
Evolution of Structure in AlCoCrFeNi High-Entropy Alloy Irradiated by a Pulsed Electron Beam

 ,
,  ,
,
Abstract
:1. Introduction
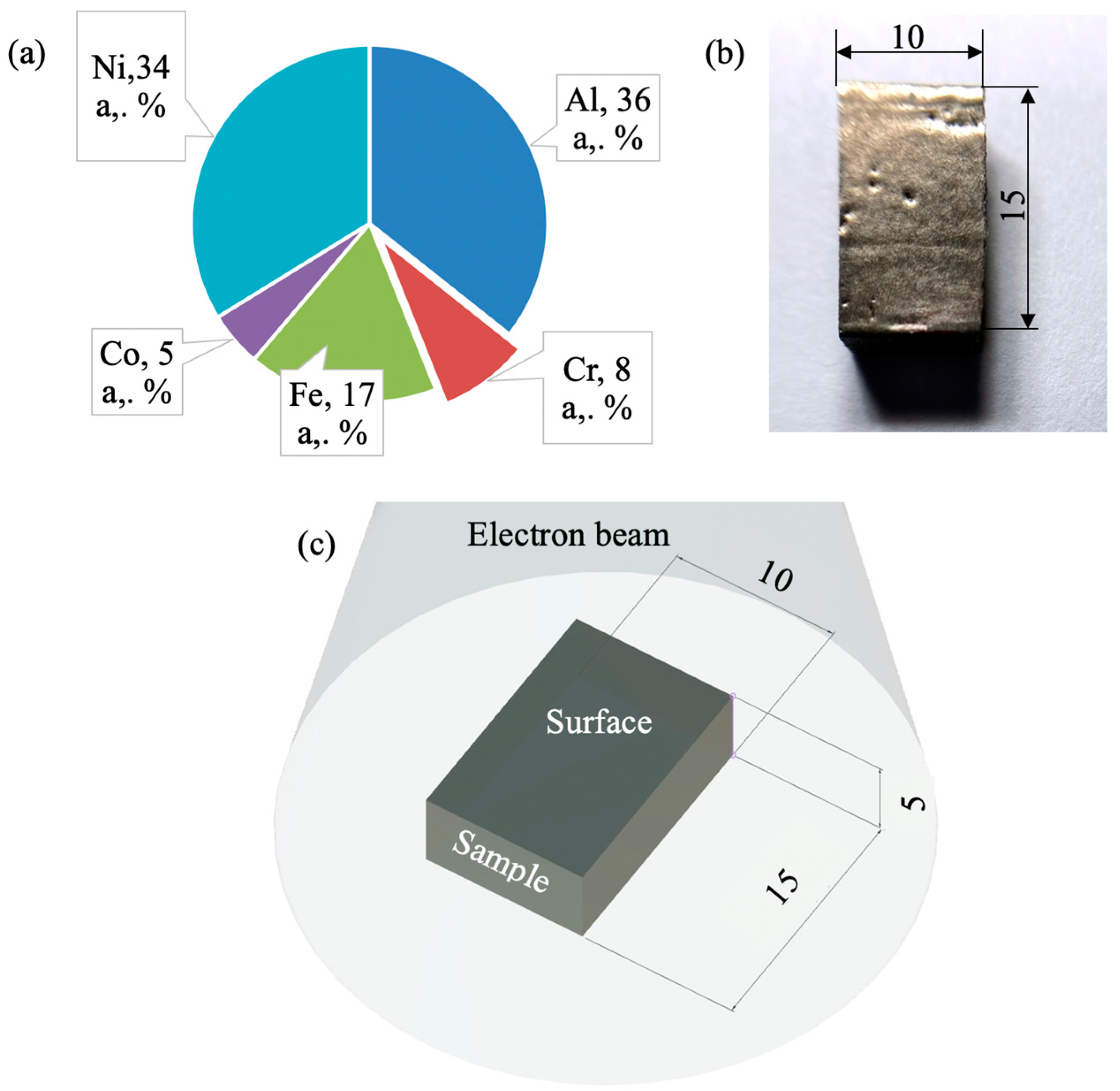
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
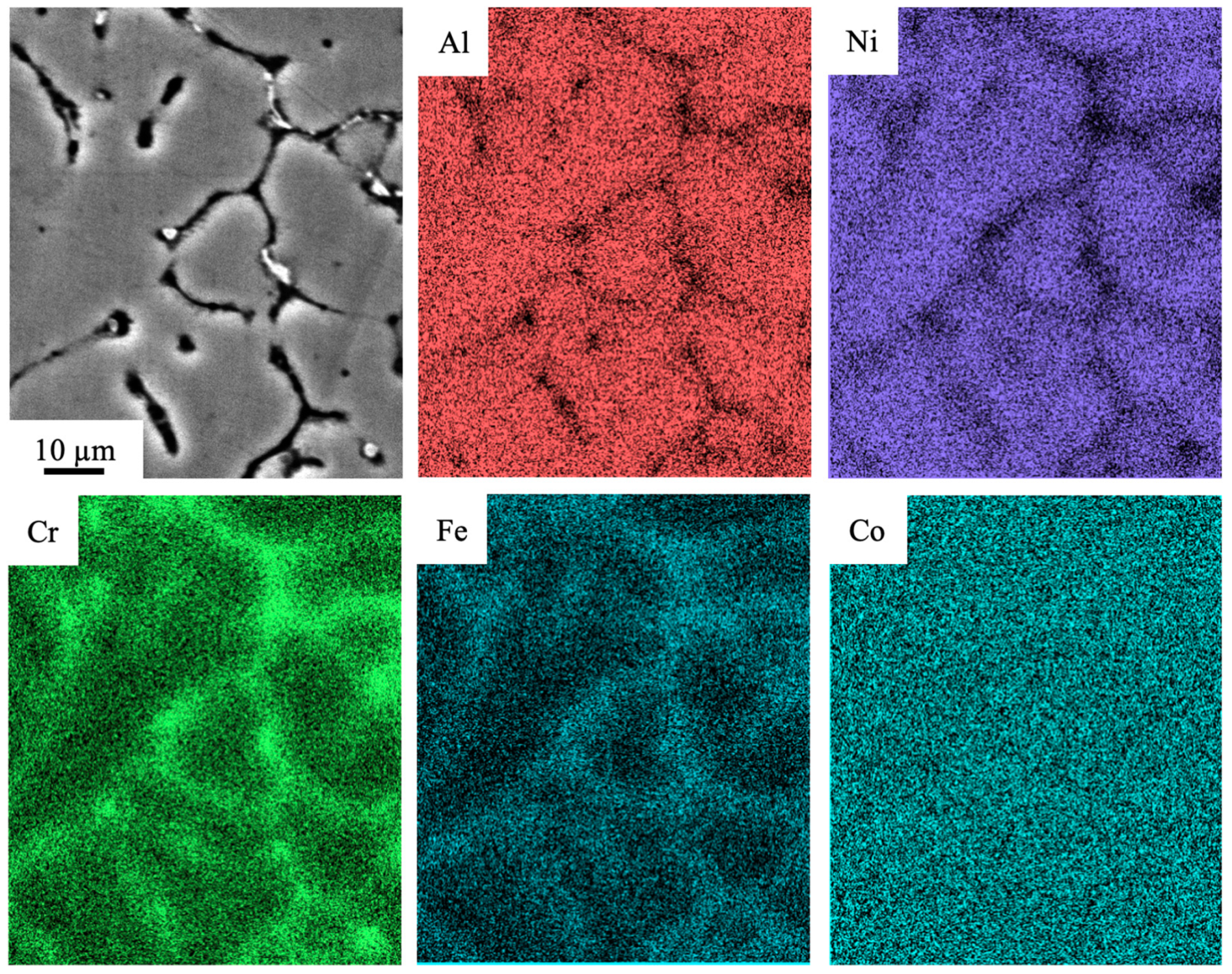
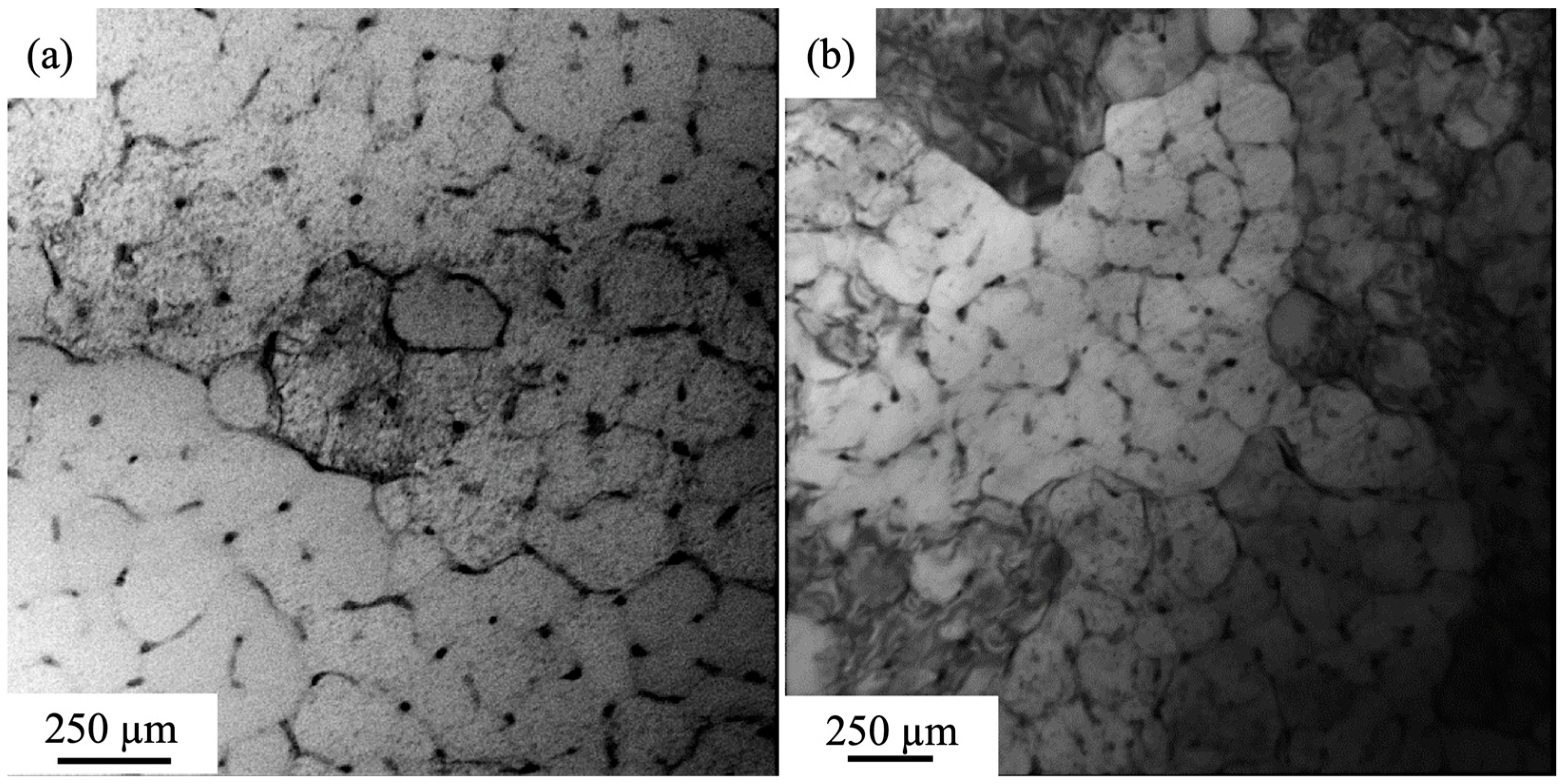
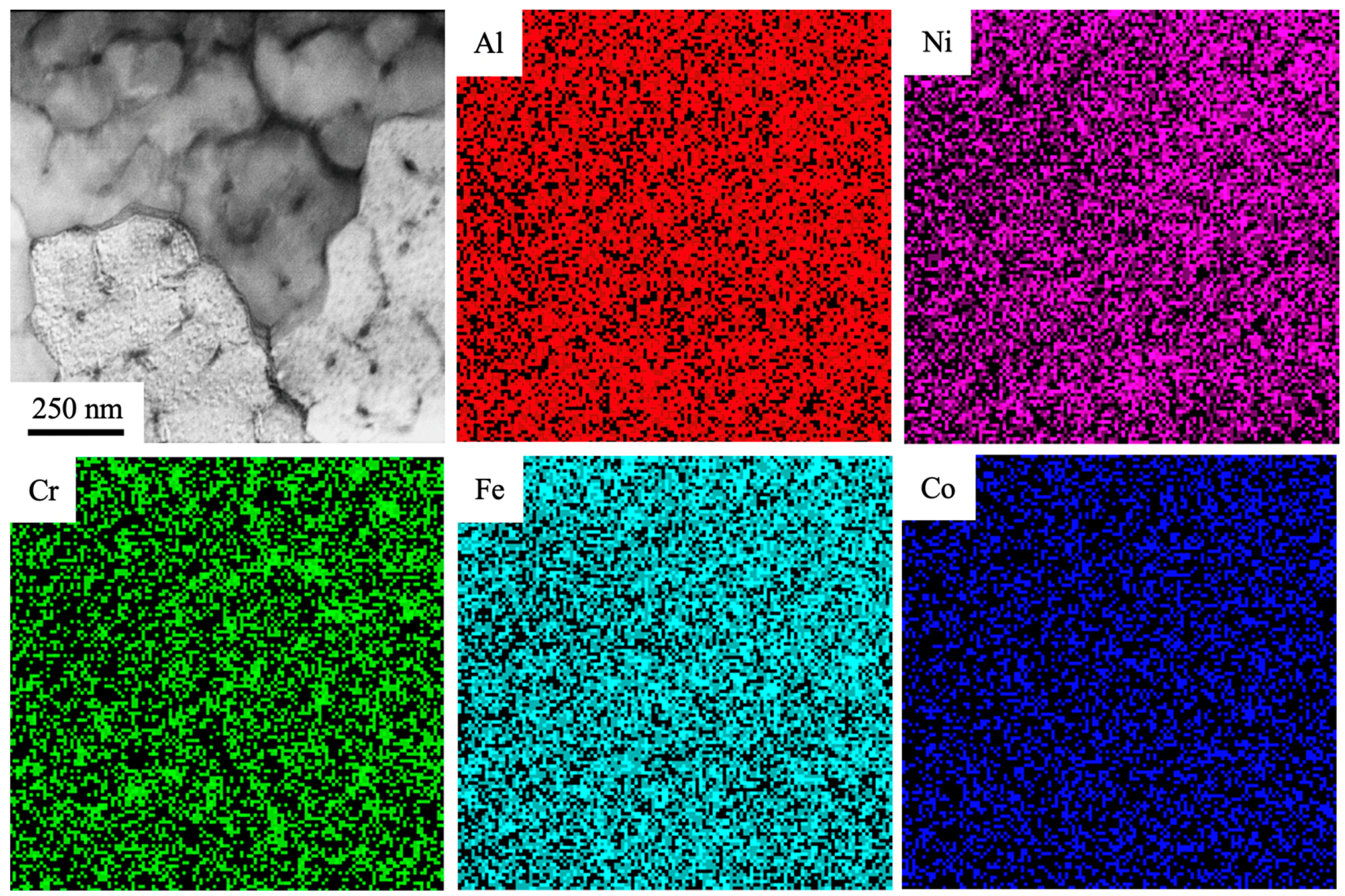
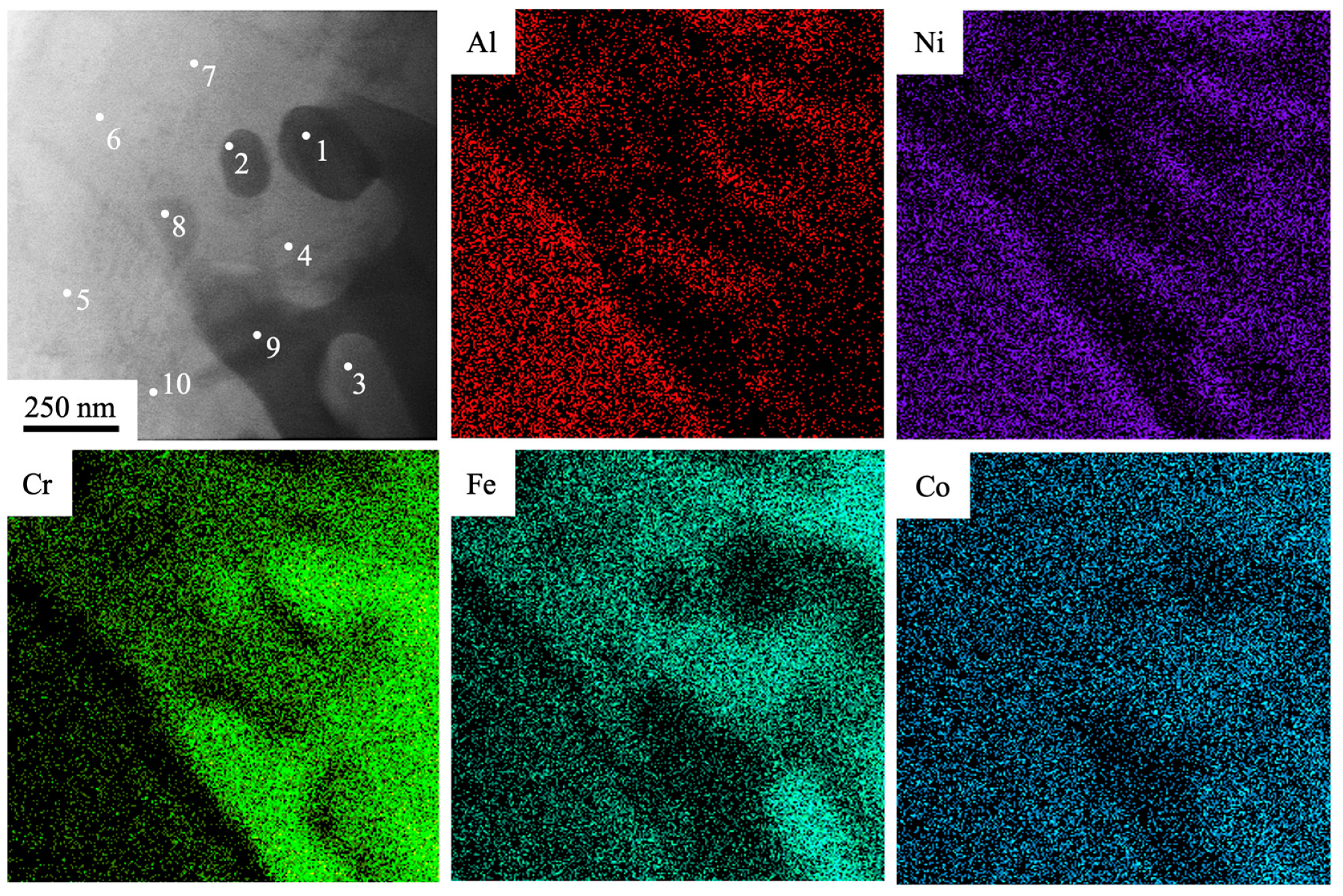
- Initial HEA has highly inhomogeneous distribution of chemical elements.
- (2)
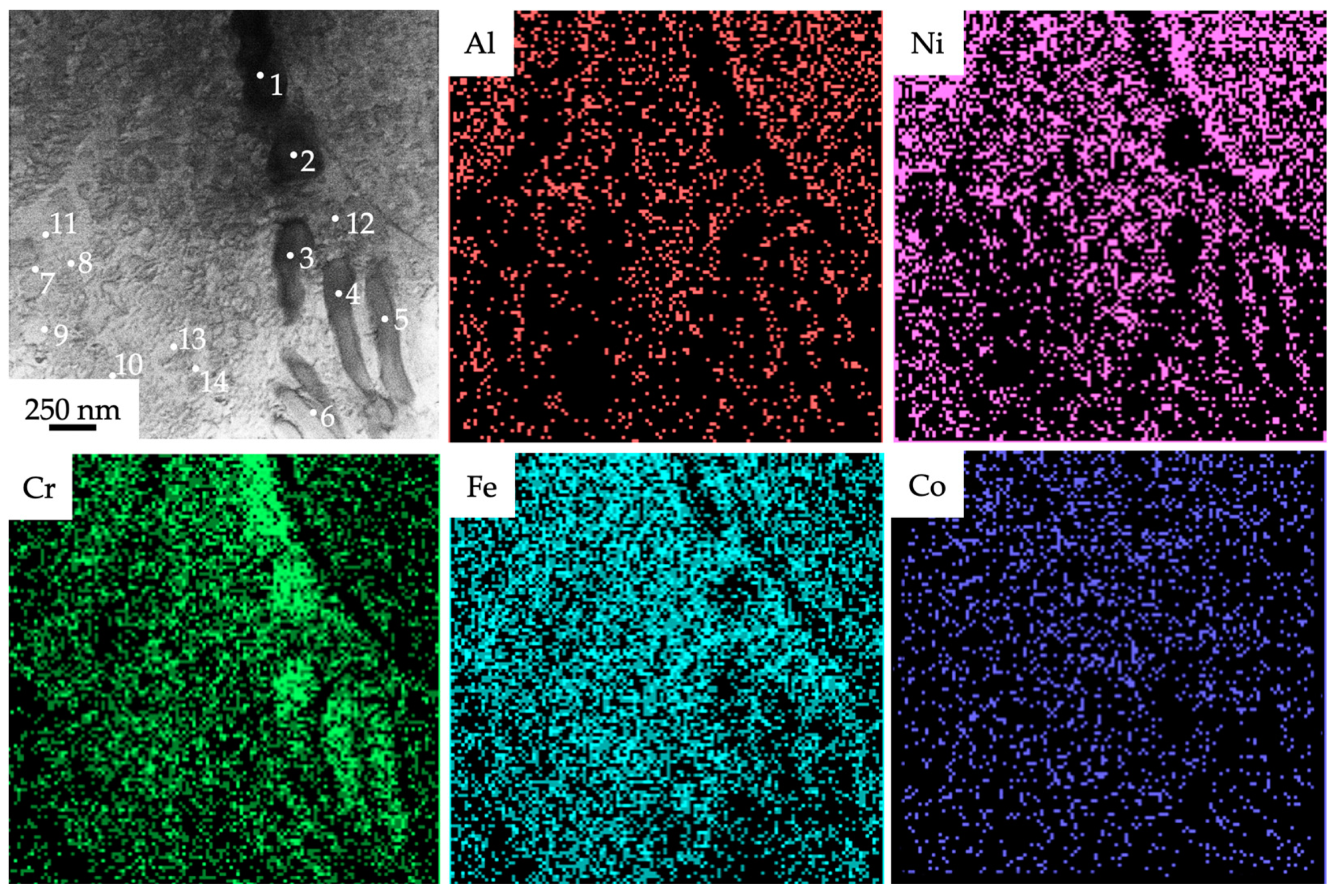
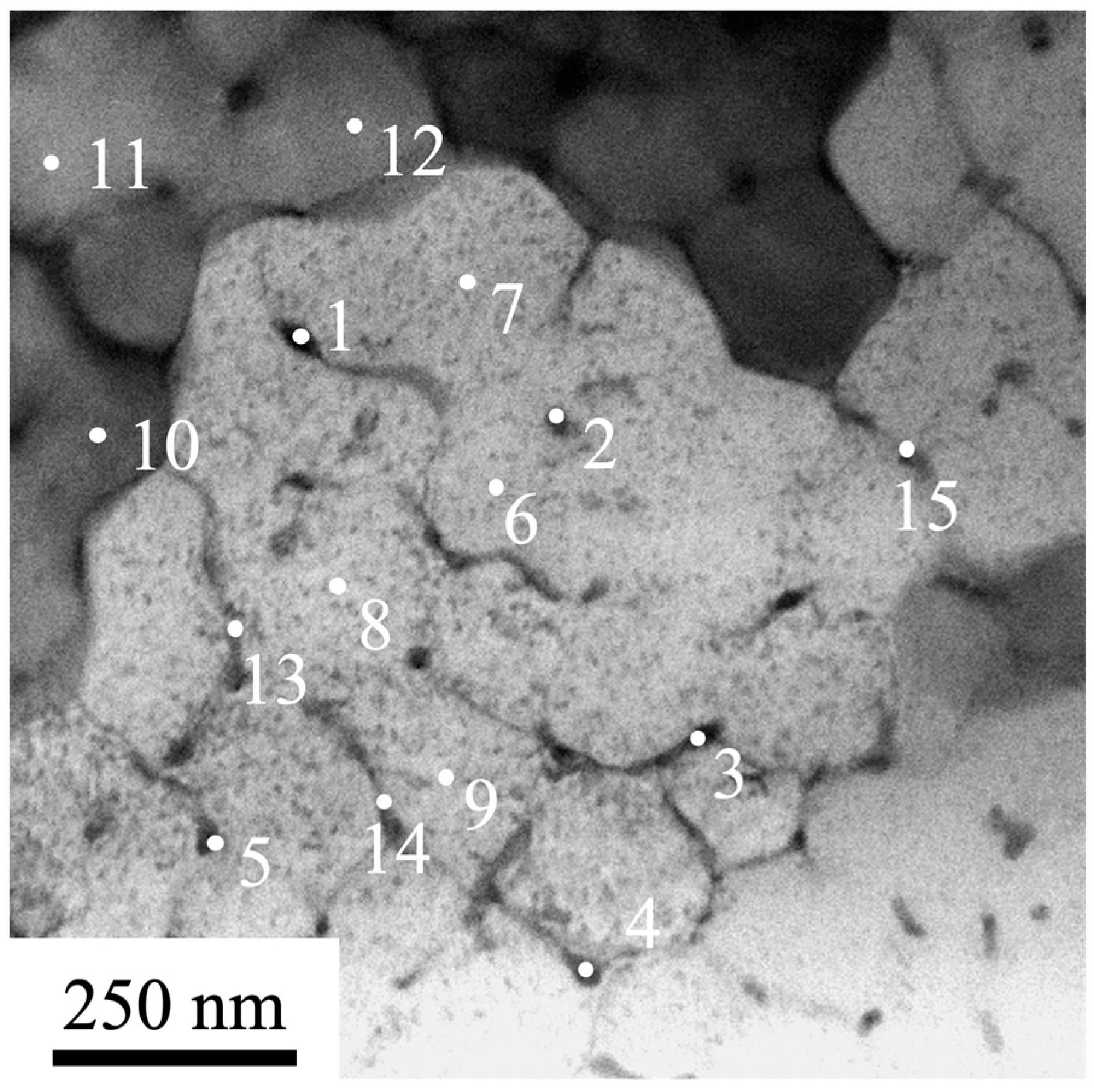
- There are nano-dimensional (15–30 nm) second-phase inclusions enriched with atoms of chromium and iron along the grain boundaries.
- (3)
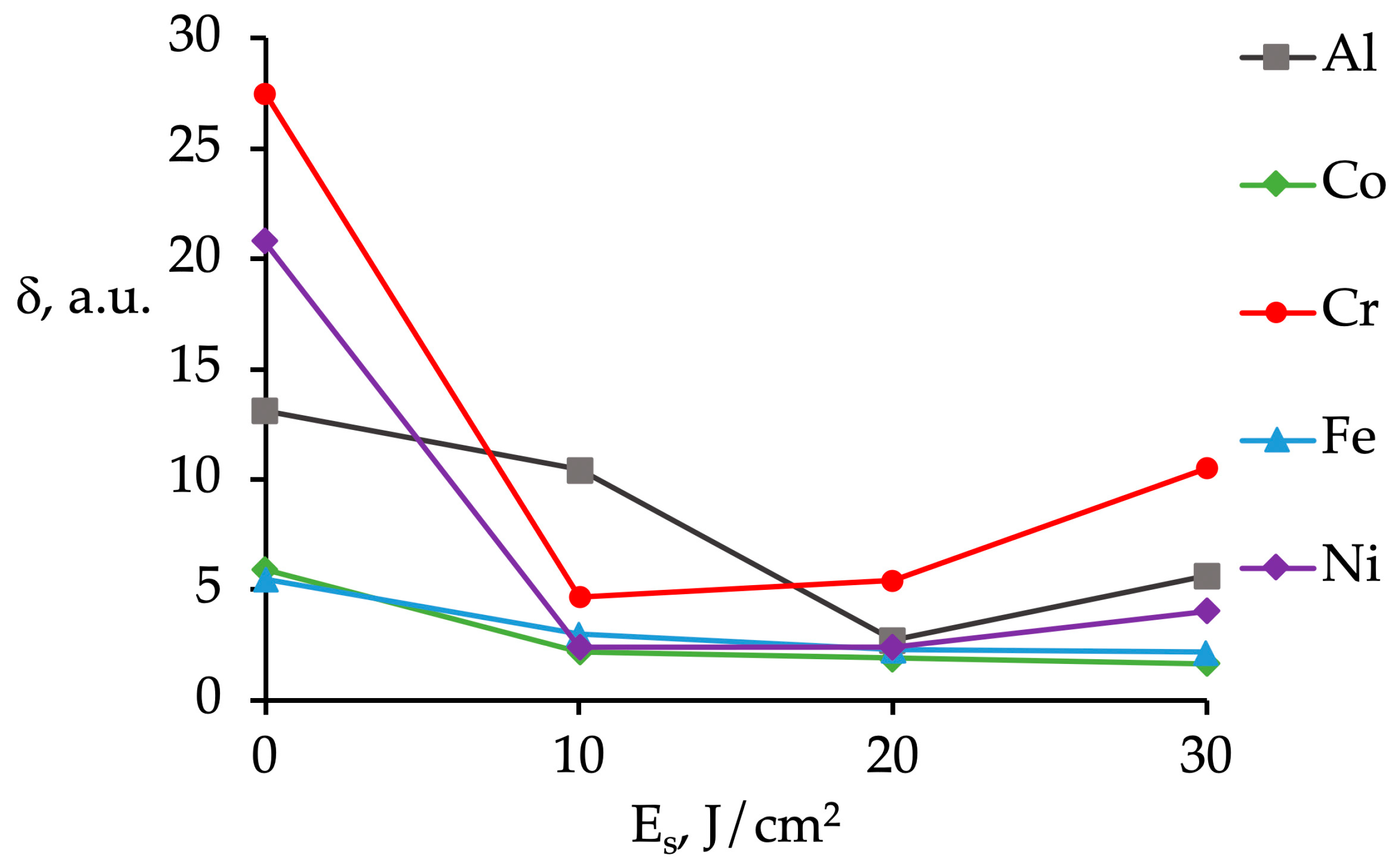
- The most liquating elements in the alloy are Cr (δ = 10.5) and Al (δ = 10.4).
- (4)
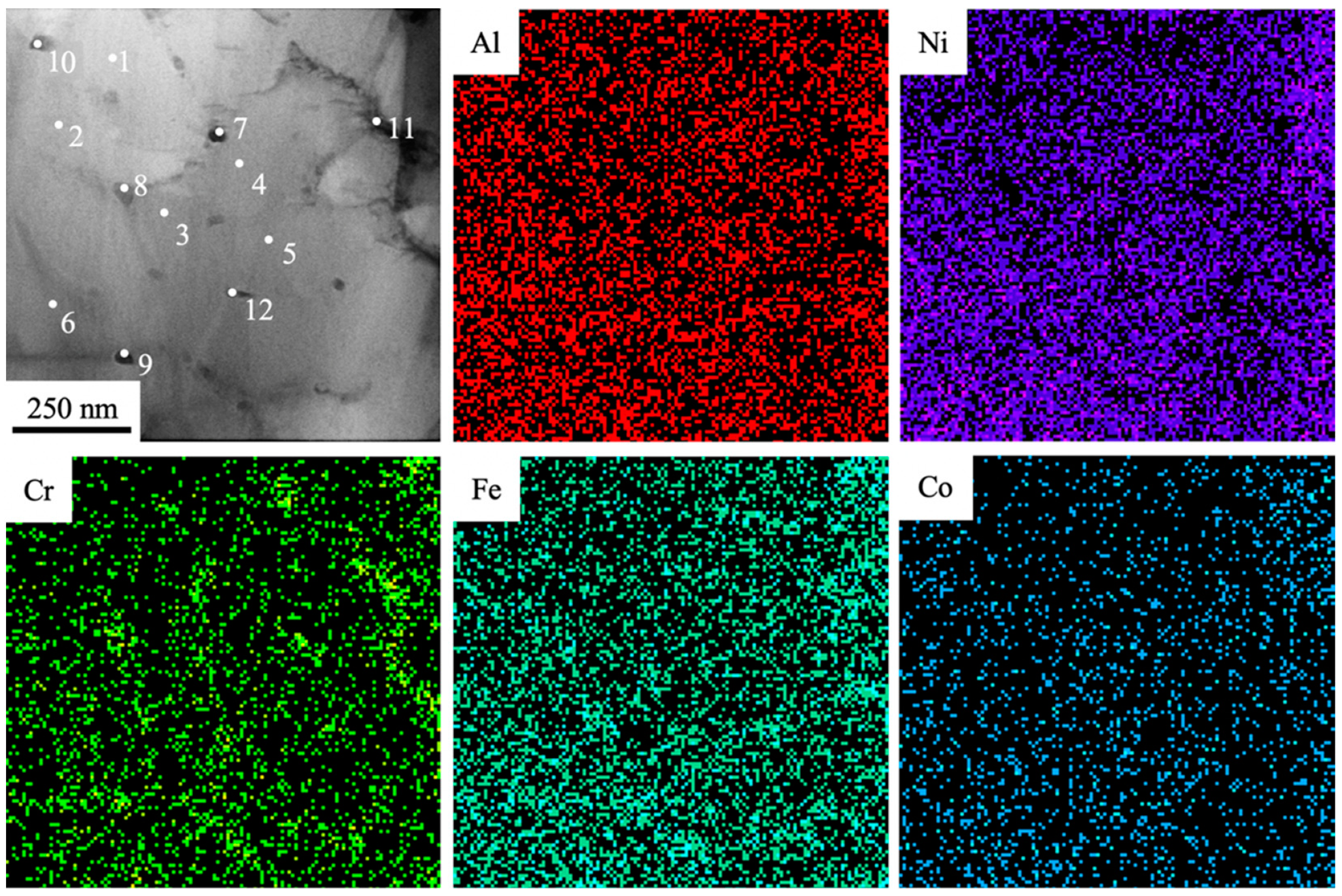
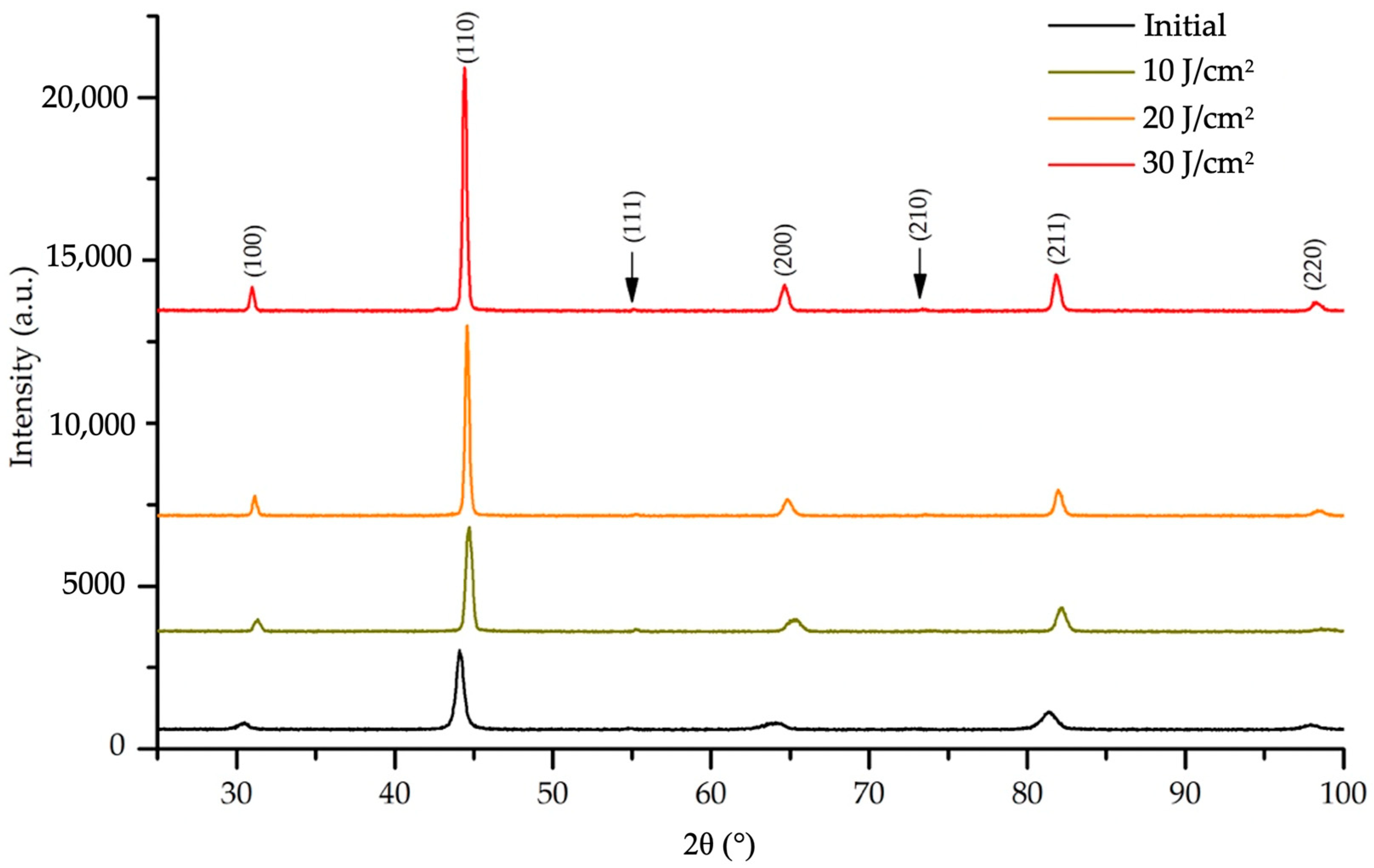
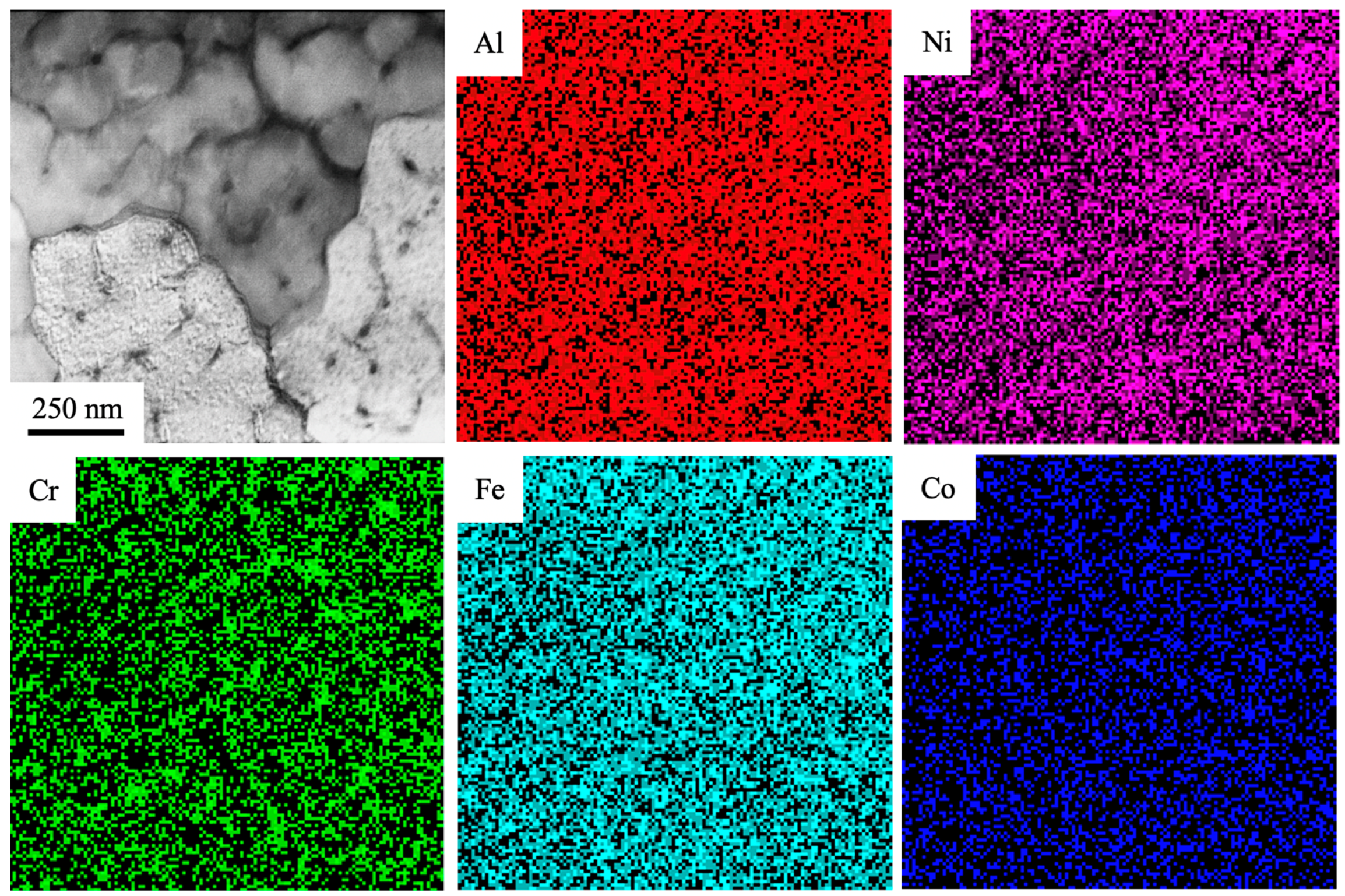
- HCPEB with the following parameters 20 J/cm2, 50 µs, 3 pulses, 0.3 s−1 makes it possible to form a surface layer with the most homogeneously distributed chemical elements.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Yeh, J.-W.J.W.; Chen, S.K.S.-K.; Lin, S.-J.S.J.; Gan, J.Y.J.-Y.; Chin, T.S.T.-S.; Shun, T.-T.T.T.; Tsau, C.-H.C.H.; Chang, S.-Y.S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhou, Y.J.Y.J.; Lin, J.P.J.P.; Chen, G.L.G.L.; Liaw, P.K.P.K. Solid-solution phase formation rules for multi-component alloys. Adv. Eng. Mater. 2008, 10, 534–538. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, Y. Prediction of high-entropy stabilized solid-solution in multi-component alloys. Mater. Chem. Phys. 2012, 132, 233–238. [Google Scholar] [CrossRef]
- Yeh, J.-W. Recent progress in high-entropy alloys. Ann. Chim. Sci. Mater. 2006, 31, 633–648. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef] [Green Version]
- Dong, Y.; Lu, Y.; Kong, J.; Zhang, J.; Li, T. Microstructure and mechanical properties of multi-component AlCrFeNiMox high-entropy alloys. J. Alloys Compd. 2013, 573, 96–101. [Google Scholar] [CrossRef]
- Xu, J.; Kong, X.; Chen, M.; Wang, Q.; Wang, F. High-entropy FeNiCoCr alloys with improved mechanical and tribological properties by tailoring composition and controlling oxidation. J. Mater. Sci. Technol. 2021, 82, 207–213. [Google Scholar] [CrossRef]
- He, Z.; Jia, N.; Wang, H.; Yan, H.; Shen, Y. Synergy effect of multi-strengthening mechanisms in FeMnCoCrN HEA at cryogenic temperature. J. Mater. Sci. Technol. 2021, 86, 158–170. [Google Scholar] [CrossRef]
- Liu, B.; Wu, J.; Cui, Y.; Zhu, Q.; Xiao, G.; Wu, S.; Cao, G.H.; Ren, Z. Structural evolution and superconductivity tuned by valence electron concentration in the Nb-Mo-Re-Ru-Rh high-entropy alloys. J. Mater. Sci. Technol. 2021, 85, 11–17. [Google Scholar] [CrossRef]
- Li, C.; Li, J.C.; Zhao, M.; Jiang, Q. Effect of alloying elements on microstructure and properties of multiprincipal elements high-entropy alloys. J. Alloys Compd. 2009, 475, 752–757. [Google Scholar] [CrossRef]
- Shivam, V.; Basu, J.; Pandey, V.K.; Shadangi, Y.; Mukhopadhyay, N.K. Alloying behaviour, thermal stability and phase evolution in quinary AlCoCrFeNi high entropy alloy. Adv. Powder Technol. 2018, 29, 2221–2230. [Google Scholar] [CrossRef]
- Jiang, Y.Q.; Li, J.; Juan, Y.F.; Lu, Z.J.; Jia, W.L. Evolution in microstructure and corrosion behavior of AlCoCrxFeNi high-entropy alloy coatings fabricated by laser cladding. J. Alloys Compd. 2019, 775, 1–14. [Google Scholar] [CrossRef]
- Rohila, S.; Mane, R.B.; Ummethala, G.; Panigrahi, B.B. Nearly full-density pressureless sintering of AlCoCrFeNi-based high-entropy alloy powders. J. Mater. Res. 2019, 34, 777–786. [Google Scholar] [CrossRef]
- Karlsson, D.; Marshal, A.; Johansson, F.; Schuisky, M.; Sahlberg, M.; Schneider, J.M.; Jansson, U. Elemental segregation in an AlCoCrFeNi high-entropy alloy – A comparison between selective laser melting and induction melting. J. Alloys Compd. 2019, 784, 195–203. [Google Scholar] [CrossRef]
- Shen, Q.; Kong, X.; Chen, X. Fabrication of bulk Al-Co-Cr-Fe-Ni high-entropy alloy using combined cable wire arc additive manufacturing (CCW-AAM): Microstructure and mechanical properties. J. Mater. Sci. Technol. 2021, 74, 136–142. [Google Scholar] [CrossRef]
- Shiratori, H.; Fujieda, T.; Yamanaka, K.; Koizumi, Y.; Kuwabara, K.; Kato, T.; Chiba, A. Relationship between the microstructure and mechanical properties of an equiatomic AlCoCrFeNi high-entropy alloy fabricated by selective electron beam melting. Mater. Sci. Eng. A 2016, 656, 39–46. [Google Scholar] [CrossRef]
- Wang, R.; Zhang, K.; Davies, C.; Wu, X. Evolution of microstructure, mechanical and corrosion properties of AlCoCrFeNi high-entropy alloy prepared by direct laser fabrication. J. Alloys Compd. 2017, 694, 971–981. [Google Scholar] [CrossRef]
- Osintsev, K.; Konovalov, S.; Gromov, V.; Panchenko, I.; Ivanov, Y. Microstructural and mechanical characterisation of non-equiatomic Al2.1Co0.3Cr0.5FeNi2.1 high-entropy alloy fabricated via wire-arc additive manufacturing. Philos. Mag. Lett. 2021, 1–7. [Google Scholar] [CrossRef]
- Lyu, P.; Chen, Y.; Liu, Z.; Cai, J.; Zhang, C.; Jin, Y.; Guan, Q.; Zhao, N. Surface modification of CrFeCoNiMo high entropy alloy induced by high-current pulsed electron beam. Appl. Surf. Sci. 2020, 504, 144453. [Google Scholar] [CrossRef]
- Listyawan, T.A.; Lee, H.; Park, N.; Lee, U. Microstructure and mechanical properties of CoCrFeMnNi high entropy alloy with ultrasonic nanocrystal surface modification process. J. Mater. Sci. Technol. 2020, 57, 123–130. [Google Scholar] [CrossRef]
- Tong, Z.; Liu, H.; Jiao, J.; Zhou, W.; Yang, Y.; Ren, X. Microstructure, microhardness and residual stress of laser additive manufactured CoCrFeMnNi high-entropy alloy subjected to laser shock peening. J. Mater. Process. Technol. 2020, 285, 116806. [Google Scholar] [CrossRef]
- Hou, J.; Song, W.; Lan, L.; Qiao, J. Surface modification of plasma nitriding on Al CoCrFeNi high-entropy alloys. J. Mater. Sci. Technol. 2020, 48, 140–145. [Google Scholar] [CrossRef]
- Peng, Y.; Gong, J.; Christiansen, T.L.; Somers, M.A.J. Surface modification of CoCrFeNi high entropy alloy by low-temperature gaseous carburization. Mater. Lett. 2021, 283, 128896. [Google Scholar] [CrossRef]
- Zhang, L.J.; Jiang, Z.K.; Zhang, M.D.; Fan, J.T.; Liu, D.J.; Yu, P.F.; Li, G.; Liu, R.P. Effect of solid carburization on the surface microstructure and mechanical properties of the equiatomic CoCrFeNi high-entropy alloy. J. Alloys Compd. 2018, 769, 27–36. [Google Scholar] [CrossRef]
- Lyu, P.; Peng, T.; Miao, Y.; Liu, Z.; Gao, Q.; Zhang, C.; Jin, Y.; Guan, Q.; Cai, J. Microstructure and properties of CoCrFeNiMo0.2 high-entropy alloy enhanced by high-current pulsed electron beam. Surf. Coat. Technol. 2021, 410, 126911. [Google Scholar] [CrossRef]
- Nahmany, M.; Hooper, Z.; Stern, A.; Geanta, V.; Voiculescu, I. AlxCrFeCoNi High-Entropy Alloys: Surface Modification by Electron Beam Bead-on-Plate Melting. Metallogr. Microstruct. Anal. 2016, 5, 229–240. [Google Scholar] [CrossRef]
- Li, X.; Wang, R.; Dong, Y.; Wei, D.; Guo, J. Surface morphology and grain size of 45 steel after scanning by electron beam. Mater. Lett. 2021, 297, 129884. [Google Scholar] [CrossRef]
- Wang, H.; Li, L.; Qiu, S.; Zhai, W.; Li, Q.; Hao, S. Evolution of Microstructure at the Surface of 40CrNiMo7 Steel Treated by High-Current Pulsed Electron Beam. Coatings 2020, 10, 311. [Google Scholar] [CrossRef] [Green Version]
- Geng, Y.; Panchenko, I.; Konovalov, S.; Chen, X.; Ivanov, Y. Effect of electron beam energy densities on the surface morphology and tensile property of additively manufactured Al-Mg alloy. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 2021, 498, 15–22. [Google Scholar] [CrossRef]
- Zhang, L.; Peng, C.-T.; Shi, J.; Jin, Y.; Lu, R. Influence of high current pulsed electron beam on microstructure and properties of Ni–W alloy coatings. J. Alloys Compd. 2020, 828, 154460. [Google Scholar] [CrossRef]
- Proskurovsky, D.I.; Rotshtein, V.P.; Ozur, G.E.; Ivanov, Y.F.; Markov, A.B. Physical foundations for surface treatment of materials with low energy, high current electron beams. Surf. Coat. Technol. 2000, 125, 49–56. [Google Scholar] [CrossRef]
- Osintsev, K.A.; Konovalov, S.V.; Glezer, A.M.; Gromov, V.E.; Ivanov, Y.F.; Panchenko, I.A.; Sundeev, R.V. Research on the structure of Al2.1Co0.3Cr0.5FeNi2.1 high-entropy alloy at submicro- and nano-scale levels. Mater. Lett. 2021, 294, 129717. [Google Scholar] [CrossRef]
- Dong, C.; Wu, A.; Hao, S.; Zou, J.; Liu, Z.; Zhong, P.; Zhang, A.; Xu, T.; Chen, J.; Xu, J.; et al. Surface treatment by high current pulsed electron beam. Surf. Coat. Technol. 2003, 163–164, 620–624. [Google Scholar] [CrossRef]
- Chumak, I.; Richter, K.W.; Ipser, H. Isothermal Sections in the (Fe, Ni)-Rich Part of the Fe-Ni-Al Phase Diagram. J. Phase Equilibria Diffus. 2008, 29, 300–304. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | O | Al | Si | Cr | Fe | Co | Ni |
|---|---|---|---|---|---|---|---|
| 1 | 3.2 | 2.4 | 1.4 | 75.0 | 13.2 | 1.5 | 3.3 |
| 2 | −2.6 | −0.3 | 2.9 | 82.8 | 13.5 | 2.4 | 1.4 |
| 3 | 6.7 | 0.1 | 4.3 | 71.2 | 14.6 | 1.1 | 1.9 |
| 4 | 3.1 | 3.4 | 4.1 | 71.1 | 12.7 | 1.6 | 4.0 |
| 5 | 11.0 | 8.2 | 5.7 | 55.2 | 8.4 | 3.6 | 7.9 |
| 6 | 14.5 | 13.7 | 5.8 | 41.2 | 8.5 | 2.9 | 13.4 |
| 7 | 9.7 | 27.8 | 6.3 | 7.9 | 16.2 | 6.5 | 25.6 |
| 8 | 5.8 | 12.4 | 6.3 | 23.0 | 33.1 | 5.0 | 14.5 |
| 9 | 13.4 | 31.5 | 7.4 | 3.0 | 11.7 | 4.9 | 28.2 |
| 10 | 16.7 | 7.8 | 7.9 | 23.7 | 31.4 | 5.0 | 7.5 |
| 11 | −2.6 | 2.9 | 10.8 | 31.6 | 45.8 | 5.9 | 5.7 |
| 12 | 6.6 | 17.3 | 5.6 | 19.1 | 29.1 | 6.0 | 16.3 |
| 13 | 13.5 | 10.5 | 6.5 | 22.7 | 31.6 | 4.3 | 10.8 |
| 14 | 10.4 | 18.4 | 7.8 | 17.7 | 26.6 | 4.3 | 14.8 |
| Average | 7.8 | 11.2 | 5.9 | 38.9 | 21.2 | 3.9 | 11.1 |
| Max | 16.7 | 31.5 | 10.8 | 82.8 | 45.8 | 6.5 | 28.2 |
| Min | 3.1 | 0.1 | 1.4 | 3.0 | 8.4 | 1.1 | 1.4 |
| δ (max/min) | 5.4 | 13.1 | 7.8 | 27.5 | 5.5 | 5.9 | 20.8 |
| No. | O | Al | Si | Cr | Fe | Co | Ni |
|---|---|---|---|---|---|---|---|
| 1 | 2.0 | 1.6 | 1.3 | 61.5 | 14.6 | 3.3 | 15.7 |
| 2 | 3.7 | 1.2 | 2.6 | 52.2 | 20.2 | 3.6 | 16.5 |
| 3 | 1.0 | 1.3 | 1.5 | 31.6 | 43.1 | 6.2 | 15.5 |
| 4 | 2.0 | 1.5 | 2.8 | 29.3 | 42.4 | 6.0 | 15.9 |
| 5 | 4.1 | 10.9 | 3.2 | 13.3 | 26.6 | 6.5 | 35.5 |
| 6 | 2.4 | 5.4 | 3.5 | 20.7 | 34.6 | 6.5 | 26.8 |
| 7 | 2.7 | 2.3 | 3.4 | 25.4 | 38.9 | 6.5 | 20.8 |
| 8 | 3.5 | 1.7 | 3.9 | 38.5 | 29.5 | 5.2 | 17.7 |
| 9 | 0.9 | 1.0 | 2.2 | 60.5 | 16.5 | 3.5 | 15.5 |
| 10 | 2.5 | 9.2 | 2.4 | 15.0 | 27.2 | 7.2 | 36.5 |
| Average | 2.5 | 3.6 | 2.7 | 34.8 | 29.3 | 5.5 | 21.7 |
| Max | 4.1 | 10.9 | 3.9 | 61.5 | 43.1 | 7.2 | 36.5 |
| Min | 0.9 | 1.0 | 1.3 | 13.3 | 14.6 | 3.3 | 15.5 |
| δ (max/min) | 4.6 | 10.4 | 3.1 | 4.6 | 3.0 | 2.2 | 2.4 |
| No. | O | Al | Si | Cr | Fe | Co | Ni |
|---|---|---|---|---|---|---|---|
| 1 | 11.1 | 38.9 | 3.6 | 5.9 | 10.4 | 2.9 | 27.2 |
| 2 | 9.6 | 39.0 | 4.4 | 5.2 | 12.5 | 3.7 | 25.7 |
| 3 | 9.1 | 36.8 | 3.3 | 4.3 | 11.8 | 4.9 | 29.7 |
| 4 | 7.6 | 41.3 | 1.8 | 5.3 | 11.7 | 4.7 | 27.7 |
| 5 | 4.8 | 40.6 | 4.2 | 5.0 | 12.0 | 4.4 | 29.1 |
| 6 | 12.3 | 38.0 | 3.9 | 5.0 | 11.9 | 3.5 | 25.4 |
| 7 | 11.4 | 25.2 | 8.0 | 17.4 | 14.4 | 4.0 | 19.8 |
| 8 | 11.7 | 17.5 | 8.5 | 23.3 | 23.5 | 3.2 | 12.3 |
| 9 | 5.4 | 24.5 | 5.2 | 17.5 | 20.3 | 5.6 | 21.5 |
| 10 | 15.2 | 15.8 | 13.6 | 16.1 | 21.0 | 3.8 | 14.6 |
| 11 | 9.8 | 15.2 | 6.1 | 21.9 | 22.4 | 4.3 | 20.3 |
| 12 | 6.9 | 28.7 | 7.1 | 15.7 | 18.5 | 4.3 | 18.8 |
| Average | 9.6 | 30.1 | 5.8 | 11.9 | 15.9 | 4.1 | 22.7 |
| Max | 15.2 | 41.3 | 13.6 | 23.3 | 23.5 | 5.6 | 29.7 |
| Min | 4.8 | 15.2 | 1.8 | 4.3 | 10.4 | 2.9 | 12.3 |
| δ (max/min) | 3.1 | 2.7 | 7.5 | 5.4 | 2.3 | 1.9 | 2.4 |
| No. | Al | Si | Ti | Cr | Fe | Co | Ni |
|---|---|---|---|---|---|---|---|
| 1 | 20.4 | 11.0 | 0.7 | 27.7 | 20.4 | 3.5 | 16.3 |
| 2 | 7.5 | 9.9 | 1.1 | 47.3 | 23.5 | 3.1 | 7.6 |
| 3 | 24.4 | 9.4 | 0.5 | 22.7 | 19.6 | 4.0 | 19.3 |
| 4 | 21.3 | 13.6 | 0.6 | 21.1 | 22.6 | 4.0 | 16.8 |
| 5 | 29.1 | 12.5 | 0.3 | 17.5 | 18.4 | 4.0 | 18.2 |
| 6 | 40.1 | 8.8 | 0.0 | 4.9 | 12.5 | 4.2 | 29.4 |
| 7 | 40.3 | 7.4 | 0.2 | 5.5 | 11.7 | 4.3 | 30.6 |
| 8 | 40.4 | 9.1 | 0.0 | 5.1 | 12.0 | 4.8 | 28.5 |
| 9 | 42.0 | 8.0 | 0.2 | 5.5 | 11.7 | 4.4 | 28.3 |
| 10 | 40.4 | 8.6 | −0.1 | 4.8 | 12.5 | 4.3 | 29.5 |
| 11 | 41.3 | 8.9 | 0.1 | 5.0 | 11.7 | 4.4 | 28.5 |
| 12 | 39.4 | 9.1 | 0.2 | 5.0 | 12.2 | 4.5 | 29.6 |
| 13 | 37.6 | 10.0 | 0.1 | 5.6 | 14.0 | 5.1 | 27.6 |
| 14 | 41.3 | 10.2 | 0.1 | 4.7 | 11.5 | 4.3 | 27.9 |
| 15 | 41.3 | 8.3 | 0.0 | 4.5 | 10.9 | 4.7 | 30.4 |
| Average | 33.8 | 9.7 | 0.3 | 12.5 | 15.0 | 4.2 | 24.6 |
| Max. | 42.0 | 13.6 | 1.1 | 47.3 | 23.5 | 5.1 | 30.6 |
| Min. | 7.5 | 7.4 | −0.1 | 4.5 | 10.9 | 3.1 | 7.6 |
| δ (max/min) | 5.6 | 1.8 | 11.0 | 10.5 | 2.2 | 1.6 | 4.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Osintsev, K.; Gromov, V.; Ivanov, Y.; Konovalov, S.; Panchenko, I.; Vorobyev, S. Evolution of Structure in AlCoCrFeNi High-Entropy Alloy Irradiated by a Pulsed Electron Beam. Metals 2021, 11, 1228. https://doi.org/10.3390/met11081228
Osintsev K, Gromov V, Ivanov Y, Konovalov S, Panchenko I, Vorobyev S. Evolution of Structure in AlCoCrFeNi High-Entropy Alloy Irradiated by a Pulsed Electron Beam. Metals. 2021; 11(8):1228. https://doi.org/10.3390/met11081228
Chicago/Turabian StyleOsintsev, Kirill, Victor Gromov, Yurii Ivanov, Sergey Konovalov, Irina Panchenko, and Sergey Vorobyev. 2021. "Evolution of Structure in AlCoCrFeNi High-Entropy Alloy Irradiated by a Pulsed Electron Beam" Metals 11, no. 8: 1228. https://doi.org/10.3390/met11081228
APA StyleOsintsev, K., Gromov, V., Ivanov, Y., Konovalov, S., Panchenko, I., & Vorobyev, S. (2021). Evolution of Structure in AlCoCrFeNi High-Entropy Alloy Irradiated by a Pulsed Electron Beam. Metals, 11(8), 1228. https://doi.org/10.3390/met11081228