
Investigation of Copper–Carbon Composite Microstructure and Properties
Abstract
1. Introduction
2. Materials and Methods
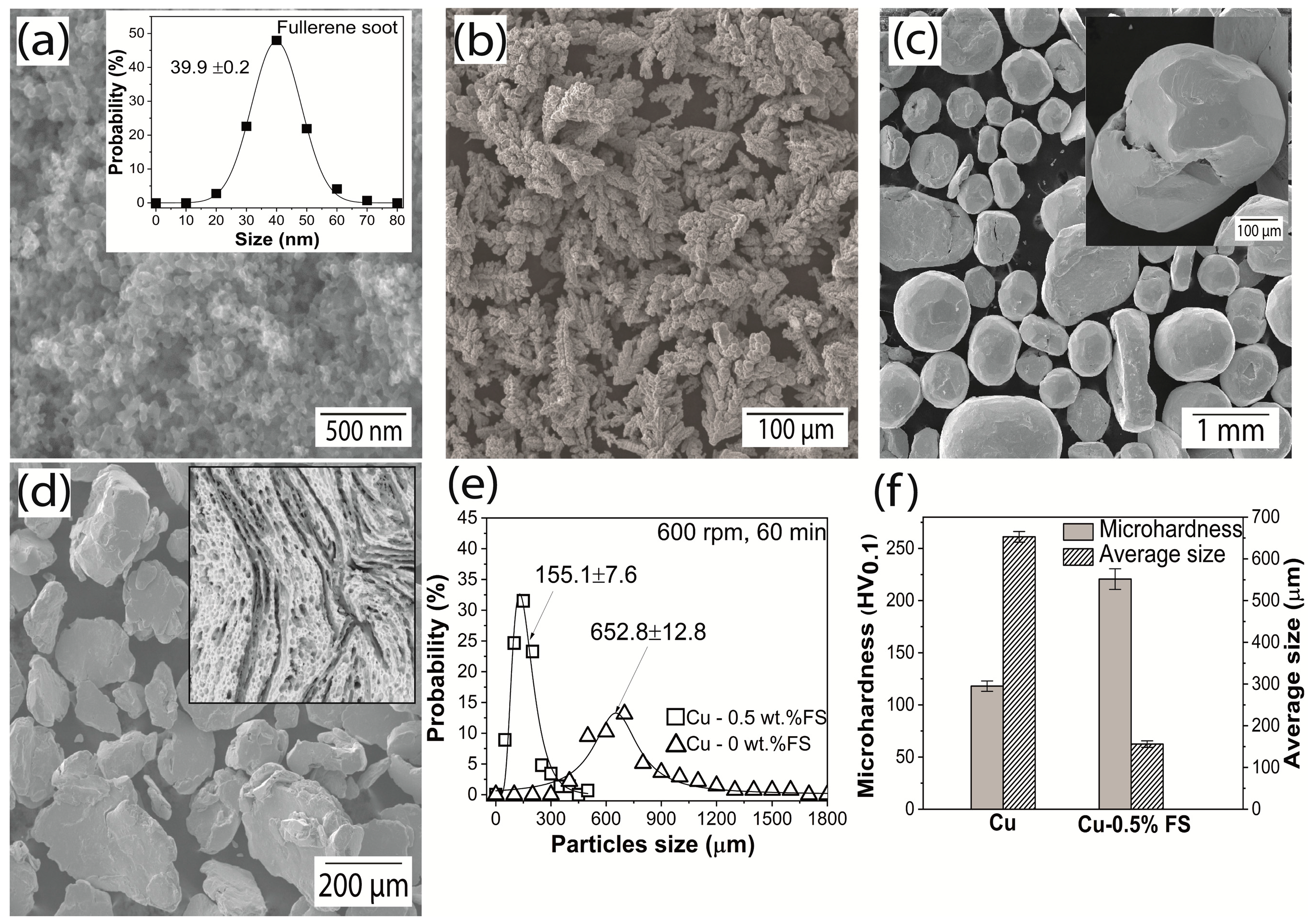
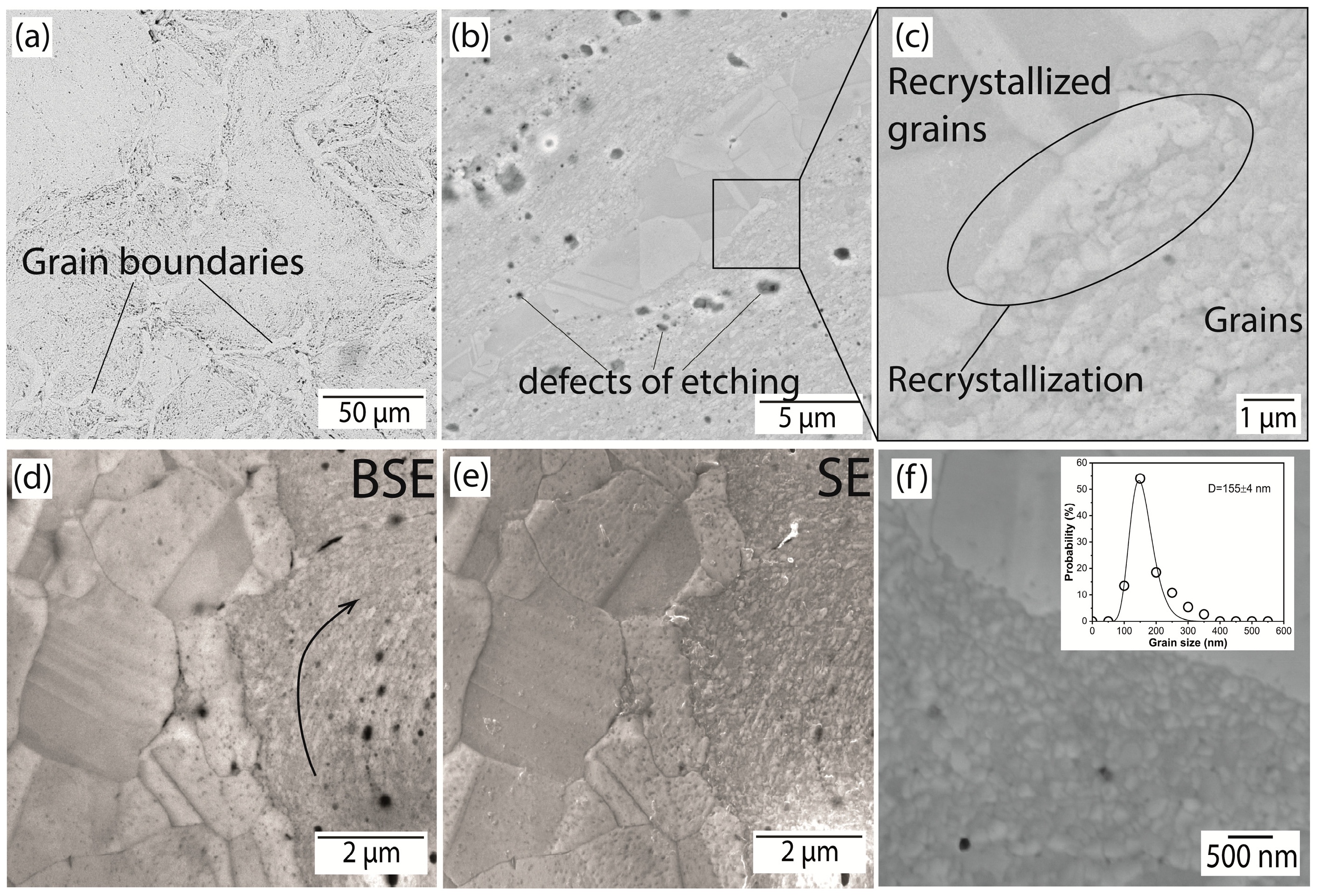
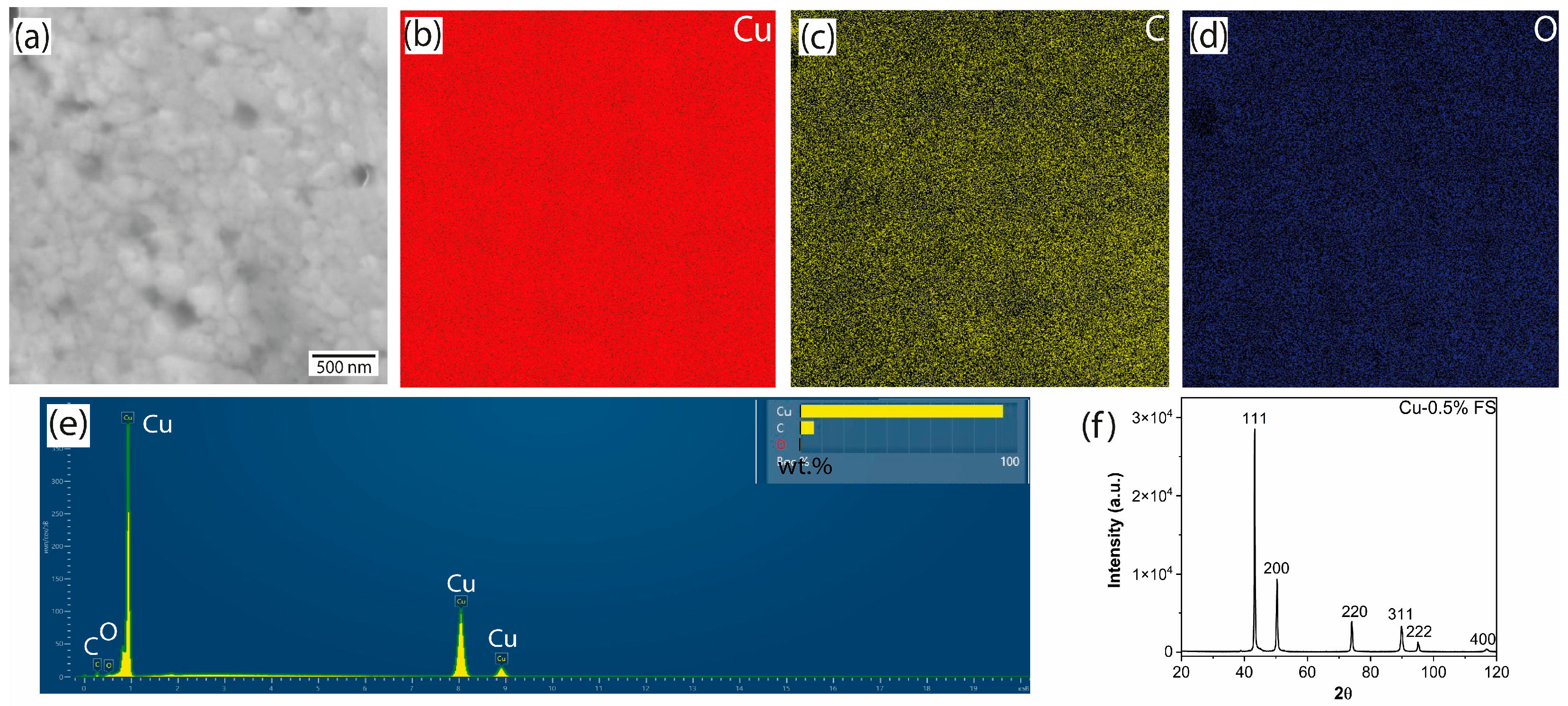
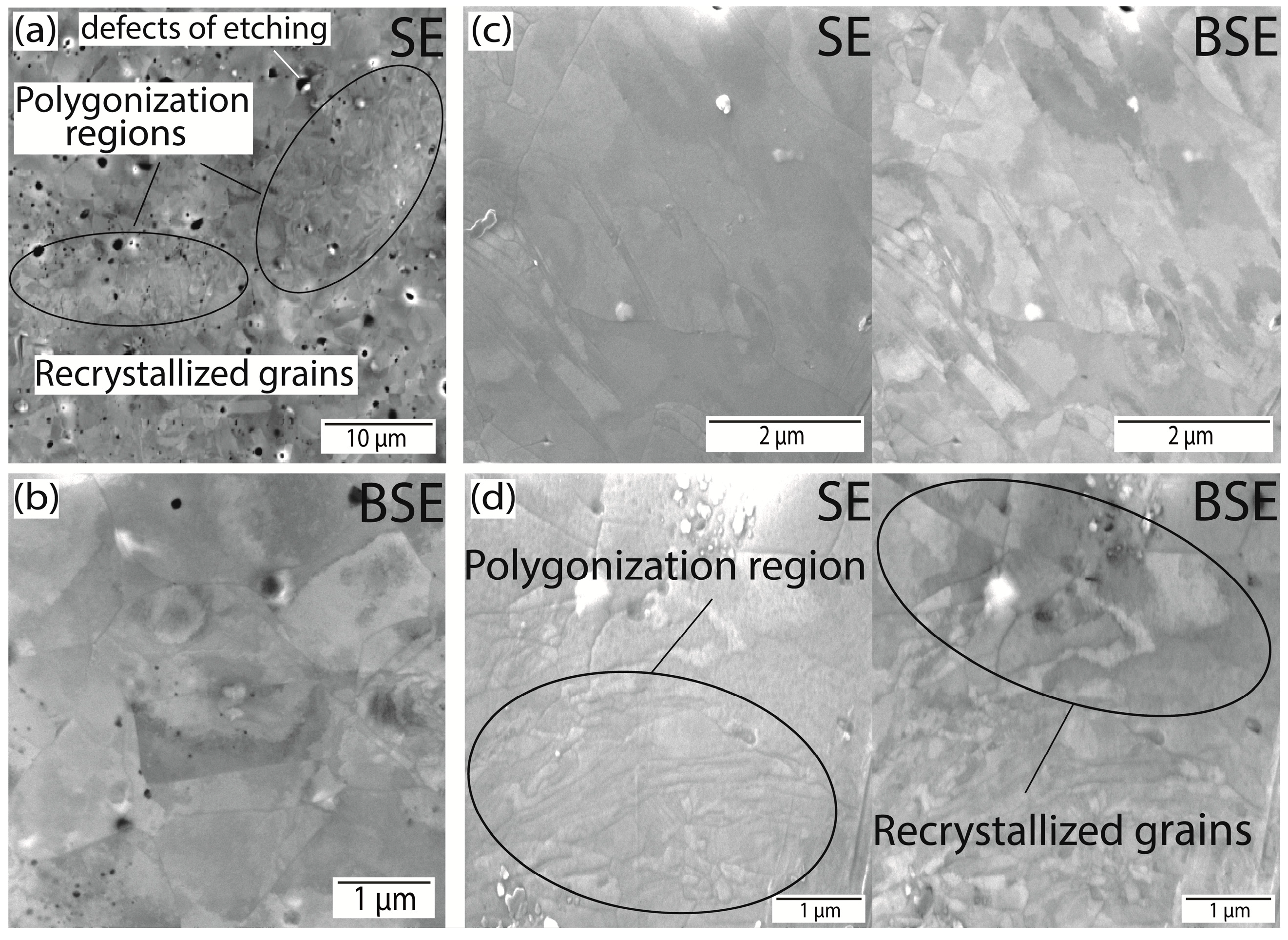
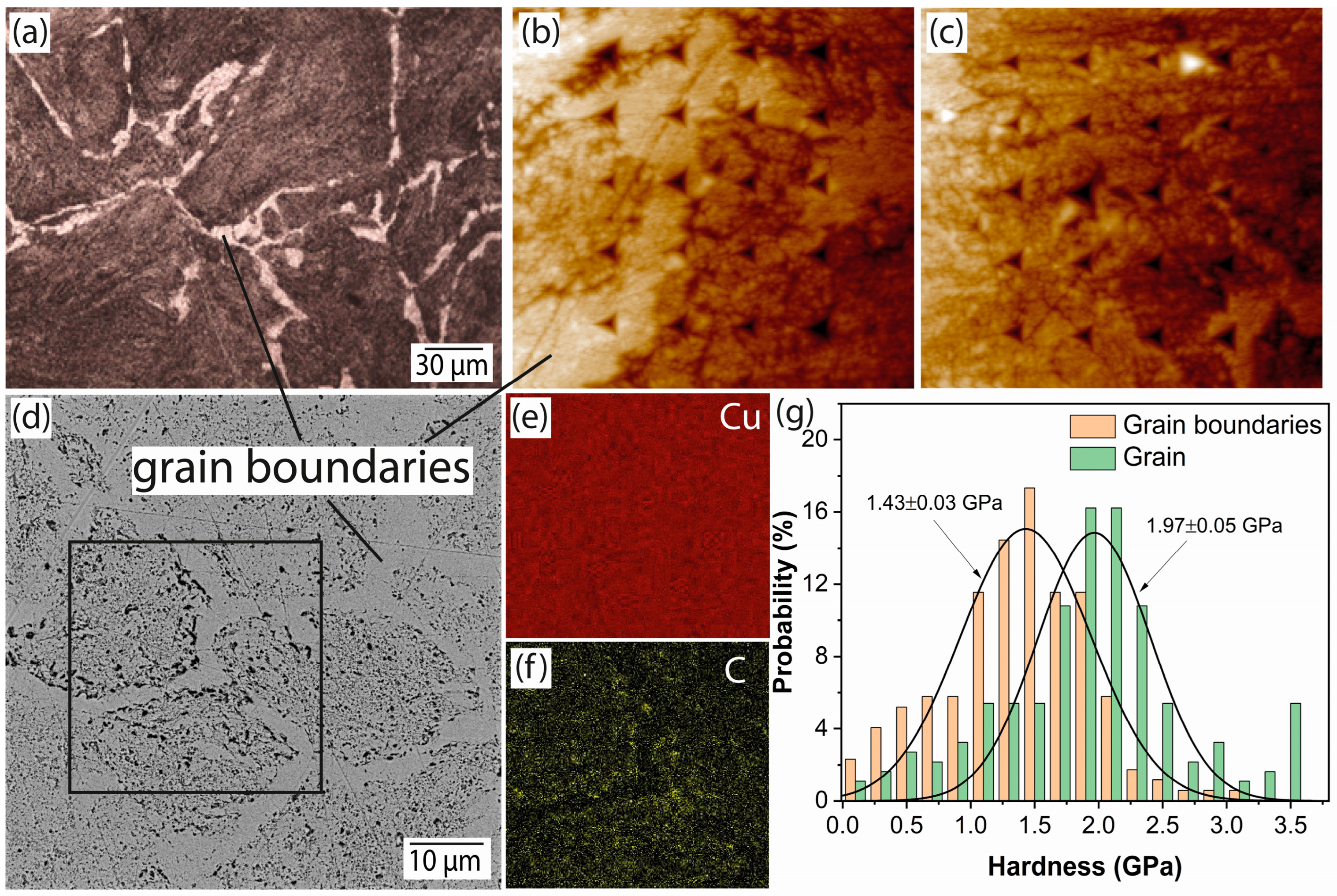
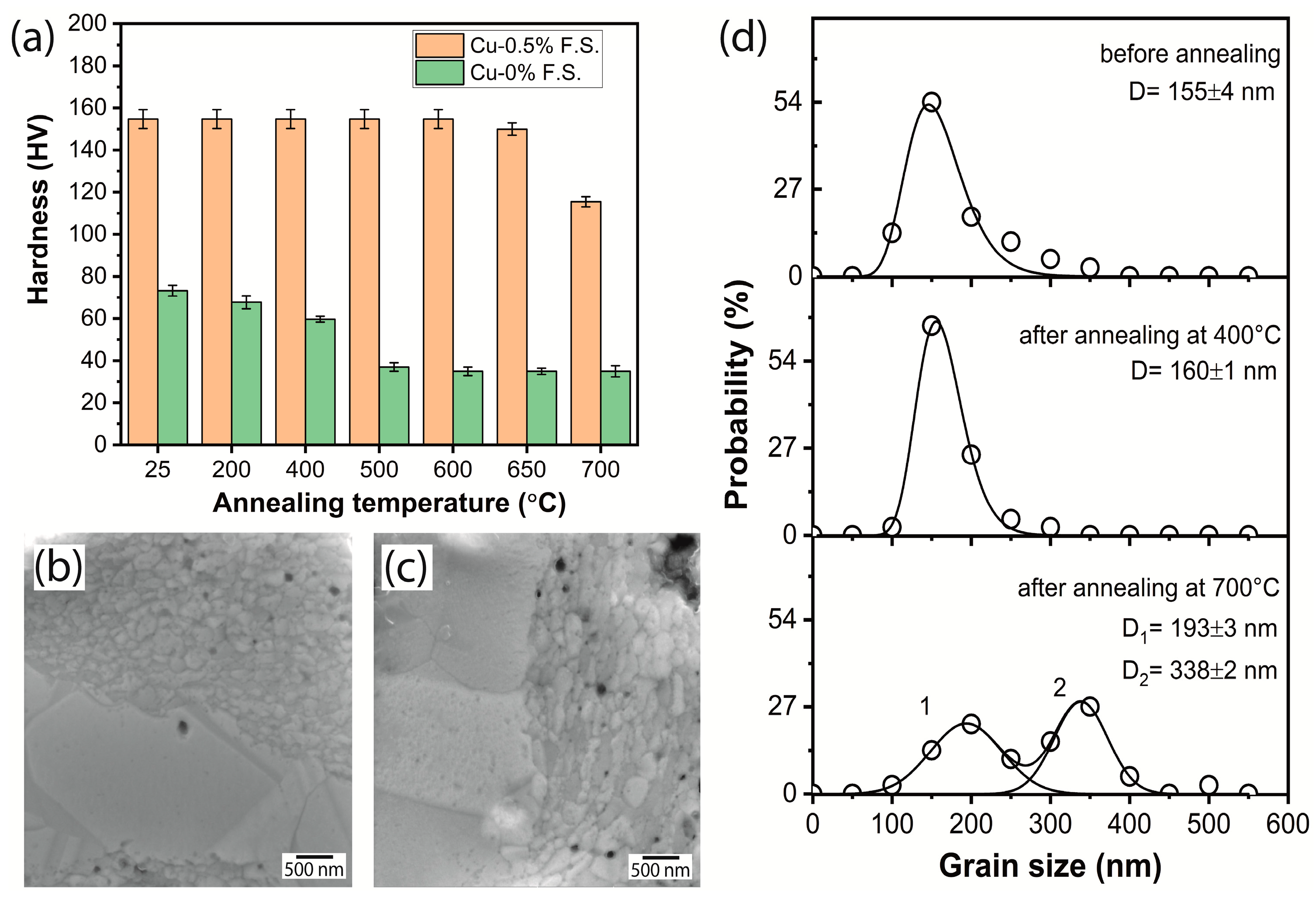
3. Results and Discussions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Akbarpour, M.R.; Mousa, M.H.; Alipour, S.; Kim, H.S. Enhanced tensile properties and electrical conductivity of Cu-CNT nanocomposites processed via the combination of flake powder metallurgy and high pressure torsion methods. Mater. Sci. Eng. A 2020, 773, 138888. [Google Scholar] [CrossRef]
- Deng, H.; Yi, J.; Xia, C.; Yi, Y. Mechanical properties and microstructure characterization of well-dispersed carbon nanotubes reinforced copper matrix composites. J. Alloys Compd. 2017, 727, 260–268. [Google Scholar] [CrossRef]
- Yoo, S.J.; Han, S.H.; Kim, W.J. A combination of ball milling and high-ratio differential speed rolling for synthesizing carbon nanotube/copper composites. Carbon 2013, 61, 487–500. [Google Scholar] [CrossRef]
- Li, X.; Yan, S.; Chen, X.; Hong, Q.; Wang, N. Microstructure and mechanical properties of graphene-reinforced copper matrix composites prepared by in-situ CVD, ball-milling, and spark plasma sintering. J. Alloys Compd. 2020, 834, 155182. [Google Scholar] [CrossRef]
- Larionova, T.; Koltsova, T.; Fadin, Y.; Tolochko, O. Friction and wear of copper–carbon nanofibers compact composites prepared by chemical vapor deposition. Wear 2014, 319, 118–122. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Al-Aqeeli, N. Mechanically alloyed nanocomposites. Prog. Mater Sci. 2013, 58, 383–502. [Google Scholar] [CrossRef]
- Chen, X.; Tao, J.; Yi, J.; Liu, Y.; Li, C.; Bao, R. Strengthening behavior of carbon nanotube-graphene hybrids in copper matrix composites. Mater. Sci. Eng. A 2018, 718, 427–436. [Google Scholar] [CrossRef]
- Friedel, J. Dislocations; Pergamon Press: Oxford, UK, 1964; Volume 70, pp. 275–302. [Google Scholar] [CrossRef]
- Bobrynina, E.V.; Larionova, T.V.; Koltsova, T.S.; Shamshurin, A.I.; Nikiforova, O.V.; Tolochko, O.V.; Puguang, J.; Fuxing, Y. The Effect of Fullerene Soot Nanoparticles on the Microstructure and Properties of Copper-Based Composites. Nanomaterials 2020, 10, 1929. [Google Scholar] [CrossRef] [PubMed]
- Ping-Chi, T.; Yeau-Ren, J.; Jian-Ting, L.; Stachiv, I.; Sittner, P. Effects of carbon nanotube reinforcement and grain size refinement mechanical properties and wear behaviors of carbon nanotube/copper composites. Diam. Relat. Mater. 2017, 74, 197–204. [Google Scholar] [CrossRef]
- Rajkovic, V.; Bozic, D.; Jovanovic, M.T. Characterization of prealloyed copper powders treated in high energy ball mill. Mater. Charact. 2006, 57, 94–99. [Google Scholar] [CrossRef]
- Zhang, Q.; Qin, Z.; Luo, Q.; Wu, Z.; Liu, L.; Shen, B.; Hu, W. Microstructure and nanoindentation behavior of cu composites reinforced with graphene nanoplatelets by electroless co-deposition technique. Sci. Rep. 2017, 7, 1338. [Google Scholar] [CrossRef] [PubMed]
- Yuchen, L.; Sosuke, K.; Hao, Y.; Kiyohiro, Y.; Ryuta, K. Evaluation of irradiation hardening in ODS-Cu and non ODS-Cu by nanoindentation hardness test and micro-pillar compression test after self-ion irradiation. Nucl. Mater. Energy 2021, 26, 100903. [Google Scholar] [CrossRef]
- Holtz, R.L.; Barrera, E.V.; Milliken, J.; Provenzano, V. Grain-Size Stability and Microhardness of Copper-Fullerene Nanocomposites. MRS Online Proc. Libr. 1994, 351, 375–380. [Google Scholar] [CrossRef]
- Jie, H.; Naiqin, Z.; Chunsheng, S.; Xiwen, D.; Jiajun, L.; Philip, N. Reinforcing copper matrix composites through molecular-level mixing of functionalized nanodiamond by co-deposition route. Mater. Sci. Eng. A 2008, 490, 293–299. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Etching Time, s | Current, A | Specimen Area, cm2 | Current Density, A/cm2 |
|---|---|---|---|---|
| pure Cu | 60 | 0.3 | 3.32 | 0.090 |
| Cu-0.5 wt.% FS before annealing | 60 | 0.3 | 3.35 | 0.089 |
| Cu-0.5 wt.% FS after annealing at 400 °C | 60 | 0.3 | 3.62 | 0.083 |
| Cu-0.5 wt.% FS after annealing at 700 °C | 60 | 0.3 | 2.09 | 0.119 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bobrynina, E.; Koltsova, T.; Larionova, T. Investigation of Copper–Carbon Composite Microstructure and Properties. Metals 2023, 13, 1052. https://doi.org/10.3390/met13061052
Bobrynina E, Koltsova T, Larionova T. Investigation of Copper–Carbon Composite Microstructure and Properties. Metals. 2023; 13(6):1052. https://doi.org/10.3390/met13061052
Chicago/Turabian StyleBobrynina, Elizaveta, Tatiana Koltsova, and Tatiana Larionova. 2023. "Investigation of Copper–Carbon Composite Microstructure and Properties" Metals 13, no. 6: 1052. https://doi.org/10.3390/met13061052
APA StyleBobrynina, E., Koltsova, T., & Larionova, T. (2023). Investigation of Copper–Carbon Composite Microstructure and Properties. Metals, 13(6), 1052. https://doi.org/10.3390/met13061052