately 410 °C/s) for the formation of α′ martensite in Ti64 [31,48,123]. As a result, the process of long-range atomic diffusion is inhibited, leading to a shear-type, diffusionless transformation of the β phase. Consequently, the as-built components of LPBF Ti64 show a microstructure that is not in equilibrium, consisting of a dense arrangement of very fine acicular α’ laths within the columnar prior β grains [118,123]. Although this structure possesses a high level of strength and hardness, its ductility generally falls below 10%, which restricts its suitability for use in structural components. Hence, it is nearly always necessary to perform subsequent heat treatments to induce the α + β decomposition of α′ to attain practical mechanical properties [123]. On the other hand, the EBM process utilizes an electron beam in a vacuum and is characterized by its high preheating temperatures, typically maintained between 650 °C and 750 °C in the chamber and the part during the manufacturing process [31,138]. The thermal history of EBM Ti64 can be broadly divided into three stages: (i) initial rapid cooling from the melt pool to the chamber temperature, (ii) a quasi-isothermal in situ annealing period lasting several hours, and (iii) slow cooling after build completion [138]. During the initial rapid cooling, cooling rates vary from 103 to 105 K/s, which, like LPBF, can result in the formation of α′. However, after a prolonged holding period at around 700 °C, the formed martensite gradually transforms into an equilibrium α + β lamellar structure, and residual stresses are alleviated during the final slow cooling stage [48,138,139]. As a result, the as-built EBM Ti64 demonstrates a precise α + β Widmanstätten structure, characterized by an average lamellar thickness of around 0.66 μm. This metallurgical state is reported to be near a quasi-equilibrium annealed condition, offering good ductility and low residual stress, albeit with slightly decreased strength [139,140]. This illustrates that the term “as-built” signifies entirely contrasting microstructural and mechanical states for LPBF and EBM. A crucial industrial implication is that LPBF components virtually necessitate subsequent heat treatment and residual stress relief processes, whereas EBM components can be utilized in their as-built state for certain applications [123,138,140]. Subsequent solid-state transformations and in situ or post-process heat treatments then determine the phase fractions and lamellar scale of α′ and α + β. Simultaneously, the scan strategy, build direction, and distribution of process defects control the spatial orientation of the microstructure and defect network, thereby establishing both static and dynamic mechanical anisotropy. Therefore, to reliably design AM-processed titanium components for fatigue, creep, and dwell behavior, a systematic, integrated approach is required, encompassing process–microstructure–property correlations that incorporate G-R-CR solidification thermodynamics, CET-based grain refinement, transformation behavior, and defect anisotropy.
Representative quantitative ranges reported for PBF-processed titanium alloys, including Ti64 and metastable β-Ti alloys, illustrate the strong dependence of microstructure on thermal history and processing conditions. Cooling rates during LPBF typically range from 103 to 106 K/s, producing α′ martensite laths with thicknesses of 50–300 nm in Ti64, while metastable β-Ti alloys may retain fine β or α″ phases depending on local cooling and alloy composition [141,142]. Prior-β grains generally exhibit aspect ratios from 3:1 to >10:1, reflecting the transition from conduction-mode to keyhole-mode melting [143]. Solidification maps, based on estimated thermal gradients (105–107 K/m) and solidification velocities (0.1–2 m/s), indicate that most PBF conditions favor columnar-dendritic growth, whereas reduced energy density or modified scan strategies can promote more equiaxed microstructures. These ranges highlight the inherent variability of PBF and underscore the importance of considering alloy chemistry, process parameters, and melt-pool dynamics when interpreting microstructural evolution.
5. Crystallographic Texture Development
Crystallographic texture development in powder-based AM processes arises from the complex interplay between thermal gradients, solidification dynamics, cyclic reheating, and the directional nature of layer-wise processing. During solidification, steep temperature gradients and high cooling rates promote epitaxial growth, where newly solidifying grains inherit the crystallographic orientation of the underlying material, leading to the formation of columnar β grains in titanium alloys. These grains typically grow along directions aligned with the maximum heat-flow path, often close to the BD, which explains why strong <001> β fiber textures frequently emerge in both laser- and electron-beam-based systems. As layers build upward, repeated thermal cycling influences the β → α transformation, further reinforcing specific orientation relationships. Under rapid cooling, the Burgers orientation relationship tends to dominate variant selection, often producing α variants that are crystallographically linked to the parent β grains; this creates textured α structures that mirror the directionality imposed during growth. In addition, localized melt pool curvature, remelting of previous layers, and the competition between columnar and equiaxed grains add nuance to texture formation, especially in regions experiencing complex thermal histories or changes in scan path geometry.
Process parameters have a significant impact on the intensity and stability of these textures. Laser power, scan speed, hatch spacing, and layer thickness directly affect melt pool dimensions and solidification rates, which in turn dictate whether grains grow epitaxially or whether equiaxed grains nucleate at the melt pool boundary. Lower scan speeds and higher power typically deepen the melt pool and strengthen directional solidification, thereby intensifying columnar texture. Conversely, higher scan speeds, reduced energy density, or increased undercooling at the melt pool boundary can promote heterogeneous nucleation and weaken texture intensity by introducing more randomly oriented grains. Even subtle shifts in beam focus or the use of contour passes can modify grain selection mechanisms. The scan strategy, such as alternating scan directions, rotating hatch angles, or employing island-based scanning, further influences texture evolution. Strategies that periodically rotate the scan vectors disrupt the continuity of thermal gradients, reducing epitaxial alignment and promoting more isotropic microstructures. Meanwhile, long scan tracks or repeated unidirectional passes reinforce the preferred grain growth direction, often resulting in a strong build-direction-aligned texture that can extend through significant portions of the part.
Texture heterogeneity across the build height is another characteristic feature of powder-based AM. In many titanium alloy builds, the lower regions experience slightly different thermal boundary conditions due to heat conduction into the substrate, often promoting stronger epitaxial growth near the base. As the part rises and thermal accumulation increases, the temperature gradients become less steep, sometimes encouraging partial equiaxed grain formation or modifying the relative stability of different α variants. Moreover, transitional zones, such as the interface between the baseplate and the first few layers, or areas where scan strategies change, often exhibit noticeable shifts in texture intensity. The cumulative effect of cyclic reheating also varies with build height: lower layers undergo more thermal cycles and therefore may develop more stabilized microstructures, while upper layers solidify under higher cooling rates with fewer opportunities for recovery. This vertical evolution leads to layered or gradient textures, which can influence mechanical anisotropy and local deformation behavior.
The characterization of such complex texture distributions requires a combination of high-resolution and bulk-scale techniques. Electron backscatter diffraction (EBSD) remains the most widely used method for analyzing texture at the microscopic level, offering detailed maps of grain orientation, grain boundaries, and phase distribution. EBSD is particularly useful for distinguishing α variant selection, measuring misorientation gradients, and visualizing fine microstructural features that influence mechanical properties. However, due to sampling limitations, EBSD alone cannot fully capture texture variations across large build volumes. X-ray diffraction (XRD), especially with area detectors or sin2ψ-based setups, provides averaged texture information and is well suited for quantifying global texture intensity and phase fractions. For even greater penetration and bulk sensitivity, neutron diffraction offers a powerful means of assessing through-thickness texture, capturing the orientation distributions of α and β phases across full components rather than small sections. These complementary techniques, when used together, allow researchers to construct a comprehensive understanding of how texture forms, evolves, and relates to macroscopic behavior.
Comparing texture evolution in LPBF and EBM reveals key differences stemming from their distinct thermal environments. LPBF typically involves higher cooling rates, more localized melt pools, and sharper thermal gradients, resulting in strong but fine-scale textures, often accompanied by a more pronounced α′ martensitic transformation in Ti64. The rapid solidification in LPBF favors the formation of narrow columnar β grains, accompanied by acicular α structures, which reinforces the <001>β fiber texture while also producing significant microstructural anisotropy. In contrast, EBM operates at elevated preheat temperatures, which reduce thermal gradients and suppress martensitic transformation, enabling the formation of coarser α + β lamellar colonies. The higher build temperatures in EBM also encourage recovery and partial recrystallization during processing, often weakening texture intensity relative to LPBF while producing larger, more stable β grains. Scan strategies differ between the two processes as well: EBM frequently uses long, continuous scan vectors that support strong columnar growth, whereas LPBF systems often employ rotating scan strategies that can partly disrupt texture alignment. As a result, LPBF builds tend to exhibit sharper textures with finer microstructural features, while EBM builds show broader orientation spreads and more thermally stabilized α/β morphologies.
6. Phase Transformation Mechanisms
In PBF-processed titanium alloys, the rapid and cyclic thermal conditions create complex phase transformation behaviors that differ from those commonly observed in conventionally processed materials. The two types of transformations that occur during rapid solidification, namely β → α and β → α′, are significant in determining the final microstructure and mechanical properties of the built component. Ti64 tends to solidify in the bcc-β phase, as the temperature in the melt pool is considered sufficiently high. During subsequent rapid cooling, the diffusionless transformation of β in the α′ martensite may be favored. However, the cooling rate determines the transformation route: if the cooling rate exceeds ~410 °C/s, α′ martensite forms almost instantaneously, whereas a slower cooling rate encourages a diffusional β → α transformation. The crystallography of the α′ martensitic phase exhibits an acicular morphology, has a well-defined orientation relationship with the prior β phase, and in most cases has the BOR given by {110} β || {0001} α, and <111> β || <11–20> α. This leads to a basket-weave or Widmanstätten-like microstructure that consists of interlocking α/α′ variants within the prior β grains. Indeed, solidification in AM exhibits a further epitaxial nature that strengthens this texture inheritance, whereby the preferred growth direction of the β grains, typically <001> β along the build direction, is passed onto the α variants, producing strong columnar textures and anisotropic mechanical behavior.
Interstitial elements such as oxygen, nitrogen, carbon, and hydrogen play a significant role in governing phase transformations in Ti-based systems [144,145,146,147,148]. Oxygen and nitrogen act as strong α-stabilizers, raising the β-transus temperature and promoting the formation and retention of α or α′ phases during cooling. Their presence also suppresses β → α transformation kinetics and can refine or modify α-lath morphology. Carbon similarly stabilizes the α phase but may additionally form carbides that influence transformation pathways. In contrast, hydrogen behaves as a β-stabilizer, lowering the β-transus temperature and accelerating β → α or α → β transformations depending on thermal history. These interstitial-induced changes in transformation behavior directly affect microstructure evolution, texture development, and the resulting mechanical properties in both wrought and additively manufactured Ti alloys. Jiang et al. [145] reported the formation of an fcc-Ti-C phase arising from a carbon-driven bcc → fcc transformation in Ti37Nb28Mo28-C7 complex concentrated alloy. Density functional theory (DFT) calculations indicate that interstitial C destabilizes bcc-Ti while stabilizing fcc-Ti over hcp-Ti at higher C contents, making carbon an effective fcc stabilizer. Generalized stacking fault energy (GSFE) results further show that C suppresses hcp nucleation and promotes fcc formation. While oxygen has a similar but weaker effect, carbon is the primary driver of this transformation, producing a thermally stable fcc-Ti-C phase. Wu et al. [146] confirmed that hydrogenation of the TiNbZr alloy induces a bcc → bct transformation (c/a ≈ 1.07), driven by the ordered distribution of hydrogen interstitials and reflecting a dilatation-dominated displacive phase change. Yang et al. [149] demonstrated that elevated oxygen content (>0.4%) in Ti-O-Fe alloys not only activates pyramidal <c + a> slip but also stabilizes the α-phase, promoting an α–β lamellar microstructure that enables effective slip transfer. This interstitial-driven phase stabilization highlights oxygen’s dual role in enhancing both mechanical performance and phase transformation behavior in titanium alloys.
However, the very rapid and spatially varying cooling rates across successive layers in AM often lead to heterogeneous transformation kinetics and the coexistence of multiple phases. Regions near the melt pool boundaries experience higher thermal gradients and faster cooling, resulting in finer α′ laths. At the same time, interior zones that cool more slowly allow partial diffusional β → α transformation or the retention of metastable β. The presence of retained β is influenced by alloying elements such as vanadium, molybdenum, or iron, which stabilize the β phase by lowering its free energy relative to the α phase. During layer-by-layer deposition, repeated reheating from subsequent passes subjects the underlying material to sub-transus thermal cycles, which promote partial decomposition of α′ martensite into a mixture of α and β through tempering-like reactions. This cyclical heating not only modifies the local phase fractions but also relieves internal stresses accumulated during rapid martensitic formation. Nevertheless, such partial decomposition often remains incomplete, leading to a microstructure containing fine α + retained β + α′ mixtures, especially in alloys with high β-stabilizer content or under conditions of limited thermal exposure. These complex phase assemblages have been observed to strongly influence both tensile strength and ductility. While α′ contributes to high strength due to its supersaturated solid solution and fine lath structure, excessive amounts may induce brittleness. In contrast, retained β enhances ductility but reduces yield strength.
The post-processing heat treatments applied to AM-fabricated titanium alloys aim to restore equilibrium between α and β phases and to optimize the balance between strength and ductility [150]. Sub-transus annealing treatments (below the β-transus temperature) promote the decomposition of α′ into equilibrium α + β, accompanied by coarsening of α laths and reduction in residual stresses [151]. At higher temperatures approaching or exceeding the β-transus, partial recrystallization occurs, refining the prior β grain structure and homogenizing the microtexture. Heat treatments such as solution treatment and aging (STA) are particularly effective in metastable β alloys, enabling the precipitation of fine α within β matrices and thereby tailoring the strength-ductility balance. Figure 6a shows the as-built microstructure of LPBF-fabricated Ti64, characterized by elongated columnar prior β grains and a fine acicular α′-martensitic structure. In Ti64, post-treatment at 700–950 °C effectively converts α′ to α + β and αm to α + β, reducing hardness but improving elongation and toughness. However, excessive holding times or overheating can result in α coarsening, weakening the alloy’s yield strength and ultimately fatigue performance. Su et al. [152] investigated the effect of dual-stage heat treatment (DHT) on enhancing the mechanical performance of LPBF-fabricated Ti64. In their study, the yield strength and hardness of salt-bath-quenched (SB) specimens initially decreased and then increased with rising second-stage heat-treatment temperature, whereas furnace-cooled samples showed a continuous increase in both properties.
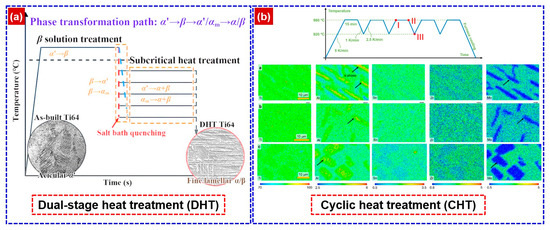
Figure 6.
(a) The DHT scheme and phase transformation pathway in LPBF-built Ti64, showing microstructures before and after DHT [152]. (b) Elemental maps of Ti, Al, Sn, Zr, and Mo in LAAM-built Ti6242 during the 980 °C CHT at times I, II, and III [153]. Reproduced from [152,153] (Open access articles).
Notably, the SB sample treated at 750 °C exhibited a fine lamellar α/β microstructure after DHT, as shown in Figure 6a, which developed during the salt-bath quenching process. By carefully tailoring the DHT parameters, an optimal compromise between strength and ductility could be achieved. These trends were attributed to the combined influences of phase evolution, atomic-scale elastic properties (AEPs), dislocation density, microstructural constituents, and the distribution of specific grain boundary types. Sui et al. [153] mentioned that only limited formation of globular α particles was observed after prolonged exposure at 980 °C, because atomic diffusion at high temperature reduces concentration gradients and hence weakens the driving force for α-lath globularization. To overcome this problem, cyclic heat treatment (CHT) was employed. During the high-temperature stage from ‘a’ to ‘b’ in Figure 6b, the α → β transformation played a dominant role, accompanied by enhanced atomic diffusion and partial globularization. The reverse β → α transformation upon cooling promoted new α formation and element redistribution, with Al enriching the α phase and Mo segregating to the β phase. Consequently, as seen at time ‘c’, a renewed concentration gradient favored further globularization during the subsequent cycles.
Similarly, HIP not only eliminates internal porosity but also provides sufficient thermal exposure to drive phase transformation toward equilibrium α + β configurations. The kinetics of these transformations depend on factors such as alloy composition, initial α′ fraction, and the extent of prior thermal exposure during deposition. Derimow et al. [142] conducted EBSD analysis on all eleven conditions, including the as-built and ten HIP-treated samples. Figure 7a–k presents the α-phase inverse pole figure (IPF) maps obtained at the same magnification, illustrating distinct morphological variations in the XY orientation. The as-built and sub-β HIP samples (800SC-920RQ; Figure 7a–g) display a rectangular grid-like α morphology, representing solidification traces of the prior β phase formed during PBF-L of Ti64. Within these regions, parallel α-laths form small micro-colonies, accompanied by discontinuous α along prior β grain boundaries, features consistent with earlier studies [154,155]. Continuous grain boundary α is observed only in specimens subjected to HIP above the β-transus temperature (~1000 °C). Chen et al. [156] reported that the competition between grain-boundary and intragranular α nucleation during cooling is highly dependent on the cooling rate in LPBF-built Ti64.
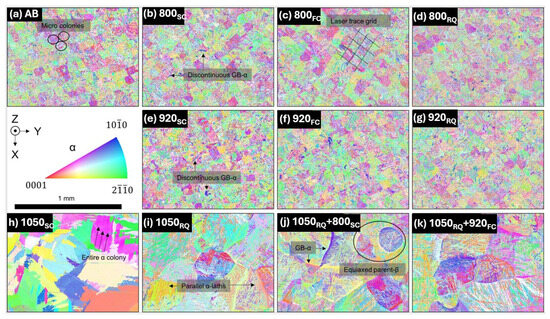
Figure 7.
(a–k) Large-area inverse pole figure (IPF) maps of the α phase for all eleven processing conditions in LPBF-built Ti64, obtained at identical magnification in the XY plane. Reproduced from [142] (open access article).
At slower cooling rates, α laths that initiate along prior β grain boundaries dominate, gradually consuming the remaining β and resulting in boundary-driven α growth. In contrast, higher cooling rates increase undercooling within the β grains, stimulating extensive intragranular α nucleation and promoting the development of a basketweave microstructure. Consequently, slow cooling favors primary α formation at boundaries, whereas rapid cooling leads to finer, interwoven α variants within the prior β matrix. The correlation between transformation pathways and mechanical anisotropy in PBF-processed titanium alloys arises from the inherent crystallographic and morphological orientation of the transformed phases. The columnar β grains that grow epitaxially along the build direction led to directionally aligned α or α′ variants upon transformation, generating a strong texture that favors load-bearing along specific orientations. This microtexture-driven anisotropy manifests as higher yield strength and elastic modulus along the build direction compared to transverse orientations. Furthermore, variant selection during β → α transformation, governed by the local orientation relationship and thermal gradient, can preferentially activate specific slip systems, influencing the plastic deformation behavior. The persistence of residual β films at α boundaries can enhance strain accommodation and delay crack initiation under cyclic loading, thereby improving fatigue resistance. However, excessive β continuity may localize deformation. Martensitic α′, in contrast, exhibits limited slip activity and high internal stresses, resulting in enhanced strength but reduced ductility. Post-processing that decomposes α′ into a balanced α + β microstructure mitigates this anisotropy and restores isotropic mechanical performance by reducing orientation bias and promoting equiaxed morphology.
Table 5 provides a comparison of the few titanium alloys fabricated by powder-based AM processes, highlighting the strong influence of processing route and HIP parameters on defect reduction and microstructural evolution. All alloys exhibit inherent as-built porosity, typically associated with lack-of-fusion defects, gas entrapment, or unmelted particles; however, the extent of this porosity varies with the AM process stability and powder characteristics. HIP cycles applied across the studies consistently reduce porosity to near-full density, demonstrating the effectiveness of high temperature and pressure in eliminating internal defects. Post-HIP microstructures show significant transformation from the acicular or martensitic α′ structures common in as-built LPBF and EBM parts to more equilibrated α + β lamellar or coarsened α morphologies. These results collectively confirm that the AM process governs initial defect formation and microstructural refinement, and HIP is essential for achieving near-wrought density and stable microstructures suitable for structural applications. During HIP processing, pressures of approximately 100–150 MPa are commonly applied. According to the Clausius–Clapeyron relation, pressure can shift phase equilibrium temperatures when the transformation involves a change in volume [157,158]. For titanium alloys, the α → β transformation is associated with a slight decrease in specific volume, meaning that applied pressure stabilizes the β phase and can lead to an increase in the β-transus temperature [159]. Although the change in β-transus under typical HIP pressures is generally small, it may still influence phase stability, diffusion kinetics, and microstructural evolution during the process. Therefore, the effect of pressure should be acknowledged when interpreting microstructures produced under HIP conditions.
Characterizing phase transformation products in PBF-processed titanium alloys presents several inherent challenges. Accurate α/β phase indexing is complicated by the crystallographic relationships between the phases, where pseudo-symmetry and similar diffraction patterns can lead to ambiguity in EBSD-based identification [160,161,162,163]. These difficulties are amplified in alloys containing ultrafine α′ martensite, whose nanoscale platelets often fall below the reliable spatial and angular resolution of SEM-based methods, resulting in incomplete or mixed indexing [164]. Moreover, resolving variant selection and crystallography requires techniques with higher spatial and chemical sensitivity. Transmission electron microscopy enables the unambiguous identification of α/β orientation relationships through diffraction, while atom probe tomography can reconstruct three-dimensional composition fields, assisting in the distinction between closely related variants. Together, these limitations and methodological requirements underscore the need for complementary high-resolution characterization strategies when analyzing deformation, transformation pathways, and microstructural evolution in AM-processed titanium alloys [165,166,167].
Table 5.
Comparative summary of HIP effects on powder-bed-fused titanium alloys from available literature.
Table 5.
Comparative summary of HIP effects on powder-bed-fused titanium alloys from available literature.
| Alloy/ Powder | AM Process | As-Built Porosity/ Defects | HIP Cycle | Post-HIP Density/Porosity | Microstructure | Ref. |
|---|---|---|---|---|---|---|
| Ti64 ELI | LPBF | 0.06% | 100 MPa; 920 °C; 3 min to 55 min. | After 8 min of HIP, small defects are eliminated; after 25 min, no pores larger than 50 µm remain, and the median pore size is reduced to ~25 µm. | The initial microstructure is fully α/α′, but HIP promotes the formation of the β phase. | [168] |
| Ti64 | SLM | 0.50% | 100 MPa for 2 h at 900 °C. | Porosity decreased from 0.5% in the initial SLM condition to 0.077% after process optimization, and further to below 0.012% following HIP treatment. | SLM forms acicular α′ martensite with elongated grains, while HIP coarsens this into elongated α grains about 3 µm wide and 50–60 µm long. | [169] |
| CP-Ti | LPBF | Relative density is 92–95% | 101 MPa and 730/950 °C for 1 h, followed by furnace cooling (FC) at ~3 °C/min. | HIP treatment significantly improved densification, raising the relative density up to 99% and promoting grain coarsening (6 to 20 µm). | As-built CP-Ti has acicular α′ martensite with only a small fraction of equiaxed grains. HIP coarsened the microstructure, transforming it to the α phase. | [170] |
| Ti6242 | EBM | 4.49 ± 0.2 g/cm3 | 103 MPa for 2 h at 850/950/1050 °C, and FC at 100 °C/min. | The as-built Ti6242 exhibited a density of 4.49 g/cm3, while the HIPed Ti6242 showed slightly higher densities of 4.51–4.53 g/cm3, reflecting improved densification. | HIP at 850 °C, 950 °C, and 1050 °C produced blocky, refined grains with mixed acicular martensite and α at 850 °C, while higher temperatures promoted grain growth and decomposition of α′ martensite into thin, acicular Widmanstätten α. | [171] |
| Ti64 | EBM | Relative density is 99.3% | 100 MPa for 2 h at 920 °C. | Post-HIP, the relative density is 99.8%. The as-built samples contained pores with diameters of 50–100 µm and porosities of ≤0.5 vol%, whereas HIP effectively removed them. | The as-built samples exhibited a fine acicular α (hcp) phase formed by the β → α′ martensitic transformation during EBM, whereas the HIP treatment coarsened this microstructure. | [172] |
| Ti6246 | LPBF | <0.1% | 800 °C at 103 MPa for 4 h, followed by FC. | HIP eliminated the pores. | LPBF samples showed strong α″ martensite peaks with only weak α peaks, whereas HIP produced a microstructure and XRD response containing clear α and β phases. | [173] |
| Ti-6.5Al-3.5Mo-1.5Zr-0.3Si (TC11) | LPBF | Pores were present, with a maximum size of 16 μm. | 900–930 °C and 120–150 MPa for 3 h, followed by FC. | HIP eliminated the pores. | A ‘checkerboard’ microstructure, with checker sizes matching the AM spot size, corresponding to prior β grain boundaries (PBGBs); SEM showed ultra-fine α laths and α colonies within the PBGBs. | [174] |
| Ti64 ELI | SLM and EBM | - | 920 ± 10 °C and 1020 ± 10 bar for 2 h. | - | SLM produced fine α′ + α needles, while EBM formed lamellar and grain-boundary α; HIP at 920 °C coarsened the α lamellae in both, with SLM lamellae becoming ~60% longer than those in EBM. | [175] |
| Ti-6Al-2Zr-1Mo-1V | LPBF | Relative density is 99.4 ± 0.2% | 930 °C and 12 MPa for 3 h. | HIP eliminated the pores. | LPBF Ti alloy exhibited columnar α′martensite, and HIP at 930 °C preserved the columnar grains, transforming α′ into α + β with 5 μm αGB layers and 2 μm α lamellae, including long α-laths and short α-rods. | [176] |
| TA15 | LPBF | Pores were present | 130 MPa for 2 h at 900/940/980/1020 °C, followed by FC. | HIP eliminated the pores. | L-PBF TA15 showed long columnar grains and fine α′ martensite, with HIP at 900–980 °C retaining the elongated grains and prior β grain widths of 89–112 μm, indicating preserved microstructural heredity. | [177] |
7. Texture-Phase Transformation Interrelationship
The complex relationship between crystallographic texture and phase transformation in powder-based AM titanium alloys plays a defining role in determining the resulting microstructure and anisotropic mechanical response [178,179]. During solidification, strong β-grain textures are commonly established due to directional heat flow and epitaxial grain growth, which in turn influence the selection of α or α′ variants during subsequent β → α/α′ transformations [130,180,181]. This variant selection follows the Burgers orientation relationship, {110} β || {0001} α and <111> β || <11–20> α, meaning that the orientation of the prior β grains dictates which α variants can nucleate and grow preferentially [182,183]. In regions with a dominant <001> β texture along the build direction, α variants sharing low interfacial energy with the β matrix are favored, often resulting in a strong basal or prismatic texture in the α phase. Such textural inheritance not only defines the morphology and distribution of transformed phases but also reinforces mechanical anisotropy, as components typically exhibit higher yield strength and elastic modulus along the build direction compared to transverse orientations [184,185]. The coexistence of differently oriented α and retained β regions adds further complexity, as local variations in orientation affect slip system activation, strain localization, and crack propagation behavior. Consequently, the coupled influence of texture and phase transformation governs not only the elastic and plastic anisotropy but also the fatigue and fracture responses of PBF-processed titanium alloys.
In PBF-processed titanium alloys, predicting grain morphology and transformation behavior increasingly relies on multiphysics modeling frameworks that capture both solidification-driven texture formation and subsequent phase evolution. High-resolution phase-field simulations are used not only to examine dendritic interface dynamics and β-grain competition, key factors governing the CET, but also to model variant selection during the β → α transformation through representations of interfacial energies and crystallographic orientation relationships [186,187,188]. Cellular automaton models complement these efforts by efficiently coupling with thermal fields to simulate nucleation and competitive grain growth across full melt-pool domains, enabling process-scale exploration of CET conditions [115,189]. To connect these microstructural predictions with mechanical response, crystal plasticity finite element (CPFE) models resolve the local stress–strain behavior arising from the anisotropic slip characteristics of α variants [190]. Together, these computational tools integrate thermal histories, kinetic effects, and alloy-specific parameters to produce processing maps that relate laser scanning strategy, cooling rate, and chemistry to controllable outcomes in grain structure, texture evolution, and phase formation during AM and subsequent heat treatments. Complementing these modeling efforts, recent advances in operando diagnostics, such as high-speed X-ray imaging of melt pools, provide direct insight into the dynamic behaviors of melt pools and vapor cavities, thereby improving our understanding of defect formation and keyhole stability [191]. Integrating such real-time process information with multiphysics models can further refine predictions of microstructure evolution and guide robust, high-fidelity AM strategies [192]. Mukherjee and Debroy [193] emphasized that a comprehensive digital twin for metal printing can integrate mechanistic models, high-resolution sensing, and advanced data management to optimize the additive manufacturing process. By combining predictive models with real-time control and machine-learning feedback, it enables near-optimal microstructure and properties while reducing experimental trials, highlighting the potential of digital twins to improve efficiency and process understanding in metal AM. Liu et al. [194] demonstrated that combining a LPBF process thermal simulation with a two-dimensional Cellular Automata-Phase Field (CA-PF) model provides an efficient and reliable method for predicting the solidification behavior of Ti64. Their approach accurately reproduced columnar β-grain growth, captured dendritic sub-structures, and reflected realistic solute partitioning trends. The strong consistency with experimental observations confirms the fidelity of the multiscale framework, while the CA-PF method provides major computational savings compared with full phase-field simulations, making it a practical tool for microstructure prediction in AM.
In addition, advanced multi-physics simulations have become indispensable for resolving evaporation-driven phenomena that are otherwise inaccessible to in situ experiments [195]. State-of-the-art models now capture microsecond-scale interactions between heat transfer, fluid flow, phase change, and vapor dynamics, providing direct insight into the formation and evolution of vapor plumes above the melt pool [72,75,76]. These simulations reveal how metal vapor entrains surrounding powder particles, alters local energy absorption, and induces transient fluctuations in recoil pressure that can destabilize the keyhole, leading to collapse and the entrapment of porosity [196]. By coupling detailed ray-tracing approaches with vapor-liquid phase transition and mass loss models, simulations enable a predictive assessment of evaporation intensity and elemental depletion under different processing conditions. This integrated framework enables the systematic optimization of laser parameters and scan strategies to suppress excessive vaporization while maintaining a stable melt-pool morphology. As a result, multi-physics simulations play a central role not only in interpreting observed defects, but also in guiding process design toward robust, compositionally controlled, and defect-free PBF processing of titanium alloys. Ren et al. [197] focused on detecting keyhole pore formation using a machine learning approach during the LPBF of Ti-64. Their work demonstrates that insights obtained from operando synchrotron X-ray imaging can be effectively translated into practical, real-time monitoring strategies for standard LPBF systems. As a result, accurate detection of keyhole porosity is achievable without specialized synchrotron access, enabling more reliable process control and supporting the qualification and certification of metal AM parts. Wang et al. [198] observed that evaporative element loss during metal AM causes localized composition variations and significantly impacts mechanical properties, with keyhole dynamics, Marangoni flow, and differential evaporation playing key roles. Consequently, optimizing both feedstock composition and process parameters, guided by high-fidelity simulations, is essential for designing alloys with consistent performance in AM. Wang et al. [199] emphasized that intelligent defect detection in metal PBF is crucial for addressing defects such as porosity, cracks, and lack of fusion. By combining in situ monitoring with machine learning and effective data pre-processing, raw sensor signals can be transformed into actionable insights for real-time process control.
The implications of controlling the texture-phase transformation relationship extend far beyond microstructural interpretation; they provide a pathway for purposefully optimizing properties. By understanding how prior β orientation influences α variant selection, researchers can design processing routes that promote more randomized or equiaxed textures, thereby reducing anisotropy and enhancing uniform mechanical performance. Alternatively, in applications where directional properties are desirable, controlled texturing can be leveraged to enhance load-bearing capacity along specific orientations. Post-processing techniques such as heat treatment, HIP, and thermomechanical deformation can be strategically applied to modify variant distributions and tune phase fractions for improved toughness or ductility. The interplay between phase evolution, crystallographic texture, and microstructure has a direct impact on the fatigue performance of PBF-processed titanium alloys. Columnar β grains and preferred α-variant orientations can introduce anisotropic mechanical behavior, influencing the initiation and propagation of cracks under cyclic loading. Pilchak and Williams [200] reported that fatigue crack initiation and propagation in Ti-8Al-1Mo-1V alloy is strongly controlled by crystallographic orientation and texture, with basal planes inclined to the loading direction serving as preferred crack paths. While environmental factors and dwell conditions can influence crack growth rates, they do not fundamentally alter the faceted fracture mechanisms, emphasizing that microtexture-driven anisotropy dominates fatigue behavior, especially during early crack propagation. Assessing features such as prior β-grain size, crystallographic texture, α-grain morphology, and colony dimensions is critical for understanding and improving fatigue performance. In AM-processed titanium alloys, prior β-grain morphology is often a key factor influencing both fatigue resistance and damage tolerance. For example, in LPBF Ti64, larger prior β grains have been associated with rougher macroscopic fracture surfaces [201]. Detailed studies of fracture surfaces and crack paths indicate that long fatigue cracks can propagate across prior β-grain boundaries, whereas short cracks, comparable in size to the microstructural units, are often arrested at these boundaries [202]. Continuous αGB acts as a weak point for fatigue crack initiation, thereby lowering the fatigue performance of AM Ti alloys. In LPBF-processed Ti55531 with continuous GB-α, it shows lower fracture toughness (Kq ≈ 51.6 MPa ) than material with discontinuous GB-α (Kq ≈ 81.7 MPa )) [203], mainly due to strain incompatibility and stress concentration arising from misoriented adjacent β grains [204]. High-throughput and machine learning (ML)-driven approaches are increasingly applied to predict microstructure evolution in PBF-processed titanium alloys [205,206,207]. By analyzing large datasets from simulations and experiments, these methods correlate processing parameters, thermal histories, and alloy chemistry with grain structure, texture, and phase distribution, enabling rapid exploration of the process–structure–property space. Continued integration of high-resolution experimental characterization with advanced modeling will further clarify these interrelationships, support the predictive design of processing–microstructure–property linkages, and unlock the full potential of titanium alloys in demanding engineering applications.
8. Post-Processing and Texture Modification
Post-processing has become a critical pathway for refining and reshaping the microstructures produced by powder-based AM, particularly when the as-built texture is too strong or the phase balance is far from equilibrium for the intended application [30,208,209]. Heat treatments and HIP are among the most widely applied interventions, not only because they eliminate internal porosity and residual stresses, but also because they offer a controlled means to modify solid-state transformation routes [54,171,210,211,212,213]. Standard solution and aging treatments can dissolve or reprecipitate phases in ways that reduce microsegregation and produce a more uniform distribution of strengthening features. HIP, with its combined high temperature and pressure, is especially effective at eliminating trapped gas pores and flattening melt-pool boundaries, which in turn improves fatigue resistance and stabilizes the microstructure for further processing [214,215,216]. However, these treatments do more than simply improve density; they also influence texture evolution by altering the stored energy landscape, enabling selective recrystallization or recovery depending on the alloy system and thermal schedule.
Zhang et al. [217] reported that the microstructural evolution of LPBF-processed Ti-6.5Al-2Zr-1Mo-1V (TA15) is strongly influenced by its as-built state, which is dominated by fine acicular α′ martensite containing numerous lattice defects. As LPBF TA15 is heat-treated, this metastable martensite gradually decomposes into more stable α and β phases. At lower temperatures (630–750 °C), the α′ phase begins converting into thin α lamellae accompanied by small β particles, and the original acicular morphology fades (Figure 8a–d). With heating to 800–850 °C, both α and β lamellae thicken and coarsen, a consequence of continued phase transformation and the redistribution of β-stabilizing elements initially trapped in the martensitic structure (Figure 8e–h) [218]. These solute-enriched regions, in conjunction with existing defects, act as preferred nucleation sites for the β phase. Around 900 °C, transformed β regions containing fine α precipitates become evident; near the β-transus (950 °C), extensive secondary α forms within the β matrix, alongside marked lamellar coarsening (Figure 8i–l). Generally, increasing the soaking temperature promotes the formation of thicker α lamellae and a higher β-phase fraction, with a sharp rise in β growth as the temperature approaches the β-transus [209,218,219]. Kaushik et al. [220] demonstrated that post-heat treatment has a strong influence on Ti6242, accelerating phase transformations and moderating the removal or retention of deformation defects. Their results show that adjusting solutionizing and aging conditions reshapes the balance between α/α′ and β phases, enabling controlled changes in strength and ductility through dislocation rearrangement and microstructural refinement. Overall, the study highlights that carefully optimized thermal treatments are essential for achieving a desirable strength-ductility combination, as the evolving microstructure across multiple length scales directly governs the alloy’s mechanical response.
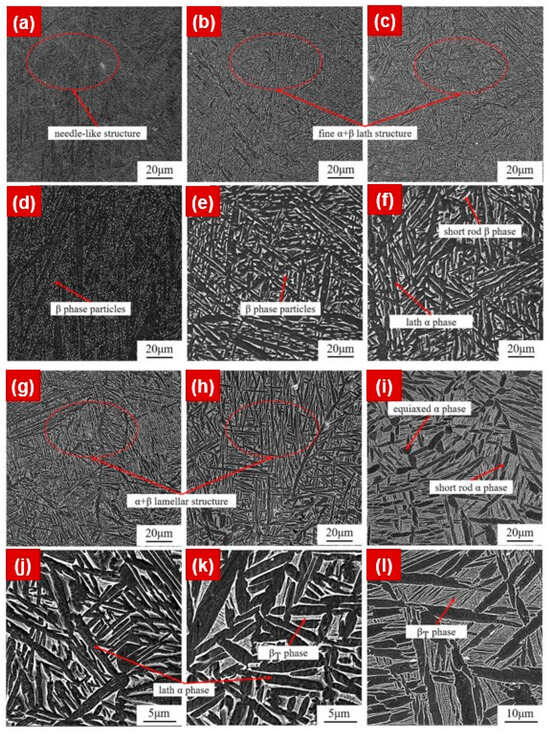
Figure 8.
SEM micrographs of heat-treated TA15. As-built TA15 samples were heat-treated at (a) 630 °C, (b) 750 °C, and (c) 800 °C for 2 h; corresponding higher-magnification images are shown in (d–f). L-PBF TA15 samples were heat-treated at (g) 850 °C, (h) 900 °C, and (i) 950 °C for 2 h; corresponding higher-magnification images are shown in (j–l). Reproduced from [217] (open access article).
Ghosh et al. [221] demonstrated that the dwell fatigue behavior of LPBF + HIPed Ti6242 is strongly influenced by the interaction between creep deformation and cyclic loading, as elucidated through a phenomenological framework. Their comparison with conventionally processed titanium alloys reveals that the HIPed material exhibits comparable dwell sensitivity, a response influenced by the role of Mo in moderating screw-dislocation-driven strain accumulation. Kaushik et al. [222] demonstrated that heat treatment plays a crucial role in tuning the balance between strength and ductility in LPBF Ti6242 by modifying its ultrafine martensitic microstructure. Their results show that solutionizing and subsequent aging promote β-phase formation and dislocation rearrangement, which lowers strength but significantly improves ductility and enhances fatigue performance in the high-cycle regime. Overall, the study highlights that appropriately designed post-processing not only shifts fatigue crack initiation from the surface to subsurface regions but also provides a superior strength–ductility combination compared to the as-built condition.
Recrystallization plays a particularly important role in weakening or randomizing texture, as the nucleation of new strain-free grains can disrupt the directional solidification patterns inherited from the AM solidification front. When heat treatments are applied above the critical temperature for recrystallization, newly formed grains often grow with orientations that are less biased by the epitaxial relationships present in the as-built state. Grain growth, on the other hand, can either promote or diminish textural intensity depending on how the boundary mobility is distributed across different orientations. Systems with strong anisotropic grain boundary energies may exhibit certain orientations that become dominant after prolonged exposure at high temperatures, while other alloys, especially those designed to exhibit sluggish grain growth behavior, tend to retain more randomized microstructures. The interplay between recovery, recrystallization, and grain coarsening, therefore, offers a versatile toolbox for tailoring the final texture; however, it also requires careful calibration. Excessive grain growth can degrade mechanical strength, while insufficient recrystallization may leave behind orientation clusters that perpetuate anisotropy.
Texture engineering using post-processing is increasingly being viewed not only as a corrective measure but also as an opportunity to fine-tune mechanical performance. By controlling the degree of texture randomization, the yield strength anisotropy, directional ductility, fatigue crack propagation paths, and even high-temperature creep resistance can be altered. For example, controlled partial recrystallization can soften the dominant orientation often associated with the build direction without completely erasing the beneficial features that support load-bearing capacity. In some titanium alloys, thermomechanical treatments applied after heat treatment or HIP, such as forging, rolling, or targeted deformation, can further refine the microstructure, generating tailored textures that balance strength and ductility or enhance resistance to strain localization. Managing texture in alloys that transform into the solid state remains a major challenge for components produced by LPBF. This is especially true for α + β titanium systems such as Ti64 and Ti6242, which typically solidify during LPBF through a sequence of L → β → α′ with some retained β [156,223]. Due to the material’s extremely high cooling rates and repeated thermal cycling, solid-state phase changes occur in multiple ways throughout processing [224]. Rapid quenching promotes a displacive transformation pathway, resulting in a martensitic structure composed of lath-like or needle-shaped features. Depending on the alloy chemistry, this martensitic network contains a high density of crystallographic defects, stacking faults, dislocations, and nanotwins, which together create a strongly textured, highly anisotropic microstructure. As more studies explore the coupling between post-processing parameters and texture evolution, it is becoming clear that mechanical performance can be deliberately optimized rather than passively accepted as a by-product of AM. Nandwana et al. [225] examined the evolution of α and β phase textures in Ti64 fabricated via Powder Bed EBM after super-transus HIP treatment. The α phase texture changes from a Basal/Transverse (B/T) type in the as-fabricated condition to a more random orientation following HIPing, a transformation that requires a corresponding change in the β phase texture to break the α phase’s texture memory. This concurrent change in β texture suggests the formation of new β grains through recrystallization rather than growth of existing columnar grains, a conclusion confirmed by observations along both the build direction and the perpendicular plane.
Ultimately, post-processing serves as a powerful bridge between the unique thermal histories inherent to additive manufacturing and the property requirements of advanced structural components. By leveraging heat treatments, HIP, and controlled recrystallization pathways, researchers and engineers can transform highly anisotropic as-built textures into microstructures that deliver more predictable and robust performance. As the field continues to evolve, the next generation of AM alloys and treatments will likely focus on designing both composition and post-processing schedules in tandem, allowing texture modification to become a strategic design element rather than a corrective step.
9. Conclusions
The present review provides a comprehensive overview of the crystallographic texture and phase transformation behavior in titanium alloys fabricated via PBF-based AM processes, emphasizing the intricate interplay between processing parameters, microstructural evolution, and resulting material properties. The main conclusions drawn from the analysis are summarized below:
The collective body of research on PBF-processed titanium alloys demonstrates that microstructure and performance are governed by a delicate interplay between processing parameters, intrinsic alloy behavior, and post-processing strategies. Strong thermal gradients and rapid solidification inherent to PBF favor the formation of columnar prior-β grains and pronounced crystallographic textures, while phase transformations, particularly the formation and decomposition of martensitic α′, add complexity to the resulting mechanical response. Powder characteristics, melt-pool stability, and build-specific thermal histories critically influence defect formation and contribute to the variability observed in mechanical performance across studies. Despite optimized AM parameters achieving high relative density and tensile strength comparable to or exceeding those of wrought alloys, residual defects such as pores, heterogeneous phases, and residual stresses can degrade the mechanical performance.
The unique thermal history of PBF-based AM processes results in microstructural features that influence mechanical behaviour in competing ways. Directional solidification promotes epitaxial grain growth along thermal gradients, which can potentially reduce mechanical performance. In contrast, rapid cooling may weaken α′/α variant selection and produce clean prior-β grain boundaries, thereby enhancing fatigue crack growth resistance. Thus, crystallographic texture, phase evolution, and grain boundary characteristics must all be considered when tailoring titanium alloys for high performance through the AM process. Mechanical performance can be improved through defect mitigation and microstructure optimization. HIP cycles effectively reduce porosity, thereby enhancing mechanical performance. Stress-relief and tailored heat treatments, on the other hand, reduce residual stresses, decompose martensitic phases, promote fine α-phase precipitation, and disrupt continuous grain boundary α-phases, ultimately improving tensile and fatigue properties. Additional strategies, including alloying with grain refiners (La2O3, ZrN, TiN) and interstitial elements, promote or enhance grain refinement and texture weakening, further reducing lattice mismatch and enhancing mechanical performance.
Advanced computational frameworks, including phase-field, cellular automaton, and crystal plasticity models, enable accurate predictions of grain morphology, texture evolution, and phase transformations by integrating thermal histories, kinetic effects, and alloy-specific parameters. When combined with real-time diagnostics and digital twin approaches, these tools provide a powerful platform for linking processing conditions to microstructural outcomes, optimizing additive manufacturing strategies, and reducing the need for trial-and-error experimentation. Such multiscale, data-driven approaches are increasingly essential for achieving controlled microstructures and reliable mechanical performance in AM titanium components.
10. Opportunities, Challenges, and Future Directions
Emerging opportunities in PBF of titanium alloys increasingly center on artificial intelligence and data-driven optimization to navigate the vast process-parameter space governing texture and phase evolution. Machine-learning models trained on large experimental and simulation datasets can rapidly identify processing windows that suppress undesirable textures, promote equiaxed grain formation, or tailor phase fractions for targeted properties. Coupled with advances in in situ monitoring, hybrid AM strategies for in-process defect prevention, and closed-loop control, these tools provide pathways to more deterministic control of microstructure and phase. At the same time, AI-assisted alloy design is gaining momentum, enabling compositions engineered for AM’s unique thermal environments, such as alloys that resist columnar grain growth, slow transformation kinetics, or stabilize phases beneficial for creep, fatigue, or corrosion resistance.
Despite progress toward achieving mechanical performance comparable to wrought titanium alloys, key challenges remain, particularly in controlling texture, phase transformations, residual stresses, and defect populations. Addressing these issues will require integrating insights across multiple scales, from powder behavior and melt-pool physics to solid-state transformations and macroscopic performance. Multiscale modeling and machine-learning surrogates can help predict and optimize microstructure evolution, while data-driven frameworks that combine high-fidelity simulations with real-time diagnostics can guide both process selection and alloy design for next-generation AM-specific titanium compositions. Ultimately, strengthening the links between processing, structure, and properties, through coordinated advances in monitoring, modeling, and AI-driven decision-making, will unlock more predictable, application-tailored performance and accelerate the transition of PBF-processed titanium alloys from laboratory development to reliable industrial deployment.
Author Contributions
Conceptualization, R.K.A. and T.-S.J.; Methodology, R.K.A., H.M.R.T. and H.-S.B.; formal analysis, R.K.A. and H.M.R.T.; resources, H.-S.B. and H.M.R.T.; data curation, R.K.A., H.M.R.T. and H.-S.B.; writing—original draft preparation, R.K.A., H.M.R.T. and H.-S.B.; writing—review and editing, M.K. and T.-S.J.; supervision, T.-S.J.; project administration, T.-S.J.; funding acquisition, M.K. and T.-S.J. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Research Assistance Program (2024) at Incheon National University, and the funding grant by the Korea Institute of Industrial Technology (KITECH) (No. KITECH JE-25-0006).
Data Availability Statement
No new data were created or analyzed in this study. Data sharing is not applicable to this article.
Conflicts of Interest
The authors declare that they have no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| AM | Additive manufacturing |
| LPBF | Laser powder bed fusion |
| EBM | Electron beam melting |
| EBSD | Electron backscatter diffraction |
| EBPBF | Electron beam powder bed fusion |
| XRD | X-ray diffraction |
| CAD | Computer-aided design |
| Micro-CT | Micro-computed tomography |
| PBF | Powder bed fusion |
| G | Growth rate |
| R | Temperature gradient |
| BD | Building direction |
| CET | Columnar-to-equiaxed transition |
| BNNTs | Boron nitride nanotubes |
| NFZ | Nucleation-free zone |
| STA | Solution Treatment and Aging |
| DHT | Dual-stage heat treatment |
| SB | Salt bath |
| AEP | Atomic-scale elastic properties |
| CHT | Cyclic heat treatment |
| HIP | Hot-isostatic pressing |
| CPFE | Crystal plasticity finite element |
| IPF | Inverse pole figure |
| WAAM | Wire arc additive manufacturing |
| CA-PF | Cellular Automata-Phase Field |
References
- Jin, B.; Wang, Q.; Zhao, L.; Pan, A.; Ding, X.; Gao, W.; Song, Y.; Zhang, X. A Review of Additive Manufacturing Techniques and Post-Processing for High-Temperature Titanium Alloys. Metals 2023, 13, 1327. [Google Scholar] [CrossRef]
- Attar, H.; Prashanth, K.G.; Zhang, L.-C.; Calin, M.; Okulov, I.V.; Scudino, S.; Yang, C.; Eckert, J. Effect of Powder Particle Shape on the Properties of In Situ Ti–TiB Composite Materials Produced by Selective Laser Melting. J. Mater. Sci. Technol. 2015, 31, 1001–1005. [Google Scholar] [CrossRef]
- Moon, S.; Ji, S.; Ko, Y.; Lee, M.-S.; Jun, T.-S.; Kim, D.-I.; Yeo, J.-S. Effects of Spatial Uniformity of Continuous and Pulse Laser Irradiation on the Microstructure and Mechanical Properties of Ti-6Al-4V in Powder Bed Fusion. Mater. Today Commun. 2025, 46, 112880. [Google Scholar] [CrossRef]
- Najafizadeh, M.; Yazdi, S.; Bozorg, M.; Ghasempour-Mouziraji, M.; Hosseinzadeh, M.; Zarrabian, M.; Cavaliere, P. Classification and Applications of Titanium and Its Alloys: A Review. J. Alloys Compd. Commun. 2024, 3, 100019. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, B.; Xiao, S. Revolutionizing Rail Transportation: Unleashing Titanium Alloys for Enhanced Performance, Safety, and Sustainability. Chin. J. Mech. Eng. 2025, 38, 72. [Google Scholar] [CrossRef]
- Anbalagan, K.; Ramasubramanian, S.; David, C.; Manivannan, S.; Kannan, A.R.; Mohan, D.G. Importance of Shielding and Mechanical Characterization of GTAW on Ti-6AL-4V Alloy Sheet. Weld. Int. 2023, 37, 324–333. [Google Scholar] [CrossRef]
- Gupta, J.; Arora, A.; Singh, J. Advances in High-Temperature Deformation of Titanium Alloys: Experimental and Modeling Aspects for Industrial Applications. Mater. Sci. Eng. A 2025, 948, 149295. [Google Scholar] [CrossRef]
- Gupta, J.; Jha, I.K.; Singh, J. Recent Advances in the Aging of β-Titanium Alloys. J. Alloys Compd. 2025, 1024, 180098. [Google Scholar] [CrossRef]
- Ranjith Kumar, G.; Rajyalakshmi, G.; Swaroop, S. A Critical Appraisal of Laser Peening and Its Impact on Hydrogen Embrittlement of Titanium Alloys. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2019, 233, 2371–2398. [Google Scholar] [CrossRef]
- Gospodinov, D.; Ferdinandov, N.; Dimitrov, S. Classification, Properties and Application of Titanium and Its Alloys. Proc. Univ. Ruse 2016, 55, 27–32. [Google Scholar]
- Chattopadhyay, A.; Muvvala, G.; Sarkar, S.; Racherla, V.; Nath, A.K. Effect of Laser Shock Peening on Microstructural, Mechanical and Corrosion Properties of Laser Beam Welded Commercially Pure Titanium. Opt. Laser Technol. 2021, 133, 106527. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, B.K.; Kumar, A.; Kumar, A.; Kumar, A.; Kumar, P. Integrating Selective Flocculation Techniques for Enhanced Efficiency in Manufacturing Processes: A Novel Approach through Artificial Neural Network Modeling. J. Alloys Metall. Syst. 2024, 7, 100088. [Google Scholar] [CrossRef]
- Carreón, H.; Barriuso, S.; Porro, J.A.; González-Carrasco, J.L.; Ocaña, J.L. Characterization of Laser Peening-Induced Effects on a Biomedical Ti6Al4V Alloy by Thermoelectric Means. Opt. Eng. 2014, 53, 122502. [Google Scholar] [CrossRef]
- Petronić, S.; Čolić, K.; Đorđević, B.; Milovanović, D.; Burzić, M.; Vučetić, F. Effect of Laser Shock Peening with and without Protective Coating on the Microstructure and Mechanical Properties of Ti-Alloy. Opt. Lasers Eng. 2020, 129, 106052. [Google Scholar] [CrossRef]
- Wang, Y.M.; Guo, J.W.; Zhuang, J.P.; Jing, Y.B.; Shao, Z.K.; Jin, M.S.; Zhang, J.; Wei, D.Q.; Zhou, Y. Development and Characterization of MAO Bioactive Ceramic Coating Grown on Micro-Patterned Ti6Al4V Alloy Surface. Appl. Surf. Sci. 2014, 299, 58–65. [Google Scholar] [CrossRef]
- Zhou, J.Z.; Meng, X.K.; Huang, S.; Sheng, J.; Lu, J.Z.; Yang, Z.R.; Su, C. Effects of Warm Laser Peening at Elevated Temperature on the Low-Cycle Fatigue Behavior of Ti6Al4V Alloy. Mater. Sci. Eng. A 2015, 643, 86–95. [Google Scholar] [CrossRef]
- Abakay, E.; Armağan, M.; Yıldıran Avcu, Y.; Guney, M.; Yousif, B.F.; Avcu, E. Advances in Improving Tribological Performance of Titanium Alloys and Titanium Matrix Composites for Biomedical Applications: A Critical Review. Front. Mater. 2024, 11, 1452288. [Google Scholar] [CrossRef]
- Tshephe, T.S.; Akinwamide, S.O.; Olevsky, E.; Olubambi, P.A. Additive Manufacturing of Titanium-Based Alloys—A Review of Methods, Properties, Challenges, and Prospects. Heliyon 2022, 8, e09041. [Google Scholar] [CrossRef]
- Su, J.; Jiang, F.; Teng, J.; Chen, L.; Yan, M.; Requena, G.; Zhang, L.-C.; Wang, Y.M.; Okulov, I.V.; Zhu, H.; et al. Recent Innovations in Laser Additive Manufacturing of Titanium Alloys. Int. J. Extrem. Manuf. 2024, 6, 032001. [Google Scholar] [CrossRef]
- Lu, F.; Ma, Q.; Liu, E.; Wei, R.; Bai, J.; Gao, Q.; Qi, J. Advancements in Understanding the Microstructure and Properties of Additive Manufacturing Ti-6Al-4V Alloy: A Comprehensive Review. J. Alloys Compd. 2025, 1027, 180543. [Google Scholar] [CrossRef]
- Chakotay, E.; Shneck, R.Z.; Golan, O.; Carmi, R.; Mega, M.; Alon, I.; Yakov, R.; Busiba, A. Effects of Anisotropic Microstructure and Load Ratio on Fatigue Crack Propagation Rate in Additively Manufactured Ti-6Al-4V Alloy. Metals 2024, 14, 1405. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ISO/ASTM International: Geneva, Switzerland; West Conshohocken, PA, USA, 2021.
- Dev Singh, D.; Mahender, T.; Raji Reddy, A. Powder Bed Fusion Process: A Brief Review. Mater. Today Proc. 2021, 46, 350–355. [Google Scholar] [CrossRef]
- Rajesh Kannan, A.; Rajkumar, V.; Maheshwaran, S.; Siva Shanmugam, N.; Lee, W.; Yoon, J. Microstructure and Mechanical Properties of P21 Tool Steel Fabricated via Laser Powder Bed Fusion. Mater. Lett. 2025, 398, 138930. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Easton, M. Powder Bed Fusion Processes: An Overview. In Laser Additive Manufacturing: Materials, Design, Technologies, and Applications; Elsevier: Amsterdam, The Netherlands, 2017; pp. 55–77. [Google Scholar] [CrossRef]
- Ni, C.; Zhu, J.; Zhang, B.; An, K.; Wang, Y.; Liu, D.; Lu, W.; Zhu, L.; Liu, C. Recent Advance in Laser Powder Bed Fusion of Ti–6Al–4V Alloys: Microstructure, Mechanical Properties and Machinability. Virtual Phys. Prototyp. 2025, 20, e2446952. [Google Scholar] [CrossRef]
- Nguyen, H.D.; Pramanik, A.; Basak, A.K.; Dong, Y.; Prakash, C.; Debnath, S.; Shankar, S.; Jawahir, I.S.; Dixit, S.; Buddhi, D. A Critical Review on Additive Manufacturing of Ti-6Al-4V Alloy: Microstructure and Mechanical Properties. J. Mater. Res. Technol. 2022, 18, 4641–4661. [Google Scholar] [CrossRef]
- Gupta, A.; Sahu, S.; Ukey, P.; Kumar, A.; Gupta, V.K.; Sachdeva, A.; Kumar, N. Additive Manufacturing for Space Applications: A Review of Processes, Properties, and Prospects. Acta Astronaut. 2025, 236, 1037–1062. [Google Scholar] [CrossRef]
- Jo, M.; Kim, H.-S.; Park, J.Y.; Lee, S.G.; Kim, B.J.; Kim, H.C.; Ahn, Y.; Kim, B.; Kang, N.; Nam, D. Microstructure and Mechanical Properties of P21-STS316L Functionally Graded Material Manufactured by Direct Energy Deposition 3D Print. Metals 2022, 12, 2086. [Google Scholar] [CrossRef]
- Chowdhury, S.; Yadaiah, N.; Prakash, C.; Ramakrishna, S.; Dixit, S.; Gupta, L.R.; Buddhi, D. Laser Powder Bed Fusion: A State-of-the-Art Review of the Technology, Materials, Properties & Defects, and Numerical Modelling. J. Mater. Res. Technol. 2022, 20, 2109–2172. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive Manufacturing of Ti6Al4V Alloy: A Review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Khanna, N.; Salvi, H.; Karaş, B.; Fairoz, I.; Shokrani, A. Cost Modelling for Powder Bed Fusion and Directed Energy Deposition Additive Manufacturing. J. Manuf. Mater. Process. 2024, 8, 142. [Google Scholar] [CrossRef]
- Childerhouse, T.; Jackson, M. Near Net Shape Manufacture of Titanium Alloy Components from Powder and Wire: A Review of State-of-the-Art Process Routes. Metals 2019, 9, 689. [Google Scholar] [CrossRef]
- Karunanithi, S.P.; Arasappan, R.K.; Nallathambi, S.S. An Overview on Additive Manufacturing of Duplex Stainless Steels: Microstructure, Mechanical Properties, Corrosion Resistance, Postheat Treatment, and Future Perspectives. Steel Res. Int. 2024, 95, 2400463. [Google Scholar] [CrossRef]
- Kovacı, H. Comparison of the Microstructural, Mechanical and Wear Properties of Plasma Oxidized Cp-Ti Prepared by Laser Powder Bed Fusion Additive Manufacturing and Forging Processes. Surf. Coat. Technol. 2019, 374, 987–996. [Google Scholar] [CrossRef]
- Jang, T.S.; Kim, D.E.; Han, G.; Yoon, C.B.; Jung, H. Do Powder Based Additive Manufacturing for Biomedical Application of Titanium and Its Alloys: A Review. Biomed. Eng. Lett. 2020, 10, 505–516. [Google Scholar] [CrossRef]
- Rodrigues, J.F.Q.; Sangali, M.; da Silva, C.S.; Prandi, G.V.; Valentim, M.; Starck, L.F.; Contieri, R.J.; Caram, R. Process Window Optimization of the Ti–30Nb-2.5Sn Alloy Fabricated via Laser Powder Bed Fusion. Mater. Chem. Phys. 2026, 347, 131497. [Google Scholar] [CrossRef]
- Hendl, J.; Zeuner, A.T.; Schettler, S.; Marquardt, A.; Leyens, C.; Zimmermann, M. Fatigue Properties of a Ti–5Al–5Mo-5V–3Cr Alloy Manufactured by Electron Beam Powder Bed Fusion. Prog. Addit. Manuf. 2025, 10, 3615–3627. [Google Scholar] [CrossRef]
- Duport, M.; Lhuisser, P.; Blandin, J.J.; Dendievel, R.; Veron, M.; Prima, F.; Martin, G. Processing, Microstructures and Mechanical Response of a β-Metastable Ti-14Mo Alloy Fabricated by Electron Beam Powder Bed Fusion. Addit. Manuf. 2023, 61, 103340. [Google Scholar] [CrossRef]
- Wang, W.; Chen, C.; Zhao, R.; Gludovatz, B.; Lu, X.; Zhang, K.; Shuai, S.; Hu, T.; Xu, S.; Wang, J.; et al. A Laser Additive Manufactured Metastable Ti-10V-2Fe-3Al β-Titanium Alloy: Microstructure, Mechanical Properties, and Deformation Mechanisms. Mater. Sci. Eng. A 2024, 890, 145863. [Google Scholar] [CrossRef]
- Vafaei, M.; Ghanavati, R.; Saboori, A.; Iuliano, L. The Impact of Heat Treatment on Microstructure, Residual Stress, and Mechanical Behavior of Laser Powder Bed Fusion Additively Manufactured Ti–6Al–2Sn–4Zr–2Mo Alloy. J. Mater. Res. Technol. 2024, 33, 5731–5743. [Google Scholar] [CrossRef]
- Mouret, T.; Leclercq, A.; Brailovski, V. The LPBF Printability and As-Printed Mechanical Properties of a Ti6246 Alloy as a Function of Printing Parameters and Microstructure. Mater. Sci. Eng. A 2025, 946, 149061. [Google Scholar] [CrossRef]
- Sarraf, M.; Rezvani Ghomi, E.; Alipour, S.; Ramakrishna, S.; Liana Sukiman, N. A State-of-the-Art Review of the Fabrication and Characteristics of Titanium and Its Alloys for Biomedical Applications. Bio-Des. Manuf. 2021, 5, 371–395. [Google Scholar] [CrossRef] [PubMed]
- Xiong, Y.; Hu, Y.; Zhang, F.; Wan, Q.; Chen, Y.; Yuan, W.; Yin, S.; Shang, C. Enhancing Strength and Ductility in Ti64 Alloys: Optimizing Dual-Phase Heterostructures and TRIP Effects via High-Entropy Alloy Content Modulation. Mater. Des. 2025, 257, 114399. [Google Scholar] [CrossRef]
- Liu, C.-C.; Li, Y.-H.; Gu, J.; Song, M. Phase Transformation in Titanium Alloys: A Review. Trans. Nonferrous Met. Soc. China 2024, 34, 3093–3117. [Google Scholar] [CrossRef]
- Ran, C.; Sheng, Z.; Chen, P.; Zhang, W.; Chen, Q. Effect of Microstructure on the Mechanical Properties of Ti–5Al–5Mo–5V–1Cr–1Fe Alloy. Mater. Sci. Eng. A 2020, 773, 138728. [Google Scholar] [CrossRef]
- Hsu, T.I.; Jhong, Y.T.; Tsai, M.H. Effect of Gradient Energy Density on the Microstructure and Mechanical Properties of Ti6Al4V Fabricated by Selective Electron Beam Additive Manufacture. Materials 2020, 13, 1509. [Google Scholar] [CrossRef]
- Ahmed, T.; Rack, H.J. Phase Transformations during Cooling in A+β Titanium Alloys. Mater. Sci. Eng. A 1998, 243, 206–211. [Google Scholar] [CrossRef]
- Prabhu, A.W.; Vincent, T.; Chaudhary, A.; Zhang, W.; Babu, S.S. Effect of Microstructure and Defects on Fatigue Behaviour of Directed Energy Deposited Ti–6Al–4V. Sci. Technol. Weld. Join. 2015, 20, 659–669. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, S.; Cheng, X.; Wang, H. Investigation on Solid-State Phase Transformation in a Ti-47Al-2Cr-2V Alloy Due to Thermal Cycling during Laser Additive Manufacturing Process. J. Alloys Compd. 2019, 799, 325–333. [Google Scholar] [CrossRef]
- Farhang, B.; Tanrikulu, A.A.; Ganesh-Ram, A.; Durlov, S.H.; Shayesteh Moghaddam, N. Innovative Fabrication Design for In Situ Martensite Decomposition and Enhanced Mechanical Properties in Laser Powder Bed Fused Ti6Al4V Alloy. J. Manuf. Mater. Process. 2023, 7, 226. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Xia, K.; Qian, M. Additive Manufacturing of Strong and Ductile Ti–6Al–4V by Selective Laser Melting via in Situ Martensite Decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Lu, S.; Li, Y.; Zhen, S.; Yu, D.; Zhang, L.; Chen, R.; Wang, Y.; Li, S. Influence of Process Parameters on the Microstructures, Residual Stresses and Mechanical Properties of TA15 Titanium Alloy Fabricated by L-PBF. Mater. Sci. Eng. A 2025, 927, 147990. [Google Scholar] [CrossRef]
- Mosallanejad, M.H.; Abdi, A.; Karpasand, F.; Nassiri, N.; Iuliano, L.; Saboori, A. Additive Manufacturing of Titanium Alloys: Processability, Properties, and Applications. Adv. Eng. Mater. 2023, 25, 2301122. [Google Scholar] [CrossRef]
- Alluaibi, M.H.I.; Balkan, I.V.; Șerban, N.; Cinca, I.; Angelescu, M.L.; Cojocaru, E.M.; Alturaihi, S.S.; Cojocaru, V.D. Optimizing Structural and Mechanical Properties of an Industrial Ti-6246 Alloy below β-Transus Transition Temperature through Thermomechanical Processing. Materials 2024, 17, 1145. [Google Scholar] [CrossRef] [PubMed]
- Ji, X.; Xie, H.; Su, J.; Jiang, F.; Teng, J.; Zhang, H.; Guo, B. Phase Transformation Behaviors and Dislocation Evolutions of an Additively Manufactured Ti-6Al-4V Alloy under Annealing Treatment. Metals 2023, 13, 1061. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, C.; Wu, Q.; Yuan, S.; Song, H.; Huang, G. Deformation and Fracture Behaviors of Ti6Al4V Alloy Fabricated by Laser Powder Bed Fusion under Combined Tension and Shear Loading. J. Alloys Compd. 2024, 1007, 176460. [Google Scholar] [CrossRef]
- Cobbinah, P.V.; Matsunaga, S.; Yamabe-Mitarai, Y. Controlled Crystallographic Texture Orientation in Structural Materials Using the Laser Powder Bed Fusion Process—A Review. Adv. Eng. Mater. 2023, 25, 2300819. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Heat Treatment of Ti6Al4V Produced by Selective Laser Melting: Microstructure and Mechanical Properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, J.; Guo, P.; Tan, H.; Lin, X.; Huang, W. Texture and Microstructure Characterization in Laser Additive Manufactured Ti–6Al–2Zr–2Sn–3Mo–1.5Cr–2Nb Titanium Alloy. Mater. Des. 2015, 88, 550–557. [Google Scholar] [CrossRef]
- Sun, S.H.; Hagihara, K.; Ishimoto, T.; Suganuma, R.; Xue, Y.F.; Nakano, T. Comparison of Microstructure, Crystallographic Texture, and Mechanical Properties in Ti–15Mo–5Zr–3Al Alloys Fabricated via Electron and Laser Beam Powder Bed Fusion Technologies. Addit. Manuf. 2021, 47, 102329. [Google Scholar] [CrossRef]
- Wei, H.L.; Mazumder, J.; DebRoy, T. Evolution of Solidification Texture during Additive Manufacturing. Sci. Rep. 2015, 5, 16446. [Google Scholar] [CrossRef]
- Ishimoto, T.; Hagihara, K.; Hisamoto, K.; Sun, S.H.; Nakano, T. Crystallographic Texture Control of Beta-Type Ti–15Mo–5Zr–3Al Alloy by Selective Laser Melting for the Development of Novel Implants with a Biocompatible Low Young’s Modulus. Scr. Mater. 2017, 132, 34–38. [Google Scholar] [CrossRef]
- Wang, S.C.; Aindow, M.; Starink, M.J. Effect of Self-Accommodation on α/α Boundary Populations in Pure Titanium. Acta Mater. 2003, 51, 2485–2503. [Google Scholar] [CrossRef]
- Lu, S.L.; Todaro, C.J.; Sun, Y.Y.; Song, T.; Brandt, M.; Qian, M. Variant Selection in Additively Manufactured Alpha-Beta Titanium Alloys. J. Mater. Sci. Technol. 2022, 113, 14–21. [Google Scholar] [CrossRef]
- Tan, X.; Kok, Y.; Tan, Y.J.; Descoins, M.; Mangelinck, D.; Tor, S.B.; Leong, K.F.; Chua, C.K. Graded Microstructure and Mechanical Properties of Additive Manufactured Ti–6Al–4V via Electron Beam Melting. Acta Mater. 2015, 97, 1–16. [Google Scholar] [CrossRef]
- Song, T.; Dong, T.; Lu, S.L.; Kondoh, K.; Das, R.; Brandt, M.; Qian, M. Simulation-Informed Laser Metal Powder Deposition of Ti-6Al-4V with Ultrafine α-β Lamellar Structures for Desired Tensile Properties. Addit. Manuf. 2021, 46, 102139. [Google Scholar] [CrossRef]
- Todaro, C.J.; Easton, M.A.; Qiu, D.; Zhang, D.; Bermingham, M.J.; Lui, E.W.; Brandt, M.; StJohn, D.H.; Qian, M. Grain Structure Control during Metal 3D Printing by High-Intensity Ultrasound. Nat. Commun. 2020, 11, 142. [Google Scholar] [CrossRef]
- Zhao, Z.; Chen, J.; Lu, X.; Tan, H.; Lin, X.; Huang, W. Formation Mechanism of the α Variant and Its Influence on the Tensile Properties of Laser Solid Formed Ti-6Al-4V Titanium Alloy. Mater. Sci. Eng. A 2017, 691, 16–24. [Google Scholar] [CrossRef]
- Bridier, F.; Villechaise, P.; Mendez, J. Analysis of the Different Slip Systems Activated by Tension in a α/β Titanium Alloy in Relation with Local Crystallographic Orientation. Acta Mater. 2005, 53, 555–567. [Google Scholar] [CrossRef]
- Xie, Y.; Gong, M.; Dong, P.; Zhou, Q. Variant Selection in Laser-Powder Directed Energy Deposited Ti-6.5Al-3.5Mo-1.5Zr-0.3Si Titanium Alloy. Addit. Manuf. Front. 2025, 200270. [Google Scholar] [CrossRef]
- Shi, G.; Zhang, R.; Cao, Y.; Yang, G. A Review of the Vaporization Behavior of Some Metal Elements in the LPBF Process. Micromachines 2024, 15, 846. [Google Scholar] [CrossRef]
- Liu, J.; Wen, P. Metal Vaporization and Its Influence during Laser Powder Bed Fusion Process. Mater. Des. 2022, 215, 110505. [Google Scholar] [CrossRef]
- Panwisawas, C.; Gong, Y.; Tang, Y.T.; Reed, R.C.; Shinjo, J. Additive Manufacturability of Superalloys: Process-Induced Porosity, Cooling Rate and Metal Vapour. Addit. Manuf. 2021, 47, 102339. [Google Scholar] [CrossRef]
- Qiu, C.; Panwisawas, C.; Ward, M.; Basoalto, H.C.; Brooks, J.W.; Attallah, M.M. On the Role of Melt Flow into the Surface Structure and Porosity Development during Selective Laser Melting. Acta Mater. 2015, 96, 72–79. [Google Scholar] [CrossRef]
- Panwisawas, C.; Qiu, C.L.; Sovani, Y.; Brooks, J.W.; Attallah, M.M.; Basoalto, H.C. On the Role of Thermal Fluid Dynamics into the Evolution of Porosity during Selective Laser Melting. Scr. Mater. 2015, 105, 14–17. [Google Scholar] [CrossRef]
- Cao, M.Z.; He, B.B. A Review on Deformation Mechanisms of Metastable β Titanium Alloys. J. Mater. Sci. 2024, 59, 14981–15016. [Google Scholar] [CrossRef]
- Peters, M.; Hemptenmacher, J.; Kumpfert, J.; Leyens, C. Structure and Properties of Titanium and Titanium Alloys. In Titanium and Titanium Alloys; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2003; pp. 1–36. [Google Scholar]
- Bignon, M.; Bertrand, E.; Rivera-Díaz-del-Castillo, P.E.J.; Tancret, F. Martensite Formation in Titanium Alloys: Crystallographic and Compositional Effects. J. Alloys Compd. 2021, 872, 159636. [Google Scholar] [CrossRef]
- Yumak, N.; Aslantas, K. A Review on Heat Treatment Efficiency in Metastable β Titanium Alloys: The Role of Treatment Process and Parameters. J. Mater. Res. Technol. 2020, 9, 15360–15380. [Google Scholar] [CrossRef]
- Cheng, L.; Zhang, S.; Yang, G.; Kou, H.; Bouzy, E. Tailoring Microstructure and Mechanical Performance of a β-Solidifying TiAl Alloy via Martensitic Transformation. Mater. Charact. 2021, 173, 110970. [Google Scholar] [CrossRef]
- Motyka, M.; Kubiak, K.; Sieniawski, J.; Ziaja, W. Phase Transformations and Characterization of α + β Titanium Alloys. Compr. Mater. Process. 2014, 2, 7–36. [Google Scholar] [CrossRef]
- Dutta Majumdar, J.; Manna, I. Laser Surface Engineering of Titanium and Its Alloys for Improved Wear, Corrosion and High-Temperature Oxidation Resistance. In Laser Surface Engineering: Processes and Applications; Woodhead Publishing: Cambridge, UK, 2015; pp. 483–521. [Google Scholar] [CrossRef]
- Semiatin, S.L. An Overview of the Thermomechanical Processing of α/β Titanium Alloys: Current Status and Future Research Opportunities. Metall. Mater. Trans. A 2020, 51, 2593–2625. [Google Scholar] [CrossRef]
- Lee, J.R.; Lee, M.S.; Baek, H.S.; Yeon, S.M.; Kim, M.; Jun, T.S. Nanoindentation Creep Response of Ti–6Al–4V ELI Alloy Manufactured via Laser Powder Bed Fusion. J. Mater. Res. Technol. 2024, 33, 2803–2811. [Google Scholar] [CrossRef]
- Kang, H.H.; Han, S.C.; Ji, M.K.; Lee, J.R.; Jun, T.S. Achieving Synergistic Improvement of Wear and Mechanical Properties in Ti–6Al–4V Alloy by Multiple Cryogenic Treatment. J. Mater. Res. Technol. 2024, 29, 5118–5125. [Google Scholar] [CrossRef]
- Chaudry, U.M.; Noh, Y.; Lee, J.-R.; Yeon, S.M.; Yoon, J.; Lee, H.; Jun, T.-S. Comparative Study of Room and Cryogenic Deformation Behavior of Additive Manufactured Ti–6Al–4V Alloy. Adv. Eng. Mater. 2024, 26, 2301808. [Google Scholar] [CrossRef]
- Tekumalla, S.; Chew, J.E.; Tan, S.W.; Krishnan, M.; Seita, M. Towards 3-D Texture Control in a β Titanium Alloy via Laser Powder Bed Fusion and Its Implications on Mechanical Properties. Addit. Manuf. 2022, 59, 103111. [Google Scholar] [CrossRef]
- Xu, W.; Lui, E.W.; Pateras, A.; Qian, M.; Brandt, M. In Situ Tailoring Microstructure in Additively Manufactured Ti-6Al-4V for Superior Mechanical Performance. Acta Mater. 2017, 125, 390–400. [Google Scholar] [CrossRef]
- Fouad, D.M.; Panwisawas, C.; Ge, H.; Chiu, Y.L.; Attallah, M.M. Achieving the Strength-Ductility Balance through the Control of the Prior β-Grain Size in Laser Beam Powder Bed Fusion of Ti-6Al-4V. Addit. Manuf. 2025, 109, 104842. [Google Scholar] [CrossRef]
- Casias, Z.J.; Kumar, P.; Pegues, J.; Buckner, J.; Craig, R.; Carroll, J.D. Evaluation of Microstructure and Mechanical Properties of Additively Manufactured Ti–5V–5Mo-5 Al-3 Cr Alloy. Mater. Sci. Eng. A 2024, 912, 146932. [Google Scholar] [CrossRef]
- Marin, E.; Lanzutti, A. Biomedical Applications of Titanium Alloys: A Comprehensive Review. Materials 2024, 17, 114. [Google Scholar] [CrossRef]
- Vishnukumar, M.; Pramod, R.; Rajesh Kannan, A. Wire Arc Additive Manufacturing for Repairing Aluminium Structures in Marine Applications. Mater. Lett. 2021, 299, 130112. [Google Scholar] [CrossRef]
- Sanjeeviprakash, K.; Kannan, A.R.; Shanmugam, N.S. Fatigue Life Assessment of Wire Arc Additive Manufactured Duplex Stainless Steel From ER2209 Filler Wire. Fatigue Fract. Eng. Mater. Struct. 2025, 48, 3967–3979. [Google Scholar] [CrossRef]
- Sanjeeviprakash, K.; Kannan, A.R.; Shanmugam, N.S. Additive Manufacturing of Metal-Based Functionally Graded Materials: Overview, Recent Advancements and Challenges. J. Braz. Soc. Mech. Sci. Eng. 2023, 45, 241. [Google Scholar] [CrossRef]
- Luo, B.; Miu, L.; Luo, Y. Titanium Alloys for Biomedical Applications: A Review on Additive Manufacturing Process and Surface Modification Technology. Int. J. Adv. Manuf. Technol. 2025, 137, 3215–3227. [Google Scholar] [CrossRef]
- Liu, G.; Zhao, Q.; Jia, W.; Zhang, Y.; Song, S.; Mao, C.; Zhou, W.; Zhang, S.; Zhao, Y. Damage Tolerance Performance of High Strength and Toughness Titanium Alloys Formed by Additive Manufacturing in Aerospace: A Review. Rev. Mater. Res. 2025, 1, 100003. [Google Scholar] [CrossRef]
- Sharabian, E.; Leary, M.; Fraser, D.; Gulizia, S. Electron Beam Powder Bed Fusion of Copper Components: A Review of Mechanical Properties and Research Opportunities. Int. J. Adv. Manuf. Technol. 2022, 122, 513–532. [Google Scholar] [CrossRef]
- Jiao, L.; Chua, Z.Y.; Moon, S.K.; Song, J.; Bi, G.; Zheng, H. Femtosecond Laser Produced Hydrophobic Hierarchical Structures on Additive Manufacturing Parts. Nanomaterials 2018, 8, 601. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M. Electron Beam Melting. Compr. Mater. Process. Thirteen Vol. Set 2014, 10, 135–161. [Google Scholar] [CrossRef]
- Mohammadhosseini, A.; Masood, S.H.; Fraser, D.; Jahedi, M. Dynamic Compressive Behaviour of Ti-6Al-4V Alloy Processed by Electron Beam Melting under High Strain Rate Loading. Adv. Manuf. 2015, 3, 232–243. [Google Scholar] [CrossRef]
- Dzogbewu, T.C.; de Beer, D. Powder Bed Fusion of Multimaterials. J. Manuf. Mater. Process. 2023, 7, 15. [Google Scholar] [CrossRef]
- Ji, W.; Zhou, R.; Vivegananthan, P.; See Wu, M.; Gao, H.; Zhou, K. Recent Progress in Gradient-Structured Metals and Alloys. Prog. Mater. Sci. 2023, 140, 101194. [Google Scholar] [CrossRef]
- Galati, M. Chapter 8—Electron Beam Melting Process: A General Overview. Pou, J., Riveiro, A., Davim, J.P., Eds.; In Additive Manufacturing;Handbooks in Advanced Manufacturing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 277–301. [Google Scholar]
- Hasan Tusher, M.M.; Ince, A. Comprehensive Review of Fabrication Process Parameters Influencing Defect Formation in Laser Powder Bed Fused (L-PBF) Al-Si Alloys. Mater. Des. 2025, 257, 114374. [Google Scholar] [CrossRef]
- Haribaskar, R.; Kumar, T.S. Defects in Metal Additive Manufacturing: Formation, Process Parameters, Postprocessing, Challenges, Economic Aspects, and Future Research Directions. 3D Print Addit. Manuf. 2024, 11, e1629–e1655. [Google Scholar] [CrossRef] [PubMed]
- Lanzutti, A.; Marin, E. The Challenges and Advances in Recycling/Re-Using Powder for Metal 3D Printing: A Comprehensive Review. Metals 2024, 14, 886. [Google Scholar] [CrossRef]
- Elambasseril, J.; Song, T.; Mendis, S.; Lui, E.; Leary, M.; Brandt, M.; Qian, M. Effect of Powder Characteristics on Layer Density, Defects, and Tensile Properties of Ti-6Al-4V via Laser Powder Bed Fusion: Establishing Benchmark Parameters for Quality. Prog. Addit. Manuf. 2025, 10, 7449–7470. [Google Scholar] [CrossRef]
- ASTM F1472-23; Standard Specification for Wrought Titanium-6Aluminum-4Vanadium Alloy for Surgical Implant Applications (UNS R56400). ASTM International: West Conshohocken, PA, USA, 2023. Available online: https://www.astm.org/f1472-23.html (accessed on 17 December 2025).
- Jeffs, S.; Lancaster, R.; Davies, G.; Hole, W.; Roberts, B.; Stapleton, D.; Thomas, M.; Todd, I.; Baxter, G. Effect of Process Parameters and Build Orientation on Microstructure and Impact Energy of Electron Beam Powder Bed Fused Ti-6Al-4V. Materials 2021, 14, 5376. [Google Scholar] [CrossRef]
- Elambasseril, J.; Lu, S.L.; Ning, Y.P.; Liu, N.; Wang, J.; Brandt, M.; Tang, H.P.; Qian, M. 3D Characterization of Defects in Deep-Powder-Bed Manufactured Ti–6Al–4V and Their Influence on Tensile Properties. Mater. Sci. Eng. A 2019, 761, 138031. [Google Scholar] [CrossRef]
- Mishurova, T.; Evsevleev, S.; Artzt, K.; Haubrich, J.; Sevostianov, I.; Requena, G.; Bruno, G. Micromechanical Behavior of Annealed Ti-6Al-4V Produced by Laser Powder Bed Fusion. Eur. J. Mater. 2022, 2, 186–201. [Google Scholar] [CrossRef]
- Aversa, A.; Carrozza, A.; Mercurio, V.; Calignano, F.; Sereda, O.; Pejchal, V.; Lombardi, M. A Comparison Between the Residual Stresses of Ti6Al4V and Ti-6Al-2Sn-4Zr-6Mo Processed by Laser Powder Bed Fusion. Materials 2025, 18, 689. [Google Scholar] [CrossRef]
- Pantawane, M.V.; Ho, Y.-H.; Joshi, S.S.; Dahotre, N.B. Computational Assessment of Thermokinetics and Associated Microstructural Evolution in Laser Powder Bed Fusion Manufacturing of Ti6Al4V Alloy. Sci. Rep. 2020, 10, 7579. [Google Scholar] [CrossRef]
- Liu, J.; Lv, H.; Xie, S.; Han, R.; Zhang, Z.; Liu, Y.; Chen, H.; Chen, Y.; She, J.; He, D. Solidification Microstructure Prediction of Ti-6Al-4V Alloy Produced by Laser Melting Deposition. Coatings 2022, 12, 1610. [Google Scholar] [CrossRef]
- Saboori, A.; Gallo, D.; Biamino, S.; Fino, P.; Lombardi, M. An Overview of Additive Manufacturing of Titanium Components by Directed Energy Deposition: Microstructure and Mechanical Properties. Appl. Sci. 2017, 7, 883. [Google Scholar] [CrossRef]
- Simonelli, M.; McCartney, D.G.; Barriobero-Vila, P.; Aboulkhair, N.T.; Tse, Y.Y.; Clare, A.; Hague, R. The Influence of Iron in Minimizing the Microstructural Anisotropy of Ti-6Al-4V Produced by Laser Powder-Bed Fusion. Metall. Mater. Trans. A 2020, 51, 2444–2459. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.-P. A Study of the Microstructural Evolution during Selective Laser Melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Fiocchi, J.; Tuissi, A.; Biffi, C.A. Heat Treatment of Aluminium Alloys Produced by Laser Powder Bed Fusion: A Review. Mater. Des. 2021, 204, 109651. [Google Scholar] [CrossRef]
- Kou, S. Weld Metal Solidification I: Grain Structure. In Welding Metallurgy; John Wiley & Sons: Hoboken, NJ, USA, 2002; pp. 170–198. [Google Scholar] [CrossRef]
- Prasad, A.; Yuan, L.; Lee, P.; Patel, M.; Qiu, D.; Easton, M.; StJohn, D. Towards Understanding Grain Nucleation under Additive Manufacturing Solidification Conditions. Acta Mater. 2020, 195, 392–403. [Google Scholar] [CrossRef]
- Gaiani, S.; Ferrari, E.; Gozzi, M.; Di Giovanni, M.T.; Lassinantti Gualtieri, M.; Colombini, E.; Veronesi, P. Impact of Post-Process Heat Treatments Performed on Ti6Al4V Titanium Alloy Specimens Obtained Using LPBF Technology. Technologies 2023, 11, 100. [Google Scholar] [CrossRef]
- Karayagiz, K.; Elwany, A.; Tapia, G.; Franco, B.; Johnson, L.; Ma, J.; Karaman, I.; Arróyave, R. Numerical and Experimental Analysis of Heat Distribution in the Laser Powder Bed Fusion of Ti-6Al-4V. IISE Trans. 2019, 51, 136–152. [Google Scholar] [CrossRef]
- Condruz, M.R.; Matache, G.; Paraschiv, A.; Frigioescu, T.F.; Badea, T. Microstructural and Tensile Properties Anisotropy of Selective Laser Melting Manufactured IN 625. Materials 2020, 13, 4829. [Google Scholar] [CrossRef]
- Meier, B.; Godja, N.; Warchomicka, F.; Belei, C.; Schäfer, S.; Schindel, A.; Palcynski, G.; Kaindl, R.; Waldhauser, W.; Sommitsch, C. Influences of Surface, Heat Treatment, and Print Orientation on the Anisotropy of the Mechanical Properties and the Impact Strength of Ti 6Al 4V Processed by Laser Powder Bed Fusion. J. Manuf. Mater. Process. 2022, 6, 87. [Google Scholar] [CrossRef]
- Kou, S. Basic Solidification Concepts. In Welding Metallurgy; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2002; pp. 143–169. [Google Scholar]
- Zhang, J.; Liu, Y.; Sha, G.; Jin, S.; Hou, Z.; Bayat, M.; Yang, N.; Tan, Q.; Yin, Y.; Liu, S.; et al. Designing against Phase and Property Heterogeneities in Additively Manufactured Titanium Alloys. Nat. Commun. 2022, 13, 4660. [Google Scholar] [CrossRef]
- Chao, Q.; Mateti, S.; Annasamy, M.; Imran, M.; Joseph, J.; Cai, Q.; Li, L.H.; Cizek, P.; Hodgson, P.D.; Chen, Y.; et al. Nanoparticle-Mediated Ultra Grain Refinement and Reinforcement in Additively Manufactured Titanium Alloys. Addit. Manuf. 2021, 46, 102173. [Google Scholar] [CrossRef]
- Antonysamy, A.A.; Meyer, J.; Prangnell, P.B. Effect of Build Geometry on the β-Grain Structure and Texture in Additive Manufacture of Ti6Al4V by Selective Electron Beam Melting. Mater. Charact. 2013, 84, 153–168. [Google Scholar] [CrossRef]
- Zhang, D.; Qiu, D.; Gibson, M.A.; Zheng, Y.; Fraser, H.L.; Prasad, A.; StJohn, D.H.; Easton, M.A. Refining Prior-β Grains of Ti–6Al–4V Alloy through Yttrium Addition. J. Alloys Compd. 2020, 841, 155733. [Google Scholar] [CrossRef]
- Kennedy, J.R.; Davis, A.E.; Caballero, A.E.; Williams, S.; Pickering, E.J.; Prangnell, P.B. The Potential for Grain Refinement of Wire-Arc Additive Manufactured (WAAM) Ti-6Al-4V by ZrN and TiN Inoculation. Addit. Manuf. 2021, 40, 101928. [Google Scholar] [CrossRef]
- Zhao, L.; Tan, C.L.; Zhao, T.S.; Qiu, C.J.; Wang, X.M.; Zhu, H.M. Laser-Directed Energy Deposition of High-Strength Ti6Al4V with Equiaxed Grain via Multi-Alloying CoCrMoSi. Rare Metals 2025, 44, 5061–5077. [Google Scholar] [CrossRef]
- Chen, Z.; Liu, F.; Chen, J.; Jiang, G.; Cui, X.; Yang, X.; Zhu, X. Study on Columnar-Equiaxed Crystal Transition of Laser Deposited TC4 Titanium Alloy Induced by Synchronous Layer-by-Layer Ultrasonic Impact. Mater. Sci. Eng. A 2025, 931, 148240. [Google Scholar] [CrossRef]
- Kennedy, J.R.; Davis, A.E.; Caballero, A.E.; Byres, N.; Williams, S.; Pickering, E.J.; Prangnell, P.B. β Grain Refinement by Yttrium Addition in Ti-6Al-4V Wire-Arc Additive Manufacturing. J. Alloys Compd. 2022, 895, 162735. [Google Scholar] [CrossRef]
- Mereddy, S.; Bermingham, M.J.; StJohn, D.H.; Dargusch, M.S. Grain Refinement of Wire Arc Additively Manufactured Titanium by the Addition of Silicon. J. Alloys Compd. 2017, 695, 2097–2103. [Google Scholar] [CrossRef]
- Narayana, P.L.; Lee, S.; Choi, S.W.; Li, C.L.; Park, C.H.; Yeom, J.T.; Reddy, N.S.; Hong, J.K. Microstructural Response of β-Stabilized Ti–6Al–4V Manufactured by Direct Energy Deposition. J. Alloys Compd. 2019, 811, 152021. [Google Scholar] [CrossRef]
- Panin, A.; Martynov, S.; Kazachenok, M.; Kazantseva, L.; Bakulin, A.; Kulkova, S.; Perevalova, O.; Sklyarova, E. Effects of Water Cooling on the Microstructure of Electron Beam Additive-Manufactured Ti-6Al-4V. Metals 2021, 11, 1742. [Google Scholar] [CrossRef]
- Rafi, H.K.; Karthik, N.V.; Gong, H.; Starr, T.L.; Stucker, B.E. Microstructures and Mechanical Properties of Ti6Al4V Parts Fabricated by Selective Laser Melting and Electron Beam Melting. J. Mater. Eng. Perform. 2013, 22, 3872–3883. [Google Scholar] [CrossRef]
- Galarraga, H.; Warren, R.J.; Lados, D.A.; Dehoff, R.R.; Kirka, M.M.; Nandwana, P. Effects of Heat Treatments on Microstructure and Properties of Ti-6Al-4V ELI Alloy Fabricated by Electron Beam Melting (EBM). Mater. Sci. Eng. A 2017, 685, 417–428. [Google Scholar] [CrossRef]
- Luo, X.; Li, D.D.; Yang, C.; Gebert, A.; Lu, H.Z.; Song, T.; Ma, H.W.; Kang, L.M.; Long, Y.; Li, Y.Y. Circumventing the Strength–Ductility Trade-off of β-Type Titanium Alloys by Defect Engineering during Laser Powder Bed Fusion. Addit. Manuf. 2022, 51, 102640. [Google Scholar] [CrossRef]
- Derimow, N.; Benzing, J.T.; Joress, H.; McDannald, A.; Lu, P.; DelRio, F.W.; Moser, N.; Connolly, M.J.; Saville, A.I.; Kafka, O.L.; et al. Microstructure and Mechanical Properties of Laser Powder Bed Fusion Ti-6Al-4V after HIP Treatments with Varied Temperatures and Cooling Rates. Mater. Des. 2024, 247, 113388. [Google Scholar] [CrossRef]
- Lu, S.L.; Zhang, Z.J.; Liu, R.; Qu, Z.; Wang, B.; Zhou, X.H.; Eckert, J.; Zhang, Z.F. Prior β Grain Evolution and Phase Transformation of Selective Laser Melted Ti6Al4V Alloy during Heat Treatment. J. Alloys Compd. 2022, 914, 165235. [Google Scholar] [CrossRef]
- Zhao, Y.; Rajkowski, M.; Gong, Y.; Laube, S.; Perrière, L.; Kauffmann, A.; Couzinié, J.P.; Laplanche, G.; Li, T. Role of Oxygen in Phase Stability and Mechanical Behavior of the Bcc HfNbTaTiZr High-Entropy Alloy during Aging. Acta Mater. 2025, 298, 121400. [Google Scholar] [CrossRef]
- Jiang, S.; Huang, L.; Gao, X.; Liu, G.; Zhang, R.; Jiao, Y.; Peng, S.; An, Q.; Wang, S.; Geng, L. Interstitial Carbon Induced FCC-Ti Exhibiting Ultrahigh Strength in a Ti37Nb28Mo28-C7 Complex Concentrated Alloy. Acta Mater. 2021, 203, 116456. [Google Scholar] [CrossRef]
- Wu, C.; Gong, Y.; Liu, C.; Li, X.; Gizer, G.; Pistidda, C.; Körmann, F.; Ma, Y.; Neugebauer, J.; Raabe, D. Hydrogen Accommodation and Its Role in Lattice Symmetry in a TiNbZr Medium-Entropy Alloy. Acta Mater. 2025, 288, 120852. [Google Scholar] [CrossRef]
- Bagot, P.A.J.; Radecka, A.; Magyar, A.P.; Gong, Y.; Bell, D.C.; Smith, G.D.W.; Moody, M.P.; Dye, D.; Rugg, D. The Effect of Oxidation on the Subsurface Microstructure of a Ti-6Al-4V Alloy. Scr. Mater. 2018, 148, 24–28. [Google Scholar] [CrossRef]
- Song, T.; Chen, Z.; Cui, X.; Lu, S.; Chen, H.; Wang, H.; Dong, T.; Qin, B.; Chan, K.C.; Brandt, M.; et al. Strong and Ductile Titanium–Oxygen–Iron Alloys by Additive Manufacturing. Nature 2023, 618, 63–68. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, X.; Chen, B.; Lu, S.; Liu, K.; Kariya, S.; Shi, X.; Liao, X.; Kondoh, K.; Qian, M.; et al. Oxygen-Mediated High Uniform Plasticity in α-β Titanium Alloys. Nat. Commun. 2025, 16, 10833. [Google Scholar] [CrossRef] [PubMed]
- Bai, H.; Deng, H.; Chen, L.; Liu, X.; Qin, X.; Zhang, D.; Liu, T.; Cui, X. Effect of Heat Treatment on the Microstructure and Mechanical Properties of Selective Laser-Melted Ti64 and Ti-5Al-5Mo-5V-1Cr-1Fe. Metals 2021, 11, 534. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Fang, G.; Leeflang, S.; Böttger, A.J.; Zadpoor, A.A.; Zhou, J. Effect of Subtransus Heat Treatment on the Microstructure and Mechanical Properties of Additively Manufactured Ti-6Al-4V Alloy. J. Alloys Compd. 2018, 735, 1562–1575. [Google Scholar] [CrossRef]
- Su, J.; Jiang, F.; Li, J.; Tan, C.; Xu, Z.; Xie, H.; Liu, J.; Tang, J.; Fu, D.; Zhang, H.; et al. Phase Transformation Mechanisms, Microstructural Characteristics and Mechanical Performances of an Additively Manufactured Ti-6Al-4V Alloy under Dual-Stage Heat Treatment. Mater. Des. 2022, 223, 111240. [Google Scholar] [CrossRef]
- Sui, S.; Chew, Y.; Hao, Z.; Weng, F.; Tan, C.; Du, Z.; Bi, G. Effect of Cyclic Heat Treatment on Microstructure and Mechanical Properties of Laser Aided Additive Manufacturing Ti–6Al–2Sn–4Zr–2Mo Alloy. Adv. Powder Mater. 2022, 1, 100002. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, K.; Liu, J.; Wang, H.; Yang, Y.; Yan, L.; Tian, X.; Zhu, Y.; Huang, A. Investigation of Fatigue Behavior of Laser Powder Bed Fusion Ti-6Al-4V: Roles of Heat Treatment and Microstructure. Int. J. Fatigue 2023, 176, 107839. [Google Scholar] [CrossRef]
- Derimow, N.; Benzing, J.T.; Newton, D.; Beamer, C.; Lu, P.; DelRio, F.W.; Moser, N.; Kafka, O.L.; Fishel, R.; Koepke, L.; et al. Microstructural Effects on the Rotating Bending Fatigue Behavior of Ti–6Al–4V Produced via Laser Powder Bed Fusion with Novel Heat Treatments. Int. J. Fatigue 2024, 185, 108362. [Google Scholar] [CrossRef]
- Chen, J.; Fabijanic, D.; Zhang, T.; Lui, E.W.; Brandt, M.; Xu, W. Deciphering the Transformation Pathway in Laser Powder-Bed Fusion Additive Manufacturing of Ti-6Al-4V Alloy. Addit. Manuf. 2022, 58, 103041. [Google Scholar] [CrossRef]
- Huang, A.; Hu, D.; Loretto, M.H.; Mei, J.; Wu, X. The Influence of Pressure on Solid-State Transformations in Ti–46Al–8Nb. Scr. Mater. 2007, 56, 253–256. [Google Scholar] [CrossRef]
- Locci, I.E.; Welsch, G.E. Tem of Titanium Alloys Compacted at Very High Pressure and Low Temperature. In Titanium Rapid Solidification Technology; Eylon, D., Froes, F.H., Eds.; The Minerals, Metals & Materials Society (TMS): Warrendale, PA, USA, 1986; pp. 291–299. [Google Scholar]
- Cao, L.; Wu, X.; Zhu, S.; Mei, J.; Wu, X.; Bettles, C. The Effect of HIPping Pressure on Phase Transformations in Ti–5Al–5Mo–5V–3Cr. Mater. Sci. Eng. A 2014, 598, 207–216. [Google Scholar] [CrossRef]
- Lu, S.L.; Wang, T.T.; Song, T.; Medvedev, A.E.; Luo, S.D.; Qiu, D.; Brandt, M.; Qian, M. Characterizing α-Phase Variants in Titanium Alloys via EBSD: Understanding Colour Indexing Challenges. Micron 2025, 198, 103893. [Google Scholar] [CrossRef] [PubMed]
- Wright, S.I.; Nowell, M.M.; Lindeman, S.P.; Camus, P.P.; De Graef, M.; Jackson, M.A. Introduction and Comparison of New EBSD Post-Processing Methodologies. Ultramicroscopy 2015, 159, 81–94. [Google Scholar] [CrossRef] [PubMed]
- Niessen, F.; Gazder, A.A. Discriminating β, α and A″ Phases in Metastable β Titanium Alloys via Segmentation: A Combined Electron Backscattering Diffraction and Energy-Dispersive X-Ray Spectroscopy Approach. Ultramicroscopy 2020, 211, 112943. [Google Scholar] [CrossRef] [PubMed]
- Lenthe, W.C.; Germain, L.; Chini, M.R.; Gey, N.; De Graef, M. Spherical Indexing of Overlap EBSD Patterns for Orientation-Related Phases—Application to Titanium. Acta Mater. 2020, 188, 579–590. [Google Scholar] [CrossRef]
- Suwas, S.; Field, D.P. (Eds.) Advances in Texture, Microtexture, and Allied Techniques; Springer: Singapore, 2025. [Google Scholar] [CrossRef]
- Qiu, C.; Al Kindi, M.; Aladawi, A.S.; Al Hatmi, I. A Comprehensive Study on Microstructure and Tensile Behaviour of a Selectively Laser Melted Stainless Steel. Sci. Rep. 2018, 8, 7785. [Google Scholar] [CrossRef]
- Ni, K.; Ku, M.H.; Tseng, Y.J.; Yen, H.W.; Wu, M.W. Identification of Prior β Grains of Additive Manufactured Ti-6Al-4V Alloy Using Electron Backscatter Diffraction. Mater. Lett. 2022, 324, 132758. [Google Scholar] [CrossRef]
- Perevalova, O.B.; Syrtanov, M.S. In Situ Study of Phase Transformations in Electron Beam Additive Manufactured Ti-6Al-4V Titanium Alloy by High Temperature Synchrotron X-Ray Diffraction and TEM. J. Alloys Compd. 2022, 917, 165463. [Google Scholar] [CrossRef]
- Mishurova, T.; Evsevleev, S.; Piault, P.; King, A.; Henry, L.; Bruno, G. Understanding the Hot Isostatic Pressing Effectiveness of Laser Powder Bed Fusion Ti-6Al-4V by in-Situ X-Ray Imaging and Diffraction Experiments. Sci. Rep. 2023, 13, 18433. [Google Scholar] [CrossRef]
- Kasperovich, G.; Hausmann, J. Improvement of Fatigue Resistance and Ductility of TiAl6V4 Processed by Selective Laser Melting. J. Mater. Process. Technol. 2015, 220, 202–214. [Google Scholar] [CrossRef]
- Hasib, M.T.; Liu, Q.; Ostergaard, H.E.; Li, X.; Kruzic, J.J. Fracture Toughness Anisotropy of Commercially Pure Titanium Produced by Laser Powder Bed Fusion Additive Manufacturing. Int. J. Fract. 2022, 235, 99–115. [Google Scholar] [CrossRef]
- Lopez, M.; Pickett, C.; Arrieta, E.; Murr, L.E.; Wicker, R.B.; Ahlfors, M.; Godfrey, D.; Medina, F. Effects of Postprocess Hot Isostatic Pressing Treatments on the Mechanical Performance of EBM Fabricated TI-6Al-2Sn-4Zr-2Mo. Materials 2020, 13, 2604. [Google Scholar] [CrossRef] [PubMed]
- Shui, X.; Yamanaka, K.; Mori, M.; Nagata, Y.; Kurita, K.; Chiba, A. Effects of Post-Processing on Cyclic Fatigue Response of a Titanium Alloy Additively Manufactured by Electron Beam Melting. Mater. Sci. Eng. A 2017, 680, 239–248. [Google Scholar] [CrossRef]
- Hassanin, H.; Zweiri, Y.; Finet, L.; Essa, K.; Qiu, C.; Attallah, M. Laser Powder Bed Fusion of Ti-6Al-2Sn-4Zr-6Mo Alloy and Properties Prediction Using Deep Learning Approaches. Materials 2021, 14, 2056. [Google Scholar] [CrossRef] [PubMed]
- Teng, X.Y.; Pang, J.C.; Peng, X.H.; Zhang, H.; Li, S.X.; Zhang, Z.F. High-Cycle Fatigue Properties of near-Defect-Free Titanium Alloy Treated by Additive Manufacturing and Hot-Isostatic Pressing at Different Temperatures. Int. J. Fatigue 2026, 203, 109311. [Google Scholar] [CrossRef]
- Milton, S.; Rigo, O.; LeCorre, S.; Morandeau, A.; Siriki, R.; Bocher, P.; Leroy, R. Microstructure Effects on the Machinability Behaviour of Ti6Al4V Produced by Selective Laser Melting and Electron Beam Melting Process. Mater. Sci. Eng. A 2021, 823, 141773. [Google Scholar] [CrossRef]
- Wang, C.S.; Li, C.L.; Chen, R.; Qin, H.Z.; Ma, L.; Mei, Q.S.; Zhang, G.D. Multistep Low-to-High-Temperature Heating as a Suitable Alternative to Hot Isostatic Pressing for Improving Laser Powder-Bed Fusion-Fabricated Ti-6Al-2Zr-1Mo-1V Microstructural and Mechanical Properties. Mater. Sci. Eng. A 2022, 841, 143022. [Google Scholar] [CrossRef]
- Ci, S.; Hu, J.; Cheng, Z.; Liu, Q.; Xie, S.; Cai, X.; Dong, D.; Wang, Q. Impact of Hot Isostatic Pressing Temperature on Tensile Properties of TA15 Titanium Alloy Produced via Laser Powder Bed Fusion. Coatings 2023, 13, 1742. [Google Scholar] [CrossRef]
- Lütjering, G. Influence of Processing on Microstructure and Mechanical Properties of (A+β) Titanium Alloys. Mater. Sci. Eng. A 1998, 243, 32–45. [Google Scholar] [CrossRef]
- Wang, M.; Li, H.Q.; Lou, D.J.; Qin, C.X.; Jiang, J.; Fang, X.Y.; Guo, Y.B. Microstructure Anisotropy and Its Implication in Mechanical Properties of Biomedical Titanium Alloy Processed by Electron Beam Melting. Mater. Sci. Eng. A 2019, 743, 123–137. [Google Scholar] [CrossRef]
- Zhao, D.; Fan, J.; Zhang, Z.; Liang, X.; Chen, Z.; Chen, Z.; Lai, M.; Tang, B.; Kou, H.; Wang, Q.; et al. Variant Selection Mechanism of α Phase Associated with Initial Texture and Cooling Rate in Near-α Titanium Alloy Ti65. Mater. Charact. 2025, 223, 114874. [Google Scholar] [CrossRef]
- Cayron, C. Importance of the α→β Transformation in the Variant Selection Mechanisms of Thermomechanically Processed Titanium Alloys. Scr. Mater. 2008, 59, 570–573. [Google Scholar] [CrossRef]
- Salib, M.; Teixeira, J.; Germain, L.; Lamielle, E.; Gey, N.; Aeby-Gautier, E. Influence of Transformation Temperature on Microtexture Formation Associated with α Precipitation at β Grain Boundaries in a β Metastable Titanium Alloy. Acta Mater. 2013, 61, 3758–3768. [Google Scholar] [CrossRef]
- Qi, M.; Wang, Q.; Ma, Y.; Yang, J.; Weng, H.; Jia, Y.; Cao, H.; Youssef, S.S.; Huang, S.; Qiu, J.; et al. Growth Behavior and Variant Selection of Grain Boundary α in Ti6246. J. Alloys Compd. 2022, 926, 166883. [Google Scholar] [CrossRef]
- Pesach, A.; Tiferet, E.; Vogel, S.C.; Chonin, M.; Diskin, A.; Zilberman, L.; Rivin, O.; Yeheskel, O.; Caspi, E.N. Texture Analysis of Additively Manufactured Ti-6Al-4V Using Neutron Diffraction. Addit. Manuf. 2018, 23, 394–401. [Google Scholar] [CrossRef]
- Chang, J.; Ma, Y.; Huang, S.; Qi, M.; Zhai, Z.; Wu, Y.; Yang, R.; Zhang, Z. Additive Manufacturing of a New Titanium Alloy with Tunable Microstructure and Isotropic Properties. Addit. Manuf. 2024, 95, 104546. [Google Scholar] [CrossRef]
- Gong, X.; Chou, K. Phase-Field Modeling of Microstructure Evolution in Electron Beam Additive Manufacturing. JOM 2015, 67, 1176–1182. [Google Scholar] [CrossRef]
- Sheng, H.; Wang, Z.; Rao, W.; Zhao, J.; Yang, Q. Coupled Crystal-Plasticity and Phase-Field Modeling on Failure Mechanism of Additive Manufacturing Titanium Alloy. J. Alloys Compd. 2025, 1033, 181140. [Google Scholar] [CrossRef]
- Sahoo, S.; Chou, K. Phase-Field Simulation of Microstructure Evolution of Ti–6Al–4V in Electron Beam Additive Manufacturing Process. Addit. Manuf. 2016, 9, 14–24. [Google Scholar] [CrossRef]
- Andersson, C.; Lundbäck, A. Modeling the Evolution of Grain Texture during Solidification of Laser-Based Powder Bed Fusion Manufactured Alloy 625 Using a Cellular Automata Finite Element Model. Metals 2023, 13, 1846. [Google Scholar] [CrossRef]
- Agius, D.; O’Toole, P.; Wallbrink, C.; Sterjovski, Z.; Wang, C.H.; Schaffer, G.B. Integrating Phase Field and Crystal Plasticity Finite Element Models for Simulations of Titanium Alloy Ti-5553. J. Phys. Mater. 2021, 4, 044014. [Google Scholar] [CrossRef]
- Jasien, C.; Saville, A.; Becker, C.G.; Klemm-Toole, J.; Fezzaa, K.; Sun, T.; Pollock, T.; Clarke, A.J. In Situ X-Ray Radiography and Computational Modeling to Predict Grain Morphology in β-Titanium during Simulated Additive Manufacturing. Metals 2022, 12, 1217. [Google Scholar] [CrossRef]
- Zhao, C.; Shi, B.; Chen, S.; Du, D.; Sun, T.; Simonds, B.J.; Fezzaa, K.; Rollett, A.D. Laser Melting Modes in Metal Powder Bed Fusion Additive Manufacturing. Rev. Mod. Phys. 2022, 94, 045002. [Google Scholar] [CrossRef]
- Mukherjee, T.; DebRoy, T. A Digital Twin for Rapid Qualification of 3D Printed Metallic Components. Appl. Mater. Today 2019, 14, 59–65. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Integrated 2D Cellular Automata-Phase Field Modeling of Solidification and Microstructure Evolution during Additive Manufacturing of Ti6Al4V. Comput. Mater. Sci. 2020, 183, 109889. [Google Scholar] [CrossRef]
- Jakumeit, J.; Zheng, G.; Laqua, R.; Clark, S.J.; Zielinski, J.; Schleifenbaum, J.H.; Lee, P.D. Modelling the Complex Evaporated Gas Flow and Its Impact on Particle Spattering during Laser Powder Bed Fusion. Addit. Manuf. 2021, 47, 102332. [Google Scholar] [CrossRef]
- Leung, C.L.A.; Luczyniec, D.; Guo, E.; Marussi, S.; Atwood, R.C.; Meisnar, M.; Saunders, B.; Lee, P.D. Quantification of Interdependent Dynamics during Laser Additive Manufacturing Using X-Ray Imaging Informed Multi-Physics and Multiphase Simulation. Adv. Sci. 2022, 9, 2203546. [Google Scholar] [CrossRef]
- Ren, Z.; Gao, L.; Clark, S.J.; Fezzaa, K.; Shevchenko, P.; Choi, A.; Everhart, W.; Rollett, A.D.; Chen, L.; Sun, T. Machine Learning-Aided Real-Time Detection of Keyhole Pore Generation in Laser Powder Bed Fusion. Science 2023, 379, 89–94. [Google Scholar] [CrossRef]
- Wang, L.; Guo, Z.; Peng, G.; Wu, S.; Zhang, Y.; Yan, W. Evaporation-Induced Composition Evolution in Metal Additive Manufacturing. Adv. Funct. Mater. 2025, 35, 2412071. [Google Scholar] [CrossRef]
- Wang, P.; Wu, Z.; Ten, J.J.S.; Huang, J.; Nai, M.L.S. Towards Intelligent Defect Detection in Metal Powder Bed Fusion: A Review of in Situ Monitoring, Data Pre-Processing, and Machine Learning. Mater. Sci. Eng. R Rep. 2026, 167, 101112. [Google Scholar] [CrossRef]
- Pilchak, A.L.; Williams, J.C. Observations of Facet Formation in Near-α Titanium and Comments on the Role of Hydrogen. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2011, 42, 1000–1027. [Google Scholar] [CrossRef]
- Qi, Z.; Wang, B.; Zhang, P.; Liu, R.; Zhang, Z.; Zhang, Z. Different Effects of Multiscale Microstructure on Fatigue Crack Growth Path and Rate in Selective Laser Melted Ti6Al4V. Fatigue Fract. Eng. Mater. Struct. 2022, 45, 2457–2467. [Google Scholar] [CrossRef]
- Zhai, Y.; Lados, D.A.; Brown, E.J.; Vigilante, G.N. Fatigue Crack Growth Behavior and Microstructural Mechanisms in Ti-6Al-4V Manufactured by Laser Engineered Net Shaping. Int. J. Fatigue 2016, 93, 51–63. [Google Scholar] [CrossRef]
- Ding, H.; Wang, L.; Lin, X.; Xue, A.; Yuan, L.; Dang, M.; Huang, W. Simultaneously Enhancing Strength and Toughness of Heat-Treated near β Titanium Alloy Fabricated by Laser-Directed Energy Deposition. Mater. Sci. Eng. A 2022, 855, 143907. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, K.; Gao, X.; Wang, H.; Wu, S.; Yang, Y.; Zhu, Y.; Huang, A. Effects of the Morphology of Grain Boundary α-Phase on the Anisotropic Deformation Behaviors of Additive Manufactured Ti–6Al–4V. Mater. Des. 2022, 223, 111150. [Google Scholar] [CrossRef]
- Cao, Y.; Chen, C.; Xu, S.; Zhao, R.; Guo, K.; Hu, T.; Liao, H.; Wang, J.; Ren, Z. Machine Learning Assisted Prediction and Optimization of Mechanical Properties for Laser Powder Bed Fusion of Ti6Al4V Alloy. Addit. Manuf. 2024, 91, 104341. [Google Scholar] [CrossRef]
- Hills, M.A.; Becker, T.H. Machine Learning-Based Prediction of Fatigue Strength in Additively Manufactured Ti-6Al-4V Parts: A Sensitivity Analysis of Input Features. J. Mater. Eng. Perform. 2025, 34, 16801–16821. [Google Scholar] [CrossRef]
- Brooke, R.; Qiu, D.; Le, T.; Gibson, M.A.; Zhang, D.; Easton, M. Optimising the Manufacturing of a β-Ti Alloy Produced via Direct Energy Deposition Using Small Dataset Machine Learning. Sci. Rep. 2024, 14, 6975. [Google Scholar] [CrossRef]
- Diniță, A.; Neacșa, A.; Portoacă, A.I.; Tănase, M.; Ilinca, C.N.; Ramadan, I.N. Additive Manufacturing Post-Processing Treatments, a Review with Emphasis on Mechanical Characteristics. Materials 2023, 16, 4610. [Google Scholar] [CrossRef]
- Cai, C.; Wu, X.; Liu, W.; Zhu, W.; Chen, H.; Qiu, J.C.D.; Sun, C.N.; Liu, J.; Wei, Q.; Shi, Y. Selective Laser Melting of Near-α Titanium Alloy Ti-6Al-2Zr-1Mo-1V: Parameter Optimization, Heat Treatment and Mechanical Performance. J. Mater. Sci. Technol. 2020, 57, 51–64. [Google Scholar] [CrossRef]
- Pirro, G.; Morri, A.; Martucci, A.; Lombardi, M.; Ceschini, L. Effect of Heat Treatments and Related Microstructural Modifications on High-Cycle Fatigue Behavior of Powder Bed Fusion–Laser Beam-Fabricated Ti-6Al-2Sn-4Zr-6Mo Alloy. Metals 2025, 15, 849. [Google Scholar] [CrossRef]
- Zhan, C.; Wang, H.; Xu, X.; Zhang, J.; Lu, B.; Li, F.; Chang, H. Recrystallization and Spheroidization Mechanisms in Ti6246 Alloy under Thermomechanical Treatment. Mater. Today Commun. 2024, 41, 110510. [Google Scholar] [CrossRef]
- Stella, P.; Giovanetti, I.; Masi, G.; Leoni, M.; Molinari, A. Microstructure and Microhardness of Heat-Treated Ti–6Al–2Sn–4Zr–6Mo Alloy. J. Alloys Compd. 2013, 567, 134–140. [Google Scholar] [CrossRef]
- Squillaci, L.; Neikter, M.; Hansson, T.; Pederson, R.; Moverare, J. Microstructure and Mechanical Properties of Ti-6Al-4V Alloy Fabricated Using Powder Bed Fusion—Laser Beam Additive Manufacturing Process: Effect of Hot Isostatic Pressing. Mater. Sci. Eng. A 2025, 931, 148226. [Google Scholar] [CrossRef]
- Lv, Z.; Li, H.; Che, L.; Chen, S.; Zhang, P.; He, J.; Wu, Z.; Niu, S.; Li, X. Effects of HIP Process Parameters on Microstructure and Mechanical Properties of Ti-6Al-4V Fabricated by SLM. Metals 2023, 13, 991. [Google Scholar] [CrossRef]
- Yan, X.; Yin, S.; Chen, C.; Huang, C.; Bolot, R.; Lupoi, R.; Kuang, M.; Ma, W.; Coddet, C.; Liao, H.; et al. Effect of Heat Treatment on the Phase Transformation and Mechanical Properties of Ti6Al4V Fabricated by Selective Laser Melting. J. Alloys Compd. 2018, 764, 1056–1071. [Google Scholar] [CrossRef]
- Xu, W.; Li, Y.; Du, H.; Wang, Q.; Xu, R.; Zhao, G. Experimental Investigation on the Properties and Microstructure of Hot Isostatic Pressed TA15 Titanium Alloy with Hot-Dip Aluminum Coating. Sci. Rep. 2025, 15, 12744. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, Y.; Qi, J.; Zou, Z.; Qian, Y. Effect of Heat Treatment on the Microstructure and Mechanical Properties of Additive Manufactured Ti-6.5Al-2Zr-1Mo-1V Alloy. Materials 2022, 16, 160. [Google Scholar] [CrossRef]
- Jiang, J.; Ren, Z.; Ma, Z.; Zhang, T.; Zhang, P.; Zhang, D.Z.; Mao, Z. Mechanical Properties and Microstructural Evolution of TA15 Ti Alloy Processed by Selective Laser Melting before and after Annealing. Mater. Sci. Eng. A 2020, 772, 138742. [Google Scholar] [CrossRef]
- Wu, X.; Zhang, D.; Guo, Y.; Zhang, T.; Liu, Z. Microstructure and Mechanical Evolution Behavior of LPBF (Laser Powder Bed Fusion)-Fabricated TA15 Alloy. J. Alloys Compd. 2021, 873, 159639. [Google Scholar] [CrossRef]
- Kaushik, H.C.; Korayem, M.H.; Shaha, S.K.; Kacher, J.; Hadadzadeh, A. Achieving Strength-Ductility Synergy in a Laser-Powder Bed Fused near-α Titanium Alloy through Well-Crafted Heat Treatments. J. Alloys Compd. 2023, 968, 171913. [Google Scholar] [CrossRef]
- Ghosh, A.; Ahmed, S.; Reddy, S.T.; Shankar, G. Dwell-Fatigue Behaviour of Additively Manufactured Ti6242 Alloy via LPBF and HIPPING. Int. J. Fatigue 2025, 195, 108864. [Google Scholar] [CrossRef]
- Kaushik, H.C.; Dyer, K.; Korayem, M.H.; Molaei, R.; Hadadzadeh, A. Effect of Heat Treatment on the Fatigue of Laser-Powder Bed Fused Ti-6Al-2Sn-4Zr-2Mo Alloy. Fatigue Fract. Eng. Mater. Struct. 2025, 48, 3287–3302. [Google Scholar] [CrossRef]
- Sridharan, N.; Chen, Y.; Nandwana, P.; Ulfig, R.M.; Larson, D.J.; Babu, S.S. On the Potential Mechanisms of β to A′ + β Decomposition in Two Phase Titanium Alloys during Additive Manufacturing: A Combined Transmission Kikuchi Diffraction and 3D Atom Probe Study. J. Mater. Sci. 2020, 55, 1715–1726. [Google Scholar] [CrossRef]
- Beladi, H.; Chao, Q.; Rohrer, G.S. Variant Selection and Intervariant Crystallographic Planes Distribution in Martensite in a Ti–6Al–4V Alloy. Acta Mater. 2014, 80, 478–489. [Google Scholar] [CrossRef]
- Nandwana, P.; Lee, Y.; Ranger, C.; Rollett, A.D.; Dehoff, R.R.; Babu, S.S. Post-Processing to Modify the α Phase Micro-Texture and β Phase Grain Morphology in Ti-6Al-4V Fabricated by Powder Bed Electron Beam Melting. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 3429–3439. [Google Scholar] [CrossRef]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.