
Influence of Deposition Plane Angle and Saline Corrosion on Fatigue Crack Growth in Maraging Steel Components Produced by Laser Powder Bed Fusion

 ,
,  , ,
, ,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Metallographic and Hardness Analysis
3.2. Fatigue Crack Growth without Saline Corrosion
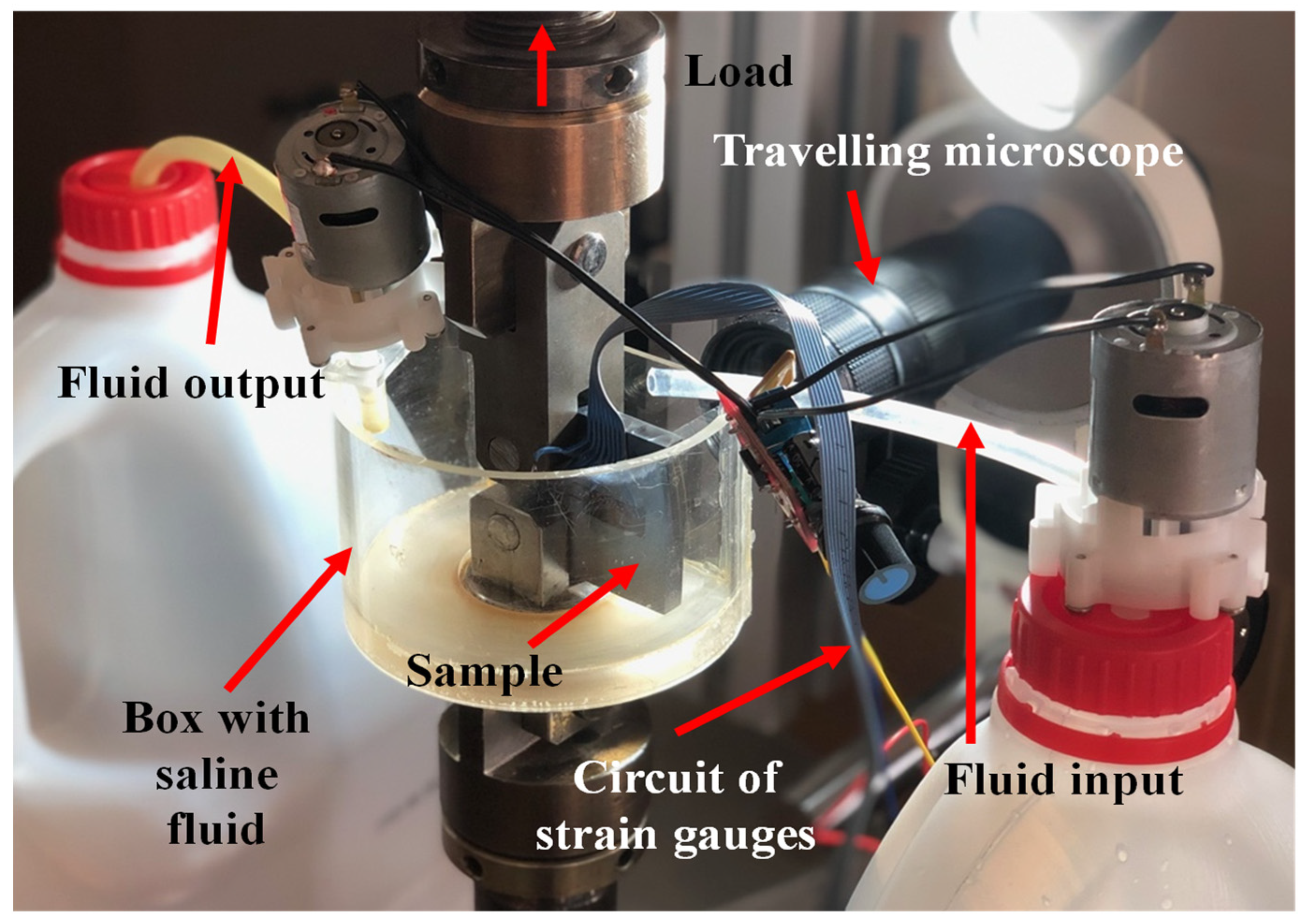
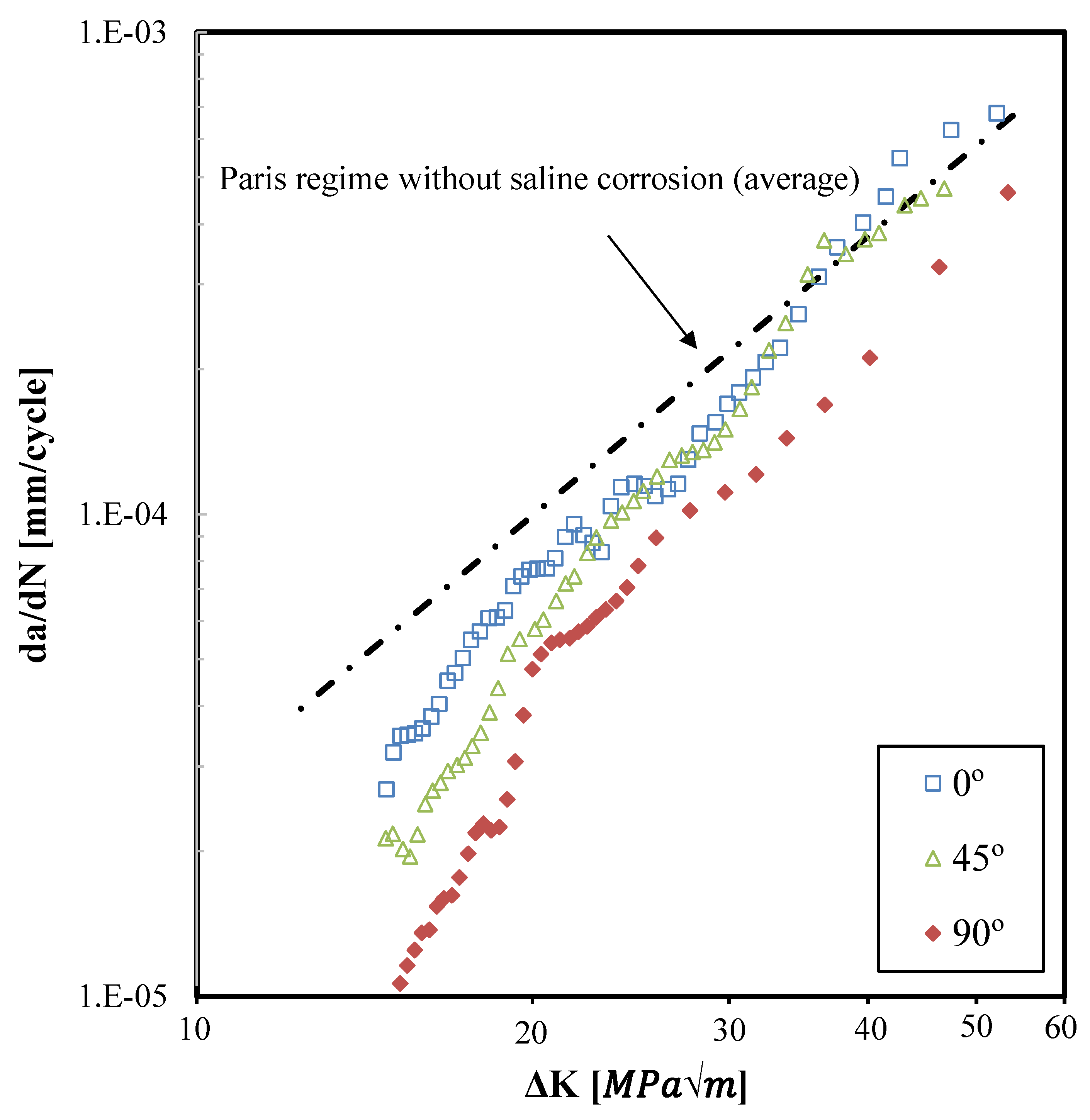
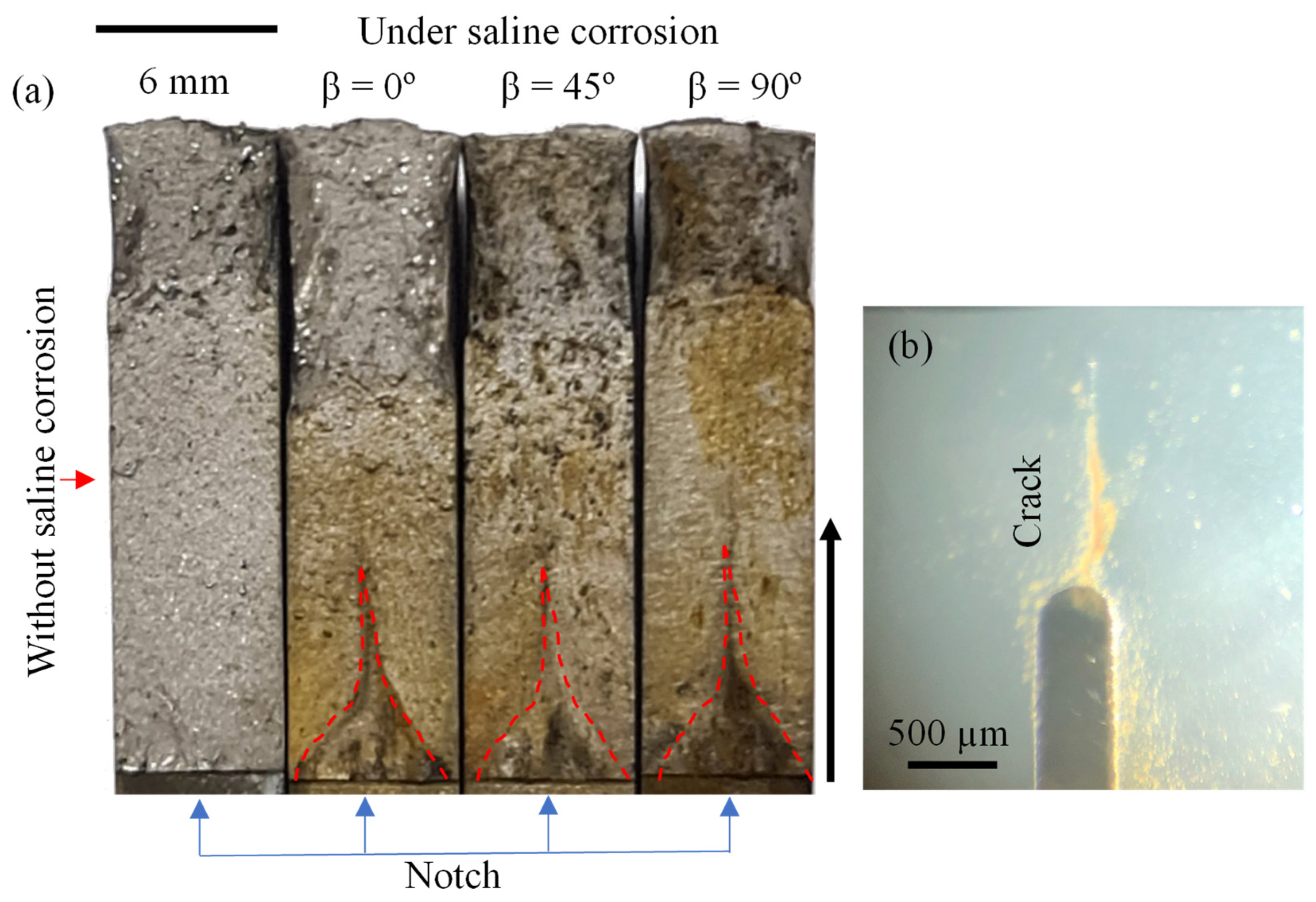
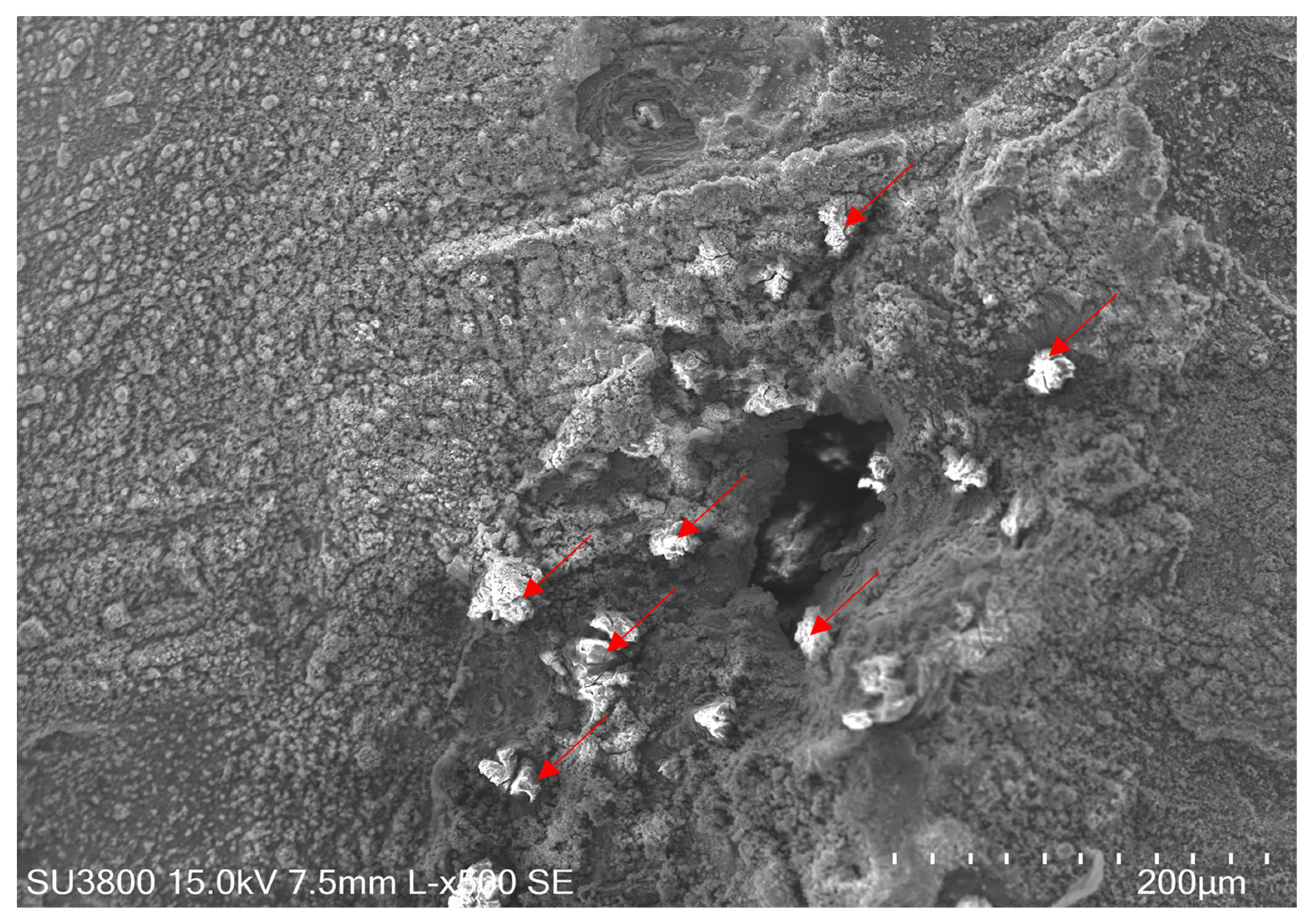
3.3. Fatigue Crack Growth under Saline Corrosion
4. Discussion and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
References
- Zitelli, C.; Folgarait, P.; Di Schino, A. Laser powder bed fusion of stainless steel grades: A review. Metals 2019, 9, 731. [Google Scholar] [CrossRef] [Green Version]
- Zhu, H.M. Effects of aging time on the microstructure and mechanical properties of laser-cladded 18Ni300 maraging steel. Mater. Sci. 2021, 56, 8835–8847. [Google Scholar] [CrossRef]
- Kempen, K.; Yasa, E.; Thijs, L.; Kruth, J.; Humbeeck, J. Van Microstructure and mechanical properties of Selective Laser Melted. Phys. Procedia 2011, 12, 255–263. [Google Scholar] [CrossRef] [Green Version]
- Tan, C.; Wang, D.; Ma, W.; Chen, Y.; Chen, S.; Yang, Y.; Zhou, K. Design and additive manufacturing of novel conformal cooling molds. Mater. Des. 2020, 196, 109147. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.; Tuck, C.J. Microstructure and mechanical properties of Ti-6A1-4V fabricated by selective laser melting. In Proceedings of the TMS Annual Meeting, Orlando, FL, USA, 11–15 March 2012; Volume 1, pp. 863–870. [Google Scholar] [CrossRef]
- Shamsdini, S.A.R.; Pirgazi, H.; Ghoncheh, M.H.; Sanjari, M.; Amirkhiz, B.S.; Kestens, L.; Mohammadi, M. A relationship between the build and texture orientation in tensile loading of the additively manufactured maraging steels. Addit. Manuf. 2021, 41, 101954. [Google Scholar] [CrossRef]
- Dovgyy, B.; Pham, M.S. Epitaxial growth in 316L steel and CoCrFeMnNi high entropy alloy made by powder-bed laser melting. AIP Conf. Proc. 2018, 1960, 140008. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Seifi, M. Metal Additive Manufacturing: A Review of Mechanical Properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef] [Green Version]
- Solberg, K.; Hovig, E.W.; Sørby, K.; Berto, F. Directional fatigue behaviour of maraging steel grade 300 produced by laser powder bed fusion. Int. J. Fatigue 2021, 149, 106229. [Google Scholar] [CrossRef]
- Solberg, K.; Berto, F. Notch-defect interaction in additively manufactured Inconel 718. Int. J. Fatigue 2019, 122, 35–45. [Google Scholar] [CrossRef]
- Santos, L.M.; Jesus, J.S.; Ferreira, J.M.; Costa, J.D.; Capela, C. Fracture Toughness of Conventional Steel Parts with 18Ni300 Steel Implants Built by Selective Laser Melting. Appl. Sci. 2018, 8, 1879. [Google Scholar] [CrossRef] [Green Version]
- Branco, R.; Costa, J.D.; Martins Ferreira, J.A.; Capela, C.; Antunes, F.V.; Macek, W. Multiaxial fatigue behaviour of maraging steel produced by selective laser melting. Mater. Des. 2021, 201, 109469. [Google Scholar] [CrossRef]
- Hermann Becker, T.; Dimitrov, D. The achievable mechanical properties of SLM produced Maraging Steel 300 components. Rapid Prototyp. J. 2016, 22, 487–494. [Google Scholar] [CrossRef]
- Damon, J.; Hanemann, T.; Dietrich, S.; Graf, G.; Lang, K. Orientation dependent fatigue performance and mechanisms of selective laser melted maraging steel X3NiCoMoTi18-9-5. Int. J. Fatigue 2019, 127, 395–402. [Google Scholar] [CrossRef]
- Croccolo, D.; Agostinis, M.; Fini, S.; Olmi, G.; Robusto, F.; Kostić, S.C.; Morača, S.; Bogojević, N. Sensitivity of direct metal laser sintering Maraging steel fatigue strength to build orientation and allowance for machining. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 374–386. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Zhang, P.; Duan, Q.Q.; Zhang, Z.J.; Yang, H.J.; Li, X.W.; Zhang, Z.F. Optimizing the fatigue strength of 18Ni maraging steel through ageing treatment. Mater. Sci. Eng. A 2017, 707, 674–688. [Google Scholar] [CrossRef]
- Shahriari, A.; Khaksar, L.; Nasiri, A.; Hadadzadeh, A.; Amirkhiz, B.S.; Mohammadi, M. Microstructure and corrosion behavior of a novel additively manufactured maraging stainless steel. Electrochim. Acta 2020, 339, 135925. [Google Scholar] [CrossRef]
- Bouzakis, E.; Arvanitidis, A.; Kazelis, F.; Maliaris, G.; Michailidis, N. Comparison of Additively Manufactured vs. Conventional Maraging Steel in Corrosion-Fatigue Performance after various surface treatments. Procedia CIRP 2020, 87, 469–473. [Google Scholar] [CrossRef]
- Maierhofer, J.; Simunek, D.; Gänser, H.P.; Pippan, R. Oxide induced crack closure in the near threshold regime: The effect of oxide debris release. Int. J. Fatigue 2018, 117, 21–26. [Google Scholar] [CrossRef]
- Antunes, F.; Santos, L.; Capela, C.; Ferreira, J.; Costa, J.; Jesus, J.; Prates, P. Fatigue crack growth in maraging steel obtained by Selective Laser Melting. Appl. Sci. 2019, 9, 4412. [Google Scholar] [CrossRef] [Green Version]
- ASTM E647. Standard Test Method for Measurement of Fatigue Crack Growth Rates; ASTM B. Stand; ASTM: West Conshohocken, PA, USA, 2016; pp. 1–49. [Google Scholar]
- Allison, J.E.; Ku, R.C.; Pompetzki, M.A. A comparison of measurement methods and numerical procedures for the experimental characterization of fatigue crack closure. In Mechanics of Fatigue Crack Closure, ASTM STP 982; Newman, J.C., Jr., Elber, W., Eds.; American Society for Testing and Materials: West Conshohocken, PA, USA, 1988; pp. 171–185. [Google Scholar]
- Jesus, J.S.; Borrego, L.P.; Ferreira, J.A.M.; Costa, J.D.M.; Capela, C.A. Fatigue crack growth behaviour in Ti6Al4V alloy specimens produced by selective laser melting. Int. J. Fract. 2020, 223, 123–133. [Google Scholar] [CrossRef]
- ASTM E407-99; Standard Practice for Microetching Metals and Alloys. ASTM International: West Conshohocken, PA, USA, 1999.
- ASTM E384-11e1; Standard Test Method for Knoop and Vickers Hardness of Materials. ASTM International: West Conshohocken, PA, USA, 2011.
- Van Bennekom, A.; Matihews, L.M.; Tarboton, J.N.; Robinson, F.P.A. The effect of martensite content on the corrosion and mechanical properties of dual·phasc 12 per cent Cr steels. INFACON 6. In Proceedings of the 1st International Chromium Steel and Alloys Congress, Cape Town, South Africa, 8–11 March 1992; Volume 2, pp. 157–163. [Google Scholar]
- Madia, M.; Vojtek, T.; Duarte, L.; Zerbst, U.; Pokorný, P.; Jambor, M.; Hutař, P. Determination of fatigue crack propagation thresholds for steel in presence of environmental effects. Int. J. Fatigue 2021, 153, 106449. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Ni | Co | Mo | Ti | Al | Cr | P | Si | Mn | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 18Ni300 | 0.01 | 18.2 | 9.0 | 5.0 | 0.6 | 0.05 | 0.3 | 0.01 | 0.1 | 0.04 | Balance |
| β | U | ΔK | ΔKeff | U | ΔK | ΔKeff | U | ΔK | ΔKeff |
|---|---|---|---|---|---|---|---|---|---|
| 0° | 0.734 | 18 | 13.2 | 0.768 | 25 | 19.2 | 0.879 | 40 | 35.2 |
| 45° | 0.692 | 18 | 12.4 | 0.751 | 25 | 18.8 | 0.871 | 40 | 34.8 |
| 90° | 0.515 | 18 | 9.3 | 0.678 | 25 | 16.9 | 0.681 | 40 | 27.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fernandes, R.F.; de Jesus, J.; Borrego, L.; Vilhena, L.; Ramalho, A.; Ferreira, J.A.M. Influence of Deposition Plane Angle and Saline Corrosion on Fatigue Crack Growth in Maraging Steel Components Produced by Laser Powder Bed Fusion. Metals 2022, 12, 433. https://doi.org/10.3390/met12030433
Fernandes RF, de Jesus J, Borrego L, Vilhena L, Ramalho A, Ferreira JAM. Influence of Deposition Plane Angle and Saline Corrosion on Fatigue Crack Growth in Maraging Steel Components Produced by Laser Powder Bed Fusion. Metals. 2022; 12(3):433. https://doi.org/10.3390/met12030433
Chicago/Turabian StyleFernandes, Rui F., Joel de Jesus, Luís Borrego, Luís Vilhena, Amílcar Ramalho, and José A. M. Ferreira. 2022. "Influence of Deposition Plane Angle and Saline Corrosion on Fatigue Crack Growth in Maraging Steel Components Produced by Laser Powder Bed Fusion" Metals 12, no. 3: 433. https://doi.org/10.3390/met12030433
APA StyleFernandes, R. F., de Jesus, J., Borrego, L., Vilhena, L., Ramalho, A., & Ferreira, J. A. M. (2022). Influence of Deposition Plane Angle and Saline Corrosion on Fatigue Crack Growth in Maraging Steel Components Produced by Laser Powder Bed Fusion. Metals, 12(3), 433. https://doi.org/10.3390/met12030433