Abstract
There is a need to develop guidelines for identifying situations where it is more beneficial to apply Additive Manufacturing (AM) as opposed to conventional methods of manufacturing. Thus, the aim of this paper is to propose a model for evaluating the sustainability of applying AM in the manufacture of transport equipment parts. A literature review was conducted to identify the parameters for selecting the part candidates. In the next stage, the criteria were ranked according to the needs of the transport equipment manufacturing industry using the Analytical Hierarchy Process (AHP) technique. The next stage featured the development of the decision matrix using the weights and classified levels. To validate the proposed decision matrix, different case studies from literature were used. The weights obtained from the case studies were in agreement with the proposed evaluation model. This study will add to the understanding of how the AM industries can effectively screen potential part candidates, thereby promoting the overall sustainability of the AM process in terms of material conservation, geometric complexity and functionality. There is still a dearth of information on the evaluation models capable of identifying the core functions of the products and the applicable environment. The work presents a proposed framework for part selection using the evaluation model.
1. Introduction
Due to pressure from international organisations, the current global trend is aligned towards the adaptation of sustainable manufacturing technologies [1] (Additive Manufacturing (AM) is an important element of Industry 4.0 with the potential to positively transform the transport equipment manufacturing Industry [2,3,4]. In South Africa, most transport equipment parts are imported from other countries [5] According to the Observatory for Economic Complexity (OEC), $3.07B worth of vehicle parts were imported from other countries in 2019 [6]. As a flexible technology, AM can be used as an enabling technology for increasing local production of transport equipment parts This is possible due to the benefits of this emerging technology. Firstly, AM can be used to produce parts directly from digital models, thus, resulting in shorter process chains [7]. Additionally, AM offers design freedom, allowing the manufacture of parts with complex geometry without the need for tooling [7]. Additionally, AM has shown the potential to reduce or eliminate the costs of inventory, logistics and tooling [8]. As a result, a wide variety of parts can be produced [9]. For example, AM has been used in the medical industry to produce complex implants. Yadroitsev et al. [10] studied the application of the Ti6Al4V alloy for biomedical applications. Du plessis et al. [11] conducted a study on the mechanical properties of lightweight lattice structures that can be applied in developing bone implants for the medical industry. Unlike conventional manufacturing techniques, such as machining, casting and forming, AM creates the final shape by adding materials, thereby eliminating wastage of raw materials. A lot of studies were done to improve the quality of parts produced with AM [12,13,14]. Furthermore, the implications of the global pandemic and need for local manufacturing capability call for exploitation of available manufacturing technologies.
1.1. AM Opportunities in the Production of Transport Equipment Parts
As mentioned earlier, AM offers many advantages to the transport equipment manufacturing industry. The following section explains some of the opportunities in which AM can exploited to increase local production of parts in the transport sector.
1.1.1. Production of Lightweight Parts
One of the most important goals of the transport industry is to reduce fuel consumption while improving safety [4] This can be achieved through reducing the weight of components. AM offers the opportunity to processes advanced lightweight materials which are difficult to process using conventional methods such as machining [15]. Additionally, the freedom of design offered by AM can be exploited to allow the production of parts with complex designs that are able to meet functional requirements while using lesser materials [16,17]. Most cases in the literature that involve the use of AM to produce lightweight parts are mostly for the aerospace and automotive industry [18,19,20,21]. Shi et al. [22] additively manufactured a lightweight aerospace bracket which was designed using topology optimisation. Kim et al. [21] used topology optimisation and structural analysis to develop a lighter automotive knuckle part with improved stiffness and structural safety. Moreover, Calleja-Ochoa et al. [23] developed a method for producing ultralight components with improved functionality using the Laser Bed Powder Fusion Process (LPBF). In this study, the part produced using the developed approach exhibited high structural properties in terms of compressive strength, stress and strain distribution.
1.1.2. High Performance Critical Parts
Some of the transport equipment parts are exposed to extreme conditions and require high performance designs to function properly [24]. Typical examples include engine components that are exposed to high temperatures and may benefit from the use of innovative cooling systems which can be produced using AM [15]. Other extreme conditions include corrosive environments or heavy mechanical loads. As mentioned previously, AM gives opportunities to use high performance materials which can withstand the extreme mechanical or chemical loads and optimised designs with improved functionality [15]. Calleja et al. [25] developed a method for ensuring uniform deposition in the manufacture of blisk blades using the laser cladding AM process. The blades were produced using the Iconel 718 super alloy for improved mechanical performance.
1.1.3. Producing Spare Parts in Low Volume
Transport companies are often faced with difficulties to manage spare parts inventory [26]. A lot of downtime is experienced while waiting to replace a broken spare part [27]. Sometimes, a lot of inventory is kept, this ties up capital and the parts may become obsolete in the warehouse [28]. AM offers the potential to switch to digital inventory so that the parts can be produced on demand since no tooling is required [28]. Obsolete components can be reverse engineered to obtain the original models so that they can be printed [26]. Using AM to produce spare parts on demand will eliminate the logistical and warehousing costs.
1.1.4. Production Tools with Special Features
Due to the current trends in technological advancement, transport equipment manufacturers are continuously compelled to develop new vehicle designs which require new parts [2]. Accordingly, flexible production tools are required to cater for the new components. AM offers the opportunity to produce flexible tools with specialised features [29]. Typical examples include the use of AM to produce reconfigurable parts [30,31] AM also allows the production of tools with special features such as embedded sensors or conformal cooling systems [32]. Marin et al. [33] developed a hybrid process chain for producing an injection-moulding tool for an automotive component. The developed tool caused a 60% reduction in the SLM manufacturing time.
1.2. Importance of Selecting Parts for AM Application
When compared to conventional production methods, metal AM is associated with higher production costs [34]. Accordingly, not all parts are economically and technically beneficial for AM application. The success of AM application depends on how the unique capabilities of the technology can be exploited to cater for the needs of the industry. Potential AM users often struggle to include AM in their production operations because they lack the knowledge and skills necessary to identify applications that are beneficial for AM application [27]. There is a need for more knowledge on the identification of part candidates, which are suitable for AM adoption for the transport sector. Selection of part candidates for AM is important to fully realise the economic and functional benefits of the technology [35]. Klahn et al. [36] proposed a criterion for selecting part candidates and assemblies with manufacturing processes that can be substituted with AM. In their study, they concluded that AM can be replaced with conventional processes if there are opportunities for integration of components, light weighting, efficient designs and individualisation. After applying the criterion on real life parts, the results showed that it was both economically and technologically beneficial to produce the parts with AM as compared to the traditional processes. Booth et al. [37] developed a worksheet for assisting designers to assess the potential quality of parts manufactured with AM. The worksheet was also used to identify and rectify bad designs before they were built with AM. However, the worksheet was purely technical and only focused on design issues. Reiher et al. [38] developed a trade-off matrix to select part candidates for AM. The selected parts were further evaluated for technological and economic feasibility of applying AM. This was followed by redesigning of the selected part(s) to increase the technical and economic benefits of AM application. However, the matrix was generic and not dedicated to a specific application. Considering the fact that the needs of industry sectors are different, the matrix may be subject to change. Yang et al. [39] developed a framework for selecting suitable assemblies and parts which can be consolidated if manufactured with AM. According to Materialise, an additive manufacturing company, there are five generic parameters that determine whether AM is a suitable manufacturing process for a part [40]. These include size, geometric complexity, value, function and production volume [40]. Although those parameters are important to provide a general guideline for selection of parts, there is a need to consider opportunities for design optimisation when considering transport equipment parts. Yao et al. [41] proposed a machine learning algorithm which can be used by designers and engineers to recommend part candidates for AM based on the geometric features. The results obtained indicate that the proposed hybrid machine learning method is feasible for generating conceptual design solutions for part designers. Merkt et al. [42] developed a method of measuring geometric complexity of parts to assess whether they are suitable for Selective Laser Melting (SLM) production. In their paper, they argued that geometric complexity and lot size are the major factors for selecting parts suitable for SLM. However, other parameters such as the material requirements, value of the part and its functionality should also be taken into account. Based on previous studies, there is a need for more information on screening of parts for AM application in the transport equipment manufacturing industry to guarantee technical and economic benefits. Thus, the aim of this paper is to propose an evaluation model for choosing part candidates for metal-based AM applications depending on the needs of the transport equipment manufacturing industry. In its structure, the paper firstly presents the parameters to be considered when developing the model. Secondly, the model is developed using the Analytic Hierarchy process. Thirdly, the model is evaluated using typical case studies from the literature. Lastly, the results are discussed and a conclusion is given.
2. Parameters for Selecting Part Candidates for AM Application
The first step involves identifying all the factors which can be considered in selecting AM as an alternative manufacturing process. Table 1 gives a summary of the parameters identified from the literature for selecting part candidates for AM application.

Table 1.
Summary of the parameters used to select part candidates for AM application.
The parameters in Table 1 are combined and classified into technical and economic parameters, as shown in Table 2.
Table 2.
Summary of the parameters from the literature.
In the following sections, each of the parameters are further explained.
2.1. Geometric Complexity
The competitive advantage offered by AM is freedom of design, as it allows manufacturers to produce complex parts. According to previous studies, AM can outperform the conventional subtractive processes for parts with high geometric complexity [44]. This is mainly because in AM, the complexity of a part has no effect on the efficiency of the process. Unlike conventional processes, no additional effort is required when producing the part. When it comes to conventional processes, increasing the complexity of the part results in increased production costs. On the other hand, the production costs in AM are not directly affected by the complexity of parts [35]. From the literature presented above, it is noted that high complexity of parts is considered as more suitable for AM when compared to low complex parts. In this study, the approach taken to evaluate the complexity of parts is derived from the study that was conducted by Booth et al. [37]. According to this study, components with low geometry are classified as parts with basic shapes that are like common stock materials or that are two-dimensional. Additionally, high complex parts are those with interior features or those with surface curvatures which are difficult to machine. In this study, medium complex parts will be regarded as parts which can be machined but require additional operations to achieve the required geometry.
2.2. Value of the Part
Considering the high production cost of metal AM processes, it is important to consider the monetary value of the part [34]. For high value parts which are costly to produce with conventional processes, there is more economic benefit when AM is used as an alternative. Typical high-value parts for AM application are presented in the literature [45,46].
2.3. Production Volume
Additive manufacturing is more economical for parts produced in low volumes to eliminate the cost of tooling [38]. If the parts are produced in high volumes, the initial tooling investment costs are distributed among all the products and the production cost per part becomes low. On the other hand, if the product is required in low volumes, the tooling costs are spread over a few parts and this makes the costs of producing individual parts very high. Production volume can be classified as low, medium and high volume. In this study, low volume production is when the annual units produced are 1000 or less, medium volume parts vary from 1000 to 10,000 and high-volume parts are above 10,000.
2.4. Lightweight Design
In the transportation industry, there is an increased need for improving fuel efficiency. This can be realised by producing lightweight transport equipment parts. To reduce weight, the design of a part can be altered by removing excess material so that more emphasis is placed on the functionality [47]. In that regard, geometries that are difficult to attain with conventional processes are achievable. Another way to reduce weight is by shape and topology optimisation [18].
2.5. High Performance Material Change
The material of a part can be substituted with a high-performance material to improve functionality and extend the life cycle of a product. High-performance aluminium and titanium alloys are material candidates for achieving improved strength of transport equipment parts [47]. Accordingly, high performance materials can improve the value of components. Typical examples of materials that are currently under investigation include composite materials and particle reinforced metal matrix composites [48]. Titanium- and nickel-based super alloys can also be processed using AM to produce high-performance parts [49].
2.6. Improved Efficiency
AM gives opportunities to incorporate complex design features to improve the operating efficiency of engineering components. This includes the introduction of conformal cooling channels to improve thermal performance of hot stamping tools for the automotive industry [50]. Another typical example is on the use of AM to allow integration of sensors in engineering components to allow monitoring and control of manufacturing operations [32,49].
2.7. Reducing the Number of Components in an Assembly
The number of assemblies of a component can be reduced through part consolidation [51]. This helps to reduce the costs and time needed to assemble parts. The functionality of the product should not be compromised. It is important to do an initial technical evaluation before part consolidation is considered [26].
2.8. Material Usage
The amount of material removed from the part using machining should be considered. Depending on the cost of material, if more than 50% of the material is removed from the original stock, then the part is a potential candidate for AM application. This is a measure to avoid material wastage, since AM uses the layer wise addition strategy to produce parts.
2.9. Function of the Part
The functionality of the part should be considered. The more critical the function, the more suitable it is for producing with AM. This is because AM gives the opportunity for further improving the performance through design optimisation. Examples of critical parts which are suitable for AM application are explained in the literature [45,46]. It is important to ask whether the part is a high-end industrial solution or not. If the functionality of the product is not of greater concern than the cost, it becomes expensive to produce with AM. Based on previous studies in the literature, the greatest economic benefits were realised when AM was applied to produce high-value parts [52].
2.10. Time to Manufacture Component
The time taken to produce the part using the conventional methods should be compared with the time for manufacturing with an AM integrated process chain. In most cases, the AM route is time consuming; however, depending on the complexity, the conventional methods may involve a lot of processes. Additionally, the time taken to produce the necessary tools for conventional manufacturing should be considered.
2.11. Size of the Part
It is important to determine whether the part size can be accommodated by the machine build envelope. In the event that the part is large, it can be subdivided into segments that can be separately manufactured and assembled afterwards [53]. This is possible if the functionality of the part is not compromised. In summary, the criteria considered are classified as shown in Table 3.
Table 3.
Classification of criteria.
3. Development of the Evaluation Model
In the next sections, the analytic hierarchy process is used to develop the evaluation model.
3.1. The Analytic Hierarchy Process
The analytic hierarchy process (AHP) is considered for assigning weights to the criteria because of its credibility in engineering decision-making applications. The AHP method was also extensively applied in manufacturing applications [54,55]. In the first step, the parameters are evaluated in pairs to determine the level of importance between them using the scale from 1 to 9, as shown in Table 4.
Table 4.
Pairwise comparison scale, data from [56]
The values obtained from the pairwise comparison are used to populate a matrix using Equation (1) [55]:
The matrix is normalised by dividing each element with the column sum as shown in Equation (2) [56]:
The next stage involves calculating the weights of the criteria C using Equation (3) [56]:
The next stage involves checking the consistency of the calculated weight. To achieve that, the product of PM and C is calculated using Equation (4):
The next stage is to calculate the principal eigenvalue () using Equation (5) [55]. The principal eigenvalue is obtained by averaging the consistency values obtained from Equation (4):
The consistency measurement CI is calculated as shown in Equation (6) [56]:
The ratio CI/RI is then used to evaluate the consistency of the weights. The quantity RI represents the random indices, which are shown in Table 5.
Table 5.
Random Indices (Ishizaka and Nemery, 2013).
If the ratio is less than or equal to 0.1, the calculated weights are considered consistent. Likewise, a ratio more than 0.1 indicates inconsistency in the calculations. In the next section of the paper, the proposed method is evaluated using a typical benchmark part.
3.2. Application of the AHP Method to Assign Weights to Criteria
For the proposed evaluation method, size and material compatibility are considered the most important factors and are used for the initial screening. The rest of the parameters are used in formulating the model. As mentioned in Section 2.1, the first step is to come up with the pairwise comparison matrix of the criteria using Equation (1), as shown in Table 6.
Table 6.
Pairwise comparison matrix.
The matrix is normalised using Equation (2), as shown in Table 7.
Table 7.
Normalised matrix.
The weights in terms of the degree of importance and consistency values are calculated using Equations (3) and (4). Table 8 gives the obtained weights and consistency measurements.
Table 8.
Criteria weights.
The consistency ratio is calculated as shown below:
The computed value is below 0.1; hence, the obtained weights are considered consistent and they are applied in the decision matrix, as shown in Table 7.
3.3. Proposed Evaluation Method
As mentioned previously, the most important factors when evaluating parts for AM application are the size and material compatibility. Considering that most AM machines have a build volume of around 250 × 250 × 250 mm, it is necessary to first evaluate whether the part dimensions will be accommodated into the machine. Large parts can be divided into subcomponents, which can be built separately and assembled afterwards. However, this can only be done if the functionality of the part is not affected. Another way is to build certain portions of the part additively while other portions can be machined. If the material required for producing the part is not available in powder form, an alternative material which does not alter the functional properties of the part can be used.
The next stage is to evaluate the part using the calculated criteria in Table 8.
To use the evaluation matrix in Table 9, the total weight of each criteria is calculated by obtaining the product of weight (C) and level j. The total weight for the part is obtained by summing all the separate total criteria weights as shown in Equation (8):
Table 9.
Decision matrix for selecting part candidates.
Using the total weight (V) obtained from Equation (8), the following conditions apply:
Not suitable for AM application .
Part is suitable for AM after changes in design .
Part suitable for AM application without necessarily making design changes 2.0 < V 2.55.
4. Evaluation of Model
The next stage is to evaluate the model by using case studies from the literature.
4.1. Case Studies
In the following sections, case studies from the literature are presented and analysed.
4.1.1. Case Study 1
The first case study component is a turbine blade. The part has been considered for AM application by different authors in the literature [57,58]. The turbine blade is a critical high value component for extracting combustion energy by diverting current flow. As a result, it is exposed to high temperature conditions. The conventional processes involved in producing the part are time consuming and costly due to the tooling required [57].
A study was conducted by Dimitrov et al. [59] to measure the cost and material usage when the turbine blade is produced using three process chains. Those include machining only, forming with machining an AM with machining.
Based on the graphs in Figure 1, using AM results in the least material usage while machining has a higher usage of material. In terms of the overall costs, forming with machining is cheaper for high volume production (<200). However, for low volumes (>100), machining is the cheapest option followed by AM with machining. However, considering the high material wastage involved in machining, it would be more sustainable to apply AM for low-volume part production.
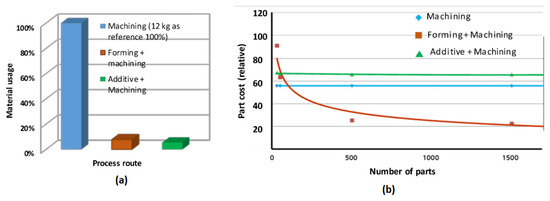
Figure 1.
(a) Material usage results; (b) cost results, reproduced from [59], with the permission from IOP Publishing, 2018.
4.1.2. Case Study 2
Case study 2 was obtained from a study by Abdi and Wilderman [60]. In the study, a brake pedal for a special formula race car was considered for AM application. This was motivated by the need to improve the design through increasing stiffness (reducing compliance) of the pedal. Since the brake pedal is for a customised vehicle, the production volume is low. The brake pedal is a critical safety component for stopping or slowing down the special vehicle and is considered a high value component. The shape of the pedal is shown in Figure 2 and it is considered to be of medium complexity using the criteria in Table 3.
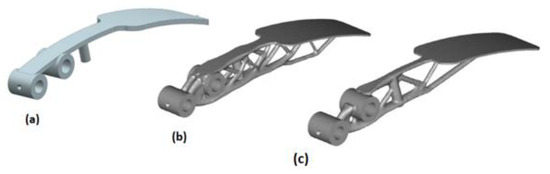
Figure 2.
(a) Original design. (b) Optimised design 1. (c) Optimised design 3, reproduced from [60], with the permission from Inderscience, 2018.
Figure 3 shows the maximum Von Mises after conducting simulation of the designs. Table 10 shows the volume, maximum Von Mises and stiffness. Optimised design 1 was considered for the application because it resulted in the highest stiffness (lowest compliance). A maximum stress constraint was not considered in the design, although all the maximum Von Mises values were below the yield strength of the material used, which is a selective laser-melted Ti-6Al-4V.
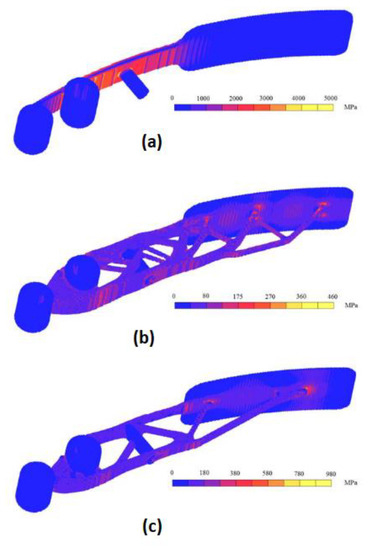
Figure 3.
(a) Existing pedal (b) Optimised design 1 (c) Optimised design 2 Map showing the Von Mises distributions, reproduced from [60], with the permission from Inderscience, 2018.
Table 10.
Comparison of the three designs.
4.1.3. Case Study 3
Case study 3 is a hot forming tool for a gear pan for an automotive powertrain component [32]. The part is considered a critical component of the powertrain which is produced in low volumes. The shape of the tool was such that it does not have space for drilled channels to allow for thorough cooling of the part during hot forming. As a result, the tool was exposed to increased thermomechanical wear and the produced parts did not have the uniform hardness required. The conventional tool is considered to have a medium complex geometry because it did not have internal cooling channels. The tool is produced as a singular unit; hence, the production volume is considered low. The additively manufactured tool had innovative adaptive cooling channels, as shown in Figure 4.
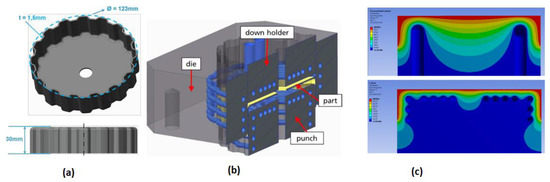
Figure 4.
(a) Gear pan component; (b) gear pan tool system with adoptive cooling channels; (c) temperature map of conventional tool (top) and additively manufactured tool with adoptive cooling channels (bottom), reproduced from [32], with the permission from iCAT, 2016.
According to the results, the cooling time was reduced from 10 to 3 s, which translates to a reduction of 70%. Additionally, the quality of the parts improved to increase the hardness uniformity. The additively manufactured tool was expected to be more durable as a result of the reduced thermomechanical wear.
4.1.4. Case Study 4
Case study 4 is a cabin bracket connector for airbus A350XWB as shown in Figure 5 [15]. The improved part was produced using Selective Laser Melting (SLM).
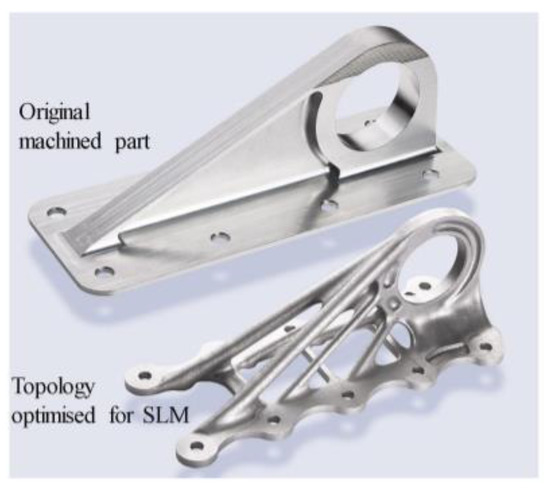
Figure 5.
Cabin bracket, reproduced from [61].
The part is a high value component, which is produced in low volumes. The conventional process of manufacturing the part is milling using aluminium. The design of the part was enhanced using topology optimisation to reduce weight. As seen in Figure 5, the original part geometry can be considered as having medium complexity using the criteria in Table 9. When the component was manufactured using the laser powder bed fusion process (LPBF), a weight reduction of 30% was archived. The manufacturing time was reduced by 75%. Figure 5 shows the original and improved design.
4.2. Validation of Model Using Case Studies
The next step is to evaluate the model in Table 9 using the case studies presented. Table 11 shows the calculated weights for the four case studies.
Table 11.
Weight calculations using the case studies.
4.3. Results and Discussion
In the first case study, the total weight calculated was 2.208, which is within the region for considering the part for AM application. According to the information from the case study, it was more economical in terms of costs and material usage to produce the part with AM in low volumes. However, no further changes were made on the geometry. This is mainly because the main motivation of using AM was to reduce the effort and time to manufacture the part. In the second case study, the total weight calculated was 1.997, which is within the region of applying AM after making changes on the part design. In case study 2, it was necessary to change the part design as a measure of improving the stiffness. The improved design had a low Von Mises stress and higher stiffness when compared to the original design. In case study 3, the total weight calculated was 1.997, and this indicates the need for design improvement before applying AM as an option. Accordingly, the design of the hot forming tool was enhanced to incorporate conformal cooling channels. Based on the information from the case study, a significant economic benefit would be derived from using the tool in mass production. This is because of the massive reduction in the cooling time of the part, which can outweigh the initial investment cost of producing the tool using AM. In the last case study, the total weight obtained was 2.073, which is within the region for AM application without necessarily making design changes. This is slightly different from the situation on the case study because the part design was further improved before it was additively produced. The reason behind this deviation is that the designer wanted to fully exploit the design capabilities offered by AM since there are no extra costs for complexity.
5. Conclusions
In conclusion, if proper measures are put in place, AM has the potential to positively impact the transport sector. The following contributions were made in the present study:
- The opportunities offered by AM in the production of transport equipment parts were explained using previous studies from the literature. These include producing high performance parts with improved designs and high value parts which are produced in low volumes.
- An evaluation model for choosing part candidates for AM application in the transport sector was developed. To formulate the mode, the AHP processes was used to rank the criteria and assign weights depending on the needs of the transport equipment manufacturing industry. The criteria used were obtained from previous studies.
- Different case studies from the literature were used to validate the proposed decision matrix. The calculated weights obtained from the various case studies were in agreement with the evaluation model. Hence, the proposed model is a suitable tool that can be used to guide the user to identify parts suitable for AM application.
- The proposed method is not only useful for identifying parts for AM application but also gives direction on value addition of the selected part candidates through design improvement. Hence, this study will add to the understanding of how transport equipment manufacturing industries can effectively screen potential part candidates and obtain value, thereby promoting the overall sustainability of the AM process in terms of material conservation, cost effectiveness, and functionality.
- The study will add to the understanding of how transport equipment manufacturing industries can effectively screen potential part candidates, thereby promoting the overall sustainability of the AM process in terms of material conservation, cost effectiveness, and functionality.
- Future studies should include a thorough cost–benefit analysis to further provide the economic justification of the proposed model.
Author Contributions
R.M. developed the model and wrote the paper. K.M. supervised the research and assisted with the methodology. I.D. assisted with information regarding the case studies and editing of the paper. All authors have read and agreed to the published version of the manuscript.
Funding
The DSI—NRF SARCHI Chair in Future Transport Manufacturing Technologies funded this research.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
All the data used are presented in the manuscript.
Acknowledgments
The authors would like to acknowledge the Department of Industrial Engineering for their support in the research.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Machado, C.G.; Winroth, M.P.; Da Silva, E.H.D.R. Sustainable manufacturing in Industry 4.0: An emerging research agenda. Int. J. Prod. Res. 2020, 58, 1462–1484. [Google Scholar] [CrossRef]
- Leal, R.; Barreiros, F.M.; Alves, L.; Romeiro, F.; Vasco, J.C.; Santos, M.; Marto, C. Additive manufacturing tooling for the automotive industry. Int. J. Adv. Manuf. Technol. 2017, 92, 1671–1676. [Google Scholar] [CrossRef]
- Killen, A.; Fu, L.; Coxon, S.; Napper, R. Exploring the use of Additive Manufacturing in Providing an Alternative Approach to the Design, Manufacture and Maintenance of Interior Rail Components. In Proceedings of the 40th Australasian Transport Research Forum (ATRF), Darwin, Australia, 30 October–1 November 2018. [Google Scholar]
- Yusuf, S.M.; Cutler, S.; Gao, N. Review: The Impact of Metal Additive on the Aerospace Industry. Metals 2019, 9, 1–35. [Google Scholar]
- Black, A.H.; Makundi, B.; McLennan, T. Africa’s Automotive Industry: Potential and Challenges. African Development Bank. 2017, pp. 1–17. Available online: https://www.afdb.org/en/documents/publications/working-paper-series/ (accessed on 5 February 2021).
- The Observatory of Economic Complexity (OEC) South Africa. 2021. Available online: https://oec.world/en/profile/country/zaf (accessed on 23 March 2020).
- Huang, R.; Riddle, M.; Graziano, D.; Warren, J.; Das, S.; Nimbalkar, S.; Cresko, J.; Masanet, E. Energy and emissions saving potential of additive manufacturing: The case of lightweight aircraft components. J. Clean. Prod. 2016, 135, 1559–1570. [Google Scholar] [CrossRef]
- Zanoni, S.; Ashourpour, M.; Bacchetti, A.; Zanardini, M.; Perona, M. Supply chain implications of additive manufacturing: A holistic synopsis through a collection of case studies. Int. J. Adv. Manuf. Technol. 2019, 102, 3325–3340. [Google Scholar] [CrossRef]
- Ford, S.L.N. Additive Manufacturing Technology: Potential Implications for US Manufacturing. J. Int. Commer. Econ. 2014, 6, 1–35. [Google Scholar]
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I. Selective laser melting of Ti6Al4V alloy for biomedical applications: Temperature monitoring and microstructural evolution. J. Alloy. Compd. 2014, 583, 404–409. [Google Scholar] [CrossRef]
- du Plessis, A.; Yadroitsava, I.; Yadroitsev, I. Ti6Al4V lightweight lattice structures manufactured by laser powder bed fusion for load-bearing applications. Opt. Laser Technol. 2018, 108, 521–528. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Yadroitsava, I.; Bertrand, P.; Smurov, I. Factor analysis of selective laser melting process parameters and geometrical characteristics of synthesized single tracks. Rapid Prototyp. J. 2012, 18, 201–208. [Google Scholar] [CrossRef]
- Hagedorn-Hansen, D.; Cichon, R.; Bezuidenhout, M.B.; Hugo, P.A.; Oosthuizen, G.A. Geometric deviation of hy-brid parts produced by selective laser melting. S. Afr. J. Ind. Eng. 2015, 1, 1–9. [Google Scholar]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Yadroitsev, I. Evaluation of the impact of scanning strategies on residual stresses in selective laser melting. Int. J. Adv. Manuf. Technol. 2019, 102, 2441–2450. [Google Scholar] [CrossRef]
- Liu, R.; Wang, Z.; Sparks, T.; Liou, F.; Newkirk, J. Aerospace applications of laser additive manufacturing. In Laser Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2017; pp. 351–371. [Google Scholar]
- Negi, S.; Dhiman, S.; Sharma, R.K. Basics, applications and future of additive manufacturing technologies: A review. J. Manuf. Technol. Res. 2012, 5, 75. [Google Scholar]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Orme, M.E.; Gschweitl, M.; Ferrari, M.; Madera, I.; Mouriaux, F. Designing for additive manufacturing: Light-weighting through topology optimization enables lunar spacecraft. J. Mech. Des. 2017, 139, 100905–100911. [Google Scholar] [CrossRef]
- Miracle, D. Lightweighting and the Future of Aerospace Metals. In Kinetics of Metallurgical Processes; Metzler, J.B., Ed.; Springer: Singapore, 2019; pp. 27–38. [Google Scholar]
- Plocher, J.; Panesar, A. Review on design and structural optimisation in additive manufacturing: Towards next-generation lightweight structures. Mater. Des. 2019, 183, 108164. [Google Scholar] [CrossRef]
- Kim, G.-W.; Park, Y.-I.; Park, K. Topology Optimization and Additive Manufacturing of Automotive Component by Coupling Kinetic and Structural Analyses. Int. J. Automot. Technol. 2020, 21, 1455–1463. [Google Scholar] [CrossRef]
- Shi, G.; Chengqi, G.U.A.N.; Dongliang, Q.U.A.N.; Dongtao, W.U.; Lei, T.A.N.G.; Tong, G.A.O. An aerospace bracket designed by thermo-elastic topology optimization and manufactured by additive manufacturing. Chin. J. Aeronaut. 2020, 33, 1252–1259. [Google Scholar] [CrossRef]
- Calleja-Ochoa, A.; Gonzalez-Barrio, H.; de Lacalle, N.L.; Martínez, S.; Albizuri, J.; Lamikiz, A. A New Approach in the Design of Microstructured Ultralight Components to Achieve Maximum Functional Performance. Materials 2021, 14, 1588. [Google Scholar] [CrossRef]
- Sarvankar, S.G.; Yewale, S.N. Additive Manufacturing in Automobile Industry. Int. J. Res. Aeronaut. Mech. Eng. 2019, 7, 1–10. [Google Scholar]
- Calleja, A.; Tabernero, I.; Ealo, J.A.; Campa, F.J.; Lamikiz, A.; De Lacalle, L.N.L. Feed rate calculation algorithm for the homogeneous material deposition of blisk blades by 5-axis laser cladding. Int. J. Adv. Manuf. Technol. 2014, 74, 1219–1228. [Google Scholar] [CrossRef]
- Knofius, N.; Van Der Heijden, M.; Zijm, W. Consolidating spare parts for asset maintenance with additive manufacturing. Int. J. Prod. Econ. 2019, 208, 269–280. [Google Scholar] [CrossRef]
- Frandsen, C.S.; Nielsen, M.M.; Chaudhuri, A.; Jayaram, J.; Govindan, K. In search for classification and selection of spare parts suitable for additive manufacturing: A literature review. Int. J. Prod. Res. 2020, 58, 970–996. [Google Scholar] [CrossRef]
- Khajavi, S.H.; Partanen, J.; Holmström, J. Additive manufacturing in the spare parts supply chain. Comput. Ind. 2014, 65, 50–63. [Google Scholar] [CrossRef]
- Chantzis, D.; Liu, X.; Politis, D.J.; El Fakir, O.; Chua, T.Y.; Shi, Z.; Wang, L. Review on additive manufacturing of tooling for hot stamping. Int. J. Adv. Manuf. Technol. 2020, 109, 87–107. [Google Scholar] [CrossRef]
- Tian, T.; Huang, X.; Cheng, K.; Liang, Y.; Hu, S.; Yao, L.; Guan, D.; Xu, Y.; Liu, P. Flexible and Reconfigurable Frequency Selective Surface with Wide Angular Stability Fabricated With Additive Manufacturing Procedure. IEEE Antennas Wirel. Propag. Lett. 2020, 19, 2428–2432. [Google Scholar] [CrossRef]
- Singh, A.; Gupta, P.; Asjad, M. Reconfigurable Manufacturing System (RMS): Accelerate Towards Industries 4. In Proceedings of the International Conference on Sustainable Computing in Science, Technology and Management (SUSCOM), Amity University Rajasthan, Jaipur, India, 26–28 February 2019. [Google Scholar]
- Gebauer, M.; Stoll, P.; Spierings, A.; Müller, B.; Polster, S.; Feld, T.; Zurbrügg, A. High performance sheet metal forming tooling by additive manufacturing. In Proceedings of the iCAT 2016 6th International Conference on Additive Technologies, Nurnberg, Germany, 29–30 November 2016; pp. 354–361. [Google Scholar]
- Marin, F.; de Souza, A.F.; Ahrens, C.H.; de Lacalle, L.N.L. A new hybrid process combining machining and selec-tive laser melting to manufacture an advanced concept of conformal cooling channels for plastic injection molds. Int. J. Adv. Manuf. Technol. 2021, 113, 1561–1576. [Google Scholar] [CrossRef]
- Schmidt, M.; Merklein, M.; Bourell, D.; Dimitrov, D.; Hausotte, T.; Wegener, K.; Overmeyer, L.; Vollertsen, F.; Levy, G.N. Laser based additive manufacturing in industry and academia. CIRP Ann. 2017, 66, 561–583. [Google Scholar] [CrossRef]
- Lindemann, C.; Reiher, T.; Jahnke, U.; Koch, R. Towards a sustainable and economic selection of part candidates for additive manufacturing. Rapid Prototyp. J. 2015, 21, 216–227. [Google Scholar] [CrossRef]
- Klahn, C.; Leutenecker, B.; Meboldt, M. Design for additive manufacturing–supporting the substitution of compo-nents in series products. Procedia Cirp. 2014, 21, 138–143. [Google Scholar] [CrossRef]
- Booth, J.W.; Alperovich, J.; Chawla, P.; Ma, J.; Reid, T.N.; Ramani, K. The Design for Additive Manufacturing Worksheet. J. Mech. Des. 2017, 139, 100904. [Google Scholar] [CrossRef]
- Reiher, T.; Lindemann, C.; Jahnke, U.; Deppe, G.; Koch, R. Holistic approach for industrializing AM technology: From part selection to test and verification. Prog. Addit. Manuf. 2017, 2, 43–55. [Google Scholar] [CrossRef]
- Yang, S.; Santoro, F.; Sulthan, M.A.; Zhao, Y.F. A numerical-based part consolidation candidate detection approach with modularization considerations. Res. Eng. Des. 2018, 30, 63–83. [Google Scholar] [CrossRef]
- Materialise 5 Parameters That Decide the Success of Your 3D Printing Project. 2014. Available online: https://www.materialise.com/en/blog/5-parameters-decide-success-of-your-3d-printing-project (accessed on 26 January 2021).
- Yao, X.; Moon, S.K.; Bi, G. A hybrid machine learning approach for additive manufacturing design feature recommendation. Rapid Prototyp. J. 2017, 23, 983–997. [Google Scholar] [CrossRef]
- Merkt, S.; Hinke, C.; Schleifenbaum, H.; Voswinckel, H. Geometric complexity analysis in an integrative technology evaluation model (item) for selective laser melting (slm)#. S. Afr. J. Ind. Eng. 2011, 23, 97–105. [Google Scholar] [CrossRef]
- Cruz, M.F.; Borille, A.V. Decision methods application to compare conventional manufacturing process with metal additive manufacturing process in the aerospace industry. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 177–193. [Google Scholar] [CrossRef]
- Yang, S.; Page, T.; Zhang, Y.; Zhao, Y.F. Towards an automated decision support system for the identification of additive manufacturing part candidates. J. Intell. Manuf. 2020, 31, 1917–1933. [Google Scholar] [CrossRef]
- Castro, G.; Rodríguez, J.; Montealegre, M.A.; Arias, J.L.; Yañez, A.; Panedas, S.; Rey, L. Laser additive manufactur-ing of high added value pieces. Procedia Eng. 2015, 132, 102–109. [Google Scholar] [CrossRef]
- Uhlmann, E.; Kersting, R.; Klein, T.B.; Cruz, M.F.; Borille, A.V. Additive manufacturing of titanium alloy for air-craft components. Procedia Cirp 2015, 35, 55–60. [Google Scholar] [CrossRef]
- Zhu, L.; Li, N.; Childs, P. Light-weighting in aerospace component and system design. Propuls. Power Res. 2018, 7, 103–119. [Google Scholar] [CrossRef]
- Gu, D. Laser Additive Manufacturing of High-Performance Materials; Springer Science and Business Media LLC: Berlin, Germany, 2015. [Google Scholar]
- Hossain, M.S.; Gonzalez, J.A.; Hernandez, R.M.; Shuvo, M.A.I.; Mireles, J.; Choudhuri, A.; Wicker, R.B. Fabrication of smart parts using powder bed fusion additive manufacturing technology. Addit. Manuf. 2016, 10, 58–66. [Google Scholar] [CrossRef]
- Muvunzi, R. Application of Additive Manufacturing for improved thermal management of hot stamping tools. Ph.D. Thesis, Stellenbosch University, Stellenbosch, South Africa, 2020. [Google Scholar]
- Yang, S.; Tang, Y.; Zhao, Y.F. A new part consolidation method to embrace the design freedom of additive manufacturing. J. Manuf. Process. 2015, 20, 444–449. [Google Scholar] [CrossRef]
- Brandt, M.; Sun, S.J.; Leary, M.; Feih, S.; Elambasseril, J.; Liu, Q.C. High-value SLM aerospace components: From design to manufacture. In Advanced Materials Research; Trans Tech Publications Ltd.: Bäch, Switzerland, 2013; Volume 633, pp. 135–147. [Google Scholar]
- Muvunzi, R.; Hagedorn-Hansen, D.; Matope, S.; Madyibi, X.; Swart, C.B.; Nagel, M. Industry case study: Process chain for manufacturing of a large hybrid hot stamping tool with conformal cooling channels. Int. J. Adv. Manuf. Technol. 2020, 110, 1723–1730. [Google Scholar] [CrossRef]
- Vaidya, O.S.; Kumar, S. Analytic hierarchy process: An overview of applications. Eur. J. Oper. Res. 2006, 169, 1–29. [Google Scholar] [CrossRef]
- Ishizaka, A.; Nemery, P. Multi-Criteria Decision Analysis: Methods and Software; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Brunelli, M. Introduction to the Analytic Hierarchy Process; Springer: New York, NY, USA, 2015. [Google Scholar]
- Caiazzo, F.; Alfieri, V.; Corrado, G.; Argenio, P. Laser powder-bed fusion of Inconel 718 to manufacture turbine blades. Int. J. Adv. Manuf. Technol. 2017, 93, 4023–4031. [Google Scholar] [CrossRef]
- Magerramova, L.; Vasilyev, B.; Kinzburskiy, V. Novel Designs of Turbine Blades for Additive Manufacturing. In Proceedings of the Volume 5C: Heat Transfer, New York, NY, USA, 20 September 2016; ASME International: New York, NY, USA, 2016; pp. 1–7. [Google Scholar]
- Dimitrov, D.; Uheida, E.; Oosthuizen, G.; Blaine, D.; Laubscher, R.; Sterzing, A.; Blau, P.; Gerber, W.; Damm, O.F.R. Manufacturing of high added value titanium components. A South African perspective. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Vanderbijlpark, South Africa, 23–26 October 2018; Volume 430, p. 012009. [Google Scholar]
- Abdi, M.; Ashcroft, I.; Wildman, R.D. Design optimisation for an additively manufactured automotive component. Int. J. Powertrains 2018, 7, 142–161. [Google Scholar] [CrossRef]
- GmbH, C. Oncet Laser ‘Voraus! Topologisch optimierte Bauteile in der Luftfahrt. Ahead! Topologically Optimised Components in Aviation. 2015. Available online: https://www.ge.com/additive/sites/default/files/2018-01/1708_Aerospace_DE-EN_update_2__lowres_einzel.pdf (accessed on 8 March 2021).





Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).